ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСТР
8.984— 2019
Государственная система обеспечения единства измерений
ВНУТРЕННИЙ КОНТРОЛЬ КАЧЕСТВА ИЗМЕРЕНИЙ В ОБЛАСТИ ИСПОЛЬЗОВАНИЯ АТОМНОЙ ЭНЕРГИИ
Издание официальное
Москва
"J 2020
ГОСТ Р 8.984—2019
Предисловие
1 РАЗРАБОТАН Акционерным обществом «Высокотехнологический научно-исследовательский институт неорганических материалов имени академика А.А. Бочвара»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 053 «Основные нормы и правила ло обеспечению единства измерений»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 26 ноября 2019 г. № 1246-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об из-монениях к настоящему стандарту публикуется в ежегодном (ло соспюянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
© . оформление. 2020
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии и
ГОСТР 8.984—2019
Содержание
1 Область применения....................................................................................................................................1
2 Нормативные ссылки....................................................................................................................................1
3 Термины, определения и сокращения........................................................................................................1
4 Общие положения........................................................................................................................................4
5 Порядок проведения и правила обработки результатов оперативного контроля...................................5
6 Контроль стабильности результатов измерений с помощью контрольных карт...................................11
7 Статистический контроль показателей качества измерений .................................................................19
8 Особенности внутреннего контроля качества для методик различного типа........................................23
Приложение А (справочное) Примеры планирования схем проведения оперативного
и периодического контроля качества измерений.............................................................24
Приложение Б (рекомендуемое) Формы регистрации результатов (ведение журнала) внутреннего оперативного и статистического контроля...................................................28
Приложение В (справочное) Характеристики показателей качества измерений.....................................31
Приложение Г (рекомендуемое) Формы таблиц для построения контрольных карт...............................33
Библиография................................................................................................................................................35
III
ГОСТР 8.984—2019
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Государственная система обеспечения единства измерений
ВНУТРЕННИЙ КОНТРОЛЬ КАЧЕСТВА ИЗМЕРЕНИЙ В ОБЛАСТИ ИСПОЛЬЗОВАНИЯ АТОМНОЙ ЭНЕРГИИ
Slate system for ensuring the uniformity of measurements. Internal quality control of measurements in the field of the use of atomic energy
Дата введения — 2020—09—01
1 Область применения
Настоящий стандарт устанавливает порядок и содержание работ по внутрилаборатормому (внутреннему) контролю показателей качества измерений, в том числе при испытаниях и контроле, при контроле выпускаемой продукции, объектов окружающей среды и других объектов, контролируемых в лабораториях в области использования атомной энергии.
Настоящий стандарт разработан с учетом и в развитие требований ГОСТ Р ИСО 5725-6. ГОСТ Р ИСО 7870-2. ГОСТ Р 8.932 и (1].
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 8.932—2017 Государственная система обеспечения единства измерений. Требования к методикам (методам) измерений в области использования атомной энергии. Основные положения
ГОСТ Р ИСО 5725-1 Точность (правильность и прецизионность) методов и результатов измерений. Часть 1. Основные положения и определения
ГОСТ Р ИСО 5725-6 Точность (правильность и прецизионность) методов и результатов измерений. Часть 6. Использование значений точности на практике
ГОСТ Р ИСО 7870-2 Статистические методы. Контрольные карты. Часть 2. Контрольные карты Шухарта
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссыпку.
3 Термины, определения и сокращения
3.1 В настоящем стандарте применены следующие термины с соответствующими определениями:
Издание официальное
1
ГОСТ Р 8.984—2019
методика (метод) измерений: Совокупность конкретно описанных операций, выполнение которых обеспечивает получение результатов измерений с установленными показателями точности.
Ц2]. статья 2. перечисление 11]
3.1.2___________________________________________________________________________________________________________
результат (измерения величины): Множество значений величины, приписываемых измеряемой величине вместе с любой другой доступной и существенной информацией.
ЦЗ], статья 5.1]______________________________________________________________________________________
3.1.3___________________________________________________________________________________________________________
истинное значение (величины): Значение величины, которое соответствует определению измеряемой величины.
ЦЗ], статья 5.4]______________________________________________________________________________________
3.1.4___________________________________________________________________________________________________________
опорное значение (величины): Значение величины, которое используют в качестве основы для сопоставления со значениями величин того же рода.
ЦЗ]. статья 5.3]
3.1.5___________________________________________________________________________________________________________
погрешность (результата измерения): Разность между измеренным значением величины и опорным значением величины.
ЦЗ]. статья 5.16]
3.1.6___________________________________________________________________________________________________________
неопределенность (измерений): Неотрицательный параметр, характеризующий рассеяние значений величины, приписываемых измеряемой величине на основании измерительной информации.
ЦЗ]. статья 5.34]____________________________________________________________________________________
3.1.7___________________________________________________________________________________________________________
правильность измерений: Близость среднего арифметического бесконечно большого числа повторно измеренных значений величины к опорному значению величины.
ЦЗ]. статья 5.8]______________________________________________________________________________________
3.1.8___________________________________________________________________________________________________________
точность измерений: Близость измеренного значения к истинному значению измеряемой величины.
ЦЗ], статья 5.7]______________________________________________________________________________________
3.1.9___________________________________________________________________________________________________________
показатель точности измерений: Установленная характеристика точности любого результата измерений, полученного при соблюдении требований и правил данной методики измерений.
[ГОСТ Р 8.563—2009, статья 3.4]
Примечания
1 В настоящем стандарте использован также термин «показатель точности результатов измерений при испытаниях». определяемый аналогично 3.1.9 для результатов измерений при испытаниях.
2 В настоящем стандарте применен также термин «метрологические характеристики МВИ». использованный в [1].
3.1.10_______________________________________________________________________________________________
случайная погрешность (измерения): Составляющая погрешности измерения, изменяющаяся случайным образом (по знаку и значению) при повторных измерениях, проведенных в определенных условиях.
ЦЗ]. статья 5.17]
3.1.11__________________________________________________________________________________________________________
систематическая погрешность (измерения): Составляющая погрешности измерения, остающаяся постоянной или же закономерно изменяющаяся при повторных измерениях одной и той же величины.
ЦЗ]. статья 5.19]
2
ГОСТР 8.984—2019
3.1.12_______________________________________________________________________________________________
прецизионность измерений: Близость между показаниями или измеренными значениями величины. полученными при повторных измерениях для одного и того же или аналогичных объектов при заданных условиях.
[[3]. статья 5.9]_______________________________________________________________________________________________
3.1.13_______________________________________________________________________________________________
условия воспроизводимости (измерений): Один из наборов условий измерений, включающий разные местоположения, разные средства измерений, участие разных операторов и выполнение повторных измерений на одном и том же или аналогичных объектах.
[[3]. статья 5.14]______________________________________________________________________________________________
3.1.14_______________________________________________________________________________________________
воспроизводимость (измерений): Прецизионность измерений в условиях воспроизводимости измерений.
([3]. статья 5.15]
3.1.15 полная воспроизводимость: Воспроизводимость, обусловленная всеми влияющими на результат измерения факторами.
Примечание — Понятие использовано в ГОСТ Р 8.932—2017 (подраздел 7.9). Аналогично термину о воспроизводимость», введено для пояснения классификации видов воспроизводимости.
3.1.16 частичная воспроизводимость: Воспроизводимость, обусловленная вариацией всех факторов, формирующих разброс результатов измерений при применении методики измерений в конкретной лаборатории.
Примечание — Понятие использовано в ГОСТ Р 8.932—2017 (подраздел 7.9). Аналогично термину «внутрипабораторная прецизионность» [4]. статья 3.9.
3.1.17 чистая воспроизводимость: Воспроизводимость измерений, обусловленная всеми влияющими на нее факторами, за исключением факторов, влияющих на сходимость измерений.
Примечание — Понятие использовано в ГОСТ Р 8.932—2017 (подраздел 7.9). Аналогично термину о межлабораторная воспроизводимость» в ГОСТ Р ИСО 5725-1.
3.1.18_______________________________________________________________________________________________
условия повторяемости (измерений): Один из наборов условий измерений, включающий применение одной и той же методики измерений, того же средства измерений, участие тех же операторов. те же рабочие условия, то же местоположение и выполнение повторных измерений на одном и том же или подобных объектах в течение короткого промежутка времени.
Примечание — Наряду с термином «условия повторяемости измерений» используется термин «условия сходимости измерений (условия сходимости)».
[[3]. статья 5.10]
3.1.19_______________________________________________________________________________________________ повторяемость измерений: Прецизионность измерений в условиях повторяемости измерений.
[[3]. статья 5.11]
Примечание — В настоящем стандарте далее использован термин «сходимость».
3.1.20 параллельные определения: Многократное проведение в условиях сходимости всей совокупности операций (включая операции подготовки образца или навески к измерению), предусмотренных МВИ. заканчивающееся вычислением результата.
3.1.21 приписанная характеристика погрешности измерений: Характеристика погрешности любого результата совокупности измерений, полученного при соблюдении требований и правил методики (метода)измерений.
Примечание — Как правило, приводят в свидетельстве об аттестации методики (метода) измерений.
3.1.22 аттестованные объекты: Объекты, для которых установлены значения одной или более величин, характеризующих состав, структуру или свойства реальных объектов измерений.
3
ГОСТ Р 8.984—2019
3.1.23_______________________________________________________________________________________________
аттестация методик (методов) измерений: Исследование и подтверждение соответствия методик (методов) измерений установленным метрологическим требованиям к измерениям.
Д2], статья 2, перечисление 1]______________________________________________________________
3.1.24 искусственный объект: Объект измерения с искусственно созданным в нем контролируемым параметром.
3.1.25 образцовое средство измерения: Средство измерения с установленными в процессе калибровки метрологическими характеристиками, значения которых не менее чем в три раза лучше, чем у средства измерений, используемого в контролируемой методике (методе) измерений.
3.1.26 образцовая методика измерений: Методика измерений с тем же назначением, что и контролируемая методика измерений, и с аттестованными метрологическими характеристиками, значения которых не менее чем в три раза лучше, чем у контролируемой методики.
3.1.27 контрольное измерение: Измерение, выполняемое в целях контроля, или рабочее измерение. при котором проводится в том числе контроль.
3.1.28 контрольная процедура: Сравнение результата контрольного измерения с нормативом контроля.
3.2 В настоящем стандарте использованы следующие сокращения:
АС — аттестованная смесь;
ВК — внутренний контроль;
МКХА — методика количественного химического анализа;
МВИ — методика (метод) выполнения измерений;
ОК — образец для контроля;
СИ — средство измерений;
СКО — среднее квадратическое отклонение;
СО — стандартный образец.
4 Общие положения
4.1 Контроль измерений проводят с целью обеспечения требуемой точности результатов измерений.
Примечание — В рамках настоящего стандарта к показателям качества измерений отнесены точность, правильность, воспроизводимость, сходимость (повторяемость) измерений.
4.2 Объектами ВК являются результаты измерений, получаемые в лаборатории.
4.3 ВК измерений проводят в лаборатории на основе оценивания соответствия характеристик по-грешности/неопределенности (или ее составляющих) результатов измерений, выполняемых для целей контроля (далее — контрольные измерения), характеристикам погрешности/неопределенности (далее — погрешности) методики измерений, установленным при аттестации.
4.4 Внутренний контроль предусматривает реализацию следующих форм контроля:
-оперативный контроль сходимости, воспроизводимости, правильности и точности (ВОК);
- периодический контроль (ПК);
- контроль стабильности результатов измерений (КС);
- статистический контроль сходимости, воспроизводимости, правильности (ВСК).
4.5 ВОК проводят для принятия оперативных мер в ситуациях, когда погрешности контрольных измерений но соответствуют нормативам контроля, а также для накопления статистической информации о характеристиках погрешности методики измерений. ВОК оперирует с одним результатом выполнения процедуры контроля.
4.6 ПК проводят для тех же целей, что и ВОК. но в тех случаях, когда проведение частого ВОК нецелесообразно ло техническим или невозможно по экономическим причинам. Примеры приведены в приложении А. Алгоритмы проведения ПК соответствуют алгоритмам проведения ВОК.
4.7 КС проводят для принятия оперативных мер в ситуациях, когда процесс измерений по МВИ вышел или может выйти из-под контроля. В случаях, когда процесс измерений по МВИ только может выйти из-под контроля. КС позволяет принять предупреждающие меры по корректировке процедуры измерения до отрицательного результата ВОК. КС оперирует с двумя — пятью результатами процедуры ВОК.
4.8 ВСК проводят с целью оценки качества измерений, выполненных за контролируемый период, и управления этим качеством, т. е. принятия организационных решений по работе с МВИ. ВСК оперирует с более чем 20 результатами процедуры ВОК.
4
ГОСТР 8.984—2019
4.9 Для МВИ. используемых постоянно, периодичность внутреннего контроля устанавливают в зависимости от общего числа проводимых измерений.
4.10 Периодичность ПК устанавливают в процессе аттестации МВИ исходя из оценок возможного изменения во времени характеристик погрешности.
4.11 Если качество контролируемой продукции таково, что значения результатов измерений лежат вне рабочего диапазона аттестованной МВИ. контроль качества измерений проводят с применением стандартных образцов, или аттестованных объектов, или искусственных объектов.
Примечание — В этом случае корректность работы методики тоже необходимо контролировать, по-этому вводится такое допущение.
4.12 Контроль показателей качества результатов измерений при ВК организует и проводит руководитель лаборатории или назначенные им специалисты. Контроль измерений организуют и проводят для каждой МВИ. имеющей аттестованные характеристики погрешности или достоверности контроля.
4.13 Расчетные значения нормативов контроля округляют в соответствии с ГОСТ Р 8.932 по правилам округления погрешностей, но в более «жесткую» сторону. При этом округление производят только на последнем этапе расчетов для окончательных результатов. Все промежуточные расчеты проводят без округления.
4.14 При повышенных требованиях к качеству измерений допускается устанавливать нормативы контроля более «жесткие», чем рассчитанные по алгоритмам настоящего стандарта.
4.15 В журналах регистрации фиксируют все результаты ВОК. в том числе и неудовлетворительные.
4.16 Для методик прямых измерений, т. е. для тех. погрешность результата измерения по которым определяется погрешностью средства измерения, ВК сводится к поверке или калибровке СИ.
5 Порядок проведения и правила обработки результатов оперативного контроля
5.1 ВОК показателей качества результатов измерений осуществляют с применением:
- образцов для контроля. Образцы для контроля, в общем случае, представляют собой стандартные образцы, аттестованные смеси и/или образцовые меры:
- рабочих проб с известной добавкой определяемого компонента;
- рабочих проб, значение измеряемого параметра в которых изменено в кратное число раз;
- рабочих проб, масса которых изменена в кратное число раз;
- рабочих проб или рабочих образцов (далее — пробы):
- средств измерений, принятых в качестве эталонных;
- МВИ. принятых в качестве референтных, и т. п.
Примечание — В случае использования для контроля измерений эталонных СИ или образцовых МВИ за характеристику, с которой происходит сравнение результата измерений по контролируемой МВИ. принимают результат измерений, полученный по образцовой МВИ или эталонному СИ (среднее арифметическое значение по результатам измерений).
5.2 ВОК точности, воспроизводимости, сходимости, правильности, достоверности контроля осуществляют путем оценки соответствия результата контрольного измерения нормативу, установленному для соответствующего алгоритма контроля. Результат выполнения контрольной процедуры не должен превышать норматива контроля.
5.3 Для контроля МВИ выбирают наиболее оптимальную с точки зрения информации о процессе измерения схему, состоящую из комбинации контроля различных характеристик. Возможна реализация различных схем ВОК исходя из принципов:
- контролируют те показатели качества измерений, которые в основном определяют погрешность МВИ;
- контролируют только показатели качества измерений, которые чувствительны к наиболее вероятному нарушению процесса измерений.
Наиболее часто реализуемые схемы контроля следующие:
- ВОК сходимости и точности (погрешности);
- ВОК сходимости, воспроизводимости и правильности;
- ВОК сходимости и воспроизводимости;
- ВОК воспроизводимости и точности:
- ВОК воспроизводимости и правильности.
При необходимости возможна реализация и других схем контроля, в частности дополнение приведенных схем контролем еще одного показателя. Если в тексте МВИ описана специальная схема контроля. то следуют ей.
5
ГОСТ Р 8.984—2019
5.4 Возможна реализация двух видов ВОК: усиленного и нормального. При усиленном ВОК нормативы контроля рассчитывают для уровня значимости критерия а = 0,10 (Р= 0.90). при нормальном ВОК нормативы контроля рассчитывают для уровня значимости сх = 0.05 {Р = 0.95). Для процесса измерений проб рекомендуется использовать усиленный ВОК. Переход на нормальный ВОК осуществляется для МВИ. не имеющих на протяжении пяти и более периодов контроля нарушений процесса измерений (неудовлетворительных результатов ВОК), и/или для МВИ. погрешность которых не зависит от действий оператора. За период контроля рекомендуется принять период времени, в течение которого осуществляется не менее 20 контрольных измерений по данной МВИ.
5.5 При превышении норматива ВОК измерения повторяют. При повторном превышении указанного норматива выясняют причины, приводящие к неудовлетворительным результатам контроля, и устраняют их.
5.6 Распространение выводов ВОК на результаты измерений других проб возможно, если они выполнены в одной серии с контрольными измерениями (за период, в течение которого условия проведения текущих измерений принимают соответствующими условиям проведения контрольных измерений). В случае, если выявленная причина превышения норматива ВОК носит системный характер (например. испорченный реактив), бракуются все результаты серии измерений. Если выявленная причина случайна (например, ошибка оператора), остальные результаты серии измерений признаются годными.
5.7 Результаты ВОК сходимости регистрируют в рабочих журналах. Результаты ВОК воспроизводимости. правильности и точности заносят в специальные журналы. Рекомендуемые формы журналов контроля приведены в приложении Б.
5.8 Необходимое число контрольных измерений устанавливают в соответствии с таблицей 1. Контрольные измерения распределяют равномерно во времени. Числа, приведенные в таблице 1. относятся к каждому из контролируемых по 5.3 показателей точности, за исключением сходимости, для которой проводится сплошной (100 %-ный) контроль.
Таблица 1 — Необходимое число контрольных измерений за месяц
Количество рабочих измерении в месяц | Количество контрольных измерений, не менее |
Не более 10 | 2 |
От 11 до 20 включ. | 3 |
От 21 до 50 включ. | 5 |
От 51 до 100 включ. | 7 |
От 101 до 200 включ. | 10 |
От 201 до 500 включ. | 12 |
Св. 500 | 15 |
5.9 Алгоритм проведения оперативного контроля сходимости
5.9.1 ВОК сходимости проводят, если МВИ предусматривает проведение параллельных определений для получения результатов измерений или если МВИ предусматривает проведение серии измерений однородных образцов.
5.9.2 ВОК сходимости результатов измерений проводят при получении каждого результата измерения или серии измерений по 5.9.1.
5.9.3 ВОК сходимости проводят путем сравнения значения статистической оценки величины, характеризующей сходимость, с контрольным нормативом, значение которого пропорционально дсх (или Сс») то есть путем проверки выполнения критерия
^^^ = d. (1)
где г— значение статистической оценки, например размах или среднее квадратическое отклонение;
ксх — коэффициент, зависящий от вида статистической оценки, вида распределения результатов измерений, числа параллельных определений и уровня значимости критерия, принимаемого равным 0.10 или 0,05 (доверительной вероятности 0.90 или 0.95);
о„ — характеристика сходимости (точечная оценка сходимости измерений);
d — норматив ВОК сходимости.
6
ГОСТР 8.984—2019
5.9.4 В данном пункте приведены три наиболее распространенных варианта ВОК сходимости, при которых ВОК сходимости проводят на рабочих пробах путем:
-сравнения размаха п результатов параллельных определений (dx) при измерении пробы с нормативом ВОК сходимости d —для нормального распределения при числе параллельных определений не более шести (вариант А);
-сравнения выборочного CKO (ds). рассчитанного по результатам параллельных определений при измерении пробы с нормативом ВОК сходимости d — для нормального распределения (вариант Б);
- сравнения размаха п результатов параллельных определений (dz) при измерении пробы с нормативом ВОК сходимости d — для дискретного распределения, когда задана интервальная оценка сходимости £CJ (вариант С).
5.9.5 В случае реализации варианта А сходимость результатов параллельных определений признают удовлетворительной, если выполняется следующий критерий:
^^^„“^пл^Яп)’^- <2)
где Хтахл — максимальный результат из п параллельных определений:
Xmin л — минимальный результат из л параллельных определений;
d — норматив оперативного контроля сходимости;
коэффициенты Q(P. п) — квантили распределения размахов. приведенные в таблице 2;
оа(Х) — показатель сходимости, соответствующий значению измеряемого параметра X в пробе.
5.9.6 В случае реализации варианта Б сходимость результатов параллельных определений признают удовлетворительной, если выполняется следующий критерий;
ds = Ssd=M(P.n)acx(X). (3)
где S — значение выборочного СКО. установленное по п параллельным определениям при выполнении контрольного измерения.
Коэффициенты М(Р. л) для разных видов контроля (процентные точки М - ^ ^^ • ^дех^Р л) — квантили распределения у2- приведенные в таблице 2.
Таблица 2 — Значения коэффициентов Q(P. п) и М(Р. л) для разных видов контроля
Число параллельных определений л | Коэффициенты О(Р. л| | Коэффициенты М(Р. л| | ||
Усиленный контроль а * 0,10 | Нормальный контроль а » 0.05 | Усиленный контроль а * 0.10 | Нормальный контроль « * 0,05 | |
2 | 2.33 | 2.77 | 1.65 | 1.96 |
3 | 2.90 | 3.31 | 1.52 | 1.73 |
4 | 3.24 | 3.63 | 1.44 | 1.61 |
5 | 3.48 | 3.86 | 1.40 | 1.54 |
6 | 3.66 | 4.03 | 1,36 | 1.49 |
5.9.7 В случае реализации варианта С сходимость результатов параллельных определений признают удовлетворительной, если выполняется следующий критерий:
df = Xmaxn-Xminnsd = 2rtx. (4)
5.10 Алгоритм проведения оперативного контроля воспроизводимости
5.10.1 ВОК воспроизводимости проводят:
-если в МВИ не предусмотрен контроль точности (или правильности) вследствие невозможности создания ОК или невозможности использования метода добавок (кратного изменения величины контролируемого параметра);
- при необходимости контроля составляющих погрешности, значимо влияющих именно на воспроизводимость измерений (качество работы операторов, качество химических реактивов и т. д.).
5.10.2 ВОК воспроизводимости (см. приложение В) проводят с использованием рабочих проб. Допускается использование СО или АС в том случае, если они соответствуют рабочим пробам (или
7
ГОСТ Р 8.984—2019
образцам для испытаний) по факторам, влияющим на погрешность результата измерения. Пояснения определений воспроизводимости приведены в приложении В.
5.10.3 Различают три вида ВОК воспроизводимости:
- контроль полной воспроизводимости.
- контроль чистой воспроизводимости.
- контроль частичной воспроизводимости.
5.10.4 ВОК полной воспроизводимости проводят путем сравнения расхождения двух результатов измерения D( (первичногоХ, и повторногоХ2) одной и той же пробы с нормативом ВОК полной воспроизводимости D.
Если методика выполнения измерений предусматривает проведение параллельных определений для получения результата измерения, то за результат измерения принимают среднее арифметическое результатов параллельных определений, предусмотренных методикой (X, и Х2 соответственно), удовлетворяющих критерию сходимости.
Воспроизводимость контрольных измерений признают удовлетворительной, если выполняется следующий критерий:
D^IX.-XJSD. (5)
5.10.5 Норматив ВОК воспроизводимости рассчитывают по формуле
D = Q(P. 2) • ов. (6)
где оо — показатель воспроизводимости, соответствующий значению измеряемого параметра в пробе Хср - ^—^-. (7)
Q(P. 2) = 2.33 при Р = 0.90;
Q(P. 2) = 2.77 при Р= 0.95.
5.10.6 ВОК чистой воспроизводимости проводят путем сравнения двух результатов измерений, полученных в условиях вариации, или суммы всех факторов, или отдельных факторов, влияющих на воспроизводимость измерений, но при этом погрешность в условиях сходимости должна быть незначима по сравнению с погрешностью в условиях воспроизводимости, то есть каждый результат измерения, проверяемый на воспроизводимость, должен быть получен как среднее по 20 и более параллельным определениям. Условия контроля чистой воспроизводимости должны быть специально оговорены в тексте МВИ. В этом случае также могут применяться критерии (5) и (6). но в качестве показателя воспроизводимости используют ачисгв — СКО чистой воспроизводимости, характеризующее случайную составляющую погрешности МВИ в условиях вариации именно этого(их) фактора(ов). когда погрешность в условиях сходимости результатов незначима. Для применения этого вида контроля должны быть известны значения в или 0ф. или «чиств (см. приложение В).
5.10.7 ВОК частичной воспроизводимости проводят путем сравнения двух результатов измерений. полученных в условиях вариации одного или нескольких факторов, влияющих на погрешность измерений. но при этом число параллельных определений — в соответствии с МВИ. Если каждая из величин X, и Х2 получена как среднее значение ло нормально распределенным результатам параллельных определений и известна чистая интервальная оценка погрешности в условиях вариации именно этого фактора (или нескольких факторов), то критерий ВОК воспроизводимости может быть записан в виде
|X, - Х2| < к^2ф + 2(196 осх/^)2. (8)
где к = 0.84 для а = 0.10 и к = 1 для а = 0,05.
или в другой форме: |Х. - Х2| s Q(P. 2) ■ овч. (9)
где ов ч — СКО частичной воспроизводимости.
В случае отсутствия характеристик частичной воспроизводимости допускается их установление на основании экспериментальных данных, получаемых в лаборатории именно в этих условиях (чаще всего в условиях вариации времени и оператора). При этом для расчета используют алгоритмы, приведенные в разделе 7.
Допускается до установления характеристик частичной воспроизводимости временно использовать критерий для полной воспроизводимости, но следует учитывать неэффективность такого контроля (критерий завышен).
8
ГОСТР 8.984—2019
Примечание — Наиболее часто встречающийся на практике случай — использование для контроля воспроизводимости результатов измерения шифрованных проб, которые выдаются разным лаборантам в разное время. Таким образом, варьируются только два фактора: лаборант и время. Характеристики частичной воспроизводимости в тексте или свидетельстве об аттестации МВИ отсутствуют, поэтому для расчета нормативов контроля используются характеристики полной воспроизводимости, что приводит к сильному их завышению. Неудовлетворительный результат контроля в этом случае означает очень грубую ошибку. В этом случае измерения следует немедленно остановить и выявить причины неудовлетворительного результата контроля.
5.10.8 Периодичность проведения ВОК воспроизводимости устанавливают с учетом вариации факторов, влияющих на воспроизводимость МВИ. Контроль чистой или частичной воспроизводимости обязателен при изменении фактора, который может оказать существенное влияние на погрешность МВИ. при этом чем больше число параллельных определений, тем он эффективнее.
5.11 Требования к проведению оперативного контроля точности (погрешности) измерений
5.11.1 Единичные контрольные измерения выполняют в одной серии с измерениями рабочих проб. Число контрольных измерений зависит от общего числа проводимых измерений и устанавливается по таблице 1.
Алгоритмы контроля приведены для случая симметричных границ характеристики погрешности: До = Д„ = А (5О = 5И = 5).
5.11.2 ВОК погрешности для МВИ с установленными значениями интервальной оценки погрешности проводят с использованием образцов для контроля, метода добавок, метода кратного изменения значения измеряемого параметра в пробе, метода варьирования навески.
5.11.3 Метод ВОК погрешности с использованием образцов для контроля является наиболее эффективным. Применение этого метода возможно при наличии ОК. либо при возможности и экономической целесообразности создания ОК для осуществления процедуры контроля.
5.11.4 Нормативы ВОК погрешности рассчитывают исходя из реальной функции распределения погрешности измерений.
5.12 Алгоритм проведения оперативного контроля погрешности с использованием образцов для контроля при нормальном распределении
5.12.1 Погрешность аттестованного значения образца для контроля не должна превышать третьей части характеристики погрешности методики.
Примечание — Для МВИ. неисключенная систематическая составляющая погрешности которой определяется только погрешностью используемого в ней ОК. это условие не обязательно. Для тех случаев, когда измерения по МВИ систематически (постоянно) меньше нижней границы рабочего диапазона МВИ. допускается периодичность ВОК сократить в два раза по сравнению с периодичностью, указанной в таблице 1.
Аттестованное значение ОК должно быть близко к значению измеряемых параметров в контролируемых объектах. Если диапазон контролируемых параметров достаточно узок (верхняя и нижняя границы рабочего диапазона отличаются не более чем в три раза), то для контроля достаточно одного образца.
5.12.2 Метод ВОК погрешности с применением образцов для контроля состоит в сравнении разности К, между результатом контрольного измерения аттестованной характеристики в образце для контроля (X) и его аттестованным значением (С) с нормативом ВОК погрешности К.
Погрешность результата контрольного измерения признают удовлетворительной, если выполняется следующий критерий:
K^IX-CjSK. (10)
5.12.3 Норматив ВОК для различных уровней значимости для нормального распределения рассчитывают по формулам:
К = 0.84 д для а = 0,10 (Р = 0.90 — усиленный контроль). (11)
К = А для а = 0,05 (Р = 0.95 — нормальный контроль). (12)
где А — характеристика погрешности измерений, соответствующая аттестованному значению параметра в ОК.
Для МВИ. оговоренных в примечании к 5.12.1. норматив ВОК погрешности рассчитывают по формулам:
9
ГОСТ Р 8.984—2019
К = 0.84 ^ + к для а = о.Ю. (13)
К = ^Д2 + AqK для а = 0.05. (14)
где Док — погрешность аттестованного значения ОК.
5.13 Алгоритм оперативного контроля погрешности с использованием метода добавок
5.13.1 Алгоритм проведения ВОК погрешности с использованием метода добавок применяют, если операции введения добавок, а также применяемые при этом средства измерений не вносят значимого вклада в погрешность результатов измерений, а также известно (установлено в процессе аттестации МВИ). что постоянная систематическая составляющая погрешности МВИ незначима. В противном случае при контроле погрешности вместе с методом добавок применяют метод кратного изменения значения измеряемого параметра (см. 5.14). В качестве добавки могут быть использованы градуировочные растворы, аттестованные смеси, стандартные образцы и т. п.
5.13.2 Метод ВОК погрешности с использованием метода добавок состоит в сравнении разности между результатом контрольного измерения значения определяемого параметра в пробе с известной добавкой (Хя). в пробе без добавки (X) и значением добавки (Д) (добавка должна составлять от 50 % до 150 % от содержания компонента в пробе) с нормативом контроля точности К.
Погрешность контрольных измерений принимают удовлетворительной, если выполняется следующий критерий.
К( = |Хд - X- Д| S К = 0.84 ■ ^4 + 4д + ^ ДЛЯ Р = 0.90 (или К = ^ + Д^ + Ад для Р = 0,95), (15) где X— результат контрольного измерения исходной пробы;
Хд — результат контрольного измерения пробы с добавкой;
Д — значение добавки.
Добавка должна быть такой, чтобы выполнялось условие:
F« ^^П' (16)
при этом она не должна превышать значения измеряемого параметра в пробе с добавкой более чем в два раза.
Поскольку расчет проводят в абсолютных_значениях. то Ду. А^ — абсолютные суммарные погрешности МВИ, соответствующие значениям X. Хд (причем Д*д — характеристика погрешности измерений. соответствующая расчетному значению параметра в пробе с добавкой); Дд — расчетная погрешность внесения добавки Д.
В общем случае дд рассчитывают по формуле
(17)
дл?
где--погрешность взвешивания навески вещества, используемого для внесения в пробу; т
ДС
—--погрешность, обусловленная степенью загрязненности реактива(ов). ислользуомого(ых) для приготовления добавки.
— — погрешность /-й меры вместимости, используемой при приготовлении добавки;
N— количество мер вместимости, используемых при приготовлении добавки;
Д — расчетное значение добавки.
5.14 Алгоритм проведения оперативного контроля погрешности с использованием метода кратного изменения значения измеряемого параметра в пробе
5.14.1 Алгоритм проведения ВОК погрешности с использованием метода кратного изменения значения измеряемого параметра в пробе (метод варьирования навески или аликвоты: далее — навески) применяют, если операция кратного изменения (варьирования навески), а также применяемые при
10
ГОСТР 8.984—2019
этом средства измерений не вносят значимого вклада в погрешность результатов измерений, а также известно (установлено в процессе аттестации МВИ). что пропорциональная систематическая составляющая погрешности МВИ незначима.
В противном случае при контроле погрешности вместе с методом кратного изменения значения измеряемого параметра (варьирования навески) применяют метод добавок (см. 5.13).
Примечание — Изменения значения измеряемого параметра в кратное число раз можно достигнуть разбавлением или концентрированием пробы. При этом значение измеряемого параметра не должно выйти за пределы аттестованного диапазона.
5.14.2 Метод ВОК погрешности с использованием метода кратного изменения значения измеряемого параметра в пробе (варьирования навески) состоит в сравнении разности между результатом контрольного измерения пробы с измененным в R раз контролируемым параметром (X') (с измененной массой), умноженным на коэффициент кратности изменения (для метода варьирования навески не умножается), и в реальной пробе (X) с нормативом контроля погрешности К.
Результат контрольного измерения признается удовлетворительным, если выполняется следующий критерий:
К = |R • X' - XI S К = 0.84 Jr2 A^ + aL для Р = 0.90 (или К = Jr2 + а! для Р = 0,95). (18)
или для метода варьирования навески
К = |Х'- Х| 5 К = 0.84 • Ja^ + для Р = 0.90 (или К = Ja^ + для Р = 0.95). (19)
ж а а Жал
гдеХ — результат контрольного измерения исходной пробы;
X' — результат контрольного измерения пробы с параметром, измененным в R раз (с измененной массой);
R — кратность изменения;
А^.. А^ — абсолютные суммарные погрешности МВИ в диапазонах, соответствующих значениям X. X' (причем Ау. — характеристика погрешности измерений, соответствующая расчетному значению параметра в измененной в Р раз пробе).
5.15 Алгоритм проведения оперативного контроля правильности
5.15.1 ВОК правильности проводят в случае, если это специально оговорено в тексте МВИ. или в случае необходимости проверки систематической составляющей погрешности МВИ. Периодичность его оговаривается специально.
5.15.2 ВОК правильности для МВИ с установленными значениями 0с проводят с использованием образцов для контроля, метода добавок, метода кратного изменения значения измеряемого параметра в пробе, метода варьирования навески по алгоритмам, изложенным в 5.12—5.14, то есть с использованием различных контрольных процедур. В качестве критерия выполнения нормативов контроля используется значение К = 0.84 «с (а = 0,10) или К = 0С (а = 0,05). Результат выполнения контрольной процедуры не должен превышать норматива контроля.
Условия проведения эксперимента (число параллельных определений; приемы, примененные для минимизации неисключенной систематической составляющей МВИ. и т. п.) должны соответствовать условиям установления 0С.
6 Контроль стабильности результатов измерений с помощью контрольных карт
6.1 КС результатов измерений с использованием контрольных карт является визуальным средством обнаружения динамики изменений показателей качества результатов измерений, последующего установления причин этого изменения и оперативного управления качеством измерений на основе установленных правил анализа ситуаций, возникающих при работе с контрольными картами.
6.2 Контрольные карты являются графическим представлением результатов ВОК в течение времени и строятся для тех измерений, которые подлежат контролю в соответствии с разделом 5.
6.3 Контрольная карта в общем случае представляет собой график, по оси ординат которого откладывается значение контролируемого признака (результата контрольной процедуры), а по оси абсцисс — порядковый номер контрольного измерения. Кроме того, на нем обозначены в виде горизонтальных
11
ГОСТ Р 8.984—2019
линий границы предупреждения и границы действия (рисунок 1). Если контролируемый признак может принимать только положительные значения, то строятся односторонние (только с верхними границами) контрольные карты.
Примечание — Контрольная процедура (контрольное измерение) — процедура проведения эксперимента по контролю измерений.
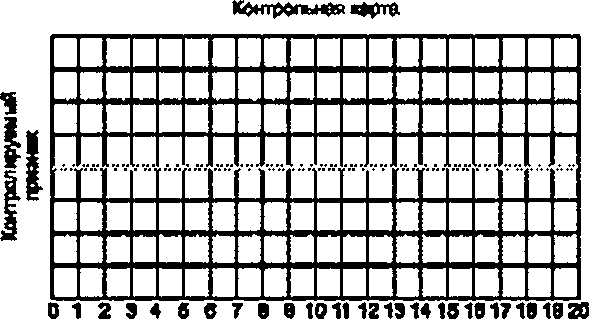
—— - грмцы действ»; —— грмтупркидиклци» граням ==а - средняя ЯМАЛ
Рисунок 1
6.4 Применение контрольных карт основано на сопоставлении результатов контрольных измерений с установленными нормативами контроля: границами действия и границами предупреждения.
6.5 Средняя линия контрольной карты представляет собой математическое ожидание контролируемого признака (того признака, по которому контролируется показатель качества измерений): границы предупреждения и действия — процентные точки выборок из распределения контрольного признака, разные для усиленного и нормального контролей:
- усиленный контроль: граница предупреждения — при уровне значимости а = 0.10 (90 %-ная точка); граница действия — при уровне значимости а = 0.02 (98 %-ная точка);
- нормальный контроль: граница предупреждения — при уровне значимости а = 0.05 (95 %-ная точка); граница действия — при уровне значимости а = 0.003 (99,7 %-ная точка).
Значения границ предупреждения и действия приведены в таблицах 3—9.
Примечание — Данный подход к установлению границ предупреждения и действия отличается от принятого в картах Шухарта (граница предупреждения — 2ст. граница действия — За. где ст — генеральное СКО контрольного признака). Предлагаемый в настоящем стандарте принцип расчета контрольных границ гармонизирует ВОК и КС результатов измерений: нормативы ВОК полностью соответствуют границам предупреждения.
Таблица 3 — Расчет результатов контрольных процедур, нормативов контроля (пределов действия и пред-упреждения)и средней линии при построении контрольных карт (в случае, когда показатель точности результатов измерений задан в виде симметричного относительно нуля интервала). Контроль погрешности с применением ОК
Наименование рассчитывав мой величины | Расчет значений в единицах результата измерений | Расчет значений в приведенных единицах | ||
Результат контрольной процедуры | К, = X- С | х-с к-=— | ||
Средняя линия | К^О | ^ = 0 | ||
Границы предупреждения | Нормальный контроль | Усиленный контроль | Нормальный контроль | Усиленный контроль |
KnpD = KfX1 = а; «Чтн^р | Кловер =0-84 А: КПрн = -Кпр | КпрО.п = Кпр.п = 1; >^.н.п = -1 | ^пр п.п “ ^пр.П “ ^ • Кпря.п—1 | |
Границы действия | Кд «=^=1.5-^ Кдн-1-5^ | КД0=Кд=1.19Кгр: | KAO.n=Kp.n=t5; КПнд = -1.5 | КЯВп=Клп= 1.5; Кди.п^ |
12
ГОСТР 8.984—2019
Окончание таблицы 3
Примечание — В таблице приведены следующие обозначения:
X — результат контрольного измерения ОК;
С — аттестоеанное значение ОК (или измеренное с помощью ОК);
А — характеристика погрешности МВИ. соответствующая аттестованному значению ОК;
Кк— разность между аттестованным и измеренным значениями;
Кк п — разность между аттестованным и измеренным значениями в приведенных единицах;
Кср — значение средней линии;
Кср п — значение средней линии в приведенных единицах;
К(р — значение границы предупреждения;
^о п — значение границы предупреждения в приведенных единицах;
Кто в — значение верхней границы предупреждения;
^гр о п — значение верхней границы предупреждения в приведенных единицах;
К^ и— значение нижней границы предупреждения;
К^ „ п — значение нижней границы предупреждения в приведенных единицах;
Кд— значение границы действия;
К„ п — значение границы действия в приведенных единицах;
К п — значение верхней границы действия;
Кд в п — значение верхней границы действия в приведенных единицах;
Кд „ — значение нижней границы действия;
Кд к п — значение нижней границы действия в приведенных единицах.
Таблица 4 — Расчет результатов контрольных процедур, нормативов контроля (пределов действия и предупреждения) и средней линии при построении контрольных карт (в случае, когда показатель точности результатов измерений задан в виде симметричного относительно нуля интервала). Контроль погрешности с применением метода добавок
Нам we Иовами» рассчитываемой величины | Расчет значений о единицах результата измерений | Расчет значений в приведенных единицах | ||
Результат контрольной процедуры | Кк = Хд-Х-Д | хд -х-д к | ||
Средняя пиния | Кф = 0 | Кф.п = 0 | ||
Границы предупреждения | Нормальный контроль | Усиленный контроль | Нормальный контроль | Усиленный контроль |
•W-Knp (при постоянном значении добавки) | Корл = “Кир (при постоянном значении добавки) | К = К = 1 пр а.п пр и Кпр.нп = -1 | Крр.вл ~ КПрл ~ '■ Кпр.и.п = -1 | |
Границы действия | ^^=1-5^ Кди = -1.5КПа | ^=^=1.19^; Кд и = -1.19 ^ | КЛо.п=Кя,= 1.5; ^.нл = -1-5 | Кд.еп=Кдп=1.5; Кдм,п = -1.5 |
Примечание — В таблице приведены следующие обозначения: Кк — разность результатов измерений пробы с добавкой, пробы и значения добавки; Кк „— разность результатов измерений пробы с добавкой, пробы и значения добавки в приведенных единицах. Ag (Д^) — характеристика погрешности результатов измерений, соответствующая расчетному содержанию компонента в пробе с добавкой (реальной пробе соответственно); Д — значение добавки; X — результат контрольного измерения пробы без добавки; Хд — результат контрольного измерения пробы с добавкой; Ад — расчетная характеристика погрешности вводимой добавки Д. | ||||
13
ГОСТ Р 8.984—2019
Таблица 5 — Расчет результатов контрольных процедур, нормативов контроля (пределов действия и пред-упреждения) и средней линии при построении контрольных карт (в случае, когда показатель точности результатов измерений задан в виде симметричного относительно нуля интервала). Контроль погрешности с применением метода кратного изменения измеряемого параметра в пробе (варьирования навески)
Наименование рассчитываемой величины | Расчет значений а едининах результата измерений | Расчет значений в приведенных единицах | ||
Результат контрольной процедуры | к, = RX-Хили К^ = X" - X (для варьирования навески) | RX-X u Х-Х К "«к...- к | ||
Средняя линия | Кф=0 | Кф.п = 0 | ||
Границы пред упреждения | Нормальный контроль | Усиленный контроль | Нормальный контроль | Усиленный контроль |
Кпр.в. = Кпр = | Кцрв = ^пр = | Кпр 0 И - КПрл - 1-Кпрн.п = -1 | К-ip О.П - Кпрп “ 1. Кп₽.н.п = -1 | |
= ^^. + ^ или | = 0,84- ^R2^*^ или | |||
^А^т+ лх ^ наюски): Кл₽н = -Кпр (при постоянном значении коэффициента изменения или кратности масс) | 0.84-^ф + Д^; Кпр.н = ^пр (при постоянном значении коэффициента изменения или кратности масс) | |||
Границы действия | Кд п = Кд = 1.5 Кпр; | К,в = Кс=1.19Кпр; Кп =-1.19К пр | Кяв.п = Кяп= 1.5: Кдн..,^ | Кяо.п = Кдп=1.5: |
Примечание — В таблице приведены следующие обозначения:
К, — разность между результатом измерения пробы о измененным в R раз значением контролируемою параметра и результатом измерения пробы;
К,,, — разность между результатом измерения пробы с измененным в R раз значением контролируемого параметра и результатом измерения пробы в приведенных единицах.
Д^. (Ду) — характеристика погрешности результатов измерений, соответствующая расчетному содержанию компонента в пробе с измененным параметром (реальной пробе соответственно);
X — результат контрольного измерения рабочей пробы:
X' — результат контрольного измерения пробы с измененным параметром;
R — коэффициент изменения.
Таблица 6 — Расчет результатов контрольных процедур, нормативов контроля (пределов действия и пред-упреждения) и средней линии при построении контрольных карт (в случае, когда показатель точности результатов измерений задан в виде симметричного относительно нуля интервала). Контроль воспроизводимости
Наименование рассчитываемой величины | Расчет значений о единицах результата измерений | Расчет значений в приведенных единицах | ||
Результат контрольной процедуры | Ок = 1*1 - *21 | о кп о2 | ||
Средняя линия | °ср = э2 аа; а2= 1.128 | ОСрп = а2= 1.128 | ||
Границы предупреждения | Нормальный контроль | Усиленный контроль | Нормальный контроль | Усиленный контроль |
DnP=°^ л) о0: Q(P л) = 2,77 | Опр=О(Р.л)%: СЦР п} = 2,33 | Опр.п = 2.77 | О„Рп = 2.33 | |
Границы действия | Од = O(R л)вв; Q(P. л) = 4.25 | Од= Q(R л)-о0: СИР. п} = 3,32 | Оя.п = 4-25 | Одл =3.32 |
14
ГОСТР 8.984—2019
Окончание таблицы 6
Примечание — В таблице приведены следующие обозначения:
О* — разность между первичным и повторным результатами измерения:
DKn— разность меоду первичным и повторным результатами измерения в приведенных единицах:
Оф — значение средней пинии;
Оф ^ — значение средней линии в приведенных единицах;
а2 — коэффициент смещения статистической оценки математического ожидания выборочного размаха для двух результатов измерений;
Опр— значение границы предупреждения;
Dnpn — значение границы предупреждения в приведенных единицах;
Од — значение границы действия;
Одп— значение границы действия в приведенных единицах;
оп — среднее квадратическое отклонение воспроизводимости, соответствующее значению измеряемого параметра в пробе — Хср по формуле (7);
*1 <^) — результат первичного (повторного) контрольного измерения.
Таблица 7 — Расчет результатов контрольных процедур, нормативов контроля (пределов действия и предупреждения) и средней линии при построении контрольных карт (в случае, когда показатель точности результатов измерений задан в виде симметричного относительно нуля интервала). Контроль сходимости по размаху (для л параллельных определений)
Наименование рассчитываемой величины | Расчет значении а единицах результата измерений | Расчет знамений в приведенных единицах | ||
Результат контрольной процедуры | _ хт и - хт и | |||
Средняя линия | dco = a^cx | ^ср.л _ ал | ||
Границы предупреждения | Нормальный контроль | Усиленный контроль | Нормальный контроль | Усиленный контроль |
dmT Q^- "Na, при a = 0,05 | с^ОСР.л)^ при a = 0.10 | w01^ °) при a = 0.05 | при гх = 0.10 | |
Границы действия | da= Q(P. n)aa при a = 0.003 | da = °^р- п>'аск при a = 0.02 | при a = 0.003 | при « = 0.02 |
Примечание — В таблице приведены следующие обозначения: dr— разность между максимальным и минимальным результатами измерения; dr n — разность между максимальным и минимальным результатами измерения в приведенных единицах; dcp — значение средней линии; dc₽n — значение средней линии в приведенных единицах; а„ — коэффициент смещения статистической оценки математического ожидания выборочного размаха для л результатов измерений; d^— значение границы предупреждения; drp п — значение границы предупреждения в приведенных единицах; da — значение границы действия; dan — значение границы действия в приведенных единицах. | ||||
Таблица 8 — Расчет результатов контрольных процедур, нормативов контроля (пределов действия и предупреждения) и средней линии при построении контрольных карт (в случае, когда показатель точности результатов измерений задан в виде симметричного относительно нуля интервала). Контроль сходимости по выборочному СКО (для п параллельных определений)
Наименование рассчитываемом величины | Расчет значений а единицах результата измерений | Расчет знамений в приведенных единицах |
Результат контрольной процедуры | ( п - V d^sJ^X.-Xfi'in-l) М-1 } | |
Средняя линия | d = С ■ о ср л сх | dWn ~ ^п |
15
ГОСТ Р 8.984—2019
Окончание таблицы 8
Наименование рассчитываемой величины | Расчет значений а единицах результата измерений | Расчет Значений в приведенных единицах | ||
Границы предупреждения | Нормальный контроль | Усиленный контроль | Нормальный контроль | Усиленный контроль |
<^ = М(Р.пуоск при а = 0.05 | ^Р=ИЯл)осх приа= 0,10 | dnnn=M(P п> пр.п ' ' при а = 0.05 | ^.п = ^«) при а = 0.10 | |
Границы действия | da = М(Р. п) о^ при а = 0.003 | da = М(Р. п) оск при а = 0,02 | Йдп = М(Р.л) при а = 0,003 | da n = M P. п) при а = 0.02 |
Примечание — В таблице приведены следующие обозначения:
S — выборочное среднее квадратическое отклонение, вычисленное по л параллельным определениям; Сг,— коэффициент смещения статистической оценки математического ожидания выборочного СКО.
Таблица 9 — Расчет результатов контрольных процедур, нормативов контроля (пределов действия и предупреждения) и средней линии при построении контрольных карт (в случае, когда показатель точности результатов измерений задан в виде симметричного относительно нуля интервала). Контроль правильности с применением ОК
Наименование рассчитываемой величины | Расчет значений в единицах результата измерений | Расчет значений в приведенных единицах | ||
Результат контрольной процедуры | К, = X- С | К Х-С к“= к | ||
Средняя линия | *ср = 0 | к«л = о | ||
Границы предупреждения | Нормальный контроль | Усиленный контроль | Нормальный контроль | Усиленный контроль |
Кпрв^р^с: «пр и = Ат, | Кпр.в=>Ч> = О.84вс; Кг^-Кпр | ^пр.в.п " Кф.П " ' Кпр.н.л = -1 | Кпр^Клрл^ | |
Границы действия | ^Vi-5^ | Кдн'-^Лф | КдЯп = КЯп= 1.5; КЯ,-л=-1* | «двп^дл^ Кдн.п=-1.5 |
Примечание — В таблице приведены следующие обозначения: К, — разность между результатом контрольного измерения ОК и аттестованным значением ОК: Ktn — разность между результатом контрольного измерения ОК и аттестованным значением ОК в приведенных единицах; 0С — характеристика систематической составляющей погрешности МВИ. соответствующая аттестованному значению параметра в ОК; X — результат контрольного измерения ОК: С — аттестованное значение ОК (или измеренное с помощью ОК). | ||||
Примечание — При расчете результатов контрольных процедур в приведенных единицах используют значения границ предупреждения Кпр. определяемые по формулам соответствующей графы.
Значения коэффициентов ап. QiP п). Сп. М(Р. п) для разного числа параллельных определений приведены в таблице 10.
Таблица 10
п | “л | 0<Р.л> | СП | М(Р.л» | ||||||
а г О.Ю | а » 0,05 | а ■ 0.02 | л - 0.003 | а » 0.10 | a * 0,05 | а - 0.02 | а = 0.003 | |||
2 | 1.128 | 2.33 | 2.77 | 3.32 | 4.25 | 0.798 | 1.65 | 1.96 | 2.33 | 2.97 |
3 | 1,693 | 2.90 | 3,31 | 3.82 | 4.68 | 0.889 | 1.52 | 1.73 | 1.98 | 2.41 |
4 | 2,059 | 3.24 | 3.63 | 4.12 | 4.95 | 0.921 | 1,44 | 1.61 | 1.81 | 2.15 |
5 | 2.326 | 3.48 | 3,86 | 4.33 | 5.13 | 0.940 | 1.40 | 1.54 | 1.71 | 2.00 |
6 | 2.534 | 3.66 | 4,03 | 4.50 | 5.28 | 0.951 | 1.36 | 1.49 | 1.64 | 1.90 |
16
ГОСТР 8.984—2019
6.6 Порядок построения контрольных карт следующий:
- рассчитывают значения средней линии, границ предупреждения и действия, в зависимости от выбранного алгоритма проведения контрольных процедур и в соответствии с таблицами 3—9;
- откладывают на контрольной карте значения средней линии, границ предупреждения и действия;
- рассчитывают результаты контрольных процедур в соответствии с таблицами 3—9 и наносят их на контрольную карту.
Примечания
1 Если характеристика погрешности результатов измерений задана в виде несимметричного относительно нуля интервала, результаты контрольных процедур, среднюю линию, границы предупреждения и действия рассчитывают в соответствии с графой «Расчет значений в приведенных единицах» таблицы 3. используя верхние и нижние значения соответствующих признаков.
2 Если характеристики погрешности МВИ заданы в относительном виде, то контрольные карты строят, используя графу «Расчет значений в приведенных единицах», при этом характеристики погрешности переводят в абсолютную форму.
3 Если характеристики погрешности МВИ заданы в абсолютном виде, то контрольные карты строят, используя графу «Расчет значений в единицах результата измерений».
4 Если для контроля качества измерений используют СО с различными аттестованными значениями, или добавки разной величины, или различную кратность изменения контролируемого параметра, то контрольные карты строят, используя графу «Расчет значений в приведенных единицах», при этом характеристики погрешности переводят в абсолютную форму.
Динамику изменения стабильности процесса измерений отслеживают на основе регулярного анализа данных контрольной карты.
6.7 Признаки нестабильности процесса измерений по МВИ можно разделить на две группы: предупреждающие и признаки действия. При появлении признака действия измерения немедленно останавливают, выясняют и немедленно устраняют его причину. Появление предупреждающих признаков — это сигнал о возможном неблагополучии, измерения при этом продолжают, возможные причины анализируют.
6.8 Различают три основных признака нестабильности процесса, выброс, смещение и дрейф. Согласно правилам Вестгарда применительно именно к процессу измерений признаки действия следующие:
а) последняя точка лежит вне зоны действия (выброс);
б) два последовательных результата, включая последний, лежат вне эоны предупреждения (выброс);
в) разность между последней и предыдущей точками ло абсолютной величине превышает размеры удвоенной зоны предупреждения (обе точки — выброс).
Наличие хотя бы одного из признаков действия говорит о том. что процесс измерений вышел из-под контроля.
Предупреждающие признаки следующие:
а) последняя точка лежит выше зоны предупреждения или ниже (выброс);
б) каждая из четырех и более последовательных точек, включая последнюю, лежит выше (положительный дрейф) или ниже (отрицательный дрейф) предыдущей;
в) три или четыре последовательные точки, включая последнюю, лежат выше или ниже половинной зоны предупреждения (смещение).
Примечание — За эону действия принимается расстояние от средней линии до верхней или нижней границы действия — для двусторонних контрольных карт (погрешности), от 0 до границы действия — для односторонних контрольных карт (сходимости, воспроизводимости). Соответственно за зону предупреждения принимается расстояние от средней линии до верхней или нижней границы предупреждения — для двусторонних контрольных карт, от 0 до границы предупреждения —для односторонних контрольных карт.
6.9 Для КС наряду с визуальными критериями при использовании ОК возможно применение числовых критериев, основанных на проверке уровней значимости. Для одной или двух точек (одного или двух результатов контрольного измерения) числовые критерии проверки стабильности соответствуют приведенным правилам Вестгарда.
Для числа точек L г 3 анализируют всю группу результатов контрольных измерений, для которых рассчитывают значения (X - С), и SL. где X — результат контрольных измерений. S, — СКО результата контрольного измерения, оцененное по размаху или по дисперсии. L — число анализируемых контрольных измерений.
Для этих контрольных признаков методом наименьших квадратов строят две зависимости: (X - С) = F(L) и S(L) (в первом приближении можно аппроксимировать линейной зависимостью). Если при подстановке в принятые функции значения (L ♦ 1) любая из функций выходит за пределы действия.
17
ГОСТ Р 8.984—2019
измерения останавливают, причину нестабильности выясняют и устраняют, не дожидаясь подобного реального результата.
В случае прогнозируемого выхода любой из функций за пределы предупреждающих действий измерения продолжают, но возможные причины такого ее поведения также выясняют и устраняют. Глубина расчета (число L) в принципе не ограничена, хотя на практике достаточно, чтобы L не превосходило 15. Таким образом проверяют отсутствие нежелательного дрейфа.
6.10 Одновременно с проверкой на отсутствие дрейфа проверяют отсутствие нежелательного смещения сходимости или воспроизводимости результатов измерений. Для этого анализируют L контрольных измерений, где L — текущее от трех до 21. «Текущее» означает, что с прибавлением^ группе контрольных измерений очередного результата заново пересчитывают и значения статистики S. и нормативы контроля. После проведения L контрольных измерений рассчитывают среднее арифметическое значение S. оцененное либо по парам результатов
S
(20)
где d, = (X, - Х2)( — размах результатов двух параллельных определений ьго контрольного результата измерения в случае проверки сходимости или размах двух последовательных результатов измерений, каждое из которых получено по п параллельным, в случав проверки воспроизводимости.
либо по выборочным дисперсиям
(21)
где
-----—;--для числа параллельных определений контрольного измерения больше двух (для сходимости).
Процесс измерений признается стабильным, если выполняется следующий критерий:
S S ЩР. /) «„„ = ^w- о^„^. (22)
где f = L(n - 1) — число степеней свободы;
Х2(Р. Г} — квантиль распределения х2. соответствующий доверительной вероятности Р и числу степеней свободы f.
М(Р. f) — коэффициенты, приведенные в таблице 11.
Таблица 11
1 | М(0.90. о (усиленный контроль) | М(0.95, Г/ (нормальный контроль) | М(0.10 Г) | М(0.05. /) | f | МЮ.90. 0 (усиленный контроль) | М(0.95. /) (нормальный контроль) | М(0.10. П | М(0.05. 0 |
2 | 1.52 | 1.73 | 0.32 | 0.23 | 12 | 1.24 | 1,32 | 0.72 | 0.66 |
3 | 1.44 | 1.61 | 0.44 | 0.34 | 13 | 1.23 | 1.31 | 0.74 | 0.67 |
4 | 1.40 | 1.54 | 0.52 | 0.42 | 14 | 1.23 | 1.30 | 0.75 | 0.69 |
5 | 1.36 | 1.49 | 0.57 | 0.48 | 15 | 1.22 | 1,29 | 0.75 | 0.70 |
6 | 1.33 | 1.45 | 0.61 | 0.52 | 16 | 1.21 | 1.28 | 0.76 | 0.71 |
7 | 1.31 | 1.42 | 0.64 | 0.56 | 17 | 1.21 | 1.27 | 0.77 | 0.71 |
8 | 1.29 | 1,39 | 0.66 | 0,58 | 18 | 1.20 | 1.27 | 0.78 | 0.72 |
9 | 1.28 | 1.37 | 0.68 | 0.61 | 19 | 1.20 | 1.26 | 0.78 | 0.73 |
10 | 1.26 | 1.35 | 0.70 | 0.63 | 20 | 1.19 | 1.25 | 0.79 | 0.74 |
11 | 1.25 | 1.34 | 0.71 | 0.64 | 21 | 1.19 | 1.25 | 0.79 | 0.74 |
18
Окончание таблицы 11
ГОСТР 8.984—2019
1 | М(0,90. Л (усиленный юн троль) | М(0.95, Л (нормальный контроль) | ЛГ(0.Ю. л | М(0.05. Л | f | м(о.ш.о 1 усиленный контроль) | М(0.95, Л (нормальный контроль) | MI0.10. б | ЛГ/0.05. Л |
30 | 1.16 | 1.21 | 0.82 | 0.79 | 70 | 1,11 | 1.14 | 0.89 | 0.86 |
40 | 1.14 | 1.18 | 0.85 | 0.81 | 80 | 1.10 | 1.13 | 0.90 | 0.87 |
50 | 1.12 | 1.16 | 0.87 | 0,83 | 90 | 1.10 | 1.12 | 0.90 | 0.88 |
60 | 1.11 | 1.15 | 0.88 | 0,85 | 100 | 1.10 | 1.12 | 0.91 | 0.88 |
При L г 21 КС по текущему признаку переходит в ВСК.
6.11 Данные для построения контрольных карт оформляют в специальных таблицах. Рекомендуемая форма таблиц при использовании различных алгоритмов контроля приведена в приложении Г.
7 Статистический контроль показателей качества измерений
7.1 ВСК представляет собой накопление и анализ информации, на основе которой рассчитывают показатели качества измерений по МВИ. которые сравнивают с аттестованными (приписанными) показателями качества.
7.2 ВСК измерений (сходимости, воспроизводимости, правильности) основан на анализе совокупности контрольных измерений и призван решать задачи оценки качества измерений и управления этим качеством, а именно — своевременной коррекции показателей качества в случае необходимости.
7.3 ВСК осуществляется на основе информации, получаемой в процессе проведения контрольных измерений при ВОК. выполненных в течение контролируемого периода. При необходимости для формирования выборки контрольных проверок, необходимой для проведения ВСК. планируют проведение дополнительных контрольных измерений. Число анализируемых результатов контрольных измерений L — от 21 до бесконечности.
Контролируемый период определяется периодом отчетности о показателях качества измерений, но. как правило, не должен превышать одного года. Для редко используемых МВИ отчетный период — это время, в течение которого получен 21 результат.
7.4 ВСК проводят для тех поддиапазонов контролируемых параметров, которые характеризуются одинаковыми показателями качества измерений, и для тех вероятностей, при которых установлены интервальные приписанные показатели качества измерений МВИ. Последующие алгоритмы приведены для Р= 0,95.
7.5 ВСК проводят для тех объектов измерения, в которых изменением значения контролируемого параметра можно пренебречь по сравнению с характеристиками погрешности методики измерений, или это изменение можно учесть расчетным способом (например, учесть распад радионуклидов в случае. если объектом измерения является ядерный материал).
7.6 Допускается вместо ВСК по количественному признаку использовать ВСК по альтернативному признаку в соответствии с (4] (раздел 8).
7.7 ВСК сходимости
7.7.1 В процессе ВСК сходимости анализируют L как положительных, так и отрицательных результатов контрольных измерений рабочих проб. ВСК сходимости проводят при той же вероятности, при которой в течение отчетного периода был проведен ВОК сходимости.
7.7.2 Характеристика сходимости МВИ соответствует приписанному значению, если выполнены неравенства
^fT77U7.^ s s£ M[P.f)<^ = ^VTjTT-^, (23)
где f= Цп - 1) — число степеней свободы;
Х2(1 - Р. f) — квантили распределения х2 соответствующие доверительной вероятности (1 - Р) и числу степеней свободы f.
■^(Р. 0 — квантили распределения х2. соответствующие доверительной вероятности Р и числу сте-_ пеней свободы f\
S рассчитывается по формулам (20) или (21).
19
ГОСТ Р 8.984—2019
Значения М(Р. f} = ^\pj}H иМ{1 -P.f)= ^/[^PJVt — для Р = 0,90, Р = 0,95 и (1 - Р) = 0.10, (1 - Р) = 0,05 приведены в таблице 11.
7.7.3 Невыполнение правого неравенства свидетельствует о том. что характеристика сходимости МВИ значимо больше приписанного значения. В этом случае МВИ не допускается к применению. Необходима переаттестация МВИ с большим значением погрешности или замена МВИ для контроля данного параметра.
7.7.4 Невыполнение левого неравенства свидетельствует о том. что характеристика сходимости МВИ значимо меньше приписанного значения. Это может служить основанием для переаттестации МВИ с целью установления меньшего значения погрешности.
Примечание — Для переаттестации МВИ необходим анализ всех измерений в совокупности.
7.8 ВСК воспроизводимости и правильности с помощью ОК
7.8.1 В процессе ВСК анализируют L как положительных, так и отрицательных результатов контрольных измерений ОК. Состав (свойства) ОК должен быть адекватен анализируемым объектам, то есть возможное отличие состава или свойств образцов для контроля от анализируемых объектов не должно вносить значимого вклада в погрешность измерений. Погрешность аттестованного значения образца для контроля не должна превышать третьей части характеристики погрешности результатов измерений, за исключением случаев, предусмотренных в примечании к 5.12.1. Допускается при контроле воспроизводимости использовать рабочие пробы.
Примечание — При неполной адекватности ОК контролируемым объектам возможно проконтролировать только часть погрешности, обусловленную факторами воспроизводимости (частичную воспроизводимость), а контроль правильности может оказаться некорректным.
7.8.2 После выполнения L контрольных измерений рассчитывают среднее арифметическое значение результатов измерений (Хср). их среднее квадратическое отклонение (Sx) и отклонение (IV) среднего значения от аттестованного"значения (С) образца для контроля по формулам:
L
(24)
г-1
^ = |\,-С|.
(25)
(26)
где X, — Ай результат измерения контролируемого параметра в ОК (средний по числу параллельных определений, регламентированных МВИ). / = 1.....L.
Качество измерений признают удовлетворительным, если выполняются следующие условия:
S SK и WSK .
(27)
где Ко — норматив статистического контроля вослроизводимости:
Кп — норматив статистического контроля правильности.
7.8.3 Нормативы статистического контроля для доверительной вероятности Р = 0.95 рассчитывают по формулам:
Ко = М(Р. f) о„.
Кп = [(КО • S^/L + 02]° 5.
(28)
(29)
где f = 1(л - 1) - число степеней свободы.
М(Р. f) — коэффициент, учитывающий ограниченность выборки (для Р = 0.95 приведен в табли
це 11):
7(0 — квантиль (-распределения Стьюдента (приведен в таблице 12):
ов — показатель воспроизводимости результатов измерений по МВИ. соответствующий аттестованному значению параметра в ОК:
0С — характеристика систематической составляющей погрешности МВИ. соответствующая аттестованному значению параметра в ОК.
20
ГОСТР 8.984—2019
Примечание — При отсутствии приписанных показателей воспроизводимости о0 рассчитывают по формуле ов = J--—---
Таблица 12 — Значение квантилей 1-распределения Стьюдента при доверительной вероятности Р = 0.95
1 | ДО | f | ДО | Г | «0 | ( | «0 |
4 | 2.776 | 10 | 2.228 | 16 | 2.120 | 40 | 2.021 |
5 | 2.571 | 11 | 2.201 | 17 | 2.110 | 50 | 2.009 |
6 | 2,447 | 12 | 2.179 | 18 | 2.101 | 70 | 1.994 |
7 | 2.365 | 13 | 2.160 | 19 | 2.093 | 100 | 1.984 |
8 | 2.306 | 14 | 2.145 | 20 | 2.086 | — | — |
9 | 2.262 | 15 | 2.131 | 30 | 2.042 | — | — |
7.8.4 В случае невыполнения критериев (27) есть основания для коррекции показателя воспроизводимости МВИ и показателя правильности МВИ и возможной переаттестации МВИ в установленном порядке.
7.8.5 Правила оформления и форма регистрации результатов контроля при проверке качества измерений с использованием ОК приведены в приложении Б.
7.9 ВСК воспроизводимости и правильности с использованием метода добавок
7.9.1 ВСК правильности с использованием метода добавок проводят в случае, если для МВИ предусмотрен ВОК точности с использованием только этого метода. При этом должен быть известен (как правило, из свидетельства об аттестации) показатель правильности методики 0С(3) для этого метода.
В этом случае ВСК проводят для приведенных величин. Оценка пропорциональной систематической составляющей погрешности МВИ:
(30)
где /= 1..... L.
Обозначения X. Хд и Д соответствуют 5.13.2.
Такой подход позволяет обрабатывать совместно результаты, полученные для разных проб и разных значений добавок.
7.9.2 После выполнения L контрольных измерений рассчитывают среднее арифметическое значение результатов расчета Ь. Рассчитывают среднее квадратическое отклонение результатов расчета b по результатам контрольных измерений содержания компонента в пробах без добавки и в пробах с добавкой и модуль разности между средним значением b и приписанным методике значением 9С(5) по формулам:
W=|b-WI. (31)
_ 1 1
b = TYb.- (32)
/-1
7.9.3 Качество измерений признают удовлетворительным, если выполняется следующее условие: bSe6 + 0c(8). (33)
^^^^А (м)
0С(3) — показатель правильности МВИ в относительной форме, установленный при ее аттестации методом добавок.
Sb — соответствует формуле (25) с заменой символа X на Ь:
М(Р. L - 1) — коэффициент, учитывающий ограниченность выборки (для Р = 0.95 приведен в таблице 11).
21
ГОСТ Р 8.984—2019
7.9.4 ВСК воспроизводимости МВИ с использованием метода добавок проводят только в том случае. если существует возможность долгое время хранить пробу с гарантией стабильности контролируемого параметра.
Алгоритмы контроля соответствуют алгоритмам, приведенным в 7.6.
7.9.5 В случае невыполнения критерия (33) есть основания для коррекции показателя воспроизводимости МВИ и показателя правильности МВИ и возможной переаттестации МВИ в установленном порядке.
7.9.6 Правила оформления и форма регистрации результатов контроля при проверке качества измерений с использованием метода добавок приведены в приложении Б.
7.10 ВСК воспроизводимости и правильности с использованием метода кратного изменения значения измеряемого параметра в пробе
7.10.1 ВСК правильности с использованием метода кратного изменения значения измеряемого параметра в пробе проводят в случае, если для МВИ предусмотрен ВОК точности с использованием только этого метода. При этом должен быть известен (как правило, из свидетельства об аттестации МВИ) показатель правильности методики нс(Д) для данного метода.
В этом случае ВСК проводят для величин, определяемых в процессе оперативного контроля
Sj = |R-xj-^. (35)
где а, — оценка постоянной систематической составляющей погрешности МВИ;
/ = 1.....L. причем для каждого /-го оперативного контроля величины R. Х‘. X в каждом контрольном эксперименте могут принимать свои значения.
Обозначения R. X', X соответствуют 5.14.2.
Такой подход позволяет обрабатывать совместно результаты, полученные для разных проб и разной кратности изменения контролируемого параметра.
7.10.2 После выполнения L контрольных измерений рассчитывают среднее арифметическое значение результатов измерений а. Рассчитывают среднее квадратическое отклонение результатов расчета а по результатам контрольных измерений содержания компонента в пробах и в пробах с измененным в R раз значением контролируемого параметра.
Рассчитывают модуль разности между средним значением а и приписанным методике значением е^д) по формулам:
W=|a-f)c(A)|. (36)
_ 1 t
(37)
где 9С(Д) — показатель правильности МВИ. установленный при ее аттестации методом кратного изменения значения измеряемого параметра (в абсолютной форме).
7.10.3 Качество измерений признают удовлетворительным, если выполняется следующее условие.
(38)
где
WP.L-IMo.^., S;,
(39)
7.10.4 ВСК воспроизводимости МВИ с использованием метода кратного изменения значения измеряемого параметра проводят только в том случае, если существует возможность долгое время хранить пробу с гарантией стабильности контролируемого параметра.
Алгоритмы контроля соответствуют алгоритмам, приведенным в 7.6.
7.10.5 В случае невыполнения критерия ло формуле (38) есть основания для коррекции показателя воспроизводимости МВИ и показателя правильности МВИ и возможной переаттестации МВИ в установленном порядке.
7.10.6 Правила оформления и форма регистрации результатов контроля при проверке качества измерений с использованием метода кратного изменения значения измеряемого параметра приведены в приложении Б.
22
ГОСТР 8.984—2019
8 Особенности внутреннего контроля качества для методик различного типа
8.1 В ГОСТ Р 8.932 приведена следующая классификация МВИ в области использования атомной энергии по типам:
- методики количественного химического анализа;
- методики измерений характеристик свойств;
- методики измерений при испытаниях;
- методики измерений при измерительном контроле:
- методики радиационного контроля.
Особенности ВК для МВИ разного типа обусловлены характером получаемой информации об объекте измерений, особенностями установления и определения метрологических характеристик.
8.2 Особенности ВК для методики количественного химического анализа приведены в [4].
8.3 Особенностью методик измерений характеристик свойств является, как правило, наличие в структуре погрешности фактора, в значительной степени определяющего величину погрешности методики. В связи с этим целесообразно контролировать составляющую погрешности методики, обусловленную именно этим фактором.
8.4 Особенностью методик измерений при испытаниях является отсутствие у них такого показателя качества измерений, как правильность. Поэтому при построении схемы ВК целесообразно запланировать контроль сходимости и воспроизводимости результатов.
8.5 Особенностью методик измерений при измерительном контроле (МВИк) является то. что погрешность МВИк включает составляющие погрешности измерения или измерительного преобразования при контроле и погрешность сравнения контролируемого параметра с границами поля контрольного допуска, т. е. состоит из двух частей. В связи с этим целесообразно оценить, какая из частей является доминирующей, и при ВК контролировать именно ее. Возможен также и контроль различных составляющих погрешности.
8.6 Особенностью методик радиационного контроля является частое отсутствие в тексте методики соответствующего раздела. Кроме того, случайная составляющая погрешности результата измерения часто может задаваться путем установления статистики скорости счета импульсов (эти методики основаны на детектировании скорости счета импульсов, образующихся заряженными частицами). Поэтому при построении схемы ВК целесообразно планировать контроль систематической составляющей погрешности результата измерений, а в случае отсутствия раздела по ВК в тексте методики разработать инструкцию по ВК самостоятельно.
23
ГОСТ Р 8.984—2019
Приложение А
(справочное)
Примеры планирования схем проведения оперативного и периодического контроля качества измерений
А.1 Методика механических измерений при испытаниях на растяжение образцов продукции из металлов
АЛЛ Из продукции, подвергаемой испытаниям, изготавливают образцы для испытаний заданной формы и размеров, измеряют размеры, определяющие площадь поперечного сечения образца S. Образец подвергают растяжению до разрыва на разрывной машине с заданной скоростью деформации. Диаграмму растяжения (зависимость нагрузки, создаваемой разрывной машиной от перемещения подвижного захвата разрывной машины) записывают в память компьютера. После разрыва образца диаграмму растяжения обрабатывают на компьютере по специальной программе и определяют нагрузку (усилие) Р02. соответствующую условному пределу текучести. Условный предел текучести у о0 2 вычисляют по формуле
"o.Z^O.r'S- (АЛ)
А.1.2 Факторы, влияющие на погрешность результатов измерений при испытаниях
АЛ .2.1 Локальные неоднородности материала образцов, вариации скорости деформации, отклонения формы образцов для испытаний от идеальной, случайные погрешности средств измерений (силоизмерительного устройства разрывной машины и средств измерений размеров образца) приводят к случайной составляющей погрешности. характеризующей сходимость результатов испытаний. Эта составляющая погрешности описывается наибольшим возможным значением среднего квадратического отклонения пск.
АЛ.2.2 Систематические погрешности средств измерений — силоизмерительного устройства 8Р и средств измерений размеров 0L — приводят к погрешности, которая по отношению к измерениям, проводимым в условиях сходимости (одна разрывная машина, один микрометр), имеют систематический характер, а по отношению к измерениям. проводимым в условиях воспроизводимости (испытания могут проводиться на разных типах разрывных машин) — случайный характер.
АЛ .2.3 Различная жесткость разрывных машин, плавноегь хода подвижного захвата разрывной машины, а также, возможно, иные факторы (например, неадекватность алгоритма обработки диаграммы растяжения, конструкция захвата и т. п.) приводят к погрешности 9р имеющей такой же характер, как и погрешности Gp и 0t.
АЛ .2.4 Составляющие погрешности Gp, 0t и 8Р дают неисключенную систематическую составляющую по-грешносги методики 9. доверительные границы которой для вероятности Р = 0.95 при аттестации вычисляют как
е = ±(8р’е/вд (А.2)
где ' — символ суммирования погрешностей, рассматриваемых как случайные величины.
АЛ.2.5 Погрешность (суммарная) результатов измерений при испытаниях, получаемых по рассматриваемой методике, вычисляют как
А = лсх'6. (А.З)
Таким образом, в терминах настоящего стандарта суммарная погрешность обусловлена факторами сходимости и факторами воспроизводимости. Неисключенный остаток систематической составляющей погрешности в данном случае отсутствует.
А.1.3 Организация внутрилабораторного контроля качества испытаний
АЛ .3.1 ВОК сходимости осх проводят в соответствии с 5.9 при каждом испытании серии образцов, изготовленных из изделий одной партии, поскольку при аттестации методики установлено, что образцы, изготовленные из изделий одной партии, являются однородными.
АЛ .3.2 В принципе для рассматриваемой методики можно организовать ВОК воспроизводимости, проводя испытания двух однородных образцов на разных разрывных машинах, используя разные средства измерений размеров, разные программы обработки диаграммы растяжения и т. д. Критерием контроля воспроизводимости в этом случав будет являться условие по формуле (8) при о = 1. Однако такой контроль неэффективен, поскольку величина критерия зависит от о^. которая в данном случае сравнима и даже превышает величину 0.
В то же время можно предполагать, что влияние факторов, указанных в А. 1.2.3, в течение длительного времени остается неизменным, поэтому организация часто проводимого оперативного контроля нецелесообразна. Эффективнее использовать изложенные ниже другие схемы контроля качества испытаний.
АЛ .3.3 Контроль составляющих погрешности 6р и 8^ может обеспечиваться путем проведения поверки (калибровки) средств измерений, проводимой с периодичностью, указанной в документации на эти средства измерений, г. е. в данном случае будет осуществляться ПК отдельных факторов, влияющих на воспроизводимость результатов испытаний.
АЛ .3.4 Для обеспечения большей надежности результатов испытаний (например, предотвращения случаев использования средств измерений, внезапно вышедших из строя в течение межповерочного интервала) целесообразно ввести и ВОК составляющей погрешности вр. Такой контроль будет проводиться ежедневно или перед проведением 24
ГОСТР 8.984—2019
серии испытаний по упрощенной процедуре. Процедура контроля в основном будет соответствовать процедурам, проводимым при проведении поверки, но будет упрощена; например, достаточно только однократной проверки погрешности задаваемой разрывной машиной нагрузки по образцовому динамометру в точке, близкой к нагрузке Р^ ^ или проверки погрешности микрометра по концевой мере длины в точке, близкой к диаметру образца для испытаний.
А. 1.3.5 Контроль составляющей погрешности 0f «в чистом виде» организовать невозможно, г. к. невозможно исключить влияние на результаты испытаний составляющих погрешности йр и Йе а влияние составляющей погрешности осх можно только уменьшить путем увеличения числа испытываемых образцов (аналог параллельных определений). Поэтому можно организовать контроль составляющей погрешности й (А.2). уменьшив влияние о^. При N парах испытываемых образцов критерием контроля воспроизводимости будет условие
р - Xi| S ^2Й2+2(196 o^^/W . (А.4)
где Ху и Х2 — средние значения по W результатам испытаний, полученным на первой и второй разрывных машинах соответственно.
Очевидно, что для повышения эффективности критерия контроля воспроизводимости (меньшей зависимости величины критерия от е^) необходимо увеличивать число параллельных определений (в данном случае — пар испытываемых образцов) при получении результатов X, и Х2. Но частое проведение такого контроля будет нецелесообразно как с технической (см. А.1.3.2). так и с экономической точки зрения. Поэтому такой контроль целесообразно сделать периодическим, проводимым, например, ежегодно, а также при вводе в эксплуатацию новых разрывных машин, нового программного обеспечения для обработки диаграмм растяжения и т. д.
Примечание — На практике такой вид контроля качества результатов испытаний часто называют «сравнительными» испытаниями.
А. 1.3.6 Возможна следующая модификация «сравнительных» испытаний. Партия однородных образцов для испытаний готовится заранее и «аттестуется» путем испытаний части образцов в условиях воспроизводимости. Оставшиеся образцы партии («контрольные образцы») могут быть использованы даже для оперативного контроля воспроизводимости.
А. 1.4 Выводы
А.1.4.1 Таким образом, для рассматриваемой методики рекомендуется следующая схема оперативного и ПК качества измерений при испытаниях:
А = ссх ’йр’ ©L* Йр, (А.5)
ВОК 4JUr,Lr'
ПК <----Y----'
А. 1.4.2 Возможна (но не предотвращает случаи использования средств измерений, внезапно вышедших из строя в течение межповерочного интервала) схема с проведением ПК составляющих погрешности йг и Ор (А 1.3.3):
4 = 0 V ®f еР (А-6)
вок
ПК —'
А.1.4.3 Не рекомендуется вследствие неэффективности схема с оперативным контролем полной воспроизводимости (А.1.3.2):
Л = о» ’Op' Of вр, (А.7)
ВОК t-yj
ПК V _____
А.2 Методика измерений среднего размера зерна в топливных таблетках
А.2.1 Краткая суть методики
Установка для измерений включает микроскоп, видеокамеру и устройство ввода изображений в компьютер и программное обеспечение для обработки изображений. Подготовленный (путем шлифовки и травления по специальной методике) металлографический шлиф таблетки кладется на микроскоп. Оператор в соответствии со схемой контроля выбирает участок шлифа, настраивает микроскоп, регулируя яркость освещения и резкость изображения. Затем изображение с помощью видеокамеры и устройства ввода записывают в память компьютера и обрабатывают по специальной программе. Программу условно можно разделить на две части. Первая часть выделяет зерна, на ее выходе получается бинарное изображение «сетки» границ зерен однопиксельной толщины. Вторая часть вычисляет площадь каждого зерна S. эффективный диаметр D по формуле
D = 2^ (А.8) и затем вычисляет средний размер зерна как среднее арифметическое значение эффективного диаметра всех зерен, полностью попавших в поле зрения. Сначала средний размер зерна вычисляется в пикселях, а затем программа умножает его на масштабный коэффициент К,,, равный длине стороны пикселя в мкм и получает результат измерения в мкм.
25
ГОСТ Р 8.984—2019
А.2.2 Факторы, влияющие на погрешность результатов измерений
А.2.2.1 Субъективизм, квалификация и тщательность выполнения процедур настройки микроскопа оператором. влияние нестабильности освещенности поля зрения (например, из-за колебаний напряжения сети), дискретизация цифрового изображения и другие факторы приводят к случайной составляющей погрешности, характеризующей сходимость результатов испытаний и описываемой величиной о^.
Примечание —Для упрощения рассмотрения считается, что метрологические характеристики методики определены на поле зрения фиксированных размеров, определяющихся разрешением видеокамеры и увеличением микроскопа. Если бы метрологические характеристики были определены на всем шлифе, то в рассмотрение пришлось бы включать также погрешности, обусловленные неоднородностью размера зерна по шлифу и субьек-тивизмом оператора при выборе характерного поля зрения.
А.2.2.2 Различный характер освещенности поля зрения на микроскопах разных типов, различное разрешение и чувствительность видеокамер, различные характеристики аналого-цифрового преобразователя устройств ввода и т. д. приводят к составляющей погрешности вт. обусловленной факторами воспроизводимости (аналогично А. 1.2.2. А. 1.2.3).
А.2.2.3 Наличие на шлифе «неидеальностей», как вследствие особенностей материала топливных таблеток — пор. рельефа, меток травления, так и вследствие отклонений (пусть и в допустимых пределах) от нормированных условий подготовки шлифа — углублений от абразивных частиц, внесенных посторонних примесей, царапин и т. д.. приводит к тому, что обрабатывающая программа неправильно строит сетку границ зерен, т. е. к систематической составляющей погрешности измерений Да.
А.2.2.4 Возможно наличие систематической составляющей погрешности измерений 4$. обусловленной некорректностью алгоритма обработки бинарной сетки границ зерен. Эта составляющая погрешности должна быть выявлена при аттестации методики путем моделирования и последующей обработки «искусственных» изображений сетки границ и должна быть исключена или в процессе доработки методики (желательно), или путем введения поправок в результаты измерений. Поэтому для упрощения эта составляющая далее не рассматривается.
А.2.2.5 Погрешность определения масштабного коэффициента К приводит к систематической составляющей погрешности измерений Ам. Эта составляющая исключается процедурами установки масштаба, при этом остается значимый неисключенный остаток 0Ы.
А.2.2.6 Составляющую погрешности Дд исключить без доработки (переработки) программного обеспечения нельзя, поэтому она входит в погрешность методики. При этом вследствие многообразия «неидеальностей» шлифа (А.2.2.3) да определяют на большой выборке изображений с различными размерами зерен, различной пористости, с разными дефектами. На выбранных изображениях эксперты-металловеды (специалисты ведущей технологической лаборатории) строят «сетку» границ зерен, а затем изображения обрабатывают программным обеспечением аттестуемой методики. Разность результатов, полученных по методике и экспертами, и является оценкой составляющей погрешности да.
А.2.2.7 Поскольку составляющую погрешности Да оценивают для одной конкретной установки (микроскопа, устройства ввода и видеокамеры), составляющую погрешности вм (А.2.2.2) включают в нее. и модель погрешности методики выглядит следующим образом:
А.2.3 Организация внутрилабораторного контроля качества измерений
А.2.3.1 Хотя в рассматриваемой методике не предусмотрено выполнение параллельных определений, рекомендуется проводить ВОК сходимости осх. Суть оперативного контроля следующая: два и более оператора независимо друг от друга заново настраивают микроскоп и проводят измерения на одном и том же шлифе, не сдвигая его. Обработка результатов — в соответствии с 5.9. Периодичность оперативного контроля назначает разработчик методики, исходя из объема выполняемых измерений, и оценивает эксперт-метролог при аттестации.
А.2.3.2 Периодичность контроля составляющей погрешности ви зависит от того, какие факторы могут повлиять на изменение масштабного коэффициента К,,. На некоторых установках (с нежестким креплением видеокамеры) масштабный коэффициент может значительно измениться при изменении положения видеокамеры. В этом случае необходимо ежесменно проводить ВОК составляющей погрешности 0w и во время работы не допускать смещения видеокамеры. Если такого влияния нет, достаточно ежегодно проводить периодический (например, ежегодный) контроль.
А.2.3.3 Составляющую погрешности Да фактически нельзя проконтролировать даже периодически, т. к. ее контроль по существу означает переаттестацию методики. Эксперт-метролог, аттестующий методику, вправе ограничить срок действия свидетельства.
А.2.4 Выводы
А.2.4.1 Для рассматриваемой методики рекомендуется схема оперативного и ПК качества измерений, приведенная в формуле (А.9).
А.З Методика измерений «Кальций металлический. Методика фотометрического определения содержания примеси железа»
А.3.1 Метод измерений
А.З. 1.1 Метод измерений — фотометрический. Метод основан на поглощении света сложными ионами анализируемого вещества в видимой области спектра.
26
ГОСТР 8.984—2019
А.3.1.2 Навеску металлического кальция растворяют в соляной кислоте, ион железа (III) восстанавливают до иона железа (II) солянокислым гидроксиламином и связывают в комплексное соединение О-фенантролином. Интенсивность окраски раствора, пропорциональную содержанию железа, измеряют на фотоколориметре.
А.3.2 Факторы, влияющие на погрешность результатов измерений
А.3.2.1 Локальные неоднородности материала проб, случайные погрешности средств измерений (фотоколо-риметра. весов), случайные погрешности операторов и т. п.. приводят к случайной составляющей погрешности, характеризующей сходимость результатов измерений при испытаниях. Эта составляющая погрешности описывается наибольшим возможным значением среднего квадратического отклонения ос<.
А.3.2.2 Систематические погрешности средств измерений, образцов для градуировки, использования одного и того же градировочного графика приводят к погрешности, которая по отношению к измерениям, проводимым в условиях сходимости (один фотоколориметр, одни весы), имеет систематический характер, а по отношению к измерениям. проводимым в условиях воспроизводимости. — случайный характер.
Составляющими неисключеннной систематической погрешности для измерения, выполняемого в условиях сходимости, являются следующие:
- погрешность пробоподготовки (вк), включая и систематическую погрешность от весов;
- погрешность образцов для градуировки (в0 г);
- погрешность построения градуировочного графика (в|р);
- погрешность фотоколориметра (бгам)-
А.3.2.3 Составляющие погрешности (©и, 0оГ в(р, ©иэм) формируют неисключенную систематическую составляющую погрешности методики в, доверительные границы которой для вероятности Р = 0.95 при аттестации вычислялись как
0 = *(V^/VW (А1°)
где * — символ суммирования погрешностей, рассматриваемых как случайные величины.
А.3.2.4 Возможно наличие систематической погрешности, вызванной неучтенными факторами (например, мешающей примесью в пробах материала), значимость которой оценивалась путем постановки специального эксперимента. Результат ее оценки — показатель правильности методики вс. величина которого незначима по сравнению с е.
А.3.2.5 Погрешность (суммарную) результатов измерений, получаемых по рассматриваемой методике, вычисляют как
4 = 0^9. (А.11)
Таким образом, в терминах настоящего стандарта суммарная погрешность обусловлена факторами сходимости и факторами воспроизводимости.
А.3.3 Организация внутрилабораторного контроля качества измерений
А.3.3.1 ВОК сходимости о^ проводят в соответствии с 5.9 при каждом измерении пробы.
А.3.3.2 ВОК точности (погрешности) А проводят в соответствии с 5.12. Периодичность его определяется общим числом измерений по МВИ.
А.3.3.3 ВОК полной воспроизводимости МВИ затруднен, для его проведения пришлось бы варьировать факторы (А. 10). и. кроме того, он фактически осуществляется косвенным образом, при контроле точности в условиях сходимости.
А.3.3.4 ВОК частичной воспроизводимости возможен, если есть необходимость в проверке значимости влияния одного из факторов, формирующих погрешность МВИ. но для этого необходимо установление показателя частичной воспроизводимости. Например, если есть необходимость проверки качества работы лаборанта, то оценивают показатель частичной воспроизводимости в виде СКО группы результатов измерений, выполненных различными лаборантами, после чего используют формулы (5)—(9).
А.3.4 Выводы
А.3.4.1 Для рассматриваемой методики рекомендуется схема оперативного и ПК качества измерений в виде сплошного контроля сходимости и ПК точности.
27
Приложение Б (рекомендуемое)
Формы регистрации результатов (ведение журнала) внутреннего оперативного и статистического контроля
Таблица Б.1 — ВОК сходимости
наименование объекта контроля; шифр МВИ | Измеряемый параметр •характеристика J | Результат первого измерения X, (ед величин) | Результат второго измерения Хг <ед. величин) | ^‘^-^ (ед величин) | Норматив контроля СХОДИМОСТИ 4 = 0(Я.л)а„(Х) (ед величин) | Заключение о выполнении норматива |
ГОСТ Р 8.984—2019
Таблица 62 — ВОК погрешности МВИ с использованием образцов для контроля
наименование объекта контроля; шифр МВИ | Измеряемый параметр (характеристика) | Аттестованное значение в ОК С (ед величин) | Результат измерений (средний по числу параллельных, указанному в М ВИ) X (ед величин) | JX-Ci (ед величин) | Норматив контроля К -А (ед величин) | Заключение о выполнении норматива |
Примечание — А — значение абсолютной погрешности методики, соответствующее величине С. | ||||||
Таблица БЗ — ВОК погрешности МВИ с использованием метода добавок
Наименование объекта контроля; шиф р М ВИ | Измеряемый параметр (характеристика) | Результат измерений пробы (средний no числу параллельных, указанному в МВИ ) X (ед величин) | Результат измерений пробы сдобаакой ХД (ед величин) | Значение добавки Д (ед величин) | !*д Х-Д! (ед. величин) | Нормагме контроля_____ К 4А?“ 4 All <сд велики} | Заключение о еипэлмемии норматива |
Таблица Б.4 — ВОК погрешности МВИ с использованием метода кратного изменения измеряемого параметра
наименование объекта контроля. шифр МБИ | Измеряемый педаметр (характеристика) | Средний результат измерений пробы X(ед величин) | Средний результат измерений пробы с изменениим параметром X' (ед величин) | кратность изменения «{рекомендуемые значения R — от 1.5 до 3) | IX - R XI (ед величин) | норматив контроля * № • r2 ^ («д наличии) | Заключение о выполнении норматива |
Таблица Б5 - ВОК погрешности МВИ с использованием метода разбавления в сочетании с методом добавок
наиме-поплина объекта контроля. шифр МВИ | Измеряемый параметр {характеристика} | Средний результат измерений пробу X {ед ясли-ЧИН} | Средний результат измерений разбавленной пробы X' {ед величин} | кратность разбавления R {рекомендуемые значения Я — ОТ 15 ДоЭ} | Знамение добавки Д ■(ед вели мин} | Средний результат измерений разбавленной пробы с добавкой X’ {ед величин} | 1ХЧ {«- 1} X - X- Д| {ед величин} | Норматив контроля К = ^A^+fR-I^A^r+dl (ед величии} | Заключение а выполнении норма-гим |
Таблица Б,6 — ВОК воспроизводимости МВИ
Наименование объекта контроля, шифр МВИ | Измеримый параметр {характеристика 1 | Средний результат измерений {ед величин) | Dx ’ ^1 ’ ^ (ад. величин} | Норматив контроля D- О(Р 2} Ов (ед величин} | Заключение а выпалив-нии норма-тиад | |||||
дата | первичных X, | исполнитель | дата | повторных хг | дата | |||||
Таблица Б7 — ВСК измерений ло количественному признаку с использованием образцов для контроля
Наименование объекта контроля, шифр МВИ | Измеряемый параметр {характеристика} | Результаты измерений X/ (ед величин} 1 штук | Среднее значение *=ф {ед. величин} | Аттестованное значение в ОК {ед величин) | Среднее квадратическое отклонение результатов измерений | Норматив статистического контроля воспроизм-димости Кв (ед величин} | Отклонение среднего результата измерений от аттестованного значения IV = IX - С1 | норматив контроля правильности *п | Заключение о выполнении нормативе |
Ч =^ГП ^^^ (ад величин} | |||||||||
Таблица Б .8 — ВСК правильности измерений по количественному признаку с использованием метода добавок
Наименование объекта контроля. шифр МБИ | Измеряемый параметр {характеристика} | Результаты измерений о пробе Х^ед. величин} 1. штук | Результат измерений о гробе с добавкой Хд.(ед величин} 1 штук | Значение добавки Д (ед вели чин} 1 штук | Значение Д 1 штук | Значение | Знамение iv = (Ь-ес<бН | Норматив контроля правильности ГД | Заключение о выполнении норматива |
ГОСТР 8.984—2019
g T а б л и ц а Б.9 — ВСК правильности измерений по количественному признаку с использованием метода кратного изменения измеряемого параметра
Наима-ноеетие объекта контроля, шифр МВИ | Измеряемый параметр (характеристика) | Результаты измерений пробы X, (ед величии) L штук | Результаты измерений пробы С из-мене^ным параметром X't (ед. величин) L штук | Крат нзеть изменения R (рекомендуемые значения R — ОТ 1.5 ДО 3) | Значение а;=)Я Х;-Х) 1 штук | Значение - 1V | Значение W - 1а - е^дн | Норматив контроля поаеиль-насти ‘а | Заключение о выполнении норматива |
ГОСТ Р 8.984—2019
ГОСТР 8.984—2019
Приложение 8 (справочное)
Характеристики показателей качества измерений
8.1 В настоящем стандарте использованы следующие характеристики показателей качества измерений: характеристики точности (показатели точности):
- среднее квадратическое отклонение (СКО) погрешности ф) — точечная оценка;
- границы интервала (Л,,. Ав. далее — Д). в котором погрешность находится с заданной вероятностью Р — интервальная оценка;
- достоверность контроля (Р^^. Р^м) — точечная оценка;
характеристики систематической составляющей погрешности (показатели правильности): Границы интервала (0С н. 0С в; далее — 0Д е котором систематическая составляющая погрешности измерений находится с заданной вероятностью Р.
характеристики воспроизводимости (показатель воспроизводимости и случайная погрешность в условиях воспроизводимости):
- СКО воспроизводимости с0 — точечная оценка;
- границы интервала (ев и. ев в; далее — ев), в котором случайная составляющая погрешности МВИ в условиях воспроизводимости находится с заданной вероятностью Р— интервальная оценка;
характеристики сходимости (показатель сходимости и случайная погрешность в условиях сходимости):
- СКО сходимости <тсх — точечная оценка;
- границы интервала (е^ м. гс:< в; далее — г^), в котором случайная составляющая погрешности МВИ в условиях сходимости находится с заданной вероятностью Р— интервальная оценка сходимости;
характеристика достоверности контроля: Наибольшая вероятность принятия годным в действительности дефектного образца РЬам (далее — Рм) ш'или наибольшая вероятность принятия дефектным в действительности годного образца — рдгм-
Подробно установление характеристик показателей качества измерений изложено в (5).
В.2 Модель погрешности МВИ можно представить в виде
Г^Л^'с- (ВЛ)
где f„—часть погрешности измерений, обусловленная факторами, приводящими к разбросу результатов измерений в условиях сходимости (далее — факторы сходимости);
4с-сх — часть погрешности измерений, обусловленная факторами, приводящими к разбросу результатов измерений в условиях воспроизводимости, за исключением факторов сходимости (далее — факторы воспроизводимости);
/с — неисключенный остаток систематической составляющей погрешности;
* — символ суммирования погрешностей, рассматриваемых как случайные величины.
В.З Характеристиками fa являются точечная (осх) или интервальная оценки (е^). Характеристика осх имеет тот же смысл, что и характеристика, применяемая в ранее выпущенных МВИ и обозначаемая как °S (абсолютное среднее квадратическое отклонение) или °Sr (относительное среднее квадратическое отклонение), для нормального распределения при Р = 0.95
8.4 Характеристиками /„с-сх- которые можно назвать чистой воспроизводимостью, являются точечная (очиств) или интервальная (0) оценки. Интервальная оценка в имеет гот же смысл, что и неисключенная систематическая составляющая погрешности МВИ без учета критерия (0С) при проверке правильности в ранее выпущенных документах. Точечная оценка связана с интервальной соотношением:
__0_
°-мсг0 “ -J 96
— для нормального распределения
(В.З)
или
0
°-net в = — Д'1” равномерного распределения. (В.4)
Поскольку 0 формируется за счет многих составляющих, распределение этой величины, как правило, при-нимается за нормальное.
Характеристику 0 можно представить в ваде
® = ®<Ы*®ф2*"-*®фМ (В.5)
где %>r ®ф2 •••%W— характеристики погрешности от различных влияющих факторов: средств измерений, пробо-подготовки. оператора, градуировки, условий измерений при испытаниях и т. п.;
31
ГОСТ Р 8.984—2019
• — символ суммирования погрешностей, рассматриваемых как случайные величины; М— число влияющих факторов.
Примечание — Наиболее часто используют формулу
В.5 Характеристиками (4x"V-c»A которые можно назвать полной воспроизводимостью, являются точечная (оо) или интервальная (cs) оценки.
Характеристику гв можно представить в виде го = е^ *8. Для нормального закона распределения при Р = 0.95 го = Vc“ + й* ■ Соответственно, точечная оценка воспроизводимости. СКО воспроизводимости в этом случае
2 196 196
В.6 Характеристикой Гс является интервальная оценка 8С. Ее можно представить в виде
e^^o^^*^)0^
где Аз з — погрешность аттестованного значения СО или АС (образца для аттестации);
(В.7)
(В.8)
ел — случайная погрешность результата измерения, выполненного в процессе аттестации методики при оценке значимости систематической составляющей погрешности МВИ;
8^ — остаточная неисключенная систематическая погрешность данного конкретного результата измерения, зависящая от условий измерения (должна быть минимизирована).
В.7 Модель погрешности результата измерения по МВИ. выраженную через характеристики в виде интервальных оценок, можно, таким образом, представить в виде
4 = Есх’вф1*вф2*...’бф^*бс. (В.9)
На практике часто бывает невозможно осуществить контроль составляющей погрешности, обусловленной тем или иным фактором в чистом виде, отделив ее от сходимости.
В этом случае можно контролировать составляющую погрешности, обусловленную сходимостью и воспроизводимостью от одного или нескольких факторов, так называемую частичную воспроизводимость, интервальная оценка которой отвечает модели
Ев.ч= Ecx^l’®*2“—*®фы- (В.10)
где м — число реально меняющихся факторов, при этом (W—м) факторов остаются постоянными.
В случае нормального распределения интервальную оценку частичной воспроизводимости можно выразить следующим образом: ____________________
£0 - = ^x+e^^^-^U <В-11 *
Точечная оценка частичной воспроизводимости. СКО частичкой воспроизводимости, в этом случае выражается формулой
<В.12) I.
В.8 Интервальная оценка характеристики погрешности методики для нормального распределения выражается в веде
Л = (Е2х + в2+e2j0.5. (В. 13)
32
ГОСТР 8.984—2019
Приложение Г (рекомендуемое)
Формы таблиц для построения контрольных карт
Таблица Г.1 — Данные для построения контрольной карты для КС сходимости результатов параллельных определений
Обьект________________________________________________________________ Анализируемый компонент_______________________________________________ Методика анализа | |||||
Единица измерения | |||||
Период заполнения контрольной карты_____________________________________ Граница предупреждения______dn________________________________________ Граница действия____________cL________________________________________ Средняя линия_______________dL,_______________________________________ | |||||
Номер контрольной процедуры | Результаты параллельных определений | Результат контрольной процедуры Че | Выгоды о несоответствии результата контрольной процедуры границе действия или предупреждения* | ||
результат 1-го определения X, | результат л-го определения Хя | ||||
* Указывают в виде: - «предупреждение» — в случае соответствия результата контрольной процедуры признакам предупреждения. - «действие» — в случав соответствия результата контрольной процедуры признакам действия: - «стабилен» — в случае, если нет признаков предупреждения или действия. | |||||
Таблица Г.2 — Данные для построения контрольной карты для КС внутрилабораторной воспроизводимости или частичной воспроизводимости
Объект________________________________________________________________ Анализируемый компонент________________________________________________ Методика анализа | ||||
Единица измерения | ||||
Период заполнения контрольной карты_____________________________________ Граница предупреждения_______D.r.___________________________________________ Граница действия_____________D^________________________________________ Сседняя пиния D^ | ||||
Номер контрольной про цедуры | Результаты контрольных измерений одной пробы | Результат контрольной процедуры D, | Выводы о признаке нестабильности: предупреждающий или контрольный' | |
первичного Х( | повторного Х2 | |||
• Указывают в виде: - «предупреждение» — в случае соответствия результата контрольной процедуры признакам предупреждения. - «действие» — в случае соответствия результата контрольной процедуры признакам действия; - «стабилен» — в случае, если нет признаков предупреждения или действия. | ||||
33
ГОСТ Р 8.984—2019
Таблица Г.З — Данные для построения контрольной карты для контроля погрешности результатов анализа с использованием образцов для контроля
Объект________________________________________________________________ Анализируемый компонент | |||
Методика измерений | |||
Единица измерения | |||
Период заполнения контрольной карты_____________________________________ Границы предупреждения^,^ к._К,... в_____________________________________ Границы действия__КЛИ._К^ в_____________________________________________ Средняя линия_К„_____________________________________________________ Аттестованное значение образца для контроля_ С___________________________ | |||
Номер контрольной процедуры | Результат контрольного измерения X | Результат контрольной процедуры К4 | Выводы о несоответствии результата контрольной процедуры границе действия или предупреждения* |
• Указывают в виде: - «предупреждение» — в случае соответствия результата контрольной процедуры признакам предупреждения; - «действие» — в случае соответствия результата контрольной процедуры признакам действия; - «стабилен» — в случае, если нет признаков предупреждения или действия. | |||
Таблица Г.4 — Данные для построения контрольной карты для КС погрешности результатов анализа с использованием метода добавок
Объект________________________________________________________________ Анализируемый компонент | ||||
Методика анализа | ||||
Единица измерения______________________________________________________ Период заполнения контрольной карты_____________________________________ Границы предупреждения__Кпр и.__Кпр в________________________________________ Границы действия__Кд и.__Кд в________________________________________________ Средняя линия_________ Величина добавки2’ ________________________________________________________ | ||||
Номер контрольной процедуры | Результаты контрольных измерений | Результат контрольной процедуры «к | Выводы о несоответствии результата контрольной процедуры границе действия или предупреждения* | |
пробы с добавкой X' | рабочей пробы X | |||
• Указывают в виде: - «предупреждение* — в случав соответствия результата контрольной процедуры признакам предупреждения: - «действие» — в случае соответствия результата контрольной процедуры признакам действия; - «стабилен» — в случае, если нет признаков предупреждения или действия. | ||||
34
ГОСТР 8.984—2019
Библиография
[1] Метрологические требования к измерениям, эталонам единиц величин, стандартным образцам, средствам измерений, их составным частям, программному обеспечению, методикам (методам) измерений, применяемым в области использования атомной энергии (утверждены приказом Государственной корпорации по атомной энергии «Росатом» от 31 октября 2013 г. № 1/10-НПА. зарегистрировано в Минюсте РФ 27 февраля 2014 г., регистрационный № 31442)
[2J Федеральный закон от 26 июля 2008 г. № 102-ФЗ «Об обеспечении единства измерений»
[3J РМГ29—2013 Государственная система обеспечения единства измерений.
Метрология. Основные термины и определения
[4] РМГ 76—2014
Государственная система обеспечения единства измерений. Внутренний контроль качества результатов количественного химического анализа
[5] МИ 2453—2015
Государственная система обеспечения единства измерений. Методики радиационного контроля. Общие требования
35
ГОСТ Р 8.984—2019
УДК 389.14:006.354
ОКС 17.020
Ключевые слова: измерение, метод измерений, результат измерений, точность, правильность, прецизионность, систематическая погрешность, повторяемость, воспроизводимость, случайная погрешность. внутренний контроль качества измерений
БЗ 1—2020/148
Редактор Л. В. Каретникова Технический редактор И.Е. Черепкова Корректор Л.С. Лысенко Компьютерная верстка Е.О. Асташина
Слано п набор 03.12.2019. Подписано о печать 17.01.2020. Формат 00"041.‘8. Гарнитура Ариал.
Усл. печ. л. 4.66. Уч.-иад. л. 4.18.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении во дпя комплектования Федерального информационного Фонда стандартов. 117418 Москва. Нахимовский пр-т. д. 31. к. 2 www.goslin/o.ru inFo^gostinFo ru
{kind=link}