ГОСТ Р 8.779-2012
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Государственная система обеспечения единства измерений
ПРЕОБРАЗОВАТЕЛИ ТЕРМОЭЛЕКТРИЧЕСКИЕ ПЛАТИНОРОДИЙ-ПЛАТИНОРОДИЕВЫЕ ЭТАЛОННЫЕ 1, 2 И 3-ГО РАЗРЯДОВ
Методика поверки
State system for ensuring the uniformity of measurements. Standard thermoelectric platinumrhodium/platinumrhodium converters of the first, second and third grades. Verification procedure
ОКС 17.200.20
Дата введения 2013-07-01
Предисловие
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "Уральский научно-исследовательский институт метрологии" (ФГУП "УНИИМ")
2 ВНЕСЕН Управлением метрологии Федерального агентства по техническому регулированию и метрологии
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 3 июля 2012 г. N 147-ст
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ. Март 2019 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на термоэлектрические платинородий-платинородиевые эталонные преобразователи 1, 2 и 3-го разрядов типа ПРО (далее - термопреобразователи), предназначенные для передачи единицы температуры в диапазоне от 600°С до 1800°С по ГОСТ 8.558, и устанавливает методику их первичной и периодической поверок.
Интервал между поверками термопреобразователей должен быть не более двух лет.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 8.558 Государственная система обеспечения единства измерений. Государственная поверочная схема для средств измерения температуры
ГОСТ 10821 Проволока из платины и платинородиевых сплавов для термоэлектрических преобразователей. Технические условия
ГОСТ 18389 Проволока из платины и ее сплавов. Технические условия
ГОСТ 18390 Проволока из палладия и его сплавов. Технические условия*
___________________
* Действует ГОСТ 18390-2014 "Проволока из палладия и сплавов на его основе. Технические условия".
ГОСТ 21007 Проволока из платины для термопреобразователей сопротивления. Технические условия
ГОСТ Р 52314 Преобразователи термоэлектрические платинородий-платиновые и платинородий-платинородиевые эталонные 1, 2 и 3-го разрядов. Общие технические требования
ГОСТ Р 52931 Приборы контроля и регулирования технологических процессов. Общие технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применяются следующие термины с соответствующими определениями:
3.1 поверка термопреобразователя: Установление пригодности термопреобразователя к применению на основании экспериментально определяемых метрологических характеристик и подтверждение их соответствия установленным обязательным требованиям.
3.2 градуировка термопреобразователя: Определение термоэлектродвижущей силы (далее - ТЭДС) термопреобразователя при нескольких заданных значениях температуры (в градуировочных точках) для построения индивидуальной зависимости ТЭДС термопреобразователя от температуры.
3.3 реперная точка: Постоянная температура, характеризующая состояние фазового равновесия различных однокомпонентных веществ.
3.4 нестабильность эталонного термопреобразователя: Изменение первоначальной градуировочной характеристики термопреобразователя после отжига или в процессе эксплуатации за межповерочный интервал.
3.5 неоднородность термопреобразователя: Изменение физико-химических свойств по длине термоэлектрода, приводящее в неоднородном температурном поле к возникновению ТЭДС между отдельными участками термоэлектрода.
3.6 рабочий (горячий) спай: Место соединения термоэлектродов, подлежащее воздействию температуры, которую необходимо измерить.
3.7 свободные (холодные) концы: Концы термопреобразователя, температура которых при измерении поддерживается постоянной.
3.8 эталон ПР 30/6: Вторичный эталон (платинородий-платинородиевый термоэлектрический преобразователь).
3.9 ПРО: Преобразователь термоэлектрический платинородий-платинородиевый эталонный 1, 2 или 3-го разряда.
4 Операции поверки
4.1 При проведении поверки термопреобразователей выполняют следующие операции:
- внешний осмотр | (9.1); | |||
- определение нестабильности | (9.2); | |||
- определение неоднородности | (9.3); | |||
- определение градуировочной характеристики теропреобразователей 1-го разряда | (9.4); | |||
- определение градуировочной характеристики теропреобразователей 2-го и 3-го разрядов | (9.5). | |||
5 Средства поверки
5.1 При проведении поверки термопреобразователей применяют следующие средства поверки и вспомогательное оборудование.
5.1.1 Аппаратуру для воспроизведения реперных точек температурной шкалы МТШ-90 [1]*, включающую в себя:
________________
* Поз. [1] см. раздел Библиография, здесь и далее по тексту. - .
- ампулу реперной точки алюминия (660,323°С): перепад температуры по длине ампулы реперной точки не более 0,5°С, среднеквадратическое отклонение (далее - СКО) суммарной погрешности результата воспроизведения температуры затвердевания алюминия должно быть не более 3·10°С;
- ампулу реперной точки меди (1084,62°С): перепад температуры по длине ампулы реперной точки не более 1,0°С, СКО суммарной погрешности результата воспроизведения температуры затвердевания меди должно быть не более 5·10°С.
5.1.2 Образцы чистых металлов для реализации реперных точек плавления палладия и платины (меры температуры плавления):
- проволока из палладия марки Пд-99,95 (массовая доля примесей не более 0,05%), диаметром (0,3-0,5) мм по ГОСТ 18390, СКО суммарной погрешности результата воспроизведения температуры плавления палладия 1554,8°С должно быть не более 0,5°С. Рекомендуемая масса проволоки, используемой для однократной градуировки, не менее 0,03 г;
- проволока из платины марки Пл0 (массовая доля примесей не более 0,001%), диаметром (0,3-0,5) мм по ГОСТ 21007, температурный коэффициент электрического сопротивления проволоки ![]() не менее 3,925·10
не менее 3,925·10°С
, СКО суммарной погрешности результата воспроизведения температуры плавления платины 1768,1°С должно быть не более 1,0°С. Рекомендуемая масса проволоки, используемой для однократной градуировки, не менее 0,03 г.
5.1.3 Эталон ПР 30/6 для определения неоднородности и градуировки термопреобразователя 1-го разряда методом непосредственного сличения. Суммарное СКО результата сличений эталона ПР 30/6 с эталоном-копией при трех независимых измерениях должно быть в пределах от 0,3°С до 1,0°С в диапазоне температуры от 600°С до 1800°С.
5.1.4 Термопреобразователь 1-го разряда для определения неоднородности и градуировки термопреобразователей 2-го разряда. Доверительные границы погрешности при доверительной вероятности 0,95 с учетом нестабильности за межповерочный интервал должны быть в пределах от 0,5°С до 2,0°С в диапазоне температуры от 600°С до 1800°С.
5.1.5 Термопреобразователь 2-го разряда для градуировки термопреобразователей 3-го разряда. Доверительные границы погрешности при доверительной вероятности 0,95 с учетом нестабильности за межповерочный интервал должны быть в пределах от 0,8°С до 4,0°С в диапазоне температуры от 600°С до 1800°С.
5.1.6 Термопреобразователь 3-го разряда для контроля температуры в печах. Доверительные границы погрешности при доверительной вероятности 0,95 с учетом нестабильности за межповерочный интервал должны быть в пределах от 1,2°С до 6,0°С в диапазоне температуры от 600°С до 1800°С.
5.1.7 Электроизмерительный прибор, обеспечивающий измерение постоянного напряжения в диапазоне от 0 до 20 мВ с пределом основной абсолютной погрешности измерения не более ±1·10 мВ - для поверки термопреобразователей 1-го разряда и не более ±1,5·10
мВ - для поверки термопреобразователей 2, 3-го разрядов и разрешающей способностью 1·10
мВ.
5.1.8 Переключатель с контактной электродвижущей силой (далее - ЭДС), значение которой должно быть не более 0,1 мкВ. Суммарная паразитная ЭДС всей измерительной цепи должна быть не более 0,2 мкВ.
5.1.9 Высокотемпературную печь для отжига и градуировки. Например, печь типа ВТП-1 [2] с диапазоном воспроизводимой температуры от 300°С до 1600°С или любую другую печь с верхним пределом диапазона измерений температуры не менее 1800°С (рабочее пространство печи не менее 500 мм, диаметр не менее 40 мм, градиент температуры по оси печи в средней ее части на участке 50 мм при температуре 1400°С не более 1°С/см, нестабильность поддержания заданного температурного режима не более 1°С/мин).
5.1.10 Вертикальную трубчатую печь сопротивления для реализации температур плавления палладия и платины методом плавления малых образцов металла на рабочем спае градуируемого термопреобразователя. Рабочее пространство печи не менее 250 мм, диаметр не менее 10 мм, рабочая температура в рабочей зоне печи (1554,8+10)°С или (1768,1+10)°С, градиент температуры в рабочей зоне печи на участке длиной 20 мм при температуре (1500±20)°С не более 5°С/см.
5.1.11 Устройство для дробления льда типа УДЛ-2 по [3].
5.1.12 Сосуд Дьюара для термостатирования свободных концов термопреобразователя при 0°С внутренним диаметром от 80 до 100 мм, высотой не менее 200 мм, вместимостью от 0,5 до 2 дм.
5.1.13 Сухоблочный термостат (пассивный или активный) для термостатирования свободных концов термопреобразователей при температуре от 0°С до 25°С.
5.1.14 Защитные тонкостенные пробирки из прозрачного кварцевого стекла длиной 500±10 мм и наружным диаметром не менее (25-35) мм. Допускается применять пробирки из окиси алюминия.
5.1.15 Проволоку диаметром 0,5 мм из платины или платинородиевого сплава любой марки по ГОСТ 18389 в отожженном состоянии в отрезках длиной не менее 60 мм для обвязки пучка термопреобразователей по керамической арматуре.
5.1.16 Проволоку диаметром 0,3-0,5 мм из платины марки ПлТ по ГОСТ 10821 или марки Пл по ГОСТ 18389 в отожженном состоянии в отрезках длиной не менее 30 мм для обвязки рабочих спаев термопреобразователей при поэлектродном сличении.
5.1.17 Стеклянные пробирки длиной (150±10) мм и внутренним диаметром 5-7 мм для термостатирования свободных концов.
5.1.18 Медные нелуженые провода диаметром 0,3-0,5 мм в изоляции, например марка меди М1, для подключения термопреобразователей к электроизмерительному прибору.
5.1.19 Линейку металлическую измерительную. Диапазон измерения 0-500 мм, цена деления 1 мм.
5.1.20 Секундомер, диапазон 0-60 с, 0-60 мин, цена деления 0,1 с, например СОСпр-2б-2.
5.2 Все применяемые средства измерений должны быть поверены и иметь действующие клейма и свидетельства о поверке.
5.3 Допускается при поверке использовать другие средства поверки, обеспечивающие определение метрологических характеристик с требуемой точностью.
6 Требования безопасности и требования к квалификации поверителя
6.1 Во время проведения поверки термопреобразователей необходимо соблюдать меры предосторожности во избежание получения ожогов при соприкасании с корпусами печей и от нагретых термопреобразователей при извлечении их из печи.
6.2 Помещение лаборатории должно быть оборудовано приточно-вытяжной вентиляцией.
6.3 Печи для отжига и градуировки должны быть надежно заземлены в соответствии с указаниями эксплуатационной документации на них.
6.4 В помещении, в котором проводят поверку, запрещается хранить горючие и химически опасные вещества и материалы.
6.5 К проведению поверки допускают лиц, аттестованных в качестве поверителей и имеющих необходимую квалификацию.
7 Условия поверки
7.1 Температура воздуха, относительная влажность, барометрическое давление, вибрация в помещении должны соответствовать нормам, установленным эксплуатационными документами на применяемые средства поверки.
7.2 В помещении, где проводят поверку, не должно быть пыли, дыма, пара, газов и сквозняков.
7.3 При работе с термопреобразователями должна быть исключена возможность пластического деформирования (растяжение, скручивание, излом) и загрязнения термоэлектродов термопреобразователей.
8 Подготовка к поверке
8.1 Проверяют наличие средств поверки и вспомогательного оборудования согласно разделу 5.
8.2 Проверяют наличие эксплуатационных документов и свидетельств о поверке на применяемые средства поверки, аттестатов на испытательное оборудование, паспорта, клейма или в случае периодической поверки свидетельства о предыдущей поверке термопреобразователя.
8.3 Все средства поверки подготавливают к работе в соответствии с эксплуатационными документами на них.
Печи, электроизмерительные приборы, установки для реализации реперных точек должны быть заземлены.
8.4 Проверяют измерительную цепь на паразитные ЭДС путем закорачивания электрической цепи в месте подключения свободных концов термопреобразователя на соответствие 5.1.8.
Измерительная цепь должна быть защищена от электромагнитных помех, например, перекручиванием медных изолированных соединительных проводов и заключением их в экран.
8.5 Термопреобразователи подготавливают к работе в соответствии с эксплуатационными документами на них.
8.5.1 Термопреобразователи с чистой поверхностью термоэлектродов, но с поврежденной или загрязненной керамической изоляцией, освобождают от изоляции и армируют запасной керамической трубкой.
8.5.2 Термопреобразователи, подвергнутые переармированию или другим пластическим деформациям, перед первичной и периодической поверками следует отжечь следующим образом.
8.5.2.1 Перед отжигом свободные концы термопреобразователей освобождают от гибких изоляционных трубок.
8.5.2.2 Термопреобразователи (не более шести штук) помещают в печь для отжига на глубину (300±5) мм, отжигают в течение 1 ч при температуре (1450±20)°С и охлаждают вместе с печью до температуры окружающего воздуха.
8.6 При термостатировании свободных концов термопреобразователей выполняют следующие операции:
8.6.1 Сосуд Дьюара заполняют однородной смесью льда и воды. Стеклянные пробирки погружают в льдоводяную смесь на глубину не менее 120 мм. Расстояние между пробирками должно быть не менее 15 мм.
8.6.2 Свободные концы термопреобразователей и концы медных измерительных проводов складывают вместе и плотно обматывают медной нелуженой проволокой для получения электрически надежного контакта, затем погружают в стеклянные пробирки в льдоводяную смесь.
Термостатирование свободных концов проводят не менее чем за 5-10 мин до проведения измерений для установления теплового равновесия между льдоводяной смесью и свободными концами термопреобразователя.
8.6.3 Термостатирование свободных концов термопреобразователей при 0°С проводят при подготовке термопреобразователей к градуировке в реперных точках металлов.
8.6.4 При градуировке термопреобразователей методом сличения свободные концы термопреобразователей допускается термостатировать в сухоблочном (пассивном или активном) термостате при температуре от 0°С до 25°С.
8.7 Для расчета доверительной погрешности термопреобразователя проводят экспериментальную оценку погрешности измерения в условиях конкретной поверочной лаборатории, связанную со случайными эффектами при измерениях ТЭДС в градуировочной печи. Эту операцию проводят не реже одного раза в год.
8.7.1 Измерения (не менее 30 отсчетов) проводят в градуировочной печи при температуре, близкой к температуре реперных точек, и рассчитывают СКО результата измерений по формуле
 , (1)
, (1)
где - число измерений;
- ТЭДС в i-ом измерении, мкВ;
- среднее значение ТЭДС, мкВ.
9 Проведение поверки
9.1 Внешний осмотр
9.1.1 Термопреобразователь должен иметь паспорт, свидетельство о поверке и протокол предыдущей поверки (при необходимости).
9.1.2 Комплектность, упаковка, маркировка, габаритные размеры термопреобразователя должны соответствовать требованиями ГОСТ Р 52314 в части маркировки и комплектности и паспорту на конкретный термопреобразователь.
9.1.3 Термопреобразователь не должен иметь видимых повреждений элементов конструкции, электрическая цепь не должна быть нарушена.
Спай на рабочем конце термопреобразователя должен иметь форму шарика с гладкой блестящей поверхностью без раковин.
Допускается наличие не более одной сварки по длине свободных концов термопреобразователя (при представлении на периодическую поверку).
9.1.4 Термопреобразователь, не удовлетворяющий требованиям 9.1.1-9.1.3, к дальнейшей поверке не допускают.
9.2 Определение нестабильности
9.2.1 Нестабильность термопреобразователей при первичной поверке определяют в следующей последовательности:
а) определяют значения ТЭДС термопреобразователей при температуре реперной точки меди:
- для 1-го разряда - в расплавленном металле по 9.4, на одной "площадке" затвердевания меди;
- для 2-го и 3-го разрядов - методом поэлектродного сличения по 9.5 при температуре, соответствующей реперной точке меди;
б) помещают термопреобразователи в печь для отжига на глубину (300±5) мм и отжигают в течение одного часа при температуре (1450±20)°С. Затем термопреобразователи охлаждают вместе с печью до комнатной температуры;
в) повторяют процедуру определения значения ТЭДС в реперной точке меди отожженных термопреобразователей 1-го разряда по 9.4.4, а отожженных термопреобразователей 2, 3-го разрядов - по 9.5.3.
Изменение значения ТЭДС термопреобразователей в точке меди после отжига (нестабильность) при первичной поверке не должно превышать ±4, ±6 и ±8 мкВ для термопреобразователя 1, 2, 3-го разрядов соответственно.
Термопреобразователи, не удовлетворяющие этому требованию, переводят в более низкий разряд или бракуют.
9.2.2 Нестабильность термопреобразователей при периодической поверке определяют, градуируя их в точке меди (на "площадке" или сличением), в соответствии с перечислением а) 9.2.1 и сравнивая полученное значения ТЭДС в реперной точке меди с соответствующим значением из свидетельства о предыдущей поверке.
Изменение значений ТЭДС термопреобразователей в реперной точке меди за интервал между поверками (нестабильность в эксплуатации) не должно превышать ±5, ±8 и ±10 мкВ для термопреобразователей 1, 2, 3-го разрядов соответственно.
Термопреобразователи, не удовлетворяющие этому требованию, переводят в более низкий разряд или бракуют.
9.2.3 Для расчета доверительной погрешности термопреобразователей 1, 2 и 3-го разрядов в реперных точках (см. раздел 11) дополнительно определяют нестабильность термопреобразователя за межповерочный интервал при температуре реперных точек палладия и платины.
9.3 Определение неоднородности
9.3.1 Определение неоднородности термопреобразователей проводят методом поэлектродного сличения при температуре (1450±20)°С, определяя расхождение значений ТЭДС термопреобразователя на глубинах погружения в печь (300±5) мм и (250±5) мм.
Неоднородность термопреобразователя 1-го разряда определяют с помощью исследованного на неоднородность термопреобразователя 1-го разряда или эталон ПР 30/6, а неоднородность термопреобразователей 2-го и 3-го разрядов - с помощью термопреобразователя 1-го разряда.
9.3.2 Неоднородность термопреобразователя 1-го разряда определяют отдельно от градуировки, а неоднородность термопреобразователей 2-го и 3-го разрядов - совместно с градуировкой.
9.3.3 Расхождение значений ТЭДС термопреобразователя на глубинах погружения в печь (300±5) мм и (250±5) мм (неоднородность) при первичной поверке для термопреобразователей всех разрядов не должно превышать ±8 мкВ.
При периодической поверке неоднородность должна быть не более ±8, ±15 и ±20 мкВ для термопреобразователей 1, 2, 3-го разрядов соответственно.
Термопреобразователь, не удовлетворяющий этому требованию, переводят в более низкий разряд или бракуют.
9.3.4 Для расчета доверительной погрешности термопреобразователей 1, 2 и 3-го разрядов в реперных точках (см. раздел 11) дополнительно определяют неоднородность термопреобразователя при температуре реперных точек меди и палладия.
9.4 Определение градуировочной характеристики термопреобразователей 1-го разряда
9.4.1 Термопреобразователь 1-го разряда при первичной и периодической поверках градуируют в реперных точках металлов (основной метод) в точках:
- плавления платины - 1768,1°С;
- плавления палладия - 1554,8°С;
- затвердевания меди - 1084,620°С;
- затвердевания алюминия - 660,323°С.
Значения температур реперных точек плавления платины и палладия являются номинальными. Необходимо использовать проволоку из палладия и платины, аттестованную по температуре плавления.
9.4.2 При первичной поверке термопреобразователь градуируют в реперных точках не менее двух раз, при периодической поверке допускается однократная градуировка.
9.4.3 Градуирование в реперных точках палладия и платины осуществляют методом плавления малых образцов металла на рабочем спае градуируемого термопреобразователя (метод "малых навесок").
9.4.3.1 Нагревают печь до температуры на 10°С-15°С ниже температуры плавления металла. Температуру измеряют контрольным платинородий-платинородиевым термопреобразователем.
9.4.3.2 Термоэлектроды градуируемого термопреобразователя стягивают максимально близко к рабочему спаю отрезком палладиевой или платиновой проволоки (длина и диаметр отрезка проволоки по 5.1.16) и обматывают термоэлектроды так, чтобы образовалась плотная двухслойная спираль из четырех или шести витков. Обмотанный рабочий спай термопреобразователя вытягивают на 10-12 мм из каналов армирующей трубки и слегка раздвигают термоэлектроды для предотвращения сползания трубки на рабочий спай при погружении термопреобразователя в печь.
Проволоку из палладия и платины, поставленную в твердом состоянии, рекомендуется предварительно отжечь в течение нескольких минут в печи при температуре 1100°С-1200°С.
9.4.3.3 Градуируемый термопреобразователь вводят в печь в зону максимальной температуры так, чтобы рабочий спай не касался стенок печи.
9.4.3.4 Свободные концы термопреобразователя термостатируют при температуре 0°С по 8.6.3.
9.4.3.5 Устанавливают режим печи таким образом, чтобы температура повышалась со скоростью 2-3°С/мин. Скорость изменения температуры контролируют с помощью градуируемого термопреобразователя.
9.4.3.6 Начало плавления образца металла на спае отмечают наступлением температурной остановки ("площадки" плавления). Продолжительность "площадки" плавления зависит от скорости нагрева спая и должна быть не менее 30 с. Общее число отсчетов ТЭДС должно быть не менее шести через 1-3 с. Значение ТЭДС за время "площадки" не должно меняться более чем на 5 мкВ.
9.4.3.7 При резком возрастании температуры (после окончания процесса плавления) проводят два-три измерения ТЭДС, снижают ток в нагревателе и извлекают термопреобразователь из печи.
9.4.3.8 Срезают образовавшийся спай с наплавленным металлом на длине 5-10 мм от спая.
Обрезанные спаи остаются в распоряжении поверяющей организации или у заказчика по их взаимной договоренности.
9.4.3.9 Повторяют операции, указанные в 9.4.3.2-9.4.3.8. При повторении градуировки сварка термоэлектродов градуируемого термопреобразователя не является обязательной при условии обеспечения тугой обвязки.
9.4.3.10 Вычисляют среднеарифметическое значение ТЭДС из отсчетов, полученных на каждой "площадке".
9.4.3.11 Сравнивают результаты, полученные на двух "площадках" плавления. Расхождение между ними в точке палладия не должно превышать 5 мкВ, в точке платины - 20 мкВ. Если расхождение больше, градуировку повторяют третий раз или отправляют термопреобразователь на дополнительный отжиг с последующей градуировкой.
9.4.4 Термопреобразователи 1-го разряда в реперных точках меди и алюминия градуируют с применением установок, включающих в себя ампулы реперных точек.
9.4.4.1 Ампулы реперных точек выводят на уровень фазового равновесия (перехода) в соответствии с эксплуатационными документами на них.
9.4.4.2 Измеряют ТЭДС термопреобразователя на "площадке" затвердевания металла не менее десяти раз с точностью 0,1 мкВ.
9.4.4.3 После окончания измерений ТЭДС в реперных точках термопреобразователь медленно извлекают из ампулы и охлаждают на воздухе до комнатной температуры.
9.4.5 При первичной поверке термопреобразователь градуируют в реперных точках меди и алюминия на двух "площадках" затвердевания металла.
Вычисляют среднеарифметическое значение ТЭДС для каждой реперной точки и вносят его в протокол поверки.
9.4.6 Расхождение отдельных результатов измерений ТЭДС термопреобразователя на двух "площадках" затвердевания меди и алюминия не должно превышать ±4 мкВ.
Если расхождение отдельных результатов измерений ТЭДС термопреобразователя на первой и второй "площадках" затвердевания меди превышает 4 мкВ, термопреобразователь следует отжечь в соответствии с 8.5.2 и градуировать на третьей "площадке".
Если расхождение отдельных результатов измерений ТЭДС термопреобразователя на второй и третьей "площадках" превышает 4 мкВ после дополнительного отжига, термопреобразователь переводят в более низкий разряд.
9.4.7 При периодической поверке допускается однократная градуировка термопреобразователя 1-го разряда в реперных точках меди и алюминия, если расхождение результата градуировки в реперной точке меди с данными свидетельства о предыдущей поверке не превышает ±5 мкВ. В остальных случаях градуировку выполняют два раза в каждой реперной точке.
9.4.8 Допускается определять градуировочную характеристику термопреобразователя 1-го разряда методом поэлектродного сличения с эталоном ПР 30/6 в диапазоне от 600°С до 1800°С по методике, приведенной в 9.5.3, при значениях температуры, близких к значениям температуры реперных точек, и дополнительно при значениях температуры, кратных 100°С. Число градуировочных точек должно быть не менее четырех, равномерно распределенных в диапазоне измерений.
9.5 Определение градуировочных характеристик термопреобразователей 2-го и 3-го разрядов
9.5.1 Термопреобразователь 2-го разряда в диапазоне температуры от 600°С до 1800°С градуируют методом поэлектродного сличения (основной метод) или методом прямого сличения с термопреобразователем 1-го разряда, а термопреобразователи 3-го разряда - с термопреобразователем 2-го разряда при температуре, близкой к значениям температуры реперных точек (1768,1±10)°С, (1554,8±10)°С, (1084,62±10)°С, (660,32±10)°С.
Допускается градуировать термопреобразователи 2-го и 3-го разрядов в диапазоне температуры от 600°С до 1800°С следующим образом.
До температуры 1600°С термопреобразователи градуируют методом поэлектродного сличения в печи ВТП-1 при температуре (1554,8±10)°С, (1450±10)°С, (1084,62±10)°С, (660,32±10)°С, а значение ТЭДС при температуре реперной точки плавления платины определяют методом "малых навесок" в печи для реализации температуры плавления палладия и платины.
9.5.2 Допускается градуировать термопреобразователи 2-го и 3-го разрядов во всем диапазоне измерений до 1800°С при значениях температуры, близких к значениям температуры реперных точек, и дополнительно при значениях температуры, кратных 100°С. Число градуировочных точек должно быть не менее четырех, равномерно распределенных в диапазоне измерений.
9.5.3 При градуировке методом поэлектродного сличения выполняют следующие операции:
9.5.3.1 Поверяемый термопреобразователь, подлежащий сличению, складывают в общий плотный пучок с эталонным термопреобразователем более высокого разряда, выравнивают рабочие концы и обвязывают армирующие керамические трубки в двух местах отрезками платиновой проволоки. Общее число термопреобразователей в пучке должно быть не более пяти.
9.5.3.2 Вытягивают на 12-15 мм из керамических трубок рабочие концы термопреобразователей и плотно стягивают их друг с другом вблизи спаев несколькими витками платиновой проволоки, при этом электрический контакт между отдельными термоэлектродами должен быть образован только в месте их связки.
9.5.3.3 Пучок термопреобразователей помещают в рабочую зону градуировочной печи на глубину (300±5) мм, центрируют его по оси печи.
9.5.3.4 Свободные концы всех термопреобразователей термостатируют при одной и той же температуре по 8.6.4 и подключают к электроизмерительному прибору по схеме, приведенной в приложении А.
9.5.3.5 Нагревают печь до температуры, близкой к температуре реперных точек. Отклонение от нее должно быть не более ±10°С. Градуировку начинают с температуры (1554,8±10)°С. Температуру в печи контролируют по показаниям эталонного термопреобразователя более высокого разряда в пучке в начале и конце серии измерений.
9.5.3.6 Порядок измерений при поэлектродном сличении:
1) измеряют ТЭДС эталонного термопреобразователя;
2) последовательно измеряют ТЭДС между одноименными термоэлектродами ПР30 (![]() ) и термоэлектродами ПР6 (
) и термоэлектродами ПР6 (![]() ) поверяемого термопреобразователя и эталонного термопреобразователя.
) поверяемого термопреобразователя и эталонного термопреобразователя.
ТЭДС измеряют, переходя последовательно от первого поверяемого термопреобразователя к последнему, затем повторяют измерения в обратном порядке до получения требуемого числа отсчетов.
Число отсчетов должно быть не менее четырех для каждого термоэлектрода;
3) измеряют ТЭДС эталонным термопреобразователем.
9.5.3.7 Значения ![]() и
и ![]() измеряют с точностью до 0,1 мкВ с учетом знака в паре с одноименными термоэлектродами эталонного термопреобразователя и записывают в протокол поверки, форма которого приведена в приложении В.
измеряют с точностью до 0,1 мкВ с учетом знака в паре с одноименными термоэлектродами эталонного термопреобразователя и записывают в протокол поверки, форма которого приведена в приложении В.
9.5.3.8 Уменьшают глубину погружения преобразователей в рабочее пространство печи до (250±5) мм и повторяют измерения.
9.5.4 При градуировке методом прямого сличения выполняют следующие операции:
9.5.4.1 Проводят подготовительные операции по 9.5.3.1-9.5.3.3.
9.5.4.2 Свободные концы всех термопреобразователей термостатируют при одной и той же температуре по 8.6.4 и подключают к электроизмерительному прибору по схеме, приведенной в приложении Б.
9.5.4.3 Нагревают печь до температуры, близкой к температуре реперных точек. Отклонение от нее должно быть не более ±10°С. Градуировку начинают с температуры (1554,8±10)°С. Температуру в печи контролируют по показаниям эталонного термопреобразователя более высокого разряда в пучке в начале и конце серии измерений. Изменение температуры в печи за время цикла измерений должно быть не более 2°С.
9.5.4.4 Измеряют ТЭДС поверяемых термопреобразователей и эталонного
, начиная с эталонного и кончая последним поверяемым с точностью до 0,1 мкВ. Затем все измерения повторяют в обратном порядке до получения не менее четырех отсчетов ТЭДС для каждого термопреобразователя. Интервалы времени между отсчетами должны быть одинаковыми в одном измерительном цикле.
9.5.4.5 Уменьшают глубину погружения преобразователей в рабочее пространство печи до (250±5) мм и повторяют измерения, совмещая градуировку с определением неоднородности и нестабильности термопреобразователей.
10 Обработка результатов измерений
10.1 Обработка результатов измерений при градуировке термопреобразователей 1-го разряда в реперных точках
10.1.1 Среднеарифметическим значениям ТЭДС , полученным на "площадках" плавления по 9.4.3 и "площадках" затвердевания металлов по 9.4.4, приписывают температуры реперных точек используемого металла.
10.1.2 Значение термопреобразователей всех разрядов в реперных точках должно соответствовать требованиям ГОСТ Р 52314:
1768,1°С - (13224±51) мкВ - для точки плавления платины;
1554,8°С - (10735±45) мкВ - для точки плавления палладия;
1084,620°С - (5630±26) мкВ - для точки затвердевания меди;
660,323°С - (2167±11) мкВ - для точки затвердевания алюминия.
Термопреобразователь, не удовлетворяющий этим требованиям, бракуют.
10.1.3 Вычисляют нестабильность термопреобразователя по формулам:
- при первичной поверке (в реперной точке меди)
![]() , (2)
, (2)
где ![]() - ТЭДС термопреобразователя в реперной точке меди до отжига, мкВ;
- ТЭДС термопреобразователя в реперной точке меди до отжига, мкВ;
![]() - ТЭДС термопреобразователя в реперной точке меди после отжига, мкВ;
- ТЭДС термопреобразователя в реперной точке меди после отжига, мкВ;
- при периодической поверке (в реперных точках меди, палладия и платины)
![]() , (3)
, (3)
где - ТЭДС термопреобразователя в реперных точках, полученных при периодической поверке, мкВ;
- ТЭДС термопреобразователя в реперных точках по свидетельству о предыдущей поверке, мкВ.
10.1.4 Нестабильность термопреобразователя при первичной и периодической поверках в реперной точке меди не должна превышать значений, указанных в перечислении в) 9.2.1 и 9.2.2.
10.1.5 Изменение ТЭДС термопреобразователя в реперных точках палладия и платины за интервал между поверками (дополнительный метод оценки нестабильности в эксплуатации) должно быть не более:
±10 мкВ - в реперной точке палладия;
±15 мкВ - в реперной точке платины.
Термопреобразователь, не соответствующий требованиям, указанным в 10.1.4 и 10.1.5, переводят в более низкий разряд или бракуют.
10.1.6 Неоднородность термопреобразователя при первичной и периодической поверках не должна превышать значений, указанных в 9.3.3.
10.1.7 Значения ТЭДС каждого поверяемого термопреобразователя в диапазоне от 600°С до 1800°С при значениях температуры, кратных 100°С, вычисляют по аттестованной и предлагаемой к использованию программе TermoLab (ФГУП "ВНИИМ").
10.2 Обработка результатов измерений при градуировке термопреобразователей 2-го и 3-го разрядов методом поэлектродного сличения
10.2.1 По результатам измерений ТЭДС между одноименными термоэлектродами поверяемых и эталонного термопреобразователей в соответствии с 9.5.3.6 вычисляют среднеарифметические значения ![]() и
и ![]() для каждого термопреобразователя с округлением до 0,1 мкВ.
для каждого термопреобразователя с округлением до 0,1 мкВ.
Вычисления для каждой температуры градуировки и глубины погружения в печь выполняют раздельно.
10.2.2 Вычисляют разности ![]() и
и ![]() значений ТЭДС, измеренные на глубинах погружения 300 и 250 мм каждого термопреобразователя, по формулам:
значений ТЭДС, измеренные на глубинах погружения 300 и 250 мм каждого термопреобразователя, по формулам:
![]() , (4)
, (4)
![]() . (5)
. (5)
При вычислении учитывают знаки ![]() и
и ![]() .
.
10.2.3 Вычисляют для каждого термопреобразователя расхождение между значениями ![]() и
и ![]() - (неоднородность), полученное при температуре (1450±20)°С, допустимые значения которых указаны в 9.3.3, по формуле
- (неоднородность), полученное при температуре (1450±20)°С, допустимые значения которых указаны в 9.3.3, по формуле
![]() . (6)
. (6)
10.2.4 Вычисляют среднее арифметическое значение на разных глубинах погружения в печь по формуле
![]() . (7)
. (7)
10.2.5 Вычисляют значения ТЭДС каждого поверяемого термопреобразователя при значениях температуры 1768,1°С, 1554,8°С, 1084,62°С, 660,323°С (для диапазона температур от 600°С до 1800°С) или при значениях температуры 1554,8°С, 1450°С, 1084,62°С, 660,323°С (для диапазона температур от 600°С до 1600°С) по формуле
![]() , (8)
, (8)
где ![]() - значение ТЭДС из свидетельства о поверке эталонного термопреобразователя более высокого разряда в реперных точках металлов, мкВ.
- значение ТЭДС из свидетельства о поверке эталонного термопреобразователя более высокого разряда в реперных точках металлов, мкВ.
Значение для термопреобразователей 2-го и 3-го разрядов при температурах реперных точек должно находиться в интервалах, указанных в 10.1.2.
Термопреобразователи, не удовлетворяющие этому требованию, бракуют.
10.2.6 Значения ТЭДС каждого поверяемого термопреобразователя в диапазоне температуры от 600°С до 1800°С или от 600°С до 1600°С при значениях температуры, кратных 100°С, вычисляют по программе, указанной в 10.1.7.
10.2.7 При расчете значений ТЭДС, соответствующих температуре реперных точек, следует использовать следующие данные о чувствительности термопреобразователей ![]() :
:
при |
|
при |
|
при |
|
при |
|
при |
|
10.3 Обработка результатов измерений при градуировке термопреобразователей методом прямого сличения
10.3.1 По отсчетам ТЭДС эталонного и поверяемых термопреобразователей вычисляют среднеарифметическое значение ТЭДС каждого поверяемого термопреобразователя и ТЭДС эталонного термопреобразователя
с округлением до 0,1 мкВ. Для каждой глубины погружения и температуры вычисления выполняют раздельно.
10.3.2 По средним значениям ТЭДС определяют значение температуры
, при которой проводилось сличение, по формуле
![]() , (9)
, (9)
где - значение ТЭДС из свидетельства о поверке эталонного термопреобразователя более высокого разряда в реперных точках металлов, мкВ;
- значение температуры реперной точки, °С;
![]() - приращение ТЭДС эталонного термопреобразователя на единицу температуры, мкВ/°С (чувствительность), при температурах реперных точек.
- приращение ТЭДС эталонного термопреобразователя на единицу температуры, мкВ/°С (чувствительность), при температурах реперных точек.
10.3.3 Приводят значения ТЭДС поверяемых термопреобразователей к температурам реперных точек с учетом неоднородности термопреобразователей (по 10.2.3-10.2.6).
10.3.4 Значения ТЭДС поверяемых термопреобразователей при температурах реперных точек должны находиться в интервалах, указанных в 10.1.2.
10.4 Критерий годности поверяемого термопреобразователя
Термопреобразователи 1, 2, 3-го разрядов считают годными к использованию, если их ТЭДС при температуре, соответствующей реперным точкам, не превышает допуски по 10.1.2, а характеристики нестабильности и неоднородности ТЭДС соответствуют требованиям 9.2 и 9.3.
Если эти требования соблюдаются, то погрешность результата измерения для всех разрядов термопреобразователей находится в доверительных границах погрешности по ГОСТ Р 52931.
11 Расчет доверительной погрешности термопреобразователя в реперных точках и при сличении
11.1 При расчете доверительной погрешности термопреобразователя используют данные, полученные при экспериментальной оценке случайных эффектов при измерениях ТЭДС (по 8.7, 9.4), данные о нестабильности и неоднородности термопреобразователя, полученные при поверке (по 9.2, 9.3), а также данные о погрешности эталонных термопреобразователей, приведенные в ГОСТ 8.558 в соответствии с разрядом, данные о погрешности измерительного прибора, данные о характеристиках градуировочных печей (из паспортов на них).
Составляющие доверительной погрешности термопреобразователей, необходимые для расчета, представлены в таблице 1.
Таблица 1
Составляющие доверительной погрешности термопреобразователя S и | Определения градуировочной характеристики методом | ||
наименование | обозна- | реперных точек | сличений |
1 Погрешность, обусловленная случайными эффектами при измерении ТЭДС в одном измерительном цикле поверяемым термопреобразователем в градуировочной печи (по 8.7) |
| - | + |
2 Погрешность, обусловленная случайными эффектами при трех независимых измерениях ТЭДС в ампуле реперной точки (СКО среднего значения результатов измерений в реперной точке) (по 9.4) | + | - | |
3 Погрешность измерительного прибора (по паспорту) | + | + | |
4 Погрешность, обусловленная разрешающей способностью прибора (по паспорту) | + | + | |
5 Погрешность, обусловленная паразитными ТЭДС в измерительной цепи (по 8.4) | + | + | |
6 Погрешность, обусловленная термоэлектрической неоднородностью термоэлектродов термопреобразователя (по 9.3) |
| + | + |
7 Погрешность, обусловленная нестабильностью градуировочной характеристик* за интервал между поверками (по 9.2) |
| + | + |
8 Погрешность, обусловленная нестабильностью поддержания температурного режима в печи за время измерительного цикла (по паспорту) |
| - | + |
9 Погрешность, обусловленная температурным градиентом по длине печи в средней ее части (по паспорту) | - | + | |
10 Погрешность эталонного термопреобразователя более высокого разряда (по ГОСТ 8.558 в соответствии с разрядом) | - | + | |
________________
* Текст документа соответствует оригиналу. - .
11.2 Доверительная погрешность термопреобразователя при доверительной вероятности 0,95 в i-й температурной точке рассчитывается по формуле
![]() , (10)
, (10)
где - коэффициент, зависящий от соотношения случайной и неисключенной систематической погрешностей;
- оценка суммарного среднеквадратического отклонения результата измерения.
Оценку суммарного среднеквадратического отклонения результата измерения и коэффициент, зависящий от соотношения случайной и неисключенной систематической погрешностей, вычисляют по формулам:
 , (11)
, (11)
 , (12)
, (12)
где - граница неисключенной систематической погрешности, составляющей доверительную погрешность (из таблицы 1), мкВ;
- среднеквадратическое отклонение результата измерений (из таблицы 1), мкВ;
- коэффициент, определяемый принятой доверительной вероятностью (при доверительной вероятности P=0,95 коэффициент
=1,1);
n - число наблюдений;
t - коэффициент Стьюдента |
|
|
Значение доверительной границы погрешности результата измерений, °С, рассчитывают по формуле
![]() , (13)
, (13)
где ![]() - чувствительность термопреобразователя по 10.2.7, мкВ/°С.
- чувствительность термопреобразователя по 10.2.7, мкВ/°С.
11.3 Результат поверки считают положительным, если доверительная погрешность термопреобразователя в каждой температурной точке находится в доверительных границах погрешностей термопреобразователей, которые представлены в ГОСТ Р 52314.
12 Оформление результатов поверки
12.1 На термопреобразователи, прошедшие поверку с положительным результатом, выдают свидетельство о поверке.
12.2 На оборотной стороне свидетельства в разделе "Результаты поверки" приводят следующие данные.
Для термопреобразователей 1, 2, 3-го разрядов: округленные до 1 мкВ значения ТЭДС термопреобразователя при температурах 1768,1°С, 1554,8°С, 1084,62°С, 660,323°С и таблицу значений ТЭДС термопреобразователя для значений температуры, кратных 100°С, в диапазоне температур от 600°С до 1800°С.
Допускается для термопреобразователей 2-го и 3-го разрядов приводить значения ТЭДС термопреобразователя при температурах 1554,8°С, 1450°С, 1084,62°С, 660,323°С и таблицу значений ТЭДС термопреобразователя для значений температуры, кратных 100°С, в диапазоне температур от 600°С до 1600°С.
12.3 Термопреобразователи, не удовлетворяющие требованиям настоящего стандарта, к применению не допускают, свидетельство о поверке аннулируют и выдают извещение о непригодности с указанием причин в соответствии с [4].
Приложение А
(справочное)
Электрическая схема подключения ПРО к электроизмерительному прибору при поэлектродном сличении
|
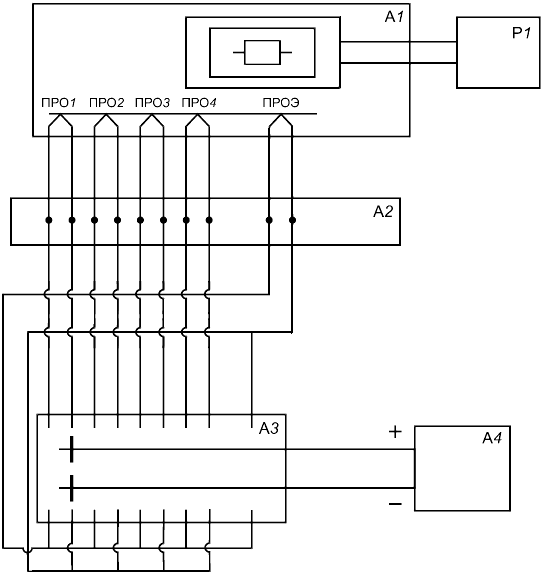
А1 - печь; А2 - термостат для свободных концов ПРО; А3 - переключатель; А4 - измерительный прибор постоянного тока; Р1 - регулятор напряжения; ПРО1...ПРО4 - поверяемые термопреобразователи; ПРОЭ - эталонный термопреобразователь более высокого разряда
Рисунок А.1 - Электрическая схема подключения ПРО к электроизмерительному прибору при поэлектродном сличении
Приложение Б
(справочное)
Электрическая схема подключения ПРО к электроизмерительному прибору при градуировке методом прямого сличения
|
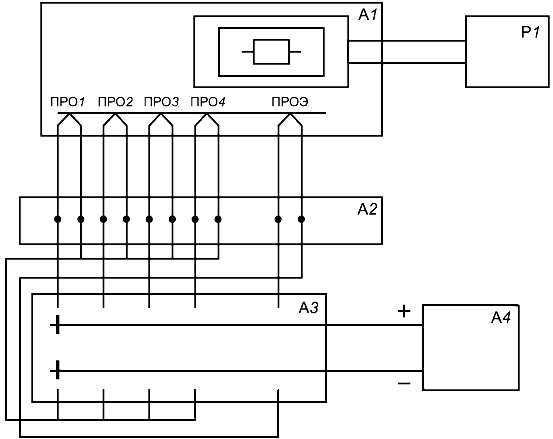
А1 - печь; А2 - термостат для свободных концов ПРО; A3 - переключатель; А4 - измерительный прибор постоянного тока; Р1 - регулятор напряжения; ПРО1...ПРО4 - поверяемые термопреобразователи; ПРОЭ - эталонный термопреобразователь более высокого разряда
Рисунок Б.1 - Электрическая схема подключения ПРО к электроизмерительному прибору при прямом методе сличения
Приложение В
(рекомендуемое)
Формы протоколов поверки термопреобразователей
В.1 Форма протокола поверки термопреобразователя 1-го разряда
Протокол N___
поверки термопреобразователя 1-го разряда
Номер поверяемого термопреобразователя | |
Термопреобразователь принадлежит | |
Год выпуска | |
Длина термоэлектродов, мм: | |
Положительного (ПР6) | |
Отрицательного (ПР30) | |
Вид поверки (первичная, периодическая) | |
Средства поверки: | |
(в соответствии с разделом 5 настоящего стандарта) | |
Условия поверки: | |
(в соответствии с разделом 7 настоящего стандарта) | |
Результаты поверки: | |
1 Замечания при внешнем осмотре (в соответствии с 9.1) | |
2 Определение нестабильности термопреобразователей | |
Таблица В.1.1 - Определение ТЭДС термопреобразователя в реперной точке меди до отжига при первичной поверке
Номер измерения | ТЭДС поверяемого термопреобразователя до отжига, мВ | |
Первая площадка | Вторая площадка | |
1 | ||
2 | ||
3 | ||
… | ||
10 | ||
Среднее значение 10 измерений | ||
| ||
![]() мкВ.
мкВ.
Таблица В.1.2 - Определение ТЭДС термопреобразователя в реперной точке меди (после отжига при первичной поверке и после эксплуатации при периодической поверке)
Номер измерения | ТЭДС поверяемого термопреобразователя | |
Первая площадка | Вторая площадка | |
1 | ||
2 | ||
3 | ||
… | ||
10 | ||
Среднее значение 10 измерений | ||
| ||
При первичной поверке ![]() .
.
При периодической поверке ![]() ,
,
где - ТЭДС термопреобразователя при температуре 1084,62°С по свидетельству о предыдущей поверке, мкВ;
- ТЭДС термопреобразователя при температуре 1084,62°С, измеренная при периодической поверке, мкВ.
3 Проверка неоднородности термопреобразователей (после отжига при первичной поверке и после эксплуатации при периодической поверке)
Таблица В.1.3 - Определение неоднородности термопреобразователя 1-го разряда (после отжига при первичной поверке и после эксплуатации при периодической поверке)
Температура, °С, и ТЭДС термопреобразователей | ТЭДС между одноименными термоэлектродами эталонного и поверяемого термопреобразователей, мкВ | Глубина погружения термопреобразователя в печь, мм | |
N поверяемого термопреобразователя | |||
|
| ||
1 | 300 | ||
2 | |||
3 | |||
4 | |||
| |||
| |||
1 | 250 | ||
2 | |||
3 | |||
4 | |||
| |||
| |||
| |||
4 Определение ТЭДС термопреобразователя в реперных точках
Таблица В.1.4 - Определение ТЭДС термопреобразователя в реперных точках алюминия, меди, палладия и платины
Номер измерения | ТЭДС поверяемого термопреобразователя, мВ | |
Первая площадка | Вторая площадка | |
1 | ||
2 | ||
3 | ||
… | ||
10 | ||
Среднее значение 10 измерений | ||
| ||
Изменение ТЭДС за межповерочный интервал |
| |
Примечание - | ||
5 Исходные данные для расчета градуировочной таблицы
Таблица В.1.5 - Исходные данные для расчета градуировочной таблицы
Температура, | Обозначение | ТЭДС термопреобразователя, мВ | |||
°С | параметра | N термопреоб- | N термопреоб- | N термопреоб- | N термопреоб- |
1768,1 |
| ||||
1554,8 |
| ||||
1084,62 |
| ||||
660,323 |
| ||||
ЗАКЛЮЧЕНИЕ
Термопреобразователь типа | N | годен (не годен), соответствует | разряду, | ||||||||
выписано свидетельство N | (извещение о непригодности) | ||||||||||
Дата | |||||||||||
Поверитель | |||||||||||
подпись | И.О. Фамилия | ||||||||||
Знак поверки | |||||||||||
В.2 Форма протокола поверки термопреобразователей 2-го или 3-го разрядов
Протокол N ______
поверки термопреобразователя 2-го или 3-го разрядов
Номер поверяемого термопреобразователя | |
Термопреобразователь принадлежит | |
Год выпуска | |
Длина термоэлектродов, мм: | |
Положительного | |
Отрицательного | |
Вид поверки (первичная, периодическая) | |
Средства поверки: | |
(в соответствии с разделом 5 настоящего стандарта) | |
Условия поверки: | |
(в соответствии с разделом 7 настоящего стандарта) | |
Результаты поверки: | |
1 Замечания при внешнем осмотре (в соответствии с 9.1) | |
2 Определение нестабильности термопреобразователей | |
Таблица В.2.1 - Определение нестабильности термопреобразователей в точке, соответствующей реперной точке меди
Температура, °С, и ТЭДС термопреобра- | ТЭДС в точке меди до отжига между одноименными термоэлектродами эталонного и поверяемого термопреобразователей, мкВ | ТЭДС в точке меди после отжига между одноименными термоэлектродами эталонного и поверяемого термопреобразователей, мкВ | Глубина погружения термопреоб- | ||||||
N термопре- | N термопре- | N термопре- | N термопре- | ||||||
|
|
|
| ||||||
1 | 250 | ||||||||
2 | |||||||||
3 | |||||||||
4 | |||||||||
| |||||||||
| |||||||||
| |||||||||
| |||||||||
| |||||||||
| |||||||||
Примечание -
| |||||||||
3 Определение ТЭДС неоднородности термопреобразователей
Таблица В.2.2 - Определение ТЭДС неоднородности термопреобразователей
Температура, °С, и ТЭДС термопреобразователей | ТЭДС при температуре (1450±20)°С, мкВ | Глубина погружения | |||||||
N термопре- | N термопре- | N термопре- | N термопре- | термопреоб- | |||||
|
|
|
| ||||||
1 | 300 | ||||||||
2 | |||||||||
3 | |||||||||
4 | |||||||||
| |||||||||
| |||||||||
1 | 250 | ||||||||
2 | |||||||||
3 | |||||||||
4 | |||||||||
| |||||||||
| |||||||||
| |||||||||
4 Определение ТЭДС термопреобразователей
Таблица В.2.3 - Определение ТЭДС термопреобразователей при температуре, соответствующей реперным точкам
Темпе- | Номер наблюдения | ТЭДС эталон- | ТЭДС между одноименными термоэлектродами эталонного и поверяемого термопреобразователей, мкВ | Глубина погружения | ТЭДС эталонного | |||||
°С | ного термо- | N термопре- | N термопре- | N термопре- | термопре- | преобразо- | ||||
преоб- |
|
|
| вателя, мм | свидетель- | |||||
1554,8 | 1 | 250 | ||||||||
2 | ||||||||||
3 | ||||||||||
4 | ||||||||||
| ||||||||||
| ||||||||||
1 | 300 | |||||||||
2 | ||||||||||
3 | ||||||||||
4 | ||||||||||
| ||||||||||
| ||||||||||
| ||||||||||
| ||||||||||
| ||||||||||
Изменение ТЭДС за интервал между поверками | ||||||||||
1450 | 1 | 250 | ||||||||
2 | ||||||||||
3 | ||||||||||
4 | ||||||||||
| ||||||||||
| ||||||||||
1 | 300 | |||||||||
2 | ||||||||||
3 | ||||||||||
4 | ||||||||||
| ||||||||||
| ||||||||||
| ||||||||||
| ||||||||||
| ||||||||||
Изменение ТЭДС за интервал между поверками | ||||||||||
1084,62 | 1 | 250 | ||||||||
2 | ||||||||||
3 | ||||||||||
4 | ||||||||||
| ||||||||||
| ||||||||||
1 | 300 | |||||||||
2 | ||||||||||
3 | ||||||||||
4 | ||||||||||
| ||||||||||
| ||||||||||
| ||||||||||
| ||||||||||
| ||||||||||
Изменение ТЭДС за интервал между поверками | ||||||||||
660,323 | 1 | 250 | ||||||||
2 | ||||||||||
3 | ||||||||||
4 | ||||||||||
| ||||||||||
| ||||||||||
1 | 300 | |||||||||
2 | ||||||||||
3 | ||||||||||
4 | ||||||||||
| ||||||||||
| ||||||||||
| ||||||||||
| ||||||||||
| ||||||||||
Таблица В.2.4 - Определение ТЭДС термопреобразователя в реперной точке плавления платины 1768,1°С
Номер измерения | ТЭДС поверяемого термопреобразователя, мВ | |
Первая площадка | Вторая площадка | |
1 | ||
2 | ||
3 | ||
4 | ||
5 | ||
6 | ||
Среднее значение 6 измерений | ||
| ||
Изменение ТЭДС за интервал между поверками |
| |
Примечание - | ||
5 Исходные данные для расчета градуировочной таблицы
Таблица В.2.5 - Исходные данные для расчета градуировочной таблицы
Темпера- | Обозначение | ТЭДС термопреобразователя, мВ | |||
тура, °С | параметра | N термо- | N термо- | N термо- | N термо- |
1768,1 |
| ||||
1554,8 |
| ||||
1450 |
| ||||
1084,62 |
| ||||
660,323 |
| ||||
ЗАКЛЮЧЕНИЕ
Термопреобразователь типа | N | годен (не годен), | ||||||||||
соответствует | разряду, выписано свидетельство N | (извещение о непригодности) | ||||||||||
Дата | ||||||||||||
Поверитель | ||||||||||||
подпись | И.О. Фамилия | |||||||||||
Знак поверки | ||||||||||||
Библиография
[1] | Документ Международного Бюро | Международная температурная шкала МТШ-90 |
________________ * Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
| ||
[2] | Технические условия | Высокотемпературная печь ВТП 1600-1 |
[3] | Технические условия | Устройство для дробления льда УДЛ-2 |
[4] | ПР 50.2.106-2009 | Государственная система обеспечения единства измерений. Порядок выдачи свидетельств об утверждении типа стандартных образцов или типа средств измерений, установления и изменения срока действия указанных свидетельств и интервала между поверками средств измерений |
УДК 536.5.087.92.089.6:006.354 | ОКС 17.200.20 |
Ключевые слова: преобразователи, термоэлектрические, эталонный разряд, температура, поверка, градуировка, реперная точка, поэлектродное сличение, неоднородность, нестабильность, поверочная схема | |
Электронный текст документа
и сверен по:
, 2019
{kind=link}