СССР
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГОСТ 10356—63
ОТКЛОНЕНИЯ ФОРМЫ
И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ.
ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ. ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ
Издание официальное
МОСКВА
1963
Издание официальное
СССР
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
Комитет стандартов, мер и измерительных
приборов при
Совете Министров Союза ССР
ОТКЛОНЕНИЯ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ. Основные определения. Предельные отклонения Deviations from true form and disposition of surfaces. Basic definitions and tolerances-
гост
10356—63
Группа Г12
Несоблюдение стандарта преследуется по закону
Настоящим стандартом устанавливаются термины, определения и ряды предельных значений для отклонений формы и расположения плоских и цилиндрических поверхностей.
Настоящий стандарт не распространяется на те изделия, для которых предельные отклонения формы и расположения поверхностей установлены в ранее утвержденных стандартах.
I. ОБЩИЕ ОПРЕДЕЛЕНИЯ
L Отклонение формы — отклонение формы реальной поверхности или реального профиля от формы геометрической поверхности или геометрического профиля. Шероховатость поверхности при рассмотрении отклонений формы исключается.
Примечание. Определения терминов «реальная поверхность», «геометрическая поверхность», «реальный профиль», «геометрический профиль» -— по ГОСТ 2789—59.
2. Отсчет отклонений формы производится от прилегающей поверхности или прилегающего профиля.
3. Основные виды прилегаю щи х поверхностей и профилей:
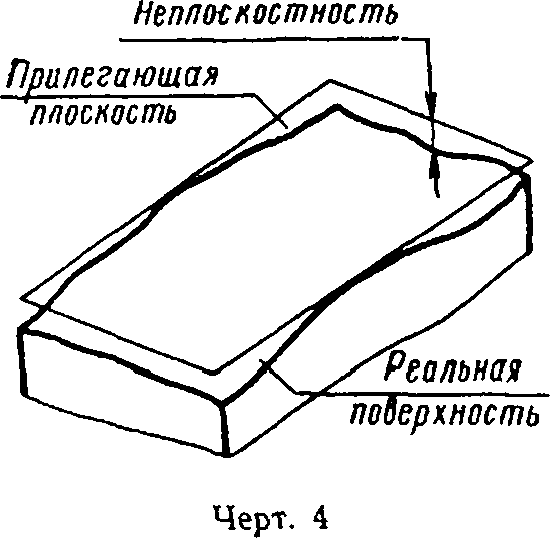
а) прилегающая плоскость — плоскость, соприкасающаяся с реальной поверхностью вне материала детали и расположенная по отношению к реальной поверхности так, чтобы расстояние от ее наиболее удаленной точки до прилегающей плоскости было наименьшим (черт. I);
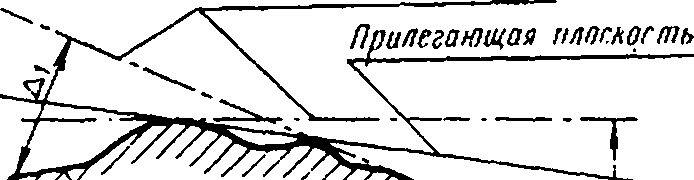
Касательные плоскости
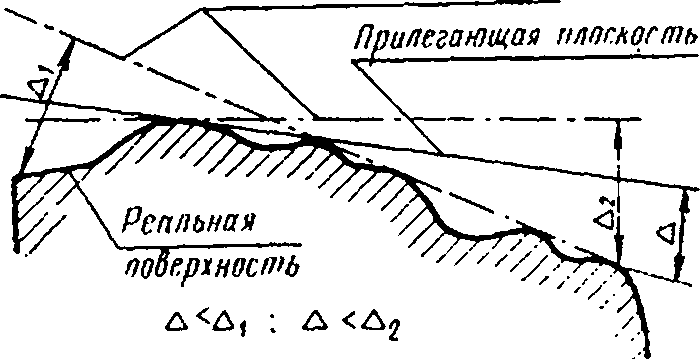
Черт. 1

Перепечатка воспрещена
ГОСТ 10356-63
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
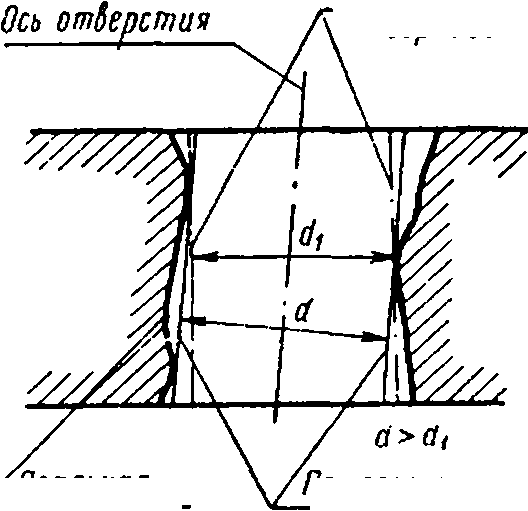
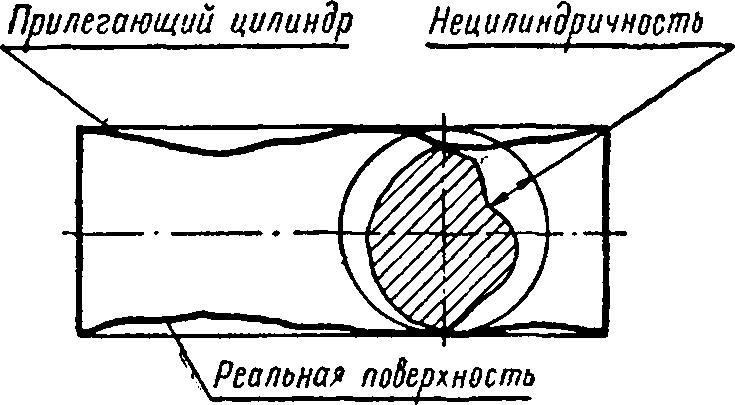
б) прилегающий цилиндр
для отверстия — цилиндр наибольшего возможного диаметра, вписанный в реальную поверхность (черт. 2),
Геометрическая \ поверхность
Прилегающая поверхность
/Реальная поверхность
Черт. 2
для вала — цилиндр наименьшего возможного диаметра, описанный вокруг реальной поверхности;
в) прилегающая прямая — прямая, соприкасающаяся с реальным профилем вне материала детали и расположенная по отношению к реальному профилю так, чтобы расстояние от его наиболее удаленной точки до прилегающей прямой было наименьшим;
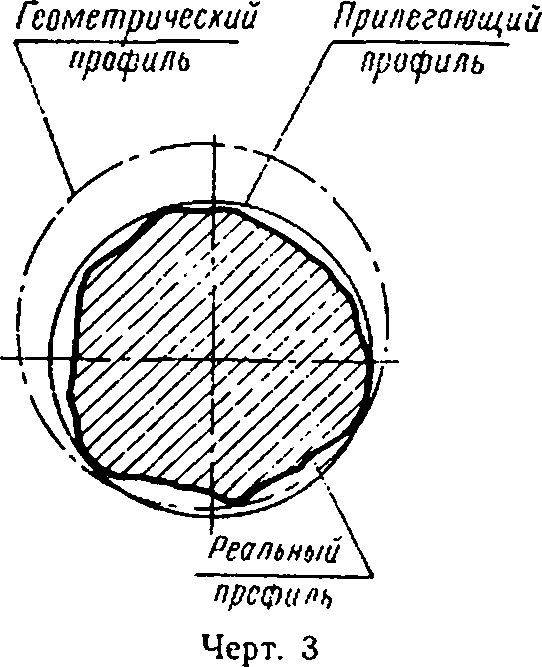
г) прилегающая окружность
для отверстия — окружность наибольшего возможного диаметра, вписанная в реальный профиль;
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
ГОСТ 10356—63
для вала — окружность наименьшего возможного диаметра, описанная вокруг реального профиля (черт. 3).
4. Отклонение расположения — отклонение от номинального расположения рассматриваемой поверхности, ее оси или плоскости симметрии относительно баз или отклонение от номинального взаимного расположения рассматриваемых поверхностей. Номинальное расположение определяется номинальными линейными и угловыми размерами между рассматриваемыми поверхностями, их осями или плоскостями симметрии.
5. Базы — совокупность поверхностей, линий и точек, по отношению к которым определяется расположение рассматриваемой поверхности.
6. В общем случае отклонения формы поверхности исключаются при рассмотрении отклонений расположения (кроме радиального и торцового биения). При этом реальные поверхности заменяются прилегающими.
За центры, оси, плоскости симметрии и тому подобные элементы реальных профилей и поверхностей принимаются соответственно центры, оси, плоскости симметрии и т. п. элементы прилегающих профилей и поверхностей.
Примечание. В обоснованных случаях допускается нормировать отклонения формы и расположения совместно, например, непараллельность и неперпендикулярность совместно с неплоскостностью.
2 ГОСТ 10356—63
ГОСТ 10356—63
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
7. Допуски расположения охватывающих и охватываемых поверхностей могут быть двух видов — зависимыми и независимым и.
8. Зависимым называется допуск расположения, величина которого зависит не только от заданного предельного отклонения расположения, но и от действительных отклонений размеров рассматриваемых поверхностей.
При зависимых допусках должна задаваться предельные отклонения расположения, соответствующие наименьшим предельным размерам охватывающих поверхностей (отверстий) и наибольшим предельным размерам охватываемых поверхностей (валов). При отклонениях действительных размеров от указанных выше предельных значений (в пределах полей допусков на размеры) допускается превышение проставленных на чертеже предельных отклонений расположения на величину, компенсированную отклонениями размеров.
Пояснения к понятию о зависимых допусках расположения приведены в приложении 1 к настоящему стандарту.
9. Независимым называется допуск расположения, величина которого определяется только заданным предельным отклонением расположения и не зависит от действительных отклонений размеров рассматриваемых поверхностей.
11. ОПРЕДЕЛЕНИЯ ОТКЛОНЕНИЙ
А. Отклонения формы
10. Неплоскост н ость (отклонение от плоскостности) — наибольшее расстояние от точек реальной поверхности до прилегающей плоскости (черт. 4).
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
ГОСТ 10356—63
11. Непрямолинейность (отклонение от пря!моли-ценности)—наибольшее расстояние от точек реального профиля до прилегающей прямой (черт. 5).
Прилегающая прямая
Заданная длина
Реальный профиль
Непрямояинейностъ
Черт. 5
12. Элементарными (простейшими) видами неплоскостно-сти и непрямолинейности являются:
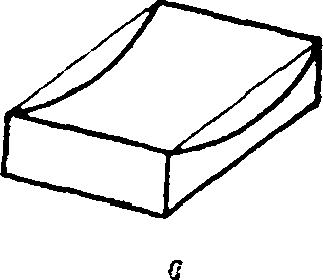
а) вогнутость — отклонение, при котором удаление точек реальной поверхности (профиля) от прилегающей плоскости (прямой) увеличивается от краев к середине (черт. 6а);
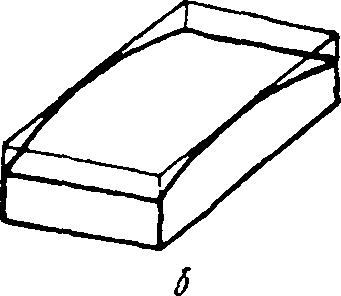
б) выпуклость — отклонение, при котором удаление точек реальной поверхности (реального профиля) от прилегающей плоскости (прямой) уменьшается от краев к середине (черт. 66).
Черт. 6
ГОСТ 10356—63
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
13. Нецилкндричность (отклонение от цилиндрич-ности) —наибольшее расстояние от точек реальной поверхности до прилегающего цилиндра (черт. 7).
Черт. 7
Нецилиндричность включает некруглость и отклонение профиля продольного сечения.
14. Некруглость (отклонение от круглости)—наибольшее расстояние от точек реального профиля до прилегающей окружности (черт. 8).
Прилегающая окружность
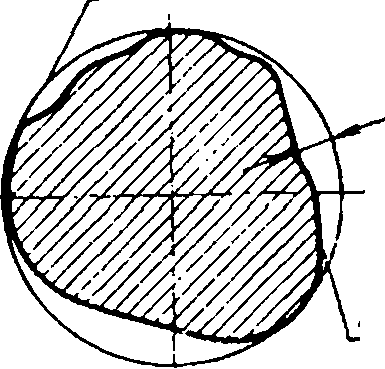
Некруглость
Реальный
профиль
Черт. 8
Некруглость характеризует совокупность всех отклонений формы поперечного сечения цилиндрической поверхности.
15. Элементарными видами некруглости являются:
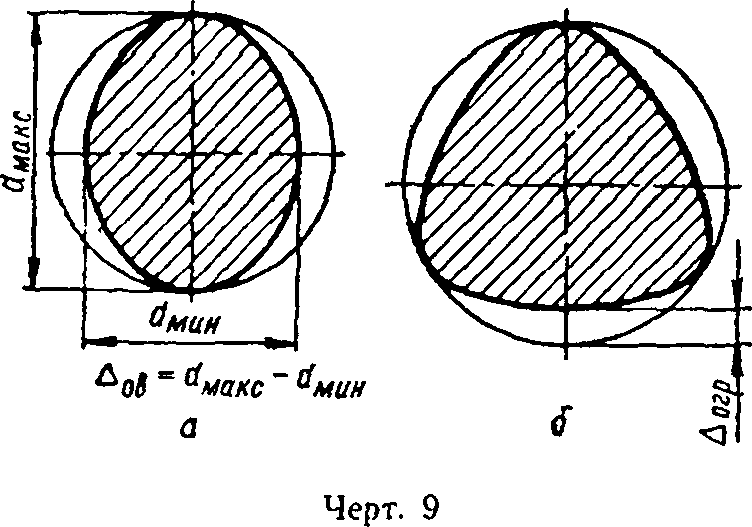
а) Овальность — отклонение, при котором реальный профиль представляет собой овалообразную фигуру, наибольший и наименьший диаметры которой находятся во взаимно перпендикулярных направлениях (черт. 9а). За величину
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
ГОСТ 10356—63
овальности принимается разность между наибольшим и наи-меньшим диаметрами сечения, т. е. удвоенная величина некруглости;
б) огранка — отклонение, при котором реальный профиль представляет собой многогранную фигуру (черт. 96). Количественно огранка оценивается так же, как некруглость.
16. Отклонение профиля продольного сечения цилиндрической поверхности — наибольшее расстояние от точек реального профиля до соответствующей стороны прилегающего профиля (черт. 10). Прилегающий профиль образуется двумя параллельными прямыми, соприкасающимися с реальным профилем вне материала детали и расположенными по отношению к нему так, чтобы отклонение формы было наименьшим. Отклонение профиля продольного сечения характеризует совокупность всех отклонений формы в этом сечении.
Прилегающий профиль
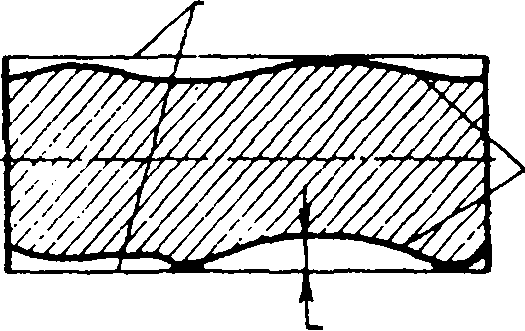
Реальный профиль
Отклонение
__профили продольного сечения
Черт. 10
3 ГОСТ 10356-
ГОСТ 10356—63
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
17. Элементарными видами отклонения профиля продольного сечения являются:
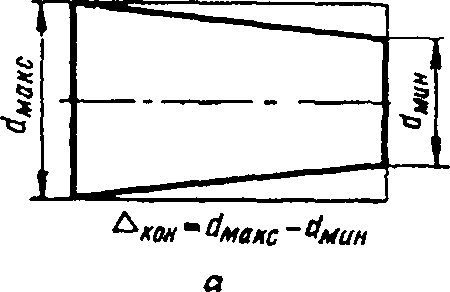
а) к о н у с о о б р а з н о с т ь — отклонение, при котором образующие продольного сечения прямолинейны, но не параллельны (черт. 11а);
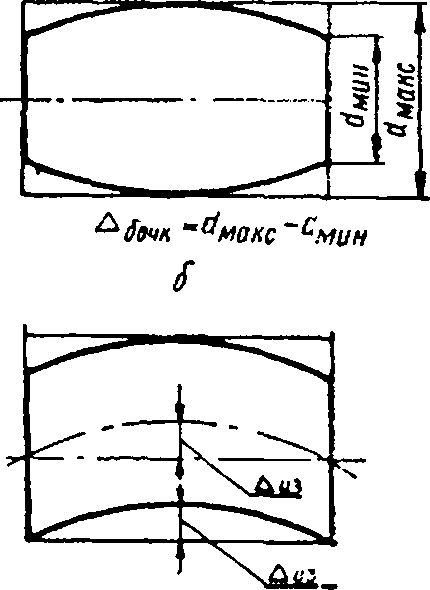
б) бочкообразность — непрямолинейность образующих, при которой диаметры увеличиваются от краев к середине сечения (черт. 116);
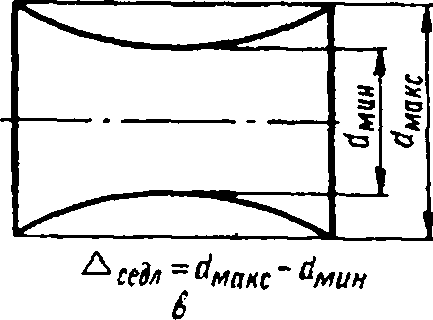
в) седлообразность — непрямолинейность образующих, при которой диаметры уменьшаются от краев к середине сечения (черт. Не).
За величину конусообразности, бочкообразности и седло-образности принимается разность между наибольшим и наименьшим диаметрами продольного сечения, т. е. удвоенная величина отклонения профиля продольного сечения;
г) изогнутость — непрямолинейность геометрического места центров поперечных сечений цилиндрической поверхности (черт. lie). Количественно изогнутость оценивается так же, как отклонение профиля продольного сечения.
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
ГОСТ 10356—63
Б. Отклонения расположения
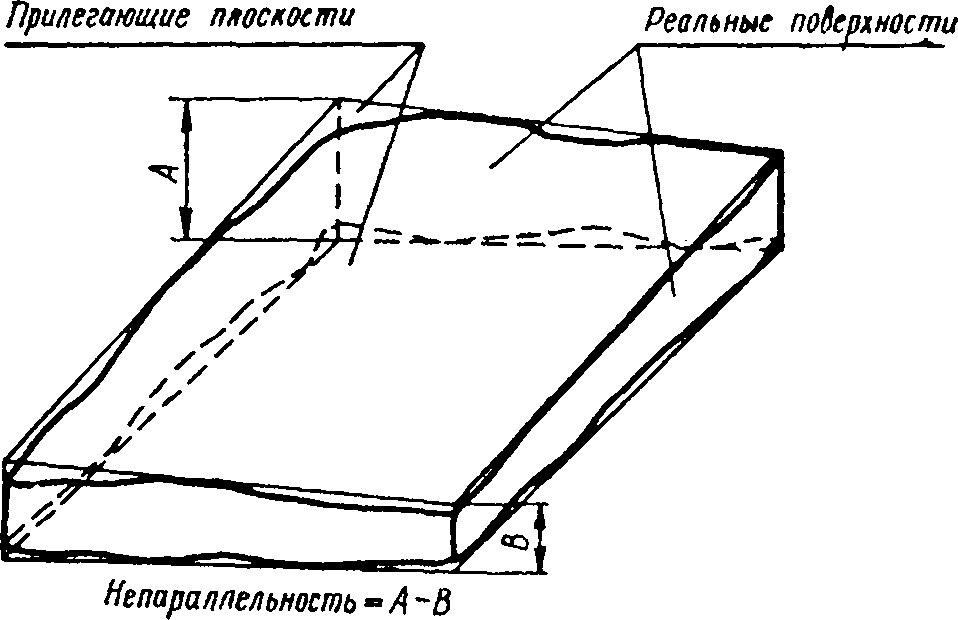
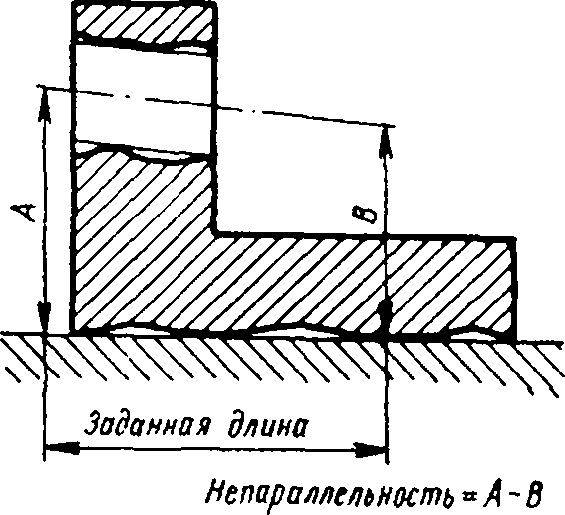
18. Непараллельность (отклонение от параллельности) плоскостей — разность наибольшего и наименьшего расстояний между прилегающими плоскостями на заданной площади или длине (черт. 12).
Черт. 12
19. Непараллельность (отклонение от параллельности) прямых в плоскости —разность наибольшего и наименьшего расстояний между прилегающими прямыми на заданной длине (черт. 13).
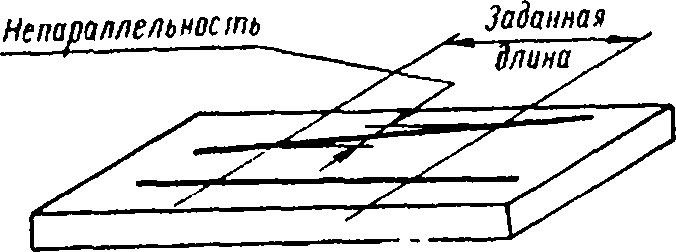
Черт. 13
20. Непараллельность (отклонение от параллельности) осей поверхностей вращения (или прямых в пространстве) — непараллельность проекций осей на их общую теоретическую плоскость, проходящую через одну ось и одну из точек другой оси (черт. 14).
ГОСТ 10356—63
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
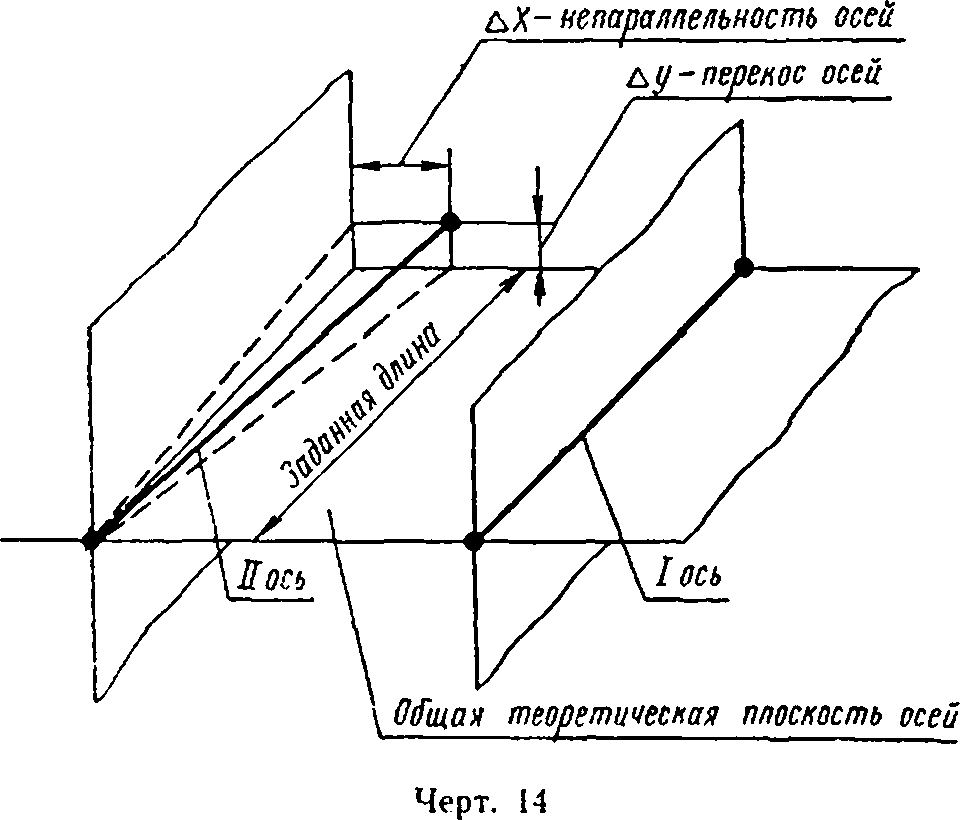
21. Перекос осей (или прямых в пространстве)—не-параллельность проекций осей на плоскость, перпендикулярную к общей теоретической плоскости и проходящую через одну из осей (черт. 14).
22. Непараллельность (отклонение от параллельности) оси поверхности вращения и плоскости— разность наибольшего и наименьшего расстояний между прилегающей плоскостью и осью поверхности вращения на заданной длине (черт. 15).
Черт. 15
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
ГОСТ 10356—63
23. Неперпендикул яркость (отклонение от перпендикулярности) плоскостей, осей или оси и плоскости — отклонение угла между плоскостями, осями или осью и плоскостью от прямого угла (90°), выраженное в линейных единицах на заданной длине (черт. 16). Отклонение от перпендикулярности определяется от прилегающих поверхностей или линий.
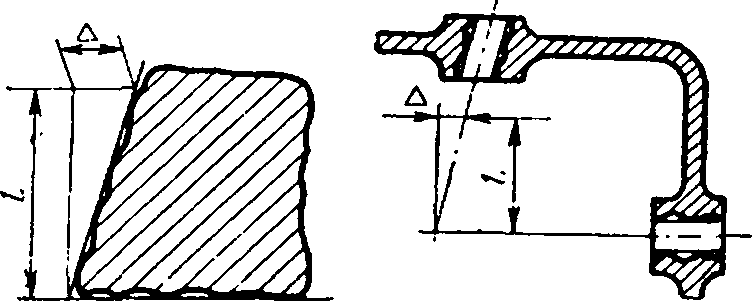
д- непърпендикулярность
L-заданная длина
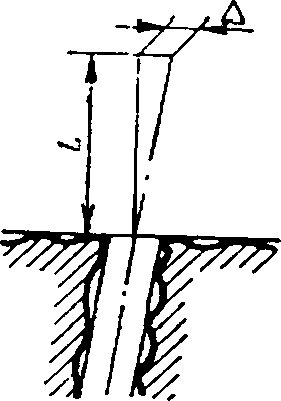
Черт. 16
Примечание к пп. 18—23. Если длина, к которой следует относить отклонение расположения, не задана, то оно должно определяться на всей длине рассматриваемой поверхности.
24. Торцовое биение —разность наибольшего и наименьшего расстояний от точек реальной торцовой поверхности, расположенных на окружности заданного диаметра, до плоскости, перпендикулярной к базовой оси вращения (черт. 17). Если диаметр не задан, то торцовое биение определяется на наибольшем диаметре торцовой поверхности.
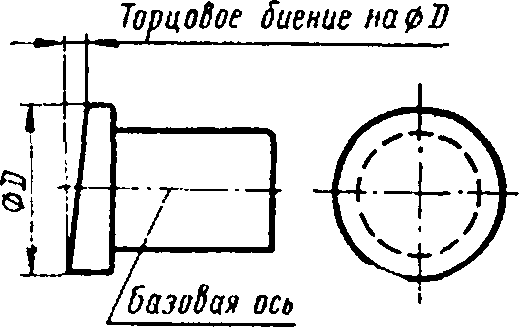
Черт. 17
Торцовое биение является результатом неперпендикуляр-ности торцовой поверхности к базовой оси и отклонения формы торца по линии измерения.
ГОСТ 10356—83
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
25. Несоосность (отклонение от соосности) относительно базовой поверхности — наибольшее расстояние между осью рассматриваемой поверхности и осью базовой поверхности на всей длине рассматриваемой поверхности или расстояние между этим осями в заданном сечении (черт. 18).
Базо&ая
поверхность 1 Несоосность
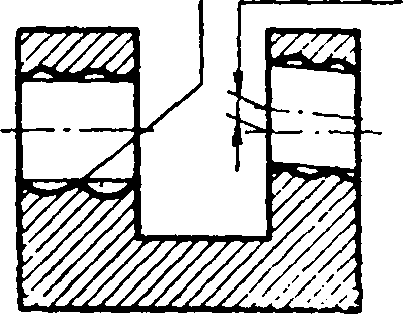
Черт. 18
26. Несоосность (отклонение от соосности) относительно общей ос и — наибольшее расстояние от оси рассматриваемой поверхности до общей оси двух или нескольких номинально соосных поверхностей вращения в пределах длины рассматриваемой поверхности (черт. 19).
Общая ось
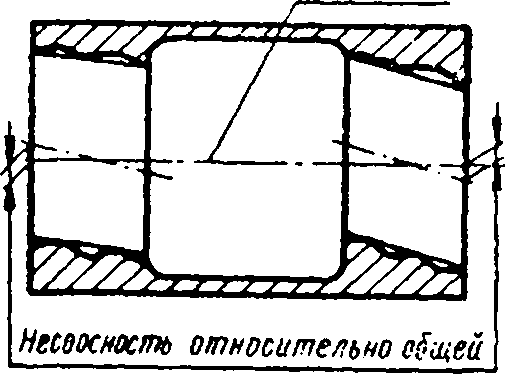
оси
Черт. 19
Общей осью двух или нескольких поверхностей при контроле соосности калибро«м является ось калибра (иесоосно-•стью ступеней калибров в данном определении пренебрегаем).
За общую ось двух поверхностей при контроле соосности универсальными средствами измерения принимается прямая,
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
ГОСТ 10356—63
проходящая через эти оси в средних сечениях рассматриваемых поверхностей.
Примечание. Несоосность относительно общей оси целесообразно оговаривать при двух разнесенных поверхностях или при числе поверхностей более двух, если ни одна из этих поверхностей не является базовой.
27. Радиальное биение — разность наибольшего и наименьшего расстояний от точек реальной поверхности до базовой оси вращения в сечении, перпендикулярном к этой оси (черт. 20).
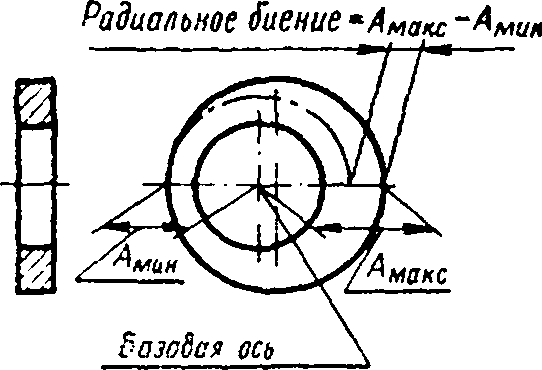
Черт. 20
Радиальное биение является результатом смещения центра (эксцентриситета) рассматриваемого сечения относительно оси вращения (эксцентриситет вызывает вдвое большее по величине радиальное биение) и некруглости.
Примечание. Для поверхностей вращения, образующая которых непараллельна базовой оси (например, конических) оговаривается биение в направлении, перпендикулярном к рассматриваемой поверхности.
28. Непересечение осей (отклонение от пересечения) — кратчайшее расстояние между осями, номинально пересекающимися (черт. 21).
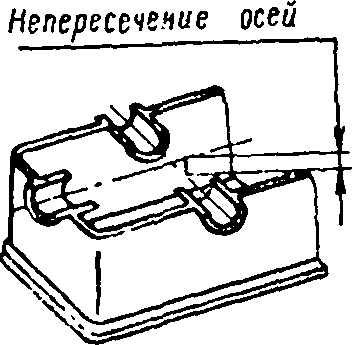
Черт. 21
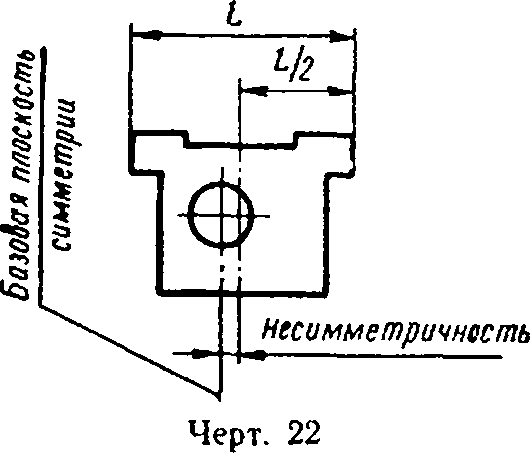
29. Несимметричность (отклонение от симметричности)— наибольшее расстояние между плоскостью симмет-
ГОСТ 10356—63
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
рии (осью симметрии) рассматриваемой поверхности и плоскостью симметрии (осью симметрии) базовой поверхности (черт. 22).
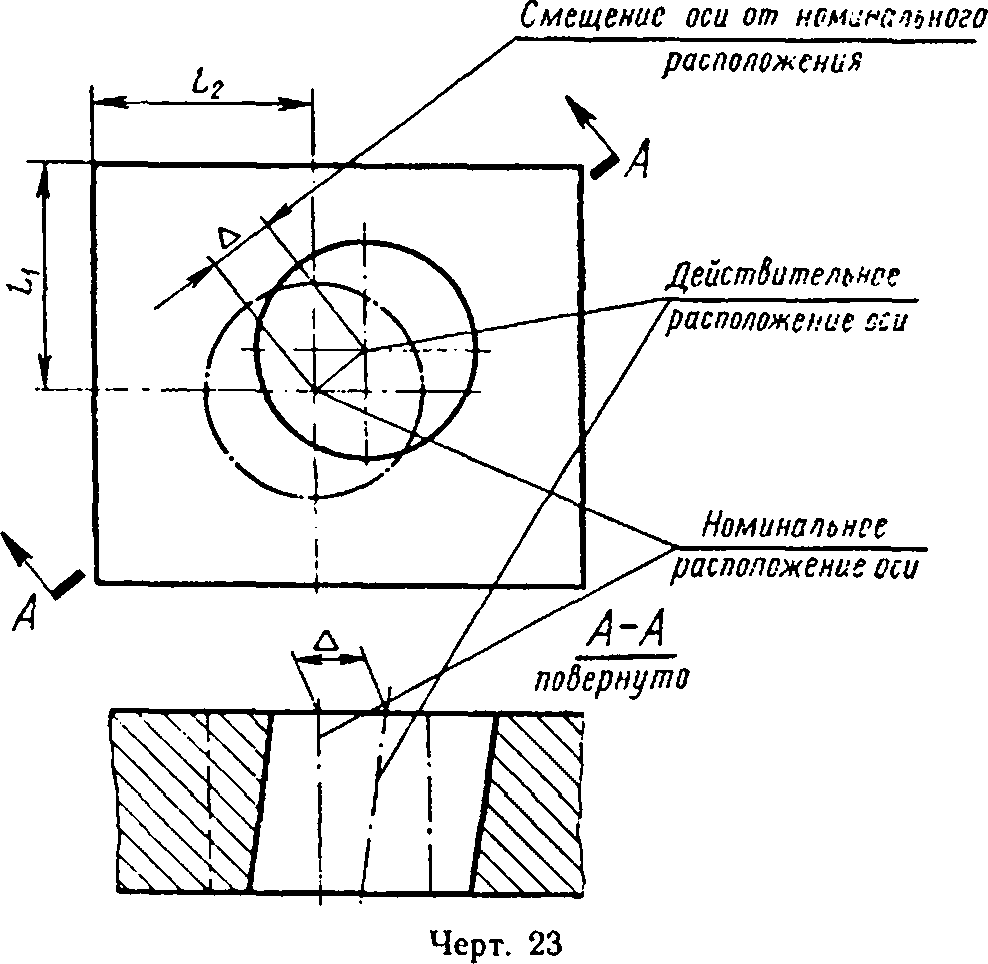
30. Смещение оси (или плоскости симметрии) от номинального расположения — наибольшее расстояние между действительным и номинальным расположениями оси (или плоскости симметрии) на всей длине рассматриваемой поверхности (черт. 23). Если заданы базы, то номинальное расположение определяется относительно баз.
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
ГОСТ 10356-63
Примечание. Отклонения размеров, определяющих расположение осей или плоскостей симметрии, могут ограничиваться двумя способами:
а) заданием предельных отклонений для расстояний между осями или плоскостями симметрии (черт. 24а);
б) заданием предельного смещения осей или плоскостей симметрии от номинального расположения (черт. 246).
•н
а
-4 | ||||
(2 | Смещение осей отверстии от номинального расположении не $олее 4 | |||
2 | ) | г | ■ | |
Я | л | 1 |
о
Черт. 24
зависимых допусках
Второй способ рекомендуется применять при расположения.
III. ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
31. Предельные отклонения формы и расположения поверхностей приведены в табл. 1—4 и должны назначаться при наличии особых требований, вытекающих из условий работы, изготовления или измерения деталей. В остальных случаях отклонения формы и расположения поверхностей ограничиваются полем допуска на размер (см. примечания к табл. 2 и 3) или регламентируются в нормативных материалах на допуски, не проставляемые у размеров.
Таблица 1 Предельные отклонения от плоскостности и прямолинейности
Степени точности
Интервалы номинальных длин, мм | I | 11 | III | IV | V | VI | VII | VIII | IX | X |
Предельные отклонения, | мк | |||||||||
До 10 Св. 10 . 25 . 25 , 60 | 0,25 0.4 0,6 | 0,4 0,6 1 | 0,6 1 1,6 | 1 1,6 2,5 | 1,6 2,5 4 | 2,5 4 6 | 4 6 10 | 6 10 16 | 10 16 25 | 16 25 40 |
ГОСТ 10356—63 | Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения | |||||||||
Продолжение | ||||||||||
Степе | н и | точности | ||||||||
Интервалы номинальных длин, мм | I | п | III | IV | V | VI | VII | VIII | IX | X |
Предельные отклонения, | мк | |||||||||
Св. 60 до 160 | 1 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 |
„ 160 „ 400 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 |
. 400 . 1000 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 |
, 1000 , 2500 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 |
. 2500 , 6300 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 |
. 6300 . 10000 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | 600 |
Примечание. Допускается нормирование плоскостности числом пятен на заданной площади при контроле <ка краску». | ||||||||||
Таблиц | а 2 | |||||||||
Предельные отклонения формы цилиндрических поверхностей | ||||||||||
Интервалы номинальных диаметров, мм | Степе | и и | том но с т и | |||||||
1 | п | Ш | IV | V | VI | VII | VIII | IX | X | |
Предельные отклонения, | мк | |||||||||
До 6 | 0,3 | 0,5 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 12 | 20 |
Св. 6 . 18 | 0,5 | 0,8 | 1.2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 |
. 18 . 50 | 0.6 | 1 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 |
„ 50 , 120 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 |
. 120 . 260 | 1 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 |
„ 260 , 500 | 1.2 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 |
, 500 , 800 | 1.6 | 2.5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 |
, 800 , 1250 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 |
. 1250 , 2000 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 |
П р и м е ч а н и я: | ||||||||||
|
Отклонения формы и расположения поверхностей. Основные определения. Предельные отклонения
ГОСТ 10356—63
Таблица 3
Предельные отклонения от параллельности и перпендикулярности и предельные значения торцового биения
Степени точное т*и
Интервалы номинальных | I | II | III | IV | V | VI | VII | VIII | IX | X | XI | XII | |
размеров, | ММ | ||||||||||||
Предельные отклонения, | мк | ||||||||||||
До | 10 | 0.4 | 0.6 | 1 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 |
Св. 10 , | 25 | 0,6 | 1 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 |
. 25 . | 60 | 1 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 |
. 60 . | 160 | 1,6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 |
. 160 . | 400 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 |
. 400 . | 1000 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | 600 |
, 1000 , | 2500 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | 600 | 1000 |
. 2500 . | 6300 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | 600 | 1000 | 1600 |
. 6300 , | 10000 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 | 600 | 1000 | 1600 | 2500 |
Примечания:
1. Под номинальным размером понимается длина, на которой задается предельное отклонение от параллельности и перпендикулярности, или диаметр, на котором задается предельное торцовое биение.
2. При отсутствии указаний о предельных отклонениях от параллельности эти отклонения ограничиваются полем допуска на расстояние между поверхностями, их осями или плоскостями симметрии.
Таблица 4 Предельные значения радиального биения
Интервалы | Степе | в и | точности | ||||||||
номинальных | |||||||||||
диаметров» | 1 | II | 111 | IV | V | VI | VII | VIII | IX | X | |
мм | Предельные значения, мк | ||||||||||
До | 6 | — | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | |
Св. 6 „ | 18 | 1.6 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 |
. 18 , | 50 | 2 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 |
. 50 . | 120 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 |
. 120 . | 260 | 3 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 |
, 260 . | 500 | 4 | б | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 |
» 500 , | 800 | 5 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 300 |
. 800 . | 1250 | 6 | 10 | 16 | 25 | 40 | 60 | 100 | 160 | 250 | 400 |
. 1250 . | 2000 | 8 | 12 | 20 | 30 | 50 | 80 | 120 | 200 | 300 | 500 |
значений
предельных
несоосности
получения
Для случае, если они оговариваются независимым допус-
Примечание.
и несимметричности в
ком, указанные в таблице величины должны уменьшаться вдвое с последующим округлением результата до ближайшего предпочтительного числа, приведенного в этой таблице.
ПРИЛОЖЕНИЕ 1 я ГОСТ 10356-63
О ЗАВИСИМЫХ ДОПУСКАХ РАСПОЛОЖЕНИЯ
Зависимые допуски расположения назначаются для деталей, которые сопрягаются с контрдеталями одновременно по двум или нескольким поверхностям и для которых требования взаимозаменяемости сводятся к обеспечению собираемости (под собираемостью понимается возможность соединения деталей по всем сопрягаемым поверхностям с соблюдением заданных условий сборки, например, гарантированного зазора). Зависимые допуски связаны с зазорами между сопрягаемыми поверхностями. На чертежах проставляются минимальные значения допусков, соответствующие наименьшим зазорам. При отклонениях действительных размеров от пределов, соответствующих наименьшим зазорам, зазоры в соединении возрастают, и, следовательно, могут быть допущены большие отклонения расположения.
Пример 1. Для отверстий 0 15А3(+0,035) и 0 25А3( + 0,045) детали, изображенной на черт. 25, назначена предельная несоосность 0,05 мм (допуск зависимый). Указанное значение несоосности является наименьшим и относится к деталям, у которых диаметры отверстий имеют наименьшие предельные значения. Всякое отклонение действительных диаметров от этих пределов означает увеличение суммарного зазора по обеим поверхностям (ступеням) соединения. Предельная несоосность А связана с суммарным зазором в обеих ступенях Zj+z2 зависимостью:
д=х£1±£з
2
025А3
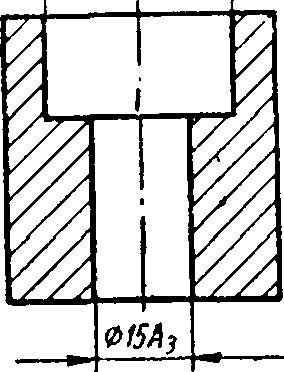
Несоосность отверстий 015 и 025 0.05 макс /допуск зависимый }
Черт. 25
При наибольших предельных диаметрах отверстий (15.035 и 25,045 леи) суммарный зазор увеличивается по сравнению с минимальным значением на величину не менее чем 0,035+0,045=0,08 мм.
Следовательно, может быть допущена дополнительная несоосность -^-•0,08=0,04 мм.
Наибольшая предельная несоосность Диаиб при этих диаметрах составит
Днаиб = 0,05 + 0,04 = 0,09 леи
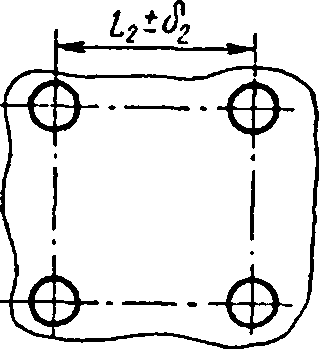
Пример 2. Для планки с двумя отверстиями 0 5,2+0»3 леи под крепежные детали 0 5 мм (черт. 26) допуск на расстояние между осями отверстий задан ±0,2 мм (допуск зависимый). Допуск Анаим рассчитан исходя из наименьшего зазора гнаим по формуле
Апакм = —
2от{.Ф5,2*°’3
х 5“ |
40*0,2 I |
(допуск зависимый)
Черт. 26
При наибольших предельных диаметрах отверстий зазоры увеличатся не менее чем на 0,3 мм и без ущерба для собираемости деталей можно допустить отклонение расстояния между осями отверстий в пределах
Анйиб—±(0,24-0,3) = ±0,5 мм.
Рациональным средством контроля расположения поверхностей в случае назначения зависимых допусков являются проходные комплексные калибры. Признаком годности детали является вхождение калибра в деталь. При этом имеют место те же зависимости между зазорами и отклонениями расположения, что и для соединения деталей. Всякое отклонение действительного размера проверяемой поверхности от предельного значения, соответствующего наименьшему зазору, будет означать увеличение зазора между контролируемой деталью и калибром, а следовательно, и увеличение предельного отклонения расположения, ограничиваемого калибром. Так как такое же увеличение зазора будет н в соединении данной детали с парной деталью, то нарушения взаимозаменяемости не произойдет. Таким образом, применение калибров позволяет осуществить правила приемки деталей, вытекающие из толкования зависимых допусков, причем это происходит автоматически, без определения действительных отклонений размеров и каких-либо расчетов.
ПРИЛОЖЕНИЕ 2 к ГОСТ 10356—63
ПРИМЕРЫ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Приведенные в настоящем приложении примеры измерения служат лишь для пояснения определений и не предопределяют методики контроля отклонений формы и расположения поверхностей.
А. Примеры измерения отклонений формы
Общее замечание
Исключение влияния шероховатости поверхности при контроле отклонений формы практически достигается применением измерительных наконечников с радиусом закругления, значительно большим (в 100—1000 раз), чем у алмазных игл, применяемых при контроле шероховатости поверхности.
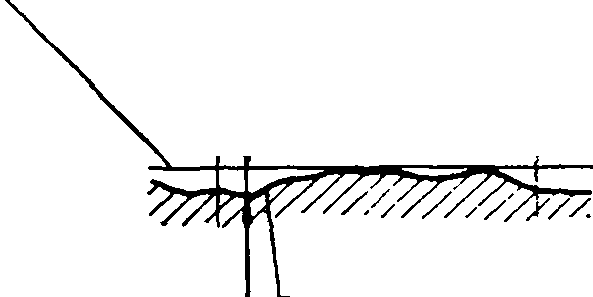
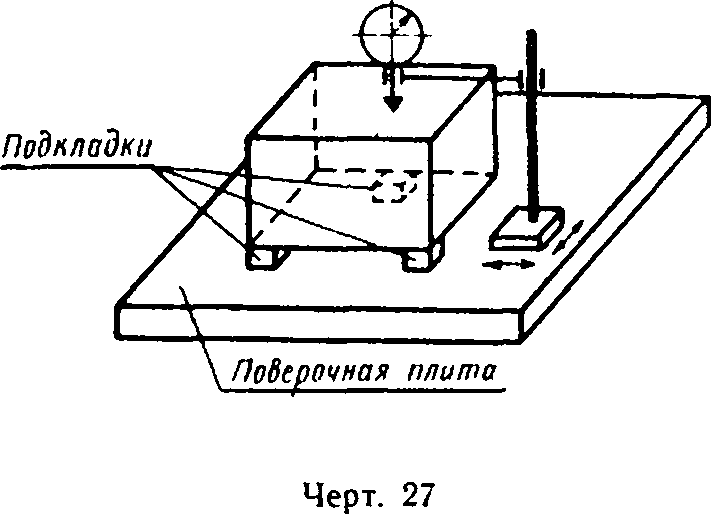
Ненлоскостность
Деталь выверяется так, чтобы три точки проверяемой поверхности, не лежащие на одной прямой (по возможности наиболее разнесенные между собой), находились на одинаковом расстоянии от плоскости поверочной плиты. Приближенно принимается, что при такой выверке прилегающая плоскость параллельна плоскости поверочной плиты. Определяется разность показаний измерительной головки при перемещении ее в различных направлениях (черт. 27).
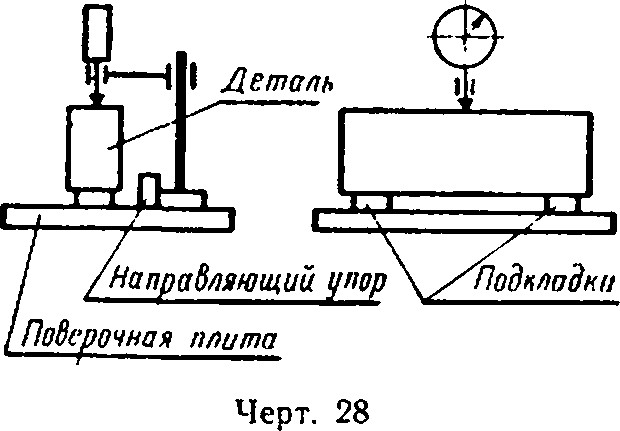
Непрямолинейность
По результатам измерения расположения точек проверяемого сечения относительно базовой плоскости (например, плоскости контрольной плиты или поверхности горизонта) строится профилограмма сечения. На диаграмме проводится прилегающая прямая, от которой отсчитываются отклонения.
При упрощенном контроле непрямоликейности деталь выверяется так, чтобы две точки проверяемого отрезка (по возможности наиболее разнесенные между собой) находились на одинаковом расстоянии от плоскости поверочной плиты. Приближенно принимается, что при такой выверке прилегающая прямая параллельна плоскости поверочной плиты.
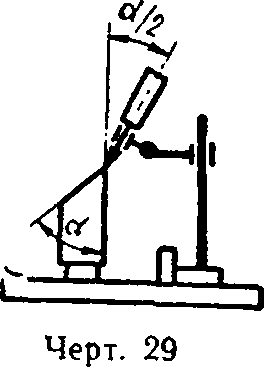
Определяется разность между наибольшим и наименьшим показаниями измерительной головки (черт. 28). Если необходимо определить отклонение от прямолинейности линии пересечения двух плоскостей, то плоскость измерения должна проходить через биссектрису угла между обеими плоскостями (черт. 29).
Нецилиндричность
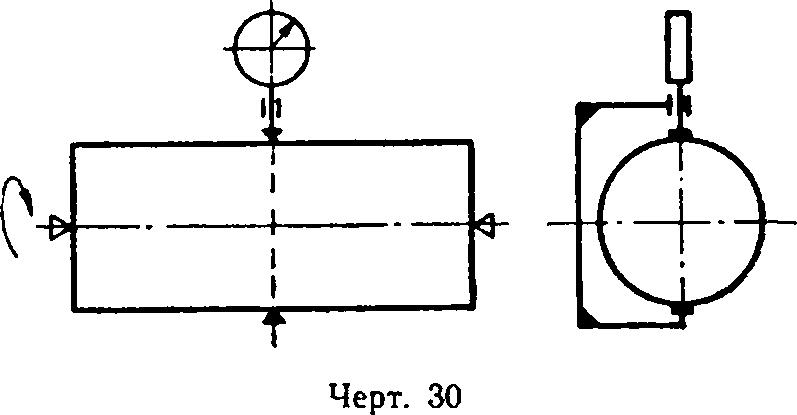
При отсутствии огранки с нечетным числом граней и изогнутости нецилиндричность определяется как полуразность между наибольшим и наименьшим диаметрами поверхности, измеренными двухконтактным прибором (черт. 30). Если имеются огранка с нечетным числом граней или изогнутость, то для косвенного определения нецилиндричиости они измеряются отдельно (примеры измерения приведены ниже) и суммируются с полуразностью между наибольшим и наименьшим диаметрами. Суммирование производится арифметически, если не известны закономерности, которым следуют сочетания различных погрешностей.
Некруглость
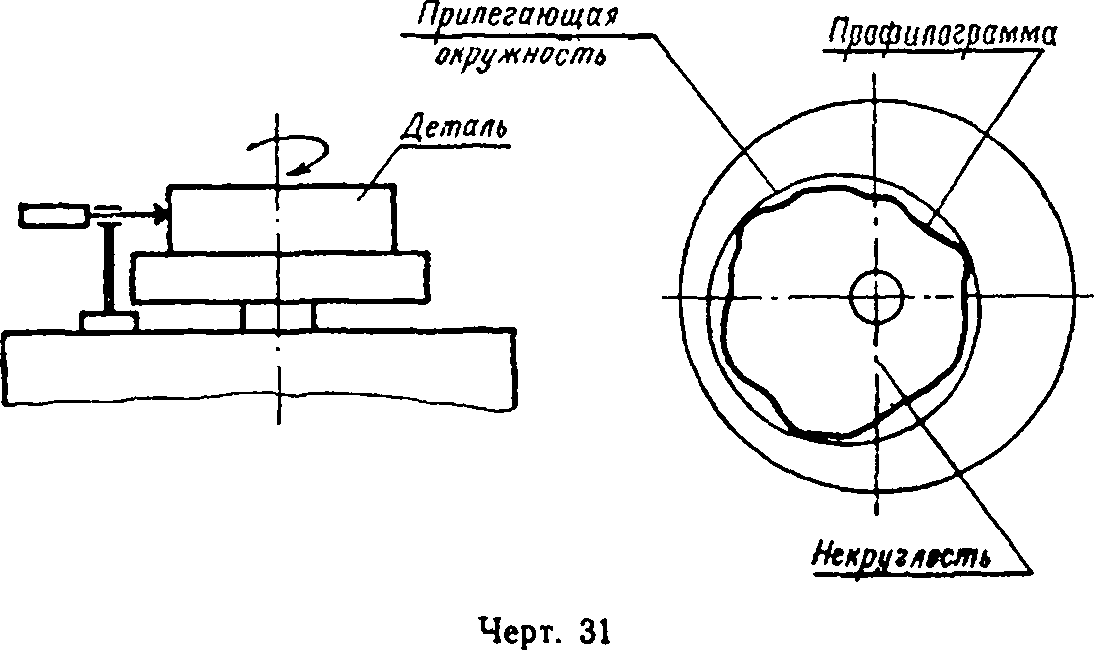
На приборе, обеспечивающем точное вращение проверяемой детали и датчика относительно друг друга, записывается профилограмма поперечного сечения (черт. 31). Деталь предварительно центрируется. Остаточный эксцентриситет проверяемого сечения относительно оси вращения исключается проведением на диаграмме прилегающей окружности (при записи в полярных координатах) или синусоиды, соответствующей прилегающей окружности (при записи в прямоугольных координатах), от которой отсчитываются отклонения.
При отсутствии огранки с нечетным числом граней некруглость определяется как полуразность между наибольшим и наименьшим диаметрами сечения, измеренными двухконтактиым прибором.
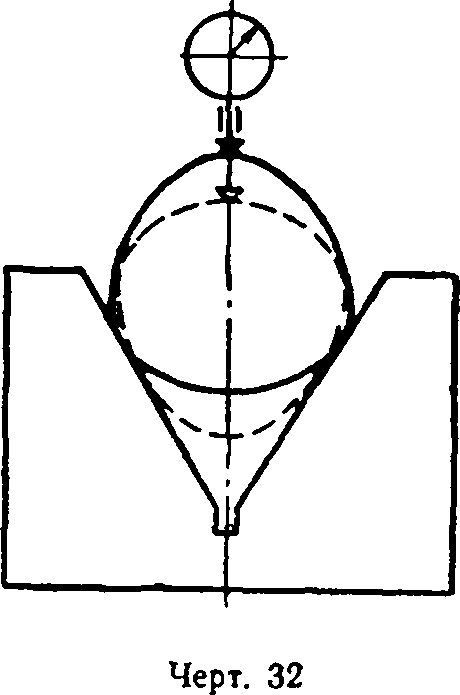
Овальность определяется измерением наибольшей разности диаметров в двух взаимно перпендикулярных направлениях. Огранка измеряется в кольце или на призме. При контроле на призме (черт, 32) величина огранки определяется пересчетом показания отсчетной головки с учетом числа граней и угла призмы.
Отклонение профиля продольного сечения
При одной установке детали записываются одна возле другой профилограммы обеих образующих продольного сечения. На диаграмме строится прилегающая фигура, от сторон которой отсчитываются отклонения. При отсутствии изогнутости отклонение профиля продольного сечения определяется как полуразность между наибольшим и наименьшим диаметрами сечения, измеренными двухконтактным прибором.
Ко ну сообрази ость определяется измерением диаметров по краям продольного сечения, абочкообразность и седлообразно с т ь — по краям и в середине продольного сечения.
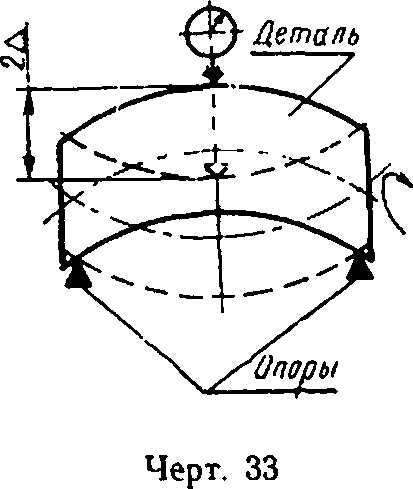
Изогнутость определяется при вращении детали, базирующейся на двух разнесенных опорах, под наконечником измерительной головки (черт. 33). Колебание показаний головки равно удвоенной величине изогнутости.
Б. Примеры измерения отклонений расположения
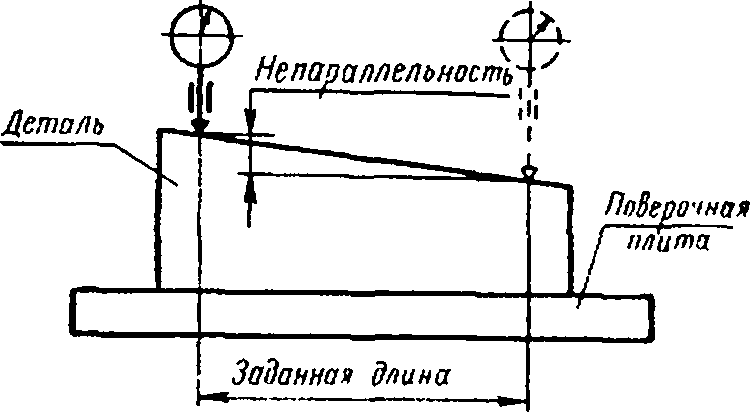
Непараллельное™ плоскостей
Деталь устанавливают базовой поверхностью на поверочной плите, относительно которой определяется разность размеров на заданной длине (черт. 34). Неилоскостность проверяемой поверхности в данном случае войдет в погрешность измерения.
Черт. 34
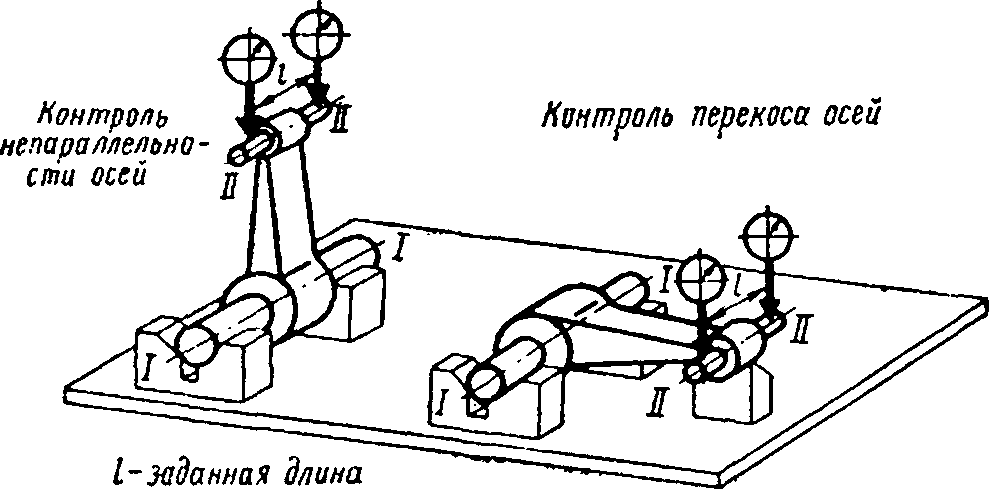
Непараллельное™ и перекос осей
Непараллельное™ осей практически определяется как разность расстояний между осями на заданной длине.
Непараллельное™ и перекос осей могут быть определены с помощью индикаторного прибора (черт. 35). Деталь выверяется так, чтобы ось 1—1 была параллельна плоскости поверочной плиты.
Черт. 35
П р и м е ч а н и е. Расположение оси цилиндрической прилегающей поверхности при измерении обычно определяется по соответствующей образующей этой поверхности (это относится и к другим примерам измерения расположения цилиндрических поверхностей).
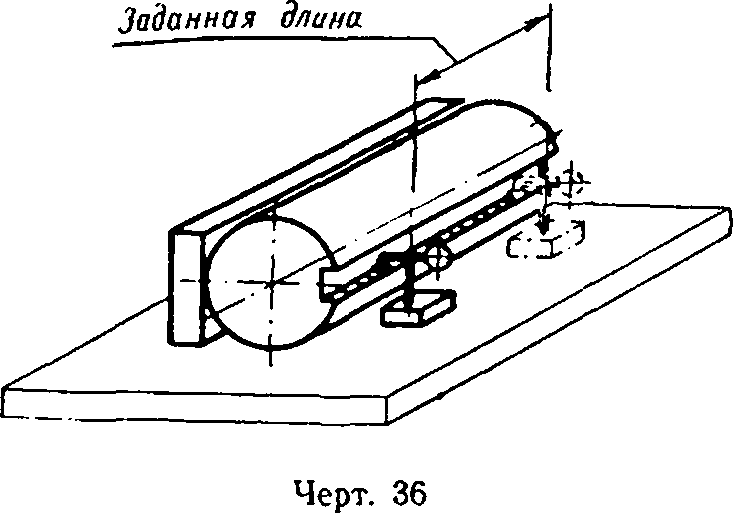
Непараллельное™ осн и плоскости
Если базовой является цилиндрическая поверхность, деталь устанавливается на поверочной плите согласно черт. 36. Определяется разность показаний измерительной головки на заданной длине. Непрямолинейность проверяемой поверхности в данном случае вызовет погрешность измерения.
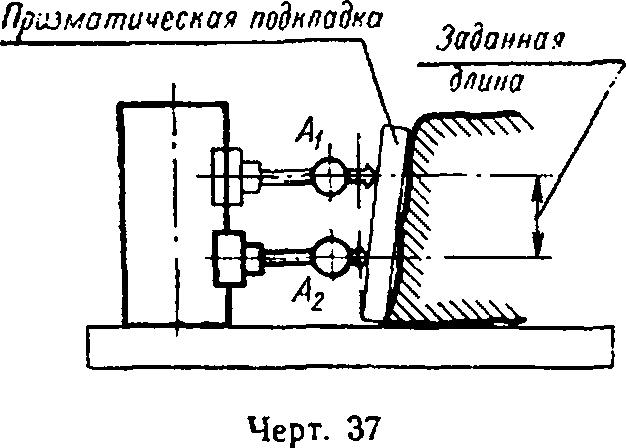
Неперпендикулярность
Деталь устанавливают базовой поверхностью на поверочной плите. Определяют на заданной длине разность показаний измерительной головки, перемещающейся перпендикулярно к плоскости плиты (черт. 37).
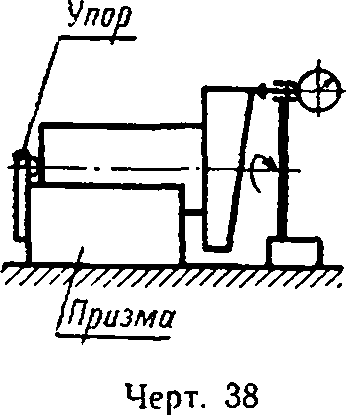
Торцовое биение
Деталь устанавливается базовой поверхностью и фиксируется в осевом направлении (черт. 38). Определяется разность между наибольшим и наименьшим показаниями измерительной головки, полученными при вращении детали.
Нссооспость
Несоосность относительно базовой поверхности определяется обычно измерением радиального биения проверяемой поверхности в заданном сечении или в крайних сечениях при вращении детали вокруг оси базовой поверхности.
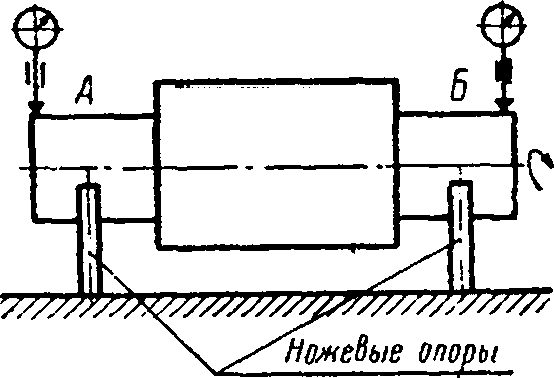
Несоосность шеек вала А и Б (черт. 39) относительно их общей оси определяется при вращении вала на двух ножевых опорах, находящихся в средних сечениях шеек.
Черт. 39
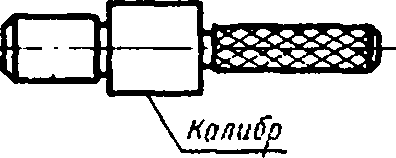
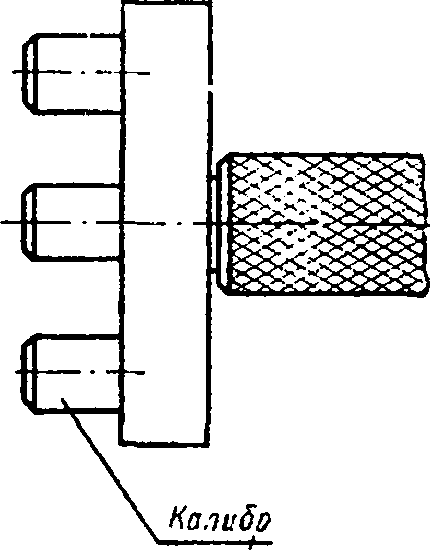
При зависимых допусках несоосность целесообразно контролировать с помощью калибров (черт. 40).
Деталь
Черт. 40
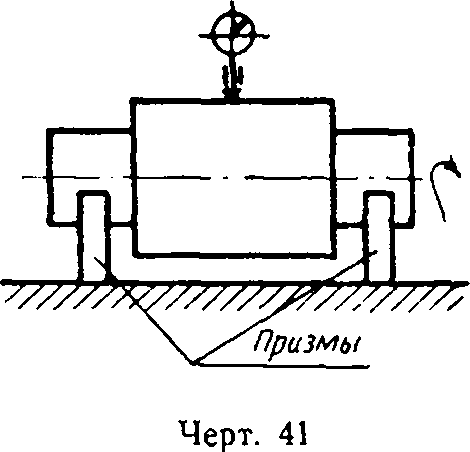
Радиальное биение
Деталь устанавливается базовыми поверхностями на призмы (черт. 41). Определяется разность между наибольшим и наименьшим показаниями измерительной головки, полученными при повороте детали на полный оборот.
Несимметричность
Поворачивая деталь на 180°, при помощи измерительной головки определяют полуразность расстояний А и В (черт. 42).
При зависимых допусках несимметричность целесообразно контролировать калибрами.
Несимметричность =
"—1 | 1—& | |||
V/7 А—* | .JE | (М | г | S' - ____г |
Черт. 42
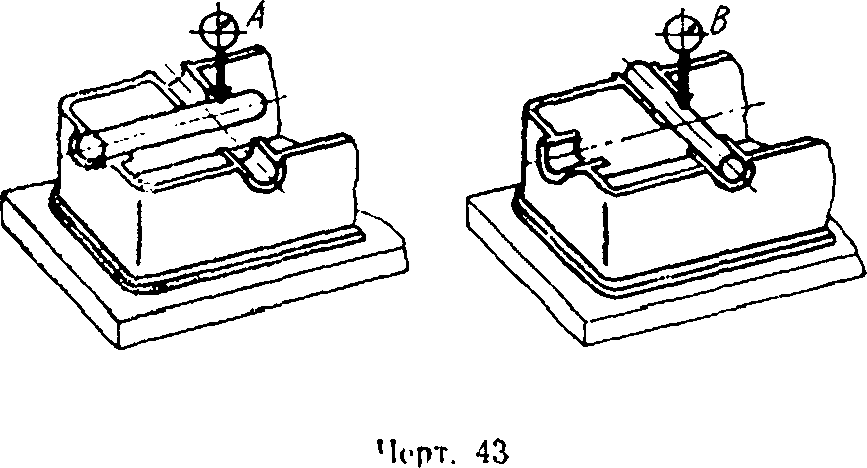
Н е п е р е с с ч с п и с осей
Измеряется высота образующей соответствующей оправки над базовой поверхностью в точке пересечения осей (положения А и В, черт. 43). Определяется разность показаний измерительной головки с учетом диаметров применяемых оправок.
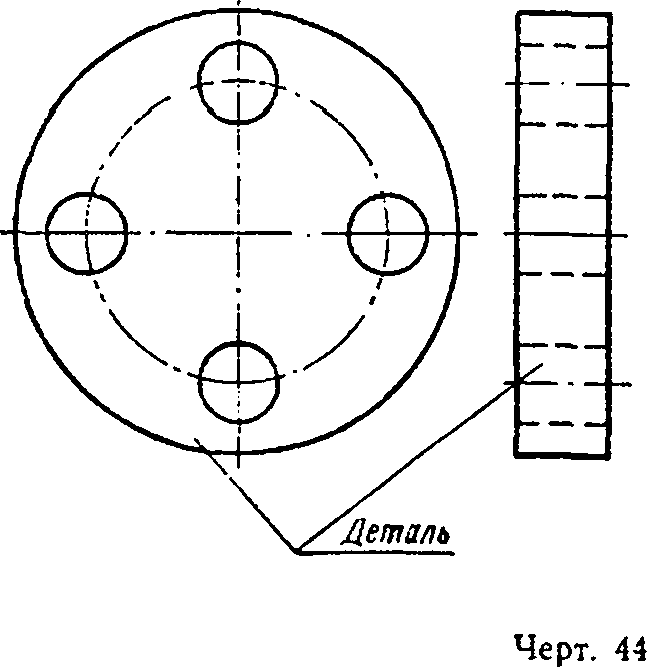
Предельное смещение осей или плоскостей симметрии от номинального расположения
Контролируется калибром, измерительные поверхности которого имеют размеры, определенные с учетом предельного смещения, и расположение, совпадающее с номинальным расположением контролируемых поверхностей (черт. 44). Если смешение от номинального расположения задано относительно баз, калибр должен иметь соответствующие базовые поверхности.
Стлпл-цппи. Мосдпя. Сдано о паб 9Д11*63 г. Поди, в печ. 11/V-63 г. 1.75 п. л.
<.*4-, I А. W > •'■■■■И » ■ ■ I iiiiwi i ■ ■ *■ ■ !■ ■ ■ w
Тир. 15000. Тип tMocKuhCKHp псчоИ'нк». Москва, Лялин огр. 6. Зак. 948
{kind=link}