ГОСТ Р 57179-2016
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СВАРКА РЕЛЬСОВ ТЕРМИТНАЯ
Методика испытаний и контроля качества
Thermite welding of rails. Methods of testing and quality control
ОКС 19.060.
Дата введения 2017-06-01
Предисловие
1 РАЗРАБОТАН Закрытым акционерным обществом "СНАГА"
2 ВНЕСЕН Техническим комитетом ТК 210 "Технологическое обеспечение создания и производства изделий"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 21 октября 2015 г. N 1476-ст
4 Настоящий стандарт может быть применен на добровольной основе для соблюдения требований технических регламентов
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Апрель 2019 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт устанавливает основные требования к методам испытаний и контроля качества сварных соединений рельсов, выполненных термитной сваркой.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ ISO 9001 Системы менеджмента качества. Требования
ГОСТ 2.111 Единая система конструкторской документации. Нормоконтроль
ГОСТ 8.417 Государственная система обеспечения единства измерений. Единицы величин
ГОСТ 12.0.003 Система стандартов безопасности труда. Опасные и вредные производственные факторы. Классификация
ГОСТ 12.0.004 Система стандартов безопасности труда. Организация обучения безопасности труда. Общие положения
ГОСТ 12.1.004 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.2.003 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ 12.3.002 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 25.507 Расчеты и испытания на прочность в машиностроении. Методы испытания на усталость при эксплуатационных режимах нагружения. Общие требования
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 1763 (ИСО 3887-77) Сталь. Методы определения глубины обезуглероженного слоя
ГОСТ 1778 (ИСО 4967-79) Сталь. Металлографические методы определения неметаллических включений
ГОСТ 2999 Металлы и сплавы. Метод измерения твердости по Виккерсу
ГОСТ 5639 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 5640 Сталь. Металлографический метод оценки микроструктуры листов и ленты
ГОСТ 6996 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 7564 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 8233 Сталь. Эталоны микроструктуры
ГОСТ 9012 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9454 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10243 Сталь. Методы испытаний и оценки макроструктуры
ГОСТ 10708 Копры маятниковые. Технические условия
ГОСТ 11878 Сталь аустенитная. Методы определения содержания ферритной фазы в прутках
ГОСТ 16350 Климат СССР. Районирование и статистические параметры климатических факторов для технических целей
ГОСТ 16504 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 21014 Прокат черных металлов. Термины и определения дефектов поверхности
ГОСТ 23829 Контроль неразрушающий акустический. Термины и определения
ГОСТ Р 15.301 Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство
ГОСТ Р ИСО 857-1 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения
ГОСТ Р ИСО 4063 Сварка и родственные процессы. Перечень и условные обозначения процессов
ГОСТ Р ИСО 5817 Сварка. Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества
ГОСТ Р ИСО 6520-1 Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением
ГОСТ Р ИСО 17659 Сварка. Термины многоязычные для сварных соединений
ГОСТ Р 51045 Рельсы для путей промышленного железнодорожного транспорта. Общие технические условия
ГОСТ Р 51685 Рельсы железнодорожные. Общие технические условия
ГОСТ Р 54153 Сталь. Метод атомно-эмиссионного спектрального анализа
ГОСТ Р 55941 Рельсы трамвайные желобчатые. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на котором дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1
термитная сварка: Сварка заливкой жидкого металла между свариваемыми кромками, при которой используют энергию экзотермической реакции смеси оксидов металла и измельченного алюминиевого порошка, в результате чего образуется расплавленный присадочный металл. [ГОСТ Р ИСО 857-1, ГОСТ Р ИСО 4063, статья 71] |
3.2
стыковое соединение: Тип соединения, при котором детали лежат в одной плоскости и примыкают друг к другу торцовыми поверхностями. [ГОСТ Р ИСО 17659-2009, статья 3.7] |
3.3
дефект: Каждое отдельное несоответствие продукции установленным требованиям. [ГОСТ 15467, статья 38] |
3.4
зона термического влияния при сварке: Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке. [ГОСТ 2601, статья 124] |
3.5 заказчик: Организация, ответственная за установление для сварного изделия технических требований, требований к качеству и приемочных процедур, отвечающих требованиям настоящего стандарта.
3.6 производитель работ: Организация, которая использует сварку для изготовления сварных стыков рельсов или их обслуживание (включая ремонт).
3.7 национальный орган по безопасности: Государственный орган, ответственный за установление или согласование требований безопасности путей: железных дорог, городского хозяйства, и специальных эксплуатирующих организаций.
3.8 аттестация: Доказательство после обучения профессиональных знаний, умения и опыта персонала, необходимых для выполнения требуемых заданий.
3.9 квалифицированный специалист: Специалист, имеющий свидетельство об обучении, профессиональных знаниях, умениях и допуск к проведению работ.
3.10 приемочный орган: Организация, ответственная за приемку продукции.
Примечание - Приемочный орган организации может быть частью организации заказчика или независимой организацией, назначенной или одобренной заказчиком.
3.11 производственный сварной образец: Макет или образец сварных соединений, предназначенный для подтверждения квалификации сварщика или приемлемости технологии выполнения сварного соединения.
3.12 значение критической температуры: Температура окружающей среды, ниже которой запрещается проведение сварочных работ.
4 Сокращения и условные обозначения
4.1 В настоящем стандарте применены следующие сокращения:
ССР - стыковое соединение рельсов;
ТТС - технология термитной сварки;
ИЦ - испытательный центр;
КМКО - комплекс методов квалификационной оценки;
ТЗ - техническое задание;
НД - нормативная документация (ГОСТ, ТУ и др.).
4.2 Для конструктивных элементов упрочненных зон приняты следующие условные обозначения:
- ширина шва;
- ширина зоны термического влияния;
- зазор между рельсами.
5 Общие положения
5.1 Объект испытаний - сварные стыковые соединения рельсов, выполненные термитной сваркой.
5.2 Цель проведения испытаний - проверка соответствия характеристик сварных стыковых соединений рельсов выполненных термитной сваркой требованиям, сформулированным в нормативных документах к данному виду продукции и получения в установленном порядке допуска производителя работ для работы на объектах инфраструктуры эксплуатирующей организации.
5.3 Программа и методика испытаний сварных стыковых соединений рельсов, выполненных с использованием технологии термитной сварки, предназначены для проверки их качества.
5.4 Эксплуатирующая организация должна затребовать у производителя работ информацию о наличии интеллектуальных прав (патенты на ТТС рельсов) и наличия прав на их использование (лицензионный договор) в порядке, установленном законодательством Российской Федерации.
5.5 Производитель работ должен в порядке, установленном законодательством Российской Федерации, пройти сертификацию - в Системе менеджмента качества в соответствии с требованиями ГОСТ ISO 9001, либо предоставить копию распоряжения, приказа, иного организационно-распорядительного акта, подтверждающего введение на предприятии собственной системы менеджмента качества, с приложением положения о качестве или иного документа, содержащего описание системы.
5.6 Образцы сварных соединений рельсов для испытаний по данному стандарту должны выполняться сварщиками, прошедшими обучение в образовательных учреждениях, имеющих государственную лицензию и аттестацию с получением свидетельства по профессии "Сварщик термитной сварки" и допущенные заказчиком к производству сварочных работ по данной технологии.
5.7 Испытания сварных соединений рельсов проводятся в организациях, аккредитованных в порядке, установленном нормативными и правовыми актами Российской Федерации [8], а именно, в испытательных центрах, имеющих следующие виды документов (не менее одного):
- свидетельство Федерального агентства по техническому регулированию и метрологии;
- свидетельство Федерального агентства по техническому регулированию и метрологии об аттестации по результатам международных межлабораторных измерений (например, Interlaboratory "Round Robin");
- аттестат аккредитации в системе сертификации на железнодорожном транспорте [3].
5.8 Требования к образцам, предъявляемым на испытания, правила их отбора, транспортирования и хранения, способы идентификации, сопроводительную документацию при передаче образца (образцов) на испытания в испытательный центр (ИЦ) определяются отдельно к каждому виду испытаний.
5.9 Места (зоны) определения свойств - по ГОСТ Р 51685, ГОСТ Р 51045, ГОСТ Р 55941.
Примечание - Например, по ГОСТ Р 51685 (на рисунке 1а) цифрами 1-8 обозначены места замера твердости) с учетом специфики строения стыкового сварного соединения в соответствии с ГОСТ Р ИСО 17659 (рисунок 1б). На рисунке 1,в) приведена схема сварного стыкового соединения рельсов, используемого в методике испытаний (1 - основной металл, 2 - сварной шов, 3 - зона термического влияния).
6 Программа испытаний
6.1 Виды и последовательность испытаний
6.1.1 Виды испытаний соответствуют ГОСТ 16504.
6.1.2 Настоящий стандарт устанавливает последовательность проведения испытаний для допуска на объекты эксплуатирующей организации:
- технологии ТТС;
- производителя работ;
- квалифицированных специалистов.
6.2 Последовательность допуска технологии
6.2.1 Производят проверку технологии ССР на соответствие патентной чистоте.
6.2.2 Производят испытания следующих видов:
а) лабораторные испытания;
б) квалификационные испытания;
в) полигонные испытания;
г) эксплуатационные испытания.
Примечание - К приемочным относятся испытания а)-г), к предварительным а)-б).
6.2.3 Виды и этапы испытаний реализуются в следующей последовательности. Все виды испытаний (кроме предварительных) заявленной ТТС проводятся в организации, аккредитованной в порядке, установленном нормативными и правовыми актами Российской Федерации (см. 5.7) в объеме, необходимом для оценки соответствия (заключение) характеристик ССР, заявленной ТТС требованиям ТЗ и НД.
|
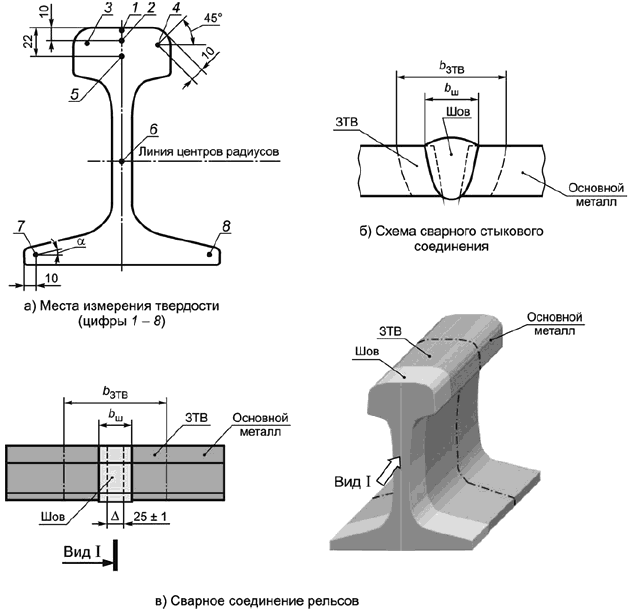
Рисунок 1 - Схемы сварного стыкового соединения рельсов
6.2.3.1 На предварительные и на приемочные испытания представляют образцы рельсов (производственный сварной образец), имеющие сварное соединение и изготовленные с применением ТТС. При их изготовлении должны быть использованы промышленно выпускаемые расходные сварочные материалы, оснастка и оборудование.
6.2.3.2 Предварительные испытания проводят с целью оценки физико-химических показателей ССР (механические свойства и структура сварного соединения и химический состав сварного шва), на образцах, изготовленных с применением ТТС, на соответствие требованиям ТЗ, а также для определения его готовности к приемочным испытаниям.
6.2.3.3 Предварительные испытания опытных образцов ССР, изготовленных с применением ТТС, проводят в обязательном порядке на месте изготовления базовых компонентов, композиции присадок и технологического режима производства. Их проводят с целью оценки физико-химических показателей на соответствие требованиям НД, а также для определения готовности ССР к приемочным испытаниям.
6.2.3.4 Приемочные испытания проводят с целью оценки соответствия характеристик ССР, изготовленных с применением ТТС требованиям настоящего стандарта.
6.2.3.5 Для принятия решения о возможности промышленного производства продукции и допуска ее к применению в эксплуатирующей организации проводятся приемочные испытания по оценке влияния качества сварного стыка на эксплуатационную надежность и технико-экономические показатели ССР, которые включают в себя следующие этапы:
- первый этап - квалификационные испытания для подтверждения характеристик ССР, изготовленных с применением ТТС требованиям КМКО на данный вид технологии;
- второй этап - лабораторные испытания, предназначенные для оценки соответствия физико-химических показателей требованиям НД и полигонные испытания ССР, изготовленных с применением ТТС, предназначенные для подтверждения технических характеристик, предъявляемых к рельсовым стыкам;
- третий этап - эксплуатационные испытания ССР, изготовленных с применением ТТС, предназначенные для оценки особенности работы в реальных условиях эксплуатации, в том числе для установления периодичности сроков проведения технического обслуживания и плановых видов ремонта, фактического технико-экономического эффекта от применения данной технологии;
- четвертый этап - периодические испытания, предназначенные для контроля стабильности качества ССР в зависимости от поставляемой партии термитной смеси или других расходных материалов, которые проводятся в объеме и в сроки, установленные НД, а также в случае массового выхода ССР при эксплуатации до гарантийного срока по причине брака.
6.2.3.6 Для более корректной оценки эффективности работы стыкового соединения рельсов, изготовленных с применением ТТС, полигонные и эксплуатационные испытания проводят со штатными рельсовыми скреплениями.
6.2.3.7 Для производителей работ, представляющих ТТС на объекты инфраструктуры эксплуатирующей организации впервые, все этапы приемочных испытаний являются обязательными.
6.2.3.8 Для производителей работ, работающих на объектах инфраструктуры эксплуатирующей организации, четвертый этап приемочных испытаний обязательно проводят в начале сезона работ по данной технологии. До его проведения в эксплуатирующую организацию представляются на каждого сварщика термитной сварки копия свидетельства, установленного образца Министерством транспорта, о прохождении специальной теоретической и практической подготовки по аттестуемому направлению деятельности, а также документ, подтверждающий прохождение им аттестации в соответствии с [1], [2], [5].
6.2.3.9 При изменении рецептуры сварочных материалов (термитной смеси, тиглей и др.), предназначенных для ТТС рельсов, эксплуатационная надежность которых напрямую влияет на безопасность, а также при изменении технологии, дополнительно проводятся первый, второй или третий этапы приемочных испытаний.
6.2.3.10 Приемочные испытания ССР, изготовленных с применением ТТС проводят в соответствии с требованиями норм безопасности, действующими в эксплуатирующей организации.
6.2.3.11 Предварительные, лабораторные, квалификационные и полигонные испытания ССР проводят в объеме, установленном эксплуатирующей организацией. В обоснованных случаях могут использоваться исследовательские методы.
6.2.3.12 Квалификационные испытания ССР, заявленной ТТС проводят в объеме КМКО на соответствующую ТТС рельсов.
В отдельных случаях объем квалификационных испытаний может быть дополнен методами, не входящими в КМКО, при условии, что эти методы прошли метрологическую аттестацию в установленном порядке и согласованы с заказчиком.
Если на ССР заявленной ТТС отсутствует КМКО, квалификационные испытания проводятся в сравнении со штатным его аналогом по программе, разрабатываемой и утверждаемой стороной, несущей ответственность за проведение этих испытаний. Программа и методика испытаний должна быть согласована с эксплуатирующей организацией, предприятиями - производителями соответствующих сварочных материалов, оборудования и оснастки.
6.2.3.13 Полигонные испытания ССР, заявленной ТТС проводят в условиях специально оборудованного испытательного полигона. Программа полигонных или эксплуатационных испытаний должна включать в себя: объект, цель и объем испытаний, условия и порядок организации и проведения испытаний, материально-техническое обеспечение испытаний, метрологическое обеспечение испытаний, формы отчетности по испытаниям. Методика этих испытаний должна включать в себя: оцениваемые характеристики (свойства, показатели) опытного образца ССР заявленной ТТС, условия и порядок проведения испытаний, способы обработки, анализа и оценки результатов испытаний, используемые средства испытаний, контроля и измерений, формы отчетности.
6.2.3.14 Эксплуатационные испытания ССР, заявленной ТТС проводят на представительском числе единиц техники, достаточном для оценки показателей ее надежности с заданной точностью и достоверностью в соответствии с требованиями [4], в условиях реальной ее эксплуатации.
Испытания проводят в период эксплуатации рельсов между двумя плановыми видами ремонта с вырезкой сварного соединения и его лабораторными испытаниями.
6.2.4 Испытания должны соответствовать следующим условиям.
6.2.4.1 Место проведения испытаний
Лабораторные испытания ССР проводятся в организациях, аккредитованных в порядке, установленном нормативными и правовыми актами Российской Федерации (см. 5.7).
6.2.4.2 Наименование и обозначение изделия
Объектом испытания является ССР. Требования к образцам, предъявляемым на испытания, правила их отбора, транспортирования и хранения, способы идентификации, сопроводительную документацию при передаче образца (образцов) на испытания в испытательный центр (ИЦ) определяются отдельно к каждому виду испытаний.
6.2.4.3 Характеристики окружающей среды
Лабораторные испытания следует проводить при температуре воздуха не ниже 10°С.
Полигонные испытания следует проводить в условиях смены температур окружающей среды (положительной и отрицательной) на длительный период (не менее двух месяцев).
Эксплуатационные испытания следует проводить в умеренном и холодном климатах России в соответствии с требованиями ГОСТ 16350.
6.2.4.4 Условия (критерии) прекращения испытаний
Если на каком-либо этапе проведения испытаний получен отрицательный результат, то дальнейшие испытания не проводят. Производителю работ Заказчиком или приемочным органом предоставляется право на повторное проведение испытаний при условии исправления допущенных нарушений в технологическом процессе изготовления образцов или использования некачественных сварочных материалов.
6.3 Правила допуска производителя работ по ТТС на объектах эксплуатирующей организации
6.3.1 Производитель работ должен выполнить технико-экономическое обоснование ТТС на объектах эксплуатирующей организации.
6.3.2 Подтвердить право на использование технологии, то есть предоставить заверенную копию патента или лицензионного договора с фирмой - владельцем технологии.
6.3.3 Предоставить список квалифицированных специалистов, прошедших обучение и аттестацию с получением свидетельства по профессии "Сварщик термитной сварки" и допущенных заказчиком к производству сварочных работ по данной технологии.
6.4 Квалификационные испытания контрольных образцов
Испытания контрольных образцов ССР (производственных сварных образцов) для получения права на производство работ по ТТС проводятся квалифицированными специалистами. Проводят испытания следующих видов:
- визуально-измерительный контроль (8.3);
- измерение твердости (7.1.4);
- испытания на растяжение (7.1.1) - проводятся только для допуска ТТС;
- испытания на изгиб (7.1.2).
7 Методика испытаний
Методика испытаний предназначена для определения прочностных и эксплуатационных характеристик ССР, выполненных с использованием ТТС. Предусмотрен комплекс лабораторных, полигонных и эксплуатационных испытаний.
7.1 Лабораторные испытания
Для лабораторных испытаний всех видов заготовки для сварки образцов изготавливаются длиной 600-650 мм из рельсов без болтовых отверстий, одной плавки.
7.1.1 Испытания на растяжение проводят в соответствии с ГОСТ 6996. Схема вырезки образов приведена на рисунке 2.
|

Рисунок 2 - Схемы вырезки образцов для испытаний на растяжение
7.1.2 Испытания на изгиб
7.1.2.1 При испытаниях на изгиб ССР измеряют разрушающую нагрузку Р, кН, и стрелу прогиба f, в мм, с построением диаграммы нагружения. Значения разрушающей нагрузки и стрелы прогиба при испытаниях стыков рельсов, сваренных с зазором должны соответствовать требованиям, представленным в таблицах 1-2.
Таблица 1 - Нормативные значения показателей прочности и пластичности сварных соединений рельсов (Р50, Р65, Р75), выполненных термитной сваркой
Зона растяжения натурных образцов на пролете 1 м | Разрушающая нагрузка не менее, кН, - числитель; стрела прогиба не менее, мм, - знаменатель | ||
Тип рельсов | |||
Р50 | Р65 | Р75 | |
Зазор 25±1 | |||
Подошва (нагружение на головку) | 840/13 | 1340/12 | 1500/10 |
Головка (нагружение на подошву) | 700/10 | 1220/10 | 1250/8 |
Зазор 50±1 (ремонтный) | |||
Подошва (нагружение на головку) | 840/10 | 1280/11 | 1500/9 |
Головка (нагружение на подошву) | 700/9 | 1200/9 | 1250/8 |
Зазор 70±1 (ремонтный) | |||
Подошва (нагружение на головку) | 800/10 | 1200/10 | 1400/9 |
Головка (нагружение на подошву) | 650/9 | 1180/8 | 1150/8 |
Примечание - Для старогодных рельсов типа Р50, Р65 и Р75 допускается снижение разрушающей нагрузки и стрелы прогиба на 2% от 1 мм износа рельса, но не более 20% при максимальном износе рельса выше 10 мм | |||
Таблица 2 - Нормативные значения показателей прочности сварных соединений рельсов (Т58, Т62, РП65), выполненных термитной сваркой
Зона растяжения натурных образцов на пролете 1 м | Разрушающая нагрузка не менее, кН | ||
Тип рельсов | |||
Т58 | Т62 | РП65 | |
Зазор 25±1 | |||
Подошва (нагружение на головку) | 1243 | 1243 | 1080 |
7.1.2.2 ССР следует испытывать в остывшем состоянии. При испытаниях температура ССР должна соответствовать диапазону температур, указанному в технической документации на испытательный пресс. Определение прочности выполняют на образцах с растяжением подошвы рельса (нагружение на головку) и растяжением головки рельса (нагружение на подошву).
7.1.2.3 Образцы ССР устанавливают на пролете 1 м. Нагрузку прилагают посередине пролета по центру сварного шва. Скорость нагружения пресса должна быть не более 10 мм/мин. Схема нагружения приведена на рисунке 3.
|
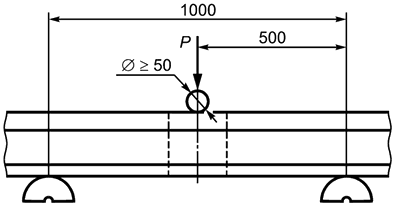
Рисунок 3 - Схема нагружения образцов для испытаний
7.1.2.4 Испытания на изгиб проводят до появления первой трещины или разрушения образца. При этом фиксируется величина разрушающего усилия и стрела прогиба.
7.1.3 Металлографические исследования
7.1.3.1 Металлографические исследования проводят визуальным способом с использованием классических методов травления образцов. Определение количества неметаллических включений проводят по ГОСТ 1778; определение балла зерна по ГОСТ 5639; определение глубины обезуглероженного слоя по ГОСТ 1763; определение содержания ферритной фазы по ГОСТ 8233, ГОСТ 11878; макроскопический анализ, в том числе анализ изломов сварных соединений по ГОСТ 10243, ГОСТ 5640. Для металлографических исследований могут применяться все типы микроскопов, предназначенных для структурного анализа металла. Для проведения металлографического исследования заготовки при изготовлении шлифов вырезают из головки и подошвы рельса. Схема вырезки для всех видов испытаний приведена на рисунке 4.
|
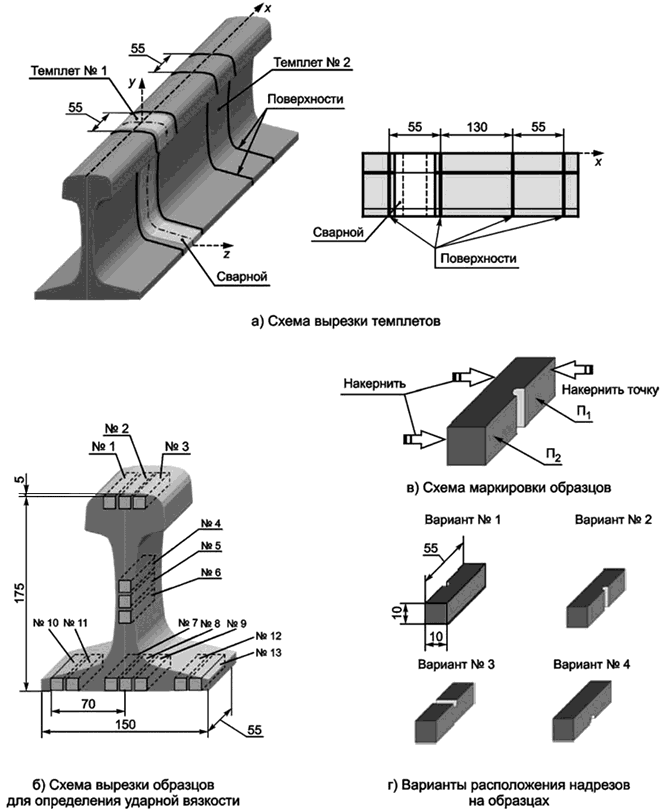
Рисунок 4 - Схемы вырезки образцов для испытаний
7.1.3.2 Металлографические исследования проводят на образцах с номерами 2, 5, 8, 10 и 13 на поверхности - [см. рисунок 4в)], которые были использованы для определения ударной вязкости.
7.1.4 Измерение твердости
До испытаний на изгиб, на сваренных образцах рельсов, определяют твердость на поверхности катания. Измерение твердости проводят в середине сварного шва (по три отпечатка с промежутками между ними 15 мм по ширине головки рельса) и в обе стороны от этого сечения (по одному отпечатку с промежутками между ними 10 мм) на длине 80 мм для ССР (см. рисунок 5). При этом значения твердости металла сварного шва и зоны термического влияния должны соответствовать требованиям эксплуатирующей организации.
|
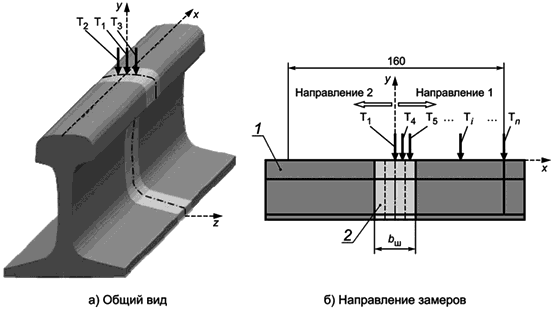
Рисунок 5 - Схемы замера твердости сварного стыкового соединения по поверхности рельсов
При макроисследованиях дополнительно проводят замеры твердости основного металла по методу Бринелля на темплете N 2 (см. рисунок 4) по схеме, приведенной на рисунке 1а). При этом значения твердости основного металла должны соответствовать требованиям ГОСТ 51685*, ГОСТ Р 51045, ГОСТ Р 55941.
________________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ Р 51685, здесь и далее по тексту. - .
Твердость в шве определяют по методу Роквелла на образцах с номерами 2, 5, 8, 10 и 13 на поверхности - [см. рисунок 4в)], до определения ударной вязкости.
Для измерения твердости применяют твердомеры для проведения замеров по ГОСТ 9012 и ГОСТ 2999.
7.1.5 Испытания на усталостную прочность проводят в соответствии с ГОСТ 25.507.
При испытаниях на циклическую прочность реализуют асимметричный цикл нагружения частотой 400 циклов/мин и коэффициентом асимметрии 0,1. Нагружение осуществляют на головку рельса (растяжение подошвы). Схема нагрузки аналогична испытаниям на изгиб. По результатам испытаний строят кривую усталости для каждого стыкового зазора с указанием условного предела выносливости при котором сварной стык не разрушается на базе 2·10 циклов.
7.1.6 Определение ударной вязкости
7.1.6.1 Испытания на ударную вязкость для ССР проводят как при нормальных значениях температуры окружающей среды, таки при максимальных отрицательных и положительных температурах, до которых охлаждаются или нагреваются рельсы в процессе эксплуатации.
7.1.6.2 Форма и размеры образцов для испытания должны соответствовать ГОСТ 9454. Места вырезки заготовок из темплетов 1-2 для изготовления образцов и ориентация оси концентратора (надреза) приведены на рисунке 4г). Расположение надрезов следует выполнять в соответствии с таблицей 3. Технологию вырезки заготовок и изготовление образцов выполняют для черных металлов по ГОСТ 7564.
Таблица 3 - Расположение надрезов в зависимости от места вырезки
N образца | N варианта надреза |
1 | 1 |
2 | 1 |
3 | 3 |
4 | 2 |
5 | 3 |
6 | 1 |
7 | 2 |
8 | 4 |
9 | 1 |
10 | 4 |
11 | 4 |
12 | 4 |
13 | 4 |
7.1.6.3 Для испытаний применяются маятниковые копры по ГОСТ 10708. Допускается применять копры с другой номинальной потенциальной энергией маятника. При этом номинальное значение потенциальной энергии маятника должно быть таким, чтобы значение работы удара составляло не менее 10% номинального значения потенциальной энергии маятника. При этом значения KCU основного металла должны соответствовать требованиям эксплуатирующей организации.
7.1.7 Определение химического состава
Химический состав металла в центре сварного шва определяют на элементах головки рельса, оставшихся после вырезки образцов для определения ударной вязкости и микроструктуры в образцах с номерами 2, 5, 8, 10, 13 на поверхности - [см. рисунок 4б)], а также в основном металле на темплете 2 [см. рисунок 4а)]. Испытания проводят по ГОСТ Р 54153. Устанавливают степень однородности химического состава по сечению шва и отклонения от химического состава от содержания элементов в основном металле.
7.2 Полигонные испытания ССР проводят в соответствии с регламентом проведения испытаний на соответствующих полигонах. Место проведения эксплуатационных испытаний ССР определяет эксплуатирующая организация.
7.3 Эксплуатационные испытания
При эксплуатационных испытаниях подготовка рельсов к сварке, сварка, послесварочные операции, контрольные операции и маркировка, а также место и порядок проведения должны осуществляться в соответствии с техническим заданием на эксплуатационные испытания, устанавливаемым эксплуатирующей организацией.
7.4 Обработка данных и оформление результатов испытаний
Все образцы должны быть пронумерованы и для каждого вида испытаний получаемые результаты фиксируются в специальных журналах и обрабатываются в виде таблиц, осциллограмм и т.п., а также приводятся нормативные документы на методы испытаний, по которым проведены испытания и обработка полученных данных. При проведении испытаний фотографируют сами образцы после сварки, а также изломы, микроструктуры и т.п. Полученные результаты заносят в протокол по данному виду испытаний.
Результаты испытаний следуют оформлять* в соответствии с требованиями [7], ГОСТ 2.111, ГОСТ 8.417.
________________
* Текст документа соответствует оригиналу. - .
8 Контроль качества сварных соединений рельсов
8.1 Предварительный контроль
8.1.1 До начала термитной сварки рельсов производителю работ следует проверить наличие полного комплекта специализированного оборудования, оснастки, формовочных материалов и литейного компонента в соответствии с принятым технологическим процессом.
8.1.2 Следует проверить наличие документов у квалификационных специалистов, которые будут выполнять работы по термитной сварке рельсов, и внести их данные в журнал учета работ по термитной сварке рельсов.
8.1.3 Перед выполнением работ по термитной сварке рельсов в пути производителю работ необходимо проверить:
- температуру окружающей среды (термитную сварку рельсов необходимо выполнять при температуре воздуха не ниже значения критической температуры);
- качество расходных материалов, которые будут использованы для сварки в пути;
- осмотреть тигель для плавильного процесса, убедиться в отсутствии трещин, сколов и других дефектов;
- работоспособность специализированного оборудования и оснастки.
8.2 Окончательный контроль
Контроль качества сварного шва на месте производства работ:
- в процессе подготовки и проведения термитной сварки рельсов руководитель бригады должен производить операционный контроль качества выполняемых работ в течение всего технологического процесса;
- после завершения технологического процесса термитной сварки провести окончательный контроль сварного соединения и убедиться, что сварной шов снаружи не имеет видимых недопустимых дефектов в соответствии с ГОСТ 51685, ГОСТ Р 51045, ГОСТ Р 55941, ГОСТ 21014.
8.3 Визуально-измерительный контроль
При проведении визуально-измерительного контроля следует:
- выполнить проверку геометрии рельса в зоне стыкового соединения;
- провести проверку прямолинейности рельса в зоне стыкового соединения, допустимые отклонения прямолинейности соединенных концов рельсов после абразивной обработки головки в вертикальной плоскости не более 0,5 мм, а в горизонтальной плоскости не более 0,3 мм на длине 500 мм;
- использовать измерительный инструмент в соответствии с ГОСТ 427 и ГОСТ 166.
8.4 Неразрушающий контроль
8.4.1 Неразрушающий контроль проводят в соответствии с нормативными документами эксплуатирующей организации. При контроле выявляют недопустимые дефекты (поры, непровары, газовые пузыри и другие дефекты сварного шва, указанные в ГОСТ Р ИСО 5817, суммарная площадь которых составляет более 0,2% площади сечения свариваемых рельсов и общее число более трех). Данные об обнаруженных дефектах (ГОСТ 23829, ГОСТ 21014, ГОСТ Р ИСО 6520-1) заносят в соответствующие отчеты.
8.4.2 Контроль должны проводить дефектоскописты, прошедшие обучение и аттестацию и допущенные заказчиком к проведению неразрушающего контроля сварных соединений рельсов в соответствии с нормативными документами эксплуатирующей организации. Дефектоскопистов, систематически выдающих неверные заключения о качестве сварных соединений, отстраняют от работы впредь до прохождения внеочередной аттестации.
8.5 Приемочный контроль
8.5.1 Не допускается наличие недопустимых дефектов. При обнаружении дефекта в сварном соединении применяются меры для его устранения (на место удаленного рельса установить новый и выполнить термитную сварку рельсов).
8.5.2 Результаты контроля каждого сварного стыка заносят в журнал учета работ по термитной сварке рельсов и отображаются в картах дефектного стыка. Журналы учета работ по термитной сварке рельсов и результаты ультразвукового контроля хранятся у производителя работ и у эксплуатирующей организации не менее 5 лет. Форма журнала учета работ устанавливается эксплуатирующий организацией.
9 Требования безопасности и охраны окружающей среды
9.1 Общие требования безопасности должны соответствовать требованиям [6], [9], ГОСТ 12.3.002, ГОСТ 12.0.003, ГОСТ 12.0.004, ГОСТ 12.1.004, ГОСТ 12.2.003.
9.2 Все работы по подготовке и проведению испытаний проводятся под непосредственным руководством и контролем руководителя испытаний с соблюдением установленных национальным органом по безопасности требований в части безопасности и охраны труда, с ознакомлением персонала, непосредственно участвующего в испытаниях, под личную подпись.
9.3 Перед началом испытаний должен быть проведен инструктаж по порядку проведения испытаний, обеспечению безопасности и охране труда.
9.4 При возникновении ситуаций, угрожающих пожарной и экологической безопасности, безопасности обслуживающего персонала и других лиц, испытания должны быть приостановлены или прекращены.
9.5 Приостановление или прекращение испытаний оформляется актом, который должен быть подписан членами комиссии и руководителем испытаний.
9.6 Приостановленные испытания возобновляют после устранения причин, их вызвавших. Прекращенные испытания возобновляют после реализации всех мероприятий, предусмотренных совместным решением участников испытаний, и оформления акта о готовности к продолжению испытаний.
Приложение А
(рекомендуемое)
Порядок допуска к применению на объектах инфраструктуры эксплуатирующей организации сварных стыков соединений рельсов, выполненных термитной сваркой
А.1 Область применения
Настоящий Порядок определяет организацию работ по испытаниям и допуску к применению в эксплуатирующей организации сварных стыковых соединений рельсов (далее ССР), выполненных с использованием технологии термитной сварки (далее ТТС) и направлен на эффективную и безопасную эксплуатацию пути, а также на снижение эксплуатационных расходов.
Настоящий порядок распространяется на сварку новых и старогодных рельсов всех типов и категорий.
А.2 Общие положения
Настоящий порядок разработан в соответствии с ГОСТ Р 15.301 с учетом требований [6].
Требования к качеству ССР устанавливают в нормативной документации на стадии разработки и постановки ТТС на производство.
А.3 Нормативные ссылки
В настоящем Порядке использованы ссылки на следующие нормативные документы [6], [7], [10] и стандарты ГОСТ Р 15.301, ГОСТ 16504.
А.4 Порядок оформления допуска ТТС рельсов к применению в эксплуатирующей организации
Решение о допуске производителя работ, осуществляющего ТТС рельсов к применению в эксплуатирующей организации, принимается ее руководителем на основании результатов приемочных испытаний.
При принятии указанного решения должна учитываться также готовность производителя работ к изготовлению сварочных материалов, оборудования и оснастки в необходимых объемах и в оговоренные сроки.
Для принятия решения о допуске производителя работ прилагаются:
- проект распорядительного документа;
- заключения по результатам квалификационных испытаний с приложением программы, методики и протоколов испытаний (при их проведении);
- заключения по результатам лабораторных испытаний с приложением программы, методики и протоколов лабораторных испытаний;
- заключения о результатах полигонных испытаний (при их проведении);
- заключения о результатах эксплуатационных испытаний с приложением программы, методики и отчета по эксплуатационным испытаниям (при их проведении);
- заключения о результатах периодических испытаний (при их проведении);
- технико-экономического обоснования применения ТТС рельсов;
- письменного подтверждения предприятия-изготовителя о готовности к его изготовлению в необходимых объемах и оговоренные сроки;
- справку о патентной чистоте;
- для лиц, выполняющих работы по сварке рельсов ТТС, предоставляются копии свидетельств профессиональной подготовки по профессии "Сварщик термитной сварки", прошедших обучение в образовательных учреждениях, имеющих государственную лицензию на данный вид обучения, а также документ о прохождении соответствующей аттестации.
Для ТТС рельсов допуск к ее применению оформляется на основе технического заключения (допуска) по производству и применению, оформленного в соответствии с законодательством Российской Федерации, при наличии соответствующих сертификатов и, при необходимости, результатов, проведенных лабораторных, полигонных и эксплуатационных испытаний.
Одновременно производителем сварочных материалов, оборудования и оснастки для реализации ТТС рельсов оформляется санитарно-эпидемиологическое заключение. Допуск производителя оформляется в виде распорядительного документа.
Обязательными приложениями к проекту указанного распорядительного документа являются следующие документы: свидетельство о сертификации испытательных центров от Росстандарта России или аттестат аккредитации в системе сертификации на железнодорожном транспорте, технико-экономическое обоснование применения ТТС рельсов.
Кроме того, указанным распорядительным документом утверждается количество ССР, места их выполнения, а также особенности выполнения ТТС рельсов (нормы расхода, браковочные показатели, периодичность смены).
До начала подготовки производства заключается лицензионное соглашение с правообладателем на использование технического решения, охраняемого патентом (патентами).
Оформление допуска производителя работ на выполнение работ с использованием ТТС рельсов к применению является основанием для разработки нормативного документа или внесения соответствующих изменений в действующую документацию по ремонту и техническому обслуживанию рельсов.
А.5 Хозяйственное использование технических решений
Размещение заказов на промышленное производство сварочных материалов, оборудования и оснастки для реализации ТТС рельсов, охраняемых патентами, осуществляется на конкурсной основе с обязательным заключением лицензионного договора.
Библиография
[1] | ПБ 03-273-99 | Правила аттестации сварщиков и специалистов сварочного производства |
[2] | ПР 043-01124328-2002 | Правила подготовки и аттестации сварщиков на федеральном железнодорожном транспорте |
[3] | СТ СС ФЖТ ЦТ ЦЛ ЦВ-137-2002 | Стандарт системы сертификации на федеральном железнодорожном транспорте |
[4] | РД 50-690-89 | Методические указания. Надежность в технике. Методы оценки показателей надежности по экспериментальным данным |
[5] | С-902у | Указания "Об организации сварочных работ алюминотермитным способом" МПС России от 03.10.2002 г. |
[6] | Федеральный закон от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании" | |
[7] | Федеральный закон от 26 июня 2018 г. N 102-ФЗ "Об обеспечении единства измерений" | |
[8] | Федеральный закон от 28 декабря 2013 г. N 412-ФЗ "Об аккредитации в национальной системе аккредитации" | |
[9] | Технический регламент Таможенного союза | "О безопасности инфраструктуры железнодорожного транспорта" (утвержден Решением Комиссии Таможенного союза от 15 июля 2011 г. N 710 |
[10] | Приказ Роспотребнадзора "О санитарно-эпидемиологических экспертизах, обследованиях, исследованиях, испытаниях и токсикологических, гигиенических и иных видах оценок" от 19 июля 2007 г. N 224 | |
УДК 620.1:006.354 | ОКС 19.060. | |
Ключевые слова: контроль, литейный компонент, метод испытания, рельс, стыковое сварное соединение, температура, термитная сварка, технология, транспорт | ||
Электронный текст документа
и сверен по:
, 2019
{kind=link}