ГОСТ 17675-87
Группа Е36
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБКИ ЭЛЕКТРОИЗОЛЯЦИОННЫЕ ГИБКИЕ
Общие технические условия
Flexible electrical insulating tubes.
General specifications
ОКП 34 9141; 34 9142; 34 9143; 34 9144
34 9145; 22 4721; 22 4731; 22 9295
Срок действия с 01.01.90
до 01.01.95*
_______________________________
* Ограничение срока действия снято
по протоколу N 4-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 4, 1994 год). - .
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством электротехнической промышленности
ИСПОЛНИТЕЛИ
В.Г.Мажуга, В.И.Шпак, О.П.Борщ
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 18.08.87 N 3320
3. Срок первой проверки - 1994 г.
Периодичность проверки 5 лет
4. В стандарт введены международные стандарты МЭК 684-1-80* и МЭК 684-2-84
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
5. ВЗАМЕН ГОСТ 17675-80
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта, перечисления, приложения |
ГОСТ 270-75 | 4.10 |
ГОСТ 618-73 | 4.9 |
ГОСТ 2226-75 | 2.4.3 |
ГОСТ 2228-81 | 2.4.3 |
ГОСТ 2991-85 | 2.4.1 |
ГОСТ 3560-73 | 2.4.1 |
ГОСТ 5959-80 | 2.4.1 |
ГОСТ 6433.1-71 | 4.1 |
ГОСТ 6433.2-71 | 4.9 |
ГОСТ 6433.3-71 | 4.8 |
ГОСТ 6507-78 | 4.6 |
ГОСТ 7019-80 | 4.8.7 |
ГОСТ 8273-83 | 2.3.1 |
ГОСТ 8828-75 | 2.4.1 |
ГОСТ 9557-73 | 2.4.2 |
ГОСТ 9569-79 | 2.4.1 |
ГОСТ 10315-75 | 4.8.5 |
ГОСТ 10354-82 | 2.4.1 |
ГОСТ 11262-80 | 4.10 |
ГОСТ 11358-74 | 4.6 |
ГОСТ 11951-82 | 4.6 |
ГОСТ 12026-76 | 4.8.4, 4.8.5 |
ГОСТ 13841-79 | 2.4.3 |
ГОСТ 14192-77 | 2.3.3 |
ГОСТ 15102-75 | 2.4.3 |
ГОСТ 15150-69 | 5.1.1 |
ГОСТ 16266-70 | 2.3.1 |
ГОСТ 17308-85 | 2.3.1 |
ГОСТ 19848-76 | 2.4.3 |
ГОСТ 20435-75 | 2.4.3 |
ГОСТ 21140-75 | 2.4.1 |
ГОСТ 21650-76 | 2.4.2 |
ГОСТ 21929-76 | 2.4.1 |
ГОСТ 23216-78 | 5.1.1 |
7. ПЕРЕИЗДАНИЕ. Июнь 1988 г.
Настоящий стандарт распространяется на гибкие электроизоляционные трубки (далее - трубки), с внутренним диаметром от 0,3 до 73,0 мм, предназначенные для изоляции токоведущих элементов различных электротехнических устройств, работающих при постоянном и переменном напряжении до 1000 В частотой до 500 Гц и устанавливает единые требования к трубкам.
Стандарт не распространяется на трубки специального назначения.
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Типы трубок должны соответствовать указанным в табл.1.
Таблица 1
Тип трубки | Конструктивное исполнение | Армирующий материал | Покровный, экструдируемый состав | Диапазон рабочих температур, °С |
110 | Армированная | Хлопчатобумажный шнур-чулок | Масляный, полиэфирный лак | От минус 50 до 105 |
120 | Капроновый шнур-чулок | От минус 60 до 105 | ||
131 | Стеклошнур-чулок, лавсановый шнур-чулок | Полиэфирно-эпоксидный, полиэфирный лак | От минус 60 до 130 | |
132 | Стеклошнур-чулок | Полиуретановый лак | От минус 60 до 155 | |
133 | Кремнийорганическая резиновая смесь | От минус 60 до 180 | ||
134 | Кремнийорганический лак | От минус 50 до 180 | ||
203 | Эластомерная | - | Кремнийорганическая резиновая смесь | От минус 60 до 200 |
305 | Пластмассовая | - | Поливинилхлоридный пластикат | От минус 60 до 105 |
306 | Полиэтилентерефталат | До 120 | ||
307 | Композиция полиэтилена | От минус 60 до 130 | ||
308 | Фторопласт 4Д, 4ДМ | От минус 196 до 250 | ||
403 | Термоусаживаемая | - | Кремнийорганическая резиновая смесь | От минус 60 до 155 |
407 | Композиция полиэтилена | От минус 60 до 130 |
Примечания:
1. Цифры в обозначении типов означают:
первая - конструктивное исполнение;
вторая - вид армирующего материала;
третья - вид покровного, экструдируемого состава.
2. Диапазон рабочих температур на трубки конкретных марок устанавливается в стандартах или технических условиях.
Соответствие типов трубок по настоящему стандарту, маркам по действующим стандартам и техническим условиям, а также коды ОКП приведены в приложении 1.
1.2. Масса или длина трубки в пачках или бухтах устанавливается в стандартах или технических условиях на трубки конкретных марок.
По согласованию изготовителя с потребителем допускается изготовление трубок следующих предпочтительных длин (в метрах): 1, 10, 25, 50, 100, 200, 400.
1.3. Номинальный внутренний диаметр, толщина стенки (далее - размеры трубок) и их предельные отклонения должны соответствовать значениям, приведенными в табл.2-5.
Таблица 2
мм
Номи- нальный внут- ренний диаметр | Пред. откл. от номин. внутрен- него диаметра | Номин. толщина стенки | Пред. откл. от номин. толщины стенки | Пред. откл. от номин. внутрен- него диаметра | Номин. толщина стенки | Пред. откл. от номин. толщины стенки | Пред. откл. от номин. внутрен- него диаметра | Номин. толщина стенки | Пред. откл. от номин. толщины стенки | Пред. откл. от номин. внутрен- него диаметра | Номин. толщина стенки | Пред. откл. от номин. толщины стенки | Пред. откл. от номин. внутрен- него диаметра | Номин. толщина стенки | Пред. откл. от номин. толщины стенки | |||
Тип трубки | ||||||||||||||||||
110 | 120 | 131, 134 | 132 | 133 | ||||||||||||||
0,50 | ±0,10 | 0,50 | ±0,10 | ±0,20 | 0,30 | ±0,10 | - | - | - | - | - | - | - | - | - | |||
0,70 | - | - | - | - | - | - | - | - | - | |||||||||
1,00 | ±0,20 | 0,60 | ±0,15 | 0,40 | ±0,20 | 0,40 | ±0,15 | - | - | - | ±0,50 | 0,65 | ±0,10 | |||||
1,50 | - | - | - | |||||||||||||||
2,00 | 0,70 | ±0,20 | 0,50 | ±0,40 | 0,40 | ±0,15 | ||||||||||||
2,50 | ||||||||||||||||||
3,00 | ±0,15 | ±0,30 | 0,75 | |||||||||||||||
3,50 | ||||||||||||||||||
4,00 | - | - | - | 0,50 | ±0,50 | |||||||||||||
4,50 | - | - | - | 0,50 | 0,80 | |||||||||||||
5,00 | +0,50 | - | - | - | +0,40 | ±0,20 | ±0,20 | |||||||||||
6,00 | 0,90 | - | - | - | +0,50 | |||||||||||||
7,00 | - | - | - | |||||||||||||||
8,00 | - | - | - | 0,60 | - | - | - | 0,90 | ||||||||||
9,00 | - | - | - | - | - | - | - | - | - | |||||||||
10,00 | - | - | - | - | - | - | - | - | - | |||||||||
Таблица 3
мм
Номинальный внутренний диаметр | Пред. откл. от номин. внутреннего диаметра | Номин. толщина стенки | Пред. откл. от номин. толщины стенки | Пред. откл. | Номин. толщина стенки | Пред. откл. |
Тип трубки 203 | ||||||
исполнение I | исполнение II | |||||
1,0 | +0,15 | 0,40 | +0,10 | ±0,40 | 0,90 | ±0,10 |
1,5 | ||||||
2,0 | ||||||
2,5 | +0,70 | |||||
3,0 | ||||||
3,5 | ±0,15 | 0,50 | ±0,10 | |||
4,0 | ||||||
4,5 | ||||||
5,0 | 1,30 | ±0,20 | ||||
6,0 | ±0,25 | 0,70 | +0,15 | +0,80 | ||
7,0 | ||||||
8,0 | 1,60 | ±0,30 | ||||
9,0 | ||||||
10,0 | ||||||
11,0 | - | - | - | +1,00 | 2,00 | ±0,40 |
12,0 | - | - | - | |||
13,0 | - | - | - | |||
14,0 | - | - | - | ±1,00 | ||
15,0 | - | - | - | 2,40 | ||
16,0 | - | - | - | |||
17,0 | - | - | - | |||
18,0 | - | - | - | |||
20,0 | - | - | - | ±1,20 | ||
22,0 | - | - | - | |||
24,0 | - | - | - | ±1,40 | ||
26,0 | - | - | - | |||
28,0 | - | - | - | |||
30,0 | - | - | - | |||
32,0 | - | - | - | ±1,80 | 2,50 | ±0,80 |
34,0 | - | - | - | |||
36,0 | - | - | - | |||
38,0 | - | - | - | |||
40,0 | - | - | - | |||
58,0 | - | - | - | ±2,00 | ||
73,0 | - | - | - | ±2,50 | ||
Таблица 4
мм
| Исполнение I | Исполнение II |
|
|
|
|
|
|
|
| |||||
Номи- нальный внутрен- ний диаметр | Пред. откл. от номин. внутрен- него диаметра | Номин. толщина стенки | Пред. откл. от номин. толщины стенки | Номин. толщина стенки | Пред. откл. от номин. толщины стенки | Пред. откл. от номин. внутрен- него диа- метра | Номин. толщина стенки | Пред. откл. от номин. толщины стенки | Пред. откл. от номин. внутрен- него диаметра | Номин. толщина стенки | Пред. откл. от номин. толщины стенки | Пред. откл. от номин. внутрен- него диа- метра | Номин. толщина стенки | Пред. откл. от номин. толщины стенки, % | |
Тип трубки | |||||||||||||||
305 | 306 | 307 | 308 | ||||||||||||
0,30 | - | - | - | - | - | - | - | - | - | - | ±0,10 | 0,20 | +30,0 | ||
0,50 | ±0,10 | 0,30 | ±0,10 | - | - | - | - | - | - | - | - | ||||
0,80 | - | - | - | - | - | - | - | - | ±0,15 | ||||||
1,00 | ±0,20 | 0,40 | - | - | - | - | - | ±0,10 | 0,80 | ±0,10 | 0,20; | ||||
1,50 | ±0,25 | - | - | - | - | - | - | 0,30 | |||||||
2,00 | 1,00 | ±0,20 | - | - | - | 1,00 | |||||||||
2,50 | - | - | - | - | - | 0,40 | |||||||||
3,00 | 1,00 | ±0,20 | - | - | - | ||||||||||
3,50 | - | - | - | - | - | ±0,30 | 0,60 | ±15,0 | |||||||
4,00 | 0,60 | 1,20 | ±0,20 | - | - | - | 0,60; | +15,0 | |||||||
4,50 | - | - | - | 0,60 | |||||||||||
5,00 | - | - | - | 0,60; | |||||||||||
6,00 | ±0,30 | - | - | - | - | - | 1,50 | ||||||||
7,00 | ±0,50 | - | - | +0,30 | 0,10 | ±0,03 | 1,00 | ||||||||
8,00 | - | - | 1,50; | ||||||||||||
9,00 | - | - | 1,50 | ||||||||||||
10,00 | 0,70 | - | - | - | - | - | +30,0 | ||||||||
12,00 | - | - | - | - | - | - | - | - | |||||||
14,00 | - | - | - | - | - | ||||||||||
16,00 | ±0,80 | 0,90 | - | - | - | - | - | ±0,20 | 1,50 | ±0,20 | - | - | - | ||
18,00 | - | - | - | - | - | - | - | - | |||||||
20,00 | ±1,00 | 1,15 | ±0,20 | - | - | - | - | - | - | ||||||
22,00 | - | - | - | - | - | - | - | - | - | - | - | ||||
25,00 | - | - | - | - | - | - | - | - | - | - | - | ||||
30,00 | ±1,30 | 1,40 | ±0,25 | - | - | - | - | - | - | - | - | - | - | - | |
35,00 | - | - | - | - | - | - | - | - | - | - | - | ||||
40,00 | ±2,00 | 1,75 | - | - | - | - | - | - | - | - | - | - | - | ||
50,00 | - | - | 4,50 | ±0,80 | |||||||||||
Таблица 5
мм
Номинальный внутренний диаметр до усадки/после усадки | Пред. откл. | Номин. толщина стенки | Пред. откл. от номин. толщины стенки | Пред. откл. | Номин. толщина стенки | Пред. откл. от номин. толщины стенки |
после усадки | после усадки | |||||
Тип трубки | ||||||
403 | 407 | |||||
2,00/1,00 | ±0,40 | 0,80 | ±0,10 | ±0,50 | 0,80 | ±0,10 |
3,00/1,50 | - | - | - | |||
4,00/2,00 | ±0,50 | 1,00 | ±0,10 | |||
6,00/3,00 | ±0,50 | |||||
8,00/4,00 | ||||||
10,00/5,00 | 1,20 | ±0,20 | ||||
12,00/6,00 | ±0,70 | |||||
14,00/7,00 | ||||||
16,00/8,00 | 1,60 | ±0,30 | ||||
18,00/9,00 | ||||||
20,00/10,00 | ±1,00/ | |||||
22,00/11,00 | ±0,80 | 2,00 | ±0,40 | - | - | - |
24,00/12,00 | ±1,00/ | 1,00 | ±0,10 | |||
26,00/13,00 | - | - | - | |||
30,00/15,00 | ±1,00 | 2,40 | - | - | - | |
32,00/16,00 | ±1,00 | 1,50 | ±0,20 | |||
34,00/17,00 | - | - | - | |||
45,00/22,50 | ±2,50 | ±0,50 | - | - | - | |
50,00/25,00 | - | - | - | |||
В зависимости от толщины стенки трубки изготовляют исполнения I и исполнения II. Трубки исполнения II имеют утолщенную стенку.
По согласованию изготовителя с потребителем допускается изготовление трубок других размеров. При этом их размеры должны быть указаны в стандартах или технических условиях на трубки конкретных марок.
1.4. Условное обозначение трубки должно содержать тип, марку, внутренний диаметр и обозначение стандарта или технических условий на трубки конкретных марок.
При необходимости дополнительно указывают: цвет, сорт, исполнение трубки или другие данные, характеризующие трубку.
Пример условного обозначения трубки типа 110, марки ТЛВ, внутренним диаметром 4,0 мм:
Трубка 110, ТЛВ 4 ГОСТ 9614-75.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Характеристики
2.1.1. Трубки должны изготовляться по технологической документации, утвержденной в установленном порядке и соответствовать требованиям основных потребительских (эксплуатационных) характеристик, установленных настоящим стандартом.
Дополнительные требования к трубкам, при необходимости, должны быть приведены в стандартах или технических условиях на трубки конкретных марок.
2.1.2. Наружная поверхность трубок должна быть ровной, гладкой, без трещин, пор, пузырей и отслоений, видимых невооруженным глазом.
На наружной поверхности трубок допускается наличие текстуры, обусловленной технологией изготовления.
Внутренняя поверхность трубок не должна иметь выступов, препятствующих продеванию провода.
Наружная и внутренняя поверхности трубок при хранении и транспортировании не должны слипаться.
На наружных поверхностях трубок допускается наличие жировых пятен, легко удаляемых тампоном, смоченным в уайт-спирите.
Дополнительные требования к внешнему виду трубок, при необходимости указывают в стандартах или технических условиях на трубки конкретных марок.
2.1.3. Цвет трубок должен соответствовать окраске материалов, из которых они изготовлены.
Допускаются другие цвета трубок за счет применения окрашенных шнуров-чулок и различных пигментов.
2.1.4. Электрические и физико-механические показатели трубок должны соответствовать требованиям, приведенным в табл.6-9.
Таблица 6
Наименование показателя | Тип трубки | |||||
110 | 120 | 131 | 132 | 133 | 134 | |
1. Пробивное напряжение (электрическая прочность) переменного тока частоты 50 Гц, кВ (кВ/мм), не менее | ||||||
1.1. В исходном состоянии | 5,00 | 1,70 | 6,00 | 6,00 | 5,00 | 6,00 |
1.2. После перегибов на угол | 3,00 | 0,66 | 3,00 | 3,00 | - | 3,00 |
1.3. После воздействия повышенных температур | 5,00 | - | 5,00 | 4,00 | 5,00 | 4,00 |
1.4. После воздействия пониженных температур | 1,00 | - | 1,20 | 1,20 | 5,00 | 1,20 |
1.5. После воздействия жидких агрессивных сред: | ||||||
1.5.1. бензина | 4,00 | - | - | - | - | - |
1.5.2. смеси ксилота с уайт-спиритом | - | - | 3,60 | 3,60 | - | - |
1.5.3. воды | - | - | - | - | 3,50 | - |
1.5.4. трансформаторного масла | 5,00 | - | 5,00 | 4,00 | - | - |
1.6. После пребывания в условиях влажности | 2,00 | - | 2,00 | 2,00 | 3,50 | 2,00 |
1.7. Под воздействием продавливающей нагрузки | 8,00 | - | - | - | 4,00 | - |
1.8. После истирания | 3,00 | - | 3,00 | 3,00 | 4,50 | 3,00 |
2. Эластичность | Не должно быть трещин и отслоений лакового слоя | Не должно быть трещин и отслоений лакового слоя | ||||
3. Сопротивление изоляции (удельное объемное электрическое сопротивление), МОм (Ом·м), не менее | 1500,00 | 5000,00 | (1,00·10 | (1,0·10 | (1,0·10 | (1,0·10 |
_______________
* Для трубок марки ТСП.
Таблица 7
Тип трубки | ||
Наименование показателя | 203 | |
исполнение I | исполнение II | |
1. Испытательное напряжение переменного тока частоты 50 Гц, кВ, не менее | ||
1.1. В исходном состоянии | 4,0 | 6,0 |
1.2. После воздействия повышенных температур | 3,0 | 4,0 |
1.3. После воздействия пониженных температур | 3,0 | 4,5 |
1.4. После воздействия жидких агрессивных сред: | ||
1.4.1. воды | 3,0 | 4,0 |
1.4.2. ксилола | 1,0 | 2,0 |
1.5. Под воздействием продавливающей нагрузки | - | 4,0 |
2. Разрушающее напряжение при растяжении, МПа (кгс/см | 4,5 (46) | 4,0 (40,0) |
3. Относительное удлинение при разрыве, %, не менее | 300 | 300 |
4. Сопротивление изоляции, МОм, не менее | 1,0·10 | - |
Таблица 8
Наименование показателя | Тип трубки | |||
305 | 306 | 307 | 308 | |
1. Электрическая прочность (испытательное напряжение) переменного тока частоты 50 Гц, кВ/мм (кВ), не менее | ||||
1.1. В исходном состоянии | 15,0 | (4,5) | (22,0) | - |
1.2. После воздействия повышенных температур | 10,0 | - | - | - |
1.3. После воздействия пониженных температур | 10,0 | - | - | - |
1.4. После пребывания в условиях влажности | 10,0 | (2,0) | - | - |
1.5. Под воздействием продавливающей нагрузки | - | - | (1,5) | - |
2. Удельное объемное электрическое сопротивление, Ом·м, не менее | 1,0·10 | 1,0·10 | 1,0·10 | - |
3. Разрушающее напряжение при растяжении, МПа (кгс/см | 9,8 (100) | 10,0 (100) | 10,5 (105) | 27,0 (270*) |
4. Относительное удлинение при разрыве, %, не менее | 180 | - | - | 250* |
_______________
* Без дополнительной термообработки.
Таблица 9
Наименование показателя | Тип трубки | |
403 | 407 | |
1. Испытательное напряжение переменного тока частоты 50 Гц, кВ, не менее | ||
1.1. В исходном состоянии | 8,0 | 22,0 |
1.2. После воздействия повышенных температур | 6,0 | - |
1.3. После воздействия пониженных температур | 6,0 | - |
1.4. Под воздействием продавливающей нагрузки | 6,0 | 1,5 |
2. Удельное объемное электрическое сопротивление, Ом·м, не менее | - | 1,0·10 |
3. Разрушающее напряжение при растяжении, МПа (кгс/см | 4,0 (40,0) | 10,5 (105,0) |
4. Относительное удлинение при разрыве, %, не менее | 300,0 | - |
2.2. Требования к сырью и материалам
Сырье и материалы, применяемые для изготовления трубок, должны быть указаны в стандартах или технических условиях на трубки конкретных марок.
2.3. Маркировка
2.3.1. Трубки одной марки и одного диаметра длиной 1 м собирают в пачки по 50-100 шт. длиной более 1 м, наматывают последовательно в бухты от 5 до 6000 м в зависимости от диаметра трубки.
По согласованию изготовителя с потребителем для трубок диаметром от 0,3 до 3,0 мм допускается параллельная намотка в бухты.
Пачки или бухты трубок должны быть обернуты в трех местах лентой из оберточной бумаги по ГОСТ 8273-83* и перевязаны шпагатом по ГОСТ 16266-70 или по ГОСТ 17308-85 или другим перевязочным материалом по нормативно-технической документации.
________________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ 8273-75. - .
2.3.2. На каждой пачке или бухте должен быть прикреплен ярлык с нанесением следующих данных:
а) наименование или товарный знак предприятия-изготовителя;
б) условное обозначение трубки;
в) длина в метрах или масса в килограммах;
г) номер партии и дата изготовления;
д) штамп технического контроля предприятия-изготовителя;
е) изображение государственного Знака качества.
2.3.3. Транспортная маркировка должна соответствовать ГОСТ 14192-77 с нанесением на каждое грузовое место манипуляционного знака "Боится сырости".
2.4. Упаковка
2.4.1. Пачки или бухты трубок должны быть упакованы в фанерные ящики типа VI по ГОСТ 5959-80 или дощатые типа III-2 по ГОСТ 2991-85.
Габаритные размеры ящиков выбирают в соответствии с требованиями ГОСТ 21140-75.
Масса брутто ящика должна быть не более 50 кг.
Дно и стенки ящиков должны выстилаться водонепроницаемой бумагой по ГОСТ 8828-75 или парафинированной бумагой по ГОСТ 9569-79 с запасом на прокладку под крышкой. Допускается дно и стенки ящиков выстилать полиэтиленовой пленкой по ГОСТ 10354-82 или другой пленкой по нормативно-технической документации.
Ящики должны быть обиты по торцам стальной лентой по ГОСТ 3560-73, скрепленной в замок.
В плотные фанерные или дощатые ящики упаковываются трубки, отгружаемые мелкими отправками.
2.4.2. Ящики с трубками формируют в транспортные пакеты по ГОСТ 21929-76 на плоских поддонах 800х1200-1, ОД/ВГ по ГОСТ 9557-87.
Масса пакета не более 1000 кг. Пакетирование грузов осуществляется ручным или механизированным способом. Для формирования пакетов применяются средства скрепления по ГОСТ 21650-76.
2.4.3. Допускается повагонная отправка и отправка в контейнерах по ГОСТ 15102-75 или ГОСТ 20435-75. При этом упаковка трубок производится в один слой водонепроницаемой бумаги или парафинированной бумаги, или полиэтиленовой пленки, не менее чем в 2 слоя мешочной бумаги по ГОСТ 2228-81, или в трехслойные мешки по ГОСТ 2226-75, или в ящики из гофрированного картона по ГОСТ 13841-79.
По согласованию изготовителя с потребителем допускается другой вид упаковки, обеспечивающий сохранность трубок при транспортировании.
Трубки, упакованные в мешки, допускается укладывать на ящичные или стоечные поддоны по ГОСТ 19848-76.
2.4.4. При упаковывании трубок в транспортную тару не должно быть перегибов по длине пачки и диаметру бухты армированных трубок.
3. ПРИЕМКА
3.1. Для проверки соответствия трубок требованиям настоящего стандарта и требованиям стандартов или технических условий на трубки конкретных марок устанавливают приемо-сдаточные, периодические и типовые испытания.
Испытания проводят по показателям и в объеме, указанным в табл.10.
Таблица 10
Наименование показателя | Пункт | Объем* выборки от партии | Количество* образцов от выборки, шт. | Размер* образца, мм | Категория испытания | |
технических требований | методов испытаний | |||||
1. Длина | 1.2 | 4.4 | 5% | - | - | Приемо-сдаточные |
2. Внешний вид, цвет | 2.1.2; 2.1.3 | 4.7 | 20% | - | - | |
3. Внутренний диаметр** | 1.3 | 4.5 | 1,5 м | 9 | 150 | |
4. Толщина стенки** | 4.6 | |||||
5. Пробивное (испытательное) напряжение, электрическая прочность | 2.1.4 | Приемо-сдаточные; для типов 120, 305, 307, 407 - периодические | ||||
5.1. В исходном состоянии** | Табл.6-9 п.1.1 | 4.8 | ||||
5.2. После перегиба (эластичность) | Табл.6 п.1.2 | 4.8.1 | ||||
5.3. После воздействия повышенных температур | Табл.6 п.1.3 | 4.8.2 | Периодические | |||
5.4. После воздействия пониженных температур | Табл.6 п.1.4 | 4.8.3 | ||||
5.5. После воздействия жидких агрессивных сред | Табл.6 п.1.5 | 4.8.4 | ||||
5.5.1. Бензина | Табл.6 п.1.5.1 | |||||
5.5.2. Смеси ксилола с уайт-спиритом | Табл.6 п.1.5.2 | |||||
5.5.3. Ксилола | Табл.7 п.1.4.2 | |||||
5.5.4. Воды | Табл.6 п.1.5.3 | 9 | ||||
5.5.5. Трансформаторного масла | Табл.6 п.1.5.4 | |||||
5.6. После пребывания в условиях влажности | Табл.6 п.1.6 | 4.8.5 | ||||
5.7. Под воздействием продавливающей нагрузки | Табл.6 п.1.7 | 4.8.6 | 8 | 150 | ||
5.8. После истирания | Табл.6 п.1.8 | 4.8.7 | 9 | |||
6. Сопротивление изоляции (удельное объемное электрическое сопротивление) | Табл.6 п.3 | 4.9 | 3 | 225-350 | Периодические | |
Табл.7 п.4 | 225-350 (250) | для типа 110 - приемо-сдаточные | ||||
7. Разрушающее напряжение при растяжении и относительное удлинение при разрыве | Табл.7 пп.2.3 | 4.10 | 2,5 м | 9 | 250 | Периодические; для типа 308 - приемо-сдаточные |
8. Масса 1 м трубки | - | 4.4 | - | 3 | 1000 | Типовые |
_______________
* В стандартах или технических условиях на трубки конкретных марок допускается устанавливать другой объем выборки, размер и количество образцов.
** Испытание проводят на образцах одной выборки.
3.2. Трубки принимают партиями. За партию принимают трубки одной марки, одного диаметра в количестве не более 100 км или 2000 кг, изготовленные из одной партии материала и оформленные одним документом о качестве, содержащим:
наименование или товарный знак предприятия-изготовителя;
условное обозначение трубки;
общую длину в метрах или массу в килограммах;
номер партии;
дату изготовления;
штамп технического контроля или личное клеймо рабочего;
изображение государственного Знака качества.
3.3. Приемо-сдаточным испытаниям подвергают каждую партию трубок по показателям, установленным в настоящем стандарте, в стандартах или технических условиях на трубки конкретных марок.
3.4. Периодические испытания проводят не реже одного раза в 6 месяцев на трубках, прошедших приемо-сдаточные испытания.
3.5. При получении неудовлетворительных результатов приемо-сдаточных и периодических испытаний, хотя бы по одному из показателей, проводят повторные испытания на удвоенной выборке трубок, взятых от других мест той же партии, по тем показателям, по которым получены неудовлетворительные результаты.
Результаты повторных испытаний распространяются на всю партию.
При получении неудовлетворительных результатов повторных периодических испытаний отгрузка трубок потребителю должна быть прекращена до выявления и устранения причин несоответствия требованиям настоящего стандарта, а также требованиям стандартов или технических условий на трубки конкретных марок и получения удовлетворительных результатов новых испытаний.
Протокол периодических испытаний высылают потребителю по требованию.
3.6. Типовые испытания должны быть проведены на соответствие требованиям настоящего стандарта, стандартов или технических условий на трубки конкретных марок после освоения их производства, при изменении технологического процесса изготовления трубок, а также при замене исходных материалов. Объем выборки типовых испытаний устанавливают в соответствии с требованиями к приемо-сдаточным и периодическим испытаниям.
Протоколы типовых испытаний высылают потребителю по требованию.
3.7. Потребитель при контроле качества поступивших к нему трубок на соответствие требованиям настоящего стандарта, стандартов или технических условий на трубки конкретных марок проводит испытания по программе приемо-сдаточных, периодических испытаний, указанных в табл.10 и в стандартах или технических условиях на трубки конкретных марок. При этом за партию принимают трубки, полученные по одному сопроводительному документу.
Допускается проводить испытания не по всем показателям, указанным в табл.10.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Перед испытанием образцы трубок нормализуют не менее 6 ч в условиях комнатной среды по ГОСТ 6433.1-71.
Продолжительность и условия кондиционирования по ГОСТ 6433.1-71 и должны быть указаны в стандартах и технических условиях на трубки конкретных марок.
4.2. Испытание образцов после нормализации и кондиционирования проводят в условиях комнатной среды, если в стандартах или технических условиях на трубки конкретных марок не указаны другие условия.
За результат испытаний принимают центральное значение измеряемых величин. Для определения центрального значения величин измерения, их надо расположить в порядке возрастания. Значение, находящееся в середине упорядоченной последовательности нечетного количества измерений, принимают за центральное.
Максимальное и минимальное значения при необходимости указывают в стандартах или технических условиях на трубки конкретных марок.
4.3. Образцы для испытаний отбирают из трех любых бухт или пачек партии.
Количество и длина образцов для испытаний приведены в табл.10 или должны указываться в стандартах или технических условиях на трубки конкретных марок.
Предельные отклонения длины образцов ±10 мм.
4.4. Определение длины трубок (п.1.2) в бухтах проводят средствами измерений с погрешностью ±0,1%, длины каждой трубки в пачке - с погрешностью ±5 мм.
Массу трубок в бухтах (п.1.2) и среднюю массу трубки длиной (1000±1,0) мм определяют на весах любого типа, обеспечивающих погрешность измерения ±0,5% и ±0,01 г соответственно.
4.5. Проверку внутреннего диаметра трубки (п.1.3) производят измерительным стержнем с двумя стальными цилиндрическими вставками, из которых одна имеет максимальный диаметр, равный внутреннему диаметру трубки с плюсовым допуском, а другая - минимальный, с минусовым допуском (черт.1).
Измерительный стержень
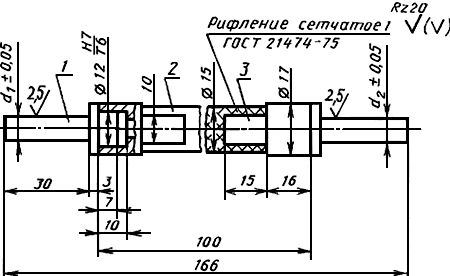
1 - мерный конец; 2 - ручка; 3 - место маркировки
Черт.1
Для трубок с внутренним диаметром свыше 10,5 мм допускается применение измерительных стержней ступенчатой цилиндрической формы (черт.2).
Измерительный стержень ступенчатой цилиндрической формы
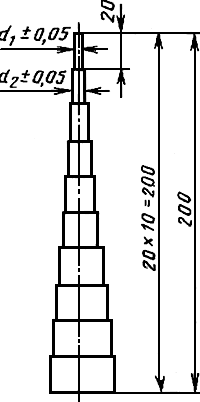
Черт.2
Интервал между значениями диаметров двух соседних ступеней в зависимости от внутреннего диаметра трубок указан в табл.11.
Таблица 11
мм
Внутренний диаметр трубки | Интервал между значениями двух соседних ступеней |
Св. 10,5 до 21,0 | 0,1 |
" 21,0 " 42,0 | 0,2 |
" 42,0 " 75,0 | 0,5 |
При определении внутреннего диаметра трубки мерный конец вставки или стержня должен входить всей длиной в ее полость, не вызывая расширение.
4.6. Толщину стенки трубки (п.1.3) определяют с погрешностью ±0,01 мм одним из приведенных ниже методов:
1) в полость образца трубки вставляют металлический стержень диаметром , равным внутреннему диаметру трубки, и микрометром типа МК по ГОСТ 6507-78 или толщиномером типа ТН по ГОСТ 11358-74 измеряют наружный диаметр
. Давление мерной пяты при измерении должно быть таким, чтобы только обеспечивалось контактирование стенок трубки со вставленным стержнем.
Толщину стенки трубки в миллиметрах вычисляют по формуле
![]() ;
;
2) из образца трубки вырезают продольную полоску шириной 1-2 мм. Измерение толщины производят средствами измерений, указанными в методе 1.
Для измерения толщины стенки допускается применение стенкомера типа С-2 по ГОСТ 11951-82 или других средств измерения, обеспечивающих указанную точность измерения.
Метод 2 является предпочтительным для трубок с внутренним диаметром свыше 2,0 мм.
4.7. Внешний вид трубки (п.2.1.2), ее цвет (п.2.1.3) и слипаемость наружных поверхностей (п.2.1.2) проверяют визуально без размотки бухт.
Для определения слипаемости трубок разъединяют две соседние трубки пачки или бухты в месте их наибольшего соприкасания или перегиба и проверяют на отсутствие отслоений и шероховатостей на контактируемых поверхностях трубок.
Внутреннюю поверхность трубки (п.2.1.2) проверяют на концах бухт или пачек металлическим стержнем, диаметр которого составляет 80-90% диаметра проверяемой трубки, причем стержень должен входить в полость трубки на длину 100 мм свободно, без препятствий.
4.8. Проверку трубок на электрическую прочность, пробивное и испытательное напряжение (п.1.1 табл.6-9) проводят по ГОСТ 6433.3-71 при напряжении переменного тока частоты 50 Гц.
Термоусаживаемые трубки перед испытанием необходимо усаживать. Способы и режимы усадки указывают в стандартах или технических условиях на трубки конкретных марок.
Для определения электрической прочности трубок перед испытанием производят измерение толщины стенки испытуемого образца с точностью 0,01 мм в соответствии с п.4.6 настоящего стандарта. Электрическую прочность трубок вычисляют с точностью до 0,1 кВ/ мм.
В качестве внутреннего электрода для прямых образцов принимают металлические стержни длиной на 25-30 мм больше длины испытуемого образца. Диаметр стержней выбирают таким образом, чтобы трубки плотно прилегали к стержню. При плотной посадке растягивание трубки не допускается.
Для изогнутых -образных образцов внутренними электродами являются пучки металлической проволоки, диаметры которых должны обеспечивать плотный контакт с внутренней поверхностью образца. Заполненные образцы трубок изгибают на угол
рад вокруг стержня диаметром, равным пятикратному внутреннему диаметру трубки, если в стандартах или технических условиях на трубки конкретных марок не указан другой размер.
В качестве внешнего электрода принимают полоску металлической фольги толщиной не более 0,025 мм и шириной 25 мм, которая должна плотно наматываться на трубку. Для изогнутых образцов в качестве внешнего электрода допускается применять воду, при этом образец погружают в воду на 3-5 см изогнутой частью.
Не допускается применять воду в качестве внешнего электрода для трубок, свойства которых изменяются при воздействии воды.
Определение электрических свойств трубок производят при плавном подъеме напряжения. Скорость подъема напряжения - 500 В/с или скорость, обеспечивающая подъем напряжения до заданного значения или до пробоя в течение 10-20 с.
4.8.1. Для проверки электрических свойств трубок после перегибов (п.1.2 табл.6) и эластичности (п.2 табл.6) образцы изгибают в тисках или любом приспособлении, имеющем зажимы с закругленными кромками по радиусу (4±0,5) мм.
Испытуемый образец закрепляют в зажимах таким образом, чтобы над тисками или приспособлением оставался свободный конец длиной не менее 75 мм, который изгибают на угол рад в плоскости, перпендикулярной линии взаимного касания губок тисков (зажимов приспособления).
За один перегиб принимают перегиб образца на угол рад в одну из сторон и обратно.
Для испытания трубок диаметром более 7,0 мм в полость образца предварительно вставляют отрезок другой трубки любой марки, но с наружным диаметром, равным 0,6-0,7 внутреннего диаметра испытуемого образца, закрепляют образец в тисках или в приспособлении и изгибают.
После контрольного числа перегибов образец трубки освобождают из тисков и подвергают внешнему осмотру при помощи лупы 4-кратного увеличения на отсутствие трещин и отслоений лакового слоя в месте перегиба. Обнаруженные на поверхности образца дефекты должны регистрироваться.
Если образцы удовлетворяют требованиям к эластичности, то их испытывают на определение пробивного (испытательного) напряжения или электрической прочности.
4.8.2. Для проверки электрических свойств трубок после воздействия повышенных температур (п.1.3 табл.6; п.1.2 табл.7, 8, 9) образцы выдерживают в термостатах, обеспечивающих поддержание температурного режима в рабочем объеме камеры с погрешностью ±2°С для температур до 180°С, ±3°С - для температур 200-250°С и ±5°С - для температур свыше 250°С.
Образцы трубок помещают в термостат таким образом, чтобы они не соприкасались между собой и со стенками камеры.
После удаления образцов из термостата их выдерживают не менее 15 мин в условиях комнатной среды и испытывают на определение электрической прочности или пробивного (испытательного) напряжения по п.4.8.
Вид подготовки образцов (прямые или в изогнутом состоянии), значение испытательных температур и время выдержки устанавливают в стандартах или технических условиях на трубки конкретных марок.
4.8.3. Для проверки электрических свойств трубок после воздействия пониженных температур (п.1.4 табл.6; п.1.3 табл.7, 8, 9) образцы выдерживают в холодильной камере, обеспечивающей понижение температуры до минус 60°С и поддержание температурного режима в рабочем объеме камеры с погрешностью ±2°С.
Образцы помещают в камере таким образом, чтобы они не соприкасались между собой и со стенками камеры.
После удаления образцов из камеры их выдерживают не менее 15 мин в условиях комнатной среды и испытывают на определение электрической прочности или пробивного (испытательного) напряжения, если в стандартах или технических условиях на трубки конкретных марок не указаны другие способы проверки.
Вид подготовки образцов, значения испытательных температур и время выдержки устанавливают в стандартах или технических условиях на трубки конкретных марок.
4.8.4. Для проверки электрических свойств трубок после воздействия жидких агрессивных сред (п.1.5 табл.6; п.1.4 табл.7) образцы погружают в сосуд с жидкостью таким образом, чтобы агрессивная среда не попадала вовнутрь трубки. Материал сосуда не должен взаимодействовать с жидкостью в условиях испытаний. После кондиционирования образцы извлекают из сосуда и после дальнейшей выдержки в условиях комнатной среды не менее 15 мин, образцы протирают фильтровальной бумагой по ГОСТ 12026-76 и испытывают на определение электрической прочности или пробивного (испытательного) напряжения.
Температурные условия и продолжительность кондиционирования устанавливают в стандартах или технических условиях на трубки конкретных марок.
В случае определения электрических свойств трубок после воздействия других агрессивных сред в стандартах или технических условиях на трубки конкретных марок указывают состав среды, продолжительность кондиционирования и температурные условия.
4.8.5. Для проверки электрических свойств трубок после пребывания в условиях влажности по ГОСТ 10315-75 (п.1.6 табл.6; п.1.4 табл.8) образцы выдерживают в камере влаги при температуре (23±2)°С и относительной влажности (95±2)% в течение (24±1) ч, если в стандартах или технических условиях на трубки конкретных марок не предусмотрены другие условия.
По истечении установленного времени, образцы удаляют из камеры, протирают фильтровальной бумагой по ГОСТ 12026-76 и испытывают на определение электрической прочности или пробивного (испытательного) напряжения.
4.8.6. Испытательное (пробивное) напряжение трубок под воздействием продавливающей нагрузки (п.1.7 табл.6; п.1.5 табл.7, 8; п.1.4 табл.9) определяют на образцах, в которые предварительно вставляют металлические стержни - электроды диаметрами, равными внутренним диаметрам испытываемых образцов и длиной на 25-30 мм больше их длины. На несгораемую изолирующию пластину (например, асбоцемент) укладывают два параллельно расположенных образца с расстоянием между стенками трубок в свету (50±5) мм. На них аналогично укладывают крест-накрест под прямым углом два других образца, которые также накрывают изоляционной пластиной.
Пластины нагружают грузом и выдерживают (15±1) мин. Затем, не снимая груза, к двум электродам одного из четырех перекрестий образцов трубок (к верхнему и нижнему) подводят испытательное напряжение в течение одной минуты или поднимают напряжение до пробоя.
Масса груза с изоляционной пластиной, условия и режимы кондиционирования под воздействием продавливающей нагрузки, нормы испытательного напряжения устанавливают в стандартах или технических условиях на трубки конкретных марок.
4.8.7. Для проверки электрических свойств трубок после истирания (п.1.8 табл.6) образцы трубок подвергают воздействию истирающего провода при помощи устройства, принципиальная схема которого изображена на черт.3.
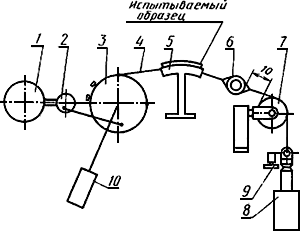
1 - электродвигатель; 2 - кривошипный механизм; 3 - диск; 4 - провод; 5 - опорная подушка стола;
6 - переходник; 7 - блок; 8 - груз; 9 - фиксатор; 10 - счетчик
Черт.3
Испытуемый образец надевают на истирающий провод 4 и закрепляют на опорной подушке стола 5. Один конец провода закрепляют на диске 3, к другому концу провода прикрепляют груз 8, обеспечивающий нагрузку на образец (19,6±1,96) Н, (2,0±0,2) кгс.
В качестве истирающего провода применяют провод марки ПСД по ГОСТ 7019-80 диаметром, указанным в табл.12, если в стандартах или технических условиях на трубки конкретных марок не предусмотрены другие марки и размеры.
Таблица 12
мм
Внутренний диаметр трубки | Диаметр истирающего провода |
1,5 до 2,5 | 0,65 |
Св. 2,5 " 5,0 | 1,05 |
" 5,0 " 10,0 | 1,54 |
Истирающий провод заменяют после разрушения его стекловолокнистой изоляции.
Частота движения истирающего провода должна быть равна (25±1) цикл/мин (возвратно-поступательных движений с длиной хода в каждую из сторон по (85±1) мм). Количество циклов фиксируется счетчиком 10. Число циклов истирания устанавливается в стандартах или технических условиях на трубки конкретных марок.
После выполнения необходимого количества циклов истираний образец снимают с опорной подушки и испытывают на определение пробивного (испытательного) напряжения.
4.9. Определение сопротивления изоляции и удельного объемного электрического сопротивления трубок (п.3 табл.6; п.2 табл.8, 9; п.4 табл.7) проводят в соответствии с ГОСТ 6433.2-71 при плавном подъеме напряжения. Скорость подъема напряжения в соответствии с п.4.8.
В качестве испытательного напряжения применяют постоянное напряжение, величина которого выбирается из ряда значений, рекомендованных ГОСТ 6433.2-71.
В качестве внутреннего электрода применяют металлические стержни, размеры которых должны обеспечивать хороший электрический контакт по всей поверхности соприкосновения с образцом.
В качестве внешнего электрода применяют алюминиевую фольгу по ГОСТ 618-73 толщиной не более 0,025 мм. Допускается применять токопроводящую серебряную или металлическую краску.
Внутренний диаметр испытываемых образцов измеряют в соответствии с п.4.5, толщину стенки - п.4.6 настоящего стандарта. Измерение толщины стенки производят с погрешностью ±0,01 мм.
4.10. Разрушающее напряжение при растяжении и относительное удлинение при разрыве (пп.2, 3 табл.7; пп.3, 4 табл.8, 9) определяют на разрывных машинах, обеспечивающих измерение нагрузки с погрешностью не более 1% от измеряемой величины и постоянную скорость раздвижения зажимов в пределах требований стандартов или технических условий на трубки конкретных марок.
Трубки диаметром до 10 мм испытывают на образцах трубчатой формы при расстоянии между зажимами машины (50±2) мм. Испытания трубок диаметром свыше 10 мм проводят на образцах в форме двусторонних лопаток типа 3 по ГОСТ 270-75, если в стандартах или технических условиях на трубки конкретных марок не указаны другие условия. Образцы в форме двусторонних лопаток вырубают ножом по ГОСТ 270-75 в направлении продольной оси трубки. Толщина образца соответствует толщине стенки трубки.
Образцы трубок на основе пластмасс испытывают по ГОСТ 11262-80, на основе резин - по ГОСТ 270-75.
Образец закрепляют в зажимах испытательной машины таким образом, чтобы продольные оси зажимов и ось образца совпадали между собой и с направлением движения подвижного зажима. Конструкция зажимов машины должна исключать скольжение и механическое повреждение образца.
При испытании измеряют нагрузку и удлинение образца в момент разрыва. Образцы, которые в процессе испытания разрушаются в зажимах машины, в расчет не принимают.
Разрушающее напряжение при растяжении в МПа (кгс/см) вычисляют по формулам:
для образцов трубчатой формы ![]() ;
;
для образцов в форме лопаток ![]() ,
,
где - нагрузка, при которой образец разрушился, Н;
- толщина стенки трубки, мм;
- внутренний диаметр трубки, мм;
- ширина рабочей части образца в форме лопатки, мм.
Относительное удлинение при разрыве в процентах вычисляют по формуле
![]() ,
,
где - изменение расчетной длины образца в момент разрыва, мм;
- начальная расчетная длина образца, мм.
Скорость раздвижения зажимов испытательной машины и расстояние между зажимами должны быть указаны в стандартах или технических условиях на трубки конкретных марок.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1.Транспортирование
5.1.1. Условия транспортирования в части воздействия механических факторов Л или С в зависимости от воздействия механических факторов - по ГОСТ 23216-78, в части воздействия климатических факторов 3 (ЖЗ), 5 (ОЖ4) - по ГОСТ 15150-69.
5.1.2. Трубки транспортируют любым видом транспорта в крытых транспортных средствах в соответствии с действующими на каждом виде транспорта правилами перевозки грузов, утвержденными в установленном порядке.
При транспортировании трубок железнодорожным транспортом отправка трубок может быть повагонная, мелкая или в контейнерах.
5.2. Хранение
Трубки должны храниться на складах в сухих закрытых помещениях при температуре окружающего воздуха от минус 10 до 35°С и относительной влажности воздуха не более 75% на расстоянии не менее 1 м от отопительных и нагревательных приборов на стеллажах слоями, высота которых должна устанавливаться в стандартах или технических условиях на трубки конкретных марок.
При хранении трубок не допускается воздействие прямых солнечных лучей, а также паров кислот, щелочей и других агрессивных сред.
6. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
6.1. Трубки эксплуатируются в изделиях, предназначенных для внутрисоюзных поставок.
6.2. Трубки в составе изделий пропитывают лаками, компаундами или составами по нормативно-технической документации, утвержденной в установленном порядке.
6.3. Указания по эксплуатации, при необходимости, должны быть приведены в стандартах или технических условиях на трубки конкретных марок.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель гарантирует соответствие трубок требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации.
Гарантийный срок хранения трубок должен быть установлен в стандартах или технических условиях на трубки конкретных марок продолжительностью не менее 6 месяцев.
ПРИЛОЖЕНИЕ 1
Обязательное
СООТВЕТСТВИЕ ТИПОВ ТРУБОК ПО НАСТОЯЩЕМУ СТАНДАРТУ, МАРКАМ ПО ДЕЙСТВУЮЩИМ СТАНДАРТАМ И ТЕХНИЧЕСКИМ УСЛОВИЯМ И КОДЫ ОКП ТРУБОК
Тип трубок по настоящему стандарту | Марка по действующим стандартам и техническим условиям | Код ОКП |
110 | ТЛВ | 34 9141 0100 |
ТЛМ по ГОСТ 9614-75 | 34 9141 0200 | |
120 | ТЛНК по ТУ 16-503.176-78* | 34 9142 0200 |
________________ * Документ в информационных продуктах не содержится. За информацией о документе Вы можете обратиться в Службу поддержки пользователей. - . | ||
131 | ТЭС по ГОСТ 10699-80 | 34 9143 0500 |
ТСП по ТУ 16-503.173-78 | 34 9143 0800 | |
132 | ТПС по ТУ 16-503.189-79 | 34 9143 0600 |
133 | ТКСП по ТУ 16-503.133-79 | 34 9143 0300 |
ТКСТ по ТУ 16-503.206-80 | 34 9144 0600 | |
134 | ТКС по ГОСТ 10699-80 | 34 9143 0100 |
203 | ТКР по ТУ 16-503.031-80 | 34 9144 0100 |
ТРТ по ТУ 16-503.205-80 | 34 9144 0700 | |
ТР-ХМ по ТУ 16-503.252-84 | 34 9144 1100 | |
305 | ТВ40, TB40T, ТВ-50 по ГОСТ 19034-82 | 22 4721 0000 |
ТВ-40А, ТВ-50-14,ТВ-60 по ГОСТ 19034-82 | 22 4724 0000 | |
306 | ТФМП по ТУ 16-503.232-83 | 22 9295 0900 |
307 | ТЭ-С по ТУ 16-503.229-82 | 34 9145 3000 |
ТЭ-Т по ТУ 16-503.229-82 | 34 9145 4000 | |
308 | Фторопласт 4Д по ГОСТ 22056-76 | 22 4731 0200 |
Фторопласт 4ДМ по ГОСТ 22056-76 | 22 4731 0500 | |
403 | ТУР-ХМ по ТУ 16-503.252-84 | 34 9144 1000 |
407 | ТТЭ-С по ТУ 16-503.229-82 | 34 9145 1000 |
ТТЭ-Т по ТУ 16-503.229-82 | 34 9145 2000 | |
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1988
{kind=link}