ГОСТ IEC 61210-2017
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УСТРОЙСТВА ПРИСОЕДИНИТЕЛЬНЫЕ. ЗАЖИМЫ ПЛОСКИЕ БЫСТРОСОЕДИНЯЕМЫЕ ДЛЯ МЕДНЫХ ЭЛЕКТРИЧЕСКИХ ПРОВОДНИКОВ
Требования безопасности
Connecting devices. Flat quick-connect clamps for copper electrical conductors. Safety requirement
МКС 29.120.20
Дата введения 2021-03-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Акционерным обществом "Всероссийский научно-исследовательским институтом по сертификации" (АО "ВНИИС") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 ноября 2017 г. N 527)
За принятие проголосовали:
Краткое наименование страны по МК (ИСO 3166) 004-97 | Код страны по МК (ИСO 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
(Поправка. ИУС N 2-2021).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 9 декабря 2020 г. N 1276-ст межгосударственный стандарт ГОСТ IEC 61210-2017 введен в действие в качестве национального стандарта Российской Федерации с 1 марта 2021 г.
5 Настоящий стандарт идентичен международному стандарту IEC 61210:2010* "Устройства соединительные. Плоские быстросоединяемые выводы для электрических медных проводников. Требования безопасности" ("Connecting devices - Flat quick-connect terminations for electrical copper conductors - Safety requirements", IDT).
_________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан Подкомитетом SC 23F "Соединительные устройства" Технического комитета TC 23 "Электрическое вспомогательное оборудование" Международной электротехнической комиссии (IEC).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменений или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
ВНЕСЕНА поправка, опубликованная в ИУС N 2, 2021 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на неизолированные плоские быстросоединяемые зажимы, состоящие из штыревого наконечника типоразмеров 2,8; 4,8; 6,3 и 9,5 мм и гнездового наконечника, используемые в качестве встроенного или составляющего единое целое с оборудованием, или комплектующим узлом элемента, или самостоятельной части. Настоящий стандарт устанавливает единые правила в отношении размеров, рабочих характеристик и программы испытаний.
Присоединяемые медные проводники могут быть жесткими многожильными (площадь поперечного сечения не более 6 мм) или одножильными (площадь поперечного сечения не более 2,5 мм
включительно). Настоящий стандарт не следует использовать для соединения алюминиевых проводников.
Значения номинального напряжения плоских зажимов при эксплуатации не должны превышать 1000 В переменного тока частотой не более 1000 Гц включительно и 1500 В постоянного тока при диапазоне температур, допустимом для указанных в стандарте материалов.
Примечание 1 - Настоящий стандарт, при необходимости, может быть применен для проводников с жилами, изготовленными из других материалов помимо меди.
Примечание 2 - В целях безопасности плоские зажимы, не входящие в область распространения настоящего стандарта, не должны сочленяться с наконечниками, соответствующими настоящему стандарту.
Примечание 3 - Настоящий стандарт не распространяется на гнездовые наконечники с принудительным защелкивающим устройством.
Примечание 4 - Плоские зажимы, соответствующие требованиям настоящего стандарта, не рассчитаны на разъединение посредством приложения усилия к проводнику, присоединенному к наконечнику.
Примечание 5 - В приложении D дается дополнительная информация по единицам, не являющимся международными.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных ссылок - последнее издание (включая все его изменения).
IEC 60068-1:1988, Environmental testing - Part 1: General and guidance (Испытание на воздействие внешних факторов. Часть 1. Общие положения и руководство)
IEC 60352-2:2006, Solderless connections - Part 2: Crimped connections - General requirements, test methods and practical guidance (Соединения непаяные. Часть 2. Обжимные непаяные соединения. Общие требования, методы испытаний и практическое руководство)
ISO 1456:2009, Metallic and other inorganic coatings - Electrodeposited coatings of nickel, nickel plus chromium and of copper plus nickel plus chromium (Покрытия металлические. Электролитические покрытия из никель-хрома, медь-никеля и медь-никель-хрома)
ISO 2081:2008, Metallic coatings - Electroplated coatings of zinc with supplementary treatments on iron or steel (Покрытия металлические. Электролитические покрытия цинком по железу или стали)
ISO 2093:1986, Electroplated coatings of tin; Specification and test methods (Покрытия оловом. Спецификации и методы испытаний).
3 Термины и определения
В настоящем стандарте применены термины с соответствующими определениями:
3.1 плоский быстросоединяемый зажим (fat quick-connect termination): Электрическое соединение, состоящее из штыревого и гнездового наконечников, сочленяемых и расчленяемых с помощью или без помощи инструмента.
3.2 штыревой наконечник (штекер) (male tab): Часть быстросоединяемого плоского зажима, вводимого для сочленения в гнездовой наконечник.
3.3 испытательный штыревой наконечник (male test tab): Штыревой наконечник, изготовленный с соответствующими допусками из специального материала без покрытия и предназначенный для проведения механических испытаний на гнездовых наконечниках, отобранных с производственной линии.
3.4 гнездовой наконечник (гнездо) (female connector): Часть быстросоединяемого плоского зажима для ввода штыревого наконечника.
3.5 фиксирующий элемент (detent): Углубление (выемка) или отверстие в штыревом наконечнике, которое взаимодействует с выступающей частью гнездового наконечника и обеспечивает фиксацию.
3.6 максимально допустимая температура (maximum permissible temperature maximum service temperature): Наибольшая температура плоского зажима при нормальной эксплуатации с учетом нагрева от окружающего воздуха и оборудования и нагрева, производимого самим зажимом.
4 Основные характеристики
4.1 Плоские зажимы классифицируют по типоразмерам в соответствии с номинальной шириной и толщиной штыревых наконечников. Настоящий стандарт распространяется на следующие номинальные типоразмеры:
- 2,80,5 мм;
- 2,80,8 мм;
- 4,80,5 мм;
- 4,80,8 мм;
- 6,30,8 мм;
- 9,51,2 мм.
Примечание - Соответствие миллиметров и дюймов указано в таблице D.2.
4.2 Предпочтительными сечениями проводников должны быть 0,2; 0,34; 0,5; 0,75; 1,0; 1,5; 2,5; 4,0 и 6,0 мм.
Примечание - Примерное соответствие между площадью сечения, мм, и сортамента AWG показано в таблице D.3.
5 Маркировка и информация
5.1 Изготовитель штыревых и/или гнездовых наконечников, поставляемых раздельно, и изготовитель комплектующего узла с встроенными штыревыми и (или) гнездовыми наконечниками должны предоставить достаточную информацию, чтобы гарантировать правильную эксплуатацию плоского зажима и чтобы испытательная организация могла проводить соответствующие испытания согласно требованиям настоящего стандарта.
5.2 Эта информация должна быть представлена следующими способами, как конкретизируется в 5.3:
- Маркировкой (Ma)
Информация должна быть представлена в виде ясной и четкой маркировки на штыревых и гнездовых наконечниках.
Примечание - В случае наконечников, встроенных, например, в выключатели для приборов, маркировка может быть расположена на самом выключателе.
- Документацией (Do)
Информация должна быть представлена отдельным документом в виде этикетки, таблички или спецификации, раздельно или в наименьшей упаковочной единице с наконечниками. Содержание документа должно быть в наличии у конечного пользователя или изготовителя компонента или оборудования, а также испытательной организации, соответственно, в любом пригодном формате. Формат документа не является предметом рассмотрения настоящего стандарта.
- Декларацией (De)
Такая информация предназначена для испытательной организации для проведения испытаний в порядке, согласованном изготовителем и испытательной организацией.
5.3 Следующая информация должна быть предоставлена указанными выше методами.
a) Наименование изготовителя или товарный знак ......................... Ma (см. примечание 1).
b) Тип изделия ..................................................................................... Do (см. примечание 2).
c) Обозначение номинальных серий (размер - ширина и толщина, см. 4.1) .............................. Do (см. примечание 2).
d) Максимально допустимая температура, если она выше 85°C ................................................. Do (см. примечание 3).
e) Наиболее сложная комбинация штыревого и гнездового наконечников .................................. Do.
f) Тип проводника(ов), для которого(ых) пригодна эта часть зажима ............................................ Do.
g) Площадь сечения проводника, для которой пригодна эта часть зажима ................................. Do.
h) Рекомендуемый способ крепления проводника к наконечнику, например посредством инструмента, обжимной скобы или любым специальным устройством ................................................. Do.
i) Материал(ы) и тип покрытия .......................................................................................................... De.
Примечание 1 - Информация по встроенным штыревым или гнездовым наконечникам может быть предоставлена вместе с информацией по оборудованию или компоненту.
Примечание 2 - Для этой информации может быть использован соответствующий код.
Примечание 3 - Изоляция кабеля и контактных пластиковых деталей должна быть совместима с заявленной максимальной допустимой температурой.
Примечание 4 - В Японии используют маркировку толщины штыря на гнездовом наконечнике 5 для типоразмера 0,5 мм и 8 для типоразмера 0,8 мм.
6 Требования к конструкции
6.1 Конструкция плоских быстросоединяемых зажимов должна обеспечивать при нормальных условиях эксплуатации их надежную и безопасную для пользователя и внешней среды работу.
Соответствие требованиям проверяют испытаниями по 8.1-8.6.
6.2 Штыревые и гнездовые наконечники должны быть выполнены из металла, механическая прочность, электропроводность и коррозионная стойкость которого соответствует назначению деталей.
Соответствие требованиям проверяют осмотром, испытаниями по 8.1-8.6 и, если необходимо, химическим анализом.
Могут применяться следующие металлы, когда они используются в условиях допустимого температурного диапазона и стандартных атмосферных условий:
- медь (только для штыревых наконечников);
- сплав с содержанием не менее 58% меди для деталей, изготовленных из проката (холодной штамповкой), или не менее 50% меди для других деталей;
- легированная сталь с содержанием не менее 13% хрома и не более 0,09% углерода;
- сталь с гальваническим покрытием цинком (только для заземляющего проводника) согласно ISO 2081;
- сталь с гальваническим покрытием никелем согласно ISO 1456;
- сталь с гальваническим покрытием оловом согласно ISO 2093.
Примечание - Выбор материала и покрытия остается за разработчиками плоских зажимов для конкретных условий с учетом степени загрязнения зажимов внутри оборудования или комплектующего узла.
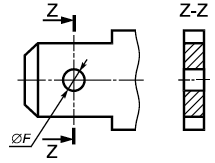
6.3 Размеры штыревых наконечников должны соответствовать размерам наконечников, указанным в таблице 1 и на рисунках 1-4. Размеры А, В, С, D, Е, F, J, М, N и Q являются обязательными.
Примечание 1 - Форма различных деталей может отличаться от формы, показанной на рисунках, при условии, что указанные размеры не меняются и соблюдаются требования к испытаниям, например: гофрированные штыревые наконечники, складчатые штыревые наконечники и т.п.
Примечание 2 - Размеры штыревых наконечников в дюймах указаны в таблице D.4.
Соответствие требованиям проверяют осмотром и измерениями.
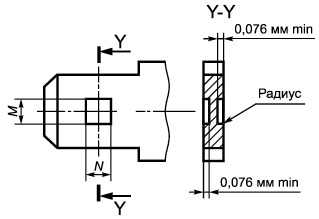
6.4 Размеры гнездовых наконечников должны совпадать с размерами, указанными в таблице 2 и на рисунке 5, где ![]() ,
, ![]() и 1,5 мм максимально являются обязательными требованиями.
и 1,5 мм максимально являются обязательными требованиями.
Примечание - Размеры гнездовых наконечников, если штыри указаны в дюймах, указаны в таблице D.5.
Соответствие требованиям проверяют осмотром и измерениями.
6.5 Штыревые и гнездовые наконечники должны быть сконструированы так, чтобы иметь надежную фиксацию после сочленения; сочленение и расчленение гнездового и штыревого наконечников должны быть произведены без повреждений и потерь каких-либо деталей.
Соответствие требованиям проверяют испытанием на усилие сочленения и расчленения по 8.1.
6.6 Штыревые и гнездовые наконечники, вмонтированные в оборудование или комплектующие узлы, должны быть надежно зафиксированы в них.
Соответствие требованию проверяют испытанием на стойкость к механической нагрузке по 8.2.
6.7 Штыревые и гнездовые наконечники должны быть сконструированы так, чтобы значения превышения температуры при нормальной эксплуатации не достигали значений, при которых ухудшается дальнейшая эксплуатация.
Соответствие требованию проверяют испытанием на превышение температуры по 8.3.
6.8 Штыревые и гнездовые наконечники должны быть сконструированы так, чтобы при нормальной эксплуатации их электрические характеристики не изменялись, и дальнейшая работа не ухудшалась.
Соответствие требованию проверяют испытанием на токовую нагрузку по 8.4.
6.9 Штыревые и гнездовые наконечники, имеющие максимально допустимую температуру, значение которой выше 85°С, должны быть сконструированы так, чтобы их электрические характеристики не изменялись, и дальнейшая работа не ухудшалась.
Соответствие требованию проверяют испытанием повышенной температурой по 8.5.
Значения максимально допустимой температуры для штыревых и гнездовых наконечников в зависимости от применяемых материалов и (или) покрытий указаны в приложении А.
6.10 Обжимные соединения должны выдерживать механические нагрузки, возникающие при обычной эксплуатации.
Соответствие требованиям проверяют испытанием на растяжение по 8.6.
6.11 Штыревые и гнездовые наконечники должны быть сконструированы так, чтобы любое повреждение одножильного проводника не влияло на прочность обжимного соединения проводника и наконечника, и его дальнейшая работа не ухудшалась.
Соответствие требованиям проверяют испытаниями по 6.5-6.10.
7 Общие замечания по испытаниям
7.1 Испытания, которые проводят в соответствии с настоящим стандартом, являются типовыми испытаниями.
7.2 Если не указано иное, то испытания образцов проводят после их предоставления, которые затем подсоединяют для нормальных условий эксплуатации, при температуре окружающего воздуха (20±5)°C.
7.3 Если не указано иное, то все испытания проводят при стандартных атмосферных условиях для проведения испытания, как указано в IEC 60068-1.
7.4 Образцы для испытаний предварительно подготавливают для испытаний при стандартных внешних условиях в течение промежутка времени, достаточного для достижения термостабильности всего компонента.
7.5 Испытания на превышение температуры и циклической токовой нагрузки выполняют в спокойном воздухе, т.e. поток воздуха со скоростью менее 10 м/мин при комнатной температуре.
7.6 Если образцы поставляют с неподсоединенными проводниками, то их надо подсоединить к деталям в соответствии с указаниями изготовителя, используя инструменты, рекомендованные изготовителем. Если отсутствуют специальные рекомендации изготовителя, то информация приведена в IEC 60352-2 в отношении соответствующих указаний по сборке.
7.7 Испытания проводят на каждом комплекте в последовательности, указанной в таблице 3, на самых сложных комбинациях штыревых и гнездовых соединений в соответствии с перечислением e) 5.3.
7.8 Испытания встроенных штыревых наконечников (см. пункт D таблицы 3) проводят с использованием испытательных наконечников, указанных в приложении C.
8 Типовые испытания
8.1 Усилия сочленения и расчленения
Отбирают 10 штыревых и гнездовых наконечников. Штыревые испытательные наконечники должны быть специально изготовлены с жесткими допусками специально для проведения этих испытаний.
Испытательные штыревые наконечники должны быть изготовлены из полутвердой латуни без покрытия твердостью (62±7) HR30T и соответствовать требованиям рисунков 1-4 и таблицы 1, за исключением значения допуска на размер С, указанного в таблице 4; любое увеличение поверхности стопора должно отличаться не более чем на 0,025 мм от номинального значения (см. рисунок 1).
Примечание 1 - Допуски толщины штыревого испытательного наконечника в дюймах даны в таблице D.6.
Испытательные штыревые наконечники не должны иметь покрытия.
Примечание 2 - В большинстве случаев можно использовать штыревой наконечник, отобранный с производственной линии, размеры которого соответствуют размерам испытательных наконечников.
При испытании каждого гнездового наконечника должен быть использован новый испытательный штыревой наконечник. При испытании каждой комбинации штыревого и гнездового наконечников штырь следует медленно и равномерно вводить и выводить при средней скорости движения, значение которой составляет приблизительно 1 мм/с.
Усилие сочленения и расчленения следует контролировать с помощью любого соответствующего испытательного прибора, обеспечивающего точность соприкосновения и позволяющего считывать показания. Образец такого устройства приведен в приложении В.
Соответствие требованиям проверяют нижеприведенным образом.
Усилия сочленения и расчленения должны быть в пределах, указанных в таблице 5.
Примечание 3 - Усилия сочленения и расчленения для размеров сортамента AWG даны в таблице D.7.
8.2 Стойкость к механической нагрузке (для вмонтированных штыревых или гнездовых наконечников)
Осевое усилие, значение которого равно значениям, указанным в таблице 6, прикладывают плавно только один раз соответствующим испытательным устройством в течение 1 мин. Не должно быть повреждения, влияющего на дальнейшую эксплуатацию штыревого или гнездового наконечника либо оборудования с вмонтированным наконечником.
Примечание - Удерживающее усилие для размеров в дюймах дано в таблице D.8.
Соответствие требованиям проверяют осмотром после завершения испытаний.
8.3 Превышение температуры
Испытание на превышение температуры проводят на 6 двухполюсных штыревых наконечниках (см. рисунок 6) и 12 гнездовых наконечниках одного типоразмера с присоединенными проводниками одного типа с наибольшей площадью поперечного сечения.
Материал для изготовления испытательных штыревых наконечников должен быть:
- из полутвердой латуни без покрытия твердостью (62±7) HR30T для гнездовых наконечников, изготовленных из медного сплава с покрытием или без покрытия;
- стали с никелевым покрытием для гнездовых наконечников, изготовленных из легированной стали или стали с никелевым покрытием.
Испытания проводят на готовых к поставке штыревых и гнездовых наконечниках. Испытательные образцы не должны быть специально подготовленными к испытаниям, если только это не указано в документации.
Обжатие наконечником присоединяемого проводника должно быть проведено в течение не более 1 ч после снятия изоляции с применением инструмента опрессовки, отрегулированного согласно инструкции изготовителя.
Все испытательные образцы подвергают внешнему осмотру и измеряют их размеры перед подсоединением проводника.
Испытательные образцы должны быть подсоединены к каждому концу на длину 178 мм медного изолированного проводника без покрытия. Изоляция проводника должна соответствовать требованиям изготовителя плоских быстросоединяемых зажимов.
Испытательные образцы должны иметь в сборке тонкопроволочную термопару, расположенную так, чтобы не влиять на контакт или присоединительную площадь испытательного образца. Пример сборки показан на рисунке 7. Термопара должна быть установлена таким образом, чтобы обеспечить тепловое и механическое сцепление с поверхностью соединителя, не вызывая существенных изменений в температуре соединителя, например за счет использования небольшого количества клеящего вещества.
В ходе испытаний образцы устанавливают и подсоединяют, как показано на рисунке 8. Испытательный ток, значение которого указано в таблице 7, пропускают через образцы до тех пор, пока не установится тепловое равновесие. Измеряют и записывают температуру образцов и окружающего воздуха.
Примечание 1 - По соглашению между испытательной организацией и изготовителем испытательный ток может быть увеличен.
Примечание 2 - Величина испытательного тока для превышения температуры для размеров AWG дана в таблице D.9.
Соответствие требованиям проверяют нижеприведенным образом.
Превышение температуры каждого индивидуального соединения, значение которого не должно быть выше 30 K.
8.4 Циклическая токовая нагрузка
Испытание проводят на образцах, прошедших испытание на превышение температуры по 8.3.
Сечения, изоляция проводников и испытательная установка должны быть такими, как указано в 8.3. 12 образцов испытывают в течение 500 циклов. Каждый цикл проводят при испытательной токовой нагрузке в течение 45 мин, как указано в таблице 8, и в течение 15 мин без токовой нагрузки.
Примечание - Испытательный ток для циклической токовой нагрузки для размеров сортамента AWG дан в таблице D.10.
Соответствие требованиям проверяют нижеприведенным образом.
Превышение температуры ![]() любого отдельного соединения измеряют после проведения 24 циклов, а превышение температуры
любого отдельного соединения измеряют после проведения 24 циклов, а превышение температуры ![]() любого отдельного соединения - после проведения 500 циклов. Значение
любого отдельного соединения - после проведения 500 циклов. Значение ![]() не должно превышать значения
не должно превышать значения ![]() более чем на 15 K. Отдельные превышения температуры
более чем на 15 K. Отдельные превышения температуры ![]() или
или ![]() не должны превышать 85 K.
не должны превышать 85 K.
8.5 Испытание повышенной температурой
Испытания проводят в камере нагрева при указанной максимально допустимой температуре не ниже 45 К на образцах с максимально допустимой температурой выше 85°С, прошедших испытания по 8.3 и 8.4.
Сечения, изоляция проводников и испытательная установка должны быть такими, как указано в 8.3.
Необходимо не повредить образцы, проводники и испытательную установку при их размещении в камере нагрева.
Образцы испытывают восемью циклами при повышенной температуре. Каждый цикл проводят в течение 23 ч при испытательном токе, значение которого указано в таблице 7, и в течение 1 ч без нагрузки током. После первого часа температуру нагрева камеры регулируют, при необходимости, до тех пор, пока не будет достигнута максимально допустимая температура.
После последнего цикла нагрева образцы охлаждают до температуры окружающего воздуха.
Соответствие требованиям проверяют нижеприведенным образом.
Испытание на превышение температуры по 8.3 должно быть повторено, используя значение тока из таблицы 7, а превышение температуры для любого соединителя не должно превышать 45 K.
Примечание - Испытательный ток для превышения температуры для размеров сортамента AWG дан в таблице D.9.
8.6 Испытание на стойкость к натяжению обжатых наконечников
Испытание проводят на 10 новых образцах, а любые изолированные опоры провода считают механически неэффективными.
Проводник должен быть подсоединен к наконечнику в соответствии с инструкциями изготовителя с помощью специального инструмента для обжатия.
Все предусмотренные сечения проводников должны пройти испытания.
Кроме того, при взаимном соединении двух проводников или более каждый проводник испытывают отдельно, поочередно и в соответствии с требуемым усилием натяжения, зависящим от его площади поперечного сечения.
Усилие натяжения, указанное в таблице 9, прикладывают в течение 1 мин без резких рывков с помощью устройства для испытаний на разрыв с головкой, движущейся со скоростью от 25 до 50 мм/мин.
Соответствие требования проверяют нижеприведенным образом.
Усилие, требуемое для отделения от наконечника обжатого проводника, должно быть не менее усилия натяжения по таблице 9.
Примечание 1 - Значения усилия натяжения для других способов соединения проводника находятся в стадии рассмотрения.
Примечание 2 - При любом способе соединения проводника другим устройством, отличающимся от предусмотренного изготовителем инструмента для обжатия, могут быть проведены специальные испытания, согласованные между изготовителями и испытательными лабораториями.
Примечание 3 - Усилие натяжения для размеров AWG указано в таблице D.11.
Таблица 1 - Размеры штыревых наконечников в миллиметрах (см. 6.3)
Размеры в миллиметрах | ||||||||||||
Номинальный размер | А | В мин. | С | D | Е | F | J | М | N | Р | Q мин. | |
2,8 | Фиксация углублением | 0,6 | 7,0 | 0,54 | 2,90 | 1,8 | 1,3 | 12° | 1,7 | 1,4 | 1,4 | 8,1 |
0,3 | 0,47 | 2,70 | 1,3 | 1,1 | 8° | 1,4 | 1,0 | 0,3 | ||||
отверстием | 0,6 | 7,0 | 0,54 | 2,90 | 1,8 | 1,3 | 12° | 1,4 | 8,1 | |||
0,3 | 0,47 | 2,70 | 1,3 | 1,1 | 8° | 0,3 | ||||||
2,8 | Фиксация углублением | 0,6 | 7,0 | 0,84 | 2,90 | 1,8 | 1,3 | 12° | 1,7 | 1,4 | 1,4 | 8,1 |
0,3 | 0,77 | 2,70 | 1,3 | 1,1 | 8° | 1,4 | 1,0 | 0,3 | ||||
отверстием | 0,6 | 7,0 | 0,84 | 2,90 | 1,8 | 1,3 | 12° | 1,4 | 8,1 | |||
0,3 | 0,77 | 2,70 | 1,3 | 1,1 | 8° | 0,3 | ||||||
4,8 | Фиксация углублением | 0,9 | 6,2 | 0,54 | 4,80 | 2,8 | 1,5 | 12° | 1,7 | 1,5 | 1,7 | 7,3 |
0,6 | 0,47 | 4,60 | 2,3 | 1,3 | 8° | 1,4 | 1,2 | 0,6 | ||||
отверстием | 0,9 | 6,2 | 0,54 | 4,90 | 3,4 | 1,5 | 12° | 1,7 | 7,3 | |||
0,6 | 0,47 | 4,67 | 3,0 | 1,3 | 8° | 0,6 | ||||||
4,8 | Фиксация углублением | 1,0 | 6,2 | 0,84 | 4,80 | 2,8 | 1,5 | 12° | 1,7 | 1,5 | 1,8 | 7,3 |
0,7 | 0,77 | 4,60 | 2,3 | 1,3 | 8° | 1,4 | 1,2 | 0,7 | ||||
отверстием | 1,0 | 6,2 | 0,84 | 4,90 | 3,4 | 1,5 | 12° | 1,8 | 7,3 | |||
0,6 | 0,77 | 4,67 | 3,0 | 1,3 | 8° | 0,7 | ||||||
6,3 | Фиксация углублением | 1,0 | 7,8 | 0,84 | 6,40 | 4,1 | 2,0 | 12° | 2,5 | 2,0 | 1,8 | 8,9 |
0,7 | 0,77 | 6,20 | 3,6 | 1,6 | 8° | 2,2 | 1,8 | 0,7 | ||||
отверстием | 1,0 | 7,8 | 0,84 | 6,40 | 4,7 | 2,0 | 12° | 1,8 | 8,9 | |||
0,5 | 0,77 | 6,20 | 4,3 | 1,6 | 8° | 0,7 | ||||||
9,5 | отверстием | 1,3 | 12,0 | 1,23 | 9,60 | 5,5 | 2,0 | 14° | 2,0 | 13,1 | ||
0,7 | 1,17 | 9,40 | 4,5 | 1,7 | 6° | 1,0 | ||||||
Таблица 2 - Размеры гнездовых наконечников (см. 6.4)
Размер наконечника, мм | мм | |
|
| |
2,8 | 3,8 | 2,3 |
2,8 | 3,8 | 2,3 |
4,8 | 6,2 | 2,9 |
4,8 | 6,2 | 2,9 |
6,3 | 7,8 | 3,5 |
9,5 | 11,1 | 4,0 |
Таблица 3 - Последовательность испытаний и комплекты образцов (см. 7.7)
Комплекты | Количество новых образцов на комплект | Параграфы и | Последовательность | |
Штыри | Гнезда | подпараграфы | испытаний | |
A | 6 двухсторонних штыревых наконечников | 12 | 6.3, 6.4, 6.7, 8.3, 6.8, 8.4, 6.9, 8.5 | Проверка размеров. |
B | 10 | 10 | 6.3, 6.4, 6.5, 8.1, 6.10, 8.6 | Проверка размеров. |
C | 10 | 6.3, 6.10, 8.6 | Проверка размеров. | |
D | 12 | 12 | 6.3, 6.4, 6.6, 8.2 | Проверка размеров. |
E | 12 | 12 | 6.4, 6.5, 8.1, 6.6, 8.2 | Проверка размеров. |
Таблица 4 - Допуски толщины штыревого испытательного наконечника (см. 8.1)
Номинальная толщина испытательного штыревого наконечника, мм | Размер C. |
0,5 | 0,516 |
0,8 | 0,820 |
1,2 | 1,201 |
Таблица 5 - Усилие сочленения и расчленения (см. 8.1)
Типоразмер, мм | Усилие сочленения, Н | Усилие расчленения, Н |
Максимальное | Минимальное | |
2,8 | 53 | 5 |
4,8 | 67 | 9 |
6,3 | 80 | 18 |
9,5 | 100 | 20 |
Таблица 6 - Удерживающее усилие (см. 8.2)
Типоразмер, мм | Удерживающее усилие, Н | |
Толкающее | На разрыв | |
2,8 | 64 | 58 |
4,8 | 80 | 98 |
6,3 | 96 | 88 |
9,5 | 120 | 110 |
Примечание - Соответствующий комитет по продукции может повысить эти значения для обеспечения запаса надежности. | ||
Таблица 7 - Испытательный ток при испытании на превышение температуры (см. 8.3 и 8.5)
Типоразмер, мм | 0,2 | 0,34 | 0,5 | 0,75 | 1 | 1,5 | 2,5 | 4 | 6 |
Испытательный ток, A | 2 | 3 | 4 | 5,5 | 7,5 | 12 | 15 | 18 | 20 |
Таблица 8 - Испытательный ток при испытании на циклическую токовую нагрузку (см. 8.4)
Типоразмер, мм | 0,2 | 0,34 | 0,5 | 0,75 | 1 | 1,5 | 2,5 | 4 | 6 |
Испытательный ток, A | 4 | 6 | 8 | 11 | 15 | 24 | 30 | 36 | 40 |
Таблица 9 - Стойкость к натяжению обжатых соединений (см. 8.6)
Типоразмер, мм | 0,2 | 0,34 | 0,5 | 0,75 | 1 | 1,5 | 2,5 | 4 | 6 |
Усилие натяжения, Н | 28 | 40 | 56 | 84 | 108 | 150 | 230 | 310 | 360 |
|

Примечание 1 - Скос 445° не должен быть прямой линией, если находится в указанных пределах, или он может быть сектором окружности с радиусом P и высотой сектора A.
Примечание 2 - Размер L не задан и может быть установлен в зависимости от конструкции (например, для фиксации).
Примечание 3 - Размер С штекеров может быть определен толщиной нескольких слоев применяемого материала при условии, что указанный размер отвечает всем требованиям настоящего стандарта. Допускается скругление по продольному краю штекеров.
Примечание 4 - На рисунке указаны размеры элементов штекеров, но не приведена их конструкция.
Примечание 5 - Размер С - толщина штекера - может быть иным за пределами размеров Q и В+1,14 мм.
Примечание 6 - Все части штекеров должны быть плоскими и не иметь заусенцев или выступов, за исключением выступа над допуском толщины в 0,025 мм с каждой стороны в области линии упора, на расстоянии 1,3 мм от нее.
Примечание 7 - В отношении размеров углублений и отверстий ![]() F, M и N см. рисунки 2, 3 и 4.
F, M и N см. рисунки 2, 3 и 4.
Рисунок 1 - Размеры штыревых контактов (см. 6.3 и 8.1)
|

Допуск расположения отверстия относительно центральных осей штекера - 0,076 мм.
Рисунок 2 - Размеры круглых углублений фиксации (см. рисунок 1) (см. 6.3 и 8.1)
|
Допуск расположения углублений относительно центральных осей штекера - 0,13 мм.
Рисунок 3 - Размеры прямоугольных размеров фиксации (см. рисунок 1) (см. 6.3 и 8.1)
|
Допуск расположения отверстия относительно центральных осей штекера - 0,076 мм.
Рисунок 4 - Размеры отверстий для фиксации (см. рисунок 1) (см. 6.3 и 8.1)
|
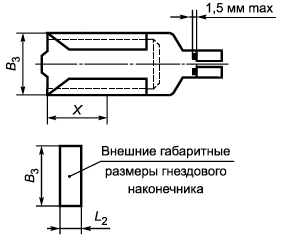
Размеры ![]() и
и ![]() являются обязательными.
являются обязательными.
Примечание 1 - Для определения размеров гнездового наконечника размеры ![]() и
и ![]() необходимо согласовать с размерами штыревого наконечника для гарантии обеспечения надежного сочленения в наихудших условиях (а также размеры элементов фиксации при их наличии).
необходимо согласовать с размерами штыревого наконечника для гарантии обеспечения надежного сочленения в наихудших условиях (а также размеры элементов фиксации при их наличии).
Примечание 2 - Если предусмотрен упор (углубление) на штыревом наконечнике, то размер Х определен изготовителем исходя из обеспечения требований работоспособности соединения.
Примечание 3 - Гнездовые наконечники должны иметь конструкцию, позволяющую увидеть или предотвратить неправильную фиксацию проводника в гнездовом наконечнике ограничителем, чтобы избежать соприкосновения проводника с полностью введенным штыревым наконечником.
Примечание 4 - Чертеж является общей рекомендацией для проектирования гнездового наконечника, при этом указанные на чертеже размеры обязательные.
Рисунок 5 - Размеры гнездовых наконечников (см. 6.4)
|
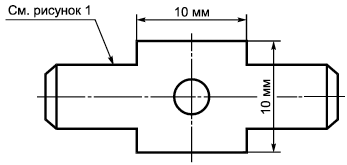
Рисунок 6 - Двухконцевой штекер (см. 8.3)
|
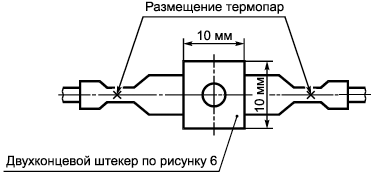
Рисунок 7 - Размещение термопар при испытаниях (см. 8.3)
|
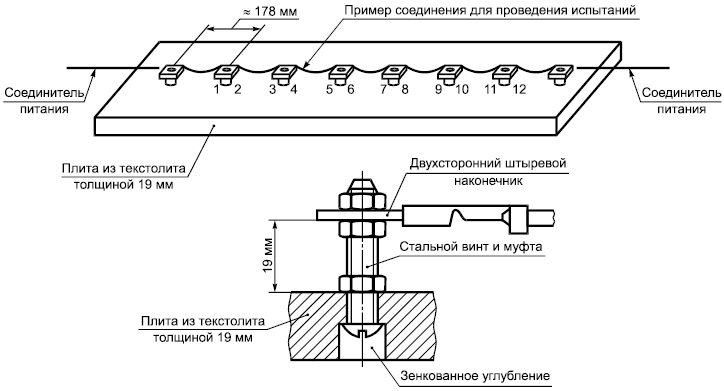
Рисунок 8 - Соединения при электрических испытаниях (см. 8.3)
Приложение А
(справочное)
Максимально допустимая температура (максимальная рабочая температура)
Таблица A.1 - Максимально допустимая температура (максимальная рабочая температура)
Материалы и покрытие | Максимальная допустимая температура, °C | |||
Штыревые наконечники | Гнездовые наконечники | Штыревые наконечники | Гнездовые наконечники | |
Встроенные | в ряду | |||
Медь | 155 | - | - | |
Латунь | Латунь | 210 | 145 | 145 |
Медь, медные сплавы, покрытые оловом | Медные сплавы, покрытые оловом | 160 | 160 | 160 |
Медь, медные сплавы, покрытые никелем | 185 | - | - | |
Медь, медные сплавы, покрытые серебром | Медные сплавы, покрытые серебром | 205 | - | 205 |
Оцинкованная сталь | Только для заземления | - | - | |
Сталь, покрытая никелем | Сталь, покрытая никелем | 400 | - | 400 |
Легированная сталь | 400 | - | 400 | |
Возможно использование других материалов и покрытий, имеющих не менее надежные электрические и механические свойства, особенно коррозионную стойкость и механическую прочность. | ||||
Приложение B
(справочное)
Динамометр для испытаний плоских быстросъемных гнездовых наконечников
В.1 Общие положения
Изложенный ниже метод дается только как пример, и его использование не является обязательным. На рисунке B.1 показано применяемое типичное приспособление.
|
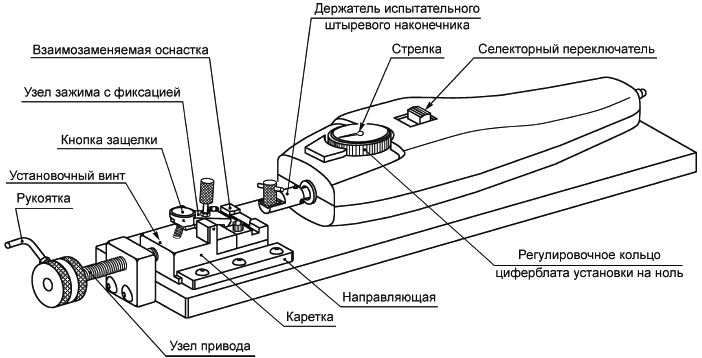
Рисунок B.1 - Приспособление для динамометра
Динамометр для измерения усилия сочленения/расчленения рекомендуется использовать для измерения усилия сочленения и расчленения испытательных штыревых наконечников в/из быстросоединяемых гнездовых наконечников. Имеются динамометры с испытательными диапазонами 45, 111 и 222 Н. Использование конкретного динамометра зависит от известного диапазона гнездового наконечника, который будет испытываться (например, для гнездового наконечника, имеющего диапазон 22-36 Н потребуется динамометр с диапазоном 45 Н, а для гнездового наконечника, имеющего диапазон 36-53 Н, потребуется динамометр на 111 Н и т.п.).
Взаимозаменяемую оснастку, специфичную для каждой серии гнездовых наконечников, используют для установки динамометра для любого гнездового наконечника. В некоторых случаях могут быть использованы вставки для испытания обжимных гнездовых наконечников в оснастке, предназначенной для испытания необжимных гнездовых наконечников.
Рекомендуется, чтобы конец латунного испытательного штыревого наконечника, который закреплен в держателе испытательного штыревого наконечника, имел прорези, и это позволяло бы быструю установку и демонтаж испытательных штыревых наконечников. Новый штыревой испытательный наконечник следует использовать для испытания гнездового наконечника, чтобы обеспечить точные показания.
Размеры держателя штыревого и гнездового наконечников, а также их размещение на основании должны обеспечить точность совмещения 0,051 мм в вертикальной и горизонтальной плоскостях по отношению к осевой линии штыревого наконечника, а также осевой линии отверстия гнездового наконечника.
Удерживающая полость держателя гнездового наконечника должна допускать боковое перемещение на 0,127 мм гнездового наконечника, чтобы обеспечить совмещение в процессе сочленения/расчленения.
В.2 Монтаж оснастки
См. рисунок B.1 и выполняют нижеприведенные действия.
Вынимают два винта с головкой под торцевой ключ, используемых для удерживания приспособления на месте.
Примечание - Может потребоваться вывернуть регулировочный винт и нажать кнопку защелки с целью облегчения монтажа и удаления оснастки. Не удаляют эти компоненты с приспособления.
Размещают оснастку на каретке и совмещают отверстия в оснастке с отверстиями на каретке.
Вставляют винты с головками под торцевой ключ в оснастку. Убеждаются в совмещении оснастки с держателем испытательного штыревого наконечника перед тем, как затягивать винты. Это можно сделать, поместив прямую линейку или аналогичный кусок заготовки из плоского материала напротив каретки и оснастки и удерживая его в этом положении до тех пор, пока винты не будут прикручены к основанию (см. рисунок B.2).
|
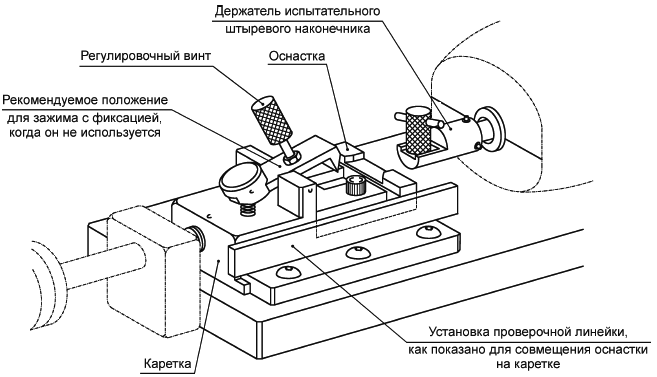
Рисунок B.2 - Регулировка приспособления
Проверяют совмещение, поместив испытательный штыревой наконечник в держатель. Выдвигают каретку до тех пор, пока оснастка не окажется прямо под испытательным штыревым наконечником. Испытательный штыревой наконечник должен быть отцентрирован поверх отверстия зажима в оснастке. Убеждаются в том, что испытательный штыревой наконечник опустился и находится по центру в держателе испытательного штыревого наконечника, перед тем, как прикручивать испытательный наконечник крепежным винтом (см. рисунок B.3).
Приспособление теперь готово для испытания гнездового наконечника.
|
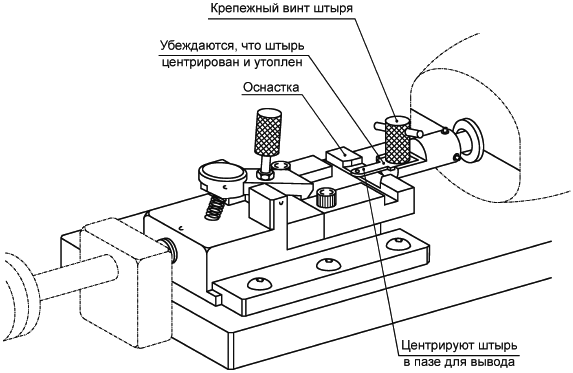
Рисунок B.3 - Центрирование испытательного штыревого наконечника приспособления
В.3 Зажим с фиксацией состояния
Зажим с фиксацией состояния предназначен для удерживания гнездовых наконечников, имеющих рядные соединительные штыри (см. рисунок B.4) в оснастке в ходе испытаний по расчленению. В целом, необходимость использовать зажим с фиксацией состояния отсутствует, когда проводят испытания гнездовых наконечников, имеющих боковые соединительные разъемы. Регулируют зажим, используя следующую процедуру.
Примечание 1 - Когда зажим с фиксацией состояния не применяют, то регулировочный винт может находиться в положении, как это показано на рисунке B.2, чтобы он не мешал в ходе испытания. Когда оснастка не упирается в каретку, то между оснасткой и кареткой можно поместить кусок пригодного материала в качестве опорной поверхности для регулировочного винта (см. рисунок B.3). Не следует снимать зажим с фиксацией состояния с приспособления.
|
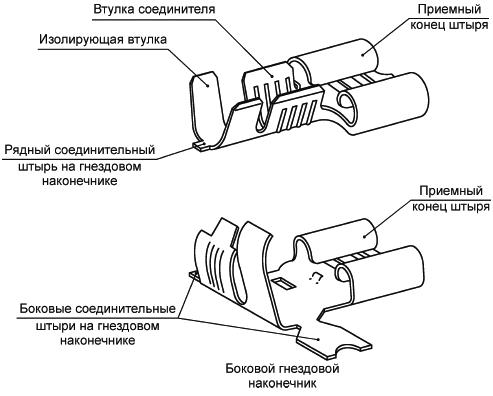
Рисунок B.4 - Рядные и боковые гнездовые соединители
Помещают рядный гнездовой наконечник в соответствующей оснастке. Устанавливают зажим между изолирующей втулкой и втулкой соединителя. (Для гнездовых наконечников, не имеющих изолирующих втулок, помещают зажим между приемным концом для штыревого наконечника и втулкой соединителя.) Дают зажиму войти в гнездовой наконечник.
Примечание 2 - Вынимают рядные соединительные штыри, если они мешают установить гнездовые наконечники в оснастке. Если возможно, то оставляют боковые соединительные штыри на соответствующем контактном выводе во время испытания (см. рисунок B.4).
Ослабляют регулировочный винт и уменьшают давление на гнездовой наконечник. С помощью стопорной гайки следует зафиксировать винт в нужном положении. Регулировка должна обеспечить удерживание гнездового наконечника в оснастке, при этом он должен быть ослаблен настолько, чтобы обеспечить самосовмещение в ходе испытаний по сочленению (см. рисунок B.5).
Отжимают кнопку защелки, чтобы установить и извлечь гнездовой наконечник из оснастки.
|
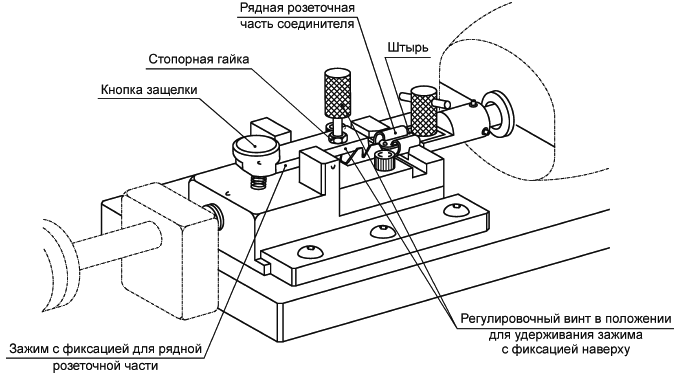
Рисунок B.5 - Регулировка оснастки
В.4 Процедура испытаний
Центрируют селекторный переключатель и осторожно присоединяют торец динамометра к испытательному пальцу, чтобы обеспечить состояние покоя индикатора. Поворачивают регулировочное кольцо диска установки, пока индикатор не установится на ноль. Выбирают соответствующий гнездовой наконечник и испытательный штырь и выполняют следующую процедуру.
Помещают испытательный штырь в держатель испытательного штыря и убеждаются в полном вводе испытательного штыря, перед тем как затягивать крепежный винт испытательного штыревого наконечника.
Помещают гнездовой наконечник в оснастку и устанавливают селекторный переключатель в переднее положение. Медленно и плавно выдвигают каретку, чтобы убедиться в надлежащей состыковке испытательного штыревого наконечника и гнездового наконечника.
Примечание - Если гнездовой наконечник начинает подниматься вверх, то пальцем слегка нажимают на него, чтобы удерживать компоненты на одной линии. Отпускают палец, когда испытательный штыревой наконечник начнет входить в гнездовой наконечник. Убеждаются в том, что нажатие пальцем не влияет на показания испытаний.
Останавливают каретку, когда углубления испытательного штыревого наконечника и гнездового наконечника вошли в контакт. Не вводят слишком глубоко испытательный штыревой наконечник в гнездовой наконечник.
Регистрируют показание величины усилия на циферблате, затем переключают селекторный переключатель в заднее положение и отодвигают каретку от держателя испытательного штыревого наконечника, чтобы получить значение расцепления.
Устанавливают новый штыревой наконечник для следующего гнездового наконечника и повторяют процедуру испытаний.
Приложение С
(справочное)
Гнездовые наконечники для испытаний вместе со встроенными штыревыми наконечниками
Для конструкций наконечников, указанных ниже, обеспечиваются универсальные испытательные соединители для испытаний рабочих характеристик встроенных штыревых наконечников в таких устройствах, как переключатели и аналогичные устройства.
Форма различных деталей может не совпадать с очертаниями, показанными на рисунках C.1 и C.2, при условии, что это не влияет на специальные размеры, указанные в таблицах C.1, C.2, C.3 и C.4.
|
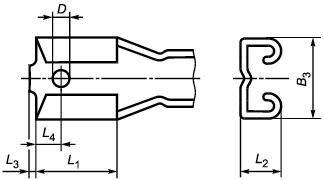
Рисунок C.1 - Размеры гнездовых наконечников
Таблица С.1 - Размеры гнездовых наконечников в миллиметрах (см. рисунок С.1)
Размеры в миллиметрах | ||||||
Размер соединителя для штыревого наконечника | D макс. |
|
|
|
|
|
2,8 | 1,2 | 3,8 | 6,6 | 2,3 | 0,5 |
|
2,8 | 1,2 | 3,8 | 6,6 | 2,3 | 0,5 |
|
4,8 | 1,2 | 6,0 | 6,6 | 2,9 | 0,5 |
|
4,8 | 1,2 | 6,0 | 6,6 | 2,9 | 0,5 |
|
6,3 | 1,6 | 7,8 | 8,1 | 3,5 | 0,5 |
|
9,5 | 1,6 | 11,1 | 12,2 | 4,0 | 0,5 |
|
| ||||||
Таблица C.2 - Размеры гнездовых наконечников в дюймах (см. рисунок C.1)
Размеры в дюймах | ||||||
Размер соединителя для штыревого наконечника | D макс. |
|
|
|
|
|
0,110 | 0,048 | 0,150 | 0,260 | 0,091 | 0,020 |
|
0,110 | 0,048 | 0,150 | 0,260 | 0,091 | 0,020 |
|
0,187 | 0,047 | 0,236 | 0,260 | 0,115 | 0,020 |
|
0,187 | 0,047 | 0,236 | 0,260 | 0,115 | 0,020 |
|
0,250 | 0,063 | 0,307 | 0,319 | 0,138 | 0,020 |
|
0,375 | 0,063 | 0,438 | 0,480 | 0,157 | 0,020 |
|
| ||||||
Максимум электрической блокировки
|
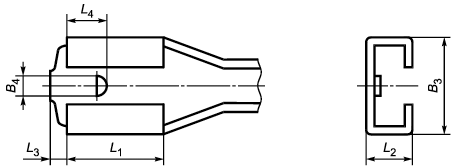
Рисунок C.2 - Размеры гнездовых наконечников, вариант конструкции
Таблица C.3 - Размеры гнездовых наконечников альтернативной конструкции в миллиметрах (см. рисунок C.2)
Размеры в миллиметрах | ||||||
Размер соединителя для штыревого наконечника |
|
|
|
|
|
|
2,8 | (В стадии рассмотрения) | |||||
2,8 | (В стадии рассмотрения) | |||||
4,8 | 6,2 | 1,3 | 6,6 | 1,9 | 1,4 |
|
4,8 | 6,2 | 1,3 | 6,6 | 2,3 | 1,4 |
|
6,3 | 7,8 | 1,7 | 8,2 | 2,3 | 1,4 |
|
9,5 | (в стадии рассмотрения) | |||||
| ||||||
Таблица C.4 - Размеры гнездовых наконечников альтернативной конструкции в дюймах (см. рисунок C.2)
Размеры в дюймах | ||||||
Размер соединителя для штыревого наконечника |
|
|
|
|
|
|
0,110 | (В стадии рассмотрения) | |||||
0,110 | (В стадии рассмотрения) | |||||
0,187 | 0,245 | 0,051 | 0,260 | 0,075 | 0,055 |
|
0,187 | 0,245 | 0,051 | 0,260 | 0,091 | 0,055 |
|
0,250 | 0,307 | 0,067 | 0,323 | 0,091 | 0,055 |
|
0,375 | (в стадии рассмотрения) | |||||
| ||||||
Приложение D
(справочное)
Таблицы, показывающие примерное соответствие размеров в миллиметрах и дюймах или площади сечения, мм, и типоразмеров AWG, как они применяются в Северной Америке, допускающие использование настоящего стандарта
Таблица D.1 - Соответствие между миллиметрами и дюймами или квадратными миллиметрами и AWG в объеме настоящего стандарта
Миллиметрами или квадратными миллиметрами | Дюймы или AW G |
2,8; 4,8; 6,3 или 9,5 мм | 0,110; 0,187; 0,250 или 0,375 дюйма |
6 мм | 10 AWG и менее |
2,5 мм | 14 AWG и менее |
Таблица D.2 - Соответствие между мм и дюймами в 4.1
Миллиметры | Дюймы |
2,8 | 0,110 |
2,8 | 0,110 |
4,8 | 0,187 |
4,8 | 0,187 |
6,3 | 0,250 |
9,5 | 0,375 |
Таблица D.3 - Приблизительное соответствие между площадью сечения, мм и типоразмерами AWG в 4.2
Площадь сечения, мм | AWG | |
Размер | Приблизительный метрический эквивалент площади, мм | |
0,20 | 24 | 0,21 |
0,34 | 22 | 0,32 |
0,50 | 20 | 0,5 |
0,75 | 18 | 0,8 |
1,00 | - | - |
1,50 | 16 | 1,3 |
2,50 | 14 | 2,1 |
4,00 | 12 | 3,3 |
6,00 | 10 | 5,3 |
Таблица D.4 - Размеры штыревых наконечников в дюймах применительно к 6.3 и 8.1 (равнозначно таблице 1)
Размеры в дюймах | |||||||||||||
Номинальный размер | А | В мин. | С | D | Е | F | J | М | N | Р | Q мин. | ||
0,110 | Фиксация углублением | 0,024 | 0,275 | 0,021 | 0,114 | 0,071 | 0,051 | 12° | 0,067 | 0,055 | 0,055 | 0,319 | |
0,012 | 0,019 | 0,106 | 0,051 | 0,043 | 8° | 0,055 | 0,039 | 0,012 | 0,319 | ||||
отверстием | 0,024 | 0,275 | 0,021 | 0,114 | 0,071 | 0,051 | 12° | 0,055 | |||||
0,012 | 0,019 | 0,106 | 0,051 | 0,043 | 8° | 0,012 | |||||||
0,110 | Фиксация углублением | 0,024 | 0,275 | 0,033 | 0,114 | 0,071 | 0,051 | 12° | 0,067 | 0,055 | 0,055 | 0,319 | |
0,012 | 0,030 | 0,106 | 0,051 | 0,043 | 8° | 0,055 | 0,039 | 0,012 | |||||
отверстием | 0,024 | 0,275 | 0,033 | 0,114 | 0,071 | 0,051 | 12° | 0,055 | 0,319 | ||||
0,012 | 0,030 | 0,106 | 0,051 | 0,043 | 8° | 0,012 | |||||||
0,187 | Фиксация углублением | 0,035 | 0,244 | 0,021 | 0,190 | 0,110 | 0,060 | 12° | 0,067 | 0,059 | 0,067 | 0,287 | |
0,024 | 0,019 | 0,181 | 0,091 | 0,050 | 8° | 0,055 | 0,047 | 0,024 | |||||
отверстием | 0,035 | 0,244 | 0,021 | 0,193 | 0,134 | 0,060 | 12° | 0,067 | 0,287 | ||||
0,024 | 0,019 | 0,184 | 0,117 | 0,050 | 8° | 0,024 | |||||||
0,187 | Фиксация углублением | 0,040 | 0,244 | 0,033 | 0,190 | 0,110 | 0,060 | 12° | 0,067 | 0,059 | 0,071 | 0,287 | |
0,027 | 0,030 | 0,181 | 0,091 | 0,050 | 8° | 0,055 | 0,047 | 0,027 | |||||
отверстием | 0,040 | 0,244 | 0,033 | 0,193 | 0,134 | 0,060 | 12° | 0,071 | 0,287 | ||||
0,024 | 0,030 | 0,184 | 0,117 | 0,050 | 8° | 0,027 | |||||||
0,250 | Фиксация углублением | 0,040 | 0,307 | 0,033 | 0,253 | 0,161 | 0,080 | 12° | 0,098 | 0,080 | 0,071 | 0,350 | |
0,027 | 0,030 | 0,244 | 0,142 | 0,063 | 8° | 0,086 | 0,070 | 0,027 | |||||
отверстием | 0,040 | 0,307 | 0,033 | 0,253 | 0,186 | 0,080 | 12° | 0,071 | 0,350 | ||||
0,020 | 0,030 | 0,244 | 0,169 | 0,063 | 8° | 0,027 | |||||||
0,375 | отверстием | 0,051 | 0,472 | 0,048 | 0,379 | 0,217 | 0,080 | 14° | 0,080 | 0,516 | |||
0,027 | 0,046 | 0,370 | 0,177 | 0,067 | 6° | 0,039 | |||||||
Таблица D.5 - Размеры гнездовых наконечников, применимые в 6.4 (аналогично таблице 2)
Размер штыревого наконечника | Миллиметры | |
дюймы |
|
|
0,110 | 3,8 | 2,3 |
0,110 | 3,8 | 2,3 |
0,187 | 6,2 | 2,9 |
0,187 | 6,2 | 2,9 |
0,250 | 7,8 | 3,5 |
0,375 | 11,1 | 4,0 |
Таблица D.6 - Допуски толщины штыревого испытательного наконечника, применяемые в 8.1 (аналогично таблице 4)
Номинальная толщина испытательного штыревого наконечника, дюймы | Размер C, максимальные и минимальные значения толщины, мм |
0,020 | 0,516 |
0,032 | 0,820 |
0,047 | 1,201 |
Таблица D.7 - Усилия сочленения и расчленения, применяемые в 8.1 (аналогично таблице 5)
Размер, дюймы | Усилие сочленения, Н | Усилие расчленения, Н |
Максимальное | Минимальное | |
0,110 | 53 | 5 |
0,187 | 67 | 9 |
0,250 | 80 | 18 |
0,375 | 100 | 20 |
Таблица D.8 - Удерживающее усилие, применяемое в 8.2 (аналогично таблице 6)
Размер, дюймы | Удерживающее усилие, Н | |
Толкающее | На разрыв | |
0,110 | 64 | 58 |
0,187 | 80 | 98 |
0,250 | 96 | 88 |
0,375 | 120 | 110 |
Примечание - Соответствующий комитет по продукции может повысить эти значения для обеспечения запаса надежности. | ||
Таблица D.9 - Испытательный ток при испытании на превышение температуры, применимый в 8.3 и 8.5 (аналогично таблице 7)
AWG | 24 | 22 | 20 | 18 | - | 16 | 14 | 12 | 10 |
Испытательный ток, A | 2 | 3 | 5 | 7 | - | 10 | 15 | 20 | 30 |
Таблица D.10 - Испытательный ток для циклической токовой нагрузки, применяемый в 8.4 (аналогично таблице 8)
AWG | 24 | 22 | 20 | 18 | - | 16 | 14 | 12 | 10 |
Испытательный ток, A | 4 | 6 | 10 | 14 | - | 20 | 30 | 40 | 60 |
Таблица D.11 - Усилия натяжения для испытания обжатых наконечников, применяемые в 8.6 (аналогично таблице 9)
AWG | 24 | 22 | 20 | 18 | - | 16 | 14 | 12 | 10 |
Усилия натяжения, Н | 28 | 36 | 58 | 89 | - | 133 | 223 | 311 | 356 |
Приложение Е
(справочное)
Информация по сечению проводников и размерам штыревых наконечников
Значения, приведенные в этом приложении, являются лишь информацией общего характера. Значения определяют общее соответствие проводников и штыревых наконечников и могут помочь изготовителям в конструировании. Данное приложение не может быть использовано в качестве какой-либо обязательной части настоящего стандарта.
Таблица E.1 - Соответствие проводников штыревым наконечникам
Площадь сечения, мм | Номинальная ширина штыревых наконечников | |
мм | дюймы | |
0,50 | 2,8/4,8/6,3 | 0,110/0,187/0,250 |
0,75 | 2,8/4,8/6,3 | 0,110/0,187/0,250 |
1,00 | 2,8/4,8/6,3 | 0,110/0,187/0,250 |
1,50 | 4,8/6,3 | 0,187/0,250 |
2,50 | 4,8/6,3 | 0,187/0,250 |
4,00 | 6,3/9,5 | 0,250/0,375 |
6,00 | 6,3/9,5 | 0,250/0,375 |
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
IEC 60068-1:1988 | - | * |
IEC 60352-2:2006 | - | * |
ISO 1456:2009 | - | * |
ISO 2081:2008 | - | * |
ISO 2093:1986 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данных международных стандартов. | ||
УДК 621.315.682:006.354 | МКС 29.120.20 | IDT |
Ключевые слова: устройства присоединительные, зажимы плоские быстросоединяемые, медные электрические проводники, требования безопасности | ||
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}