ГОСТ 5044-79
(СТ СЭВ 3697-82)
Группа Д82
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
БАРАБАНЫ СТАЛЬНЫЕ ТОНКОСТЕННЫЕ ДЛЯ ХИМИЧЕСКИХ ПРОДУКТОВ
Технические условия
Thin-walled steel drums for chemical products.
Specifications
ОКП 14 1560
Дата введения 1981-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН Министерством химической промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 24 апреля 1979 г. N 1498
3. Стандарт полностью соответствует СТ СЭВ 3697-82
4. ВЗАМЕН ГОСТ 5044-71
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 12.3.002-75 | 2.21 |
ГОСТ 380-94 | 2.4 |
ГОСТ 503-81 | 2.4 |
ГОСТ 1050-88 | 2.4 |
ГОСТ 3242-79 | 5.4 |
ГОСТ 3749-77 | 5.8 |
ГОСТ 5915-70 | 1.2 |
ГОСТ 6009-74 | 2.4 |
ГОСТ 7338-90 | 2.4 |
ГОСТ 7798-70 | 1.2 |
ГОСТ 10277-90 | 2.6, 2.14 |
ГОСТ 10299-80 | 1.2 |
ГОСТ 13078-81 | 2.6, 2.14 |
ГОСТ 13345-85 | 2.4 |
ГОСТ 14039-78 | 2.4 |
ГОСТ 14192-96 | 6.1, 6.1а |
ГОСТ 14918-80 | 2.4 |
ГОСТ 15150-69 | 6.5 |
ГОСТ 15878-79 | 1.2, 2.6, 2.10 |
ГОСТ 16093-81 | 1.7 |
ГОСТ 16523-89 | 2.4 |
ГОСТ 17305-91 | 2.4 |
ГОСТ 18106-72 | 5.6 |
ГОСТ 18425-73 | 5.6 |
ГОСТ 19729-74 | 2.6, 2.14 |
ГОСТ 25347-82 | 1.6 |
ОСТ 14-11-196-96 | 2.4 |
ТУ 2-034-225-87 | 5.8 |
ТУ 14-11-215-84 | 2.4 |
СТ СЭВ 3697-82 | Вводная часть |
6. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
7. ПЕРЕИЗДАНИЕ (июнь 1998 г.) с Изменениями 1, 2, 3, 4, утвержденными в июле 1981 г., апреле 1983 г., декабре 1984 г., марте 1990 г. (ИУС 10-81, 7-83, 3-85, 6-90)
Настоящий стандарт распространяется на стальные барабаны разового использования, предназначенные для упаковывания, транспортирования и хранения порошкообразных, кусковых, пастообразных, расплавов и жидких химических продуктов, кроме лакокрасочных материалов.
Стандарт полностью соответствует СТ СЭВ 3697-82.
(Измененная редакция, Изм. N 4).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Барабаны должны изготовляться следующих типов и исполнений:
I - барабаны с продольными сварными и поперечными закатными швами исполнений:
,
- узкогорлые,
,
- широкогорлые,
,
,
,
- со съемными верхними днищами;
II - барабаны с продольными фальцовыми и поперечными закатными швами исполнений:
,
- узкогорлые,
,
- широкогорлые;
III - барабаны со сварными швами исполнений:
,
- узкогорлые,
,
- широкогорлые,
,
,
,
- со съемными верхними днищами;
Примечание. Съемное верхнее днище исполнения не должно применяться для барабанов вместимостью 50-250 дм
.
(Измененная редакция, Изм. N 1, 2, 3).
1.2. Конструкция и основные размеры барабанов должны соответствовать указанным на черт.1, 2 и в табл.1.
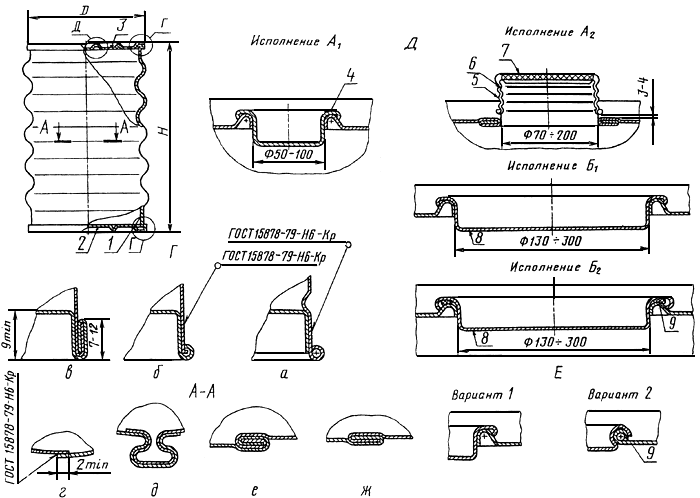
1 - обечайка; 2 - нижнее днище; 3 - верхнее несъемное днище (верхние съемные днища
барабанов исполнений ,
,
,
- черт.2); 4 - капсюль; 5 - навинчивающаяся крышка;
6 - горловина; 7 - прокладка; 8 - крышка лючка; 9 - прокладка
Черт.1
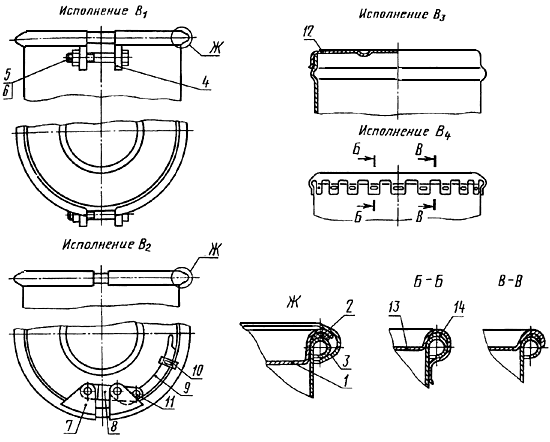
1, 12, 13 - верхние днища; 2 - прокладка; 3 - стяжной обруч; 4 - косынка; 5 - болт M12 ГОСТ 7798;
6 - гайка М12,4 ГОСТ 5915; 7 - косынка; 8 - тяга; 9 - рычаг; 10 - ушко; 11 - заклепка 5 ГОСТ 10299; 14 - прокладка
Черт.2
Таблица 1
Размеры, мм
Вместимость номинальная, |
|
|
10 | 305 | 165 |
200 | 353 | |
226 | 266 | |
15 | 424 | |
294 | (285) | |
320 | 228 | |
20 | 266 | 320 |
294 | 333 | |
320 | (285) | |
25 | 320 | 333 |
30 | 300 | 490 |
320 | 532 | |
40 | 400 | (353) |
435 | 300 | |
45 | 320 | 643 |
435 | 333 | |
50 | 320 | 685 |
400 | 465 | |
435 | 353 | |
60 | 400 | (571) |
370 | 600 | |
70 | 435 | 685 |
80 | 435 | (571) |
85 | 600 | |
100 | 685 | |
484 | (571) | |
120 | (685) | |
140 | 435 | 960 |
160 | 600 | (643) |
180 | 685 | |
200 | (748) | |
216,5 | (800) | |
225 | (900) | |
250 | (960) |
Примечания:
1. Допускается барабаны вместимостью 50 и 100 дм изготовлять с диаметром 435
.
2. Применение и исполнение барабана зависит от физического состояния продукта (см. приложение) и условий транспортирования и хранения.
3. Барабаны высотой, указанной в скобках, применяют в СССР только в договорно-правовых отношениях по экономическому и научно-техническому сотрудничеству стран - членов СЭВ.
Пример условного обозначения барабана из углеродистой качественной стали, типа I, исполнения , вместимостью 100 дм
:
БТI-100 ГОСТ 5044-79
То же, барабана из оцинкованной стали, типа III, исполнения , вместимостью 15 л:
БТОIII-15 ГОСТ 5044-79
(Измененная редакция, Изм. N 1, 2, 3, 4).
1.3. Барабаны не являются мерой вместимости для определения количества упаковываемых продуктов.
1.4. По согласованию с потребителем допускается изготовлять барабаны, у которых фальцевые и закатные швы пропаяны.
1.5. По требованию потребителя барабаны с номинальной вместимостью 10-50 дм должны изготовляться с ручками.
1.6. Не указанные на чертежах предельные отклонения размеров барабанов и их деталей должны быть выполнены по ГОСТ 25347; Н16, h16, ±![]() .
.
(Измененная редакция, Изм. N 3).
1.7. Резьбовое соединение горловины исполнения должно соответствовать грубому классу точности с полями допусков 7H/8g по ГОСТ 16093*.
______________
* На территории Российской Федерации действует ГОСТ 16093-2004. - Примечание "КОДЕКС".
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Барабаны должны изготовляться в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке.
2.2. Для барабанов, предназначенных для механизированного упаковывания продуктов, отклонение от перпендикулярности вертикальной оси к днищам барабана не должно превышать 1°.
2.3. Для барабанов, предназначенных для ручного упаковывания продуктов, допускается загрузочное отверстие располагать эксцентрично.
2.4. Детали барабанов должны изготовляться из материалов:
а) обечайка, днища, крышки, капсюли и накладки для крепления ручек барабанов - из листов или рулонов качественной стали по ГОСТ 16523* обычной отделки, нормальной вытяжки (категорий 1 и 5) или из тонколистовой оцинкованной стали группы ХIII по ГОСТ 14918.
______________
* На территории Российской Федерации действует ГОСТ 16523-97, здесь и далее. - Примечание "КОДЕКС".
Допускается изготовлять для барабанов типа II обечайки днища, крышки, капсюли и накладки для крепления ручек барабанов из листов или рулонов углеродистой стали обыкновенного качества по ГОСТ 16523 обычной отделки, нормальной вытяжки (категорий 1 и 5) или из кровельной тонколистовой стали по ОСТ 14-11-196, или ТУ 14-11-215.
Толщина стальных листов должна быть 0,5-0,8 мм. Барабаны вместимостью свыше 140 дмдолжны изготовляться из стали толщиной не менее 0,63 мм и не более 1,0 мм. Толщина стальных листов для изготовления барабанов, предназначенных для упаковывания продуктов, изготовляемых для районов Крайнего Севера и труднодоступных районов, а также для длительного хранения продуктов и пожароопасных продуктов, должна быть установлена в нормативно-технической документации на конкретные виды продукции и должна быть не более 1,0 мм.
По согласованию с потребителем обечайки, днища, крышки, капсюли и накладки для крепления ручек для барабанов с номинальной вместимостью 10-25 дм допускается изготовлять из черной горячекатаной жести N 32, 36, 40, 45, 50 марки ГЧЖ-1 по нормативно-технической документации или из жести N 32, 36 марки ЧЖР по ГОСТ 13345.
Допускается изготовлять барабаны из тонколистовой стали или жести, покрытых полиэтиленом или поливинилхлоридом или другими защитными покрытиями, не вступающими в реакцию с упаковываемым продуктом.
Допускается для барабанов типов I и II изготовлять днища из бывших в употреблении стальных листов указанных марок, если они не имеют пробоин, надрывов или глубокой (более чем на 20% толщины листа) коррозии;
б) стяжные обручи, рычаги, тяги, косынки, ушки - из стальной низкоуглеродистой холоднокатаной ленты нагартованной или полунагартованной нормальной точности по ГОСТ 503, марок 08пс, 10пс, 08, 10, 08кп, 10кп по ГОСТ 1050; горячекатаной стальной ленты по ГОСТ 6009, марок БСт-2, БСт-3 первой или второй категории всех степеней раскисления по ГОСТ 380;
в) ручки - из проволоки диаметром 3-5 мм по ГОСТ 17305, изготовленной из стали марок 08кп, 10, 15, 20 по ГОСТ 1050;
г) прокладки для горловин барабанов исполнений ,
,
,
,
- из резиновых пластин марок ТМКШ и ПМБ средней или мягкой твердости по ГОСТ 7338 или формованные из резин тех же марок или формованные на основе эмульсионного поливинилхлорида по ГОСТ 14039.
(Измененная редакция, Изм. N 1, 2, 4).
2.5. По согласованию с потребителем допускается применять другие материалы для изготовления барабанов, по качеству не ниже указанных и стойких к упаковываемым продуктам.
2.6. Обечайки барабанов типов I и III должны быть изготовлены с одним продольным сварным швом, выполненным внахлестку шовной контактной сваркой (черт.1г).
Конструктивные элементы сварных швов должны соответствовать ГОСТ 15878.
Обечайки барабанов типа II должны быть изготовлены с одним продольным фальцевым швом. Шов должен быть одинарным (черт.1ж или гнутым черт.1е) или двойным штампованным (черт.1д).
Конструкция шва определяется изготовителем в зависимости от характера упаковываемых продуктов. Швы должны быть герметичными.
Сварные швы не должны иметь прожогов металла и непроваренных участков.
На поверхности фальцевых продольных швов не допускаются острые кромки, заусенцы и складки металла.
Фальцевые и закатные швы должны быть уплотнены жидким стеклом по ГОСТ 13078 с молотым тальком по ГОСТ 19729 или шпатлевками по ГОСТ 10277, или другими материалами, не вступающими в реакцию с упаковываемыми продуктами.
Фальцевые и закатные швы допускается не уплотнять для барабанов, предназначенных для продуктов, не требующих герметичности тары.
2.7. Обечайки не должны иметь более четырех вмятин или выпуклости высотой более 5 мм, площадью менее 3 см на каждый миллиметр высоты вмятины или выпуклости.
2.8. Обечайки барабанов должны быть гладкими или гофрированными.
Конфигурация, расположения и количество гофр должны быть указаны в рабочих чертежах, утвержденных в установленном порядке.
2.9. Днища барабанов должны иметь рельефы жесткости. Форма и размеры рельефа устанавливаются в зависимости от размеров барабана и толщины металла.
По согласованию с потребителем допускается верхние днища барабанов типа II изготовлять сварными из двух частей и без рельефа жесткости.
(Измененная редакция, Изм. N 4).
2.10. Поперечные швы барабанов, соединяющие днища с обечайками, должны быть выполнены шовной контактной электросваркой по ГОСТ 15878 (черт.1а и б) или закаткой (черт.1в).
2.11. Отбортовка обечаек барабанов со съемными верхними днищами должна быть ровной, без вмятин и складок и обеспечивать плотное прилегание прокладок.
2.12. Толщина закатного шва не должна превышать суммарную толщину слоев основного металла более чем на 0,4 мм.
2.13. Поперечные закатные и сварные швы, соединяющие днища с обечайками, и места соединения горловин исполнения с днищами барабанов должны быть плотными, прочными и герметичными.
2.14. Барабаны с несъемными верхними днищами (исполнения ,
,
) должны иметь в днищах лючки для наполнения. Уплотнительные поверхности лючков и крышек должны быть ровными и гладкими. Кромки крышек и лючков должны быть без надрывов. Капсюли и крышки лючков барабанов должны плотно вставляться в лючки и после раскатки крышек или капсюлей заполненных барабанов не должны самопроизвольно открываться и должны обеспечивать герметичность.
Посадочные кромки крышек и капсюлей лючков перед раскаткой допускается покрывать тонким слоем герметизирующего состава: жидким натриевым стеклом по ГОСТ 13078 с молотым тальком по ГОСТ 19729 или шпатлевками по ГОСТ 10277, или другими материалами, не вступающими в реакцию с упаковываемыми продуктами. Допускается кромки крышек и капсюлей лючков пропаивать. Кромки крышек заполненных барабанов исполнения должны быть пропаяны или оклеены липкой лентой по всему периметру.
По согласованию с потребителем допускается применение защитных колпаков для верхних днищ барабанов, изготовленных из металла или других материалов.
(Измененная редакция, Изм. N 1, 4).
2.15. По требованию потребителя на днищах барабанов, имеющих лючки, должны быть ушки для пломбирования.
2.16. По требованию потребителя для проверки герметичности укупорки барабанов типа III, заполненных особо гигроскопичными или пожароопасными продуктами, в верхнем днище барабана должно быть отверстие с заглушкой для установки ниппеля.
(Измененная редакция, Изм. N 1).
2.17. Барабаны должны быть герметичными. Барабаны типов I и III должны выдерживать внутреннее избыточное давление 0,02 МПа (0,2 кгс/см), а барабаны типа II - 0,001 МПа (0,01 кгс/см
).
2.18. Барабаны должны выдерживать испытания на сбрасывание при свободном падении с высоты:
0,75 м - для барабанов с толщиной металла 0,5-0,55 мм,
1,2 м - для барабанов с толщиной металла 0,63-1,0 мм.
(Измененная редакция, Изм. N 3).
2.19. Ручки барабана должны быть расположены симметрично на противоположных сторонах обечайки.
Каждая ручка должна выдерживать статическую нагрузку:
для барабанов вместимостью 10-20 дм - не менее 50 кгс (491 Н);
для барабанов вместимостью 25-50 дм - не менее 100 кгс (981 Н).
Допускается ручки барабана располагать на верхнем днище симметрично, на противоположных сторонах лючка.
(Измененная редакция, Изм. N 1).
2.20. Требования к качеству внутренней и наружной поверхностей и окраске наружной поверхности барабанов устанавливаются стандартами или другой нормативно-технической документацией на упаковываемые продукты.
Барабаны из неоцинкованной стали, предназначенные для поставок продуктов в районы Крайнего Севера, труднодоступные районы, на экспорт, а также для длительного хранения продуктов, должны подвергаться окраске.
2.21. Требования безопасности при производстве барабанов должны соответствовать ГОСТ 12.3.002.
3. КОМПЛЕКТНОСТЬ
3.1. Барабаны должны поставляться в собранном виде. В зависимости от исполнения в комплект барабанов должны входить:
для исполнения - барабан и капсюль;
для исполнения - барабан, навинчивающаяся крышка, прокладка;
для исполнения - барабан и крышка лючка;
для исполнения - барабан, крышка лючка и прокладка;
для исполнения - барабан, съемное днище, стяжной обруч, болт, гайка, прокладка;
для исполнения - барабан, съемное днище, прокладка, стяжной обруч;
для исполнения - барабан и крышка;
для исполнения - барабан, съемное днище, прокладка.
(Измененная редакция, Изм. N 1).
4. ПРАВИЛА ПРИЕМКИ
4.1. Барабаны принимаются партиями. Партией считают любое количество барабанов одной вместимости, одного типа и исполнения, оформленное одним документом о качестве, содержащим:
наименование предприятия-изготовителя и его товарный знак;
дату выпуска;
номер партии;
наименование и условное обозначение барабана;
число штук в партии;
результаты испытаний;
обозначение настоящего стандарта.
4.2. Для проверки соответствия барабанов требованиям настоящего стандарта проводят приемо-сдаточные и периодические испытания.
4.1; 4.2. (Измененная редакция, Изм. N 3).
4.3. Приемо-сдаточные испытания проводят в объеме и последовательности, указанных в табл.2.
Таблица 2
Контролируемый параметр | Объем выборки от партии | Номер пункта | |
технических | методов | ||
1. Габаритные размеры | 3% (но не менее пяти барабанов) | 1.2 | 5.1 |
внешний вид | 100% | 2.1; 2.3; 2.7; 2.8; 2.9 | 5.2 |
качество окраски | 100% | 2.20 | 5.2 |
маркировка | 100% | 6.1 | 5.2 |
внутренняя поверхность | 3% (но не менее пяти барабанов) | 2.20 | 5.3 |
качество и размеры сварных, фальцевых и закатных швов | 3% (но не менее пяти барабанов) | 2.6; 2.10; 2.12; 2.13 | 5.4 |
2. Герметичность барабанов | 3% (но не менее пяти барабанов) | 2.17 | 5.5 |
3. Прочность крепления ручек барабанов | 1% (но не менее трех барабанов) | 2.19 | 5.7 |
расположение горловины и лючка | 3% (но не менее пяти барабанов) | 2.1; 2.3 | 5.1 |
отклонение от перпендикулярности вертикальной оси к днищам барабана | 3% (но не менее пяти барабанов) | 2.2 | 5.8 |
4.4. Партию считают соответствующей требованиям настоящего стандарта, если все барабаны соответствуют требованиям настоящего стандарта.
При получении неудовлетворительных результатов контроля хотя бы по одному из показателей проводят повторный контроль на удвоенной выборке, взятой от той же партии.
Если при повторном контроле будут обнаружены барабаны, не соответствующие требованиям настоящего стандарта хотя бы по одному из показателей, партию считают не соответствующей требованиям настоящего стандарта.
4.5. Периодические испытания проводят на удар при свободном падении не реже одного раза в 6 мес. Для испытаний отбирают три барабана от партий, прошедших приемо-сдаточные испытания.
Если барабаны не соответствуют требованиям настоящего стандарта, то партию считают не соответствующей требованиям настоящего стандарта независимо от результатов контроля по остальным показателям, при этом периодические испытания переводят в приемо-сдаточные до получения положительных результатов на пяти партиях подряд.
4.4, 4.5. (Измененная редакция, Изм. N 4).
4.6. (Исключен, Изм. N 3).
4.7. Клеймо технического контроля или изготовителя должно быть нанесено на обечайке барабана несмываемой краской.
(Измененная редакция, Изм. N 4).
4.8. (Исключен, Изм. N 3).
5. МЕТОДЫ КОНТРОЛЯ
5.1. Контроль размеров барабанов и их деталей проводят универсальными измерительными инструментами, обеспечивающими требуемую чертежами точность.
5.2. Контроль внешнего вида барабанов, маркировки, качества окраски проводят визуально без применения увеличительных приборов.
5.1; 5.2. (Измененная редакция, Изм. N 3).
5.3. Контроль внутренней поверхности барабана производят через горловину или лючок с помощью электрической лампочки, опускаемой внутрь барабана, и зеркала, позволяющего видеть все участки внутренней поверхности барабана.
5.4. Контроль размеров и наружных дефектов сварных швов, а также их внешнего вида производят по ГОСТ 3242. Качество фальцевых и закатных швов контролируют измерением ширины и толщины швов. Скрытые дефекты сварных и закатных швов барабанов типов I и III контролируют давлением воздуха 0,02 МПа (0,2 кгс/см), а фальцевых и закатных швов барабанов типа II - давлением воздуха 0,001 МПа (0,01 кгс/см
).
5.5. Герметичность барабанов контролируют в течение 30 с давлением воздуха:
для типов I и III - 0,02 МПа (0,2 кгс/см),
для типа II - 0,001 МПа (0,01 кгс/см).
Швы промазывают мыльным раствором или погружают находящийся под давлением барабан в воду на в горизонтальном положении с последующим вращением. Отсутствие пузырьков воздуха свидетельствует о герметичности барабанов.
Допускается для барабанов типа II испытания на герметичность проводить путем погружения их в ванну с водой на глубину не менее высоты барабана. Отсутствие влаги внутри барабанов свидетельствует об их герметичности.
Для барабанов типа I, используемых для упаковывания продукции, для которой предусмотрено применение барабанов типа II, допускается проводить испытание на герметичность в соответствии с требованиями, предъявляемыми к барабанам типа II.
5.4, 5.5. (Измененная редакция, Изм. N 4).
5.6. Испытание барабанов на удар при свободном падении проводят по ГОСТ 18425. Перед испытанием барабаны заполняют имитатором продукта, объемная масса которого должна соответствовать объемной массе упаковываемого продукта.
Барабаны сбрасывают с высоты:
0,75 м - барабаны с толщиной металла 0,5-0,55 мм и
1,2 м - барабаны с толщиной металла 0,63-1,0 мм и барабаны, предназначенные для опасных грузов.
Барабаны сбрасывают на кромки днища в точках 2 и 6 по ГОСТ 18106, при этом центр тяжести барабана должен находиться на вертикальной оси, проходящей через одну из этих точек.
Барабаны считаются выдержавшими испытания, если после испытаний они не имеют повреждений, обнаруженных визуально, и если герметичность не нарушена. Деформации допускаются.
(Измененная редакция, Изм. N 2).
5.7. Для проверки прочности крепления ручек барабан подвешивают за одну ручку, вторую ручку нагружают в соответствии с п.2.19 и выдерживают 5 мин, при этом целостность крепления ручек не должна нарушаться.
5.8. Отклонение от перпендикулярности вертикальной оси к днищам барабана определяется в месте наибольшего отклонения с помощью поверочных угольников по ГОСТ 3749 и щупов по ТУ 2-034-225.
Измеренное линейное отклонение, отнесенное к высоте, на которой производилось измерение, соответствует тангенсу угла отклонения.
6. МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. На каждом барабане должна быть нанесена маркировка, характеризующая тару, по ГОСТ 14192, содержащая:
условное обозначение барабана;
индекс прейскуранта и порядковый номер по прейскуранту.
Маркировку наносят штампованием или при помощи трафарета несмываемой краской на одном из днищ барабана.
Допускается не наносить маркировку на барабаны, применяемые непосредственно на предприятии-изготовителе.
(Измененная редакция, Изм. N 3).
6.1a. Транспортная маркировка должна соответствовать требованиям ГОСТ 14192.
(Введен дополнительно, Изм. N 3).
6.2. Барабаны транспортируют транспортом всех видов в соответствии с правилами перевозок грузов, действующими на транспорте данного вида.
По железным дорогам барабаны транспортируют в крытых вагонах.
(Измененная редакция, Изм. N 3).
6.3. (Исключен, Изм. N 3).
6.4. Транспортирование барабанов пакетами производят в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
(Измененная редакция, Изм. N 2, 4).
6.5. Барабаны должны храниться комплектно в жестких условиях по ГОСТ 15150.
Допускается хранение барабанов в особо жестких условиях по ГОСТ 15150 на открытых площадках, в сухом месте с твердым грунтом и уклоном, обеспечивающим сток воды.
Барабаны должны укладываться штабелями. Количество ярусов не ограничивается.
Барабаны нижнего яруса должны быть уложены на деревянные подкладки.
6.6. При эксплуатации барабанов не допускается сбрасывание их с транспортных средств, удары по поверхности и деталям, а также иные воздействия, вызывающие механические повреждения.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель гарантирует соответствие барабанов требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации.
Гарантийный срок эксплуатации барабанов - один год со дня ввода в эксплуатацию.
ПРИЛОЖЕНИЕ
Рекомендуемое
РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ БАРАБАНОВ
Барабаны применяются для упаковывания:
жидких и пастообразных продуктов с плотностью до 1,1 г/см;
порошкообразных и кусковых с насыпной плотностью до 1,5 г/см;
расплавов с плотностью до 2,0 г/см.
Тип | Исполнение | Назначение |
I | Для жидких продуктов | |
Для жидких продуктов, требующих специальной упаковки | ||
Для гигроскопических или высыхающих порошкообразных и кусковых продуктов, жидких паст | ||
Для жидких продуктов | ||
| Для гигроскопичных или высыхающих расплавов и густых паст при ручном упаковывании | |
Для гигроскопичных или высыхающих расплавов и густых паст при механизированном упаковывании | ||
II |
| Для порошкообразных, кусковых продуктов, густых паст, не требующих герметичности |
III |
| Для тех же продуктов, что и тип 1*, но отправляемых в районы Крайнего Севера, труднодоступные районы |
_________________
* Соответствует оригиналу. - Примечание "КОДЕКС".
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. N 1, 3).
Текст документа сверен по:
М.: ИПК Издательство стандартов, 1998
{kind=link}