ГОСТ Р 50213-92
(ИСО 5237-78)
Группа Г62
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Машины текстильные и оборудование вспомогательное
ПАТРОНЫ КОНИЧЕСКИЕ ДЛЯ НАМОТКИ ПРЯЖИ (КРЕСТОВАЯ НАМОТКА)
Половина угла конуса 5°57'. Размеры и методы контроля
Textile machinery and accessories. Cones for yarn winding (cross wound).
Half angle of the cone 5°57'. Dimensions and checking methods
ОКП 96 7140
Дата введения 1994-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ПОДГОТОВЛЕН И ВНЕСЕН Техническим комитетом ТК 314 "Текстильные машины и оснастка"
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 31.08.92 N 1069
Настоящий стандарт подготовлен методом прямого применения международного стандарта ИСО 5237-78 "Машины текстильные и вспомогательное оборудование. Патроны конические для намотки пряжи (крестовая намотка). Половина угла конуса 5°57" и полностью ему соответствует
3. Срок проверки - 1997 г.
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер раздела |
ГОСТ 25346-89 | 2 |
ВНЕСЕНА поправка, опубликованная в ИУС N 2, 1993 год
Поправка внесена изготовителем базы данных
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает размеры и допуски конических патронов для намотки пряжи (крестовая намотка) с половиной угла конуса 5°57' а также размеры и допуски калибров для измерения патронов и распространяется на конические патроны для вновь разрабатываемого оборудования.
Разд.2, 4 и 5 настоящего стандарта являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
2. РАЗМЕРЫ И ДОПУСКИ
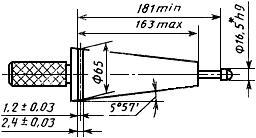
Размеры и допуски конических патронов и калибров приведены на черт.1, 2 и в табл.1, 2. Размеры, не приведенные на черт.1, 2 и в табл.1, 2, устанавливают по согласованию потребителя с изготовителем.
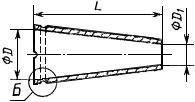
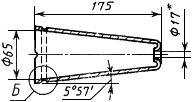
Черт.1. Конический патрон без закатки. Конический патрон с закатанным торцем
Конический патрон без закатки
| Конический патрон с закатанным торцем
|
________________
* Для автоматической намотки этот размер необходимо согласовать между потребителем и изготовителем с учетом толщины стенки.
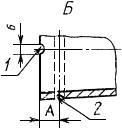
1 - паз;
2 - канавка
Черт.1
Таблица 1
Конические патроны
мм
|
|
|
| |
Номин. | Пред. откл. | |||
63 | 145 | ±1,5 | 33 | 8 |
65 | 175 | 29 | ||
68 | 170 | 33 | ||
80 | 230 | ±2,0 | 32 | 8 |
104 | 290 | ±2,5 | 44 | 10 |
310 | 33 |
Черт.2. Калибр для патрона без закатки. Калибр для патрона с закругленным торцем
Калибр для патрона без закатки
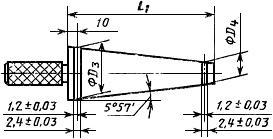
Калибр для патрона с закругленным торцем
________________
* Для автоматической намотки этот размер необходимо согласовать между потребителем и изготовителем с учетом толщины стенки.
Черт.2
Таблица 2
Калибры
мм
|
|
|
63 | 33 | 165 |
65 | 29 | 195 |
68 | 33 | 190 |
80 | 32 | 250 |
104 | 44 | 310 |
33 | 360 |
________________
* Предельные отклонения диаметров калибра, измеренные на любом расстоянии от торцев, должны равняться js 6 ГОСТ 25346.
Ширина намотанной пряжи не должна превышать 25 мм.
Отклонение от половины угла конуса 5°57' ограничивается допусками для размеров ![]() ,
, ![]() и
и ![]() , как указано в табл.1. На использование патронов при намотке нити они не влияют.
, как указано в табл.1. На использование патронов при намотке нити они не влияют.
3. МАТЕРИАЛ
Материалом для конических патронов может служить необработанная, пропитанная или лакированная бумага или пластмасса.
При выборе материала следует учитывать:
а) вид наматываемой пряжи;
б) вид отделки (обработки) поверхности;
в) толщину стенок (в зависимости от вида перерабатываемой пряжи);
г) особенности паза и канавки для конца пряжи.
4. ПРИМЕНЕНИЕ КАЛИБРА
Внутренние размеры патрона соответствуют указанным в настоящем стандарте, если торец большего диаметра патрона, плотно закрепленный на калибре усилием руки, находится между допускаемыми отметками.
Для контроля меньшего диаметра патрона его помещают торцем меньшего диаметра на калибре. Торец меньшего диаметра патрона должен находиться между отметками соответствующего конца калибра.
5. КОНТРОЛЬ ДЛИНЫ КОНИЧЕСКОГО ПАТРОНА
Для контроля предельных отклонений длины патрона следует использовать соответствующий специальный калибр. Использовать конические калибры, не приведенные на чертежах, не допускается.
Электронный текст документа
и сверен по:
официальное издание
М.: Издательство стандартов, 1992
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}