ГОСТ Р 59184-2020
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Аддитивные технологии
ОБОРУДОВАНИЕ ДЛЯ СЕЛЕКТИВНОГО ЛАЗЕРНОГО СПЛАВЛЕНИЯ
Общие требования
Additive technologies. Selective laser melting equipment. General requirements
ОКС 77.180
ОКПД2 28.41.1
Дата введения 2021-03-01
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью "Русатом - Аддитивные Технологии" (ООО "РусАТ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 182 "Аддитивные технологии"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 18 ноября 2020 г. N 1116-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт устанавливает общие требования к оборудованию для аддитивного производства (3D-принтерам), использующему технологию селективного лазерного сплавления (далее - оборудование), и предназначен для использования при проектировании, изготовлении, испытаниях и эксплуатации оборудования.
Требования настоящего стандарта могут быть применены к оборудованию для аддитивного производства (3D-принтерам), использующему технологию селективного лазерного спекания, а также селективного электронно-лучевого сплавления и спекания.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2.001 Единая система конструкторской документации. Общие положения
ГОСТ 2.601 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 3.1001 Единая система технологической документации. Общие положения
ГОСТ 9.032 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 12.1.003 Система стандартов безопасности труда. Шум. Общие требования безопасности
ГОСТ 12.1.004 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.010 Система стандартов безопасности труда. Взрывобезопасность. Общие требования
ГОСТ 12.1.012 Система стандартов безопасности труда. Вибрационная безопасность. Общие требования
ГОСТ 12.1.030 Система стандартов безопасности труда. Электробезопасность. Защитное заземление, зануление
ГОСТ 12.1.040 Система стандартов безопасности труда. Лазерная безопасность. Общие положения
ГОСТ 12.2.003 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.007.0 Система стандартов безопасности труда. Изделия электротехнические. Общие требования безопасности
ГОСТ 12.2.033 Система стандартов безопасности труда. Рабочее место при выполнении работ стоя. Общие эргономические требования
ГОСТ 12.2.049 Система стандартов безопасности труда. Оборудование производственное. Общие эргономические требования
ГОСТ 12.2.061 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности к рабочим местам
ГОСТ 12.4.026 Система стандартов безопасности труда. Цвета сигнальные, знаки безопасности и разметка сигнальная. Назначение и правила применения. Общие технические требования и характеристики. Методы испытаний
ГОСТ 12.4.124 Система стандартов безопасности труда. Средства защиты от статического электричества. Общие технические требования
ГОСТ 15.309 Системы разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 19.001 Единая система программной документации. Общие положения
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 12971 Таблички прямоугольные для машин и приборов. Размеры
ГОСТ 14254 (IEC 60529:2013) Степени защиты, обеспечиваемые оболочками (Код IP)
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15543.1 Изделия электротехнические и другие технические изделия. Общие требования в части стойкости к климатическим внешним воздействующим факторам
ГОСТ 17516.1 Изделия электротехнические. Общие требования в части стойкости к механическим внешним воздействующим факторам
ГОСТ 25346 (ISO 286-1:2010) Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Система допусков на линейные размеры. Основные положения, допуски, отклонения и посадки
ГОСТ IEC 60825-1 Безопасность лазерной аппаратуры. Часть 1. Классификация оборудования, требования и руководство для пользователей
ГОСТ Р 8.568 Государственная система обеспечения единства измерений. Аттестация испытательного оборудования. Основные положения
ГОСТ Р 15.301 Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство
ГОСТ Р ИСО 3746 Акустика. Определение уровней звуковой мощности и звуковой энергии источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью
ГОСТ Р ИСО 11146-1 Лазеры и лазерные установки (системы). Методы измерений ширин, углов расходимости и коэффициентов распространения лазерных пучков. Часть 1. Стигматические (гомоцентрические) и слабоастигматические пучки
ГОСТ Р ИСО 11146-2 Лазеры и лазерные установки (системы). Методы измерений ширин, углов расходимости и коэффициентов распространения лазерных пучков. Часть 2. Астигматические пучки
ГОСТ Р ИСО/ТО 11146-3 Лазеры и лазерные установки (системы). Методы измерений ширин, углов расходимости и коэффициентов распространения лазерных пучков. Часть 3. Собственная и геометрическая классификация лазерных пучков, специфика их распространения и методики измерений
ГОСТ Р ИСО 11554 Оптика и фотоника. Лазеры и лазерные установки (системы). Методы испытаний лазеров и измерений мощности, энергии и временных характеристик лазерного пучка
ГОСТ Р ИСО 14738 Безопасность машин. Антропометрические требования при проектировании рабочих мест машин
ГОСТ Р 50553 Промышленная чистота. Фильтры и фильтроэлементы. Общие технические требования
ГОСТ Р 51101-2012 Станки металлообрабатывающие и деревообрабатывающие. Методы проверки соответствия требованиям безопасности
ГОСТ Р 51343 Безопасность машин. Предотвращение неожиданного пуска
ГОСТ Р 57556 Материалы для аддитивных технологических процессов. Методы контроля и испытаний
ГОСТ Р 57558/ISO/ASTM 52900:2015 Аддитивные технологические процессы. Базовые принципы. Часть 1. Термины и определения
ГОСТ Р 57910 Материалы для аддитивных технологических процессов. Методы контроля и испытаний металлических материалов сырья и продукции
ГОСТ Р 57911 Изделия, полученные методом аддитивных технологических процессов. Термины и определения
ГОСТ Р МЭК 60204-1 Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р 57558, ГОСТ Р 57911.
4 Общие положения
4.1 Оборудование используют для изготовления (3D-печати) полимерных, металлических, металлокерамических изделий, заготовок и полуфабрикатов (далее - изделия) посредством послойного селективного лазерного сплавления на платформе построения (синтеза на подложке) металлопорошковой композиции (далее - МПК) для аддитивного производства.
4.2 Оборудование имеет, как правило, следующий состав типовых функциональных элементов:
а) систему построения, включающую в себя:
1) рабочую камеру,
2) устройство дозирования МПК,
3) устройство разравнивания МПК,
4) колодец построения,
5) платформу построения,
6) механизм вертикального перемещения платформы построения;
б) систему электропитания;
в) лазерно-оптическую систему;
г) систему формирования защитной атмосферы;
д) систему накопления несплавленной МПК;
е) автоматизированную систему управления, включающую в себя:
1) контрольно-измерительную систему,
2) систему контроля сплавления слоев (либо иного мониторинга процесса сплавления),
3) управляющий модуль,
4) управляющий программный комплекс;
ж) программный комплекс подготовки рабочего файла для управляющего модуля.
Принципиальная схема взаимодействия функциональных элементов показана на рисунке 1.
В состав типовых функциональных элементов могут быть включены системы водяного охлаждения, гидравлические и пневматические вспомогательные системы, система пожаротушения.
Примечание - Представленный состав возможных функциональных элементов, а также описание их взаимодействия не являются регламентирующими требованиями, а служат для описания принципов устройства и принципов работы оборудования.
4.3 Процесс работы оборудования для послойного селективного лазерного сплавления, как правило, включает последовательное выполнение следующих операций:
а) подготовка рабочего файла;
б) юстировка механической части системы построения и лазерно-оптической системы;
в) подогрев платформы построения;
а) Подача МПК снизу | б) подача МПК вверху |
| |
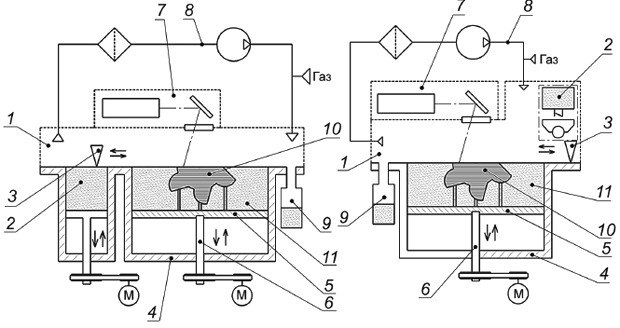
1 - рабочая камера; 2 - устройство дозирования МПК; 3 - устройство разравнивания МПК; 4 - колодец построения; 5 - платформа построения; 6 - механизм вертикального перемещения платформы построения; 7 - лазерно-оптическая система; 8 - система формирования защитной атмосферы; 9 - система накопления несплавленной МПК; 10 - изделие с поддерживающими структурами; 11 - МПК
Рисунок 1 - Схема взаимодействия функциональных элементов оборудования
г) формирование защитной атмосферы;
д) циклическое выполнение операций послойного изготовления;
е) удаление неиспользованной МПК из рабочей камеры;
ж) удаление защитной атмосферы (при разгерметизации рабочей камеры);
и) извлечение платформы построения с изделием при условии удаления защитной атмосферы.
4.4 Подготовка рабочего файла заключается в преобразовании файла модели изделия в управляющий машинный код. Основные операции такого преобразования заключаются в проверке целостности исходной модели, виртуальном размещении модели на платформе построения и генерации поддерживающих структур, разбиении модели и поддерживающих структур на слои с заданием технологических параметров изготовления, генерации управляющего машинного кода.
4.5 Юстировка осуществляется на основе показаний контрольно-измерительной системы. Задачей юстировки является проверка и настройка параметров механической части системы построения и лазерно-оптической системы. Перечень параметров определяется технической документацией.
4.6 Формирование защитной атмосферы проводится в зависимости от химического состава МПК для обеспечения безопасности технологического процесса изготовления и получения заданных показателей изделия. Для формирования защитной атмосферы используют защитные газы (азот, аргон, гелий и т.п.) и их смеси.
При наличии герметичности рабочей камеры необходимый состав защитной атмосферы получают путем предварительного вакуумирования рабочей камеры с последующим напуском защитного газа или неоднократным заполнением до избыточного давления и со сбросом его (промывкой защитным газом) до получения заданных значений по кислороду, а в некоторых случаях по влажности и водороду. Поддержание защитной атмосферы идет по замкнутому циклу с обеспечением возможности фильтрации (удаления частиц МПК, иных возможных примесей, в том числе газовых).
При отсутствии рабочей камеры или ее негерметичности защитная атмосфера может формироваться непосредственно в зоне поверхности построения - области сплавления МПК. В зоне поверхности построения должен быть организован поток защитного газа для удаления твердых частиц МПК и газообразных продуктов, образующихся при сплавлении МПК.
4.7 Послойное изготовление заключается в циклическом выполнении следующих операций:
- вертикальное перемещение платформы построения (на один слой);
- подача необходимого количества МПК;
- разравнивание МПК в равномерный слой;
- селективное лазерное сплавление слоя МПК;
- контроль сплавления слоев.
4.7.1 Платформа построения перемещается в колодце построения вниз на заданную высоту слоя и, как правило, предварительно подогревается встроенной системой нагрева.
4.7.2 Подача необходимого количества МПК осуществляется посредством устройства дозирования МПК в автоматическом режиме. Устройство дозирования МПК представляет собой либо дозирующий бункер, размещаемый в нижней части системы построения на одном уровне с колодцем построения и имеющий механизм перемещения дозирующей платформы [подача необходимого объема МПК происходит снизу, рисунок 1а], либо емкость, находящуюся в верхней части системы построения выше колодца построения и снабженную специальным устройством (дозатором), посредством которого проводится подача необходимого объема МПК [подача сверху, рисунок 1б)]. МПК может подаваться в нагретом состоянии.
4.7.3 Разравнивание МПК, формирование равномерного слоя МПК заданной толщины на платформе построения осуществляется устройством разравнивания МПК, например представляющим собой механизм перемещения разравнивающего полотна (ракеля). Излишки МПК, образующиеся после формирования на платформе построения слоя МПК, через трубопроводы удаляют в систему накопления несплавленной МПК.
4.7.4 Селективное лазерное сплавление сформированного слоя МПК реализовано сфокусированным лазерным пучком. Лазерно-оптическая система обеспечивает фокусировку лазерного луча и его перемещение (сканирование) по заданной для каждого конкретного слоя изделия траектории, по контуру и площади изделия с учетом формирования системы поддерживающих структур (опор). При этом сплавление слоя МПК осуществляется либо с платформой построения (для первого слоя), либо с предыдущим, уже сплавленным материалом, либо с заготовкой детали, на которой наращивается ее недостающая часть.
После завершения сплавления слоя платформа построения перемещается вниз на высоту следующего слоя, операции по 4.7.2-4.7.4 повторяются.
4.7.5 Контроль сплавления проводят различными методами в режиме реального времени для обеспечения качества при изготовлении изделия, для недопущения образования дефектов и соответствующей корректировки технологических параметров.
4.8 В результате циклического выполнения операций по 4.7 в колодце построения в массиве (объеме) МПК, не участвующей в процессе сплавления, но заполняющей весь объем колодца построения, формируется изделие.
После завершения процесса изготовления либо может извлекаться изделие непосредственно из рабочей камеры оборудования, либо может извлекаться заполненный колодец построения для последующей обработки.
При извлечении изделия платформу построения с ним поднимают из колодца построения, одновременно проводят удаление МПК и защитной атмосферы из рабочей камеры, далее изделие извлекают из рабочей камеры.
При извлечении колодца построения дальнейшие операции по извлечению изделия и удалению МПК проводят на специализированном оборудовании, в некоторых случаях - в пределах одной установки.
4.9 Конструктивные элементы оборудования расположены на силовой раме (рамах) и закрыты внешними защитными декоративными панелями. Компоновка элементов оборудования может быть как моноблочной, так и модульной (раздельной).
5 Технические требования
5.1 Требования к конструкции функциональных и иных элементов оборудования, их составным частям, компоновке, размещению, взаимодействию определены технической документацией на оборудование, оформляемой в соответствии с требованиями Единой системы конструкторской документации по ГОСТ 2.001, Единой системы технологической документации по ГОСТ 3.1001, Единой системы программной документации по ГОСТ 19.001, а также с учетом требований разделов 5-9.
5.2 Конструктивные и программно-аппаратные решения разрабатываемого и изготавливаемого оборудования должны обеспечивать:
- функционирование оборудования в соответствии с его техническими характеристиками;
- возможность проведения всех необходимых проверок, настроек и регулировок при монтаже, наладке и испытаниях оборудования, предусмотренных технической документацией и разделом 8;
- предотвращение загрязнения воздуха производственных помещений частицами МПК и защитными газами;
- управление технологическими параметрами изготовления, в том числе мощностью лазера, скоростью сканирования, толщиной слоя МПК (величиной вертикального перемещения платформы построения), стратегией (алгоритмом) штриховки (движения лазерного пучка по сечению детали);
- функционирование системы контроля количества МПК;
- накопление и использование базы данных технологических параметров (режимов) изготовления по типам используемых МПК;
- функционирование системы мониторинга процесса изготовления, формирования и сплавления слоев МПК в реальном масштабе времени;
- возможность визуального наблюдения за процессом изготовления в режиме реального времени на всей площади поверхности изготовления;
- автоматическую диагностику исправности элементов оборудования, контрольно-измерительных приборов и средств автоматики;
- автоматическую запись и хранение показаний контрольно-измерительных приборов и автоматики (регистрацию данных технологического процесса изготовления, в том числе данных системы мониторинга);
- сохранность информации при отсутствии внешнего питания (энергонезависимую память);
- контроль и управление параметрами защитной атмосферы, расходом, влажностью, химическим составом, в том числе (при необходимости) содержанием кислорода, водорода;
- наличие и автоматическое срабатывание основных и (или) резервных аварийных систем, а также наличие систем автоматических блокировок и сигнализаций для обеспечения безопасной работы оборудования, исключающих возможность случайного открытия и разгерметизации рабочей камеры;
- фильтрацию сбрасываемой из рабочей камеры защитной атмосферы и предотвращение загрязнения воздуха производственных помещений частицами МПК и защитными газами;
- возможность безопасного завершения процесса построения и/или завершения работы установки при отключении электроэнергии (энергонезависимое исполнение установки).
5.3 Исполнение электрооборудования (электрошкафов, стоек) должно соответствовать IP 30 по ГОСТ 14254.
5.4 Внешний вид лакокрасочных покрытий оборудования, принадлежностей и приспособлений к нему - по IV классу ГОСТ 9.032.
5.5 Оборудование маркируют фирменной и паспортной табличкой по ГОСТ 12971. На фирменной табличке должны быть нанесены информация о стране-изготовителе, товарный знак и наименование предприятия-изготовителя. Паспортная табличка должна содержать обозначение модели изделия, заводской номер, год выпуска. Допускается совмещение сведений фирменной и паспортной табличек в одной.
5.6 Совместно с оборудованием поставляют эксплуатационные документы, выполненные в соответствии с ГОСТ 2.601.
6 Требования безопасности
Конструирование, изготовление и эксплуатацию оборудования осуществляют в соответствии с ГОСТ 12.1.003, ГОСТ 12.1.004, ГОСТ 12.1.010, ГОСТ 12.1.012, ГОСТ 12.1.030, ГОСТ 12.1.040, ГОСТ 12.2.003, ГОСТ 12.2.007.0, ГОСТ 12.2.033, ГОСТ 12.2.049, ГОСТ 12.2.061, ГОСТ 12.4.124, ГОСТ 14254, ГОСТ 12.4.026, ГОСТ IEC 60825-1, ГОСТ Р 50553, ГОСТ Р 51343, ГОСТ Р ИСО 14738, ГОСТ Р МЭК 60204-1.
7 Правила приемки
7.1 Для проверки качества и показателей (характеристик) оборудования при постановке оборудования на производство и при приемке оборудования проводят испытания по ГОСТ Р 15.301 и ГОСТ 15.309 соответственно. Перечень и объемы испытаний определяют по согласованию с заказчиком оборудования; общий (рекомендуемый) перечень и объем испытаний представлены в таблице 1.
Таблица 1 - Объемы и виды испытаний оборудования
Вид испытаний | Объем испытаний | Примечание |
1 Предварительные испытания опытных образцов | Определен техническим заданием на разработку оборудования (при наличии) или изготовителем оборудования | При разработке оборудования для серийного производства |
2 Приемочные испытания опытных образцов | Показатели 1-63 таблицы 2 | При разработке оборудования для серийного производства |
3 Приемочные испытания головного образца | Показатели 1-63 таблицы 2 | При разработке оборудования для несерийного и серийного производства |
4 Квалификационные испытания | Показатели 1-63 таблицы 2 | Проводят представители изготовителя, и (или) поставщика, и (или) заказчика при разработке и постановке оборудования на производство |
5 Приемо-сдаточные испытания | Показатели 1-63 таблицы 2 | При изготовлении оборудования |
6 Периодические испытания | Определен изготовителем оборудования | Для подтверждения технических характеристик выпускаемого оборудования. |
7.2 При выявлении несоответствия одного из параметров оборудования следует установить причину несоответствия, ввести изменения в конструкторскую и (или) технологическую документацию и доработать оборудование.
7.3 Результаты приемки (испытаний) документируют.
8 Методы контроля
8.1 Используемые при испытаниях средства измерений должны быть калиброваны или поверены; испытательное оборудование должно быть аттестовано по ГОСТ Р 8.568.
8.2 Контроль оборудования проводят в соответствии с программой и методикой испытаний, разработанными в соответствии с ГОСТ Р 51101-2012 (раздел 4) и содержащими описание методов (методик) контроля с учетом особенностей конкретного оборудования.
8.3 Сведения о методах контроля представлены в таблице 2.
Таблица 2 - Показатели и методы контроля оборудования
Показатель (требование) | Метод контроля |
1 Наличие, содержание и комплектность технической документации | ГОСТ Р 51101-2012 (пункт 4.2), |
2 Маркировка оборудования, информационная табличка | ГОСТ Р 51101-2012 (пункт 4.3) |
3 Правильность соединений при подключении, правильность сборки | ГОСТ Р 51101-2012 (пункт 4.4) |
4 Правильность установки, креплений, проверка функциональных элементов выключенного оборудования | ГОСТ Р 51101-2012 (пункт 4.5) |
5 Надежность закрепления инструментов, в том числе внутри рабочей камеры | ГОСТ Р 51101-2012 (пункт 4.5) |
6 Внешний вид, качество поверхности, шероховатость, покраска | ГОСТ Р 51101-2012 (пункт 4.6) |
7 Надежность и безопасное функционирование системы управления | ГОСТ Р 51101-2012 (пункт 4.7) |
8 Состояние органов управления | ГОСТ Р 51101-2012 (пункт 4.8) |
9 Состояние предохранительных и блокирующих устройств | ГОСТ Р 51101-2012 (пункт 4.9) |
10 Состояние маркировки опасности, сигнализации | ГОСТ 12.4.026 |
11 Состояние защитных устройств, в том числе кожухов | ГОСТ Р 51101-2012 (пункт 4.11) |
12 Шумовые характеристики | ГОСТ Р ИСО 3746 |
13 Пожарная безопасность | ГОСТ Р 51101-2012 (пункт 4.15) |
14 Удобство и безопасность обслуживания смазочной системы | ГОСТ Р 51101-2012 (пункт 4.17) |
15 Достаточность требований по электробезопасности | ГОСТ Р 51101-2012 (пункт 4.21.1) |
16 Качество монтажа электрооборудования | ГОСТ Р 51101-2012 (пункт 4.21.2) |
17 Состояние подключения к источнику питания | ГОСТ Р 51101-2012 (пункт 4.21.3) |
18 Состояние защиты от поражения электрическим током при нормальных условиях | ГОСТ Р 51101-2012 (пункт 4.21.4) |
19 Состояние защиты от поражения электрическим током при возникновении неисправности | ГОСТ Р 51101-2012 (пункт 4.21.5) |
20 Состояние защиты от остаточного напряжения | ГОСТ Р 51101-2012 (пункт 4.21.6) |
21 Состояние защиты от короткого замыкания в цепях и ответвлениях | ГОСТ Р 51101-2012 (пункт 4.21.7) |
22 Состояние защиты от самовключения при восстановлении питания после отключения | ГОСТ Р 51101-2012 (пункт 4.21.9) |
23 Состояние защиты при падении напряжения | ГОСТ Р 51101-2012 (пункт 4.21.10) |
24 Состояние аварийного отключения | ГОСТ Р 51101-2012 (пункт 4.21.11) |
25 Состояние вводного выключателя | ГОСТ Р 51101-2012 (пункт 4.21.12) |
26 Состояние защиты от непредвиденного включения при замыкании на землю | ГОСТ Р 51101-2012 (пункт 4.21.13) |
27 Состояние воздушных зазоров и путей утечки | ГОСТ Р 51101-2012 (пункт 4.21.14) |
28 Состояние комплектного устройства управления | ГОСТ Р 51101-2012 (пункт 4.21.15) |
29 Степень защиты электродвигателей | ГОСТ Р 51101-2012 (пункт 4.21.16) |
30 Состояние выключателей ручного управления и световой сигнальной аппаратуры | ГОСТ Р 51101-2012 (пункт 4.21.17) |
31 Состояние проводки | ГОСТ Р 51101-2012 (пункт 4.21.18) |
32 Состояние местного освещения, освещенность рабочей камеры | ГОСТ Р 51101-2012 (пункт 4.22) |
33 Контроль параметров безопасности при использовании лазеров | ГОСТ 12.1.040, ГОСТ IEC 60825 |
34 Устойчивость к климатическим факторам (транспортирование) | ГОСТ 15543.1 |
35 Устойчивость к механическим факторам (транспортирование) | ГОСТ 17516.1 |
36 Фактическая мощность лазера на поверхности построения. Измеряются три уровня мощности, включая 30%-ный и 90%-ный от максимальной номинальной мощности | ГОСТ Р ИСО 11554 |
37 Стабильность мощности лазера на поверхности построения. | ГОСТ Р ИСО 11554 |
38 Характеристики пятна лазера на поверхности построения (размер, профиль, симметрия) | ГОСТ Р ИСО 11146-1, ГОСТ Р ИСО 11146-2, ГОСТ Р ИСО/ТО 11146-3 |
39 Положение точки фокуса (перетяжки пучка минимального диаметра). | Положение точки фокуса (перетяжки пучка минимального диаметра) определяют путем формирования (проплавления лазером) трех параллельных линий на тестовом листе при различных высотах подъема платформы построения. |
40 Стабильность положения точки фокуса (перетяжки пучка минимального диаметра) через 15 мин после измерений на каждом уровне мощности. Стабильность положения точки фокуса должна определяться в центре и по краям (в 4 точках) области построения. | Положение точки фокуса (перетяжки пучка минимального диаметра) определяют путем формирования (проплавления лазером) трех параллельных линий на тестовом листе при различных высотах подъема платформы построения. |
41 Точность позиционирования лазерного луча | Проверку осуществляют посредством измерения геометрических рисунков, выполненных на тестовых листах. |
42 Точность траектории лазерного луча на всей поверхности построения: | Определения точности траектории осуществляют измерениями по геометрическому рисунку на тестовом листе. Рисунок должен охватывать, как минимум, периметр площади построения, диагонали, линии, проходящие через центр площади построения и параллельные ее сторонам, вписанную окружность |
43 Скорость сканирования (перемещения лазерного луча) при условии выполнения требуемой точности траектории | Измерения выполняют в направлениях X и Y, а также в направлении (45±15)° (между осями). Скорость сканирования может быть определена методом лазерной гравировки (расплавленная дорожка) на тестовом листе поверхности построения как отношение длины гравировки (расплавленной дорожки) ко времени сканирования или иным методом. Отклонение не должно превышать 5% |
44 Показатели одновременной работы нескольких лазеров: фактические границы работы лазеров по поверхности построения, возможность интерференции, показатели для каждого лазера, иные аспекты | Отклонение положений лазерного пучка отдельных источников излучения относительно друг друга (при направлении в одну точку, линию) не должно превышать 0,06 мм |
45 Точность и воспроизводимость перемещений платформы построения без нагрузки и с максимальной нагрузкой во всем диапазоне перемещений, не менее трех положений платформы построения | Перемещения определяют посредством индикаторов часового типа, и (или) оптической линейки, и (или) иными методами. |
46 Точность и воспроизводимость перемещений дозирующего стола (при наличии) без нагрузки и с максимальной нагрузкой во всем диапазоне перемещений, не менее трех положений дозирующего стола | Перемещения определяют посредством индикаторов часового типа, и (или) оптической линейки, и (или) иными методами. |
47 Характеристики и воспроизводимость характеристик подачи (место, объем, форма) дозирующего устройства | Характеристики подачи определяют качественно, визуально |
48 Точность (отсутствие перекоса) и воспроизводимость перемещения полотна устройства разравнивания (ракеля) | Перемещения определяют посредством индикаторов часового типа или оптической линейки |
49 Качество и воспроизводимость разравнивания слоя порошка (качественный анализ) | Определяют качественно, визуально. Возможно применение контроля по отраженному свету |
50 Время установления защитной атмосферы (по наличию кислорода, иным показателям) | Руководство по эксплуатации на средство измерений |
51 Стабильность поддержания защитной атмосферы (по наличию кислорода, иным показателям) | Руководство по эксплуатации на средство измерений |
52 Направление потока (подачи) защитной атмосферы | Визуальное качественное наблюдение при индикаторной (цветной) подаче газа (среды) |
53 Расход газа в режиме заполнения | Руководство по эксплуатации на средство измерений |
54 Расход газа в режиме работы | Руководство по эксплуатации на средство измерений |
55 Работа системы мониторинга процесса изготовления | Определен технической документацией системы мониторинга процесса изготовления изделий |
56 Работа и запись показателей контрольно-измерительных приборов и средств автоматизации | Работа системы управления и сохранение результатов (показаний контрольно-измерительных приборов и средств автоматизации), сохранение результатов за и в течение определенных периодов времени, в том числе при отключении электропитания оборудования |
57 Контроль температуры поверхности построения (время прогрева, равномерность прогрева) | Руководство по эксплуатации на средство измерения |
58 Работоспособность и состояние фильтров, удобство монтажа/демонтажа | ГОСТ Р 51101-2012 (пункт 4.5) |
59 Герметичность коммуникаций в части выхода МПК | Визуальный осмотр, измерение падения/повышения давления защитной атмосферы средствами системы управления в течение определенного промежутка времени, иные способы проверки герметичности |
60 Герметичность коммуникаций в части утечки защитных газов | Визуальный осмотр, измерение падения/повышения давления защитной атмосферы средствами системы управления в течение определенного промежутка времени, иные способы проверки герметичности |
61 Работоспособность и удобство использования загрузочных устройств МПК, системы удаления из рабочей камеры, систем выгрузки | ГОСТ Р 51101-2012 (пункт 4.5) |
62 Геометрические возможности: шероховатость поверхности по ГОСТ 2789, минимально возможные размеры элемента (как для объемов материала - ребра, выступы, так и для полостей изделия - отверстия, пазы, проточки), минимальный интервал (зазор) между элементами, обеспечиваемый квалитет точности по ГОСТ 25346 | Контроль осуществляют посредством печати набора тестовых образцов по всей области построения. |
63 Свойства сплавленного материала. | Контроль осуществляют посредством печати заготовок, изготовления и испытаний образцов, ориентированных по осям пространства построения для учета анизотропии свойств (рекомендуется не менее трех заготовок для каждого параметра для каждой из трех осей построения). |
________________
* См. раздел Библиография. - .
8.4 Перечень конечных показателей и методы контроля показателей 62 и 63 таблицы 2 определяет изготовитель; контроль данных показателей должен быть проведен как минимум для одной МПК с определенными свойствами.
9 Требования к технической документации
В технической документации на оборудование (в паспорте или ином документе) должны быть установлены следующие показатели, характеристики и требования:
- наименование и обозначение (марка);
- назначение и область применения;
- размеры области построения;
- максимальные размеры и масса изделия;
- максимальный объем и масса загружаемой МПК;
- масса и габаритные размеры оборудования;
- размеры рабочего пространства, необходимые для обслуживания оборудования;
- необходимые коммуникации (подключения) с описанием способа подключения, в том числе параметры электрической сети, заземления;
- потребляемая мощность оборудования;
- климатическое исполнение оборудования по ГОСТ 15150, условия окружающей среды при эксплуатации и транспортировании;
- устойчивость оборудования к внешним воздействующим факторам при транспортировании и эксплуатации по ГОСТ 17516.1 и ГОСТ 15543.1;
- количество и характеристики лазеров: мощность, тип, длина волны, класс опасности лазера;
- характеристики и стабильность лазерного излучения на поверхности построения: мощность излучения, диапазон скорости сканирования (скорости перемещения лазерного луча с необходимой точностью), характеристики лазерного луча (размер, профиль, симметрия пятна), погрешности позиционирования пятна, положение точки фокуса, точность траектории перемещения лазерного луча;
- сведения об алгоритмах и показателях одновременной работы нескольких лазеров;
- диапазон, минимальный шаг и точность вертикального перемещения платформы построения и дозирующего стола (при наличии) во всем интервале перемещений без нагрузки и при полной нагрузке;
- обеспечиваемый диапазон толщин слоя МПК, показатели точности формирования слоя МПК;
- описание защитной атмосферы, ее влажности, химического состава, в том числе содержание кислорода, водорода;
- время установления защитной атмосферы при заданном расходе защитного газа;
- расход газа защитной атмосферы в режиме заполнения;
- расход газа защитной атмосферы в режиме работы (поддержания);
- возможный диапазон температур плиты построения, соответствующие временные интервалы ее прогрева;
- описание и характеристики имеющейся системы мониторинга процесса изготовления изделий;
- информация о техническом обслуживании оборудования;
- перечень быстроизнашивающихся деталей и расходных материалов с указанием периодичности их замены;
- сведения о ресурсе оборудования;
- сведения об используемых форматах файлов моделей изделий;
- описание используемых сырьевых материалов для сплавления: марка, характеристики МПК (гранулометрический состав, химический состав, характеристики плотности, морфологические характеристики, характеристики текучести), для которых имеются технологии изготовления;
- характеристики геометрической точности печати для имеющихся технологий изготовления, в том числе: ожидаемая чистота поверхности (шероховатость) по ГОСТ 2789, минимально возможные размеры элемента (как для объемов материала - ребра, выступы, так и для полостей изделия - отверстия, пазы, проточки), обеспечиваемый квалитет точности по ГОСТ 25346;
- характеристики свойств сплавленного материала для имеющихся технологий изготовления;
- диапазон скорости печати изделий для имеющихся технологий изготовления;
- результаты приемо-сдаточных испытаний оборудования;
- правила действий при остановке (приостановке) процесса изготовления, как плановой, так и внеплановой (аварийной), для обеспечения заданного качества изделий.
10 Дополнительные требования
Требования к оборудованию, не установленные настоящим стандартом, определяются требованиями конструкторской документации, в том числе техническими условиями на конкретное оборудование, а также контрактом (договором) на его поставку.
Библиография
[1] | ИСО/АСТМ 52902* | Аддитивное производство - Образцы для испытаний - стандартное руководство оценки геометрических возможностей систем аддитивного производства (Additive manufacturing - Test artefacts - Standard guideline for geometric capability assessment of additive manufacturing systems) |
________________ * Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - . | ||
[2] | //standards.iso.org/iso/52902/ed-1/en | |
УДК 669.013:006.354 | ОКС 77.180 | ОКПД2 28.41.1 |
Ключевые слова: аддитивные технологии, оборудование, лазер, сплавление, спекание, 3D-принтер, порошковые материалы | ||
Электронный текст документа
и сверен по:
, 2020
{kind=link}