ГОСТ 24053-80
Группа К29
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПЛИТЫ ДРЕВЕСНО-СТРУЖЕЧНЫЕ
Детали мебельные
Метод определения покоробленности
Wood particle boards. Details for furniture
Method for determination of warpage
ОКСТУ 5309
Дата введения 1981-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством лесной и деревообрабатывающей промышленности СССР
РАЗРАБОТЧИКИ М.С.Лащавер, О.Е.Поташев, А.Ф.Абельсон, С.И.Сидорина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28 марта 1980 г. N 1409
3. Срок проверки - 1997 год
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта |
ГОСТ 577-68 | 2.1 |
ГОСТ 8026-92 | 2.4, 3.2.2 |
ГОСТ 10633-78 | 1.1 |
ГОСТ 16371-93 | 1.1 |
5. Снято ограничение срока действия Постановлением Государственного комитета СССР по стандартам от 04.02.92 N 104
6. ПЕРЕИЗДАНИЕ (август 1996 г.) с Изменениями N 1, 2, утвержденными в апреле 1985 г., декабре 1991 г., (ИУС 7-85, ИУС 5-92)
Настоящий стандарт распространяется на древесно-стружечные плиты, заготовки и детали из них, а также материалов (далее - щитовые детали) и устанавливает метод определения их покоробленности.
(Измененная редакция, Изм. N 2).
1. ОТБОР ОБРАЗЦОВ
1.1. Отбор образцов - по ГОСТ 10633. При определении покоробленности щитовых деталей в собранном изделии мебели - по ГОСТ 16371.
(Измененная редакция, Изм. N 2).
1.2. Покоробленность древесно-стружечных плит определяют на образцах размером 1200x650xS, где S - толщина плиты, мм.
Образец вырезают так, чтобы его длина располагалась вдоль короткой стороны полноформатной древесностружечной плиты.
1.3. Покоробленность деталей и заготовок определяют на деталях размером по длине и ширине не менее 250 мм.
(Измененная редакция, Изм. N 2).
2. АППАРАТУРА
2.1. Прибор для контроля покоробленности (черт.1) с двойной базой: Б=610 мм и Б
=200 мм, представляющий собой жесткую балку с тремя опорами для каждой базы и индикатором часового типа по ГОСТ 577 с ценой деления 0,01 мм и диапазоном измерения от 0 до 10 мм.
Схема прибора для контроля покоробленности
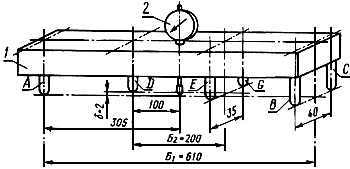
1 - балка прибора; 2 - индикатор; A, В, С - опоры с базой измерения стрелы прогиба Б; D, Е, G - опоры
с базой измерения стрелы прогиба Б;
- 2 мм - расстояние между плоскостями опор А, В, С и D, E, G
Черт.1
Допускается использование прибора с одной базой 610 или 200 мм.
(Измененная редакция, Изм. N 1).
2.2. (Исключен, Изм. N 1).
2.3. Стенд (черт.2), обеспечивающий расположение плоскости пласти образцов или деталей плит под углом к вертикали от 3 до 7 ° с высотой опор на 50 мм меньше высоты образца или детали. При контроле деталей различных форматов опоры стенда выполняют перемещающимися по высоте и съемными.
Схема стенда с установленным образцом
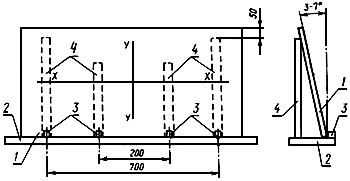
1 - образец; 2 - основание; 3 - упоры; 4 - опоры
Черт.2
(Измененная редакция, Изм. N 1).
2.4. Линейки поверочные типов ШМ-2-400 и ШМ-2-630 по ГОСТ 8026.
3. ПОДГОТОВКА К ИСПЫТАНИЮ
3.1. На пласть образца или детали наносят мелом или другим легко стирающимся материалом оси ![]() и
и , проходящие через середину пласти параллельно соответствующим кромкам образца (черт.2).
При определении покоробленности дверей в собранном изделии мебели дополнительно наносят ось ![]() параллельно оси
параллельно оси ![]() на расстоянии 30 мм от свободной кромки двери.
на расстоянии 30 мм от свободной кромки двери.
(Измененная редакция, Изм. N 1, 2).
3.2. Перед испытанием прибор тарируют: устанавливают на поверочную линейку типа ШМ-2-400 так, чтобы только опоры Д, Е и G касались рабочей поверхности линейки, и выставляют индикатор так, чтобы показания его в положении по черт.4 составляли приблизительно 6 мм, после чего индикатор закрепляют на балке прибора.
Схема тарировки прибора
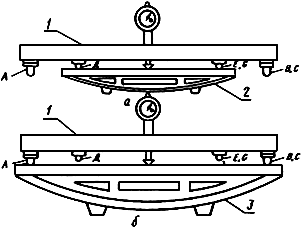
1 - прибор для контроля покоробленности; 2 - поверочная линейка типа ШМ-2-400;
3 - поверочная линейка типа ШМ-2-630
Черт.4*
_____________
* Нумерация чертежей соответствует оригиналу. - Примечание "КОДЕКС".
Прибор вторично устанавливают на поверочную линейку и корректируют показания индикатора поворотом шкалы до величины = 6,00 мм.
В случае использования линейки с одной базой индикатор устанавливается на 5 мм.
(Измененная редакция, Изм. N 1).
3.2.1. Прибор устанавливают на поверочную линейку типа ШМ-2-630 так, чтобы только опоры А, В и С касались рабочей поверхности линейки (положение б по черт.4), после чего записывают в журнал показания индикатора с погрешностью не более 0,01 мм.
3.2.2. Допускается применение поверочных линеек типа ШМ по ГОСТ 8026 длиной более 630 мм для тарирования прибора в соответствии с п.3.2.1. При использовании поверочных линеек типа ШМ длиной более 630 мм базирование прибора на опоры Д, Е и G допускается выполнять при снятых опорах А, В и С.
(Измененная редакция, Изм. N 1).
4. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
4.1. Образец, заготовку или деталь устанавливают на опоры стенда (кроме контроля собранного изделия мебели). Прибор прикладывают поочередно по измерительным осям ![]() и
и так, чтобы шток индикатора опирался на поверхность плиты в точке пересечения измерительных осей
![]()
, а балка прибора тремя опорами А, В, С или D, Е, С коснулась поверхности образца, заготовки или детали.
Измерение производят на обеих сторонах образца, заготовки или детали (кроме контроля собранного изделия мебели).
При контроле покоробленности щитовых деталей в собранном изделии мебели прибор прикладывать поочередно по осям ![]() ,
, и дополнительно для дверей по оси
![]() так, чтобы шток индикатора упирался в поверхность щитовой детали в точке пересечения измерительных осей
так, чтобы шток индикатора упирался в поверхность щитовой детали в точке пересечения измерительных осей ![]() и
и ,
![]() и
и (для дверей), а балка прибора тремя опорами А, В, С или D, Е, С касалась поверхности щитовой детали.
Покоробленность щитовых деталей в собранном изделии мебели определяют по любой доступной стороне контролируемой детали.
Покоробленность щитовых деталей с накладными декоративными элементами по пласти определяют на оборотной стороне этих деталей.
(Измененная редакция, Изм.
N 2).
4.2. База измерения 200 мм используется при измерении прогиба по оси, параллельной стороне детали, размером меньше 630 мм, если этот размер меньше 630 мм и больше 580 мм, измерение прогиба производят со снятыми опорами А, В, С.
(Введен дополнительно, Изм. N 1).
5. ОБРАБОТКА РЕЗУЛЬТАТОВ
5.1. Значение прогибов (![]() ) в миллиметрах вычисляют с точностью до 0,01 мм по формулам
) в миллиметрах вычисляют с точностью до 0,01 мм по формулам
| (1); | |||
| (2); | |||
| (3), | |||
где - показания индикатора: при измерении на базе 610 мм (опоры А, В, С),
![]() ; при измерении на базе 200 мм (опоры D, Е, С),
; при измерении на базе 200 мм (опоры D, Е, С), ![]() =6 или 5 мм при использовании прибора с одной базой;
=6 или 5 мм при использовании прибора с одной базой;
- показания индикатора по оси
![]() , мм;
, мм;
- показания индикатора по оси
, мм;
- показания индикатора по оси
![]() , мм.
, мм.
Прогиб, для дверей по оси
![]() вычисляется для сравнения с прогибом по оси
вычисляется для сравнения с прогибом по оси ![]() (
(). При этом
не должно отличаться от
более ч
ем на 5%.
5.2. Величину покоробленности () каждой стороны плиты, заготовки или детали в миллиметрах вычисляют с точностью до 0,05 мм по формуле
![]() ,
,
где и
- абсолютные значения прогибов, вычисленные по п.5.1, мм.
5.3. За покоробленность плиты, заготовки или детали принимают среднюю арифметическую величину результатов вычисления покоробленности по каждой стороне.
За покоробленность щитовых деталей в собранном изделии мебели принимают величину, вычисленную по формулам п.5.2 для одной стороны проверяемой детали.
5.1-5.3. (Измененная редакция, Изм. N 2).
Приложение. (Исключено, Изм. N 1).
Текст документа сверен по:
М.: ИПК Издательство стандартов, 1996
{kind=link}