ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
ГОСТР 59892— 2021
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ИЗДЕЛИЯ МЕТАЛЛИЧЕСКИЕ ГОФРИРОВАННЫЕ НЕЛИНЕЙНЫЕ ДЛЯ ТРАНСПОРТНЫХ СООРУЖЕНИЙ
Технические условия
Издание официальное
Москва Российский институт стандартизации 2022
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью «Мастерская Мостов» (ООО «Мастерская Мостов»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 26 ноября 2021 г. № 1614-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
© Оформление. ФГБУ «РСТ», 2022
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Содержание
1 Область применения
2 Нормативные ссылки
3 Термины и определения
4 Классификация, основные параметры и размеры
5 Общие технические требования
5.1 Конструктивные требования
5.2 Метизы (болты, гайки, шайбы)
5.3 Защитные покрытия
5.4 Требования к материалам
5.5 Комплектность
5.6 Маркировка
6 Правила приемки
7 Методы контроля
8 Транспортирование и хранение
9 Гарантии изготовителя
Приложение А (справочное) Параметры гофра
Приложение Б (обязательное) Предельные отклонения размеров изделий
Приложение В (рекомендуемое) Формы паспорта, акта контрольной сборки, комплектовочной ведомости, маркировки пачки и пример маркировки элемента
Введение
Настоящий стандарт разработан на основе отечественного опыта проектирования и строительства сооружений с применением металлических гофрированных изделий. Разработка стандарта осуществлялась авторским коллективом ООО «Мастерская Мостов» при участии специалистов ЗАО «ГОФРОСТАЛЬ».
Настоящий стандарт предназначен для использования при разработке стандартов организаций и национальных стандартов на отдельные виды конструкций.
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ИЗДЕЛИЯ МЕТАЛЛИЧЕСКИЕ ГОФРИРОВАННЫЕ НЕЛИНЕЙНЫЕ ДЛЯ ТРАНСПОРТНЫХ СООРУЖЕНИЙ
Технические условия
Non-linear corrugated metal products for transport construction. General specification
Дата введения — 2022—01—01
1 Область применения
Настоящий стандарт распространяется на металлические строительные изделия (стальные гофрированные листы, элементы крепления), предназначенные для сборки металлических гофрированных конструкций транспортных сооружений (мостов, водопропускных труб, путепроводов, пешеходных переходов, защитных галерей и других искусственных сооружений), и устанавливает требования к их изготовлению.
Требования настоящего стандарта предназначены для разработки стандартов на конкретные виды изделий.
Настоящий стандарт не распространяется на спиральновитые гофрированные металлические трубы.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие документы:
ГОСТ 9.032 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.302 (ИСО 1463—82, ИСО 2064—80, ИСО 2106—82, ИСО 2128—76, ИСО 2177—85, ИСО 2178—82, ИСО 2360—82, ИСО 2361—82, ИСО 2819—80, ИСО 3497—76, ИСО 3543—81, ИСО 3613—80, ИСО 3882—86, ИСО 3892—80, ИСО 4516—80, ИСО 4518—80, ИСО 4522-1—85, ИСО 4522-2—85, ИСО 4524-1—85, ИСО 4524-3—85, ИСО 4524-5—85, ИСО 8401—86) Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 9.307 Единая система защиты от коррозии и старения. Покрытия цинковые горячие. Общие требования и методы контроля
ГОСТ 166 (ИСО 3599—76) Штангенциркули. Технические условия
ГОСТ 380 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 3640 Цинк. Технические условия
ГОСТ 4543 Металлопродукция из конструкционной легированной стали. Технические условия
ГОСТ 5378 Угломеры с нониусом. Технические условия
ГОСТ 7502 Рулетки измерительные металлические. Технические условия
ГОСТ 8026 Линейки поверочные. Технические условия
ГОСТ 14192 Маркировка грузов
ГОСТ 14637 (ИСО 4995—78) Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
Издание официальное
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16523 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
ГОСТ 17066 Прокат тонколистовой из стали повышенной прочности. Технические условия
ГОСТ 19903 Прокат листовой горячекатаный. Сортамент
ГОСТ 24297 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ 32871 Дороги автомобильные общего пользования. Трубы дорожные водопропускные. Технические требования
ГОСТ ISO 898-1 Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы
ГОСТ ISO 898-2—2015 Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 2. Гайки установленных классов прочности с крупным и мелким шагом резьбы
ГОСТ Р 9.316 Единая система защиты от коррозии и старения. Покрытия термодиффузионные цинковые. Общие требования и методы контроля
СП 28.13330.2017 «СНиП 2.03.11-85 Защита строительных конструкций от коррозии»
СП 35.13330.2011 «СНиП 2.05.03-84* Мосты и трубы»
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов (сводов правил) в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 гофр: Продольная складка синусоидального профиля, получаемая путем холодного штампования или проката листа при профилировании на специализированном заводском оборудовании.
3.2 стальной гофрированный лист: Стальной лист, имеющий в поперечном сечении волну (волны) гофра синусоидального профиля, изготовленный методом холодного штампования или проката, изогнутый по радиусу или плоский.
3.3 контргофр: Стальной лист, имеющий в поперечном сечении волну (волны) гофра синусоидального профиля, изготовленный методом холодного штампования или проката, изогнутый по радиусу или плоский и применяемый в качестве дополнительного усиления конструкции (ребер жесткости) для повышения несущей способности на изгиб и увеличения жесткости сечения металлической гофрированной конструкции.
3.4 металлическая гофрированная конструкция; МГК: Конструкция, собираемая из отдельных металлических строительных изделий — стальных гофрированных листов, соединенных между собой с помощью болтовых соединений.
3.5 элемент крепления; ЭК: Изделие, изготовленное из листовой стали методом холодного гнутья и предназначенное для объединения незамкнутых арочных очертаний металлических гофрированных конструкций с элементами фундамента искусственного сооружения.
3.6 высота волны гофра h: Вертикальное расстояние между соседними точками гребня и впадины волны, расположенных на одной поверхности (внутренней или внешней) стального гофрированного листа.
3.7 полная высота гофра Н: Вертикальное расстояние между соседними точками гребня и впадины волны, расположенных на разных поверхностях (внутренней и наружной) стального гофрированного листа, т. е. полная высота поперечного сечения стального гофрированного листа.
3.8 длина волны гофра Л: Горизонтальное расстояние между двумя ближайшими друг к другу гребнями (впадинами) в поперечном сечении листа.
3.9 нейтральная ось гофра: Условная линия в поперечном сечении стального гофрированного листа, проходящая по середине полной высоты волны гофра.
3.10 полная длина L: Линейный геометрический размер стального гофрированного листа в продольном направлении (вдоль расположения волн).
3.11 монтажная длина /: Расстояние между центральными отверстиями монтажного стыка стального гофрированного листа в продольном направлении (вдоль расположения волн).
3.12 полная ширина В: Линейный геометрический размер стального гофрированного листа в поперечном направлении (поперек расположения волн).
3.13 монтажная ширина Ь: Расстояние между центральными отверстиями монтажного стыка стального гофрированного листа в поперечном направлении (поперек расположения волн).
3.14 внутренняя поверхность: Поверхность стального гофрированного листа, которая после сборки металлической гофрированной конструкции (МГК) будет ориентирована внутрь искусственного сооружения.
3.15 наружная поверхность: Поверхность стального гофрированного листа, которая после сборки МГК будет ориентирована наружу искусственного сооружения.
4 Классификация, основные параметры и размеры
4.1 Металлические гофрированные конструкции классифицируют по следующим признакам:
- параметры применяемого гофра;
- параметры и материал исходной заготовки;
- применяемое защитное покрытие.
4.2 Металлические гофрированные конструкции также могут быть классифицированы в соответствии с ГОСТ 32871.
4.2.1 Классификация по параметрам применяемого гофра
Параметрами применяемого гофра являются:
- длина волны гофра — 68—400 мм;
- высота волны гофра — 13—150 мм;
- толщина листа — 2,0—8,0 мм.
4.2.2 Классификация по параметрам и материалу исходной заготовки
Параметрами исходной заготовки являются ее основные геометрические размеры, зависящие от принципа раскроя листового проката конкретным изготовителем в зависимости от технологического процесса изготовления.
Основным критерием материала исходной заготовки является марка стали применяемого листового проката.
4.2.3 По применяемому защитному покрытию выделяют МГК:
- без специального защитного покрытия;
- с лакокрасочным или полимерным покрытием;
- с цинковым покрытием.
5 Общие технические требования
5.1 Конструктивные требования
5.1.1 Стальные гофрированные листы, изогнутые по заданному радиусу, объединяются в определенную проектом конструкцию с помощью болтовых соединений, образуя круговые, эллиптические или другие замкнутые и незамкнутые очертания. Основные параметры стальных гофрированных листов приведены в приложении А.
5.1.2 Стальные гофрированные листы должны иметь размеры в длину от 1000 до 2500 мм и могут изготовляться в соответствии со стандартом на конкретное изделие. Размеры листов под каждое сооружение назначаются индивидуально для каждого объекта исходя из удобства сборки конструкции.
5.1.3 Элементы крепления должны соответствовать требованиям 5.2. Количество болтов, их расстановка и иные параметры назначаются в соответствии с нормативными документами на проектирование, проектной и рабочей документацией на объект строительства.
5.1.4 Предельные отклонения размеров изделий не должны превышать значений в соответствии таблицами Б.1, Б.2 (приложение Б).
5.1.5 Для обеспечения собираемости металлической гофрированной конструкции стальные гофрированные листы должны иметь отверстия по краям для соединения листов между собой.
5.1.6 Для обеспечения крепления МГК к фундаментам искусственного сооружения элементы крепления должны иметь отверстия для крепления к фундаментам листов МГК. Конструкция креплений выбирается на основании нормативных документов на проектирование объекта строительства.
5.1.7 Отверстия в изделиях производят проколом, сверлением, автоматической плазменной или лазерной резкой. Газовая резка не допускается.
5.1.8 Размеры овальных отверстий в элементах крепления не должны превышать диаметр болта более чем на 12 мм по большей оси и более чем на 5 мм по меньшей оси, а для элементов крепления, предназначенных для устройства МГК с параметрами гофра 381x140 мм и более, — 20 мм и 5 мм соответственно.
5.1.9 Предельные отклонения геометрических размеров горячекатаного металлопроката для заготовок изделий должны соответствовать требованиям ГОСТ 19903 для листов нормальной точности (Б), нормальной плоскостности (ПН), с обрезной кромкой (О). Поверхность проката должна соответствовать требованиям ГОСТ 16523 (для тонколистового проката толщиной до 3,9 мм) и ГОСТ 14637 (для толстолистового проката толщиной от 4,0 мм).
5.2 Метизы (болты, гайки, шайбы)
5.2.1 Для соединения стальных гофрированных листов между собой следует применять крепежные болты диаметром М16 длиной 32—40 мм, М20 длиной 40—100 мм, а также соответствующие им гайки М16 и М20 и шайбы. Допускается изготовлять крепежные элементы индивидуально в соответствии со стандартом предприятия-изготовителя. Марки сталей и классы прочности болтов следует принимать по 5.4.3.
5.2.2 Для соединения основных гофрированных листов в месте крепления контргофра следует применять болты М20 с потайной головкой.
5.2.3 При монтаже элементов крепления в железобетонный фундамент применяют шпильки М20 длиной 200—400 мм.
5.2.4 Для болтов соединений следует применять шайбы специальной формы: квадратные, плоско-выпуклые квадратные, плосковогнутые с цилиндрическими опорными поверхностями радиуса кривизны, обеспечивающие плотное прилегание шайб к поверхностям волн стыкуемых гофрированных листов.
5.3 Защитные покрытия
5.3.1 Все изделия, кроме шпилек, должны иметь защитное покрытие, стойкое к воздействию климатических факторов и агрессивной среде.
5.3.2 Основной защитой стальных изделий от коррозии является цинковое покрытие из расплава в соответствии с ГОСТ 9.307. Толщина покрытия цинком марки ЦЗ по ГОСТ 3640 должна быть не менее 80 мкм для стальных гофрированных листов с параметрами волны менее 381x140 мм, а также элементов крепления и не менее 100 мкм для стальных гофрированных листов с параметрами волны 381x140 мм и более. В исключительных случаях (требование заказчика и пр.) толщина может быть увеличена. Защитное покрытие наносят после устранения дефектов и механической обработки кромок и отверстий.
5.3.3 Применяемые болты, гайки и шайбы должны быть защищены от коррозии слоем цинка, нанесенным гальваническим методом в соответствии с требованиями ГОСТ 9.302, термодиффузионным цинкованием по ГОСТ Р 9.316 или горячим цинкованием по ГОСТ 9.307. Толщина покрытия определяется проектом в зависимости от условий эксплуатации, но должна быть не менее 30 мкм.
5.3.4 Заводское защитное покрытие, поврежденное во время транспортирования или монтажа изделий, должно быть восстановлено составами холодного цинкования.
5.3.5 В качестве защитного покрытия может быть применено лакокрасочное покрытие в соответствии с ГОСТ 9.032 и СП 28.13330.
5.3.6 В отдельных случаях (требование заказчика и пр.) металлические изделия могут быть изготовлены без специального защитного покрытия.
5.4 Требования к материалам
5.4.1 Марки сталей, толщина и размеры изделий, классы прочности метизов устанавливаются в проекте сооружения в зависимости от климатического района строительства (типа исполнения конструкций в зависимости от расчетной минимальной температуры в соответствии с СП 35.13330), расчетных нагрузок на сооружение и показателей агрессивности окружающей среды.
5.4.2 Рекомендуемые марки стали для производства стальных гофрированных листов и элементов крепления приведены в таблице 1.
Таблица 1
Расчетная температура | Параметры стали | Класс прочности | ||
Марка стали | Категория | Прокат по ГОСТ | ||
Не ниже минус 40 °C | СтЗпс, СтЗсп, СтЗГпс, СтЗГсп по ГОСТ 380 | 5 | ГОСТ 16523 | Не ниже 245 |
09Г2, 09Г2С, 09Г2Д по ГОСТ 17066 | 10 | ГОСТ 14637 | ||
От минус 40 °C до минус 50 °C включительно | 09Г2, 09Г2С, 09Г2Д по ГОСТ 17066 | 12 | ГОСТ 19903 | Не ниже 295 |
Ниже минус 50 °C | 09Г2С по ГОСТ 17066 | 14 | ГОСТ 19903 | Не ниже 345 |
5.4.3 Рекомендуемые метизы для элементов крепления приведены в таблице 2.
Таблица 2
Расчетная температура | Марка стали для | Класс прочности | ||
болтов | гаек | шпилек | болтов | гаек |
Не ниже минус 40 °C | 10, 20, 35 по ГОСТ 1050 | Сталь 20, 30 по ГОСТ 1050 | 5.6, 5.8, 6.8, 8.8 по ГОСТ ISO 898-1 | 5, 6, 8 по ГОСТ ISO 898-2 |
От минус 40 °C до минус 50 °C включительно | 35,40 по ГОСТ 1050 35Х, 38Х, 38ХА, 40Х по ГОСТ 4543 | 8.8, 10.9, 12.9 по ГОСТ ISO 898-1 | 8, 10, 12 по ГОСТ ISO 898-2 | |
Ниже минус 50 °C |
Примечание — Болты класса прочности 5.8 следует применять по согласованию с изготовителем.
5.4.4 По согласованию с заказчиком допускается применение сталей других марок аналогичного качества по химическому составу и физико-механическим характеристикам.
5.5 Комплектность
5.5.1 В соответствии с требованиями настоящего стандарта изделия должны поставляться в комплекте. Комплектность поставки определяется чертежами стадии КМД, разработанными на основании проектной и рабочей документаций, утвержденных заказчиком и договором поставки.
5.5.2 В комплект поставки входят:
- стальные гофрированные листы;
- элементы крепления;
- болты, гайки, шпильки.
5.5.3 Поставляемые заказчику изделия должны сопровождаться комплектом документации. В комплект документации входят:
- комплектовочные ведомости (для каждой отгрузки, при поставке несколькими партиями), форма приведена в В.З (приложение В);
- паспорт МГК (отправляется с последней поставкой), форма которого приведена в В.1 (приложение В);
- монтажный чертеж с указанием позиций элементов (отправляется с первой поставкой);
- технологический регламент на сборку металлической гофрированной конструкции (по дополнительному согласованию с заказчиком).
5.6 Маркировка
5.6.1 Все изделия и элементы должны иметь маркировку, соответствующую чертежам производителя, в соответствии с ГОСТ 14192.
5.6.2 Маркировочные знаки наносят поверх защитного покрытия с помощью влагоустойчивой и солнцезащитной наклейки либо несмываемым маркером, краской с помощью трафарета или штампа, а также другими методами, обеспечивающими сохранность маркировки до сдачи конструкции в эксплуатацию.
5.6.3 Маркировка изделия должна содержать:
- наименование предприятия-изготовителя;
- марку изделия (условное обозначение изделия);
- марку стали;
- позицию элементов изделия согласно монтажному чертежу;
- клеймо ОТК изготовителя.
5.6.4 Форма маркировки элементов приведена в В.5 (приложение В).
5.6.5 Маркировка элементов (стальной гофрированный лист) наносится на внутренней поверхности гофра, между отверстиями второго ряда продольного стыка, на следующем после поперечного стыка гребне волны гофра.
6 Правила приемки
6.1 Для проверки соответствия качества изделия требованиям настоящего стандарта проводят процедуры входного и операционного, а также приемочного контроля согласно предельным отклонениям по приложению Б. Входной контроль следует проводить в соответствии с ГОСТ 24297.
6.2 При приемке следует контролировать качество и механические свойства металла, качество кромок, геометрические размеры изделий МГК и качество антикоррозионного покрытия. Кромки отверстий не должны иметь трещин. Заусенцы и завалы на кромках отверстий не допускаются. Необходимо контролировать следующие геометрические параметры:
- соответствие размеров и взаимного расположения элементов проектной документации;
- радиус гибки элементов.
6.3 Размеры, качество поверхности, химический состав и механические свойства металлопроката следует контролировать на стадии входного контроля по данным сертификатов.
6.4 Качество поверхности металла и кромок элементов МГК контролируют после резки на ножницах, холодной гибки гофров и вальцевания изделия до нанесения антикоррозионного покрытия. Контролю подвергают выборочно два-три изделия МГК из партии.
6.5 Геометрические размеры элементов, размещение в них отверстий контролируют после холодной гибки гофров и вальцевания изделия до нанесения антикоррозионного покрытия. Контролю подвергают выборочно два-три изделия МГК из партии.
6.6 Качество антикоррозионного цинкового покрытия контролируют после цинкования. Внешнему осмотру подвергают 100 % изготовленных изделий. Контроль толщины защитного покрытия проводят измерением на изделиях.
6.7 Измерения толщины покрытия изделий проводят с обеих сторон на крайних и средней волнах, а контрольных образцов — в двух точках. Порядок контроля определяется нормативными документами и технической документацией, утвержденными в установленном порядке. Для контроля толщины цинкового покрытия отбирают не менее двух элементов МГК на каждой траверсе.
6.8 В целях проверки технологической оснастки осуществляют периодически контроль точности изготовления изделий путем частичной сборки МГК. Контрольную сборку выполняют с постановкой предусмотренных проектом крепежных изделий и их натяжением на 50 % заданного в проекте усилия. Периодичность контроля и объем контрольной сборки назначаются изготовителем или их указывают в проектной документации.
7 Методы контроля
7.1 Качество поверхности и внешний вид изделий, отобранных для контроля, определяют визуальным сравнением с образцами-эталонами, утвержденными в установленном порядке. Механические свойства и химический состав стали определяет изготовитель и подтверждает их в документе качества — сертификате, паспорте и т. д.
7.2 Линейные размеры и характеристики изделий контролируют рулеткой 2-го класса точности по ГОСТ 7502, металлической линейкой по ГОСТ 427 и штангенциркулем по ГОСТ 166, радиусным шаблоном, угловым шаблоном, угломером по ГОСТ 5378.
7.3 Кривизну измеряют металлической проверочной линейкой по ГОСТ 8026. Общую кривизну элементов крепления измеряют с помощью струны, натянутой по концам изделия и линейкой.
7.4 Очертания волны гофра и радиус кривизны изделия контролируют жесткими шаблонами. После установки шаблона измеряют просвет между шаблоном и поверхностью свальцованного изделия.
7.5 Качество защитного покрытия подтверждают документами оценки соответствия изготовителя. Толщину цинкового покрытия элементов измеряют с помощью толщиномера по ГОСТ 9.302
7.6 Для конструкций с сечением индивидуального очертания, отличного от кругового, при значительных габаритных размерах сечения по согласованию с заказчиком проводят контроль собираемости конструкций, формы поперечного сечения. Приемка фрагмента собранной конструкции, при необходимости, проводится в присутствии представителя заказчика с составлением акта. Форма акта контрольной сборки приведена в В.2 (приложение В).
8 Транспортирование и хранение
8.1 Все изделия, кроме крепежных, следует отправлять заказчику в пачках без упаковки, крепежные изделия (болты и гайки) и паспорт комплекта — в упаковке.
8.2 Изделия должны храниться в пачках по типам, с опиранием на деревянные прокладки и подкладки. Высота пачки не должна превышать 1,5 м. Подкладки под нижний ряд связки должны быть из бруса 100x100 мм и уложены по ровному основанию не менее чем через 1,0 м. Прокладки между связками должны быть толщиной не менее 20 мм. Прокладки и подкладки в штабеле должны быть на одной вертикали.
8.3 На каждой пачке (пакете) изделий, а также на металлических ящиках с метизами и шпильками должны быть бирки (ярлыки, прикрепляемые к связке или пакету), ламинированные, выполненные автоматизированным способом, либо несмываемой краской от руки, с помощью трафарета, штампа или другими методами.
8.4 Маркировка пачки/ящика должна содержать:
- наименование или товарный знак предприятия-изготовителя;
- наименование заказчика;
- тип сечения МГК;
- марку элементов (условное обозначение элементов), входящих в состав пачки, марку стали;
- позиции элементов по монтажному чертежу;
- количество элементов для каждой позиции, шт.;
- общую массу пачки (ящика);
- номер заказа, дату выпуска (месяц, год).
8.5 Форма маркировки пачки элементов приведена в В.4 (приложение В).
8.6 При транспортировании связок изделий необходимо обеспечивать их укладку с опиранием на деревянные прокладки и подкладки согласно 8.2.
8.7 Условия транспортирования изделий при воздействии климатических факторов — Ж1, условия хранения — Ж2 по ГОСТ 15150.
9 Гарантии изготовителя
9.1 Надежность изделий и конструкции в целом на стадии эксплуатации обеспечивается соблюдением требований настоящего стандарта, требований проекта сооружения и рекомендаций изготовителя по монтажу и установке МГК.
9.2 Показателем надежности конструкции, собранной из металлических изделий в соответствии с настоящим стандартом, является отсутствие разрывов и разрушений изделий и коррозии в процессе эксплуатации. Изготовитель гофрированных элементов гарантирует и несет ответственность за соответствие изделий требованиям настоящего стандарта в течение не менее 8 лет со дня ввода сооружения в эксплуатацию при условии соблюдения требований транспортирования, хранения, монтажа и эксплуатации, приведенных в настоящем стандарте и нормативных документах на изделия.
Приложение А (справочное)
Параметры гофра
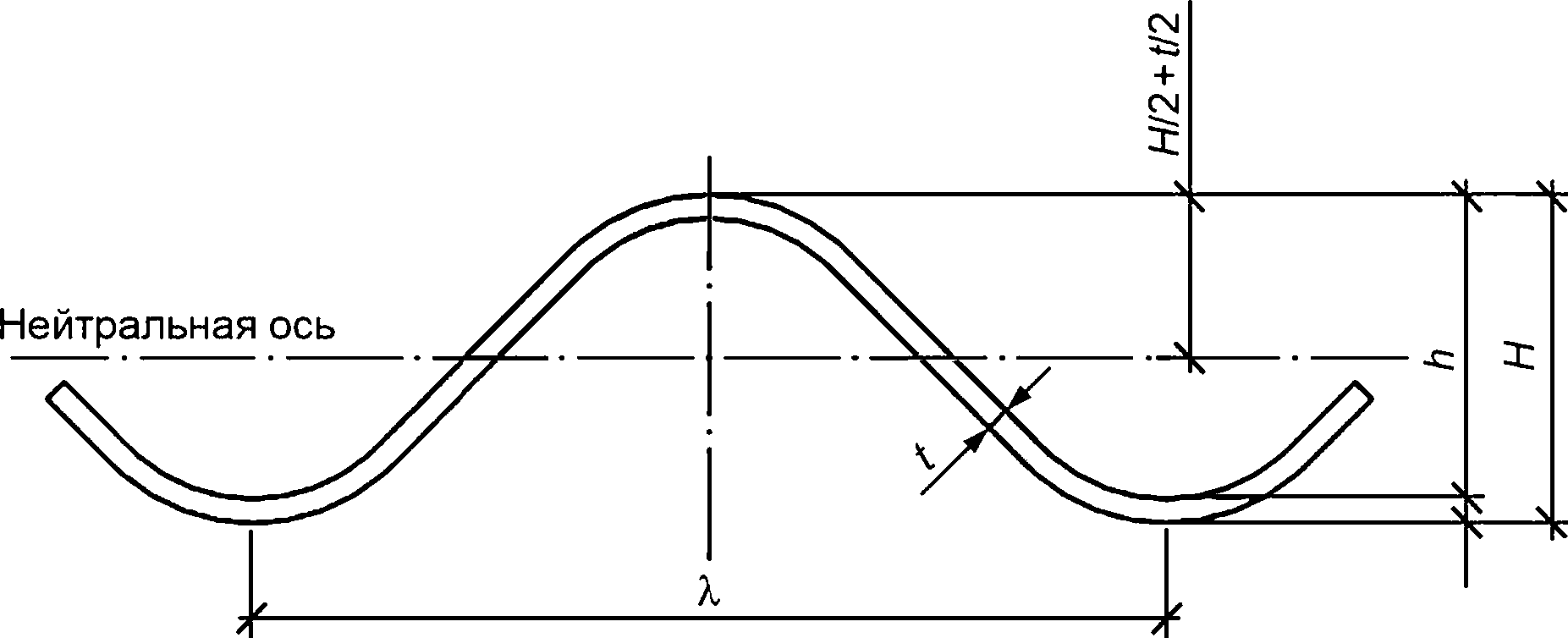
Рисунок А.1
Приложение Б (обязательное)
Предельные отклонения размеров изделий
Таблица Б.1 — Стальной гофрированный лист ГЛ. Толщина и допуски
В миллиметрах
Толщина листа в изделии | 2,5 | 3,0 | 3,5 | 4,0 | 5,0 | 6,0 | 7,0 |
Допустимое отклонение | ±0,20 | ±0,22 | ±0,24 | +0,30 -0,50 | +0,30 -0,50 | +0,25 -0,60 | +0,25 -0,60 |
Таблица Б.2 — Стальной гофрированный лист ГЛ. Предельные отклонения размеров изделий
В миллиметрах
Наименование контролируемого параметра | Допустимое отклонение для изделий | |
мелкий гофр | параметрами 381*140 и более | |
Стальной гофрированный лист: | ||
- высота волны гофра | ±2 | ±4 |
- длина волны гофра | ±1 | ±1,5 |
- монтажная длина гофрированного листа | ±2 | |
- монтажная ширина гофрированного листа | ±5 | |
- расстояние от кромки до середины крайнего гребня | ±5 | |
- расстояние от оси отверстия до кромки, расположенной перпендикулярно гофрам | +5 -3 | |
- разность диагоналей между углами свальцованного изделия | ±6 | ±10 |
- диаметр и овальность отверстий для болтов | +1,5 -0 | |
- расстояние между группами крайних отверстий на кромках листа с отверстиями под болты продольного стыка | ±1 | |
- расстояние между группами крайних отверстий на кромках листа с отверстиями под болты поперечного стыка | ±1 | |
Элемент крепления: - геометрические размеры (длина, ширина, высота) | ±5 | |
- расстояние между отверстиями под анкерные болты | ±3 | |
- расстояние между отверстиями под крепление листов ГЛ | ±5 |
Приложение В (рекомендуемое)
Формы паспорта, акта контрольной сборки, комплектовочной ведомости, маркировки пачки и пример маркировки элемента
В.1 Форма паспорта
Изготовитель -
Паспорт на строительные металлические изделия из гофрированных
№ листов для конструкций инженерных сооружений
СТО № (серийный выпуск)
Заказчик:
1. Наименование сооружения:
2. Тип МГК
3. Масса конструкций по чертежам КМ, кг:
4. Дата изготовления (месяц/год):
5. Организация, выполнившая чертежи КМ:
6. Стальные конструкции изготовлены в соответствии с СТО №:
7. Примененные материалы соответствуют требованиям проекта (шифр):
8. Основные технические данные и характеристики гофрированных листов: Габаритные размеры конструкции: Толщина металла, мм
Тип гофра (размер волны) Марка стали
Вид и толщина противокоррозионного покрытия________________________
9. Полный перечень элементов сооружения
№ п/п | Технические данные (тип листа, размер метизов) | Поз. | Масса ед., кг | Количество |
Примечание — Оригиналы документов оценки соответствия на сталь, крепежные элементы и противокоррозионные покрытия хранятся у изготовителя.
«______» 20____г.
Начальник ОТК //
(фамилия, инициалы)
В.2 Форма акта контрольной сборки
АКТ №
контрольной сборки металлической гофрированной конструкции
«_____» 20____г.
Комиссия в составе:
- представителя заказчика
(фамилия, инициалы, должность)
- представителя руководства изготовителя
(фамилия, инициалы, должность)
- представителя производства изготовителя
(фамилия, инициалы, должность)
- представителя ОТК изготовителя:
(фамилия, инициалы, должность) составила настоящий акт о нижеследующем:
1. К освидетельствованию предъявлена контрольная сборка
(кол-во секций, наименование конструкции с указанием параметров)
2. Работы выполнены по проектной документации
(номер, другие реквизиты чертежа, наименование проектной документации)
3. При выполнении контрольной сборки применены
(наименование изделий со ссылкой на документы оценки соответствия или другие документы, подтверждающие качество)
4. Металлические гофрированные конструкции изготовлены
(изготовитель, заказчик, номер заказа, дата заказа)
Предъявлены
(документы о согласовании отступлений от проекта, если таковые имеются)
Комиссия, ознакомившись с предъявленными документами и освидетельствовав контрольную сборку, установила (наименование смонтированной конструкции)
1. Размеры отдельных элементов и в целом смонтированной части конструкции соответствуют документации в пределах допустимых отклонений (исполнительные схемы с указанием размеров, допуски, фотоматериал и пр. приведены в приложении к акту).
2. Состав конструкции, все болтовые соединения выполнены в соответствии с проектом и требованиями действующих нормативных документов.
3. Деформации кромок отверстия и повреждений резьбы болтов не наблюдалось.
4. Замечания к смонтированной конструкции:
(указать данные визуального осмотра, наличие дефектов, плотность примыкания элементов друг к другу)
Решение комиссии
Представитель заказчика: //
Представители изготовителя: //
В.З Форма комплектовочной ведомости
Заказчик:________________________
Комплектовочная ведомость на отгрузку МГК от «__»20__г.
Основные параметры МГК: тип, размеры, гофр, толщина, марка стали | ||||
Длина МГК, м | Количество секций, шт. | Марка (поз.) и количество пластин в комплекте поставки | Марка (поз.) и количество метизов в комплекте поставки | Масса, т |
Общая масса:т
Начальник ОТК ___________________________________________ // (фамилия, инициалы)
В.4 Форма маркировки пачки
Наименование производителя Адрес изготовителя
e-mail: тел.:
факс:________________
За казч и к: _______________________________________________________________
Тип МГК: _____________________________________________________
Заказ №: Марка металла:
Содержание пачки:
Наименование элемента | Позиция | Количество, шт. |
Общее количество элементов: |
Общая масса пачки, г:
В.5 Пример маркировки элемента
ГЛ55.50.8.К1950 09Г2 Позиция:2 Клеймо ОТК:

УДК 624.21.01/.09:006.354
ОКС 93.040
Ключевые слова: мост, труба, гофр
Редактор Н.А. Кузьмина Технический редактор В.Н. Прусакова Корректор И.А. Королева Компьютерная верстка ГД. Мухиной
Сдано в набор 29.11.2021. Подписано в печать 11.01.2022. Формат 60x84%. Гарнитура Ариал. Усл. печ. л. 2,32. Уч.-изд. л. 2,12.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «РСТ» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
{kind=link}