ГОСТ 1198-93
Группа Л65
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЛЕНТЫ АСБЕСТОВЫЕ ТОРМОЗНЫЕ
Технические условия
Asbestos brake bands.
Specifications
МКС 21.140
ОКП 25 7161
Дата введения 1996-07-01
Предисловие
1 РАЗРАБОТАН МТК 73
ВНЕСЕН Госстандартом Российской Федерации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 15.04.94 (отчет Технического секретариата N 2)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Армения | Армгосстандарт |
Республика Белоруссия | Белстандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Туркменистан | Туркменгосстандарт |
Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 15.05.95 N 246 межгосударственный стандарт ГОСТ 1198-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 1996 г.
4 ВЗАМЕН ГОСТ 1198-78
5 ПЕРЕИЗДАНИЕ. Май 2003 г.
1 Область применения
Настоящий стандарт распространяется на тормозные тканые асбестовые ленты (далее - ленты), применяемые в качестве накладок в тормозных и фрикционных узлах машин и механизмов с поверхностной температурой трения до 300 °С.
Обязательные требования к качеству продукции изложены в 3.2, 3.3, 4.2.4 (табл.5, показатели 1, 3, 4, 5).
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.4.028-76 Система стандартов безопасности труда. Респираторы ШБ-1 "Лепесток". Технические условия
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1066-90 Проволока латунная. Технические условия
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 1577-93 Прокат толстолистовой и широкополосный из конструкционной качественной стали. Технические условия
ГОСТ 2768-84 Ацетон технический. Технические условия
ГОСТ 2874-82* Вода питьевая. Гигиенические требования и контроль за качеством
________________
* На территории Российской Федерации действует ГОСТ Р 51232-98.
ГОСТ 3443-87 Отливки из чугуна с различной формой графита. Методы определения структуры
ГОСТ 3647-80 Материалы шлифовальные. Классификация. Зернистость и зерновой состав. Методы контроля
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия
ГОСТ 11358-89 Толщиномеры и стенкомеры индикаторные с ценой деления 0,01 и 0,1 мм. Технические условия
ГОСТ 12026-76 Бумага фильтровальная лабораторная. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 24104-88* Весы лабораторные общего назначения и образцовые. Общие технические условия
________________
* С 01.07.2002 г. введен в действие ГОСТ 24104-2001.
ГОСТ 27513-87 Изделия фрикционные. Маркировка, упаковка, транспортирование и хранение
ГОСТ 29298-92 Ткани хлопчатобумажные и смешанные бытовые. Общие технические условия
3 Основные параметры и размеры
3.1 В зависимости от состава пропитки тормозные ленты должны выпускаться трех марок (таблица 1).
Таблица 1
Марка ленты | Вид пропитки | Назначение |
ЛАТ-1 | Масляно-смоляная | Тормозные и фрикционные узлы, работающие при давлении 1,15 МПа (11,5 кгс/см |
Тормозные ленточные узлы, работающие при давлении до 3 МПа (30 кгс/см | ||
ЛАТ-2 | Масляная | Тормозные и фрикционные узлы, работающие при давлении до 5 МПа (50 кгс/см |
ЛАТ-3 | Каучуковая | Тормозные узлы якорно-швартовных механизмов судов, работающие при давлении до 12 МПа (120 кгс/см |
3.2 Размеры лент приведены в таблице 2.
Таблица 2
В миллиметрах
Ширина | Толщина для марки | ||
ЛАТ-1 | ЛАТ-2 | ЛАТ-3 | |
13 | - | 4, 5 | - |
20, 25 | 4, 5 | 4, 5 | - |
30, 35 | 4, 5, 6 | 4, 5, 6 | - |
40, 45 | 4, 5, 6, 7, 8 | 4, 5, 6, 7, 8 | - |
50 | 4, 5, 6, 7, 8, 9, 10 | 4, 5, 6, 7, 8, 9, 10 | 6, 8, 10 |
55, 60, 65, 70, 75 | 5, 6, 7, 8, 9, 10 | 5, 6, 7, 8, 9, 10 | 6, 8, 10 |
80, 85, 90, 95 | 5, 6, 7, 8, 9, 10, 12 | 5, 6, 7, 8, 9, 10, 12 | 6, 8, 10 |
100, 105, 110, 115 | 6, 7, 8, 9, 10, 12 | 6, 7, 8, 9, 10, 12 | 6, 8, 10 |
120 | |||
125, 130 | 7, 8, 9, 10, 12 | 7, 8, 9, 10, 12 | 6, 8, 10 |
140 | 4, 5, 6, 7, 8, 9 | 7, 8, 9, 10, 12 | 6, 8, 10 |
150 | 7, 8, 9, 10, 12 | 7, 8, 9, 10, 12 | 6, 8, 10, 12 |
160, 170, 180, 190 | 9, 10, 12 | 9, 10, 12 | 6, 8, 10, 12 |
200 | 9, 10, 12 | 9, 10, 12 | 6, 8, 10, 12 |
3.3 Предельные отклонения по размерам лент должны соответствовать указанным в таблице 3.
Таблица 3
В миллиметрах
Ширина | Толщина | |||||
Номин. | Пред. откл. для марки | Номин. | Пред. откл. для марки | |||
ЛАТ-1 | ЛАТ-2 и ЛАТ-3 | ЛАТ-1 | ЛАТ-2 | ЛАТ-3 | ||
13 | - | ±0,5 | 4 | ±0,3 | ±0,5 | - |
20, 25, 30, 35 | ±1,5 | ±0,8 | 5, 6, 7, 8, 9, 10, 12 | ±0,5 | ±0,5 | ±1,0 |
40, 45, 50, 55, 60 | ±1,5 | ±1,0 | ||||
65, 70, 75, 80, 85, 90, 95, 100, 105, 110, 115 | ±2,0 | ±1,5 | ||||
120, 125, 130, 140, 150, 160, 170, 180, 190, 200 | ±2,5 | ±2,0 | ||||
3.4 Длина ленты в рулоне не должна превышать 50 м.
Примеры условного обозначения:
Лента марки ЛАТ-2, толщиной 5 мм и шириной 40 мм:
Лента асбестовая тормозная ЛАТ-2-5х40 ГОСТ 1198-93
То же, в тропическом исполнении:
Лента асбестовая тормозная ЛАТ-2-5х40 Т ГОСТ 1198-93
4 Технические требования
4.1 Ленты должны изготовляться в соответствии с требованиями настоящего стандарта по технологическим регламентам, утвержденным в установленном порядке.
4.2 Характеристики
4.2.1 Ленты изготовляют переплетением асбестовых нитей основы и утка.
Асбестовые нити утка лент всех марок и асбестовые нити основы лент марок ЛАТ-2 и ЛАТ-3 должны быть изготовлены армированными латунной проволокой диаметром не менее 0,16 мм (ГОСТ 1066).
4.2.2 Поверхность лент должна быть без трещин, рваных нитей и разлохмаченных мест, края лент должны быть затканы. Ленты не шлифуют.
4.2.3 Допускаемые отклонения внешнего вида на каждые 30 м длины лент не должны превышать указанных в таблице 4.
Таблица 4
Наименование отклонения | Количество отклонений, не более |
Близны | В одну нить длиной не более 1 м или в две нити длиной не более 0,5 м |
Недосеки | В одну нить |
Затяжки | Длиной не более 10 мм и глубиной не более 5 мм |
Общее количество отклонений не должно превышать семи.
Допускается применять контрольный образец внешнего вида, согласованный в установленном порядке.
4.2.4 По физико-механическим показателям ленты должны соответствовать значениям, указанным в таблице 5.
Таблица 5
Наименование показателя | Значение для марки | ||
ЛАТ-1 | ЛАТ-2 | ЛАТ-3 | |
1 Коэффициент сухого трения: | |||
по чугуну марки СЧ 15 | 0,40-0,50 | 0,45-0,60 | - |
по стали марки 35 | - | - | 0,46-0,60 |
2 Линейный износ, мм, не более: | |||
по чугуну марки СЧ 15 | 0,11 | 0,11 | - |
по стали марки 35 | - | - | 0,16 |
3 Статический коэффициент трения по стали марки 35, не менее: | |||
для брашпилей | - | - | 0,22 |
для других якорно-швартовных механизмов | - | - | 0,18 |
4 Увеличение массы при воздействии воды, %, | |||
от 4 до 5 мм включ. | 12 | 8 | - |
св. 5 до 8 мм " | 12 | 12 | 15 |
" 8 мм | 12 | 14 | 15 |
5 Увеличение массы при воздействии масла, %, | |||
от 4 до 5 мм включ. | 15,5 | 8 | - |
св. 5 до 8 мм " | 15,5 | 12 | - |
" 8 мм | 15,5 | 14 | - |
4.2.5 Для работы в районах с тропическим климатом ленты должны быть изготовлены с применением фунгицидов.
Ленты марки ЛАТ-3 работоспособны в условиях тропического климата без применения фунгицида при изготовлении.
4.2.6 Дополнительные показатели лент приведены в приложении А.
4.3 Маркировка
4.3.1 К каждой ленте, свернутой в рулон, прикрепляют ярлык с указанием данных по ГОСТ 27513 и дополнительно количества лент в квадратных метрах.
4.3.2 Транспортная маркировка - по ГОСТ 14192.
Основные, дополнительные и информационные надписи наносят на бумажные, картонные, фанерные и другие ярлыки.
4.4 Упаковка
4.4.1 Упаковка - по ГОСТ 27513.
4.4.2 Ленты, предназначенные для прямой поставки на экспорт в страны с тропическим климатом, должны быть дополнительно упакованы в мешки из нетканого тарного полотна по нормативной документации, из хлопчатобумажной ткани бязевой группы по ГОСТ 29298 или чехлы из полиэтиленовой пленки толщиной 0,15 мм марок Т или Н по ГОСТ 10354.
4.4.3 При упаковывании лент в полиэтиленовую пленку маркировку грузового места допускается наносить на бумажный ярлык и вкладывать его в чехол из пленки.
5 Требования безопасности
5.1 При механической обработке лент в воздух рабочей зоны возможно выделение пыли (асбестобакелитовой или асбесторезиновой).
Пыль обладает преимущественно фиброгенным действием и может привести к заболеванию дыхательных путей.
Предельно допустимая концентрация пыли в воздухе рабочей зоны производственных помещений 10 мг/м (максимальная разовая) и 4 мг/м
(среднесменная), класс опасности III (Ф).
5.2 Контроль за содержанием пыли в воздухе рабочей зоны осуществляют в соответствии с требованиями ГОСТ 12.1.005 и методическими указаниями "Измерение концентрации аэрозолей преимущественно фиброгенного действия".
5.3 Работающие с лентами обеспечиваются специальной одеждой и индивидуальными защитными средствами органов дыхания - респираторами типа "Лепесток" по ГОСТ 12.4.028.
5.4 Участок механической обработки лент должен быть оборудован приточно-вытяжной вентиляцией, фиксированные места выделения пыли - местным отсасывающим устройством.
Воздух, удаленный с участка механической обработки, перед выбросом в атмосферу должен подвергаться очистке в соответствии с требованиями нормативной документации.
5.5 Отходы после механической обработки лент (класс опасности 4) собирают в бумажные или полиэтиленовые мешки и вывозят на полигон захоронения. Захоронение отходов проводят в соответствии с требованиями санитарных служб.
6 Правила приемки
6.1 Ленты принимают партиями. Партией считают ленты одной марки и толщины. Каждая партия лент должна сопровождаться документом о качестве, содержащим:
наименование предприятия-изготовителя и (или) его товарный знак;
наименование и марку ленты;
размеры лент;
дату изготовления;
номер партии;
количество лент, м;
результаты проведенных испытаний;
подтверждение о соответствии лент требованиям настоящего стандарта;
обозначение "Т" для лент в тропическом исполнении;
обозначение настоящего стандарта.
Объем партии не более 100 м.
6.2 Приемосдаточные испытания проводят в следующем объеме:
внешний вид и размеры - 100%;
физико-механические показатели - два рулона от партии.
6.3 При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей проводят повторные испытания по этому показателю на удвоенном объеме выборки, взятом от той же партии лент.
Результаты повторных испытаний распространяются на всю партию.
7 Методы испытаний
7.1 Внешний вид лент определяют визуально. Размеры близн определяют измерительной металлической рулеткой с ценой деления 1 мм по ГОСТ 7502 или измерительной металлической линейкой по ГОСТ 427, длину и глубину затяжек измеряют штангенциркулем типа ШЦ с ценой деления 0,1 мм по ГОСТ 166. Количество отклонений внешнего вида устанавливают подсчетом.
7.2 Контроль размеров
7.2.1 Ширину лент измеряют в пяти местах каждого рулона на расстоянии не менее 1 м по длине ленты штангенциркулем по ГОСТ 166 с ценой деления 0,1 мм,
За результат измерения принимают среднеарифметическое пяти измерений, округленное до первого десятичного знака.
7.2 Толщину лент измеряют в пяти местах каждой ленты, входящей в рулон, на расстоянии не менее 1 м по длине ленты толщиномером ТР 25-100Б, ТР 25-60Б по ГОСТ 11358 с ценой деления 0,1 мм
За результат измерения принимают среднеарифметическое пяти измерений каждой ленты, округленное до первого десятичного знака.
7.3 Отбор проб
Для определения физико-механических показателей от любого места каждого отобранного рулона отрезают отрезок ленты длиной не менее 0,5 м по всей ширине рулона. От каждого отобранного отрезка отрезают по два образца для каждого вида испытаний.
7.4 Определение коэффициента трения и линейного износа
Коэффициент трения и линейный износ лент определяют на лабораторной машине сухого трения.
Метод определения коэффициента трения основан на измерении силы трения, возникающей при фрикционном взаимодействии испытуемых образцов и металлического контртела.
Метод определения линейного износа основан на измерении уменьшения толщины образцов в результате износа при заданном постоянном моменте трения в течение заданного промежутка времени.
7.4.1 Отбор образцов
7.4.1.1 Для проведения испытания от каждой пробы, отобранной в соответствии с 7.3, вырезают два образца размером номинальной поверхности трения 22х27 мм с предельным отклонением ±0,5 мм. Для лент шириной менее 25 мм испытания проводят на составном образце. Высота образцов должна быть равна толщине ленты.
7.4.1.2 Металлическое контртело используют многократно.
С целью устранения канавок, рисок и прижогов допускается шлифовать рабочую поверхность контртела, при этом его толщина должна быть не менее 10 мм.
7.4.2 Оборудование и средства измерения
Лабораторная машина трения, схема которой приведена на рисунке 1.
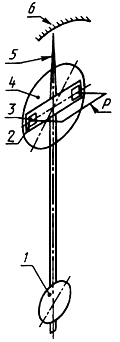
1 - маятник;
2 - держатель образцов; 3 - образец; 4 - металлическое контртело;
5 - стрелка; 6 - шкала момента трения
Рисунок 1
Узел трения состоит из металлического контртела, в контакте с которым находятся два фрикционных образца.
Трение образцов должно происходить по сухому чугунному кольцу (серый чугун марки СЧ 15 по ГОСТ 1412) или по стальному кольцу для лент марки ЛАТ-3 (сталь 35 по ГОСТ 1577).
Структура чугуна должна соответствовать следующим баллам по ГОСТ 3443:
по графиту - (ПГф1-ПГф2); (ПГд45-ПГд90); (ПГр1-ПГр3); (ПГ4-ПГ6);
по металлической основе - П70 (Ф30) - П (Ф0); ПД 1,0 - ПД 1,6.
Твердость чугуна по Бринеллю должна быть (170-190) НВ.
Для измерения толщины образцов применяют микрометр типа МК 25 по ГОСТ 6507.
7.4.3 Условия испытаний
Линейная скорость по средней линии образцов (7,25±0,25) м/с.
Давление на образцы (0,27±0,02) МПа.
Температура испытания и приработки (110±10) °С.
Момент трения (11,6±0,5) Н·м.
7.4.4 Проведение испытания
Перед испытанием образцы прирабатывают к чугунному или стальному кольцу при условиях, указанных в 7.4.3.
Приработка считается законченной, если на номинальной поверхности образцов появляются следы трения на площади не менее 90%. Контроль осуществляют визуально.
7.4.4.1 Определение коэффициента трения
Для определения коэффициента трения измеряют момент трения при достижении температуры (110±10) °С через каждые (5±1) мин в течение (45±1) мин (10 измерений) и вычисляют среднеарифметическое 10 измерений для каждой пары образцов отдельно.
7.4.4.2 Обработка результатов
Коэффициент трения вычисляют по формуле
 ,
,
где - среднеарифметическое результатов 10 измерений момента трения, Н·м;
- номинальная нагрузка на образцы 321 Н;
- средний радиус трения образцов, 0,1 м.
За результат испытания принимают среднеарифметическое результатов всех определений коэффициента трения, при этом допускается отклонение по отдельным определениям не более чем на 10% от нормы.
Вычисления проводят с точностью до третьего десятичного знака с последующим округлением до второго десятичного знака.
7.4.4.3 Определение линейного износа
Линейный износ определяют на образцах, испытанных по 7.4.4.1 при постоянном моменте трения.
После проведения испытаний по 7.4.4.1 образцы извлекают из гнезд образцедержателя. На нерабочую поверхность каждого образца наносят четыре метки по углам и измеряют толщину микрометром в отмеченных точках.
Образцы вновь устанавливают в гнезде образцедержателей, которые они занимали при испытании по 7.4.4.1, и проводят испытания в течение (120±5) мин.
После испытания образцы извлекают из гнезд и проводят измерение толщины образцов в отмеченных ранее четырех точках.
7.4.4.4 Обработка результатов
Линейный износ , мм, вычисляют по формуле
![]() ,
,
где - среднеарифметическое результатов всех измерений толщины обоих образцов до испытания, мм;
- среднеарифметическое значение всех измерений толщины обоих образцов после испытания, мм.
За результат испытания принимают среднеарифметическое результатов всех определений износа образцов, при этом допускается отклонение по отдельным определениям не более 10% от нормы.
Вычисления проводят с точностью до третьего десятичного знака с последующим округлением до второго десятичного знака.
7.5 Определение статического коэффициента трения
Метод определения статического коэффициента трения основан на измерении силы трения при фрикционном взаимодействии испытуемых образцов со стальной полосой при заданном усилии (сила нормального давления).
7.5.1 Отбор образцов
7.5.1.1 Для проведения одного испытания от каждой пробы, отобранной в соответствии с 7.3, вырезают два образца размером 40х50 мм с предельным отклонением ±0,5 мм.
7.5.1.2 Стальная полоса из материала сталь марки 35 должна быть обработана шлифованием. Кроме того, перед каждым испытанием стальную полосу зачищают в поперечном направлении шкуркой зернистостью 25 по ГОСТ 3647, а затем протирают ацетоном по ГОСТ 2768.
7.5.2 Оборудование и средства измерения
Протяжной стенд, схема которого приведена на рисунке 2.
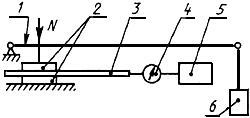
1 - нажимной рычаг; 2 - образец; 3 - стальная испытательная полоса;
4 - измерительный прибор; 5 - привод; 6 - груз
Рисунок 2
Узел трения состоит из стальной полосы, в контакте с которым находятся два фрикционных образца.
7.5.3 Условия испытаний
Давление на образцы - (10,0±0,5) МПа;
Скорость протяжки полосы - не более 16 мм/мин.
Образцы перед испытанием погружают на 1 ч в питьевую воду по ГОСТ 2874.
7.5.4 Проведение испытания
Перед испытанием рабочую поверхность образцов шлифуют абразивным кругом с зернистостью 80-160 по ГОСТ 3647.
С помощью рычага и груза образцы поджимают к стальной полосе, которая приводом протягивается между неподвижными образцами.
Регистрируют манометром давление в силовом гидравлическом цилиндре стенда. Силу трения в ньютонах определяют по градуировочному графику. Приводу дают обратный ход, чтобы снять тяговое усилие. Проводят последовательно 10 измерений. Среднеарифметическое результатов последних трех измерений является результатом испытаний.
7.5.5 Обработка результатов
Статический коэффициент трения вычисляют по формуле
![]() ,
,
где - сила трения, Н;
- нормальная сила, с которой образцы прижимаются к полосе, Н.
За результат испытания принимают среднеарифметическое результатов всех определений, при этом допускается отклонение по отдельным определениям не более чем на 10% от нормы.
Вычисления проводят с точностью до третьего десятичного знака с последующим округлением до второго десятичного знака.
7.6 Определение увеличения массы образца при воздействии воды и масла
7.6.1 Аппаратура и материалы
Весы лабораторные общего назначения по ГОСТ 24104 с погрешностью взвешивания не более 0,005 г.
Вода питьевая по ГОСТ 2874.
Масло моторное автомобильное вязкостью (10,0±0,5) мм/с.
Бумага фильтровальная по ГОСТ 12026 или аналогичный адсорбирующий материал.
7.6.2 Проведение испытания
Испытывают образцы длиной (80±1) мм во всю ширину ленты.
Образцы, предварительно взвешенные с погрешностью ±0,01 г, помещают на (4,00±0,25) ч в питьевую воду или моторное автомобильное масло.
Испытания проводят при температуре (20) °С.
После испытания излишки воды и масла тщательно удаляют с поверхности образцов фильтрованной бумагой и взвешивают с той же погрешностью.
7.6.3 Обработка результатов
Увеличение массы при воздействии воды, масла , %, вычисляют по формуле
![]() ,
,
где - масса образца до испытания, г;
- масса образца после испытания, г.
За результат испытания принимают среднеарифметическое результатов всех определений по каждой жидкости, при этом допускается отклонение по отдельным определениям не более чем на 10% от нормы.
Вычисления проводят с точностью до второго десятичного знака с последующим округлением до первого десятичного знака для лент марки ЛАТ-1 и до целого числа для лент марок ЛАТ-2, ЛАТ-3.
8 Транспортирование и хранение
Транспортирование и хранение лент - по ГОСТ 27513.
9 Гарантии изготовителя
Изготовитель гарантирует соответствие лент требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
Гарантийный срок хранения лент со дня изготовления - 7 лет для лент марок ЛАТ-1 и ЛАТ-2, 5 лет - для лент марки ЛАТ-3.
ПРИЛОЖЕНИЕ А
(справочное)
Дополнительные показатели тормозных лент
Наименование показателя | Значение для марки | ||
ЛАТ-1 | ЛАТ-2 | ЛАТ-3 | |
1 Плотность, г/см | 1,20-1,40 | 1,45-1,65 | 1,30-1,40 |
2 Коэффициент трения по стали 45 (ГОСТ 1577), | 0,30 | 0,50 | - |
3 Линейный износ по стали, мм, не более | 0,12 | 0,20 | - |
4 Коэффициент трения по чугуну марки СЧ 15, не менее | - | - | 0,41 |
5 Линейный износ по чугуну, мм, не более | - | - | 0,25 |
6 Средний срок сохраняемости, лет, не менее | 10 | 10 | 10 |
7 Прочность на раздавливание | - | - | Отсутствие разорванных нитей |
8 Устойчивость на изгиб | Отсутствие трещин и разорванных нитей | ||
Текст документа сверен по:
М.: ИПК Издательство стандартов, 2003
{kind=link}