ГОСТ Р МЭК 62219-2014
Группа Е41
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПРОВОДА ДЛЯ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ, СКРУЧЕННЫЕ ИЗ ПРОФИЛИРОВАННЫХ ПРОВОЛОК КОНЦЕНТРИЧЕСКИМИ ПОВИВАМИ
Overhead electrical conductors. Formed wire, concentric lay, stranded conductors
ОКС 29.240.20
29.060.10*
ОКП 35 1142
_____________________
* В ИУС N 10 2015 г. ГОСТ Р МЭК 62219-2014 приводится с ОКС 29.060, 29.240.20,
здесь и далее. - .
Дата введения 2016-01-01
Предисловие
1 ПОДГОТОВЛЕН Открытым акционерным обществом "Всероссийский научно-исследовательский, проектно-конструкторский и технологический институт кабельной промышленности" (ОАО "ВНИИКП") на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 46 "Кабельные изделия"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 18 сентября 2014 г. N 1122-ст
4 Настоящий стандарт идентичен международному стандарту МЭК 62219 (2002)* "Провода для воздушных линий электропередачи, скрученные из профилированных проволок концентрическими повивами" (IEC 62219:2002 "Overhead electrical conductors - Formed wire, concentric lay, stranded conductor").
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 Некоторые положения международного стандарта, указанного в пункте 4, могут являться объектом патентных прав. Международная электротехническая комиссия (МЭК) не несет ответственности за идентификацию подобных патентных прав
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
1 Область применения
Настоящий стандарт устанавливает электрические и механические параметры проводов для воздушных линий электропередачи, скрученных концентрическими повивами из профилированных проволок, обработанных деформацией до, во время или после скрутки, и имеющих в своей структуре комбинацию из следующих различных металлических проволок:
a) твердотянутый алюминий по МЭК 60889, обозначение A1;
b) твердотянутый алюминий по МЭК 60889, обозначение A1F, обработанный деформацией до скрутки;
c) твердотянутый алюминиевый сплав по МЭК 60104, обозначение A2 или A3;
d) твердотянутый алюминиевый сплав по МЭК 60104, обозначение A2F или A3F, обработанный деформацией до скрутки;
e) нормальная сталь, обозначение S1A или S1B, где A и B - классы цинкового покрытия, соответствующие классам 1 и 2;
f) высокопрочная сталь, обозначение S2A или S2B;
g) сверхпрочная сталь, обозначение S3A;
h) сталь с алюминиевым покрытием, обозначение SA.
Примеры обозначения проводов (возможны также другие комбинации):
A1F, A2F, A3F;
A1F/S1A, А1F/S1B, A1F/S2A, A1F/S2B, A1F/S3A;
A1F/A1, A1F/A2, A1F/A3;
A1F/SA, A2F/SA, A3F/SA.
Допускаются другие типы проводов, не приведенные в настоящем стандарте.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты*, которые необходимо учитывать при применении настоящего стандарта (для датированных ссылок следует использовать только указанное издание):
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
МЭК 60050-466:1990 Международный электротехнический словарь (МЭС). Глава 466. Линии электропередачи (IEC 60050-466:1990, International Electrotechnikal Vocabulary - Chapter 466: Overhead lines)
МЭК 60104:1987 Проволока из сплава алюминий-магний-кремний для проводов воздушных линий электропередачи (IEC 60104:1987, Aluminium-magnesium- silicon alloy wire for overhead line conductors)
МЭК 60888:1987 Проволока стальная оцинкованная для многопроволочных проводов (IEC 60888:1987, Zinc-coated steel wires for stranded conductors)
МЭК 60889:1987 Проволока алюминиевая твердотянутая для проводов для воздушных линий электропередачи (IEC 60889:1987, Hard-drawn aluminium wire for overhead line conductors)
МЭК 61089:1991 Провода для воздушных линий электропередачи, скрученные из круглых проволок концентрическими повивами (IEC 61089:1991, Round wire concentric lay overhead electrical stranded conductors)
МЭК 61232:1993 Стальная проволока, плакированная алюминием, электротехнического назначения (IEC 61232:1993, Aluminium-clad steel wires for electrical purposes)
МЭК 61395:1998 Провода для воздушных линий электропередачи. Испытание на ползучесть скрученных проводов (IEC 61395:1998, Overhead electrical conductors - Creep test procedures for stranded conductors)
3 Термины и определения
В настоящем стандарте использованы следующие термины с соответствующими определениями:
3.1 алюминий (aluminium): Все указанные типы алюминия и алюминиевых сплавов.
3.2
провод (conductor): Изделие, предназначенное для передачи электрического тока и состоящее из нескольких неизолированных и скрученных между собой проволок. [МЭК 60050-466, статья 466-01-15 в измененной редакции] |
3.3 провод, скрученный концентрическими повивами (concentric lay stranded conductor): Провод, состоящий из центрального сердечника и одного или нескольких повивов проволок, наложенных по спирали в чередующихся направлениях.
3.4 направление скрутки (direction of lay)
3.4.1
направление скрутки (общее определение) [direction of lay (general definition)]: Направление вращения повива проволок от наблюдателя. Примечание - Скрутка в правом направлении - по часовой стрелке, скрутка в левом направлении - против часовой стрелки. [МЭК 60050-466, статья 466-10-07 в измененной редакции] |
3.4.2 направление скрутки (альтернативное определение) [direction of lay (alternative definition)]: Направление скрутки определяется как правое или левое.
Примечание - При правой скрутке проволоки идут в том же направлении, что и центральная часть буквы Z, когда провод расположен вертикально. При левой скрутке проволоки идут в том же направлении, что и центральная часть буквы S, когда провод расположен вертикально.
3.5 проволока эквивалентного диаметра (equivalent wire diameter): Круглая проволока определенного диаметра, имеющая те же сечение, массу и электрическое сопротивление, что и профилированная проволока из того же материала.
3.6 степень уплотнения (compactness ratio): Отношение площади 1 к площади 2, где площадь 1 - общая площадь сечения провода, включая сердечник, а площадь 2 - площадь круга, имеющего диаметр, равный наружному диаметру провода.
3.7 коэффициент заполнения (fill ratio): Отношение площади 1 к разности: площадь 2 минус площадь 3, где площадь 1 - площадь сечения алюминиевой части провода, площадь 2 - площадь круга, имеющего диаметр, равный наружному диаметру провода, площадь 3 - площадь круга, описанного вокруг сердечника биметаллического провода (0 для однородного провода).
3.8 профилированная проволока (formed wire): Металлическая проволока, имеющая постоянное сечение и некруглую форму.
3.9 шаг скрутки (lay length): Осевая длина полного витка спирали, образованного отдельной проволокой скрученного провода.
3.10
кратность шага скрутки (lay ratio): Отношение между шагом скрутки и наружным диаметром соответствующего повива проволок в скрученном проводе. [МЭК 60050-466, статья 466-10-06 в измененной редакции] |
3.11 партия (lot): Определенное количество провода, изготовленного одним производителем в одинаковых условиях производства.
Примечание - Партию может составлять все или часть произведенного количества провода.
3.12 номинальное значение (nominal): Устанавливаемое или обозначаемое значение измеряемого параметра провода или элемента провода, для которого устанавливают предельные отклонения.
Примечание - Номинальное значение является заданной величиной.
3.13 проволока круглая (round wire): Металлическое изделие, полученное волочением, постоянного круглого сечения.
3.14 соотношение сталь/алюминий (steel ratio): Для проводов AxF/Syz отношение сечения стали к сечению алюминия, выраженное в процентах.
4 Система обозначений
Система обозначений используется для идентификации алюминиевых проводов, скрученных из профилированных проволок, с или без стальных проволок.
Алюминиевые провода без стальных проволок обозначают AxF, где x обозначает тип алюминия.
Композиционные алюминиевые провода обозначают AxF/Ay или AxF/AyF, где AxF обозначает наружные проволоки (или наружный повив), а Ay или AyF обозначает внутренние проволоки (или сердечник).
Сталеалюминиевые провода обозначают AxF/Syz или AxF/SA, где AxF обозначает наружные алюминиевые проволоки (наружный повив), a Syz или SA обозначает стальной сердечник. В обозначении оцинкованных стальных проволок у обозначает тип стали (нормальная, высокопрочная или сверхвысокопрочная), a z - класс цинкового покрытия (A или B).
Провода идентифицируют следующим образом:
a) цифровым кодом, указывающим эквивалентное токопроводящее сечение, приведенное к алюминию A1F, мм;
b) цифровым кодом, указывающим сечение материала, образующего сердечник, мм;
c) обозначением, указывающим тип проволоки провода. Для биметаллических проводов первое обозначение относится к наружному повиву, а второе к сердечнику;
d) числом, указывающим номинальный диаметр провода.
Примеры
1 500-A1F-262: провод состоит из профилированных алюминиевых проволок A1F. Его сечение 500 мм, его диаметр (262·0,1) мм.
2 505/65-A1FS1A-281: провод состоит из профилированных алюминиевых проволок A1F и проволок из нормальной стали S1A с цинковым покрытием. Сечение алюминия A1F - 505 мм, сечение стали S1A - 65 мм
. Номинальный диаметр провода равен (281·0,1) мм.
Следующие примеры представляют собой возможные конструкции проводов. Можно также изготовлять провода, основываясь на различных комбинациях типов проволок:
A1F, A2F, A3F;
A1F/S1A, A1F/S1B, A1F/S2A, A1F/S2B, A1F/S3A;
A1F/A1, A1F/A2, A1F/A3; A1F/SA, A2F/SA, A3F/SA.
5 Требования к скрученным проводам
5.1 Материал
Скрученные провода состоят из профилированных алюминиевых проволок и, при необходимости, из круглых стальных оцинкованных проволок или круглых стальных проволок с алюминиевым покрытием.
Все проволоки до скрутки должны иметь параметры, соответствующие МЭК 60104, МЭК 60888, МЭК 60889 или, при необходимости, МЭК 61232. Проволоки, профилированные деформацией до скрутки, должны иметь параметры, рассчитанные на основе параметров круглых проволок эквивалентных диаметров.
Примечание - Указанные материалы имеют следующее удельное сопротивление (в порядке возрастания):
- A1F: 28,264 нОм·м, соответствующее 61% IACS;
- A2F: 32,530 нОм·м, соответствующее 53% IACS;
- A3F: 32,840 нОм·м, соответствующее 52,5% IACS.
5.2 Профилированная проволока
В настоящем стандарте приняты три варианта процесса получения провода. В первом используют проволоку, профилированную деформацией в одной операции, затем скрученную в другой операции. Во втором - проволоку обрабатывают деформацией одновременно со скруткой провода за одну операцию. В третьем - сначала образуют повив из круглых проволок и затем уплотнением профилируют, получая круглое сечение. Поверх этого уплотненного повива накладывают дополнительные повивы круглой проволоки и уплотняют их, или поверх этого уплотненного повива накладывают дополнительные повивы профилированной проволоки.
Во всех этих вариантах материалы должны иметь параметры, установленные в МЭК 60889 и МЭК 60104.
При первом варианте процесса получения провода испытания должны быть проведены на профилированной проволоке до скрутки, и её параметры установлены на основе параметров проволоки эквивалентного диаметра. В остальных вариантах испытания должны быть проведены на круглой проволоке до обработки деформацией и скручивания, и полученные параметры должны соответствовать параметрам круглой проволоки до профилирования.
Если требуются испытания на отдельных проволоках после скрутки, то заказчик и изготовитель должны составить соглашение по требованиям, прежде чем оформлять заказ.
Типовые примеры проводов, скрученных из профилированных проволок, представлены на рисунках 1 (a и b) и 2.
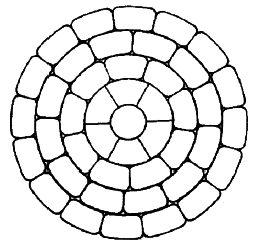
a) трехповивный провод, скрученный из профилированных проволок типа AxF/Sxy
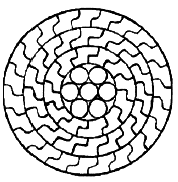
b) трехповивный провод, скрученный из профилированных проволок типа AxF/Sxy
Рисунок 1 - Провод, скрученный из профилированных проволок - три повива
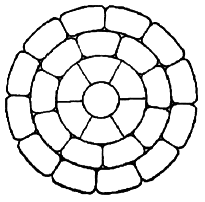
Рисунок 2 - Двухповивный провод, скрученный из профилированных проволок типа AxF/AyF
5.3 Размеры проводов
Размеры проводов указаны в справочном приложении D. При новых разработках проводов рекомендуется выбирать размеры по этому приложению. Провода, имеющие диаметры и механические параметры, эквивалентные существующим конструкциям, также приведены в приложении D с целью облегчения выбора проводов, используемых для замены проводов существующих воздушных линий электропередачи.
Размеры или конструкции проводов, отсутствующие в настоящем стандарте, могут быть разработаны и поставлены по соглашению между изготовителем и заказчиком; при этом должны быть применены соответствующие требования настоящего стандарта.
5.4 Поверхность
Поверхность провода не должна иметь каких-либо дефектов, видимых без применения увеличительных приборов, таких как надрезы, надрывы и т.п., несовместимые с принятой коммерческой практикой.
5.5 Скрутка
5.5.1 Все проволоки провода должны быть скручены концентрическими повивами. Смежные повивы проволок должны быть скручены в противоположных направлениях. Наружный повив должен иметь правое направление, если при заказе не указано иное.
5.5.2 Проволоки каждого повива должны быть наложены равномерно, плотно прилегать друг к другу и к проволокам нижележащего повива.
5.5.3 Кратность шага скрутки для повивов из стальной оцинкованной проволоки должна быть следующей:
a) кратность шага скрутки для повива из 6 проволок сердечника из 7 или 19 стальных проволок должна быть от 16 до 26;
b) кратность шага скрутки для повива из 12 проволок сердечника из 19 стальных проволок должна быть от 14 до 22;
c) для некоторых конструкций проводов, таких как указанная на рисунке 1b, минимальная кратность шага скрутки может быть менее 10 для внутренних и внешних повивов.
5.5.4 Кратность шага скрутки для алюминиевых повивов всех типов проводов должна быть следующей:
a) кратность шага скрутки для наружного повива алюминиевых проволок должна быть от 10 до 14;
b) кратность шага скрутки для внутренних повивов алюминиевых проволок должна быть от 10 до 16.
5.5.5 В стальном сердечнике из 19 проволок кратность шага скрутки повива из 12 проволок не должна быть более кратности шага скрутки повива из 6 проволок. В проводе, имеющем несколько повивов алюминиевых проволок, кратность шага скрутки любого алюминиевого повива не должна быть более кратности шага скрутки непосредственно нижележащего алюминиевого повива.
5.5.6 Все стальные проволоки должны быть компактными в скрученном сердечнике, и если сердечник обрезан, концы проволок должны оставаться на месте или снова занять первоначальное положение после легкого подправления вручную. Это требование относится также к наружному повиву алюминиевых проволок.
5.5.7 Перед скруткой все алюминиевые и стальные проволоки должны иметь одинаковую температуру.
5.6 Соединения
5.6.1 Соединение стальной оцинкованной проволоки или проволок сердечника в процессе скрутки не допускается.
5.6.2 На строительной длине провода допускается не более одной алюминиевой проволоки, имеющей соединение и отвечающей требованиям МЭК 61089.
5.6.3 В процессе скрутки не допускается сварка алюминиевой проволоки для получения требуемой длины провода.
5.6.4 Соединения допускаются при обрывах алюминиевой проволоки, которые могут иметь место в процессе скрутки, при условии, что эти обрывы не обусловлены ни дефектами самой проволоки, ни использованием коротких отрезков алюминиевых проволок. Места сварки должны соответствовать геометрии исходной проволоки, то есть в местах сварки должны быть удалены заусенцы до получения формы исходной проволоки и не должно быть неровностей.
5.6.5 Для алюминиевых проволок число мест сварки не должно превышать значений, указанных в таблице 1. При этом расстояние между местами сварки должно быть не менее 15 м на одной и той же проволоке или на любой другой алюминиевой проволоке провода.
Таблица 1 - Число соединений, допускаемое в алюминиевых проводах
Число повивов алюминиевой проволоки | Допустимое число соединений на строительной длине провода |
1 | 2 |
2 | 3 |
3 | 4 |
4 | 5 |
5.6.6 Соединения должны выполняться стыковой электросваркой, холодной стыковой электросваркой, холодной сваркой под давлением (см. примечание 1) или любым другим соответствующим способом сварки. Указанные соединения должны выполняться в соответствии с принятой коммерческой практикой. При первом варианте соединения место сварки отжигают на расстоянии около 250 мм по обе стороны сварки.
Не требуется, чтобы соединения по 5.6.4 имели параметры исходной проволоки (см. примечание 2). Однако временное сопротивление разрыву не должно быть менее 75 МПа для отожженных мест стыковой электросварки и 130 МПа для мест холодной сварки под давлением и холодной стыковой электросварки. Изготовитель должен гарантировать, что используемый способ сварки позволяет обеспечить требуемое временное сопротивление разрыву.
Примечания
1 В некоторых странах требуется отжиг мест холодной сварки при использовании материалов A2 или A3.
2 Правильное распределение мест сварки проволок в многопроволочных проводах связано одновременно с прочностью и удлинением при растяжении. Высокие значения удлинения и низкие значения прочности отожженного места стыковой электросварки дают аналогичные характеристики провода, как и при применении холодной сварки под давлением или холодной стыковой электросварки.
5.7 Линейная плотность - масса единицы длины
Массы, указанные в таблицах приложения D, определены для каждого размера и конструкции провода на основании плотности алюминиевой проволоки из оцинкованной стали по стандартам, указанным в 5.1, норм увеличения, обусловленных скруткой по таблице 2, и сечений алюминиевой и стальной оцинкованной проволок, рассчитанных по их теоретическим неокругленным диаметрам.
Нормы увеличения массы, обусловленные скруткой (см. примечание 1), установленные для средних значений кратности шагов скрутки по 5.5.4 и 5.5.5, приведены в таблице 2 или, если требуется большая точность для расчета этих норм, можно использовать действительные кратности шагов скрутки.
Для провода, имеющего смазку (см. примечание 2), номинальную массу смазки определяют по методу приложения C.
Примечания
1 Масса провода зависит от кратности шагов скрутки. Все проволоки, кроме центральной, длиннее скрученного провода, и увеличение массы зависит от принятой кратности шага скрутки.
2 Требования в части смазки находятся в стадии рассмотрения.
Таблица 2 - Стандартизованные нормы увеличения массы провода, обусловленные скруткой
Конструкция провода | Норма увеличения | |||
Число повивов алюминиевой проволоки | Число стальных проволок | Число повивов стальной проволоки | Алюминий | Сталь |
1 | 0 | - | 1,5 | - |
1 | - | 1,5 | - | |
2 | 0 | - | 2,0 | - |
1 | - | 2,0 | - | |
7 | 1 | 2,0 | 0,43 | |
3 | 0 | - | 2,0 | - |
7 | 1 | 2,5 | 0,43 | |
19 | 2 | 2,5 | 0,77 | |
4 | 0 | - | 3,0 | - |
19 | 2 | 3,0 | 0,77 | |
| ||||
5.8 Механическая прочность провода
5.8.1 Нормируемая прочность при растяжении однородного алюминиевого провода равна сумме минимальных значений прочности при растяжении каждой из проволок по 5.8.4.
5.8.2 Нормируемая прочность при растяжении сталеалюминиевых проводов AxF/Syz или AxF/SA равна сумме прочности при растяжении части из алюминия и части из стали при значении удлинения алюминия в момент разрыва. Для унификации технических требований и на основании практики эта прочность стали принята на основе нагрузки при удлинении на 1% образца длиной 250 мм.
5.8.3 Нормируемая прочность при растяжении биметаллических проводов из алюминия (A1F/A2 или A1F/A3) равна сумме значений прочности при растяжении части из A1F и 95% прочности при растяжении части из A2 или A3.
5.8.4 Прочность при растяжении отдельной проволоки определяют по ее номинальному разрывному усилию, указанному в стандартах по 5.1.
6 Испытания
6.1 Классификация испытаний
6.1.1 Типовые испытания
Типовые испытания проводят для проверки основных параметров провода, то есть тех, которые зависят главным образом от его конструкции. Их проводят один раз либо для новой конструкции, либо для нового изготовителя, либо для нового способа производства провода и повторяют только в случае изменения конструкции, изготовителя или способа производства.
Типовые испытания проводят на проводе, прошедшем испытания на образце.
Типовые испытания должны проводиться для установленных конструкций.
6.1.2 Испытания на образцах
Испытания на образцах проводят для обеспечения гарантии качества проводов и их соответствия требованиям настоящего стандарта.
6.2 Состав испытаний проводов новой конструкции
Проводят следующие испытания.
6.2.1 Типовые испытания
a) Сварка алюминиевых проволок.
b) Кривые "усилие-деформация".
c) Прочность провода на разрыв.
d) Ползучесть.
6.2.2 Испытания на образцах
a) На проволоке до скрутки по 5.1 и 5.2.
b) На проводе:
- площадь поперечного сечения;
- наружный диаметр;
- линейная плотность;
- качество поверхности;
- кратность шага скрутки и направление скрутки;
- испытание на изгиб алюминиевой проволоки, взятой от провода, если профилирование и скрутку выполняют за одну операцию.
6.3 Отбор образцов
Образцы испытаний по 6.2.2 отбирают от концов проводов случайным образом от 10% барабанов. Проверку качества поверхности провода проводят на всех барабанах до обшивки.
6.4 Длина образца
6.4.1 Образцы для испытаний на отдельных проволоках из алюминия, оцинкованной стали или стали, плакированной алюминием, отбирают до скрутки и испытывают в соответствии со стандартами по 5.1.
6.4.2 Образцы для испытаний проволок после скрутки, если это требуется, отбирают от отрезка провода длиной 1,5 м, взятого от конца провода, намотанного на барабан.
6.4.3 Длина образца для испытаний на растяжение и "усилие-деформация", должна быть не менее 400 диаметров провода, но не менее 10 м.
6.4.4 В настоящем подразделе установлена минимальная длина образца, обеспечивающая достаточную точность кривых "усилие-деформация". Если изготовитель подтверждает, что на меньшей длине образца можно получить такую же точность, которая удовлетворяет требованиям потребителя, и получить сравнимые результаты, то можно использовать более короткие образцы.
6.5 Типовые испытания
6.5.1 Сварка алюминиевых проволок
Изготовитель должен подтвердить потребителю результатами последних испытаний или проведя необходимые испытания, что применяемый способ соединения алюминиевых проволок обеспечивает прочность, отвечающую требованиям 5.6.
6.5.2 Кривые "усилие-деформация"
Результаты проверки кривых "усилие-деформация", полученные при типовых испытаниях, которые должны давать полную информацию о поведении провода под нагрузкой, выдают по запросу заказчика (потребителя).
По соглашению между заказчиком (потребителем) и изготовителем испытание "усилие-деформация" проводят на проводе, а в случае необходимости на стальном сердечнике провода в соответствии с приложением B, что оговаривается при заказе.
6.5.3 Испытание провода на растяжение
При испытании провода на прочность при растяжении не должно быть разрыва проволок при достижении 95% нагрузки, соответствующей разрывной прочности по 5.8.
Прочность при растяжении проводов определяют при растяжении провода на испытательном стенде, имеющем погрешность не более ±1%. Рекомендуется, чтобы скорость увеличения нагрузки соответствовала В.6 (см. приложение В). При испытании на концах образцов провода закрепляют соответствующие зажимы. Разрывная прочность провода определяется нагрузкой, при которой происходит обрыв одной или нескольких проволок. Повторное испытание (всего до трех испытаний) может быть проведено, если обрыв проволоки произошел на расстоянии менее 1 см от зажима, и при этом усилие не достигло значения, определяемого заданной разрывной прочностью.
6.5.4 Испытание на ползучесть
Если требуется, испытание на ползучесть должно проводиться по МЭК 61395.
6.6 Испытания на образцах
6.6.1 Площадь поперечного сечения
6.6.1.1 Площадь поперечного сечения алюминиевой части провода равна сумме сечений алюминиевых проволок, составляющих провод, определяемых путем измерений диаметра по 6.6.1.4 или 6.6.1.5.
6.6.1.2 Полученное значение площади не должно отличаться от номинального значения более чем на ±2% для каждого образца и более чем на ±1,5% для среднего значения четырех измерений, проведенных в четырех произвольно выбранных местах при расстоянии друг от друга не менее 20 см.
6.6.1.3 Площадь поперечного сечения стального сердечника равна сумме сечений проволок, образующих стальной сердечник, определенных путем измерений диаметра по 6.6.1.4.
6.6.1.4 Диаметр круглой проволоки, включая металлическое покрытие, измеряют микрометром с плоскими измерительными поверхностями со шкалой в сотых миллиметра. Диаметр в миллиметрах определяют как среднее значение самого большого и самого малого размеров, полученных при измерении у каждого из концов и в центре образца.
6.6.1.5 Диаметр, эквивалентный профильной проволоке, должен быть рассчитан на основе массы, длины и плотности, как указано в МЭК 60889.
6.6.2 Наружный диаметр провода
Наружный диаметр провода измеряют в интервале между фильерой и приемным устройством крутильной машины.
Измерения проводят микрометром со шкалой, градуированной в сотых долях миллиметра (0,01 мм). Диаметр определяют как среднее значение двух измерений, проводимых во взаимно перпендикулярных направлениях поперечного сечения проволоки, округленных до сотых долей миллиметра.
Предельные отклонения от номинального диаметра составляют ±1% для диаметров 10 мм и более; и ±0,1 мм для диаметров менее 10 мм.
6.6.3 Линейная плотность - Масса на единицу длины
Линейную плотность (массу на единицу длины) провода определяют на оборудовании с погрешностью не более ±0,1%.
Допуск на линейную плотность провода без смазки должен быть не более ±2%.
Массу смазки в проводе определяют вычитанием из массы провода со смазкой массу этого провода после очистки от смазки. Масса смазки не должна быть менее значения, указанного в приложении C.
6.6.4 Разрывная прочность проволок
Если требуется провести определение разрывной прочности, испытание проводят на проволоках, отобранных от проводов после скрутки. Отрезок проволоки, необходимой для испытаний, берут от образца провода и осторожно выпрямляют, чтобы не вытянуть его.
Площадь поперечного сечения проволоки определяют измерением диаметра методом, приведенным в 6.6.1.3 и 6.6.1.5 для профилированной проволоки. Затем выпрямленную проволоку закрепляют в разрывной машине. Нагрузку прикладывают постепенно. Скорость разведения зажимов машины должна быть 25-100 мм/мин.
Разрывная нагрузка профилированных проволок после скрутки, деленная на площадь поперечного сечения проволоки, не должна быть менее 95% нормированного значения для проволоки до скрутки. (Оставшиеся 5% учитывают перемещение и скручивание проволок при скрутке.) Профилированные проволоки после скрутки - см. 5.2.
6.6.5 Качество поверхности
Поверхность провода должна соответствовать требованиям 5.4.
6.6.6 Кратность шага скрутки и направление скрутки
Кратность шага скрутки каждого повива провода определяют делением измеренного значения шага скрутки повива на значение наружного диаметра данного повива.
Полученные значения должны соответствовать требованиям 5.5. Кроме того, проверяют направление скрутки каждого повива, которое должно соответствовать требованиям 5.5.
6.7 Контроль
При заказе изготовитель должен проинформировать заказчика (потребителя) о месте и дате проведения типовых испытаний и испытаний на образцах. Изготовитель должен предоставить в распоряжение заказчика (потребителя), все необходимые и достаточные испытательные средства, чтобы он имел возможность проверить соответствие изделия требованиям настоящего стандарта.
Если контроль должен быть проведен заказчиком (потребителем) до отправки изделия, все испытания должны быть проведены в течение 10 дней после уведомления заказчика (потребителя) о готовности изделия к испытаниям; изделие может быть принято или нет на предприятии-изготовителе. Если заказчик (потребитель) не имеет представителя на предприятии-изготовителе, то по истечении 10 дней изготовитель должен провести предусмотренные договором (контрактом) испытания и предоставить по просьбе заказчика (потребителя) официальные копии результатов испытаний. Заказчик (потребитель) должен принять или нет изделие на основании результатов этих испытаний. Допускается, что изготовитель может предоставить результаты соответствующих испытаний, если они были проведены в процессе производства.
6.8 Приемка или браковка
Если испытуемый образец не удовлетворяет какому-либо требованию настоящего стандарта, партия, представленная образцом, может быть забракована.
Если партия не принята, изготовитель имеет право провести разбраковку провода, испытать каждый барабан партии и представить к приемке те, которые отвечают требованиям настоящего стандарта.
7 Упаковка и маркировка
7.1 Упаковка
Провод должен иметь упаковку, обеспечивающую защиту провода от повреждений, которые могут возникнуть при погрузке и транспортировании.
При заказе между изготовителем и заказчиком (потребителем) должно быть оговорено:
a) тип, размер и способ упаковки провода;
b) габариты и требования к осевому отверстию барабана, а также необходимость вывода нижнего конца провода для заземления, если требуется подсоединение провода для проведения измерений.
7.2 Маркировка и тара
Внутри упаковки должно быть указано: масса нетто и брутто тары, длина (или число и длина строительных длин, если их несколько намотано на одном барабане), обозначение провода и другая необходимая информация. Снаружи каждой упаковки должна быть указана аналогичная информация с номером партии изготовителя (при наличии), маркировка грузоотправителя и другая информация.
7.3 Короткие отрезки
Короткие отрезки провода, неизбежные при производстве, не должны превышать 5% от всего заказа при условии, что их длина не менее 50% установленной строительной длины.
Приложение A
(обязательное)
Информация, которая должна быть предоставлена потребителем
При оформлении заказа потребитель должен сообщить следующие сведения:
a) количество провода;
b) сечение, обозначение и направление скрутки провода;
c) длина провода на барабане, допуск на длину и, при необходимости, сочетание длин отрезков;
d) тип и размер упаковки и способ упаковки;
e) при необходимости, специальные требования к упаковке;
f) при необходимости, требования к обшивке;
g) требуется ли контроль и место контроля;
h) требуются ли испытания на проволоках после скрутки;
i) требуются ли испытания мест сварки, выполненной до скрутки;
j) требуется ли испытание проводов на разрыв;
k) требуется ли испытание "усилие-деформация";
l) направление скрутки. Если информация о направлении скрутки отсутствует, то наружный повив имеет правое направление скрутки;
m) при необходимости, требования относительно смазки (тип, характеристики и т.п.);
n) требуются ли испытания на текучесть.
Приложение B
(обязательное)
Метод испытания "усилие-деформация"
B.1 Длина образца
Отрезок провода, соответствующий требованиям 6.4.3, испытывают для получения кривых "усилие-деформация".
B.2 Температура при испытании
Температура образца при испытании должна изменяться не более чем ±2°С. Температуру измеряют в начале и в конце каждого цикла испытания.
B.3 Подготовка образца
Образцы должны быть тщательно подготовлены. Относительные смещения даже порядка миллиметра между стальным сердечником и алюминиевыми повивами провода дают значительные искажения в кривых "усилие-деформация". Подготовку образца проводят следующим образом.
До смотки провода с барабана устанавливают болтовой зажим на расстоянии (5±1) м от конца строительной длины провода. Зажим должен быть достаточно затянут, чтобы воспрепятствовать относительному перемещению проволок в проводе.
Отматывают с барабана требуемую длину провода и устанавливают второй зажим на необходимом расстоянии от первого. Скрепляют адгезивной лентой и отрезают провод на минимальном от зажима расстоянии, чтобы иметь возможность установить концевое соединение.
При транспортировании до испытательной лаборатории образец должен быть защищен от каких-либо повреждений. Диаметр барабана должен быть не менее 50 диаметров провода.
Для испытания "усилие-деформация" используют концевые соединения, например соединения обжатием, соединения с применением эпоксидных смол или соединения пайкой, что оговаривается при заказе.
Должны быть приняты необходимые меры, чтобы не повредить концы проволоки при подготовке образца.
Установка концевых соединений не должна приводить к появлению зазоров между проволоками в проводе, что может повлиять на кривые "усилие-деформация".
B.4 Требования (для соединений обжатием)
При использовании соединения обжатием для испытания проводов типа AxF/Syz следует руководствоваться нижеприведенной методикой.
Надеть алюминиевую втулку на провод. Обрезать алюминиевые проволоки, чтобы освободить место для стального оконцевателя, для удлинения стального оконцевателя и удлинения алюминиевых проволок при обжатии алюминиевой втулки. Необходимое расстояние между алюминиевыми проволоками и концом стальных проволок до обжатия составляет, как правило, 30-40 мм. Надеть обжимной стальной оконцеватель на стальной сердечник. Обжать стальной оконцеватель, начиная от конца сердечника, с максимальным перекрытием 2-10%.
Натянуть алюминиевую втулку на стальной оконцеватель. Оставить расстояние между концом алюминиевой втулки и закраиной стального оконцевателя с учетом удлинения 40 мм, если диаметр провода менее или равен 30 мм, и 50 мм, если диаметр провода более 30 мм. Провести первое обжатие на коническом конце алюминиевой втулки. Это фиксирует втулку на месте и препятствует удлинению алюминия в сторону испытуемого участка. Продолжить обжатие, удаляясь от испытуемого участка, с интервалами 20% по необжатому металлу. Прекратить обжатие при достижении заливного отверстия втулки; оконцеватель и стальной сердечник слишком малы, чтобы выдержать обжатие алюминиевой втулки в этом месте. Продолжить обжатие на другой части оконцевателя, чтобы зафиксировать алюминиевую втулку на обжатой части стального оконцевателя.
Алюминиевая втулка должна быть сориентирована так, чтобы не влиять на перемещения провода при испытании.
B.5 Испытательная установка
Образец размещают всей его длиной в желобе, а желоб устанавливают так, чтобы провод при приложении нагрузки не поднимался более чем на 10 мм. Это проверяют измерениями перед натяжением провода.
В процессе испытания расстояние между зажимом, отмечающим контрольную длину, и концом втулки контролируют с помощью штангенциркуля для подтверждения, что в конце цикла приложения нагрузки при 85% установленной прочности при растяжении, когда возвращаются к начальной нагрузке, оно изменилось не более чем на 1 мм по сравнению со значением до испытания (при испытании расстояние может изменяться более чем на 1 мм). Погрешность при измерении должна быть не более 0,1 мм.
Деформацию провода оценивают измерением перемещений двух концов контрольной длины. Контрольные риски должны быть связаны с болтовыми зажимами, которые фиксируют стальные и алюминиевые проволоки провода. Контрольные пластины могут использоваться с контроллерами с круговой шкалой или датчиками перемещения, пластины следует устанавливать перпендикулярно проводу. Скручивание провода, подъем и раскачивание, допустимые в процессе испытания, не должны вносить погрешности в показаниях более 0,3 мм.
Примечания
1 Ослабление натяжения проволок может проявляться в виде радиального вздутия проволок на несколько миллиметров. Это вздутие исчезает при более сильном натяжении вследствие эластичного удлинения и снова появляется, когда натяжение ослабляют.
2 Подергивание при более высоких нагрузках может быть показателем проскальзывания повивов проволок или показателем скольжения алюминия по стальному сердечнику, обусловленного недостаточным закреплением болтовых зажимов. Результатом слишком слабого закрепления зажимов является то, что вздутие наружного повива распространяется по испытуемой длине, смещая риски, так что измеренное удлинение становится меньше реального удлинения.
B.6 Испытательные нагрузки проводов
Порядок приложения нагрузки к проводу при испытании "усилие-деформация" следующий:
a) производят натяжение провода с начальным значением 2% от RTS (установленная разрывная прочность) для его выпрямления. После выпрямления ослабляют нагрузку (см. примечание 1) и устанавливают датчики натяжения на ноль для нулевого натяжения;
b) если фиксация данных "усилие-деформация" не проводится непрерывно, то фиксируют значения с интервалом 2,5% RTS, округленные до ближайшего значения в килоньютонах;
c) нагружают до 30% RTS и выдерживают в течение 30 мин. Фиксируют значения после 5, 10, 15 и 30 мин в течение указанного периода. Снижают нагрузку до начального значения;
d) снова нагружают до 50% RTS и выдерживают в течение 1 ч. Фиксируют значения после 5, 10, 15, 30, 45 и 60 мин. Снижают нагрузку до начального значения;
e) снова нагружают провод до 70% RTS и выдерживают в течение 1 ч. Фиксируют значения после 5, 10, 15, 30, 45 и 60 мин. Снижают нагрузку до начального значения.
f) снова нагружают провод до 85% RTS и выдерживают в течение 1 ч. Фиксируют значения после 5, 10, 15, 30, 45 и 60 мин. Снижают нагрузку до начального значения.
g) после четвертого этапа вновь прикладывают нагрузку, равномерно увеличивая ее до разрыва провода. Фиксируют одновременно значения нагрузки и удлинения до 85% RTS (см. примечание 2) с теми же интервалами, что и в предыдущих случаях.
h) скорость увеличения нагрузки должна быть равномерной в процессе испытания. Время, необходимое для достижения 30% RTS, должно находиться в интервале 1-2 мин. Ту же скорость выдерживают в течение всех испытаний.
Примечания
1 Если для испытания используют конические зажимы, снятие нагрузки может вызвать освобождение зажима, и, соответственно, в этом случае начальная нагрузка 2% RTS должна сохраняться при установке датчиков натяжений на ноль.
2 Особые предосторожности должны быть приняты при испытании проводов типа A1F выше 70% RTS.
B.7 Испытательные нагрузки стальных сердечников
Условия нагрузки при испытании "усилие-деформация" стальных сердечников проводов типа AxF/Syz следующие.
Испытание включает в себя последовательные приложения нагрузки в тех же условиях, что и для проводов - 30%, 50%, 70% и 85% RTS.
Стальной сердечник нагружают таким образом, чтобы удлинение в начале каждого периода выдержки соответствовало удлинению, полученному на проводе при 30%, 50%, 70% и 85% RTS соответственно.
B.8 Кривые "усилие-деформация"
Кривую "усилие-деформация" получают, прочертив сглаженную кривую через точки 30 мин и 1 ч при нагрузках 30%, 50%, 70% и 85% RTS. Для получения характеристической кривой устраняют с нижнего конца влияние любого ослабления натяжения, которое может вызываться вытяжкой алюминия, происходящей в концевых зажимах. Корректируют кривую, чтобы она проходила через ноль. Заказчику (потребителю) предоставляют одновременно характеристическую кривую "усилие-деформация" и лабораторные кривые.
Приложение C
(обязательное)
Номинальная масса смазки проводов, скрученных из профилированных проволок
При применении смазки в неизолированных проводах типа AxF/Sxy для уменьшения риска коррозии масса смазки может быть определена следующим способом, приведенном в настоящем приложении.
Поскольку некоторые провода имеют профилированные проволоки, между которыми остаются очень малые пустоты, то для расчета массы смазки необходимо рассматривать только пустоты, имеющиеся в сердечнике из круглых проволок.
Предположив, что смазка полностью заполняет пустоты между проволоками сердечника, объем смазки в любом повиве можно вычислить по следующей формуле (см. таблицу C.1):
![]() , (C.1)
, (C.1)
где - наружный диаметр повива, мм;
- внутренний диаметр повива, мм;
- диаметр или эквивалентный диаметр проволок повива, мм;
- число проволок повива;
- объем смазки повива.
Для проводов, имеющих несколько повивов, общая масса смазки может быть получена сложением значений, полученных для каждого повива.
Приняв, что существует геометрическая зависимость между всеми параметрами уравнения (C.1), можно выразить общую массу смазки в проводе следующим отношением:
![]() , (C.2)
, (C.2)
где - коэффициент, который зависит от скрутки провода, плотности смазки и от коэффициента заполнения (процентное отношение от теоретического объема);
- диаметр проволоки сердечника, мм;
- масса смазки, кг/км.
Значения k приведены в таблице C.1 при плотности смазки 0,87 г/см и при коэффициенте заполнения 0,7.
Таблица C.1 - Коэффициент k для массы смазки
Скрутка (стальной сердечник со смазкой) | k | |
Алюминий | Сталь (число проволок) | |
Для любого числа повивов | - | - |
1 | - | |
7 | 0,30 | |
19 | 0,46 | |
Приложение D
(справочное)
Рекомендуемые размеры и таблицы параметров проводов
D.1 Общие замечания
В настоящем приложении приведены примеры конструкций проводов. Для новых разработок рекомендуется выбирать размеры и параметры проводов, приведенные в настоящем приложении. Провода с наружными диаметрами и механическими параметрами, приведенные в настоящем стандарте, предназначены для выбора проводов при замене существующих воздушных линий аналогичных конструкций. По согласованию между изготовителем и заказчиком (потребителем) могут быть предложены и рассмотрены другие размеры и параметры, неприведенные в настоящем стандарте; при этом параметры проводов должны соответствовать требованиям настоящего стандарта.
Цифровой код в обозначении провода (например, 500 в 500-A2F-28) обозначает сечение, эквивалентное алюминию типа A1.
Провода, имеющие одинаковый цифровой код, имеют одинаковое электрическое сопротивление постоянному току независимо от их типа, обозначения или скрутки. Поэтому предлагаемые размеры проводов обеспечивают удобный выбор оптимального типа провода по установленной вследствие исследований сети удельной проводимости (или допустимой силе тока).
При замене проводов существующих линий следует обращать внимание на тот факт, что допустимая сила тока может быть такой же, но при уменьшенной площади теплового излучения.
D.2 Расчет параметров проводов
В обозначение провода входят цифровой код, обозначение материала и число, указывающее наружный диаметр.
Примеры
1500-A1F-262.
2 505/65-A1F/S1B-281.
Исходя из этих данных могут быть определены и все параметры проводов, при этом каждое полученное значение округляют до числа значащих цифр, соответствующего требованиям настоящего стандарта.
D.2.1 Общее сечение алюминиевых проволок
Общее сечение алюминиевых проволок в миллиметрах в квадрате:
![]() .
.
Это сечение округляют до трех значащих цифр для проводов сечением менее 1000 мм и четырех цифр - для проводов сечением более 1000 мм
.
D.2.2 Эквивалентный диаметр круглых алюминиевых проволок
Эквивалентный диаметр круглых алюминиевых проволок в миллиметрах:
![]() .
.
D.2.3 Диаметр проволок сердечника
В повивах из круглых проволок одного диаметра число проволок увеличивают на 6 от одного повива к другому. Поэтому если все повивы провода имеют проволоки одного диаметра, общее число проволок составляет: 1, 7, 19 и т.д.
Диаметр проволок сердечника в миллиметрах:
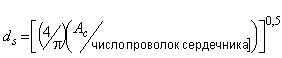 .
.
Заданная площадь сердечника , минимальный и максимальный размеры проволок по МЭК 60104 и МЭК 60889 будут определять число проволок в сердечнике.
D.2.4 Диаметр провода
Наружный диаметр провода соответствует последнему числу в обозначении провода.
D.2.5 Линейная масса
Поперечные сечения стальных и алюминиевых проволок умножают на значения плотности при 20°С: 2,70 кг/дм для проволок типа AxF или типа Ах и 7,78 кг/дм
для проволок типа Syz.
Результат увеличивают в соответствии с нормами, приведенными в таблице 2 настоящего стандарта для учета спиральной формы проволок.
Значение линейной массы округляют до первого знака после запятой.
D.2.6 Установленная разрывная прочность при растяжении RTS
RTS определяют по 5.8 и округляют до второго знака после запятой.
D.2.7 Электрическое сопротивление постоянному току
Электрическое сопротивление постоянному току провода определяют из электрического сопротивления алюминиевой части провода с учетом норм увеличения в соответствии с таблицей 2 настоящего стандарта. Это значение представляют с четырьмя знаками после запятой.
Таблица D.1 - Параметры некоторых проводов типа A1F
Цифровой код | Сечение, мм | Диаметр, мм | Линейная масса, кг/км | Номинальная прочность при растяжении, кН | Электрическое сопротивление постоянному току при температуре 20°С, Ом/км |
100 | 100 | 12,16 | 275 | 17,5 | 0,2873 |
125 | 125 | 13,42 | 344 | 21,3 | 0,2299 |
160 | 160 | 15,01 | 439 | 27,2 | 0,1796 |
200 | 200 | 16,65 | 550 | 33,0 | 0,1437 |
250 | 250 | 18,49 | 688 | 41,3 | 0,1149 |
315 | 315 | 20,65 | 866 | 52,0 | 0,0912 |
400 | 400 | 23,57 | 1105 | 66,0 | 0,0722 |
450 | 450 | 24,91 | 1244 | 74,3 | 0,0642 |
500 | 500 | 26,20 | 1383 | 82,5 | 0,0578 |
560 | 560 | 27,62 | 1548 | 92,4 | 0,0516 |
630 | 630 | 29,23 | 1742 | 100,8 | 0,0459 |
710 | 710 | 31,11 | 1964 | 115,5 | 0,0407 |
800 | 800 | 32,97 | 2212 | 128,0 | 0,0361 |
900 | 900 | 35,06 | 2495 | 148,5 | 0,0322 |
1000 | 1000 | 36,87 | 2772 | 160,0 | 0,0290 |
Примечание - Коэффициент скрутки может иметь небольшие отличия от МЭК 61089 | |||||
Таблица D.2 - Параметры проводов типа A1F/S1A
Циф- | Сече- | Стальная проволока | Диа- | Линейная масса, кг/км | Номи- | Электри- | |||
Чис- | Диа- | Алю- | Сталь | Всего | |||||
100/17 | 100,0 | 1 | 4,61 | 12,0 | 274 | 130 | 404 | 34,8 | 0,2855 |
125/7,5 | 125,0 | 1 | 3,09 | 13,5 | 342 | 59 | 401 | 28,9 | 0,2284 |
160/10 | 160,0 | 1 | 3,49 | 15,3 | 441 | 75 | 516 | 37,0 | 0,1798 |
208/28 | 208,0 | 7 | 2,25 | 18,3 | 576 | 217 | 793 | 66,9 | 0,1383 |
250/32 | 250,0 | 7 | 2,43 | 19,9 | 690 | 255 | 945 | 78,3 | 0,1153 |
300/39 | 300,5 | 7 | 2,67 | 21,8 | 831 | 307 | 1139 | 94,4 | 0,0961 |
370/48 | 370,9 | 7 | 2,96 | 24,1 | 1026 | 377 | 1403 | 114,0 | 0,0777 |
400/52 | 400,0 | 7 | 3,07 | 25,1 | 1104 | 407 | 1511 | 121,0 | 0,0721 |
456/59 | 456,0 | 7 | 3,28 | 26,7 | 1259 | 463 | 1722 | 138,0 | 0,0632 |
505/65 | 505,3 | 7 | 3,45 | 28,1 | 1395 | 513 | 1908 | 153,0 | 0,0571 |
593/77 | 593,5 | 7 | 3,74 | 31,2 | 1646 | 602 | 2248 | 185,0 | 0,0488 |
622/153 | 622,5 | 19 | 3,20 | 34,0 | 1834 | 1198 | 3032 | 276,0 | 0,0437 |
710/114 | 710,0 | 19 | 2,76 | 34,1 | 1976 | 894 | 2870 | 246,0 | 0,0410 |
731/77 | 731,5 | 19 | 2,27 | 34,0 | 2032 | 603 | 2635 | 210,0 | 0,0367 |
800/128 | 800,0 | 19 | 2,93 | 36,2 | 2226 | 1007 | 3233 | 275,0 | 0,0363 |
902/74 | 901,9 | 19 | 2,22 | 36,1 | 2518 | 579 | 3097 | 235,0 | 0,0323 |
975/167 | 974,9 | 19 | 3,34 | 40,6 | 2728 | 1308 | 4036 | 345,0 | 0,0300 |
1000/130 | 1000,0 | 19 | 2,95 | 39,8 | 2779 | 1023 | 3802 | 308,0 | 0,0290 |
1092/89 | 1092,5 | 19 | 2,44 | 40,6 | 3046 | 701 | 3747 | 280,0 | 0,0267 |
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов ссылочным национальным стандартам Российской Федерации
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
МЭК 60050-466:1990 | - | * |
МЭК 60104:1987 | - | * |
МЭК 60888:1987 | - | * |
МЭК 60889:1987 | - | * |
МЭК 61089:1991 | - | * |
МЭК 61232:1993 | - | * |
МЭК 61395:1998 | - | * |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в ОАО "ВНИИКП". | ||
УДК 621.315.14:006.354 | ОКС 29.240.20 | Е41 | ОКП 35 1142 | 29.060.10 |
Ключевые слова: провода для воздушных линий электропередачи, технические требования, испытания, упаковка, маркировка | ||||
Электронный текст документа
и сверен по:
, 2015
{kind=link}