ГОСТ Р МЭК 61188-5-1-2012
Группа Э02
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Печатные платы и печатные узлы. Проектирование и применение
Часть 5-1
АНАЛИЗ СОЕДИНЕНИЙ (ПОСАДОЧНЫЕ МЕСТА ДЛЯ МОНТАЖА КОМПОНЕНТОВ)
Общие требования
Printed boards and printed board assemblies. Design and use. Part 5-1. Attachment (land/joint) considerations. Generic requirements
ОКС 31.180
31.190
Дата введения 2013-07-01
Предисловие
1 ПОДГОТОВЛЕН Автономной некоммерческой организацией "Измерительно-информационные технологии" (АНО "Изинтех") на основе аутентичного перевода на русский язык указанного в пункте 4 международного стандарта, выполненного российской комиссией экспертов МЭК/ТК 91
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 420 "Базовые несущие конструкции, печатные платы, сборка и монтаж электронных модулей", подкомитетом ПК-3 "Технология сборки и монтажа радиоэлектронных модулей"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 26 сентября 2012 года N 434-ст
4 Настоящий стандарт идентичен международному стандарту МЭК 61188-5-1:2002* "Печатные платы и печатные узлы. Проектирование и применение. Часть 5-1 Проблемы креплений (контактные площадки/стыки). Общие требования" (IEC 61188-5-1:2002 "Printed boards and printed board assemblies - Design and use - Part 5-1: Attachment (land/joint) considerations - Generic requirements").
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5 (пункт 3.5).
Стандарт ГОСТ Р МЭК 61188-5 под общим названием "Печатные платы и печатные узлы. Проектирование и применение. Часть 5. Анализ соединений (посадочные места для монтажа компонентов)" состоит из следующих частей:
- Часть 5-1. Общие требования;
- Часть 5-2. Дискретные компоненты;
- Часть 5-3. Компоненты с выводами в форме крыла чайки с двух сторон;
- Часть 5-4. Компоненты с J-образными выводами по двум сторонам;
- Часть 5-5. Компоненты с выводами в форме крыла чайки с четырех сторон;
- Часть 5-6. Компоненты с J-образными выводами по четырем сторонам;
- Часть 5-8. Компоненты с матрицей выводов (BGA, FBGA, CGA, LGA).
Приложение А приведено для справки.
Информация из приложения В стандарта МЭК 61188-5-1 перенесена в раздел 3 "Термины, определения и сокращения" в соответствии с требованиями ГОСТ Р 1.5-2012 (пункт 8.1.2).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
1 Область применения
Настоящий стандарт предоставляет информацию о геометрии посадочных мест, используемых для поверхностного монтажа электронных компонентов. Основная цель настоящего стандарта - обеспечить надлежащие размеры, формы и допуски посадочных мест для поверхностного монтажа, чтобы гарантировать достаточную область для требуемой галтели припоя, а также предоставить возможность осмотра, тестирования и ремонта получаемых паяных соединений.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты*. При датированных ссылках применяется только упомянутое издание. При недатированных ссылках применяется последнее издание ссылочного документа (включая любые дополнения).
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
МЭК 60097 Системы координатных сеток для печатных схем (IEC 60097, Grid systems for printed circuits)
МЭК 60194 Платы печатные. Проектирование, изготовление и монтаж. Термины и определения (IEC 60194, Printed board design, manufacture and assembly - Terms and definitions)
МЭК 61188-1-1 Платы печатные и печатные узлы - Проектирование и применение - Часть 1-1. Общие требования - Рекомендации по плоскостности для электронных сборок (IEC 61188-1-1, Printed boards and printed board assemblies - Design and use - Part 1-1: Generic requirements - Flatness considerations for electronic assemblies)
МЭК 61191-1 Печатные узлы. Часть 1: Поверхностный монтаж и связанные с ним технологии. Общие технические требования (IEC 61191-1, Printed board assemblies - Part 1: Generic specification - Requirements for soldered electrical and electronic assemblies using surface mount and related assembly technologies)
МЭК 61191-2 Печатные узлы. Часть 2: Требования к печатным узлам с поверхностным монтажом (IEC 61191-2, Printed board assemblies - Part 2: Sectional specification - Requirements for surface mount soldered assemblies)
МЭК 61192-1 Требования к качеству печатных узлов. Часть 1: Общие требования (IEC 61192-1, Workmanship requirements for soldered electronic assemblies - Part 1: General)
МЭК 61192-2 Требования к качеству изготовления печатных узлов - Часть 2: Поверхностный монтаж (IEC 61192-2, Workmanship requirements for soldered electronic assemblies - Part 2: Surface-mount assemblies)
МЭК 61760-1 Технология поверхностного монтажа - Часть 1: Стандартный метод для требований компонентов поверхностного монтажа (КПМ) (IEC 61760-1, Surface mounting technology - Part 1: Standard method for the specification of surface mounting components (SMDs))
МЭК 62326 (все части) Печатные платы (IEC 62326 (All parts), Printed boards)
3 Термины, определения и сокращения
В настоящем стандарте применены термины по МЭК 60194, а также следующие термины с соответствующими определениями.
3.1 Термины и определения
3.1.1 внутреннее переходное отверстие (buried via): Металлизированное отверстие, не имеющее выход ни на одну из сторон печатной платы.
3.1.2 глухое переходное отверстие (blind via): Металлизированное отверстие, имеющее выход только на одну сторону печатной платы.
[МЭК 60194]
3.1.3 двухсторонняя сборка (assembly, double-sided): Электронный модуль, включающий в себя корпусные механические детали и компоненты, смонтированные на обеих сторонах.
3.1.4 заглубленный вывод (castellation): Утопленный металлизированный элемент на краю безвыводного кристаллоносителя, который используют для межсоединений проводящих поверхностей или граней кристалла с кристаллоносителем.
[МЭК 60194]
3.1.5 закрытое переходное отверстие (tented via): Глухое или сквозное переходное отверстие, внешняя поверхность которого на лицевой, обратной или обеих сторонах электронного модуля полностью покрыта маскирующим материалом для предотвращения попадания рабочего раствора, припоя или загрязнения в отверстие. В качестве материала покрытия используют сухое покрытие полимерной пленки (паяльная маска), предварительно пропитанный стеклотекстолит (препрег) и т.д.
3.1.6 запас области установки (courtyard excess): Область между внешней границей области установки и прямоугольником, ограничивающим посадочное место и компонент. Запас области установки может быть различным по осям Х и Y.
3.1.7 интегральная схема (integrated circuit (IC)): Комбинация неразделяемых элементов схемы, сформированных вместе и соединенных на поверхности или внутри одного материала основания для выполнения электрических функций.
[МЭК 60194]
3.1.8 компонент (component): Отдельная деталь или несколько деталей, соединенные вместе, выполняющие функции, заложенные при проектировании (см. также "Дискретные компоненты" в МЭК 60194).
[МЭК 60194]
3.1.9 контактная площадка (land): Часть проводящего рисунка, обычно, но не исключительно, используемая для создания электрических соединений, прикрепления компонентов или и того и другого.
3.1.10 контрольный чертеж (master drawing): Документ, определяющий допустимые размерные ограничения или положения элементов в координатной сетке, которые применимы ко всем частям изготовляемого изделия, включая расположение проводящего и непроводящего рисунков или элементов, размер, класс, расположение отверстий и всю другую необходимую информацию.
[МЭК 60194]
3.1.11 координатная сетка (grid): Ортогональная сетка параллельных равноудаленных линий, которая используется для определения положения точек на печатной плате.
[МЭК 60194]
3.1.12 корпус DIP (dual in-line package (DIP)): Прямоугольный корпус компонента с двумя рядами выводов вдоль длинных сторон корпуса, сформированными под прямым углом к плоскости, параллельной основанию корпуса.
[МЭК 60194]
3.1.13 корпус Flat Pack (flat pack): Прямоугольный корпус компонента, содержащий ряд выводов, расположенных параллельно друг другу и выходящих из длинных сторон корпуса на всей их длине.
[МЭК 60194]
3.1.14 корпус SIP (single in-line package (SIP)): Корпус компонента с одним прямым рядом штырьковых или проволочных выводов.
3.1.15 кристаллоноситель (chip carrier): Низкопрофильный, обычно прямоугольный, поверхностно-монтируемый корпус, в который вмонтирован кристалл микросхемы. Его внешние соединения чаще всего расположены по четырем сторонам корпуса. (Он может быть с выводами или безвыводной.)
3.1.16 кристаллоноситель без выводов (ieadiess chip carrier): Кристаллоноситель, внешние соединения которого состоят из металлизированных локальных областей, являющихся неотъемлемой частью тела компонента (см. также "Кристаллоноситель с выводами").
[МЭК 60194]
3.1.17 кристаллоноситель с выводами (leaded chip carrier): Кристаллоноситель, внешние соединения которого состоят из выводов, находящихся вокруг и под корпусом (см. также "Кристаллоноситель без выводов").
[МЭК 60194]
3.1.18 коэффициент температурного расширения (КТР) (coefficient of thermal expansion (CTE)): Линейное изменение размеров материала, приходящееся на единицу изменения температуры (см. также "Несоответствие теплового расширения").
[МЭК 60194]
3.1.19 лицевая сторона (primary side): Сторона электронного модуля, которая определена в данном качестве на контрольном чертеже. (Обычно это та сторона, которая содержит наиболее сложные компоненты или наибольшее число компонентов.)
[МЭК 60194]
3.1.20 материал основания (base material): Изоляционный материал, на котором формируется проводящий рисунок. (Материал основания может быть жестким, гибким или гибко-жестким; он может быть диэлектрическим или металлическим листом, который покрыт изоляционным слоем.)
[МЭК 60194]
3.1.21 модуль (module): Отдельное устройство в компоновке изделия.
[МЭК 60194]
3.1.22 монтаж в сквозные отверстия (through-hole technology (ТНТ)): Процесс монтажа корпусов компонентов, при котором выводы компонента проходят через монтажные (сквозные металлизированные) или немонтажные (неметаллизированные) отверстия в печатной плате.
3.1.23 монтажная зона области установки (courtyard manufacturing zone): Область установки с учетом производственных припусков, которая будет гарантировать:
- бездефектный монтаж поверхностно монтируемых элементов;
- правильное функционирование схемы, то есть функционирование не ухудшается из-за слишком маленьких расстояний между соседними компонентами;
- проверку паяных соединений и электрического функционирования и, если требуется, ремонт и доработку.
3.1.24 навесной проводник (jumper wire): Отдельное электрическое соединение, являющееся частью базовой схемы и используемое для создания переходов между фрагментами основного проводящего рисунка, сформированного на печатной плате.
[МЭК 60194]
3.1.25 несоответствие теплового расширения (thermal expansion mismatch): Разница между тепловым расширением двух материалов, которые соединены друг с другом (см. также "Коэффициент теплового расширения (КТР)").
3.1.26 несущая конструкция (constraining core): Несущая плата, которая находится внутри электронного модуля.
[МЭК 60194]
3.1.27 номинальный размер (basic dimension): Числовое значение, используемое для описания теоретически точного расположения фрагмента или отверстия. (Это номинальное положение элемента, от которого устанавливаются допустимые отклонения.)
[МЭК 60194]
3.1.28 номинальный размер (nominal dimension): Размер, находящийся между максимальным и минимальным размерами фрагмента (допуск номинального размера дает пределы изменения размера элемента).
3.1.29 область установки (компонента) (courtyard): Наименьшая прямоугольная область, которая обеспечивает минимальное электрически и механически безопасное расстояние (запас области установки) вокруг объединенного тела компонента и границ посадочного места.
3.1.30 обратная сторона (secondary side): Сторона печатного узла, которая противоположна лицевой стороне. (Она называется также "сторона пайки" для технологии монтажа в сквозные отверстия.)
[МЭК 60194]
3.1.31 односторонняя сборка (assembly, single-sided): Электронный модуль с компонентами, смонтированными на одной стороне.
3.1.32 опорное отверстие (supported hole): Отверстие в печатной плате, которое имеет собственную внутреннюю металлизированную поверхность или другие варианты армирования.
[МЭК 60194]
3.1.33 опорная плоскость (supporting plane): Плоская структура, которая является частью электронного модуля, обеспечивающая механическую опору, термомеханическое крепление, термическую проводимость и/или электрические характеристики. (Она может быть либо внутренней, либо внешней по отношению к электронному модулю (см. также "Несущая конструкция").)
[МЭК 60194]
3.1.34 переходное металлизированное отверстие (via): Сквозное металлизированное отверстие, которое используется как межслойное соединение, но не предназначено для установки выводов компонентов или других армирующих материалов. (См. также "Глухое отверстие" и "Внутреннее отверстие".)
[МЭК 60194]
3.1.35 печатная плата (printed board): Общий термин, используемый для полностью изготовленных печатных схем и структуры проводящего рисунка. (Подразумеваются односторонние, двухсторонние и многослойные платы с жестким, гибким и гибко-жестким основанием.)
[МЭК 60194]
3.1.36 печатный узел на основе платы с печатной схемой (проводящим рисунком) (assembly, printed circuit (wiring)): Печатная плата с печатной схемой (с проводящим рисунком и печатными компонентами схемы) или с проводящим рисунком, на которой установлены отдельно изготовленные части и компоненты.
3.1.37 посадочное место (footprint): См. "Рисунок контактных площадок".
[МЭК 60194]
3.1.38 посадочное место (land pattern): Комбинация контактных площадок, используемых для монтажа, соединения и контроля отдельных компонентов.
[МЭК 60194]
3.1.39 посадочное место компонента (component mounting site): Участок на печатной плате, который состоит из контактных площадок и проводников к дополнительным контактным площадкам для тестирования или к переходным отверстиям, которые ассоциируются с монтажом отдельного компонента.
[МЭК 60194]
3.1.40 проводник (conductor): Отдельное соединение в проводящем рисунке.
[МЭК 60194]
3.1.41 проводящий рисунок (conductive pattern): Конфигурация или топология из проводящего материала на печатной плате. (Это проводники, контактные площадки и переходные отверстия.)
[МЭК 60194]
3.1.42 проводящий рисунок без печатных компонентов (printed wiring): Проводящий рисунок, который обеспечивает непосредственные соединения, но не имеет печатных компонентов заданной конфигурации на базовом основании (см. также "Печатная схема").
[МЭК 60194]
3.1.43 реперный знак (fiducial mark): Фрагменты печатной платы, используемые для обеспечения общих измеряемых координат для монтажа и процессов контроля, которые требуют точности позиционирования.
3.1.44 сборка (assembly): Множество деталей, подсборок или их комбинаций, соединенных вместе.
[МЭК 60194]
3.1.45 сборка, печатный узел (assembly, printed board): Сборка нескольких печатных узлов с печатной схемой или печатных узлов с проводящим рисунком, или их комбинация.
3.1.46 сборка, электронный модуль (assembly, packaging and interconnecting (P&IA)): Общий термин для сборки, которая имеет электронные компоненты, смонтированные на одной или двух сторонах конструкции с межсоединениями, и включает в себя корпусные механические детали.
3.1.47 система "кристалл на плате" (chip-on-board (COB)): Технология сборки с использованием бескорпусных кристаллов и их соединения посредством проводников или подобной техники. Обычно площадь, занимаемая кристаллами, меньше, чем печатная плата.
[МЭК 60194, модифицированный]
3.1.48 сквозное металлизированное отверстие (plated-through hole): Отверстие с металлизацией его стенок, обеспечивающее электрические соединения между проводящими рисунками на внутренних слоях, внешних слоях или теми и другими в составе печатной платы.
[МЭК 60194]
3.1.49 сквозное соединение (through connection): Электрическое соединение между проводящими рисунками на разных слоях многослойной печатной платы, например сквозное металлизированное отверстие.
3.1.50 совмещение (registration): Степень соответствия расположения рисунка (или его части), отверстия или другого фрагмента назначенному ему месту в изделии.
[МЭК 60194]
3.1.51 технологический реперный знак (tooling feature): Топологический фрагмент, который используют исключительно для базирования печатных плат или заготовок в процессе производства, сборки и тестирования (см. также "Технологический край платы", "Маркировка технологического края платы", "Технологический вырез", "Технологический паз" и "Технологическое отверстие").
[МЭК 60194]
3.1.52 технология поверхностного монтажа (surface-mount technology (SMT)): Технология, при которой электрическое соединение компонентов происходит на поверхности проводящего рисунка печатной платы, и не используются монтажные отверстия.
3.1.53 технология с применением компонентов с малым шагом выводов (fine-pitch technology): Технология монтажа компонентов с шагом выводов менее 0,635 мм.
[МЭК 60194]
3.1.54 технология смешанного монтажа (mixed mounting technology): Технология монтажа компонентов, использующая как технологию монтажа в сквозные отверстия, так и технологию поверхностного монтажа в одном электронном модуле.
3.1.55 управление статическим электричеством (static electricity control): Методика использования материалов и установок для исключения или разряда накапливаемого статического электричества за счет обеспечения цепей непрерывного разряда.
3.1.56 электронный модуль (packaging and interconnection structure (P&IS)): Общий термин для описания изделия, состоящего из полностью объединенных материалов основания, опорных плоскостей или несущих конструкций и проводников межсоединений, которые используют для монтажа и межсоединений компонентов.
[МЭК 60194]
3.1.57 электронный узел на многослойной печатной схеме (плате) (assembly, multilayer printed circuit (wiring)): Многослойная печатная схема (с проводящим рисунком и печатными компонентами схемы) или многослойная печатная плата с проводящим рисунком, на которую добавлены отдельно изготовленные компоненты и детали.
3.1.58 электростатический заряд (static charge): Электрический заряд, который накопился или образовался на поверхности материала.
3.2 Сокращения
В настоящем стандарте применены следующие сокращения:
DIA | - (допуск) в диаметральном выражении; |
DTP | - отклонение в диаметральном выражении (Diameter of true position); |
FPT | - технология малого шага (Fine pitch technology); |
LMC | - условие минимального использования материала (Least material condition); |
MMC | - условие максимального использования материала (Maximum material condition); |
REF или () | - справочный (Reference); |
RFS | - независимо от размера элемента (Regardless of feature size); |
RMS | - среднеквадратичное значение (Room mean square); |
TYP | - типовой; |
ИК (IR) | - инфракрасный (Infrared); |
ИС (IC) | - интегральная схема (integrated circuit); |
КПМ (SMD) | - поверхностно монтируемый компонент (surface mounting components); |
КТР (CTE) | - коэффициент температурного расширения (coefficient of thermal expansion); |
MCO (THT) | - монтаж в сквозные отверстия (Through-hole technology); |
ОК (OA) | - органическая кислота (Organic acid); |
ПП (PB) | - печатная плата (Printed board); |
CMO (PTH) | - сквозное металлизированное отверстие (plated-through hole); |
ТПМ (SMT) | - технология поверхностного монтажа (Surface mount technology); |
ЭМ (P&IS) | - электронный модуль (packaging and interconnection structure). |
4 Требования к проектированию
4.1 Общие требования
Хотя во многих случаях геометрия посадочных мест может быть различной в зависимости от метода пайки, используемой для монтажа электронной части, везде, где возможно, посадочные места определены таким образом, что они очевидны для используемого процесса монтажа. Разработчики могут использовать информацию, содержащуюся в настоящем стандарте, для определения типовой геометрии не только для ручного проектирования, но также и для систем автоматизированного проектирования. Установлены ли компоненты на одной или обеих сторонах платы, в зависимости от пайки волной, методом оплавления или другим методом пайки, посадочные места и размеры элемента рекомендуется оптимизировать, чтобы обеспечить необходимое паяное соединение и условия для контроля.
Хотя для посадочных мест размеры определены и они - часть геометрии печатной схемы, посадочные места являются объектом, зависящим от технологического уровня производства с учетом технологических допусков, связанных с металлизацией, травлением, монтажом или другими операциями. Технологические аспекты также имеют отношение к использованию паяльной маски и совмещения паяльной маски и проводящего рисунка.
Примечание 1 - Размеры, используемые при описании компонентов, получены из стандартов, разработанных индустриальными комитетами и/или комитетами по стандартизации. Рекомендуется, чтобы разработчики обращались к этим стандартам за дополнительной информацией о размерах корпуса компонента.
Примечание 2 - Для полного описания данной печатной платы и для достижения наилучшего паяного соединения с монтируемыми компонентами целый набор составных элементов проектирования помимо определения посадочного места включает в себя:
- паяльную маску;
- трафарет паяльной пасты;
- расстояние между соседними компонентами;
- расстояние между основанием компонента и поверхностью печатной платы, если необходимо;
- запретные области, если необходимо;
- соответствующие правила при применении клея.
Все составные элементы конструирования определяются как требования монтажа. Настоящий стандарт определяет посадочные места и включает в себя рекомендации по расстоянию между соседними компонентами и рекомендации для других элементов конструирования.
Примечание 3 - Посадочные места и другие составные элементы требований монтажа, особенно области установки компонента, приведенные в настоящем стандарте, связаны с процессом пайки оплавлением. Требования при пайке волной или других процессах пайки, если они используются, определяет проектировщик. Это также может потребоваться, если используется припой, отличный от эвтектического припоя олово-свинец.
Примечание 4 - Для целей настоящего стандарта принимают, что посадочное место следует принципу обеспечения для пайки перекрытия вывода компонента и соответствующей контактной площадки даже в самом неблагоприятном случае.
Примечание 5 - Проблемы отвода тепла при высокой температуре в настоящем стандарте не рассматриваются.
Примечание 6 - Более тяжелые компоненты (большая масса на контактную площадку) требуют увеличенных контактных площадок. В некоторых случаях контактные площадки, указанные в настоящем стандарте, возможно, не являются достаточно большими; в этих случаях может потребоваться применение дополнительных мер крепления.
Примечание 7 - Форма контактной площадки может быть прямоугольной с прямыми или закругленными углами. В последнем случае площадь наименьшего описанного прямоугольника должна быть равна площади контактной площадки с прямыми углами.
Примечание 8 - Посадочные места для сплавов бессвинцового припоя, возможно, нуждаются в модификациях, для того чтобы оптимизировать процессы монтажа и надежность паяного соединения.
4.1.1 Классификация
Стандарт МЭК по требованиям к пайке (МЭК 61191-1) определяет, что электрические и электронные модули классифицируют по предполагаемому использованию конечного изделия. Были установлены три основных класса конечного изделия, чтобы описать различия в технологиях, требованиях к функциональной способности и частоте проверок (осмотров/испытаний). Следует отметить, что перекрытия аппаратуры между классами допускаются.
Заказчик электронных модулей ответственен за определение класса, к которому принадлежит изделие. В контракте должен быть определен требуемый класс и указаны любые исключения или дополнительные требования к параметрам, где необходимо.
КЛАСС А: Электронные изделия общего назначения.
Включает в себя товары широкого потребления, персональные компьютеры и периферийные устройства, электронные модули и блоки, пригодные для применения в областях, где главным требованием является функционирование готового изделия.
КЛАСС В: Специализированная электронная аппаратура.
Включает в себя коммуникационную аппаратуру, сложные вычислительные средства и электронную аппаратуру, для которых требуются высокое качество и длительный срок службы и для которых желательна, но не обязательна, бесперебойная эксплуатация. Типовые условия эксплуатации у конечного заказчика, как правило, не приводят к отказам.
КЛАСС С: Электронная аппаратура ответственного назначения.
Включает в себя все оборудование, где непрерывная работа или работа по требованию является обязательной. Простой оборудования не может быть допущен, потребительские нужды могут быть абсолютно непредсказуемыми и резкими, и оборудование должно функционировать по первому требованию. Это системы поддержания жизни и другие критические системы.
4.1.2 Определение посадочного места
Настоящий стандарт рассматривает два метода предоставления информации относительно посадочных мест.
Точные размеры основаны на технических требованиях изготовленного компонента, изготовленной платы и возможности точной установки компонентов. Эти посадочные места относятся к конкретному компоненту и имеют идентификационный номер посадочного места.
Допускается использовать формулы для изменения данной информации, чтобы получить более прочное паяное соединение, когда в конкретных условиях используют для размещения или монтажа более или менее точное оборудование, чем то, которое предполагалось использовать изначально, при определении размеров посадочного места.
Три варианта геометрии посадочного места представлены для каждого набора компонентов: максимальный выступ контактной площадки (уровень 1), средний выступ контактной площадки (уровень 2) и минимальный выступ контактной площадки (уровень 3).
Прежде чем принять минимальный вариант посадочного места, разработчику рекомендуется оценить точность изделия, основанную на условиях, указанных в таблице 14.
Уровень 1: Максимум
Для изделий, имеющих малую плотность монтажа компонентов, были разработаны максимальные размеры посадочного места, чтобы использовать пайку волной или оплавлением безвыводных чип-компонентов и компонентов с выводами в форме крыла чайки. Геометрия, предлагаемая для этих компонентов, так же как и для корпусов кристаллоносителя с контактами в выемках и набора компонентов с J-формой выводов, может обеспечить более широкие возможности для процессов пайки оплавлением.
Уровень 2: Средний
Для изделий с умеренным уровнем плотности размещения компонентов рассматривается использование усредненной геометрии посадочного места. Усредненные посадочные места, представленные для всех наборов компонентов, обеспечат надежный контакт припоя для процессов пайки оплавлением и рекомендуются для пайки волной или пайки оплавлением безвыводного кристалла и компонентов с выводами типа крыло чайки.
Уровень 3: Минимум
При высокой плотности размещения компонентов, типичной для портативного и переносного изделия, допускается рассматривать минимальные размеры геометрии посадочного места. Выбор минимальной геометрии посадочного места, возможно, не является подходящим для всех категорий использования изделия.
Использование класса применения (А, В и С) объединено с уровнем плотности размещения компонентов (1, 2 и 3) при описании электронного модуля. Как пример, объединение описания уровня и класса А1, В3 или С2 может указывать различные комбинации класса применения и уровня плотности размещения компонентов, чтобы помочь в понимании эксплуатационных и производственных требований к конкретному электронному модулю.
4.2 Системы определения размера
Настоящий подраздел описывает ряд размерных критериев для компонентов, посадочных мест, точности установки компонентов и возможности создать паяное соединение определенного размера, соответствующего требованиям надежности или анализу функционирования изделия.
Допуски профиля формы заданной поверхности используют при простановке размеров, чтобы однозначно определить значение диапазона между максимальными и минимальными размерами компонентов или выводов. Допуск профиля формы предназначен для контроля размера и положения контактной площадки. Метод допусков формы приведен на рисунке 1.
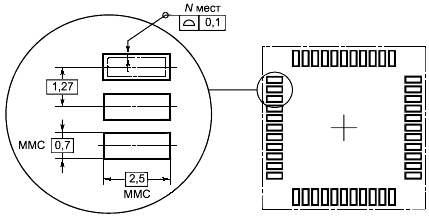
Рисунок 1 - Метод допусков формы
Использование системы образмеривания профиля формы требует понимания принципов. Принимается использование набора требований, призывающих к следующим правилам, если не указано иное:
a) все размеры являются номинальными;
b) предельные размеры управляют как формой, так и размером;
c) наилучшая форма нуждается в максимальных размерах;
d) указание допусков относительно базы и допуски положения используют для максимальных размеров; допуски зависят от размера фрагмента;
e) координаты позиционирования определяются максимальными размерами;
f) допуски и указание их относительно базы, кроме размера и координат, применяют независимо от размера элемента (RFS).
Принципы простановки размеров, используемые для этой системы анализа, рассматривают в качестве основной цели требования к сборке и монтажу. Перечни технических данных для компонентов или размеров посадочных мест на платах могут использовать различные принципы простановки размеров, однако целью является объединение всех принципов в единую систему. Для эффективной работы конструкторам рекомендуется установить соответствие между собственной системой простановки размеров и системой простановки размеров профиля формы и принципами анализа, описанными в настоящем стандарте, чтобы легче адаптироваться к этим принципам. Как пример, если допуск, используемый в документации для установки, больше, чем допуск оборудования, используемый при установке на производстве, однократное изменение размера может изменить посадочное место.
4.2.1 Допустимые отклонения для компонентов
Производители компонентов и технические комитеты МЭК несут ответственность за систему простановки размеров и допусков для электронных компонентов. Их концепции были преобразованы в функциональный эквивалент с использованием метода установления допусков для всех компонентов, указанных с их номинальными размерами в качестве предельных размеров (максимальный или минимальный размер). Допуски являются односторонними и описываются так, чтобы отразить лучшее условие для формирования паяного соединения.
Принцип простановки размеров компонента основан на оценке поверхностей выводов компонента, которые включены в формирование приемлемого паяного соединения. Производители компонентов обычно предоставляют размеры для своих деталей с номинальным размером и затем устанавливают допуск на этот размер. Чтобы облегчить простановку размеров, эти размеры и связанные с ними допуски преобразованы в минимальный и максимальный размеры.
Например, конденсатор С3216 имеет производственный номинальный размер длины 3,2 мм. Допуск, указанный изготовителем, составляет ±0,2 мм. Таким образом, минимальный размер
составляет 3,0 мм с односторонним допуском 0,4 мм, и в результате его максимальный размер составляет 3,4 мм.
Приведенный выше пример для конденсаторов семейства 3216 проиллюстрирован на рисунке 2. Размер длины конденсатора, установленный изготовителем компонента, приведен на рисунке 2а. Длина компонента с его минимальным размером в преобразованных размерах новой системы с использованием нового метода установления допусков приведена на рисунке 2b. Посадочное место приведено в его максимальном размере. Эти условия обеспечивают оптимальную галтель на носке. Для оптимальной галтели на пятке номинальные размеры компонента максимальны, а размеры посадочного места минимальны.
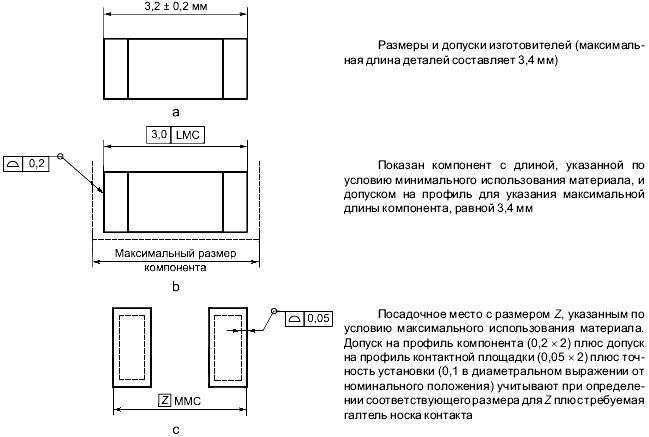
Рисунок 2 - Пример простановки размеров конденсатора 3216 для оптимального условия галтели припоя
Подобные принципы применяют к компонентам поверхностного монтажа с выводами. Указанные принципиальные размеры относятся к формированию галтелей припоя на носке и на пятке. Для компонентов с выводами в форме крыла чайки номинальные размеры используют для внешних крайних точек компонента с учетом формирования галтели припоя на носке. Также номинальные размеры используют в пределах внутренней части сформированного радиуса противостоящих выводов с учетом формирования галтели припоя на пятке.
Внешние размеры чип-компонентов с выводами или даже без выводов обычно легко определить, так как они предоставляются производителем компонента. Внутренние (от пятки к пятке) размеры не указывают в промышленных стандартах или технических данных изготовителей. Эти размеры труднее определить не только из-за формы вывода, торцевого контакта или заглубленного вывода, но и потому что внутренние размеры должны быть вычислены с помощью вычитания суммы размеров выводов (со всеми свойственными им допусками) из полных размеров компонента.
Принципы простановки размеров и допусков изготовителя для корпусов SOIC с выводами в форме крыла чайки показаны на рисунке 3а. Преобразованные размеры с учетом всех требований систем монтажа представлены на рисунке 3b. Размеры посадочного места показаны на рисунке 3с. Номинальные размеры определяют минимальную длину, измеренную между двумя внешними краями выводов корпуса. Допуски увеличивают этот размер до максимальной ширины, сокращая возможность галтели на носке.
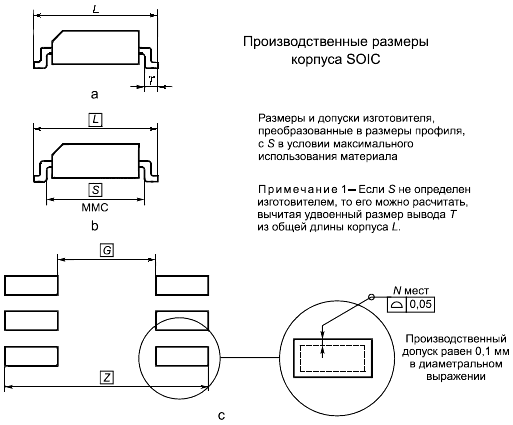
Рисунок 3 - Определение размеров профиля корпуса SOIC с выводами в форме крыла чайки
Внутренние размеры между кромками на пятке на противостоящих сторонах являются наиболее важными. Внутренние размеры получены с помощью:
- определения максимальной ширины компонента, измеренной от конца вывода до конца вывода (этот размер обозначают как , его предоставляет изготовитель);
- определения минимальной длины вывода, измеренной по ширине посадочного места (от пятки до мыска для выводов в форме крыла чайки) (этот размер обозначают , его предоставляет изготовитель);
- вычитания удвоенной минимальной длины вывода (b) из максимальной полной длины компонента (а), чтобы получить максимальное расстояние между выводами компонента (внутреннее расстояние между противостоящими скруглениями на пятках). Учитывая допуски на размеры (а) и (b), разность определит минимальное расстояние между противостоящими пятками. Разность показывает допуск для худшего случая;
- три набора допусков включены в расчет, описанный в предыдущем абзаце: допуски на весь компонент и допуски для вывода на каждом конце. Так как не все три набора допусков рассматривают в их худшем случае, рекомендуемый метод для определения статистического влияния - суммирование квадратов допусков и извлечение квадратного корня из их суммы как среднеквадратичного значения допусков (RMS).
Например, среднеквадратичное накопление допуска равно
![]() , (4.1)
, (4.1)
где ![]() ;
; ![]() .
.
Например, корпус SOIC с 16 выводами имеет следующие пределы для измерений (длины компонента) и
(длины вывода):
![]() мм,
мм, ![]() мм,
мм,![]() мм,
мм,![]() мм,
мм, ![]() мм,
мм,![]() мм.
мм.
Поэтому вычисления минимальных и максимальных размеров следующие:
![]() мм,
мм,![]() мм;
мм;![]() мм.
мм.
Различие между и
составляет 2,14 мм, которое, вероятно, является диапазоном допуска, большим, чем фактический диапазон, в пределах которого произведены эти компоненты. Этот худший случай для диапазона допуска для
может также быть вычислен сложением допусков для длины компонента и двух выводов:
![]() мм.
мм.
Чтобы получить более вероятный диапазон допуска, вычисляют среднеквадратичное значение, используя допуски на включенные размеры ( и
):
![]() мм.
мм.
![]() прибавляют к
прибавляют к , чтобы получить максимальный размер
. Этот метод используют, чтобы вероятный размер
был задействован в уравнениях посадочного места для вычисления
(минимальный промежуток посадочного места между скруглениями на пятке). В данном примере используют следующие формулы для
:
![]() , (4.2)
, (4.2)
![]() мм.
мм.
Чтобы определить размер для посадочного места, в качестве допуска для компонента используют
![]() (т.е.
(т.е. ![]() ). Вычисление
). Вычисление :
![]() . (4.3)
. (4.3)
См. расчет в 4.2.4.
4.2.1.1 Вычисление размера
Существуют различные варианты определения допусков для компонента , технологического припуска
и допуска на установку
. В определении вычисления для примера на рисунке 2 для размера
следует отметить, что компонент 3216 имеет
, равное 3,4 мм, и
, равное 3,0 мм. Учитывая, что
равно 0,1 мм и
равно 0,2 мм, следующие данные использовались бы для определения размера
:
![]() , (4.4)
, (4.4)
![]() .
.
В вышеприведенном примере две составляющих должны быть изменены до вероятного числа. Обычно полученный размер , равный 4,6, будет приемлемым для посадочных мест уровня 2, создающих выступ немного больше, чем 0,5 мм, с обоих концов компонента 3216.
4.2.2 Допустимые отклонения для контактной площадки
Допустимые отклонения формы контактных площадок определяют по той же методике, что и для компонентов. Все допуски для контактных площадок предназначены для того, чтобы обеспечить проектируемому посадочному месту контактные площадки максимального размера. Односторонние допуски предназначены для сокращения размера контактной площадки и, следовательно, для сокращения области формирования паяного соединения. Чтобы упростить соответствующие системы простановки размеров, проставляют внешний и внутренний размеры посадочного места.
Методика простановки размеров в настоящем стандарте использует предельные размеры и геометрическое установление допусков, чтобы описать допустимые максимальные и минимальные размеры посадочного места. Когда контактные площадки имеют максимальный размер, результатом может быть минимальное допустимое расстояние между контактными площадками. В случае, когда контактные площадки имеют минимальный размер, результатом может быть допустимое минимальное посадочное место, необходимое, чтобы получить минимальный необходимый выступ контактной площадки. Эти ограничения учитывают для оценки годности посадочного места. Полная методика системы простановки размеров, описанная в настоящем стандарте, основана на данных методах и распространяется на монтажные размеры компонентов, размеры посадочного места, координаты установки и т.д. Методика позволяет проверить эти требования оптическими методами в любой момент во время технологического процесса для обеспечения соответствия расчету допуска (см. таблицу 14).
4.2.3 Технологические допуски
Посадочное место для корпуса SOIC с выводами в форме крыла чайки, предназначенное соответствовать методике определения размера компонента, приведенного ранее на рисунке 2, показано на рисунке 3. Номинальный размер определяют по внешним краям компонента.
Для посадочного места размер является максимальным, в то время как внутренние крайние точки задаются минимальным размером
. Односторонние допуски сократили номинальный размер
, увеличив номинальный размер
. Этот прием, по крайней мере, приводит к уменьшению материалоемкости посадочного места. Таким образом, конечные значения должны быть как можно ближе к номинальным размерам
и
при максимальной материалоемкости, Эта методика также справедлива для размера
контактной площадки, который определен как максимальный размер.
Отклонение размеров ,
и
определяют как технологический допуск
. Этот технологический допуск (см. таблицу 14) - максимальное изменение между наибольшим размером посадочного места (ММС) и наименьшим размером посадочного места (LMC). Он не включает в себя смещение элемента, как описано в таблице 15, которое включено в установление допусков для монтажа, так как машинная оптика переопределяет истинное положение посадочного места.
4.2.4 Допустимые отклонения для установки компонентов
Другая часть уравнения - отклонение при установке, обозначенное буквой . Это отклонение представляет положение компонента относительно его точных координат, определенных в проекте. Термин "Отклонение в диаметральном выражении" (DTP) используют, чтобы описать это отклонение. DTP - единственное значение, которое может быть использовано в размерном анализе допуска.
Например, чтобы установить конечные размеры выступа пятки для примера, приведенного на рисунке 3, будут справедливы следующие условия:
![]() ,*
,*
_______________
* Формула соответствует оригиналу. - .
где ![]() мм (конечный изгиб на пятке);
мм (конечный изгиб на пятке);
![]() мм (см. предыдущие вычисления размеров компонента);
мм (см. предыдущие вычисления размеров компонента);
![]() мм (суммарный технологический допуск);
мм (суммарный технологический допуск);
![]() мм (суммарный допуск установки монтажного оборудования).
мм (суммарный допуск установки монтажного оборудования).
Таким образом,
![]() .*
.*
_______________
* Формула соответствует оригиналу. - .
Другие важные условия для многовыводных компонентов, которые нужно рассмотреть при проектировании посадочного места, - это вывод, торцевой контакт или шаг заглубленного вывода. Шаг описывает номинальный размер зазора одного торцевого контакта компонента или заглубленного вывода со смежным выводом. Никакой допуск не назначен на размер шага в методике определения формы. Отклонения в шаге включены в размеры ширины вывода, торцевого контакта или заглубленного вывода, которые номинально представлены в минимальном размере.
4.2.5 Размер и анализ допуска
При проектировании компонента и его посадочного места играют роль несколько обстоятельств:
- допуски размера и допуск положения выводов компонента;
- допуски посадочного места;
- точность установки человеком или машиной центра компонента на посадочное место.
В результате получается область контактной площадки, доступная для пайки припоем, которая обеспечивает нужную форму галтели пятки, носка и боковой галтели.
Системные уравнения были разработаны для чип-компонентов и многовыводных компонентов. Этот метод исходит из того, что конечные размеры компонентов и посадочных мест являются максимальными для изображения формы паяного соединения (т.е. внешние размеры компонентов при минимальном размере с внешними размерами посадочных мест при максимальном размере). Уравнения используют следующие символы:
- - односторонний допуск профиля компонента;
- - односторонний допуск профиля посадочного места на плате;
- - отклонение в диаметральном выражении точности установки центра компонента на посадочное место.
Учитывая, что для каждого компонента рекомендуется определенный объем припоя, некоторые методы используют критерии наименее благоприятного случая, для того чтобы определить размер. Этот принцип требует, чтобы ,
и
были добавлены к минимальному размеру длины компонента с учетом требований паяного соединения для определения размера.
Опыт показывает, что метод наименее благоприятного случая не всегда необходим; поэтому используют статистические методы, извлекая квадратный корень из суммы квадратов допусков. Этот метод исходит из того, что все элементы не будут достигать своего наименее благоприятного случая. Далее приведены уравнения для определения требований к посадочному месту с использованием статистических методов:
![]() , (4.5)
, (4.5)![]() , (4.6)
, (4.6)![]() , (4.7)
, (4.7)
где - длина посадочного места;
- расстояние между контактными площадками посадочного места;
- ширина посадочного места;
- длина компонента;
- расстояние между торцевыми контактами компонента;
- ширина вывода;
- желательный размер галтели припоя или выступа контактной площадки;
- галтель припоя или выступ контактной площадки на носке;
- галтель припоя или выступ контактной площадки на пятке;
- галтель припоя или выступ контактной площадки сбоку;
- допуски компонента;
- допуск на длину компонента;
- допуск на расстояние между выводами компонента;
- допуск на ширину компонента;
- технологические допуски на печатную плату (геометрия посадочного места);
- допуск установки компонента (точность оборудования установки).
Формула (квадратный корень из суммы квадратов) аналогична и для формирования паяного соединения на мыске и на пятке (однако используют различные допуски). Тем не менее желательный размер паяного соединения и квадратный корень суммы квадратов добавляют для внешнего размера посадочного места и вычитают для внутреннего размера посадочного места. В результате получают окончательные размеры посадочного места ,
, и
.
Тот же самый метод применим для кристалла, многовыводного или безвыводного компонента. Дополнительно могут быть вычислены шаг с учетом совмещения вывода с контактной площадкой , а также расстояние
, чтобы показать зазор между выводом, торцевым контактом или заглубленным выводом и смежной контактной площадкой. Эти последние величины не используют в уравнениях для определения размеров посадочного места, но допускается применять для ограничения близости вывода со смежным выводом контактной площадки и обеспечения совмещения вывода с контактной площадкой (см. рисунок 4).
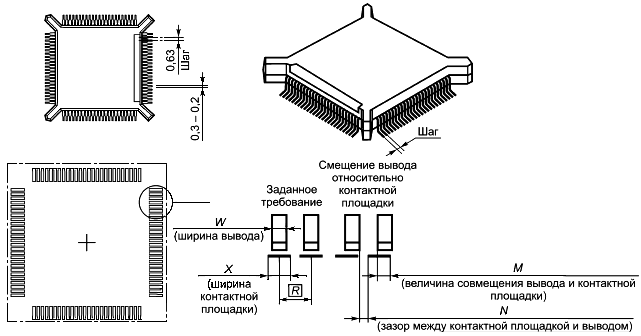
Примечание - Допуск позиционирования учитывает угловой допуск.
Рисунок 4 - Шаг для многовыводных компонентов
Ниже приведено уравнение для определения того, являются ли зазор или перекрытие монтажа
достаточными:
![]() , (4.8)
, (4.8)![]() . (4.9)
. (4.9)
4.2.5.1 Анализ допуска
Следующие понятия допусков используют, чтобы определить посадочные места для электронных компонентов. Эти понятия детализированы в таблице 1 и отражают допуски на компонент, на посадочное место (на соединительную подложку) и на точность оборудования, используемого для установки компонентов.
Таблица 1 - Элементы анализа допуска для чип-компонентов
Элемент допуска | Детальное описание |
Допуск компонента | Разность между условиями ММС и LMC размера каждого компонента, длины, ширины и расстояния между электродами или выводами. Это число - допуск |
Допуск платы | Разность между условиями ММС и LMC каждого размера посадочного места. Это число - допуск |
Погрешность установки | Позиционная погрешность определена как отклонение в диаметральном выражении. Это отклонение средней точки компонента, привязанное к теоретическому центру посадочного места (включает в себя допуск расположения компонента из таблицы 15) |
Галтель на носке | Внешний выступ контактной площадки по отношению к концу вывода (см. таблицы 2-12) |
Галтель на пятке | Внутренний выступ контактной площадки по отношению к пятке вывода (см. таблицы 2-12) |
Ширина боковой галтели | Выступ контактной площадки или на ребре вывода (см. таблицы 2-12) |
Минимумы соединения показаны для галтелей носка, пятки и боковой галтели. Эти условия - минимумы, т.к. уравнения в 4.2 обращаются к допуску компонента, платы и допускам точности установки (сумма квадратов). Минимальный выступ паяного соединения или контактной площадки увеличивается за счет допусков, которые не используются. Запас области установки добавляют к максимальному размеру, которое занимают посадочное место или компонент. Значение запаса области установки добавляют к каждой стороне рассматриваемых размеров. Это необходимо, чтобы обеспечить достаточно места для электрического и физического зазора между компонентами и/или посадочными местами. Так как общее число всех вычислений, возможно, не приведет к разумному числовому значению, округленное значение было добавлено к таблицам, чтобы определить округленное значение конечной величины, которая будет использована в проекте.
Если конструктор, использующий эти посадочные места, желает получить более жесткие требования к процессу установки и к оборудованию пайки, отдельные элементы расчета могут быть изменены на новые желательные размерные требования. Это касается компонента, платы или точности установки, а также минимального паяного соединения или ожидаемого выступа контактной площадки. Кроме того, настоящий стандарт учитывает необходимость иметь различные цели для галтели припоя или требований выступа контактной площадки. Таблицы 2-12 показывают подходы, используемые для трех целей, установленных настоящим стандартом. Таблицы отражают максимальные, средние и минимальные (наименьшие) требования для выступа контактной площадки, используемые для увеличения посадочного места, используемого для монтажа различных выводов компонентов, которые должны быть смонтированы на поверхность. Если не указано иначе, отдельные стандарты определяют все три ожидаемые цели как уровень 1, уровень 2 или уровень 3.
Таблица 2 - Плоские ленточные L-образные выводы и выводы в форме крыла чайки (шаг более 0,625 мм)
Размеры в миллиметрах | |||
Характеристики посадочного места | Максимальный уровень 1 | Средний уровень 2 | Минимальный уровень 3 |
Выступ контактной площадки на мыске | 0,8 | 0,5 | 0,2 |
Выступ контактной площадки на пятке | 0,5 | 0,25 | 0,2 |
Выступ контактной площадки на стороне | 0,05 | 0,05 | 0,03 |
Запас области установки | 0,5 | 0,35 | 0,1 |
Округление | Приблизительно 0,5 | Приблизительно 0,5 | Приблизительно 0,05 |
Таблица 3 - Плоские ленточные L-образные выводы и выводы в форме крыла чайки (шаг не более 0,625 мм)
Размеры в миллиметрах | |||
Характеристики посадочного места | Максимальный уровень 1 | Средний уровень 2 | Минимальный уровень 3 |
Выступ контактной площадки на мыске | 0,8 | 0,5 | 0,2 |
Выступ контактной площадки на пятке | 0,2 | 0,2 | 0,2 |
Выступ контактной площадки на стороне | 0,0 | 0,0 | 0,0 |
Запас области установки | 0,5 | 0,25 | 0,1 |
Округление | Приблизительно 0,5 | Приблизительно 0,05 | Приблизительно 0,05 |
Таблица 4 - Круглые или расплющенные выводы
Размеры в миллиметрах | |||
Характеристики посадочного места | Максимальный уровень 1 | Средний уровень 2 | Минимальный уровень 3 |
Выступ контактной площадки на мыске | 1,0 | 0,65 | 0,2 |
Выступ контактной площадки на пятке | 0,5 | 0,35 | 0,2 |
Выступ контактной площадки на стороне | 0,1 | 0,1 | 0,1 |
Запас области установки | 0,5 | 0,25 | 0,05 |
Округление | Приблизительно 0,5 | Приблизительно 0,5 | Приблизительно 0,05 |
Таблица 5 - J-образные выводы
Размеры в миллиметрах | |||
Характеристики посадочного места | Максимальный уровень 1 | Средний уровень 2 | Минимальный уровень 3 |
Выступ контактной площадки на мыске | 0,2 | 0,2 | 0,2 |
Выступ контактной площадки на пятке | 0,8 | 0,6 | 0,4 |
Выступ контактной площадки на стороне | 0,1 | 0,05 | 0,0 |
Запас области установки | 1,5 | 0,8 | 0,2 |
Округление | Приблизительно 0,5 | Приблизительно 0,5 | Приблизительно 0,05 |
Таблица 6 - Прямоугольные или квадратные компоненты (керамические конденсаторы и резисторы)
Размеры в миллиметрах | |||
Характеристики посадочного места | Максимальный уровень 1 | Средний уровень 2 | Минимальный уровень 3 |
Выступ контактной площадки на мыске | 0,55 | 0,4 | 0,2 |
Выступ контактной площадки на пятке | 0,0 | 0,0 | 0,0 |
Выступ контактной площадки на стороне | 0,0 | 0,0 | 0,0 |
Запас области установки | 0,5 | 0,25 | 0,1 |
Округление | Приблизительно 0,5 | Приблизительно 0,1 | Приблизительно 0,1 |
Таблица 7 - Цилиндрические чашечные контакты (MELF)
Размеры в миллиметрах | |||
Характеристики посадочного места | Максимальный уровень 1 | Средний уровень 2 | Минимальный уровень 3 |
Выступ контактной площадки на мыске | 0,8 | 0,4 | 0,2 |
Выступ контактной площадки на пятке | 0,2 | 0,1 | 0,0 |
Выступ контактной площадки на стороне | 0,2 | 0,1 | 0,0 |
Запас области установки | 0,5 | 0,25 | 0,05 |
Округление | Приблизительно 0,5 | Приблизительно 0,5 | Приблизительно 0,05 |
Таблица 8 - Контакты на нижней поверхности компонента
Размеры в миллиметрах | |||
Характеристики посадочного места | Максимальный уровень 1 | Средний уровень 2 | Минимальный уровень 3 |
Выступ контактной площадки на мыске | 0,2 | 0,1 | 0,0 |
Выступ контактной площадки на пятке | 0,2 | 0,1 | 0,0 |
Выступ контактной площадки на стороне | 0,2 | 0,1 | 0,0 |
Запас области установки | 0,25 | 0,1 | 0,05 |
Округление | Приблизительно 0,5 | Приблизительно 0,05 | Приблизительно 0,05 |
Таблица 9 - Контакты в выемках корпуса кристаллоносителя
Размеры в миллиметрах | |||
Характеристики посадочного места | Максимальный уровень 1 | Средний уровень 2 | Минимальный уровень 3 |
Выступ контактной площадки на мыске | 1,5 | 1,25 | 1,0 |
Выступ контактной площадки на пятке | 0,4 | 0,2 | 0,1 |
Выступ контактной площадки на стороне | 0,0 | 0,0 | 0,0 |
Запас области установки | 1,5 | 0,8 | 0,2 |
Округление | Приблизительно 0,5 | Приблизительно 0,5 | Приблизительно 0,05 |
Таблица 10 - Выводы для пайки встык
Размеры в миллиметрах | |||
Характеристики посадочного места | Максимальный уровень 1 | Средний уровень 2 | Минимальный уровень 3 |
Выступ контактной площадки на мыске | 1,0 | 0,8 | 0,6 |
Выступ контактной площадки на пятке | 1,0 | 0,8 | 0,6 |
Выступ контактной площадки на стороне | 0,3 | 0,2 | 0,1 |
Запас области установки | 1,5 | 0,8 | 0,2 |
Округление | Приблизительно 0,5 | Приблизительно 0,5 | Приблизительно 0,05 |
Таблица 11 - Ленточные L-образные выводы, отформованные под корпус (танталовые конденсаторы)
Размеры в миллиметрах | |||
Характеристики посадочного места | Максимальный уровень 1 | Средний уровень 2 | Минимальный уровень 3 |
Выступ контактной площадки на мыске | 0,1 | 0,1 | 0,0 |
Выступ контактной площадки на пятке | 1,0 | 0,5 | 0,2 |
Выступ контактной площадки на стороне | 0,1 | 0,1 | 0,1 |
Запас области установки | 0,5 | 0,25 | 0,1 |
Округление | Приблизительно 0,5 | Приблизительно 0,5 | Приблизительно 0,1 |
Таблица 12 - Плоские выступающие выводы
Размеры в миллиметрах | |||
Характеристики посадочного места | Максимальный уровень 1 | Средний уровень 2 | Минимальный уровень 3 |
Выступ контактной площадки на мыске | 1,0 | 0,8 | 0,5 |
Выступ контактной площадки на пятке | 0,0 | 0,0 | 0,0 |
Выступ контактной площадки на стороне | 1,0 | 0,5 | 0,3 |
Запас области установки* | 2,0 | 1,5 | 1,0 |
Округление | Приблизительно 0,5 | Приблизительно 0,5 | Приблизительно 0,05 |
* Зависит от тепловых требований. | |||
4.2.5.2 Размеры компонента
Рисунки с размерами компонентов для каждого конкретного требования компонента сопровождаются таблицей со значениями для каждого отличающегося набора компонентов. Значения предоставляют организации - разработчики международных стандартов компонентов. Иногда требования к допускам компонентов или их размерам необязательно отражают точный допуск в технических данных изготовителя.
Размеры компонента обеспечиваются согласно принципам условий максимального и наименьшего использования материала. Оба условия представлены в таблицах. Изготовители компонентов, возможно, не всегда проставляют размеры своих компонентов в соответствии с допусками, указанными в таблицах. Однако эти пределы могут быть использованы как критерии определения годности компонента. Размеры числа для условия минимального использования материала те же, что были использованы в уравнениях, описанных в 4.2, для того чтобы определить рекомендуемое посадочное место.
Размеры с уменьшенным диапазоном допусков также указаны в таблицах. Посадочные места для компонентов, имеющих ограничения по характеристикам формы или допуска, несовпадающие с рекомендуемыми стандартами, рекомендуется изменить в соответствии с таблицами.
Разработчикам, использующим эти специализированные компоненты, рекомендуется разрабатывать свои собственные посадочные места, которые в дальнейшем становятся уникальными для конкретного компонента производителя. Для облегчения разработки конкретного посадочного места или улучшения эксплуатационных характеристик предусматривается система простановки размеров с определенными уравнениями.
4.2.5.3 Размеры посадочного места
Размеры посадочного места представлены в отдельных стандартах согласно условиям максимального использования материала. Иногда размер представлен как минимальное значение. Это происходит при определении зазора между контактными площадками, который имеет место в условиях максимального использования материала. Изготовитель печатной платы, возможно, не всегда проверяет свою плату в соответствии с концепциями ограничений, показанными в таблице. Однако эти ограничения рекомендуется использовать в качестве критерия для определения годности посадочного места печатной платы.
Размеры, приведенные в таблицах, соответствуют размерам, описанным в уравнениях в 4.2 для определения рекомендуемых посадочных мест. Условия максимального использования материала для анализа посадочного места каждого уровня описывают самое надежное соединение или выступ контактной площадки для посадочного места данного уровня.
4.2.5.4 Определение области установки компонента
Область установки любого посадочного места - наименьшая область, которая обеспечивает минимальный электрический и механический зазоры как с максимальной границей области установки компонента, так и с максимальной границей посадочного места. Смысл области установки заключается в том, чтобы помочь проектировщику в определение минимальной области, занимаемой компонентом и его посадочным местом. Информация, представленная в таблицах 2-12, предназначена, чтобы показать запас области установки, который необходимо добавить к максимальному размеру, чтобы получить соответствующие размеры области установки.
Например, если компонент является главным фактором определения границы, то рекомендуется добавить запас к его размерам. Аналогично и для посадочного места, которое имеет определяющие границы. Если любой размер составляет 14,5 мм, а запас по таблицам 2-12 составляет 0,8 мм, то получающаяся внутренняя область теоретически составит 16,1 мм. Таблицы далее определяют коэффициент округления. Если округление рекомендуется как приблизительно 0,5 мм, область установки составит 16,5 мм.
Следует заметить, что 16,5 - число, которое при делении на 2 (чтобы получить среднюю точку компонента) обеспечивает два десятичных разряда после запятой. Поэтому рекомендуется установить округление до 16,6 мм. При данном размере стороны окажутся на расстоянии 8,3 мм от центра компонента, что позволит проектировщикам расположить компонент вручную относительно координатной сетки или с помощью алгоритма размещения.
Если производственный допуск нужно учесть в процессе проектирования, область установки рассматривают как исходную минимальную область, требуемую для компонента и посадочного места. При изготовлении, монтаже и тестировании эти области установки могут помочь в определении дополнительного места для установки, тестирования, модификации и ремонта. Этот производственный допуск обычно зависит от плотности и сложности изделия и не стандартизируется. Принципы определяются эксплуатационными и производственными требованиями (см. рисунок 5).
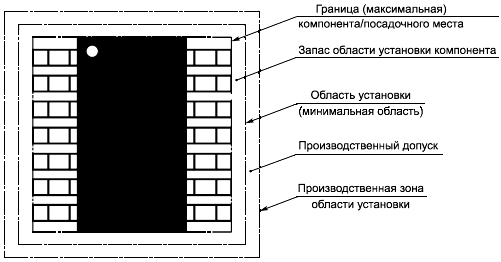
Рисунок 5 - Положение границы области установки
4.2.5.5 Нумерация посадочных мест
У каждого посадочного места в настоящем стандарте имеется идентификационный номер. Каждое посадочное место нумеруют в пределах семейства компонентов или отдельного стандарта МЭК. Оригинальное число, предназначенное для конкретного компонента, использует анализ, приведенный в конкретных частях.
Анализ предполагает определенные допуски для изготовления платы, машинной точности установки, минимального допустимого паяного соединения или выступа контактной площадки. Идентификационный номер обеспечивает взаимосвязь между разработкой, конструированием и производством. Идентификационные номера распределены согласно процедуре поддержки МЭК.
Конкретные стандарты определяют идентификационные номера посадочного места в их различных состояниях. Каждый конкретный стандарт назначает идентификационный номер в пределах следующих зарезервированных наборов идентификационных номеров. Существует 1000 чисел, предназначенных для каждого вида, которые могут быть хаотично распределены конкретным стандартом, чтобы идентифицировать изменения в идентификационных номерах посадочного места. Добавление буквы означает, что идентификационный номер посадочного места находится в условии его максимального использования материала. Буквы
,
и
предназначены для указания того, что размер выступа контактной площадки находится в минимальном, максимальном, или номинальном (среднем) значении. Таким образом, число 2012
показывает, что этот идентификационный номер относится к максимальному выступу для конкретного посадочного места.
Распределение идентификационных номеров было установлено и зарезервировано для следующих стандартов:
- МЭК 61188-5-2:2000-2999;
- МЭК 61188-5-3:3000-3999;
- МЭК 61188-5-4:4000-4999;
- МЭК 61188-5-5:5000-5999;
- МЭК 61188-5-6:6000-6999;
- МЭК 61188-5-7:7000-7999;
- МЭК 61188-5-8:8000-8999 (зарезервированы для компонентов BGA);
- МЭК 61188-5-9:9000-9999 (зарезервированы для компонентов BGA с малым шагом выводов).
4.3 Проектирование
В качестве отдельного этапа при планировании разработки изделия рекомендуется, чтобы объединенная задачей разработки группа определила критерии для каждого нового проекта. В ходе выполнения работ этого этапа точно определяют функцию изделия и его конфигурацию, а также планируют варианты процесса монтажа. Размер изделия, типы компонентов, предполагаемая масса, а также уровень доступного производственного оборудования могут влиять на варианты процесса.
После разработки платы рекомендуется оценить монтаж по основным требованиям, необходимым для гарантии успешного процесса поверхностного монтажа. При оценке нужно рассмотреть следующие конкретные вопросы:
- принципы построения посадочного места;
- выбор компонента;
- проектирование структуры платы;
- методы монтажа;
- метод тестирования;
- изготовление фотошаблона;
- обеспечение минимальных требований паяного соединения;
- требования к трафарету;
- обеспечение доступа для контроля;
- обеспечение доступа для доработки и ремонта.
4.3.1 Посадочное место под поверхностный монтаж
Рекомендуется использовать проверенные технологическим процессом посадочные места для компонентов поверхностного монтажа, что позволит оценить качество паяного соединения. Геометрия посадочного места и зазор, используемые для каждого типа компонента, должны учитывать все физические переменные, включая размер, материал, разработку контакта вывода и покрытие.
4.3.2 Выбор стандартного компонента
Всегда, когда это возможно, компоненты поверхностного монтажа рекомендуется выбирать из стандартных конструкций. Стандартные компоненты доступны из многих источников и обычно совместимы с процессами сборки в соответствии с МЭК 61760-1. Для заказных компонентов обычно доступны стандартные корпуса. Рекомендуется выбирать тип корпуса, подобный стандартным типам компонентов по материалам и покрытию выводов.
4.3.3 Разработка подложки схемы
Проектирование платы рекомендуется выполнять с минимизацией излишних затрат. Технология поверхностного монтажа часто выдвигает на первый план технологию платы. Оценивая плотность монтажа, нужно учитывать самый большой разброс в процессах изготовления и переменных допусках. Прежде чем конструировать очень тонкую фольгу и использовать металлизированные отверстия малого диаметра, рекомендуется оценить стоимость, выход годных изделий и необходимую надежность изделия.
4.3.4 Анализ монтажа
Эффективность производства включает в себя установку компонента. На все этапы монтажа могут оказать влияние внутренние функциональные ограничения схемы, согласованный зазор между компонентами, общая ориентация или направление полярных компонентов. Кроме того, если задается единая ориентация, упрощаются машинное программирование, проверка компонента, проверка паяного соединения и ремонт.
4.3.5 Обеспечение автоматизированного тестирования
Проверка смонтированного печатного узла должна быть запланирована заранее. Если необходимо тестирование на уровне компонента, для каждой цепи или ее узла требуется одна контрольная точка. Рекомендуется, чтобы все контрольные точки находились на одной стороне платы. Рекомендуется, когда возможно, располагать контрольные точки узла цепи на координатной сетке, чтобы привязать стандартные контактные щупы. Функциональное тестирование может также использовать те же самые контрольные точки узлов цепей, используемые для внутрисхемного тестирования, но которые будут включать в себя все соединители, связанные с кабелями и другими печатными узлами.
4.3.6 Документация для технологии поверхностного монтажа
Документация, используемая при изготовлении платы и монтаже изделия, должна быть точной и понятной. Детализация, требования и пояснения будут влиять как на процесс монтажа, так и на контроль уровня качества изделия. Уникальные материалы или специальные инструкции по монтажу, например в части чувствительности к влажности и транспортированию, должны быть указаны в чертежах или в комплекте документации.
4.4 Ограничение при эксплуатации
4.4.1 Компоненты, чувствительные к влаге
Некоторые большие пластиковые корпуса могут быть чувствительны к влажности. Изготовитель таких компонентов обычно упаковывает их вместе с осушителем, а также снабжает инструкцией по использованию или хранению этих компонентов в контролируемой среде. Стандарт МЭК 61189-4 содержит инструкции и необходимые процедуры по транспортированию и контролю, например для чувствительности к влаге.
4.4.2 Анализ условий эксплуатации
Структура платы, материалы и процессы монтажа должны учитывать условия эксплуатации изделия. Информация об особенностях условий эксплуатации для девяти основных условий эксплуатации представлена в таблице 13.
Таблица 13 - Предельные условия эксплуатации для электроники поверхностного монтажа и рекомендуемое ускоренное испытание для паяного соединения поверхностного монтажа для самых общих категорий эксплуатации
Предельные условия эксплуатации | Ускоренное испытание | ||||||||||
Категория эксплуатации радиоэлектроники |
|
|
|
| Цикл/ | Срок службы, год | Веро- |
|
|
|
|
1 Потребительские изделия | 0 | +60 | 35 | 12 | 365 | 1-3 | 1 | +25 | +100 | 75 | 15 |
2 Компьютеры | +15 | +60 | 20 | 2 | 1460 | 5 | 0,1 | +25 | +100 | 75 | 15 |
3 Телекоммуникация | -40 | +85 | 35 | 12 | 365 | 7-20 | 0,01 | 0 | +100 | +100 | 15 |
4 Гражданская авиация | -55 | +95 | 20 | 12 | 365 | 20 | 0,001 | 0 | +100 | +100 | 15 |
5 Промышленные и автомобильные пассажирские салоны | -55 | +95 | 20 | 12 | 185 | 10 | 0,1 | 0 | +100 | 100 | 15 |
и 40, | 12 | 100 | и мороз | ||||||||
и 60, | 12 | 60 | |||||||||
и 80 | 12 | 20 | |||||||||
6 Военная наземная и корабельная техника | -55 | +95 | 40 | 12 | 100 | 10 | 0,1 | 0 | +100 | 100 | 15 |
и 60 | 12 | 265 | и мороз | ||||||||
7 Космические низкоорбитальные наземные | -55 | +95 | 3 до | 1 | 8760 | 5-30 | 0,001 | 0 | +100 | 100 | 15 |
100 | 12 | 365 | и мороз | ||||||||
8 Авиационная военная техника: | |||||||||||
a) | -55 | +95 | 40 | 2 | 365 | 10 | 0,01 | 0 | +100 | 100 | 15 |
b) | 60 | 2 | 365 | и мороз | |||||||
c) | 80 | 2 | 365 | ||||||||
и 20 | 2 | 365 | |||||||||
9 Автомобильная техника под капотом | -55 | +125 | 60 | 1 | 1000 | 5 | 0,1 | 0 | +100 | 100 | 15 |
и 100 | 1 | 300 | и мороз | ||||||||
и 140 | 2 | 40 | |||||||||
| |||||||||||
4.5 Правила проектирования
Принципы разработки печатной платы, рекомендуемые в настоящем стандарте, предусматривают электрический контроль и возможности производства. Выход за ограничения этих возможностей требует согласия всех участников процесса, включая разработку, производство, технологию контроля. Учет электрического контроля и возможностей производства при проектировании способствует быстрой постановке изделия на производство с высоким качеством. Фактические температурные условия при эксплуатации должны быть установлены тепловым расчетом или измерением.
Технология изготовителя должна быть учтена при включении в проект любых компонентов, не описанных в настоящем стандарте.
4.5.1 Расстояние между компонентами
4.5.1.1 Анализ компонента
Проектирование посадочного места и зазор компонента затрагивают надежность, технологичность, контролируемость и ремонтопригодность сборок поверхностного монтажа. Минимальный зазор между корпусами должен удовлетворять этим производственным требованиям. Максимальный зазор между корпусами ограничивается несколькими факторами, такими как доступная площадь монтажа, оборудование, ограничения по массе и частотные электрические требования. Некоторые проекты требуют, чтобы компоненты поверхностного монтажа были расположены как можно ближе друг к другу.
4.5.1.2 Ориентация компонента для пайки волной
На любом печатном узле рекомендуемая ориентация компонентов на стороне пайки волной показана на рисунке 6. Рекомендуемую ориентацию используют для получения качественных паяных соединений при выходе печатного узла из зоны волны припоя. Рекомендуется, чтобы все полярные компоненты поверхностного монтажа были ориентированы в соответствующем направлении. Учитывают следующие дополнительные условия:
- все пассивные компоненты должны быть параллельны друг другу;
- длинная ось компонентов в корпусе SOIC и длинная ось пассивных компонентов должны быть перпендикулярны друг другу;
- длинная ось пассивных компонентов должна быть перпендикулярной направлению движению платы вдоль конвейера волны припоя.
4.5.1.3 Размещение компонента
Одинаковые типы компонентов рекомендуется располагать на плате в одинаковой ориентации для упрощения установки, контроля и пайки. Кроме того, одинаковые типы компонентов рекомендуется располагать в одном месте, учитывая таблицу соединений и требования функционирования схемы, которые, в свою очередь, определяют размещение. Например, на платах памяти, все микросхемы памяти помещают в четко определенную матрицу с одинаковой ориентацией и направлением для всех компонентов. Это также хорошая практика при проектировании логических схем, в которых имеется много одинаковых типов компонентов с различными логическими функциями в каждом корпусе. С другой стороны, аналоговые проекты часто требуют большого разнообразия типов компонентов, что затрудняет группирование одинаковых типов компонентов. Независимо от того, является ли проект памятью, общим логическим или аналоговым, рекомендуется, чтобы ориентация вывода 1 на всех компонентах была одинаковой, при условии что работа и функционирование изделия не окажутся под угрозой.
Пайка волной для технологии поверхностного монтажа
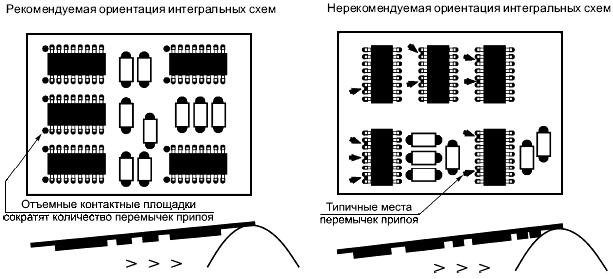
Рисунок 6 - Ориентация компонента для применения пайки волной
4.5.1.4 Размещение компонента по координатной сетке
Размещение поверхностно-монтируемого компонента является более сложным, чем размещение на печатных платах компонентов с монтажом в сквозные отверстия по двум причинам: более высокие плотности размещения компонентов и возможность расположить компоненты с обеих сторон платы. Однако в высокоплотных проектах с поверхностным монтажом зазор между контактными площадками различных компонентов часто составляет менее 0,2 мм. Размещение компонента по координатной сетке затруднительно из-за большого разнообразия форм поверхностно-монтируемых компонентов.
При беспорядочном размещении компонентов возникают две проблемы: потеря возможности тестирования узлов цепи, базирующегося на координатную сетку, и потеря логических, прогнозируемых каналов трассировки на всех слоях (возможное число проводников в слоях). Кроме того, принятая международная координатная сетка, определенная в МЭК 60097, устанавливает, что для новых проектов координатная сетка должна быть с шагом 0,5 мм, и допускается дополнительная сетка с шагом, равным 0,05 мм. Одним из решений проблемы является создание библиотеки CAD со всеми контактными площадками компонентов, связанными с центрами переходных отверстий, расположенными в координатах с шагом 0,05 мм (или более, в зависимости от проекта), используемых для контроля, трассировки и ремонта.
Предпочтительнее изготовлять печатную плату, у которой имеется регулярное расположение координат центральных точек компонента во всех направлениях по плате (см. рисунок 7).
Рекомендуемое расположение поверхностно-монтируемых компонентов
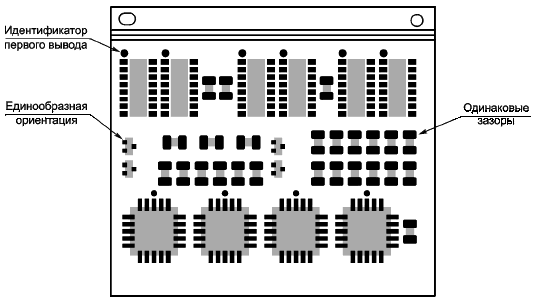
Рисунок 7 - Выравнивание одинаковых типов компонентов
4.5.2 Односторонний и двухсторонний монтаж
Термин "односторонний" относится к компонентам, установленным на одной стороне, а термин "двухсторонний" относится к компонентам, установленным с обеих сторон платы. При разработке рекомендуется все компоненты размещать на лицевой стороне платы, если это возможно без нарушения зазора между компонентами. Такое размещение позволит уменьшить стоимость монтажа. Двухсторонние печатные узлы при использовании обычных правил проектирования технологии поверхностного монтажа могут потребовать двухсторонних или С-образных адаптеров, что приведет к увеличению стоимости печатных узлов.
4.5.3 Трафарет паяльной пасты
Трафарет паяльной пасты - основное приспособление, с помощью которого паяльную пасту наносят на печатную плату по технологии поверхностного монтажа. Трафарет обеспечивает точное расположение и достаточный объем паяльной пасты на посадочных местах. Фотошаблон для трафарета вообще обычно состоит из монтажных площадок компонентов на внешних слоях платы и с удалением всех других элементов проводящего рисунка. Информация для размеров отверстий в трафарете обычно совпадает с размерами контактных площадок компонентов на плате. Эта информация может быть изменена технологом, подготовляющим технологический процесс монтажа печатного узла до изготовления трафарета для обеспечения необходимого объема припоя. Трафарет обеспечивает объем паяльной пасты, нанесенной на контактную площадку.
Оптимальную толщину трафарета определяют в результате оценки требований к паяльной пасте для всех монтируемых компонентов. Она должна учитывать минимальные и заданные требования к паяным соединениям технологии поверхностного монтажа, приведенные в МЭК 61191-2 и МЭК 61192-2 соответственно. Практически всегда необходим компромисс.
Чтобы нанесенный объем паяльной пасты соответствовал требованиям получения заданного состояния паяного соединения (см. МЭК 61192-2), рекомендуется учитывать небольшое количество припоя, уже имеющегося на контактной площадке и выводе (данный объем может суммарно составлять от 10% до 20% общего необходимого количества). При вычислении объема паяльной пасты рекомендуется учитывать, что содержание припоя большинства паст составляет от 50% до 55% объема (не массы) в зависимости от размера частиц.
Если необходимое количество наносимой паяльной пасты меньше, чем количество, обеспечиваемое при использовании окна с размером контактной площадки, уменьшенное окно трафарета рекомендуется располагать в лучшее место на контактной площадке, чтобы гарантировать хорошее смачивание соединений. В некоторых случаях это может быть достигнуто с помощью сокращения ширины окна, в других - его длины. Для очень маленького шага с внутренними зазорами меньше, чем 0,2 мм, смещение окна на конец контактной площадки может сократить риск замыкания после пайки.
В случае, когда ширина контактной площадки или промежутка менее 0,2 мм, может потребоваться другой метод нанесения припоя, например гальваническое наращивание толщины контактной площадки, предварительная формовка припоя.
Если необходимое количество наносимой паяльной пасты больше, чем количество, обеспечиваемое при использовании окна с размером контактной площадки, дополнительное количество пасты обычно может быть получено за счет увеличения размера окна, когда появляется нависающий край вне контактной площадки, который располагается на плате или паяльной маске. Количество и расположение нависающего края вне контактной площадки определяют местом, доступным вокруг контактной площадки, необходимостью избежать замыкания и свивания припоя в клубок. Допуски на положение контактной площадки и точность нанесения паяльной пасты необходимо учитывать при вычислении максимального допустимого нависающего края.
4.5.4 Высота зазора компонента для очистки
Рекомендуемый минимальный зазор между компонентом и печатной платой для очистки зависит от расстояния по диагонали шага выводов компонента.
Если не может быть получен минимальный зазор, то может оказаться невозможной требуемая очистка под компонентом. В этом случае рекомендуется использовать безотмывочный флюс и/или добиться, чтобы паяльная маска закрывала весь проводящий рисунок печатной платы, расположенный под компонентом.
4.5.5 Реперные знаки
Реперный знак - печатный топологический фрагмент, который создается в том же самом процессе, что и фотошаблон рисунка печатной платы для оптических систем распознавания. Фотошаблон проводящего рисунка печатной платы должен включать в себя реперные знаки.
Реперные знаки обеспечивают единые базы для всех стадий процесса монтажа. Это позволяет любой части оборудования, используемого для монтажа, точно определять расположение проводящего рисунка схемы. Имеется два типа реперных знаков.
4.5.5.1 Глобальные реперные знаки
Глобальные реперные знаки платы используют для определения расположения всех элементов схемы на отдельной плате. Если плата изготовляется в составе мультиплицированной панели, глобальные реперные знаки вводят как реперные знаки панели (см. рисунок 8).
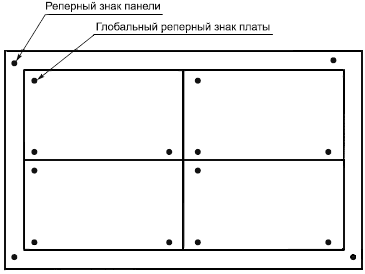
Рисунок 8 - Реперные знаки панели и платы
4.5.5.2 Локальные реперные знаки
Локальные реперные знаки используют для определения положения отдельного компонента, требующего более точного размещения (см. рисунок 9).
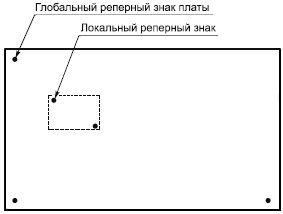
Рисунок 9 - Локальные и глобальные реперные знаки
Не менее двух глобальных реперных знаков платы требуется для устранения линейных отклонений при установке (оси Х-Y) и угловых отклонений (тета-ориентировка). Они должны быть расположены по диагонали напротив и как можно дальше друг от друга на плате или заготовке.
Не менее трех глобальных реперных знаков платы требуется для исправления нелинейных искажений (масштабирование, растяжение и коробление винтом). Они должны быть расположены треугольником как можно дальше друг от друга на плате или панели.
Не менее двух локальных реперных знаков требуется для исправления линейного смещения (оси X-Y) и углового смещения (тета-ориентировка). Это могут быть две метки, расположенные по диагонали напротив, в пределах периметра посадочного места.
Рекомендуется располагать три глобальных реперных знака платы или заготовки по координатной сетке, как показано на рисунке 10. Первый реперный знак расположен в координатах 0,0. Второй и третий реперные знаки расположены в положительном секторе координат Х и Y. Реперные знаки рекомендуется помещать на внешних слоях всех печатных плат, на которых выполняется поверхностный монтаж или монтаж в сквозные отверстия, так как даже устройства монтажа в сквозные отверстия начинают использовать системы выравнивания.
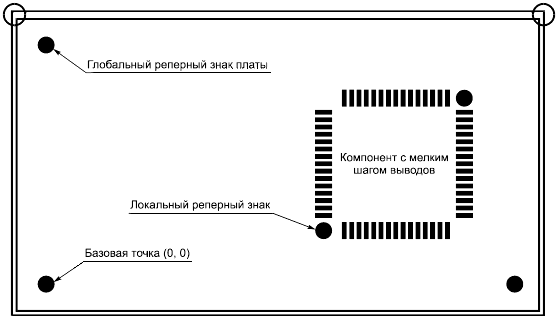
Все реперные знаки и технологические отверстия расположены по соответствующей координатной сетке.
Реперные знаки расположены как на лицевой, так и на обратной стороне платы.
Стандартные диаметры технологического отверстия: 2,4; 2,8; 3,2 мм.
Глобальные реперные знаки рекомендуется располагать не ближе 5,0 мм от контура платы
Рисунок 10 - Расположение реперных знаков на печатной плате
Все компоненты с малым шагом выводов должны иметь два локальных реперных знака, предусмотренных в посадочном месте компонента, чтобы гарантировать, что достаточное чисто реперных знаков доступно каждый раз, когда компонент размещается, удаляется или заменяется на плате. Все реперные знаки должны иметь достаточно большое освобождение от паяльной маски, чтобы держать оптическую мишень. Если паяльная маска попадает на реперный знак, то некоторые системы выравнивания могут оказаться бесполезными из-за недостаточного контраста на участке мишени.
Если пространство ограничено, допускается использовать один локальный реперный знак для исправления линейного смещения (оси X-Y). Единичный реперный знак должен быть расположен в периметре посадочного места как можно ближе к центру.
4.5.5.3 Размер и форма реперного знака
Оптимальный реперный знак имеет форму сплошного залитого круга. Минимальный диаметр реперного знака равен 1,0 мм. Максимальный диаметр метки равен 3,0 мм. Размеры реперных знаков на одной и той же печатной плате не должны отличаться более чем на 0,025 мм.
Вокруг реперного знака должна существовать свободная область, лишенная любых других элементов схемы или маркировок. Минимальный размер этой области должен быть равен удвоенному радиусу метки. Предпочтительное свободное пространство вокруг метки равно диаметру метки (см. рисунок 11).
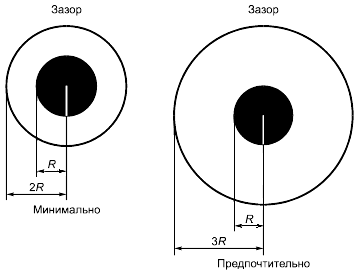
Рисунок 11 - Требования к зазору вокруг реперного знака
4.5.5.4 Материал
Реперный знак может быть из голой меди или меди, защищенной органическим или металлическим покрытием.
Если используется паяльная маска, то она не должна покрывать реперный знак или свободную область вокруг него. Следует отметить, что окисление поверхности реперного знака может ухудшить его читаемость.
4.5.5.5 Плоскостность
Плоскостность поверхности реперного знака должна быть в пределах 0,015 мм.
4.5.5.6 Расстояние до края платы
Расстояние от края платы до центра реперного знака должно быть не менее ![]() мм, где
мм, где - радиус реперного знака.
4.5.5.7 Контраст
Лучшая эффективность достигается, когда имеется высокий контраст на границе реперного знака и материала основания печатной платы.
Фон для всех реперных знаков должен быть одним и тем же. Таким образом, если под внешним слоем имеется сплошная медная плоскость и она находится под одним из реперных знаков, то она должна присутствовать под всеми реперными знаками. Если под одним реперным знаком будет чистая медь, то чистая медь должна быть под остальными реперными знаками.
4.5.6 Проводники
4.5.6.1 Ширина и зазор проводника
Увеличение плотности размещения компонентов поверхностного монтажа позволяет разработчику использовать более тонкую металлизацию, сократить ширину проводников и зазоров между ними. Более высокая плотность размещения компонентов может увеличить число слоев печатной платы, требующих увеличения числа переходных отверстий, для обеспечения необходимых связей между слоями.
4.5.6.2 Проводники наружного слоя
Широкие проводники, соединяющиеся с областью контактной площадки, могут отбирать припой с контактных площадок. Кроме того, если проводник направлен в переходное отверстие, которое связано с внутренним слоем заземления или питания, широкий проводник может действовать как теплоотвод и снижать во время плавления припоя температуру области контактной площадки и вывода, что может привести к дефектному паяному соединению. Далее приведены рекомендации по проектированию проводника.
Широкий проводник рекомендуется сузить перед соединением с контактной площадкой, например до 0,25 мм ширины по длине 0,50 мм. Тонкая медь на наружном слое платы будет менее надежной, чем толстая медь (см. МЭК 62326-1-62326-9).
Проводники, подходящие к контактным площадкам, как показано на рисунке 12, позволят разработчику использовать одинаковую библиотечную форму для трассировки как по внешнему, так и по внутреннему слою.
Геометрия трассировки наружного слоя
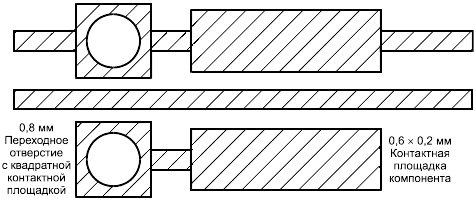
Уточнения для данной конфигурации:
- проводники и зазоры могут быть 0,15 мм;
- требуется жидкая фоточувствительная паяльная маска;
- 100%-ная основанная на координатной сетке доступность контроля узлов цепей с любой стороны
Рисунок 12 - Конфигурации поверхностного монтажа
Рекомендуется использовать паяльную маску, наносимую на чистую медь для создания барьера распространения припоя на проводник.
4.5.6.3 Проводники внутреннего слоя
Использование широких проводников и зазоров часто увеличивает число слоев из-за уменьшения канала трассировки, доступного между переходными металлизированными отверстиями. С этим связано увеличение использования узких проводников на внутренних слоях. Сравнение числа каналов трассировки, доступных между контактными площадками, для значений ширины проводника 0,15 и 0,125 мм приведено на рисунке 13. Так как обеспечивать ширину проводника намного труднее на внешних слоях печатной платы, рекомендуется оставить более узкие проводники на внутренних слоях многослойной печатной платы. В целом, выбор использования узких проводников основан на потребности в уменьшении числа слоев. Уменьшение числа слоев может сократить полную толщину платы и улучшить соотношение диаметра малого металлизированного отверстия и толщины платы.
Рекомендуется учитывать, что уменьшение толщины платы увеличивает риск нежелательного искривления и коробления винтом до и/или после пайки (см. МЭК 61188-1-1).
4.5.7 Рекомендации по переходным металлизированным отверстиям
4.5.7.1 Просверленные переходные отверстия
Размер переходных отверстий рекомендуется выбирать исходя из толщины печатной платы по отношению к диаметру отверстия или пределов допустимого соотношения между толщиной платы и диаметром металлизированного отверстия по технологии производителя печатной платы. Кроме того, к определенным контактным площадкам переходного отверстия и отверстиям, возможно, потребуется получить доступ для внутрисхемного контроля соотношения "посадочное место - переходное отверстие" (см. рисунок 14).
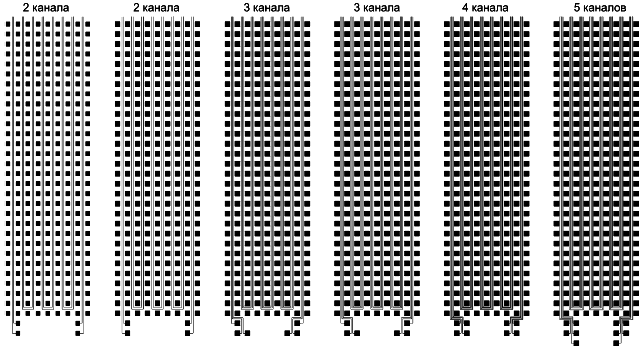
Рисунок 13 - Тестовая модель способности трассировки проводников
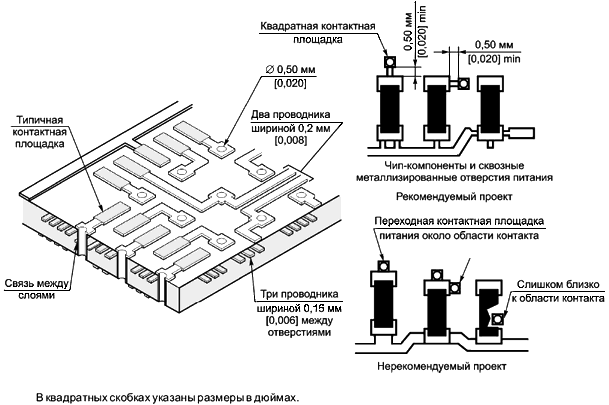
Рисунок 14 - Соотношения "посадочное место - переходное отверстие"
4.5.7.2 Расположение переходных отверстий и посадочного места
Контактные площадки переходного отверстия должны быть расположены в стороне от контактных площадок компонентов, чтобы предотвратить растекание припоя во время пайки оплавлением. Растекание припоя приводит к недопустимым галтелям припоя на компонентах. Растекание припоя может быть ограничено за счет узкого проводника между контактной площадкой и переходным отверстием или может быть предотвращено при использовании паяльной маски по чистой меди проводящего рисунка. Взаимное расположение контактной площадки и связанного с ней переходного металлизированного отверстия должно учитывать требования трассировки проводящего рисунка. Несколько примеров расположения переходных отверстий представлено на рисунке 15.
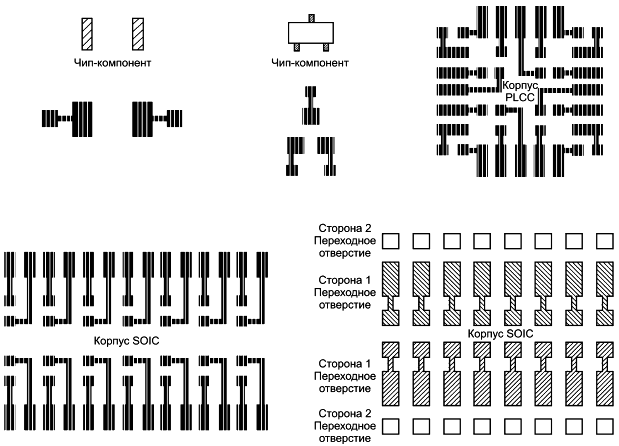
Рисунок 15 - Примеры расположения переходного отверстия
Использование паяльной маски, закрывающей переходные отверстия, или заполненных припоем переходных отверстий предотвращает перемещение припоя на печатных узлах, изготовленных в процессе оплавления припоя. Заполненные или закрытые переходные отверстия также решают возможную проблему остатков флюса под компонентами и очень желательны для того, чтобы достигнуть хорошей герметизации при внутрисхемном контроле многоконтактными устройствами. Переходные отверстия закрывают сухой пленочной паяльной маской или жидкой паяльной маской, если диаметру переходного отверстия маленький.
4.5.7.3 Переходные отверстия под компонентами
Если печатный узел должен паяться волной, а переходные отверстия не закрыты паяльной маской, рекомендуется избегать переходных отверстий на плате под компонентами, установленными на лицевой стороне без зазора. Во время пайки печатного узла волной припоя флюс может оказаться под компонентами. Незакрытые переходные отверстия допускается располагать подповерхностно-монтируемым компонентом при пайке оплавлением, но не волной припоя.
4.5.7.4 Переходные отверстия как контрольные точки
Переходные отверстия, используемые для соединения контактных площадок компонентов поверхностного монтажа с другими слоями проводящего рисунка, также допускается использовать как контрольные точки, предназначенные для подключения многоконтактных устройств тестирования и/или в качестве монтажных отверстий для ремонта. Когда переходное отверстие используют как контрольную точку, требуется, чтобы были заданы расположение и размер контактной площадки (см. раздел 6).
4.5.8 Стандартные технологические отклонения
Производственные или стандартные технологические отклонения существуют во всех цехах изготовителей печатных плат. Фактически при каждой операции совмещения или выравнивания есть некоторая вероятность смещения. Существует ориентировочно 42 основных процесса при изготовлении многослойной печатной платы, некоторые из них включают в себя операции, требующие точности совмещения. Допуск изменяется в зависимости от максимального размера по диагонали печатной платы и должен быть учтен при вычислении размера контактной площадки. Рекомендуется получить предложения производителя относительно стандартных технологических отклонений до начала проектирования. С этими стандартными технологическими отклонениями разработчик может соответственно предотвращать отклонения из-за их накопления и/или создания производственных проблем.
4.5.8.1 Производственные характеристики
Различные характеристики размеров проводника после травления представлены на рисунке 16. Чертежи изделия и технические требования должны определить только минимальный зазор; однако ширина проводника должна быть определена в соответствии с минимальным значением, а посадочные места должны быть определены в соответствии с принципом максимального использования материала. Четкие заданные значения для проводников и посадочных мест помогут изготовителю достигнуть желательного состояния.
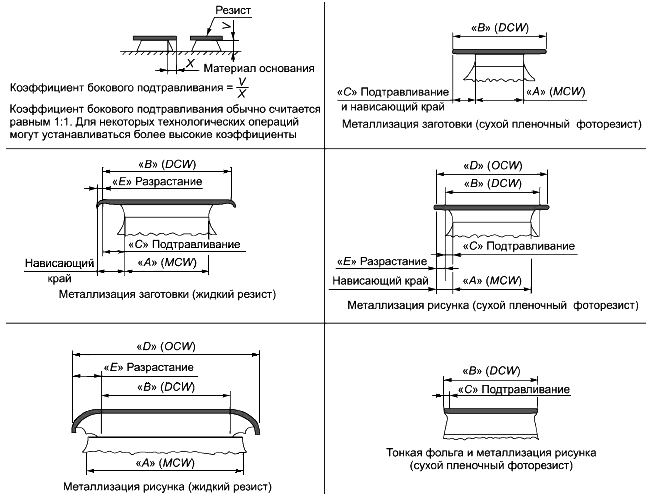
![]() (минимальная ширина проводника)
(минимальная ширина проводника) ![]() (проектируемая ширина проводника)
(проектируемая ширина проводника) ![]() (полная ширина проводника)
(полная ширина проводника)
Рисунок 16 - Характеристика проводника
4.5.8.2 Ширина проводника и отклонения зазора
Отклонения, ожидаемые при обычных процессах, приведены в таблице 14. (Особые отклонения процесса должны быть согласованы с изготовителем платы.) Отклонения базируются на толщине меди не более 36 мкм. При увеличении толщины меди может ожидаться дальнейшее изменение ширины проводника (см. рисунок 16).
Таблица 14 - Допуски ширины проводника
Размеры в миллиметрах | |||
Характеристика | Уровень 1 | Уровень 2 | Уровень 3 |
Без гальванического покрытия | 0,05 | +0,03 | +0,02 |
-0,10 | -0,05 | -0,04 | |
С гальваническим покрытием | 0,10 | 0,08 | 0,05 |
-0,10 | -0,08 | -0,05 | |
4.5.8.3 Допуск расположения элемента проводящего рисунка
Отклонения элемента, выбираемые для номинального размера расположения контактных площадок, контактов разъема и проводников относительно базы, приведены в таблице 15. Эти отклонения учитывают точность рисунка фотошаблона, смещение материала, совмещение слоев и их соединение.
Таблица 15 - Точность расположения элемента
Размеры в миллиметрах | |||
Самая большая плата; размер X, Y | Уровень 1 | Уровень 2 | Уровень 3 |
До 300 | 0,30 | 0,20 | 0,10 |
До 450 | 0,40 | 0,30 | 0,20 |
До 600 | 0,40 | 0,30 | 0,20 |
4.5.8.4 Контроль кольцевым ободком
Кольцевой ободок определяется как часть контактной площадки, остающаяся после сверления отверстия. С высокоплотными проектами технологии поверхностного монтажа, поддерживающими минимальные требования к кольцу, появилась одна из самых трудных технологических операций изготовления многослойных печатных плат. Совершенное совмещение максимизирует кольцевой ободок вокруг просверленного отверстия.
Например, использование контактной площадки диаметром 0,8 мм с отверстием 0,5 мм приводит к кольцевому ободку шириной 0,15 мм в случае абсолютного совмещения. Если происходит смещение 0,15 мм в каком-нибудь направлении, результатом будет кольцевой ободок с одной стороны контактной площадки, равный 0,3 мм, и отсутствие ободка на другой стороне. Если смещение будет больше чем 0,15 мм, например 0,2 мм, то отверстие выйдет из контура контактной площадки. Если отверстие сместится в направлении, где проводник соединяется с контактной площадкой, оно разъединит проводник с контактной площадкой. В результате печатная плата будет забракована. Так как сигнальные проводники пересекают контактные площадки во всех направлениях, любой выход отверстия за контур контактной площадки является источником возможного нарушения цепи на печатной плате.
Обеспечение последовательного контроля кольцевых ободков является сложным процессом, поэтому были разработаны методы, гарантирующие соединение между контактными площадками и проводниками. Данные методы предназначены для добавления меди в места соединения проводника и контактной площадки. Контактная площадка, у которой есть добавленная медь, может напоминать капельку, замочную скважину или принимать какую-то другую форму, как показано на рисунке 17.
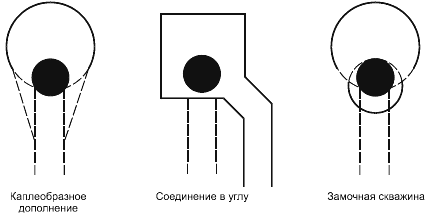
Рисунок 17 - Примеры измененных соединений проводника и контактной площадки
4.5.9 Использование панелей
Конструкция панели может включать в себя несколько печатных плат, расположенных по сетке, или только одну плату, требующую дополнительного сохраненного материала для эффективного процесса монтажа. Большая плата или несколько небольших плат остаются на панели и отделяются после окончания всех процессов монтажа. Вырубание или выламывание отдельных плат из панели должно быть также запланировано в технологическом процессе. Несколько методов используют, чтобы сохранить печатные платы на панели, включая V-образный надрез (скрайбирование) или фрезерованную щель с перемычками для разделения печатных плат.
Скрайбирование обычно проводят на обеих поверхностях платы и только по прямой линии. В линии разреза сохраняют небольшое поперечное сечение материала платы. Следует учитывать допуск на угол скрайбирования. Проводники, которые расположены слишком близко к краям канавки, будут обнажены или повреждены, а грубые края должны быть слегка зачищены, чтобы удалить заусенцы и грубые частицы ткани (см. рисунок 18).
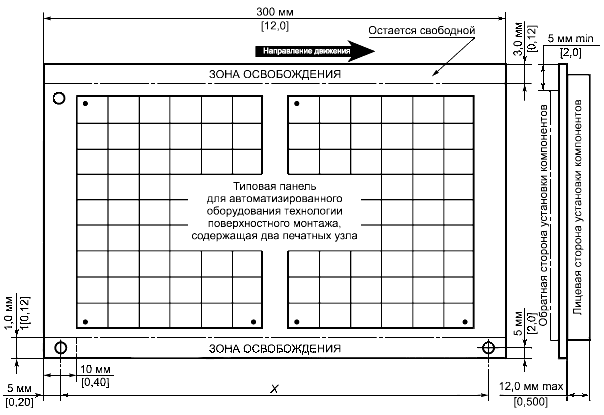
В квадратных скобках указаны размеры в дюймах.
Зона освобождения, приведенная на этом рисунке, типична для автоматизации процесса конвейерного монтажа, использующего волну припоя и пайку оплавлением
Рисунок 18 - Типичная панель из фольгированного медью стеклотекстолита
Фрезерованная щель и перемычка широко используются для конструкции панели и расширения перемычки разделения заготовок методом удаления перемычек. Фрезерование контура более точно, чем скрайбирование, поверхности края платы оказываются гладкими, но разделение заготовок методом удаления перемычек потребует анализа. Перемычки могут быть обрезаны вместе с внутренним заземлением, выходящим на край платы или предварительно просверленным в рисунке. Просверленный рисунок обеспечивает снижение усилия в точке разрыва на перемычки. Если контур отверстий расположен в пределах контура платы, зачистка или шлифование могут не потребоваться (см. рисунки 19 и 20).
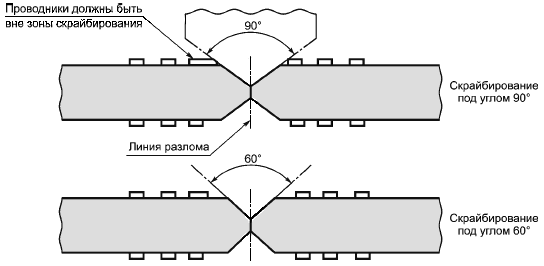
Рисунок 19 - Зазор проводника при скрайбировании
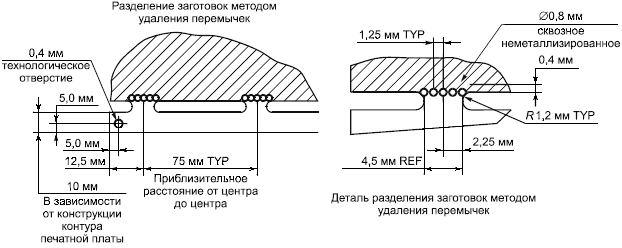
Рисунок 20 - Удаление перемычек (модель фрезерования) с фрезерованными щелями
4.5.9.1 Конструкция панели
Компоненты могут монтироваться как на отдельных платах, так и на платах, объединенных в форме панели. Платы или панели, которые будут перемещаться по конвейеру или пройдут через автоматизированные операции (установка компонентов, пайка, очистка и т.д.), должны иметь области, свободные от компонентов или проводящего рисунка. Как правило, свободная область шириной от 3 до 5 мм должна быть расположена вдоль сторон в качестве освобождения. Ширина зазора зависит от транспортера и способа крепления в предполагаемом оборудовании для монтажа печатного узла. Перед проектированием платы или панели данные размеры рекомендуется получить от изготовителя оборудования для монтажа (см. рисунок 21).
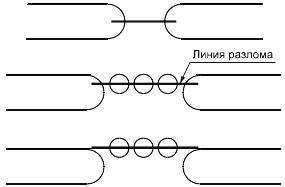
Рисунок 21 - Фрезерованные щели
Специальные технологические и крепежные отверстия обычно расположены в пределах зон освобождения. Зоны освобождения необходимы, чтобы избежать взаимодействия с креплением платы, направляющими и приспособлениями для выравнивания.
Два крепежных неметаллизированных отверстия или более расположены в углах платы, чтобы обеспечить точное механическое совмещение платы на конвейере. Крепежные отверстия платы (обычно диаметром 3,2 мм) могут также быть расположены в зонах освобождения. Эти отверстия допускается использовать автоматизированным конвейерным оборудованием или для юстировки тестирующего адаптера. Размер панели рекомендуется получить от изготовителя оборудования или инженера-технолога процесса.
4.5.9.2 Размер платы и конструкция панели
Чтобы полностью использовать автоматизацию технологии поверхностного монтажа, разработчику рекомендуется учитывать технологию изготовления печатной платы, а также монтажа и контроля электронного модуля. Каждый из этих процессов из-за специального используемого оборудования требует фиксации, которая повлияет на определенные аспекты расположения платы. Следующие факторы связаны с оборудованием и технологическим процессом:
- технологические отверстия;
- размеры панели;
- ориентация компонентов;
- зазоры между компонентами и проводниками на лицевой и обратной сторонах платы.
Для получения рентабельного расположения за счет оптимального использования материала основания рекомендуется, чтобы разработчик проконсультировался с изготовителем платы относительно размера панели. Рекомендуется разрабатывать плату таким образом, чтобы использовать предложенную изготовителем полезную область панели. Небольшие платы могут быть мультиплицированы на панели, чтобы упростить крепление и уменьшить излишнее транспортирование во время монтажа. Большинство изготовителей предлагают различные способы размещения печатных узлов на панелях. Рекомендуется выбрать способ с учетом технологии монтажа и тестирования.
4.6 Покрытия внешних слоев
4.6.1 Покрытия в виде паяльной маски
Покрытия паяльной маской используют для защиты проводящего рисунка на печатной плате. Паяльная маска может быть жидкой или в виде сухой пленки. Материал полимера паяльной маски применяют, используя различные технологические процессы, и он может быть различной толщины. Например, конечная толщина жидких материалов будет равна от 0,02 до 0,025 мм, в то время как покрытия из сухой пленки получаются от 0,08 до 0,10 мм толщины, а для низкопрофильных масок - толщиной 0,04 мм. Хотя трафаретная печать паяльной маски допускается, для поверхностного монтажа рекомендуется фоточувствительная паяльная маска.
Фотопроцесс обеспечивает точное изображение рисунка, и если он должным образом отработан, то устраняет маску с поверхности посадочного места. Толщина маски, возможно, не является важным параметром для большинства печатных узлов с поверхностным монтажом, кроме случая, когда на печатные платы монтируют компоненты с малым шагом выводов (0,63 мм и менее). В этом случае более тонкая паяльная маска обеспечит лучшие характеристики нанесения припоя.
4.6.2 Зазоры паяльной маски
Паяльную маску допускается использовать для изоляции посадочного места от других проводящих элементов на плате, таких как переходные отверстия, контактные площадки или проводники. Если никакие проводники не проходят между контактными площадками, то допускается использовать простое групповое освобождение в паяльной маске (см. рисунок 22). Зазор 0,38 мм (0,015 дюйма) вполне допустим. Из-за непосредственной близости паяльной маски к посадочному месту во избежание загрязнения посадочного места необходимо учитывать при выборе материала паяльной маски его характеристики плавления и растворимости.
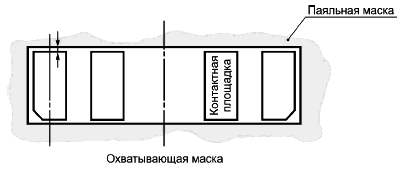
Рисунок 22 - Групповое освобождение от паяльной маски
При разработке посадочного места с проложенными проводниками между контактными площадками (см. рисунок 23) рекомендуется учитывать требования допустимых отклонений фоточувствительной паяльной маски. Это необходимо из-за малого допустимого отклонения размера покрытия, которое должно покрыть проводники, не попадая в область контактной площадки. Обычно изготовители обязаны наносить материал паяльной маски вне контактной площадки. Зазор может изменяться в пределах от 0,0 до 0,1 мм.
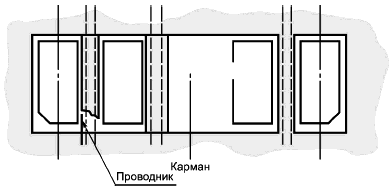
Рисунок 23 - Окна в паяльной маске в виде кармана
4.6.3 Покрытия посадочного места
Освобождения паяльной маски открывают посадочные места для подсоединения компонентов поверхностного монтажа. Обычно посадочные места медные и поэтому нуждаются в защите, чтобы предохранить медь от окисления, приводящего к плохой паяемости. Защиту посадочных мест допускается выполнять как органическим покрытием, так и металлическими покрытиями, например оловянно-свинцовым, золотым, серебряным или палладиевым. Выбор покрытий зависит от предпочтения сборщика или типа монтируемых компонентов. Обычно это единый тип покрытия, который используют для всей платы; различные покрытия или смешивание типов покрытия не рекомендуются из-за различных технологических операций процесса, требуемого для нанесения каждого покрытия. Однако смешение типов покрытия может быть необходимым из-за смешивания типов компонентов и характеристик их выводов или покрытий выводов.
5 Подтверждение качества и надежности
5.1 Методы контроля
Из-за разнообразия допустимых отклонений компонентов и возможности, что отклонения могут измениться на каждом типе компонента, заказчик заинтересован в подтверждении геометрии посадочного места и компонента. Кроме того, рекомендуется проверять компоненты на их предельные рабочие температуры. Диаграмма, описывающая пределы рабочих температур компонентов, приведена на рисунке 24.
Максимальные рабочие температуры для компонентов
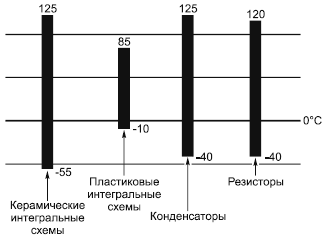
Рисунок 24 - Температурные пределы компонентов
Контроль компонентов и проводящего рисунка допускается выполнять, используя стандартные контрольные модели. Эти модели допускается использовать не только для контроля конкретного компонента по отношению к посадочному месту, но и для оценки производства компонентов, которые должны пройти различные процессы поверхностного монтажа.
6 Возможность проведения испытаний
6.1 Пять видов испытания
Есть пять основных видов испытаний, которые могут быть выполнены на платах с поверхностным монтажом:
a) Контроль печатной платы без компонентов на замыкания и обрывы.
b) Контроль печатного узла на замыкания паяных соединений.
c) Внутрисхемный контроль печатного узла для каждого отдельного компонента.
d) Функциональный контроль схемы печатного узла.
e) Комбинированное испытание, объединяющее внутрисхемный и функциональный контроль.
Первый тип испытания - контроль несмонтированной платы, который выполняет производитель печатных плат. Оставшиеся четыре типа испытаний проводят на печатных узлах. Рекомендуется обязательно проводить контроль несмонтированной платы, в то время как печатный узел допускается контролировать с использованием любых комбинаций оставшихся четырех испытаний платы.
6.1.1 Контроль несмонтированной печатной платы
При контроле печатных плат, предназначенных для монтажа в сквозные отверстия, оценка дефекта и выбранные методы контроля являются основой всей стоимости контроля. Полезная доступная площадь (особенно процент узлов схемы, доступных для контроля многоадаптерным устройством), не является проблемой, так как отверстия обеспечивают стопроцентный доступ к узлам цепей. В контролируемых платах для поверхностного монтажа, напротив, полезная доступная площадь (в дополнение к оценке дефекта) оказывает влияние на стоимость контроля, так как доступ к узлам цепей определяет, какие испытательные методы возможны и эффективны.
6.1.2 Контроль печатного узла
Метод контроля должен быть определен до начала проектирования рисунка печатной платы. Если норма дефекта относительно высока, большинство печатных узлов потребует контроля, а рентабельность автоматического внутрисхемного контроля потребует, чтобы к узлам цепей был обеспечен полный доступ в пределах рисунка печатного узла. Если норма дефекта низкая, внутрисхемный контроль может быть пропущен и перенесен на функциональный контроль. Чрезвычайно низкая норма дефекта теоретически позволяет исключить внутрисхемный контроль (никакого контроля с помощью "ложа гвоздей"), применяя только простой контроль "годен - не годен" через разъем печатного узла и отбраковывая негодные печатные узлы вместо их диагностики.
Основные соображения при определении доступа к узлам цепей следующие:
a) норма дефекта;
b) диагностическая способность;
c) влияние полезной площади;
d) область платы;
e) число слоев;
f) влияние стоимости.
Определение процента доступа к узлам цепей на проводящем рисунке печатной платы требует согласования всех проблем, обсужденных ранее: нормы дефекта, стоимость разработки контроля, стоимость проведения контроля, включая стоимость ручной диагностики, и, конечно, влияние на полезную площадь. Самым желательным вариантом остается полный доступ к узлам цепей, исключая случай отсутствия каких-либо дефектов.
Как и с платами, использующими монтаж в сквозные отверстия, как только плата разработана (установлен доступ к узлам цепей) и разработаны методы ее контроля, норма дефекта становится главным ключом к сокращению затрат на контроль. Поэтому фиксация дефекта, его анализ и исправление или предотвращение являются обязательными. Это может включать в себя более близкие связи с поставщиками, чтобы уменьшить проблемы с компонентом и платой, а также операции внутри организации для сокращения проблем, вызванных технологическим процессом.
6.2 Доступ к узлам цепей
На ранних стадиях разработки новой продукции положения и стратегии контроля часто не определены. Это особенно справедливо, когда компания переходит с одного технологического уровня корпуса к более высокому технологическому уровню, например от монтажа в сквозные отверстия к технологии поверхностного монтажа. Во время этих переходных периодов согласованные технические подходы являются существенными при проектировании доступа к узлам цепей для возможности проведения контроля. Согласованная разработка - принципиальный инструмент, в соответствии с которым приоритеты контроля рекомендуется переместить в начальные этапы проектирования, отнеся их к более высоким приоритетам. На ранних стадиях проектирования рекомендуется четко определить методологию контроля, а затем может быть разработана стратегия контроля. Идеальной методологией является определение всех различных видов контроля, а также уровня, которого требует каждый вид контроля.
6.2.1 Методология контроля
Рекомендуется описывать методологию контроля так, чтобы охватить все комбинации контроля, необходимые для изделия. Затем простая стратегия для осуществления необходимого контроля может быть определена до начала процесса проектирования. Планируемая возможность проведения контроля в начале, а не в конце цикла разработки может привести к значительному снижению стоимости контроля за узел цепей и обеспечению большей доступности к узлам цепей в течение всего процесса от начального проектирования до окончательного испытания.
Лучшей испытательной методологией является та, которая создаст условия для выполнения каждого доступного метода контроля. Даже если процедура контроля изделия четко определена в начале этапа разработки, она может измениться после завершения проектирования:
a) расположение всех переходных отверстий компонентов;
b) обеспечение доступа к каждому узлу каждой цепи соединений;
c) обеспечение доступа к каждому узлу цепей с обеих сторон платы;
d) обеспечение правильной геометрии контрольных точек и зазоров;
e) исключение попадания контрольных адаптеров на контактные площадки поверхностно-монтируемого компонента.
Даже в самых плотных проектах может быть достигнута методология обеспечения доступа к каждому узлу каждой цепи соединений с любой стороны платы. Однако это решение должно быть принято в начале разработки.
6.2.2 Стратегия контроля печатных плат
После того как методология контроля изделия была определена, может быть определена стратегия или процедура контроля. Рекомендуется рассмотреть следующие элементы процедуры контроля:
a) визуальная проверка внутренних слоев с использованием автоматического оптического контроля;
b) визуальная проверка связей контактной площадки с переходным отверстием на наружных слоях;
c) контроль с помощью адаптеров только переходных отверстий на обеих сторонах для контроля печатной платы;
d) исключение повреждения адаптерами контактных площадок для поверхностного монтажа;
e) доступность для адаптеров переходных отверстий обратной стороны для установленной контролируемой печатной платы;
f) допустимость экранирующей пасты на переходных отверстиях для герметичных плат.
Реальная стратегия контроля изделия должна быть организована всеми участниками совместной разработки, которые будут вовлечены в процесс контроля. Это будет гарантировать, что объединение различных видов контрольных процедур не приведет к слишком большой избыточности и не создаст промежутки, которые могут подвергнуть опасности целостность контроля.
6.3 Полный доступ к узлам цепей печатного узла
Число адаптеров, необходимых для контроля печатного узла, равно общему числу узлов цепей компонента или общих соединений между компонентами. Однако в случае проектов очень плотного поверхностного монтажа требуется использование двухстороннего адаптера, потому что не все узлы цепей доступны с одной стороны печатного узла.
Внутрисхемный контроль нуждается в доступе только к одному узлу в каждой цепи. Каждая цепь схемы имеет по крайней мере два узла. У некоторых цепей соединений есть много узлов цепи; например, на платах памяти одна цепь может быть связана со многими узлами. Чтобы достигнуть полной эффективности внутрисхемного испытания, требуется доступ только к одному узлу цепи. Поэтому общее число адаптеров, требуемых для выполнения внутрисхемного контроля, значительно меньше, чем число адаптеров, требуемое для контроля печатной платы.
Использование концепций проектирования с расположенным по координатной сетке полным доступом к узлам цепей с любой стороны платы может оказаться самым экономичным подходом для всего процесса. Если используется концепция контроля контактной площадки, расположенной по координатной сетке, то адаптеры для печатных плат и узлов не будут устаревать при изменении проводящего рисунка, если контрольные узлы цепей не перемещаются. Кроме того, если печатная плата использует внутренние переходные отверстия, концепция контроля контактной площадки, расположенной по координатной сетке, с полным доступом к узлам цепи может обеспечить доступ к частям цепей, скрытым от их концов, что также выгодно при контроле печатной платы.
Для компонентов с малым шагом выводов рекомендуется при проектировании приблизительно половину контрольных переходных отверстий располагать во внутренней части посадочного места, а другую половину - за пределами посадочного места, как показано на рисунке 25. Таким образом достигаются две цели:
a) не превышена максимальная плотность установленных контрольных точек;
b) более широкое распределение точек тестирования уменьшает число областей с высоким давлением адаптеров во время вакуумного или механического прижима, которое вызывает изгиб печатного узла.
6.3.1 Приспособление для внутрисхемного контроля
Определенные контактные площадки с переходным отверстием и переходные отверстия могут быть доступны для автоматического внутрисхемного контроля. Расположение контактной площадки переходного отверстия общей цепи в схеме соответствует определенному адаптеру на контактирующем приспособлении. Таким образом, система контроля может управлять каждым компонентом на печатном узле и быстро определять расположение дефектных компонентов или идентифицировать проблемы процесса монтажа.

Рисунок 25 - Принципы расположения контрольных переходных отверстий по координатной сетке
Чтобы гарантировать точное положение выводов адаптеров по отношению к печатной плате, точное положение адаптеров и соответствующих им цепей должно быть предоставлено разработчику контактирующего приспособления. Идентификация расположения контрольных точек как компонентов в базе данных CAD позволит легко преобразовать их в данные для сверления в контактирующем приспособлении. Эти данные сократят время разработки контактирующего приспособления и исключат сверление лишних, нефункциональных отверстий в основании контактирующего приспособления.
6.3.2 Контроль многоконтактным адаптером
Некоторые контактные системы контроля могут создавать значительные усилия деформации на печатных узлах и стать источником преждевременных отказов. Необходимым элементом рисунка печатной платы является расположение контактных точек на плате на достаточном расстоянии, чтобы избежать чрезмерной деформации во время контроля многоконтактным адаптером. Если контрольные точки чрезвычайно сгруппированы, в конструкции контактирующего устройства может потребоваться дополнительный упор, чтобы уравновесить высокое давление. Область на плате, в которой будут находиться упоры, должна быть расположена в месте, свободном от проводников и компонентов.
6.4 Неполный доступ к узлам цепей
Неполный доступ к узлам цепей (менее 100%) допускает использование автоматического контрольного оборудования ("ложе гвоздей"), но не так эффективно, как полный доступ к узлам цепей. Как только доступ к узлам цепей становится менее 100%, внутрисхемный контроль дефектов, замыканий не может быть выполнен полностью, часть из этих дефектов останется и осложнит контроль в дальнейшем. В функциональном контроле с помощью "ложа гвоздей" будет увеличен объем ручного контроля, так как:
- не все замыкания, производственные дефекты и отказы ИС обнаруживаются ранее;
- меньше внутренних узлов цепей видно через контактирующее устройство.
Таким образом, задача по обнаружению и диагностике замыкания, дефектов и плохих компонентов переносится на этап функционального или системного контроля. Объем данной задачи изменяется обратно пропорционально проценту доступа к узлам цепей. Дополнительные затраты при функциональном контроле могут потребоваться на диагностику негодных печатных узлов или на разработку более детального функционального контроля (непериодические затраты), чем было запланировано.
6.5 Отсутствие доступа к узлам цепей
Полное отсутствие доступа к узлам цепей (0%) не позволяет контролировать печатный узел с помощью "ложа гвоздей" и переносит поиск всех дефектов компонента и монтажа на стадию функционального или системного контроля. Это может быть оправдано, если сильно возросшие затраты на ремонт не так часты и все же ниже, чем стоимость разработки, изготовления и использования автоматического испытательного оборудования типа "ложе гвоздей". Другими словами, объем продукции, принимаемой с первого предъявления, должен быть чрезвычайно высоким, чтобы оправдать отсутствие доступа к узлам цепей.
6.6 Влияние двусторонних устройств контроля
Контроль печатной платы с обеих сторон требует двухстороннего устройства контроля. Такое устройство дорого, дольше изготовляется, требует на лицевой стороне наличия контрольных точек большого размера, чтобы решить проблемы совмещения, связанные с требованиями допустимых отклонений, и, кроме того, оно сложнее в обслуживании.
6.7 Контролируемые характеристики печатных плат
6.7.1 Контролируемый интервал посадочного места
Проектирование с учетом возможности контроля является частью процесса проектирования схемы, поскольку это часть процесса проектирования рисунка печатной платы. Рекомендуется, чтобы все узлы цепей печатной платы находились на обратной стороне. Внутрисхемные контрольные устройства должны иметь доступ по крайней мере к одному узлу цепи в каждом соединении. Зазор между контактами может быть произвольным; однако зазор для стандартных контактов обычно лежит в пределах от 2,0 до 2,5 мм, в то время как тонкие контакты могут быть расположены в пределах от 1,0 до 1,25 мм. Расположение контрольных точек, по координатной сетке в пределах от 1 до 1,25 мм имеет следующие недостатки:
- контакты имеют более дорогие пружины;
- контакты отсутствуют в массовом производстве;
- любые переходные отверстия, используемые как контрольные точки, должны быть заполненным припоем для лучшего контакта и увеличения срока службы контакта.
6.7.2 Размер и форма контрольной точки
Контактные площадки или переходные отверстия должны быть от 0,9 до 1,0 мм для контакта. Если размеры контактной площадки менее 0,9 мм, то резко увеличивается число промахов (см. рисунок 26). Использование квадратных контактных площадок для переходного отверстия может обеспечить большую зону для обеспечения контакта.
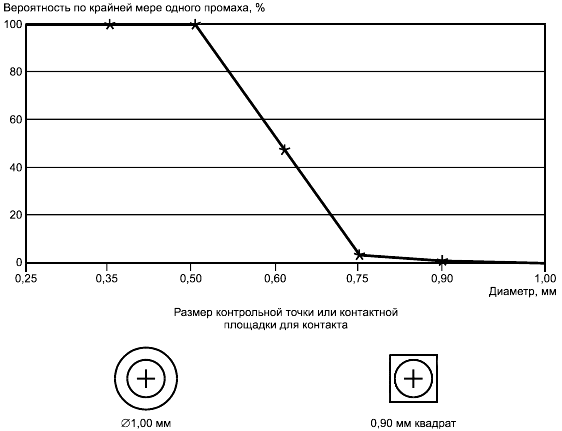
Рисунок 26 - Соотношение между испытательным размером контактной площадки и вероятностью промаха адаптера
6.7.3 Проектирование с учетом параметров контроля
При разработке посадочного места, которое будет включено в проводящий рисунок печатной платы, рекомендуется:
- располагать два непокрытых металлом технологических отверстия на противоположных по диагонали углах печатной платы;
- располагать контрольные точки на расстоянии не менее 2,5 мм от края печатной платы, чтобы облегчить уплотнение на вакуумных оправках;
- при использовании переходных отверстий в качестве контрольных точек предусматривать гарантии того, что качество соединения не ухудшается в результате контроля;
- располагать контрольные точки не ближе 0,63 мм от монтажной контактной площадки;
- показывать контрольные точки на сборочном чертеже, что поможет в случае потребности изменения проводящего рисунка сохранить расположение контрольных точек, избежать модификации устройства контроля, экономя стоимость и время;
- обеспечивать, где возможно, избыточный набор контрольных точек цепей питания и заземления;
- обеспечивать, где возможно, контрольные точки для всех неиспользованных вентилей ИС, которые позволят заземлить побочные сигналы (свободные вентили ИС иногда вызывают нестабильность во время внутрисхемного контроля);
- разработчики внутрисхемного контроля должны давать рекомендации, если во время контроля желательно провести измерения с помощью шести проводных перемычек;
- при монтаже компонентов на обратной стороне следует избегать нанесения покрытия на переходное отверстие, которое является контрольной точкой;
- не располагать контрольную точку слишком близко к какому-нибудь высокому компоненту, т.к. это может привести к разрушению компонента или контакта во время контроля (см. рисунок 27).
Схема, показывающая свободную область вокруг контрольной точки для компонентов с высотой больше 6,5 мм
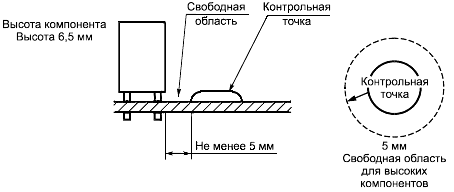
Рисунок 27 - Расстояние от компонента до контрольной точки
7 Типы структур печатных плат
Выбор структуры электронного модуля для поверхностного монтажа важен для оптимальной надежности тепловых, механических и электрических систем. Каждая структура имеет ряд свойств со специфическими преимуществами и недостатками по сравнению с другими (см. таблицу 16).
Вероятно, что никакой электронный модуль или печатная плата не удовлетворяют всем требованиям эксплуатации. По этой причине следует найти компромисс между свойствами, наилучшим образом согласованными с точки зрения монтажа компонентов и надежности схемы.
Таблица 16 - Сравнение структур печатных плат
Тип | Основные преимущества | Основные недостатки | Комментарии |
Органическое основание | |||
Стеклотекстолит | Размер подложки, масса, ремонтопригодность, диэлектрические свойства, обычная технология обработки платы | Теплопроводность, высокий КТР по осям X, Y и Z | Из-за высокого КТР по плоскостям осей X, Y рекомендуются окружающая среда с небольшими колебаниями температуры и/или использование небольших корпусов |
Текстолит на волокнах полиимида (полиимид) | Те же, что и у стеклотекстолита, кроме того, низкий КТР по осям X, Y при высоких температурах и высокий тангенс угла потерь | Теплопроводность, высокий КТР по оси Z, поглощение влаги | То же |
Текстолит на волокнах арамида (арамидотекстолит) | Те же, что и у стеклотекстолита, кроме того, низкий КТР по оси X при высоких температурах, самая малая масса | Те же, что и у полиимида, кроме того, образование микротрещин смолы | Объем волокна может регулироваться, чтобы получить нужный КТР по осям X, Y. Выбор смолы критичен для образования микротрещин |
Текстолит на волокнах арамида и полиимида (полиимидный арамид) | То же | То же | То же |
Полиимидный кварц (плавленый кремния) | То же, что и у стеклотекстолита, кроме того, низкий КТР по осям X, Y при высоких температурах | Теплопроводность, высокий КТР по оси Z, сверление, доступность, стоимость, низкое требуемое содержание смолы | Объем волокна может регулироваться, чтобы получить нужный КТР по осям X, Y, износ при сверлении выше, чем со стекловолокном |
Композитный текстолит на основе стекловолокна и арамида (арамидотекстолит) | Те же, что и у стеклотекстолита, кроме того, низкий КТР по оси Z при высоких температурах, отсутствие поверхностных микротрещин | Теплопроводность, высокий КТР по осям X, Y, влагопоглощение, захват растворов во время технологических процессов | Микротрещины смолы ограничены внутренними слоями и не могут повредить внешний проводящий рисунок |
Слоистые материалы на основе стекловолокна и тефлона | Диэлектрическая постоянная, высокая температура | То же, что и у стеклотекстолита, низкая температурная стабильность, теплопроводность, высокий КТР по осям X, Y | То же, что и у стеклотекстолита, пригодны для высокочастотных логических схем |
________________
| |||
Гибкий диэлектрик | Малая масса, минимальное беспокойство о величине КТР, гибкость конфигурации | Размер, стоимость, высокий КТР по оси Z | Твердо-гибкие платы предлагают компромиссы производства |
Термопластик | Объемные конфигурации, низкая цена при больших объемах | Высокая начальная стоимость пресс-формы | Относительно новая структура для печатных плат |
Неорганическое основание | |||
Оксидированный алюминий (керамика) | КТР, теплопроводность, обычные процессы получения толстой или тонкой пленки, интегрированные в рисунок резисторы | Размер подложки, ограниченная ремонтопригодность, стоимость, хрупкость, масса, диэлектрическая постоянная | Наиболее широко используемая технология для гибридной схемы |
Несущая пластина | |||
Печатная плата, присоединенная к опорной пластине (металлической или неметаллической) | Размер подложки, ремонтопригодность, диэлектрические свойства, обычная обработка платы, КТР X-Y осей, прочность, экранирование, охлаждение | Масса | Толщина/КТР металлического основания могут изменяться в зависимости от толщины платы для согласования КТР в соответствии с композиционным материалом |
Последовательная обработанная плата с несущей пластиной- | То же | То же | То же |
Объемные проводники | Высокочастотные соединения, хорошие термические и электрические свойства | Лицензионная технология. Требуется специальное оборудование | Те же самые что и у платы, на металлической несущей пластине с низким коэффициентом расширения |
Несущая конструкция | |||
Эмалированный плакированный медью инвар | То же, что и у оксидированного алюминия | Ремонтопригодность, совместимость с толстопленочными материалами | Толстопленочные материалы все еще находятся в разработке |
Печатная плата, соединенная с ограничивающим металлическим основанием | Те же, что и у платы, соединенной с металлическим основанием с низким тепловым расширением, прочность, теплопроводность, малая масса | Стоимость, образование микротрещин | Толщина графита и платы может изменяться для согласования общего КТР композитного материала |
Структуры с эластичными слоями | Размер подложки, диэлектрические свойства, низкий КТР по осям X, Y | Высокий КТР оси Z, теплопроводность | Эластичный материал поглощает разность КТР между керамическим корпусом и подложкой |
7.1 Общие положения
Структуры электронных модулей изменяются от печатных плат до очень сложных структур с несущим основанием. Однако некоторые критерии выбора являются общими для всех структур.
Чтобы оказать помощь в процессе выбора, параметры проектирования и свойства материалов, которые оказывают влияние на работоспособность системы независимо от типа структуры электронного модуля, приведены в таблице 17. Кроме того, свойства материалов, наиболее часто используемых в этих случаях, приведены в таблице 18.
7.1.1 Категории
В общем случае, структура печатной платы вписывается в одну из четырех основных категорий конструирования: органический материал основания, неорганический материал основания, несущая пластина и несущая конструкция.
Таблица 17 - Соображения, учитываемые при выборе структуры печатной платы
Параметры проектирования | Свойства материалов | ||||||||
Пере- | Коэф- | Тепло- | Проч- | Проч- | Диэ- | Объе- | Повер- | Погло- | |
Циклы температуры и питания | X | X | X | X | |||||
Вибрации | X | X | |||||||
Механический удар | X | X | |||||||
Температура и влажность | X | X | X | X | X | X | |||
Плотность питания | X | X | |||||||
Размер чип- | X | X | |||||||
Плотность рисунка | X | X | X | ||||||
Быстродействие схемы | X | X | X | ||||||
Таблица 18 - Свойства материалов структуры печатных плат
Материал | Свойства материалов | |||||||
Тем- | Коэф- | Тепло- | Прочность на растяжение по осям X, Y, фунт (дюйм | Диэ- | Объе- | Повер- | Погло- | |
Стеклотекстолит | 125 | 13-18 | 0,16 | 2,5 | 4,8 | 10 | 10 | 0,10 |
Полиимид | 250 | 12-16 | 0,35 | 2,8 | 4,8 | 10 | 10 | 0,35 |
Арамидотекстолит | 125 | 6-8 | 0,12 | 4,4 | 3,9 | 10 | 10 | 0,85 |
Полиимидный арамидотекстолит | 250 | 3-7 | 0,15 | 4,0 | 3,6 | 10 | 10 | 1,50 |
Полиимидный кварц | 250 | 6-8 | 0,30 | - | 4,0 | 10 | 10 | 0,50 |
Стекпоткань/тефлон | 75 | 20 | 0,26 | 0,2 | 2,3 | 10 | 10 | 1,10 |
Термопластичный полимер | 190 | 25-30 | - | 3-4 | 10 | 10 | Нет | - |
Окись алюминия - окись бериллия | Нет | 5-7 21,0 | 44,0 | 8,0 | 10 | - | - | - |
Алюминий (6061 Т-6) | Нет | 23,6 | 200 | 10 | Нет | 10 | - | Нет |
Медь (CDA101) | Нет | 17,3 | 400 | 17 | Нет | 10 | - | - |
Инвар, плакированный медью | Нет | 3-6 |
| 17-22 | Нет | 10 | - | Нет |
| ||||||||
7.1.2 Несоответствие коэффициентов теплового расширения
Основной проблемой при использовании компонентов поверхностного монтажа с низким КТР является несоответствие теплового расширения между безвыводным компонентом и структурой печатной платы. Это несоответствие будет нарушать паяное соединение, если печатный узел подвергнется тепловому удару, воздействию тепловых колебаний, колебаниям питания и высоким рабочим температурам. Число усталостных циклов перед неисправностью паяного соединения зависит от несоответствия теплового расширения между компонентом и структурой печатной платы, температурного диапазона, в котором печатный узел должен работать, толщины паяного соединения, размера компонента и колебания питания. Например, колебание питания может вызвать нежелательное несоответствие теплового расширения, если имеется существенное различие температур между компонентом или корпусом и печатной платой.
7.2 Органический материал основания
Органические материалы основания работают лучше всего с выводными чип-компонентами. Для чип-компонентов без выводов и некоторых корпусов BGA несоответствие теплового расширения между корпусом и платой может вызвать проблемы. Кроме того, плоскостность, жесткость и требования теплопроводности могут ограничить их использование. Наконец, внимание должно быть обращено на размер корпуса, число входов-выходов, стабильность при тепловых колебаниях, максимальную рабочую температуру и эластичность паяного соединения.
7.3 Неорганические материалы основания
Неорганические керамические материалы основания, как правило, использующие технологии толстых или тонких пленок, хоть и являются более дорогостоящими, подходят для разработок чип-компонентов без выводов и с выводами. Поставщики могут включить резисторы на тонких или толстых пленках непосредственно в керамические структуры, а также на внутренних слоях конденсаторов, что увеличит плотность и улучшит надежность. Однако ремонтопригодность такой структуры печатных плат ограничена. Керамические материалы, особенно оксидированный алюминий, представляются идеальными для структуры печатных плат с безвыводными керамическими чип-компонентами из-за их относительно высокой теплопроводности. К сожалению, размер структуры ограничен приблизительно 2200 мм. У керамических структур печатных плат имеется три основных приложения: керамические гибридные схемы, керамические многокристальные модули (MKM-L) и керамические печатные платы.
7.4 Альтернативные структуры печатных плат
7.4.1 Структуры печатных плат на несущей пластине
Опорные металлические или неметаллические пластины могут использоваться с обычными печатными платами или с заказной обработкой, чтобы улучшить свойства печатных плат. В зависимости от желаемых результатов несущая пластина может быть электрически функциональной или нет и служить также как элемент повышения жесткости структуры, теплоотвода и/или ограничителя КТР.
7.4.2 Технология печатных плат с высокой плотностью
Существуют многослойные структуры печатных плат с высокой плотностью упаковки, изготовленные из последовательных слоев органических диэлектриков определенной толщины с ультратонкими проводниками, металлизированными переходными отверстиями между слоями и тепловыми контактными площадками для обеспечения теплопередачи. Таким образом, эта технология объединяет ламинирующие материалы, химическую обработку, фотолитографию, металлографию, и уникальные тепловые новшества теплопередачи таким образом, чтобы эта технология стала пригодной для монтажа и обеспечения межсоединений бескорпусных кристаллодержателей интегральных схем.
Основное преимущество этой системы состоит в том, что переходные отверстия могут быть размером 0,10 мм или менее, а ширина печатного проводника может быть менее 0,12 мм для высокой плотности межсоединений. Таким образом, некоторые применения могут быть выполнены на меньшем числе сигнальных слоев, обеспечивая дополнительные слои для питания и заземления.
7.4.3 Соединение объемным проводником
Структуры с соединениями объемным проводником были разработаны специально для использования с компонентами поверхностного монтажа. Эти структуры обычно строят на опорной пластине из металла с низким КТР, что также обеспечивает хороший теплоотвод. Соединения, сделанные изолированным медным проводом диаметром 0,06 мм, формируют соединения, точно помещенные по координатной сетке с шагом 0,03 мм устройствами с цифровым программным управлением.
Данная геометрия приводит к низкопрофильному рисунку соединений с превосходными высокочастотными характеристиками и плотностью, обычно соответствующей толстопленочной технологии.
7.4.4 Структуры с несущей конструкцией
Как и с опорной пластиной, одна или более поддерживающих металлических или неметаллических пластин могут служить в качестве придающего жесткость конструкции элемента, теплоотвода и/или ограничителя КТР в структурах с несущей конструкцией.
7.4.5 Металлические структуры, на которые наносят фарфоровое покрытие (металлическое ядро)
Встроенное основание из металла с малым КТР (например, инвар, плакированный медью) может снизить этот коэффициент у эмалированных металлических структур, с тем чтобы он близко соответствовал КТР керамического чип-компонента. Кроме того, размер структуры фактически неограничен. Однако низкая точка плавления фарфора требует низкой температуры обжига проводника, диэлектрика и паст для толстопленочных резисторов.
8 Анализ технологии поверхностного монтажа
Небольшой размер компонентов поверхностного монтажа и возможность установки их на одной или обеих сторонах печатного узла значительно уменьшают необходимую площадь печатной платы. Тип технологии поверхностного монтажа в основном определен типом используемых компонентов поверхностного монтажа (см. 8.1 для описания типов и классов).
8.1 Последовательность технологического процесса поверхностного монтажа
Печатные узлы технологии поверхностного монтажа паяются оплавлением (инфракрасное оплавление, конвекция горячего воздуха, лазер, фаза пара) и/или пайкой волной в зависимости от комбинации компонентов поверхностного монтажа (КПМ) и компонентов монтажа в сквозное отверстие (МСО).
Последовательность процесса для монтажа в сквозные отверстия печатных узлов поверхностного монтажа показана на рисунке 28. Наносят клей и устанавливают компоненты поверхностного монтажа. Когда клей твердеет, плата переворачивается, чтобы получить автоматический или ручной доступ к выводам компонентов монтажа в сквозное отверстие для их установки. После закрепления вывода (если требуется) печатный узел с компонентами монтажа в сквозные отверстия на лицевой стороне и с компонентами поверхностного монтажа на обратной стороне обычно оплавляется волной. Альтернативная последовательность полностью изменяет порядок начальных стадий, т.е. сначала устанавливают (и закрепляют) компоненты монтажа в сквозные отверстия, после этого устанавливают компоненты поверхностного монтажа, а затем проводят пайку волной.
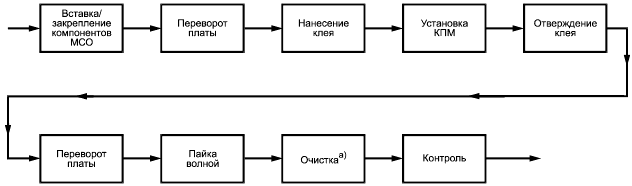
_________________
Необязательно, в зависимости от требований флюса и чистоты.
Рисунок 28 - Типовой процесс оплавления печатного узла с монтажом в сквозные отверстия и поверхностным монтажом
После пайки волной печатный узел может быть очищен, осмотрен, доработан в случае необходимости и проконтролирован, хотя необязательно в таком порядке.
Последовательность процесса для односторонней технологии поверхностного монтажа показана на рисунке 29. Наносят паяльную пасту, устанавливают компоненты, печатный узел подвергают пайке оплавлением и очистке. Для печатного узла с двусторонней технологией поверхностного монтажа плату переворачивают и повторяют описанную выше последовательность. Последовательность процесса для двусторонней технологии поверхностного монтажа, показанная на рисунке 29, является просто комбинацией процессов технологии поверхностного монтажа.
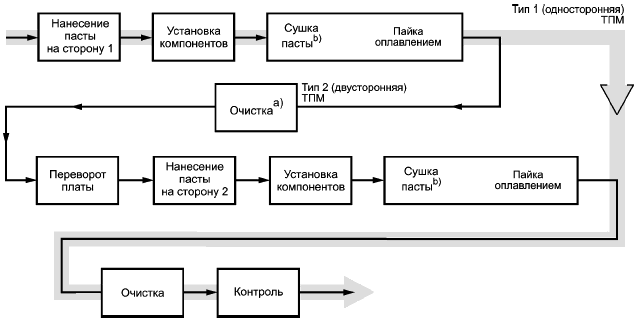
Необязательно, в зависимости от требований флюса и чистоты.
Обычно используется при пайке в паровой фазе.
Рисунок 29 - Типовой процесс оплавления для поверхностного монтажа типов 1b и 2b технологии поверхностного монтажа
8.2 Подготовка поверхности платы
8.2.1 Нанесение клея
При пайке волной припоя поверхностно-монтируемых компонентов выбор и нанесение клея играют чрезвычайно важную роль. Слишком большое количество клея вызовет перетекание клея на контактные площадки, что приведет к дефекту галтели припоя. Слишком малое количество клея будет не в состоянии обеспечить крепление компонента к поверхности платы во время пайки волной припоя.
8.2.2 Проводящий клей
В некоторых случаях для крепления компонентов поверхностного монтажа используют проводящий клей. В отличие от паяльной пасты, которая перераспределяется во время плавления, проводящие клеи должны контролироваться, чтобы гарантировать крепость соединения. Кроме того, нужно контролировать установку компонента, чтобы предотвратить чрезмерное сжатие клея и возможные замыкания с соседними контактными площадками.
8.2.3 Нанесение паяльной пасты
Паяльная паста играет важную роль в пайке оплавлением. Паста закрепляет компонент перед плавлением. Она содержит флюс, растворитель, консервирующее вещество и сплав нужного состава. Паяльную пасту наносят на контактную площадку перед установкой компонентов либо через сетку, либо с помощью трафарета или шприца. Сетки изготовляют из проволочной сетки из нержавеющей стали или полиэфира, а трафареты травят из нержавеющей стали, меди и других устойчивых сплавов. Предпочтительны трафареты для большого числа операций нанесения. Они более долговечны, чем сетки, легче совмещаются и могут быть использованы для нанесения более толстого слоя паяльной пасты и в узких местах; требуются точечные отверстия, например для контактных площадок с малым шагом.
8.2.4 Заготовки припоя
Заготовки припоя иногда используют для компонентов, монтируемых сквозь плату. Они имеют определенный размер и состав, могут быть с флюсом как внутри заготовки, так и в качестве покрытия, либо без флюса. Они могут оказаться рентабельными, чтобы избежать пайки волной припоя, если на плате имеется всего несколько компонентов с выводами.
8.3 Установка компонентов
Требования точности для устройства установки делают более практичным использование автоматически управляемых устройств установки компонентов поверхностного монтажа на плату. Выбор соответствующего устройства автоматической установки определяется типом компонентов, которые будут устанавливать, и классом печатного узла. Оборудование последовательной установки, как правило, использует систему программного управления движущую стол по осям X, Y. Компоненты последовательно устанавливают на печатную плату. Типовые длительности цикла изменяют в зависимости от размера компонента и степени интеграции.
8.3.1 Передача данных о компоненте
Перед проектированием печатного узла в системе автоматизированного проектирования (САПР) для каждого устанавливаемого компонента в базе данных проекта создается его представление в цифровой форме. Данные САПР чаще всего используют для изготовления фотошаблонов рисунка платы, изготовления деталей печатной платы и инструкций по монтажу печатного узла, но если они разработаны в нужной форме, они могут быть использованы и в процессе изготовления. Прямая передача данных САПР в системы автоматизированной установки ускорит процесс изготовления и сократит время программирования системы монтажа печатного узла.
Если подготовлена база данных САПР для компонента, определенные физические данные для каждого компонента можно использовать для программирования установки компонентов как по осям X, Y, так и их ориентации. Чтобы облегчить информацию о координатах по осям Х, Y, на печатной плате должна быть определена базовая точка. Рекомендуемым значением "0" для осей координат X, Y может быть положение глобального реперного знака в нижнем левом или нижнем правом углу платы или панели. Компоненты поверхностного монтажа поставляют в ленте на бобине, а также в тубусах для снабжения системы быстрой установки (носители лотка чаще всего адаптированы для компонентов с малым шагом выводов). Каждый компонент поверхностного монтажа упакован с учетом центра тяжести и начальной ориентации. 0 градусов является начальной ориентацией компонента.
Данные об угле поворота должны быть определены от позиции "0" в направлении против хода часовой стрелки (обычно 90°, 180° или 270°). Начальное положение компонента "0" является значимым. Например, компоненты, упакованные в ленту на бобине или в тубус в соответствии с требованиями Объединенного технического совета по электронным приборам, имеют установленный стандарт ориентации.
Компоненты, упакованные в ленты на бобинах, имеют определенную ориентацию, которая связана с перфорированным рисунком на ребре носителя ленты. Однако стандартная ориентация изменяется между различными семействами компонентов.
Пассивные и активные компоненты поставляют в форме ленты на бобине, упакованными и защищенными внутри гофрированного пакета. У каждого семейства компонентов или типов корпусов есть стандартная ориентация относительно перфорированного рисунка на ленты.
Ориентация, так же как и полярность компонента, должна быть определена в базе данных САПР, и при передаче данные о компоненте устройства установки должны быть достоверными. Резисторы и конденсаторы имеют единую ориентацию и не имеют определенной полярности. Когда конструктор разрабатывает базы данных компонентов, обычно номера присваивают каждому концу компонента, чтобы обеспечить трассировку схемы и поддержать ориентацию значения маркировки или полярность. Танталовые конденсаторы, диоды, интегральные схемы и другие полярные компоненты, например, имеют уникальную ориентацию относительно системы подачи ленты. Следует учитывать зависимость ориентации компонента в пределах полости ленты и перфорации в ребре материала подложки ленты.
8.4 Технологии пайки
Аналогично выбору устройств автоматической установки выбор технологии пайки зависит от типа компонентов, которые будут паяться, и от того, будут ли они использоваться совместно с компонентами для монтажа в сквозные отверстия. Например, если все компоненты принадлежат к типам поверхностного монтажа, то рекомендуется метод оплавления (фаза пара, конвекция горячего воздуха или инфракрасное излучение). Однако для комбинаций монтажа в сквозные отверстия и поверхностного монтажа в технологии смешанного монтажа допускается использовать комбинацию пайки волной припоя и пайки оплавлением. Никакая технология не является предпочтительной одновременно для всех задач пайки. Кроме того, перечень технологий пайки, обсуждаемых далее, является неполным.
8.4.1 Пайка волной припоя
Пайка волной припоя является экономичным методом пайки множества выводов. Существует пять-шесть основных переменных в данной технологии, которые следует контролировать при пайке волной припоя: флюсование, предварительный нагрев, скорость конвейера, наклонная плоскость конвейера, температура припоя и, возможно, скорость охлаждения.
На конвейере при операции предварительного нагрева должно быть учтено тепловое расширение платы во время предварительного нагревания и пайки, чтобы предотвратить коробление платы.
Во время операции флюсования плотность флюса, активность и высота подъема распыления или пены должны тщательно отслеживаться. Система должна по месту определять, когда активность флюса ухудшилась и когда старый флюс должен быть заменен новым флюсом.
Скорость конвейера - последовательность времени и продолжительность всех операций при пайке. Регулирование скорости позволяет получить более однородные и лучшие результаты соединений. При регулировании скорости конвейера операция предварительного нагревания печатного узла за две или три ступени минимизирует вред от теплового удара печатного узла и продлевает срок его службы. Однородное предварительное нагревание достигается разработкой режима пайки, который определяет параметры настройки предварительного нагрева и скорость конвейера для каждого типа платы.
Волна припоя является важным параметром. Конфигурация волны особенно важна для предотвращения натеков и перемычек и для качественной пайки компонентов поверхностного монтажа. Конфигурация волны включает в себя:
- одно или два направления;
- одиночную или двойную волну;
- предварительную, окончательную и мертвую зоны;
- нож на основе масляной смеси, сухой, пузыристый, с горячим воздухом или без него.
Доступны также специальные волны припоя только для компонентов поверхностного монтажа.
Проблемой, появляющейся при пайке волной припоя компонентов поверхностного монтажа, является разрушение компонентов, когда они проходят волну пайки при температуре 260°С. Максимальное смещение в допуске для резисторов и конденсаторов обычно составляет 0,2%. Это пренебрежительно малая величина по сравнению с обычно используемой у компонентов, которая составляет от 5% до 20%. Компоненты обычно находятся в волне 3 с, но они разработаны с учетом воздействия температуры 260°С до 10 с.
Обезгаживание и пропуски припоя являются двумя другими важными проблемами. При пайке волной припоя газовыделение или обезгаживание происходит на торцевых контактах бескорпусных резисторов и конденсаторов. Оно вызывается недостаточной просушкой флюса и может быть исправлено увеличением температуры или времени предварительного нагрева электронного модуля. Другая проблема, пропуски припоя, вызывается эффектом экранирования корпусом компонента торцевых контактов. Ориентация компонента так, чтобы оба торцевых контакта были опаяны одновременно, решает большинство скрытых проблем. Некоторые изготовители используют дополнительную контактную площадку, которая служит перехватчиком припоя у активных компонентов.
Наиболее общепринятая методика для того, чтобы решить проблемы газовыделения и эффекта экранирования, - переход к системам двойной волны, где первая волна является турбулентной, а вторая - ламинарной. Турбулентная волна служит для обеспечения достаточного количества припоя на поверхности печатного узла, чтобы помочь устранить газовыделение и пропуски припоя. Ламинарную волну используют для устранения натеков и перемычек.
8.4.2 Пайка в паровой фазе
При пайке в паровой фазе, также известной как конденсационная пайка, используют остаточную высокую температуру испарения инертной жидкости. Остаточная высокая температура выпускается как пар на паяемый компонент. Температура пайки постоянна и регулируется типом жидкости.
Таким образом, в отличие от пайки волной припоя, инфракрасной, конвекционной и лазерной пайки, пайка в паровой фазе не требует регулирования температуры, подводимой к паяным соединениям или на плату. Температура паровой фазы независима от конфигурации компонента, нагревает однородно и не превышает температуры кипения жидкости. Эта технология также подходит для пайки корпусов неправильной формы, гибких печатных схем и штырьковых выводов и соединителей, так же как и для корпусов со свинцовым электролитическим покрытием и корпусов поверхностного монтажа. Так как нагревание происходит за счет конденсации, температура повышается в зависимости от массы компонента. Поэтому выводы компонента, соединенные с печатной платой, нагреваются быстрее, чем тело компонента. Это может привести к поднятию припоя вверх по выводу.
Все эти свойства делают пайку в паровой фазе легко автоматизированной технологией. Такое же точное соблюдение требований на операциях флюсования, предварительного нагрева и режима пайки, как в других технологиях, необязательно, хотя рекомендуется подвергнуть печатный узел термообработке и предварительному нагреванию, чтобы удалить влагу и уменьшить тепловой удар на платах. Пайка в паровой фазе поддается автоматической обработке, но возникают проблемы, связанные с технологией, такие как более высокий уровень разбрызгивания припоя, смещения компонентов, которое может быть выгодным для совмещения, и разрушение компонентов, чувствительных к температуре.
Доступны как конвейерные, так и камерные типы систем. Конвейерная система подходит для массового производства. Для производства маленького объема или для прототипов используют камерную обработку. Главным недостатком обеих технологий является цена жидкости из-за потери пара. Камерная обработка минимизирует потерю пара при повторном использовании жидкости в качестве покрытия первичной жидкости. Потеря пара не меняется, но дешевый пар заменяет дорогой. Для минимизации потери пара используют охлаждающие змеевики.
8.4.3 Оплавление инфракрасным излучением
При оплавлении инфракрасным излучением (ИК) лучистая или конвективная энергия используется, чтобы нагреть узел. Существуют в основном два типа технологии ИК-оплавления: направленное (излучение) и распределенное (конвекция). Распределенное оплавление является более желательным для технологии поверхностного монтажа. Направленное ИК-оплавление излучает высокую температуру непосредственно на компоненты и может неравномерно нагревать печатные узлы. Направленная ИК-подача тепла на компоненты может также оказаться зависимой от цвета. При распределенном или диффузном ИК-оплавлении нагревающаяся среда может быть воздухом или инертным газом или просто энергией конвекции. Постепенное нагревание печатного узла необходимо, чтобы извлечь летучую составляющую паяльной пасты. После соответствующего времени предварительного нагрева печатный узел проходит зону температуры плавления для получения соединений и затем охлаждается.
8.4.4 Оплавление за счет переноса тепла горячим воздухом или газом
Процесс оплавления воздействует на пайку благодаря прохождению платы сквозь поток нагретого газа (например, воздуха, азота). Тепло передается компонентам и плате за счет теплопроводности газа. Поскольку платы существенно не воспринимают прямое излучение от источника нагревания, конвекционная пайка позволяет избежать проблем затенения, которые могут появиться с инфракрасными устройствами пайки, особенно варианты с коротковолновыми лампами. Это позволяет обеспечить более однородное нагревание и более высокую плотность размещения компонентов на плате по сравнению с другими методами пайки оплавлением. Температура газа управляет максимальной температурой, которая может быть получена печатным узлом.
Использование атмосферы азота обеспечивает лучшее тепловое сопряжение между циркулирующим газом и выводами компонентов. В дополнение к улучшенному смачиванию увеличивается время процесса для двухстороннего плавления, и можно использовать менее активный флюс паяльной пасты.
8.4.5 Лазерная пайка оплавлением
Лазерная пайка является относительно новым методом среди технологий пайки. Она дополняет другие технологии пайки, вместо того чтобы заменить их, и, как и конвейерная пайка оплавлением, лазерная пайка легко поддается автоматизации. Лазерная пайка быстрее, чем ручная пайка, но не такая быстрая, как пайка волной или паром, ИК-пайка или конвекция горячего воздуха. Теплочувствительные компоненты, которые могут быть повреждены в процессах оплавления, могут паяться лазером. К проблемам лазерной пайки следует отнести тепловое повреждение соседних участков и разбрызгивания припоя.
8.5 Очистка
Флюсы, требующие очистки растворителем, - синтетические или канифольные флюсы, известные как синтетические активные (СА), синтетические мягко-активные (СМА), канифольные активные или канифольные низко активные. Стабилизированные галогенозамещенные азеотропные смеси углеводорода или спирта являются предпочтительными растворителями для снятия синтетических и канифольных остатков флюса.
Флюс, требующий процесса очистки водой, - органический кислотный (ОК) флюс. Компании, которые используют ОК-флюс для оплавления или пайки волной припоя, должны обезвоживать осадок перед его использованием. Осадки от ОК-флюсов смывают водой.
Некоторые компании не очищают печатные узлы, используемые для изделий; однако характеристики печатного узла зависят от типа флюса, используемого в операции пайки.
8.6 Ремонт или доработка
Ремонт или доработка печатных узлов с поверхностным монтажом требуют особенного подхода при разработке и в эксплуатации. Из-за маленьких размеров контактных площадок рекомендуется минимизировать поступление тепла на плату. Существуют различные инструменты, используемые для удаления компонентов. Пинцет резистивного нагрева обычно используют для удаления компонентов поверхностного монтажа. Различные типы систем горячего воздуха или газа и систем ИК также используют для того, чтобы удалить компоненты поверхностного монтажа. Одной из главных проблем при использовании систем горячего воздуха или газа является предотвращение разрушения смежных компонентов (см. МЭК 61192-1 и МЭК 61192-2). Существует четыре основных требования для успешной доработки; хороший проект рисунка печатной платы, выбор правильного оборудования для доработки, наличие навыков ручной доработки и соответствующее обучение.
Образование интерметаллидов во время переплавки означает, что исправление некоторых соединений может принести больше вреда, чем пользы, особенно в случае компонентов с чувствительным материалом торцевого контакта. Из-за этих изменений в микроструктуре усталостная долговечность соединения, измеренная числом температурных циклов, допустимых до разрушения, может значительно уменьшиться.
Компромисс может быть найден между противоречивыми требованиями уменьшения площади печатной платы и простоты монтажа, электрического контроля и доработки. Если компоненты находятся слишком близко, смежные или заменяемые компоненты могут легко быть повреждены во время доработки. Ближайшее паяное соединение может быть повторно оплавлено, что приведет к уменьшению механической силы крепления и риску возникновения эффекта холодной пайки в данных соединениях. Для тех компонентов, которые были закреплены клеем и пайкой волной, должен быть предусмотрен достаточный зазор вокруг компонентов, чтобы они могли поворачиваться по крайней мере на 60° в одном направлении для срезания клея, в то время как соединения расплавлены.
8.6.1 Повторное использование удаленных компонентов
Большинство изготовителей компонентов поверхностного монтажа не дает гарантии, что их изделие, удаленное с печатной платы, может быть повторно установлено. Однако могут быть случаи, когда это необходимо. Некоторые компоненты могут быть особенно чувствительными к снятию и повторному использованию: многослойные керамические и бескорпусные конденсаторы, светодиоды, корпуса специализированных интегральных схем, корпуса PLCC или QPF, паянные волной точные резисторы, большие корпуса SOIC (более 16 выводов), корпуса типа "Flat pack" и любой компонент, для которого технические требования разрешают повторное использование.
Успешное удаление больших многовыводных интегральных модулей требует использования приспособления с горячим газом или нагретыми электродами. Достаточный зазор необходим вокруг корпуса, чтобы выполнить ремонт. Размер зазора определенный как монтажная зона области установки, должен быть обеспечен вокруг компонента в соответствии со стандартом.
8.6.2 Эффект теплоотвода
Если в печатной плате имеются большие слои заземления или теплоотводы, то они отводят тепло от компонента, подлежащего доработке. В этом случае потребуется дополнительное тепло, возможно в течение более длительного времени, которое, в свою очередь, может привести к разрушению компонента или платы, даже если паяные соединения могут не достичь температуры плавления компонента или плата могут перегреться.* Эффект теплоотвода - проблема проектирования, которой нужно заниматься на этапе разработки рисунка печатной платы. Любой вывод компонента, включая выводы, монтируемые в сквозные отверстия, рекомендуется теплоизолировать от любого слоя заземления или составного радиатора с помощью короткого медного проводника.
_______________
* Текст документа соответствует оригиналу. - .
8.6.3 Зависимость от типа материала печатной платы
Чтобы обеспечить минимальное повреждение печатной платы во время ремонта, рекомендуется, чтобы материалом основания была армированная смола хорошего качества для высокопрочного медного материала. Требуется высокая плотность прессования. Использование непрочных слоистых материалов может привести к проблемам с контактными площадками, освобождающимися во время доработки. Это может привести либо к отбраковке готовых печатных узлов, либо к дорогостоящему ремонту поврежденного участка меди. Для плат, имеющих высокую термическую массу, таких как платы с несущей пластиной-сердечником с большими участками заземления, чтобы избежать использования инструмента с высокой тепловой мощностью, существенно использование нагревательной плиты для фонового подогрева.
8.6.4 Зависимость от медной контактной площадки и размещения проводника
Зазоры на плате имеют большое значение или отдельные проводники должны быть очень короткими. Конструкторы часто трассируют проводник в промежутке между смежными контактными площадками компонента. В таких случаях проводники рекомендуется закрывать паяльной маской, чтобы минимизировать риск отслаивания проводников во время операций доработки.
Трассировка проводников между контактными площадками при шаге не более 1 мм увеличивает риск разрушения проводника во время доработки.
8.6.5 Выбор подходящего оборудования ремонта
Конструктору перед началом проектирования рисунка печатной платы рекомендуется определить инструменты доработки, которые будут использованы при изготовлении. Не существует оборудования, которое было бы одновременно и рентабельным, и способным выполнить доработку на всех компонентах, не нанеся ущерб их надежности. Монтажники могут уделять большее внимание некоторым требованиям по сравнению с другими в зависимости от использования изделия и необходимости спасения изделия. Например:
- сохранить печатный узел любой ценой;
- сохранить компонент из-за его высокой стоимости или отсутствия замены;
- сохранить и плату, и компоненты для повторного использования или анализа.
Три или даже пять различных инструментов могут потребоваться в зависимости от различных требований для каждого случая. Каждый тип компонента имеет технологии доработки, в той или иной степени подходящие для его удаления и затем замены. Они могут быть различными.
8.6.6 Зависимость от структуры узла и технологий пайки
Там где у плат имеются компоненты поверхностного монтажа на обеих сторонах, управление процессом доработки должно предотвращать повреждение соединений или потерю компонентов на обратной стороне печатного узла непосредственно напротив того места, которое оплавляют, а также смежных компонентов. В некоторых случаях, рекомендуется рассмотреть использование клея на одной стороне, даже для метода оплавления печатного узла. Независимо от того, какой метод и приспособление используют, все контролируемые варианты должны быть рассмотрены до начала разработки. Они включают в себя:
- дополнительное время нахождения припоя выше его точки плавления из-за доработки, и не превышает ли оно максимум, определенный изготовителем компонента или поставщиком платы;
- максимальные температурно-временные комбинации, которым будут подвергаться материалы корпуса компонента. Они включают в себя оригинальные технологии пайки, а также любого ремонта или доработки.
Приложение А
(справочное)
Тестовые рисунки - Оценки технологического процесса
А.1 Общие положения
Следующие тестовые рисунки были разработаны как стандарты, которые могут быть использованы для оценки стандартных материалов платы с различными стандартными элементами. Фотошаблон IPC-A49 соответствует требованиям этих испытаний. Посадочные места представляют разработки посадочного места по стандарту IPC-SM-782.
Образец для испытания содержит проводники, сквозные металлизированные отверстия и элементы, связанные в единую подключенную цепь. Один конец цепи связан с общим заземлением, в то время как другой конец - с посадочными местами. Затем они связаны со сквозным металлизированным отверстием, в которое может быть запаян проводник в целях испытания. Схемы, показанные на рисунках А.1 и А.2, содержат различные перечисленные компоненты.
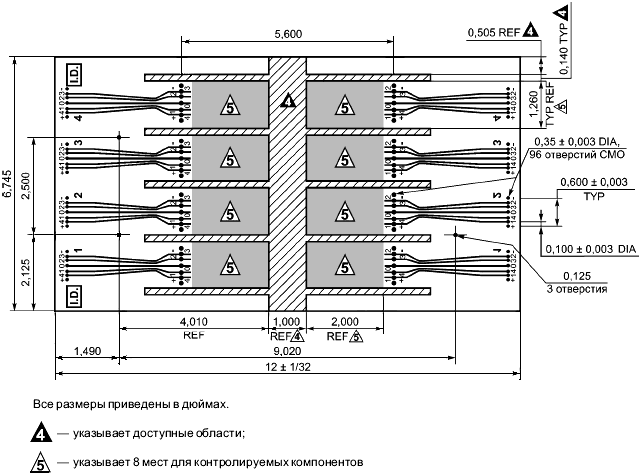
Рисунок А.1 - Общее описание процесса аттестации структуры контактных площадок и межсоединений
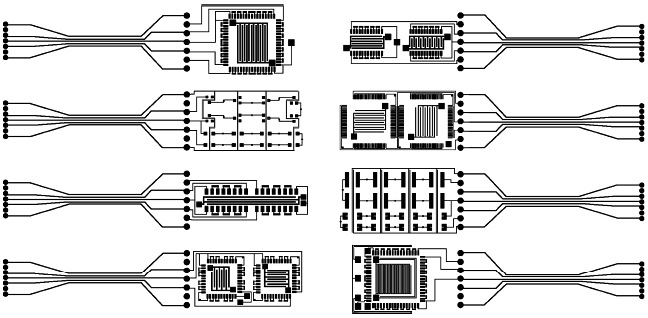
Рисунок А.2 - Изображение тестовой платы IPC-A-49 с лицевой стороны
А.2 Материал для аттестации
Другой образец для испытаний, используемый для контроля элементов печатной платы, которые предназначены для печатных узлов, используемых для монтажа чип-компонентов без выводов. Данная тестовая плата представлена на круглом шаблоне посадочного места поверхностного монтажа (IPC-A-48). Это многослойная двенадцатислойная плата с 38 позициями для монтажа чип-компонентов без выводов, которые используются программой оценки поверхностного монтажа для оценки материалов печатной платы. Тест-платы, изготовленные по этим шаблонам, могут содержать внутренние металлические опорные поверхности или другие плоскости, которые регулируют КТР печатного узла.
Ниже приведены некоторые примеры материалов, которые могут быть использованы в качестве несущей конструкции:
a) неорганические материалы (оксидированный алюминий);
b) материалы инвар, материалы с фарфоровым покрытием;
c) печатные платы, соединенные с несущей конструкцией с низким КТР (металлические или неметаллические);
d) эластичные многослойные конструкции;
e) платы с металлическим сердечником.
А.3 Тестовые рисунки для контроля во время процесса
Для контроля выполнения требований во время процесса рекомендуется включение тестовых рисунков в панель с печатным узлом. Они проектируются на монтажных полях и обеспечивают специальные символы для автоматического оптического и визуального контроля.
Посадочные места указаны в документации, разработанной для обеспечения четкого представления характеристик пайки таким способом, что конфигурация контактной площадки является видимой, и может быть получена оценка паяного соединения. Тот же самый рисунок используют для проверки нанесения паяльной пасты перед пайкой оплавлением.
МЭК 61191-2 представляет основные варианты для удовлетворения требований пайки, которые необходимы для различных компонентов поверхностного монтажа. Рекомендуется расположить на периферии панели образцы посадочных мест, чтобы обеспечить четкую видимость соединений припоем, показанных на этих образцах.
А.4 Испытание напряжений
Испытание напряжения обычно заключается в термоциклировании между различными крайними условиями поверхностно-смонтированного печатного узла. Термоцикпирование печатного узла или образца для испытания может быть различным периодическим воздействием. См. таблицу 13.
Тест термических последовательных циклов от 400 до 1000 циклов был определен для некоторых печатных узлов. В этих примерах время перехода от высокой температуры к низкой температуре равно 30 мин. В обратном направлении оно также равно 30 мин.
Во время начальной фазы циклических процессов измеряют сопротивление у последовательно соединенных сквозных металлизированных отверстий и паяных соединений. Затем отслеживают увеличение сопротивления во время термоциклирования. Увеличение сопротивления на 30 МОм в большинстве случаев означает неисправность или сквозного металлизированного отверстия, или паяного соединения.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам Российской Федерации
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответ- | Обозначение и наименование соответствующего национального стандарта |
МЭК 60097 | - | * |
МЭК 60194 | - | * |
МЭК 61188-1-1 | - | * |
МЭК 61191-1 | IDT | ГОСТ Р МЭК 61191-1-2010 "Печатные узлы. Часть 1. Поверхностный монтаж и связанные с ним технологии. Общие технические требования" |
МЭК 61191-2 | IDT | ГОСТ Р МЭК 61191-2-2010 "Печатные узлы. Часть 2. Поверхностный монтаж. Технические условия" |
МЭК 61192-1 | IDT | ГОСТ Р МЭК 61192-1-2010 "Печатные узлы. Требования к качеству. Часть 1. Общие технические требования" |
МЭК 61192-2 | IDT | ГОСТ Р МЭК 61192-2-2010 "Печатные узлы. Требования к качеству. Часть 2. Поверхностный монтаж" |
МЭК 61760-1 | - | * |
МЭК 62326 (все части) | - | * |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
_______________________________________________________________________________
УДК 621.3.049.75:006.354 ОКС 31.180 Э02
31.190
Ключевые слова: печатные платы, печатные узлы, проектирование, посадочные места, расчет допустимых отклонений
_______________________________________________________________________________
Электронный текст документа
и сверен по:
, 2015
{kind=link}