ГОСТ 30177-94
(ИСО 1886-90)
Группа И19
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ВОЛОКНА СТЕКЛЯННЫЕ, УГЛЕРОДНЫЕ И АСБЕСТОВЫЕ
Планы статистического приемочного контроля
Textile glass, carbon and asbestos fibres. Acceptance sampling plans
МКС 59.100.10
ОКСТУ 5950
Дата введения 1996-07-01
Предисловие
1 РАЗРАБОТАН Межгосударственным комитетом по стандартизации ТК 63 "Стеклопластики, стекловолокно и изделия из них"
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 6 от 21 октября 1994 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Беларусь | Белстандарт |
Республика Грузия | Грузстандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Кыргызская Республика | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации межгосударственный стандарт ГОСТ 30177-94 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 1996 г.
4 Стандарт представляет собой полный аутентичный текст ИСО 1886-90 "Упрочняющие волокна. Планы контроля применительно к партиям" и содержит дополнительные требования, отражающие потребности экономики страны
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ
1 Область применения
Настоящий стандарт устанавливает планы и порядок проведения статистического приемочного контроля по качественному и количественному признакам и распространяется на стекловолокнистые, углеродные и асбестовые волокна, поступающие на контроль в виде партий единиц продукции.
Для проведения контроля по качественному признаку в стандарте имеются таблицы 1 и 2 с критериями приемки и браковки, основанных на приемочных уровнях качества.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 6943.0-93 Стекловолокно. Правила приемки
ГОСТ 15895-77* Статистические методы управления качества продукции. Термины и определения
_______________
* На территории Российской Федерации действуют ГОСТ Р 50779.10-2000, ГОСТ Р 50779.11-2000.
ГОСТ 16299-78 Упаковывание. Термины и определения
ГОСТ 18242-72* Статистический приемочный контроль по альтернативному признаку. Планы контроля
_______________
* На территории Российской Федерации действует ГОСТ Р 50779.71-99**.
** На территории Российской Федерации действует ГОСТ Р ИСО 2859-1-2007. - .
ГОСТ 20736-75* Статистический приемочный контроль по количественному признаку. Планы контроля
_______________
* На территории Российской Федерации действует ГОСТ Р 50779.74-99.
3 Определения
В настоящем стандарте применяются термины и определения в соответствии с ГОСТ 15895, ГОСТ 16299.
4 Выбор плана контроля
4.1 Настоящий стандарт предусматривает проведение нормального контроля по количественным или качественным признакам при доверительной вероятности 95%. При более высокой или низкой доверительной вероятности применяются другие виды контроля.
В данном стандарте контроль по количественному признаку включает только метод , основанный на фактическом среднем квадратическом отклонении контролируемых показателей качества в выборке.
4.2 Перед определением объема выборки из партии устанавливают метод контроля по качественным или количественным признакам:
а) контроль по качественным признакам проще, особенно при контроле после взятия из нее выборки.
Этот метод контроля, применяемый для проверки одного или нескольких показателей качества, не требует знания закона распределения Гаусса, но требует большего количества единиц продукции в выборке, чем при контроле по количественному признаку;
б) контроль по количественному признаку применяется, если значения контролируемого показателя подчиняются нормальному закону распределения. Контроль по количественному признаку требует для одного и того же приемочного уровня качества (AQL) меньшего объема выборки в сравнении с контролем по качественному признаку и дает больший объем информации, т.к. использует значения результатов испытания контролируемого показателя и их распределение.
Этот контроль предпочтительнее для проведения разрушающих испытаний или применения сложных методик испытания, в том числе таких, когда контролируемый показатель является критическим.
Более эффективным является сочетание данного вида контроля с контрольными картами качества.
При выборе плана контроля необходимо учитывать тип проводимого испытания и его стоимость, а также правила распределения значений показателей.
Допускается использовать контроль по количественным признакам для одних показателей и контроль по качественным признакам для других.
4.3 В стандарте представлены нормальный, усиленный или ослабленный уровни контроля.
Основным является нормальный уровень контроля. Если в нескольких партиях наблюдается ухудшение качества продукции или по каким-либо причинам должен быть усилен контроль, то переходят к усиленному контролю.
Для продукции стабильного качества может применяться ослабленный контроль, при котором используют и другой метод, кроме . Условия перехода от одного уровня контроля к другому - по ГОСТ 20736 или ГОСТ 18242.
4.4 В нормативно-технической документации на продукцию должны быть указаны:
гарантируемые показатели;
метод контроля каждого контролируемого показателя качества;
(по качественным или количественным признакам);
приемочный уровень качества (AQL) для каждого показателя;
отклонения от нормального уровня контроля или от выбранного метода контроля;
количество проб для каждого метода испытания;
место отбора проб от каждой единицы продукции;
результат испытания каждой единицы продукции.
5 Порядок проведения контроля
5.1 Отбор проб
По таблицам 1 и 2 устанавливают количество отбираемых единиц продукции для испытания (объем выборки ) в зависимости от количества единиц продукции в партии, а также приемочные и браковочные уровни при значениях AQL от 0,65 до 6,5%.
Таблица 1 - Контроль по качественным признакам (нормальный контроль)
Количество единиц продукции в партии | Объем выборки ( | Приемочные критерии, соответствующие AQL | ||||||||||||
0,65 | 1,0 | 1,5 | 2,5 | 4,0 | 6,5 | |||||||||
А | R | А | R | А | R | А | R | А | R | А | R | |||
2-8 | 2 | А | 0 | 1 | ||||||||||
9-15 | 3 | В | 0 | 1 | ||||||||||
16-25 | 5 | С | 0 | 1 | ||||||||||
26-50 | 8 | D | 0 | 1 | 1 | 2 | ||||||||
51-90 | 13 | Е | 0 | 1 | 1 | 2 | 2 | 3 | ||||||
91-150 | 20 | F | 0 | 1 | 1 | 2 | 2 | 3 | 3 | 4 | ||||
151-280 | 32 | G | 1 | 2 | 2 | 3 | 3 | 4 | 5 | 6 | ||||
281-500 | 50 | Н | 1 | 2 | 2 | 3 | 3 | 4 | 5 | 6 | 7 | 8 | ||
501-1200 | 80 | J | 1 | 2 | 2 | 3 | 3 | 4 | 5 | 6 | 7 | 8 | 10 | 11 |
1201-3200 | 125 | K | 2 | 3 | 3 | 4 | 5 | 6 | 7 | 8 | 10 | 11 | 14 | 15 |
3201-10000 | 200 | L | 3 | 4 | 5 | 6 | 7 | 8 | 10 | 11 | 14 | 15 | 21 | 22 |
Условные обозначения: А - приемочное число (партию принимают, если количество дефектных единиц продукции равно или меньше указанного числа); R - браковочное число (партию не принимают, если количество дефектов равно или больше указанного числа);
Примечание. Для партий, состоящих более, чем из 10000 единиц продукции, план контроля должен согласовываться между изготовителем и потребителем. | ||||||||||||||
________________
* Условные обозначения соответствуют оригиналу. - .
Таблица 2 - Контроль по количественным признакам (нормальный контроль)
Количество единиц продукции в партии | Объем выборки ( | Приемочная постоянная | ||||||
0,65 | 1,0 | 1,5 | 2,5 | 4,0 | 6,5 | |||
3-15 | 3 | B | 1,12 | 0,958 | 0,765 | |||
16-25 | 4 | C | 1,45 | 1,34 | 1,17 | 1,01 | 0,814 | |
26-50 | 5 | D | 1,65 | 1,53 | 1,40 | 1,24 | 1,07 | 0,874 |
51-90 | 7 | E | 1,75 | 1,62 | 1,50 | 1,33 | 1,15 | 0,955 |
91-150 | 10 | F | 1,84 | 1,72 | 1,58 | 1,41 | 1,23 | 1,03 |
151-280 | 15 | G | 1,91 | 1,79 | 1,65 | 1,47 | 1,30 | 1,09 |
281-400 | 20 | H | 1,96 | 1,82 | 1,69 | 1,51 | 1,33 | 1,12 |
401-500 | 25 | I | 1,98 | 1,85 | 1,72 | 1,53 | 1,35 | 1,14 |
501-1200 | 35 | J | 2,03 | 1,89 | 1,76 | 1,57 | 1,39 | 1,18 |
1201-3200 | 50 | K | 2,08 | 1,93 | 1,80 | 1,61 | 1,42 | 1,21 |
3201-10000 | 75 | L | 2,12 | 1,98 | 1,84 | 1,65 | 1,46 | 1,24 |
Условные обозначения:
Примечание - Для партий, состоящих более, чем из 10000 единиц продукции, план контроля должен согласовываться между изготовителем и потребителем. | ||||||||
Отбор единиц продукции от партии проводят методом случайного отбора.
5.2 Проведение испытания
Проводят контроль единиц продукции в выборке.
Пример контроля по качественным признакам:
Партия состоит из 10 поддонов, 120 единиц упаковки (12 единиц упаковки в поддоне), 2400 единиц продукции (20 единиц продукции в единице упаковки)
Устанавливают объем выборки по таблице 1: при количестве единиц продукции от 1201 до 3200 125, при количестве отобранных поддонов от 9 до 15
3, при количестве отобранных единиц упаковки от 91 до 150
20.
Количество единиц упаковки, отобранных из одного поддона, ![]() 20/3=6,66.
20/3=6,66.
Следовательно, от каждого из трех отобранных поддонов должны быть взяты 6 или 7 единиц упаковки для получения 20 единиц упаковки, т.е. 7+7+6=20. Количество единиц продукции, отобранных из одной единицы упаковки: ![]() 125/20=6,25. Таким образом, от каждой из 20 отобранных единиц упаковки необходимо взять 6 или 7 единиц продукции, чтобы получить 125 единиц продукции, т.е. по 6 единиц продукции от каждой из 15 единиц упаковки и по 7 единиц продукции от каждой из 5 остальных.
125/20=6,25. Таким образом, от каждой из 20 отобранных единиц упаковки необходимо взять 6 или 7 единиц продукции, чтобы получить 125 единиц продукции, т.е. по 6 единиц продукции от каждой из 15 единиц упаковки и по 7 единиц продукции от каждой из 5 остальных.
По результатам испытания отобранных единиц продукции определяют количество дефектных или процент дефектности в выборке.
6 Определение качества партии
6.1 Контроль по качественным признакам
Каждая контролируемая единица продукции может соответствовать или не соответствовать требованиям НТД. Общее количество несоответствующих по качеству единиц продукции сравнивают с приемочным или браковочным числами, приведенными в таблице 1 для указанных приемочных уровней (AQL) и объемов выборки.
Пример 1
Проверяют партию, состоящую из 864 единиц продукции. В НТД на продукцию устанавливают AQL=1,5%. По таблице 1 для партии в 864 единицы продукции объем выборки составляет 80 единиц. Для AQL=1,5% партию принимают, если количество несоответствующих НТД единиц продукции в выборке равно или меньше трех; партию бракуют, если количество несоответствующих единиц продукции равно или более четырех.
6.2 Контроль по количественным признакам ( метод)
6.2.1 Контроль показателя при одной заданной границе отклонения контролируемого показателя
Для определения качества партии по результатам контроля необходимо вычислить величину (для нижней границы контролируемого показателя
или величину
(для верхней границы
). Полученное значение сравнивают с приемочной постоянной
, соответствующей определенному уровню AQL и объему выборки по таблице 2.
Пример 2
Проверяют партию, состоящую из 864 единиц продукции. Контролируемый показатель для этой партии - прочность при растяжении. В НТД на продукцию установлен уровень AQL=1,5%, нижняя граница отклонения прочности при растяжении 2,00 Н. По таблице 2 для партии из 864 единиц продукции требуется выборка из 35 единиц продукции, приемочная постоянная для уровня AQL=1,5% равна 1,76.
Результаты испытания отобранных единиц продукции в ньютонах:
2,34 | 2,23 | 2,14 | 2,31 | 2,37 | |||
2,16 | 2,41 | 2,18 | 2,39 | 2,14 | |||
2,13 | 2,27 | 2,28 | 2,45 | 2,36 | |||
2,41 | 2,61 | 2,14 | 2,19 | 2,95 | |||
2,12 | 2,24 | 2,10 | 2,23 | 2,34 | |||
2,41 | 2,39 | 2,12 | 2,06 | 2,54 | |||
2,01 | 2,29 | 2,46 | 2,39 | 2,27 | |||
Среднее арифметическое значение контролируемого показателя 2,27 Н.
Среднее квадратическое отклонение контролируемого показателя 0,15 Н.
Для партии ![]() .
.
Партию принимают, если ![]() и бракуют, если
и бракуют, если ![]() .
.
В данном примере партию принимают, так как 1,81,76.
Если у контролируемого показателя задана верхняя граница отклонения, то партию принимают, если ![]()
.
6.2.2 Контроль показателя при двух заданных границах отклонения контролируемого показателя
Для каждой границы отклонения контролируемого показателя в НТД на продукцию может быть указан свой приемочный уровень качества AQL.
Вычисление и
- по 6.2.1. Партию принимают, если
и
больше
, и бракуют, если
и
меньше
.
6.2.3 Контроль показателя с двумя заданными границами отклонения и одинаковым приемочным уровнем качества AQL
Применяют метод, указанный в 6.2.2, или графический метод по ГОСТ 20736. Для каждого объема выборки с числом единиц продукции более 4 имеются номограммы, представляющие семейство кривых, соответствующих определенному значению AQL.
Для определения качества партии вычисляют отклонения выборочного среднего арифметического значения и среднего квадратического.
Пример 3
Проверяют по количественному признаку партию, состоящую из 864 единиц продукции, где контролируемый показатель - линейная плотность с заданными границами 180 текс и
220 текс, приемочный уровень качества AQL=1,5%.
По таблице 2 определяют объем выборки - 35 единиц продукции, среднее арифметическое значение контролируемого показателя 207 текс, среднее квадратическое отклонение контролируемого показателя
5 текс, выборочное среднее арифметическое значение
![]() ; выборочное среднее квадратическое отклонение
; выборочное среднее квадратическое отклонение ![]() .
.
Точку, соответствующую полученным значениям, наносят на номограмму приемочной кривой при AQL=1,5% (рисунок 1).
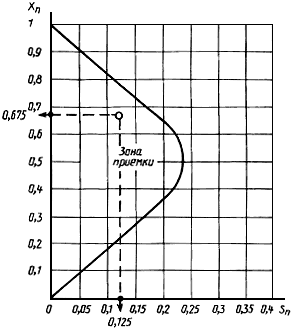
Рисунок 1 - Приемочная кривая для уровня качества AQL=1,5
Результирующая точка оказывается внутри приемочной зоны, следовательно, партию принимают.
Если бы среднее квадратическое отклонение равнялось 10 текс, а выборочное среднее квадратическое отклонение 10/40=0,25, то партию автоматически забраковали бы, какой бы ни была разность выборочного среднего значения
и координат средней точки между двумя заданными границами, так как максимальное среднее квадратическое отклонение данной кривой меньше 0,25.
7 Протокол испытания
Протокол контроля должен включать следующие данные:
наименование и марку продукции;
номер партии;
метод контроля;
приемочный уровень качества;
количество единиц продукции в партии, на поддоне, в единице упаковки;
объем выборки;
отклонение от плана контроля;
обозначение настоящего стандарта;
дату проведения испытания и подпись лица, его проводившего.
Электронный текст документа
и сверен по:
Материалы текстильные стекловолокнистые.
Технические условия. Методы анализа:
Сб. ГОСТов. - М.: ИПК Издательство стандартов, 2002
{kind=link}