ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОБОРУДОВАНИЕ ВЕРТИКАЛЬНЫХ ЦИЛИНДРИЧЕСКИХ РЕЗЕРВУАРОВ ДЛЯ НЕФТЕПРОДУКТОВ.
КЛАПАНЫ ПРЕДОХРАНИТЕЛЬНЫЕ СВАРНЫЕ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
ГОСТ 4630-71
Издание официальное
Цена 3 кол.
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СОВЕТА МИНИСТРОВ СССР ПО ДЕЛАМ СТРОИТЕЛЬСТВА
Москва
РАЗРАБОТАН Всесоюзным научно-исследовательским институтом нефтяного машиностроения (ВНИИНефтемаш) Министерства химического и нефтяного машиностроения
Зам. директора по нефтеперерабатывающему оборудованию Абросимов Б. 3.
Руководитель темы Мамонтов Г. В.
Исполнители: Сахарова М. А., Сучкова Л. С.
ВНЕСЕН Министерством химического и нефтяного машиностроения
Член коллегии Васильев А. М.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Отделом технического нормирования и стандартизации Госстроя СССР
Начальник отдела Шкинев А. Н.
Начальник подотдела стандартов и технических условий Мозольное В. С« Ст. инженер Рязанов Г. Н.
УТВЕРЖДЕН Государственным комитетом Совета Министров СССР по делам строительства
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстроя СССР от 9 сентября 1971 г. № 150
УДК 621.646.4.622.692.234(083.74) Группа Ж5В
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОБОРУДОВАНИЕ ВЕРТИКАЛЬНЫХ ЦИЛИНДРИЧЕСКИХ РЕЗЕРВУАРОВ ДЛЯ НЕФТЕПРОДУКТОВ Клапаны предохранительные сварные.
ГОСТ
4630—71
Взамен ГОСТ 4630—49
Технические требования
Accessories for vertical cylindrical storage tanks for petroleum products. Welded safety valves. Technical requirements
Постановлением Государственного комитета Совета Министров СССР по делам строительства от 9,IX 1971 г. Не 150 срок введения установлен
с 1/1 1974 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на сварные предохранительные клапаны, предназначаемые для предупреждения повышения давления или образования вакуума в вертикальных цилиндрических резервуарах для нефтепродуктов в случае отказа в работе дыхательного клапана.
Температурные пределы работы клапана — от минус 40 до плюс 50°С.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. В зависимости от величины условного прохода Dy клапаны должны изготовляться следующих марок:
КПСА-50 при £>у 50
КПСА-100 при Dy 100
КПСА-150 при Dy 150
КПСА-200 при Dy 200
КПСА-250 при Dy 250
КПСА-350 при Dy 350
1.2. В зависимости от величины условного прохода пропускная способность клапана должна соответствовать:
при Dy 50 —15 м3/ч
при Dy 100 —50 м3/ч
при Dy 150 —100 м3/ч
при Dy 200 —200 м3/ч
при Dy 250 —300 м3/ч
при Dy 350 —600 м3/ч
Стр. 2 ГОСТ 4630—71
1.3. Начало срабатывания и пропускная способность клапана должны обеспечиваться при давлении 200 мм вод. ст. и при вакууме 30 мм вод. ст.
1.4. Клапаны должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
СХЕМА ПРЕДОХРАНИТЕЛЬНОГО КЛАПАНА
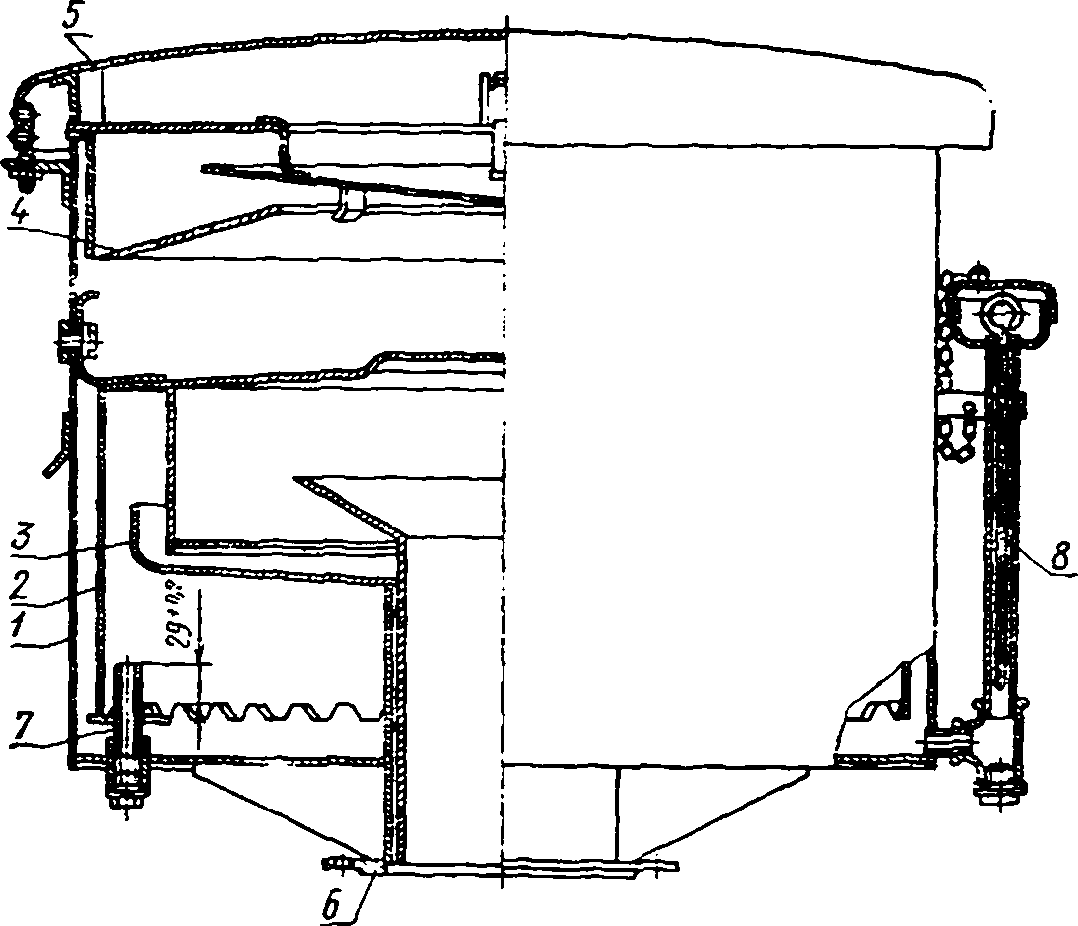
/—корпус: 2—колпак; 3—насадка; 4—лабиринт; 5—крышка; 6—фланец;
7—сливная трубка; 3—щуп
1.5. Материалы для деталей приведенного на схеме предохранительного клапана должны соответствовать указанным в таблице.
Наименования деталей
Материалы
Корпус
Сталь марки БСтЗпс по ГОСТ 380—71
Продолжение
Наименования деталей | Материалы |
Насадка, колпак, лабиринт, | Алюминий марки АМцМ по ГОСТ |
крышка | 12592—67 или сталь марки БСтЗпс по ГОСТ 380—71 |
Болты по ГОСТ 7796—70, ГОСТ 7798—70 и гайки по ГОСТ 5915—70 | Сталь марки 10 кп по ГОСТ 1050—60 |
Прокладка | Резина по специальным техническим условиям |
Примечание. Замена материалов, указанных в таблице, другими материалами допускается по согласованию с заказчиком и проектной организацией при условии обеспечения надежной эксплуатации клапана.
1.6. Крепежные детали (гайки, болты, шайбы) должны быть оцинкованы или оксидированы.
1.7. Присоединительные размеры фланца должны соответствовать требованиям ГОСТ 1234—67 на Ру 2,5 кгс/см2.
1.8. Коробление всех поверхностей наружных и внутренних деталей клапана, изготовленных из листовой стали или из алюминия, не должно быть более 2 мм на 100 мм и не более 5 мм в одну сторону на 1 м.
1.9. Соединение деталей клапана должно осуществляться ручной электродуговой сваркой или автоматической сваркой под флюсом.
1.10. Для ручной сварки должны применяться электроды по ГОСТ 9467—60, а для автоматической сварки — сварочная проволока по ГОСТ 2246—70 и ГОСТ 7871—63.
1.11. Сварные швы должны быть зачищены от шлака и брызг. Переход от основного металла к наплавленному должен быть плавным, без подрезов и наплывов.
1.12. Контроль качества сварных швов — по ГОСТ 3242—69 и ГОСТ 3285—65.
1.13. Необработанные поверхности готовых клапанов с наружной стороны должны быть покрыты краской БТ-177 по ГОСТ 5631—70. Поверхности стальных деталей, монтируемых внутри клапана, должны быть покрыты нитроэмалью по ГОСТ 7462—55.
1.14. Верхняя плоскость диска колпака должна быть параллельна плоскости зубьев на обечайке. Отклонение плоскостей от параллельности не должно быть более 1 мм на 100 мм.
1.15. Установку колпака в корпусе следует производить при горизонтальном положении присоединительного фланца корпуса
Стр. 4 ГОСТ 4630—71
клапана. При этом колпак должен опираться торцом обечайки на шайбу сливной трубки, а его верхняя плоскость устанавливается по уровню.
1.16. На щупе для замера уровня масла должна быть нанесена риска, соответствующая максимальному уровню масла при горизонтальном положении клапана.
1.17. При сборке каждого клапана отделом технического контроля предприятия-изготовителя должны быть проверены:
горизонтальность верхней плоскости колпака, установленного в корпусе;
правильность нанесения риски на щупе.
1.18. Каждый клапан при приемке должен быть подвергнут внешнему осмотру, проверке размеров, проверке качества сварных швов (выявление внешних дефектов и плотности швов) и соответствия всех его узлов и деталей требованиям настоящего стандарта.
1.19. Клапаны поставляются партиями. Количество клапанов в партии устанавливается соглашением сторон.
1.20. Предприятие-изготовитель обязано испытывать клапаны на начало срабатывания. Это испытание должно производиться после всех видов проверки, предусмотренных настоящим стандартом, и получения удовлетворительных результатов.
Испытание производится воздухом при давлении 200 мм вод. ст. и вакууме 30 мм вод. ст.
1.21. В комплект поставки входят:
а) клапан в собранном виде;
б) прокладка.
2. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
2.1. Каждый клапан должен иметь на наружной стороне корпуса металлическую табличку, на которой указывается:
а) наименование предприятия-изготовителя или его товарный знак;
б) марка клапана;
в) величина рабочего давления;
г) величина рабочего вакуума;
д) пропускная способность;
е) штамп ОТК.
2.2. Консервация клапанов — по ГОСТ 13168—69.
2.3. Клапаны должны быть упакованы в деревянные решетчатые ящики.
2.4. При транспортировании в контейнерах клапаны могут не упаковываться.
2.5. По согласованию с потребителем транспортирование клапанов в вагонах допускается без упаковки.
2.6. При транспортировании клапаны должны быть предохранены от механических повреждений.
2.7. Предприятие-изготовитель обязано сопровождать каждую партию клапанов документом, в котором указывается:
а) наименование и адрес предприятия-изготовителя;
б) наименование, количество клапанов и их марка;
в) результаты испытаний на срабатываемость;
г) масса клапана;
д) год и месяц выпуска;
е) номер настоящего стандарта.
2.8. К каждому клапану должна быть приложена инструкция по его монтажу, эксплуатации и хранению.
2.9. Клапаны должны храниться в закрытых помещениях или под навесом на деревянных подкладках.
3. ГАРАНТИИ ПОСТАВЩИКА
3.1. Каждый клапан должен быть принят техническим контролем предприятия-поставщика. Поставщик должен гарантировать соответствие предохранительных сварных клапанов требованиям настоящего стандарта при соблюдении потребителем условий эксплуатации и хранения,установленных стандартом.
3.2. Гарантийный срок устанавливается 24 месяца со дня ввода клапана в эксплуатацию.
Редактор В. П. Огурцов
Сдано в наб. 4/XI 1971 г.
Подп. в печ. 3/XII 1971 г.
0.5 п л.
Тир. 10000
Издательство стандартов. Москва. К-1, ул. Щусева. 4
Тип. «Московский печатник» Москва, Лялин пер.. 6. Зак. 1967

{kind=link}