ГОСТ Р 57620-2017
(ИСО 15912:2016)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Стоматология
МАТЕРИАЛ ФОРМОВОЧНЫЙ ОГНЕУПОРНЫЙ И МАТЕРИАЛ ДЛЯ МОДЕЛЕЙ
Технические требования. Методы испытаний
Dentistry. Refractory investment and die material. Technical requirements. Test methods
ОКС 11.060.10
ОКП 93 9155
Дата введения 2018-09-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным бюджетным учреждением "Центральный научно-исследовательский институт стоматологии и челюстно-лицевой хирургии" Министерства здравоохранения Российской Федерации (ФГБУ "ЦНИИСиЧЛХ" Минздрава России) на основе собственного перевода на русский язык англоязычной версии международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 279 "Стоматология"
3 УТВЕРЖДЕН и ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 22 августа 2017 г. N 937-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 15912:2016* "Стоматология. Огнеупорный формовочный материал и материал для моделей" (ISO 15912:2016 "Dentistry - Refractory investment and die material") путем изменения содержания отдельных структурных элементов, которые выделены вертикальной линией, расположенной на полях напротив этого текста; путем изменения отдельных фраз (слов, значений показателей, ссылок), которые выделены в тексте курсивом**; путем изменения его структуры для приведения в соответствие с правилами, установленными в ГОСТ 1.5-2012*** (подразделы 4.2 и 4.3).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей.
** В оригинале обозначения и номера стандартов и нормативных документов приводятся обычным шрифтом, отмеченные по тексту знаком "**" выделены курсивом;
*** Вероятно, ошибка оригинала. Следует читать: ГОСТ Р 1.5-2012. - Примечания изготовителя базы данных.
Сопоставление структуры настоящего стандарта со структурой указанного международного стандарта приведено в дополнительном приложении ДБ.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (подраздел 3.5).
Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованных в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации"**. Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт устанавливает технические требования к стоматологическому формовочному материалу для литья, стоматологическому формовочному материалу для пайки твердым припоем и стоматологическому формовочному огнеупорному материалу для прессования керамики и материалу для огнеупорных моделей, используемых в зуботехнической лаборатории, независимо от состава связующего и огнеупорного порошка наполнителя или особенностей применения, и методы испытаний перечисленных материалов.
В настоящем стандарте материалы подразделяют по типам и классам согласно назначению и методу прокалки, рекомендованному изготовителем.
Настоящий стандарт устанавливает требования к маркировке, упаковке и инструкции по применению.
Настоящий стандарт устанавливает требования к основным физическим и механическим свойствам материалов и методам испытаний.
Примечание 1 - Требования раздела 5 распространяются не на все материалы. Требования не должны применяться к материалам с особым химическим составом связующего или для применения материала эти требования не существенны. В этом случае даны указания в разделе 5.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ ISO 7490-2011** Материал формовочный стоматологический на гипсовом связующем. Общие технические условия
ГОСТ ИСО 8601-2001 Система стандартов по информации, библиотечному и издательскому делу. Представление дат и времени. Общие требования
ГОСТ ISO 9694-2011** Материал стоматологический формовочный на фосфатном связующем. Общие технические условия
ГОСТ 25347-2013 (ISO 286-2:2010) Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Система допусков на линейные размеры. Ряды допусков, предельные отклонения отверстий и валов
ГОСТ 31566-2012 (ISO 12163:1999) Воск зуботехнический базисный. Технические требования
ГОСТ 31567-2012 (ISO 1561:1995) Воск зуботехнический моделировочный. Технические требования. Методы испытаний
ГОСТ 31571-2012 Керамика стоматологическая. Технические требования. Методы испытаний
ГОСТ Р ИСО 22674-2013 Стоматология. Металлические материалы для несъемных и съемных протезов и конструкций
ГОСТ Р 50444-92** Приборы, аппараты и оборудование медицинские. Общие технические условия
ГОСТ Р 52501-2005 (ИСО 3696:1987) Вода для лабораторного анализа. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 стоматологический формовочный материал для литья (dental casting investment material): Порошкообразная смесь, состоящая из огнеупорного наполнителя и связующего. При смешивании порошка с жидкостью получают текучую смесь, которой заполняют опоку с восковыми заготовками; при затвердевании смеси образуется огнеупорная форма для заливки металла.
Примечание 1 - В некоторых материалах связующее вещество может входить в состав огнеупорного порошка, и материал поставляется в виде смеси порошков. Кроме того, связующее может представлять собой раствор, входящий в состав набора.
В некоторых случаях часть связующего может быть в виде сухого порошка, смешанного с огнеупорным наполнителем, а другая часть - в виде раствора.
Примечание 2 - В качестве жидкости может применяться чистая вода, водный раствор связующего или водный раствор для увеличения расширения.
3.2 стоматологический огнеупорный материал для моделей (dental refractory die material): Порошок огнеупорного материала и связующее, при смешивании которых со специальной жидкостью получают жидкотекучую смесь, которая при затвердевании образует твердую модель, применяемую для изготовления зубных протезов из керамики методом спекания.
3.3 стоматологический формовочный материал для пайки (dental brazing investment material): Порошкообразная смесь, состоящая из огнеупорного наполнителя и связующего, которая смешивается со специальной жидкостью для получения текучей смеси, при затвердевании которой образуется твердая модель, применяемая для установки металлических конструкций для пайки твердым припоем.
3.4 формовочный материал для прессования керамики (dental pressable ceramic investment): Порошкообразная смесь, состоящая из огнеупорного наполнителя и связующего, которая смешивается со специальной жидкостью для получения текучей смеси. Смесь затвердевает вокруг заготовок, образуя форму, в которой прессуется предварительно разогретая до размягчения керамика.
3.5 специальная жидкость (special liquid): Жидкость, за исключением воды, поставляемая изготовителем для смешивания с порошком стоматологического формовочного материала, предназначенная для увеличения расширения формы.
3.6 способ нагрева: медленный или поэтапный (slow- or step-heating method): Способ нагрева, при котором (по истечении времени затвердевания, рекомендованного изготовителем) форму из стоматологического формовочного материала для литья, формовочного материала для прессования керамики или модель из формовочного материала для пайки или из стоматологического огнеупорного материала для моделей устанавливают в прокалочную печь при комнатной температуре, затем температуру в печи повышают до конечной температуры в несколько этапов по режиму программы, рекомендованной изготовителем.
3.7 быстрый нагрев (quick-heating method): Способ нагрева, при котором (по истечении времени отверждения, рекомендованного изготовителем) форму из стоматологического формовочного материала для литья или модель из формовочного материала для пайки или из стоматологического огнеупорного материала для моделей помещают для прокаливания в горячую печь при конечной температуре прокаливания, рекомендованной изготовителем стоматологических материалов.
3.8 температура литья для материалов типов 1 и 2 (casting temperature): Температура формы, при которой расплавленный металлический материал заливают в форму.
3.9 температура прессования керамики (для формовочного материала типа 1, предназначенного для прессования керамики) (ceramic pressing temperature): Температура, при которой форму и керамическую заготовку нагревают для прессования.
Примечание 1 - Форму помещают в прокалочную печь при более низкой температуре и выдерживают при этой температуре. Перед прессованием керамический слиток помещают в тигель формы, после чего устанавливают в печь для прессования и поднимают температуру для размягчения керамической заготовки.
3.10 сырое состояние (green state): Состояние материала после схватывания до структурных изменений, вызванных затвердеванием или прокаливанием, которые дают увеличение прочности или изменение размеров.
4 Классификация
В настоящем стандарте стоматологические формовочные материалы для литья, стоматологические формовочные материалы для пайки и стоматологические огнеупорные материалы для моделей подразделяют на следующие типы:
- тип 1: для литья вкладок, коронок и других несъемных протезов;
- тип 2: для литья полных или частичных протезов или других съемных конструкций;
- тип 3: для пайки литых конструкций;
- тип 4: для огнеупорных моделей.
Кроме того, существуют два класса стоматологических формовочных материалов для литья, стоматологических формовочных материалов для пайки и стоматологических огнеупорных материалов для моделей:
- класс 1: рекомендуется медленный или ступенчатый нагрев при прокаливании;
- класс 2: рекомендуется быстрый нагрев при прокаливании.
5 Требования
5.1 Общее положение
Если изготовитель рекомендует данный материал для обоих классов, то материал должен удовлетворять требованиям 5.5 и 5.6, если применяют оба метода нагрева, - то требованию 5.7.
5.2 Консистенция материала и отсутствие загрязнений
Порошок должен быть однородным, без комков и посторонних включений. Специальная жидкость должна быть без осадка. Испытание проводят по 7.1.
5.3 Текучесть
При испытании по 7.2 текучесть не должна отличаться более чем на 30% от значений, указанных изготовителем [см. 8.3, перечисление а)].
Указанное требование не распространяется на формовочный материал на силикатном связующем (спиртовой раствор этилсиликата).
5.4 Время схватывания и затвердевания При испытании по 7.3 время схватывания и затвердевания не должно отличаться более чем на 30% от значений, указанных изготовителем [см. 8.3, перечисление b)]. Если изготовитель дает диапазон времени схватывания и затвердевания, то оно не должно отличаться более чем на 30% от среднего значения диапазона. |
5.5 Прочность при сжатии
При испытании по 7.4 прочность при сжатии образцов должна быть не менее 70% значений, указанных изготовителем [см. 8.3, перечисление с)], но не меньше 2 МПа.
5.6 Линейное расширение при твердении При испытании по 7.5 для материалов на гипсовой и фосфатной связке линейное расширение при твердении должно быть в пределах 15% значений, указанных изготовителем. Если изготовитель указывает верхний и нижний пределы линейного расширения при твердении, то они не должны превышать 15% среднего значения линейного расширения при твердении. |
5.7 Линейное термическое изменение размеров
При испытании по 7.6 линейное термическое расширение для всех четырех типов материалов не должно превышать 20% значений, указанных изготовителем [см. 8.3, перечисление d)]. Если изготовитель указывает верхний и нижний пределы линейного термического расширения, то они не должны превышать 20% среднего значения линейного термического расширения.
Для материала типа 4 линейная термическая усадка не должна превышать 15% значения, указанного изготовителем [см. 8.3, перечисление е)]. Если изготовитель указывает верхний и нижний пределы линейной термической усадки, то они не должны превышать 15% среднего значения линейной термической усадки.
5.8 Соответствие расширения материалов типа 1 и типа 2
Диаметр отлитого металлического диска или диаметр отпрессованного керамического диска в соответствии с 7.7 по отношению к диаметру диска, по которому они изготовлены, должны соответствовать:
a) не менее 99,5% - для материала типа 1;
b) не менее 99,0% - для материала типа 2.
Требование не применяется к формовочному материалу для пайки стоматологических протезов типа 3 и стоматологическому огнеупорному материалу для моделей типа 4.
6 Отбор образцов, условия проведения испытаний и смешивание
6.1 Отбор образцов
Образцы материала для испытаний должны быть отобраны от производственной партии, предназначенной для розничной торговли. Используют герметично упакованные неповрежденные пакеты (т.е. пакеты и контейнеры) с указанием срока годности.
6.2 Условия проведения испытаний
Все испытания проводят при температуре (23±2)°С и относительной влажности (50±5)% по ГОСТ Р 50444 в помещении, защищенном от сквозняков.
Материал и аппаратуру перед проведением испытаний хранят при указанных условиях не менее 15 ч.
6.3 Смешивание
Смешивание проводят в соответствии с инструкцией изготовителя. Если используют специальную жидкость, то ее разбавляют, как рекомендовано изготовителем, согласно 8.2, перечисление d). Если используют воду, то она должна соответствовать требованиям ГОСТ Р 52501**.
Если указан диапазон соотношения порошка и жидкости [см. 8.2, перечисление е)] или разбавление специальной жидкости [см. 8.2, перечисление d)], то при изготовлении смеси используют среднее значение диапазона для определения соответствия требованиям 5.3-5.6.
6.3.1 Аппаратура
В соответствии с инструкцией изготовителя необходима следующая аппаратура:
a) чистая и сухая эластичная чашка для ручного смешивания;
b) шпатель с жесткой ручкой для смешивания;
c) механический/вакуумный смеситель с чистой и сухой чашкой;
d) секундомер для измерения времени с точностью ±1 с.
6.3.2 Проведение испытаний
Отмеряют с точностью до 1% необходимую массу порошка и требуемый объем жидкости. Наливают жидкость в чашку для смешивания и всыпают порошок. Отсчет времени начинают с момента контакта порошка с жидкостью.
Смешивание проводят с использованием ручного шпателя и/или механическим способом (под вакуумом, если рекомендовано) в течение времени, указанного в инструкции изготовителя. Если изготовитель рекомендует диапазон времени смешивания, то используют среднее значение диапазона.
7 Методы испытаний
7.1 Консистенция материала и отсутствие посторонних включений
7.1.1 Проведение испытания
При получении материал проверяют визуально.
7.1.2 Запись результатов
В отчете указывают соответствует или не соответствует материал требованию 5.2 по консистенции и отсутствию посторонних включений. Если материал не отвечает этому требованию, то указывают причину.
7.2 Текучесть
7.2.1 Аппаратура
7.2.1.1 Чистая и сухая цилиндрическая форма высотой (50±1) мм, внутренним диаметром (35±1) мм, изготовленная из коррозионно-стойкого неабсорбирующего материала.
7.2.1.2 Стеклянная пластина с гладкой поверхностью размером не менее 150150 мм.
7.2.1.3 Стоматологический вибратор.
7.2.1.4 Линейка, градуированная в миллиметрах, длиной не менее 150 мм.
7.2.1.5 Смазка для формы, например силиконовый аэрозоль или силиконовая смазка.
7.2.2 Количество образцов для испытания
Изготовляют два образца для испытаний, для каждого образца замешивают новую порцию материала.
Если один из двух результатов испытаний отвечает требованию 5.3, а другой - не отвечает, то следует выполнить еще три испытания на трех образцах.
7.2.3 Проведение испытания
Обрабатывают внутреннюю поверхность формы тонким слоем смазки. Смешивают по 6.3 требуемое для заполнения формы количество массы порошка и соответствующий объем жидкости. Помещают форму в центр стеклянной пластины, устанавливают на стоматологический вибратор и подвергают вибрации в течение (20±2) с, заполняя ее формовочным материалом с небольшим избытком, после чего формовочную массу необходимо сравнять с верхними краями формы. По истечении указанного времени выключают вибратор. Через 30 с после начала смешивания плавно поднимают форму вертикально с пластины в течение 5 с и дают формовочному материалу осесть или расплыться по пластине. После затвердевания материала измеряют наибольший и наименьший диаметры основания затвердевшего образца с точностью до 1 мм и записывают среднеарифметическое значение этих двух диаметров как первый результат. Повторяют испытание и записывают результат, полученный на втором образце, как среднее значение из двух измерений.
7.2.4 Оценка результатов
Если результаты двух испытаний отвечают требованиям (см. 5.3), то материал соответствует требованиям настоящего стандарта.
Если результаты одного из испытаний соответствуют этому требованию, а второго - не соответствуют, то следует выполнить еще три испытания.
Если результаты всех трех дополнительных испытаний соответствуют требованию (см. 5.3), то материал считают выдержавшим испытания. В противном случае материал бракуют.
7.2.5 Запись результатов
a) Записывают результат для каждого испытания по 7.2.3, в том числе образцов, испытанных дополнительно (если требуется), и среднеарифметическое значение образцов, которое соответствует требованиям текучести (см. 5.3).
b) Записывают значение текучести, указанное изготовителем, в соответствии с 8.3, перечисление а).
c) Отмечают соответствует или не соответствует материал требованиям текучести (см. 5.3).
7.3 Время схватывания и затвердевания
7.3.1 Аппаратура
7.3.1.1 Прибор Вика (рис.1) согласно требованиям 7.3.1.1.1-7.3.1.1.5. Общая масса подвижных частей (т.е. игла Вика, стержень, измерительная шкала и дополнительная нагрузка) должна быть (300±1) г.
|
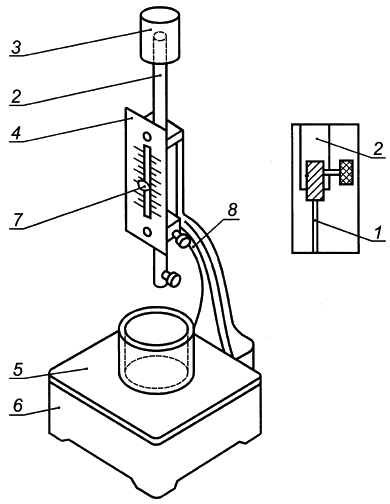
1 - игла Вика длиной (50±1) мм и диаметром (1±0,05) мм; 2 - стержень длиной (270±5) мм и диаметром (10±1) мм; 3 - дополнительная нагрузка; 4 - измерительная шкала в миллиметрах; 5 - стеклянная пластина размером 100100 мм; 6 - поддерживающая опора; 7 - указатель; 8 - винтовой зажим
Рисунок 1 - Схема прибора Вика
7.3.1.1.1 Игла Вика 1 длиной (50±1) мм, диаметром (1,00±0,05) мм, с плоским концом, с допуском по ГОСТ 25347.
7.3.1.1.2 Стержень 2 длиной приблизительно 270 мм и диаметром 10 мм.
7.3.1.1.3 Дополнительная нагрузка 3.
7.3.1.1.4 Измерительная шкала 4 (мм).
7.3.1.1.5 Основание - стеклянная пластина 5 размером приблизительно 100100 мм.
7.3.1.2 Формы двух типов, изготовленные из коррозионно-стойких неабсорбирующих материалов.
7.3.1.2.1 Большая коническая форма внутренним верхним диаметром 70 мм и внутренним нижним диаметром 60 мм, высотой 40 мм.
7.3.1.2.2 Маленькая цилиндрическая форма внутренним диаметром 30 мм и высотой 25 мм. Для экономии материала используют маленькую форму. При использовании маленькой цилиндрической формы следует учитывать меньший отступ от края формы согласно 7.3.2.
7.3.1.3 Смазка для формы, например силиконовый аэрозоль или силиконовая смазка.
7.3.2 Проведение испытания
Смазывают тонким слоем смазки внутреннюю часть цилиндрической формы и основание плиты. Смешивают материал согласно 6.3, используя массу порошка с соответствующим объемом жидкости, достаточной для заполнения формы. Если используют большую форму, то к рекомендованному изготовителем количеству жидкости добавляют 400 г порошка. Если используют маленькую форму, то на 100 г порошка добавляют рекомендуемое изготовителем количество жидкости. Отмечают по секундомеру время смешивания, время его окончания и время всех последующих этапов испытаний. Цилиндрическую форму заполняют смесью на вибраторе и выравнивают образец формовочного материала с верхним краем формы. Форму устанавливают на пластине основания прибора Вика. В момент времени, равный половине времени схватывания, указанного изготовителем [см. 8.3, перечисление b)], снимают первое показание: a) поднимают стержень с иглой выше поверхности смеси. Форму устанавливают под иглой так, чтобы первую пенетрацию провести приблизительно на расстоянии 10 мм от стенки большой формы или 5 мм от стенки маленькой формы; b) приводят иглу в контакт с поверхностью смеси и закрепляют ее; c) опускают стержень и в этот момент записывают время. Игла проникает в материал под действием нагрузки 300 г. Поднимают стержень, когда игла проникнет на глубину 1 мм от основания плиты. Примечание - Поскольку показания снимают каждые 15 с, не надо ждать, пока игла коснется основания пластины на сырой смеси, т.к. необходимо подготовить иглу для следующей пенетрации. |
Записывают значения пенетрации с интервалом 15 с; d) поднимают стержень над поверхностью смеси, перемещают форму и делают следующую пенетрацию в точке на расстоянии не менее чем 10 или 5 мм от стенки формы (в зависимости от размера формы) и 5 мм - от любого другого отпечатка иглы; e) протирают иглу, приводят ее в соприкосновение с поверхностью смеси и закрепляют; f) в соответствующее время опускают аккуратно стержень. Записывают время, когда игла проникнет в материал (под действием нагрузки 300 г) на глубину не более 1 мм от основания. Затем поднимают стержень; g) записывают время схватывания как общее время от начала смешивания до момента, когда свободно опущенная игла не доходит до поверхности пластины более чем на 1 мм; h) продолжают пенетрацию через каждые 15 с. Время затвердевания определяют в минутах, когда свободно опущенная игла погружается в смесь на глубину не более чем 1 мм. |
7.3.3 Количество испытаний
Определяют время схватывания и затвердевания два раза. Для каждого определения по 7.3.2 готовят новую смесь материала.
7.3.4 Оценка результатов
Если оба результата соответствуют требованиям 5.4, то материал считают прошедшим испытания.
Если ни один результат не удовлетворяет этим требованиям, то материал считают не прошедшим испытания.
Если один результат соответствует требованию, а другой не отвечает требованию, то испытания повторяют еще три раза.
Если результаты последующих трех испытаний соответствуют требованию 5.4, то материал отвечает требованию настоящего стандарта. В противном случае материал бракуют.
7.3.5 Запись результатов
a) Записывают время схватывания и затвердевания для каждого испытания (в том числе дополнительных испытаний) до 0,25 мин, проведенных в соответствии с 7.3.2.
b) Записывают время схватывания и затвердевания или диапазон времени схватывания и затвердевания, указанного изготовителем [см. 8.3, перечисление b)].
c) Делают вывод о соответствии или несоответствии требованию времени схватывания и затвердевания (см. 5.4).
7.4 Прочность при сжатии
7.4.1 Аппаратура и материалы
7.4.1.1 Одна или несколько секционных или разъемных форм, торцы которых должны быть параллельны в пределах 0,05 мм, для изготовления цилиндрических образцов диаметром (20,0±0,2) мм и высотой (40,0±0,4) мм, выполненных из коррозионно-стойкого материала.
7.4.1.2 Только для формовочных материалов на силикатном связующем: одна или более секционных или дополнительных разъемных форм диаметром (20,0±0,2) мм и высотой (20,0±0,4) мм, изготовленных из коррозионно-стойкого материала.
7.4.1.3 Воск: липкий воск и моделировочный воск, если необходимо для использования.
7.4.1.4 Плоские стеклянные пластины в количестве и размерами, достаточными для закрытия обоих концов всех форм.
7.4.1.5 Стоматологический вибратор.
7.4.1.6 Универсальная испытательная машина с приспособлением для испытания на сжатие, с нагрузкой 10 кН и с точностью измерения усилия ±0,5 Н.
7.4.1.7 Смазка для формы, например силиконовый аэрозоль или силиконовая смазка.
7.4.1.8 Микрометр или аналогичный измерительный инструмент с точностью измерения 0,02 мм, диапазоном от 0,00 до 25,00 мм.
7.4.1.9 Зуботехнический триммер - только для формовочных материалов с силикатным связующим.
7.4.2 Количество образцов для испытаний
Изготовляют пять образцов для испытаний не менее чем из двух смесей и максимально три образца - из одной смеси.
Если имеется в наличии достаточное количество форм и стеклянных пластин (если необходимы дополнительные формы), то из одной смеси может быть изготовлено больше одного образца.
Если три испытанных образца соответствуют требованию 5.5, а два - не соответствуют, то следует провести испытания еще пяти образцов (минимум из двух смесей).
7.4.3 Изготовление образцов
7.4.3.1 Материалы, кроме материалов на силикатном связующем
Смазывают внутреннюю поверхность каждой формы тонким слоем силиконовой смазки и устанавливают форму на стеклянную пластину. Смешивают согласно 6.3 массу порошка с соответствующим объемом жидкости, достаточной для заполнения минимум одной формы. Слегка переполняют форму смесью, применяя легкую вибрацию с использованием стоматологического вибратора. До того как блеск поверхности смеси исчезнет, выключают вибратор. Как только блеск поверхности полностью исчезнет, помещают вторую стеклянную пластину на верхнюю часть формы и прижимают ее так, чтобы стекло соприкасалось с формой. Образец для испытаний вынимают из формы через (60±5) мин после начала смешивания и хранят при температуре (23±2)°С и относительной влажности (50±5)%.
7.4.3.2 Материал на силикатном связующим
Смазывают внутреннюю поверхность формы и разъемную дополнительную форму тонким слоем смазки. Устанавливают форму на стеклянную пластину. К верхней поверхности формы воском прикрепляют дополнительную разъемную форму.
Приготавливают необходимое количество смеси порошка с соответствующим объемом жидкости в соответствии с 6.3 для заполнения минимум одной формы и разъемной дополнительной формы. Слегка переполняют форму смесью, применяя легкую вибрацию с использованием стоматологического вибратора. До того как блеск исчезнет с поверхности смеси полностью, останавливают вибратор, помещают вторую стеклянную пластину на форму и прижимают ее так, чтобы стекло соприкасалось с формой. При достижении времени схватывания, указанного изготовителем [см. 8.3, перечисление b)] отделяют форму от разъемной дополнительной формы. Образец обрезают зуботехническим триммером для создания плоской поверхности на одном уровне с верхней частью формы. Если указано, то используют обрезку образца согласно рекомендации изготовителя. Окончательную отделку проводят шабрением или шлифованием, верхняя поверхность должна быть плоской и параллельной нижней поверхности в пределах 0,05 мм.
Образец для испытания вынимают из формы через (60±5) мин после начала смешивания и хранят на воздухе при температуре (23±2)°С и относительной влажности (50±5)%.
Если изготовитель указывает [см. 8.3, перечисление b)], что время схватывания материала превышает 65 мин, то образец для испытания извлекают из формы во время, указанное в 8.3, перечислении b), и хранят на воздухе при температуре (23±2)°С и относительной влажности (50±10)%.
Если даны указания, то следуют инструкции изготовителя по применению материала после затвердевания и предварительного нагрева формы до температуры прокаливания
Примечание - Например, рекомендовано погружение в смолу или сушка в печи для отверждения.
7.4.4 Проведение испытаний
До начала испытаний измеряют диаметр каждого образца с точностью до 0,02 мм. Испытания при сжатии каждого образца проводят через (120±5) мин от начала смешивания.
Если в инструкции изготовителя указано, что применяемая обработка материала с последующим отверждением (до прокаливания) приводит к превышению времени более чем на 125 мин от начала смешивания, то испытание на прочность при сжатии начинают после завершения обработки. Записывают время начала испытаний.
Устанавливают образец в испытательную машину таким образом, чтобы нагрузка на образец прикладывалась по оси образца. Не применяют прокладку между образцом и пластинами. Прикладывают к образцу нагрузку со скоростью нагружения (5±2) кН/мин до наступления разрушения образца материала и записывают максимальную нагрузку при разрушении в ньютонах.
7.4.5 Оценка результатов
Для каждого испытанного образца вычисляют прочность при сжатии по формуле
![]() , (1)
, (1)
где - прочность при сжатии (максимальное значение), МПа;
- сила, при которой происходит разрушение (максимальная зафиксированная сила), Н;
- диаметр образца, мм.
Если результаты четырех или пяти испытанных образцов соответствуют требованиям 5.5, то материал считают выдержавшим испытания.
Если два или меньше результатов испытаний образцов соответствуют требованиям прочности при сжатии 5.5, то материал не соответствует требованиям.
Если только три результата испытанных образцов соответствуют требованиям прочности при сжатии 5.5, то готовят второй комплект из пяти образцов (7.4.3) и испытывают все пять образцов на прочность при сжатии (7.4.4).
Если все результаты во втором комплекте соответствуют требованиям, предъявляемым к прочности при сжатии 5.5, материал считают выдержавшим испытания, в противном случае материал бракуют.
7.4.6 Запись результатов
a) Записывают прочность при сжатии (с точностью до 0,05 МПа) для каждого образца (в том числе последний комплект, если это требуется) в соответствии с 7.4.4.
b) Записывают прочность при сжатии, указанную изготовителем, в соответствии с 8.3.
c) Если изготовителем рекомендовано после затвердевания проводить обработку, в результате которой время начала испытаний превышает 125 мин, то указывают время от начала смешивания до начала проведения испытаний. Указывают подробно процедуру, в результате которой увеличилось время до начала испытаний.
d) Делают вывод о соответствии или несоответствии материала требованию 5.5.
7.5 Линейное расширение при твердении (только для формовочного материала на гипсовой связке и формовочного материала на фосфатной связке)
Для материалов на гипсовой связке испытание проводят по ГОСТ ISO 7490**. Для формовочных материалов на фосфатной связке - по ГОСТ ISO 9694**.
7.6 Линейное термическое изменение
7.6.1 Аппаратура
7.6.1.1 Дилатометр
7.6.1.1.1 Общее: измерительный прибор, который воздействует на образец силой не более 10 кПа и проводит измерения в диапазоне температур от 23°С до наибольшей температуры прокаливания и изменения длины с точностью до 0,02% от первоначальной длины образца. Точность измерения температуры должна быть не более 5°С.
7.6.1.1.2 Для материалов класса 1: подъем температуры в дилатометре проводят со скоростью (5±1)°С/мин от 23°С до самой высокой температуры, при которой образец для испытаний прокаливается.
7.6.1.1.3 Для материалов класса 2: подъем температуры в дилатометре проводят со скоростью (25±5)°С/мин в диапазоне от 23°С до максимальной температуры, при которой образец для испытаний прокаливается.
7.6.1.2 Форма, выполненная из коррозионно-стойкого материала, для изготовления цилиндрического образца для испытания на дилатометре.
Образец для испытаний по всей длине должен иметь одинаковое сечение. Образец для испытаний должен быть диаметром 12 мм, минимальной длиной 20 мм и максимальной длиной 50 мм.
Возможно изготовление образцов в коррозионно-стойкой форме размерами [(5,05,0
50)]±0,5] мм.
7.6.1.3 Только для формовочного материала на силикатном связующем: дополнительная разъемная цилиндрическая форма, выполненная из коррозионно-стойкого материала, таким же внутренним диаметром, как у формы по 7.6.1.2, и длиной (20,0±0,4) мм.
7.6.1.4 Воск: липкий воск и моделировочный воск, которые применяют при необходимости.
7.6.1.5 Смазка для формы, например силиконовая аэрозоль или силиконовая смазка.
7.6.1.6 Микрометр или аналогичное измерительное устройство для измерения размеров образца длиной до 50,00 мм с точностью 0,02 мм.
7.6.1.7 Зуботехнический триммер - только для формовочного материала на силикатном связующем.
7.6.1.8 Прокалочная печь для материала типа 4. При установке температуры прокаливания она должна поддерживаться с точностью ±5°С.
7.6.1.9 Стеклянная пластина с гладкой и ровной поверхностью 100100 мм.
7.6.1.10 Стоматологический вибратор.
7.6.2 Количество образцов для испытаний
Из двух смесей делают два образца для испытаний.
Если один образец соответствует требованию 5.6, а другой - не соответствует, то испытывают еще три образца (из трех смесей).
7.6.3 Изготовление образцов для испытания
7.6.3.1 Материалы без силикатной связки
Смазывают внутреннюю поверхность формы тонким слоем смазки. Устанавливают форму на стеклянную пластину.
Порошок с соответствующим количеством жидкости, достаточным для заполнения формы, смешивают, как указано в 6.3. Заполняют форму смесью на стоматологическом вибраторе и выключают вибратор до того, как блеск с поверхности исчезнет. Сразу после исчезновения блеска с поверхности материала выравнивают образец с верхним краем формы. Перед самым началом времени прокаливания, рекомендованного изготовителем, удаляют образец из формы.
7.6.3.2 Материал с силикатным связующем
Смазывают внутреннюю поверхность формы и дополнительной формы тонким слоем смазки. Устанавливают форму на стеклянную пластину.
На верхнюю поверхность формы устанавливают дополнительную форму и закрепляют ее воском.
Проводят смешивание согласно 6.3, используя массу порошка с соответствующим объемом жидкости, необходимого для получения работоспособной смеси, которой достаточно для заполнения формы и дополнительной формы. Слегка переполняют форму и дополнительную форму, применяя легкую вибрацию с использованием стоматологического вибратора. После исчезновения блеска с поверхности смеси останавливают вибрацию. Отделяют дополнительную форму от основной после времени схватывания, указанного изготовителем [см. 8.3, перечисление b)]. Выравнивают поверхность образца с верхними краями формы с использованием зуботехнического триммера. Если указано, то используют обрезку, рекомендованную изготовителем в инструкции. Отделку проводят шабрением или шлифованием. Верхняя поверхность должна быть плоской и параллельной нижней поверхности в пределах 0,05 мм.
Перед самым началом времени прокаливания, рекомендованного изготовителем, удаляют образец из формы.
Если указаны дополнительные этапы перед нагреванием формы до температуры прокаливания, то следуют инструкции изготовителя по обработке материала.
Примечание - Погружение в полимер или сушка в печи - это примеры обработок, которые необходимы для последующих этапов работы.
7.6.4 Процедура испытания для измерения линейного термического расширения материалов типов 1, 2 и 3
7.6.4.1 Общее положение
Измеряют длину образца с точностью до 0,02 мм.
Устанавливают образец для испытания в дилатометр. Поднимают температуру в дилатометре до конечной температуры [согласно 7.6.4.2)] со скоростью (5±1)°С/мин для материала класса 1 или (25±5)°С/мин - для материала класса 2. Записывают линейное термическое расширение образца непрерывно от комнатной температуры до конечной температуры. Показания увеличения длины образца измеряют с точностью до 0,02% (от начальной длины) и температуру - с точностью до 5°С.
Выдерживают образец при конечной температуре в течение времени, указанного изготовителем в инструкции по применению [см. 8.2, перечисление i)]. Выдерживают образцы при конечной температуре в течение 15 мин, если не указано время выдержки. Затем выполняют процедуру, описанную в 7.6.4.2, в зависимости от типа материала.
7.6.4.2 Процедуры для каждого типа материала
7.6.4.2.1 Материалы типов 1 и 2
Для материалов типов 1 и 2 для литья стоматологических металлических материалов конечная температура является температурой прокаливания.
Если стоматологический металлический материал рекомендуется для литья, тогда форму доводят до температуры прокаливания согласно 8.2, перечисление i) и определяют изменение длины испытуемого образца при данной температуре по отношению к первоначальной длине. Подсчитывают значение линейного термического расширения при температуре литья в процентах к первоначальной длине с точностью 0,1%. Записывают значение.
Если форму охлаждают до нужной температуры после прокаливания, то держат образец при температуре прокаливания, затем снижают температуру в дилатометре со скоростью (5±1)°С/мин для материала класса 1 или со скоростью (25±5)°С/мин - для материала класса 2 до указанной температуры литья [согласно 8.2, перечисление i)]. Записывают изменения длины образца с точностью до 0,02% от начальной длины и температуру с точностью до 5°С. Определяют конечную длину образца после охлаждения от температуры прокаливания. По этому значению и начальной длине вычисляют линейное термическое расширение при температуре литья и выражают в процентах к первоначальной длине с точностью 0,1%. Записывают значение.
7.6.4.2.2 Материал типа 3
Для материала типа 3 конечная температура - это максимальная температура пайки.
Определяют изменение длины при максимальной температуре пайки [см. 8.2, перечисление i)] к первоначальной длине с точностью до 0,02%.
Вычисляют линейное термическое расширение при максимальной температуре пайки, как соотношение изменения длины к первоначальной длине образца в процентах, с точностью 0,1%. Записывают значение.
7.6.5 Проведение испытания на линейное термическое изменение материала типа 4
7.6.5.1 Линейная усадка при обжиге
Измеряют длину образца с точностью до 0,02 мм.
Для материала класса 1: в начальное время прокаливания, рекомендованное изготовителем, помещают образец для испытаний в прокалочную печь и поднимают температуру со скоростью (5±1)°С/мин от начальной температуры (температура окружающей среды) до конечной температуры прокаливания [см. 8.2, перечисление i)].
Для материала класса 2: выполняют аналогичную обработку со скоростью нагрева (25±5)°С/мин. Если в инструкции изготовителя указано, что надо помещать сырую форму непосредственно в нагретую печь, то поднимают температуру в прокалочной печи [см. 8.2, перечисление i)] и устанавливают образец непосредственно в горячую печь.
Выдерживают образец при рекомендуемой температуре прокаливания в течение времени, рекомендованного изготовителем (если температура прокаливания дается без времени выдержки, то образец держат в течение 15 мин). Охлаждают образец до комнатной температуры согласно рекомендации изготовителя.
После охлаждения измеряют длину образца с точностью до 0,02 мм.
Изменение длины образца от начального значения до длины после охлаждения - это линейная усадка при обжиге. Выражают значение линейной усадки отношением к начальной длине и записывают его с точностью до 0,1%.
7.6.5.2 Линейное термическое расширение
Образец по 7.6.5.1 помещают в дилатометр. Поднимают в дилатометре температуру со скоростью (5±1)°С/мин до максимальной температуры обжига керамики [см. 8.2, перечисление i)] со скоростью (5±1)°С/мин. Постоянно записывают термическое расширение образца по показаниям дилатометра, как изменение длины образца по отношению к первоначальной длине, с точностью до 0,02% и записывают температуру с точностью до 5°С.
Образец выдерживают при максимальной температуре обжига керамики в течение времени, рекомендованного изготовителем [см. 8.2, перечисление i)] (если максимальная температура обжига керамики дается без времени выдержки, держат в течение 15 мин).
Линейное термическое расширение - это изменение длины испытуемого образца от ее значения после прокаливания и охлаждения (как определено в 7.6.5.1) по отношению к длине после нагревания до максимальной температуры обжига керамики. Линейное термическое расширение выражают отношением к длине после прокаливания и охлаждения и записывают значение в процентах с точностью до 0,1%.
7.6.6 Оценка результатов
7.6.6.1 Материалы типов 1, 2 и 3
Если результаты обоих испытаний соответствуют линейному термическому расширению по 5.6, то материал соответствует требованиям настоящего стандарта.
Если результат не удовлетворяет этим требованиям, то материал не соответствует требованиям настоящего стандарта.
Если результат одного испытанного образца соответствует этому требованию, а другого - не соответствует, то повторяют испытание еще три раза.
Если в результате все три дополнительных образца соответствуют требованию 5.6, тогда материал соответствует. В противном случае материал бракуют.
7.6.6.2 Материал типа 4
Если результаты линейной усадки при обжиге и линейного термического расширения обоих образцов соответствуют требованию 5.6, материал отвечает требованию настоящего стандарта.
Если результаты линейной усадки при обжиге обоих испытанных образцов не удовлетворяют требованию 5.6, материал не соответствует требованию настоящего стандарта.
Если результаты линейной усадки при обжиге и линейного термического расширения одного из образцов удовлетворяют требованию 5.6, то материал бракуют.
Если результаты испытания линейной усадки при обжиге и линейное термическое расширение от одного из образцов соответствуют требованиям 5.6, тогда учитывают следующее:
a) результаты испытания линейной усадки при обжиге и линейного термического расширения другого испытуемого образца не удовлетворяют требованиям или
b) один из результатов (линейной усадки при обжиге или линейного термического расширения) другого испытуемого образца не соответствует требованиям, то повторяют испытание еще три раза на новых образцах, изготовленных по 7.5.3.
Если результаты всех трех дополнительных образцов линейной усадки при обжиге и линейного термического расширения соответствуют требованиям 5.6, то материал соответствует требованиям настоящего стандарта. В противном случае материал бракуют.
7.6.7 Отчет по испытанию
a) Длина и диаметр образца для испытания и размеры всех прочих испытуемых образцов, выраженные средними значениями.
b) Данные температуры при непрерывном измерении/изменение размеров (выраженное в процентах к длине образца) для каждого испытания, проведенного в соответствии с 7.5.4 и 7.5.5.
c) Значение линейного термического расширения образца (до 0,1%) для каждого испытания, проведенного в соответствии с 7.5.4 и 7.5.5.
d) Заключение о соответствии или несоответствии требованиям линейного термического расширения (см. 5.6).
e) Линейная усадка при обжиге образца (до 0,1%) для каждого испытания, проведенного в соответствии с 7.5.5.1, для материала типа 4.
f) Заключение о соответствии или несоответствии требованию для линейной термической усадки (см. 5.6) для материала типа 4.
7.7 Соответствие расширения материалов типа 1 и типа 2
7.7.1 Общее положение
Для испытания применяют образцы в виде дисков. Диаметр диска измеряют на восковых и полимерных дисках и металлической отливке или на прессованной керамике, изготовленной по этим дискам. Полученные значения сравнивают. Эти технологические процессы проводят в соответствии с рекомендациями изготовителя формовочных материалов для литья и прессованной керамики. Для отливки используют один из сплавов (неблагородный или благородный), рекомендуемый изготовителем формовочного материала, предназначенного для изготовления формы.
7.7.2 Формовочные материалы типа 1 и типа 2 для литья стоматологических металлических сплавов
7.7.2.1 Материалы и аппаратура
7.7.2.1.1 Оборудование для изготовления дисков для литья, такое как токарный станок для невосковых, полимерных материалов.
7.7.2.1.2 Инструмент для измерения диаметра диска и отливок с точностью до 0,005 мм. При измерении диска из мягкого материала, например воска, используют бесконтактное измерение.
7.7.2.1.3 Стоматологическое литейное оборудование, используемое в стоматологии для изготовления отливок.
7.7.2.1.4 Пескоструйное оборудование с использованием песка с размером зерна не более 50 мкм.
7.7.2.1.5 Стоматологический литьевой воск, который соответствует ГОСТ 31567 и ГОСТ 31566, или полимерный материал, пригодный для изготовления диска. Материал для диска не должен давать трещин при нагреве формы.
7.7.2.1.6 Стоматологический металлический материал, который соответствует ГОСТ Р ИСО 22674. Металлический материал должен быть того типа, для которого рекомендуют формовочный материал для литья, не использованный ранее и из одной партии.
7.7.2.1.7 Абразивный круг на резиновой связке, установленный в зуботехнической лаборатории.
7.7.2.1.8 Стоматологические опоки, изготовленные из коррозионно-стойкого материала, рекомендованного согласно 8.2, перечисление h).
7.7.2.1.9 Прокладка для формы, если это рекомендовано изготовителем согласно 8.2, перечисление g).
7.7.2.2 Количество образцов
Изготовляют три образца из трех смесей стоматологических формовочных материалов для литья.
Если два испытанных образца не удовлетворяют требованию 5.8, то требуется изготовить три дополнительных образца (изготовленных из трех смесей формовочных материалов).
7.7.2.3 Диск
Изготовляют диски из воска или полимерного материала диаметром (12,0±1,0) мм и толщиной (1,5±0,5) мм при отклонении от правильной окружности не более 0,01 мм (рисунок 2). Измеряют диаметр диска в шести равноудаленных точках окружности (с интервалом 30°). Записывают полученные значения с точностью 0,005 мм и вычисляют среднеарифметическое значение с точностью до 0,001 мм.
|
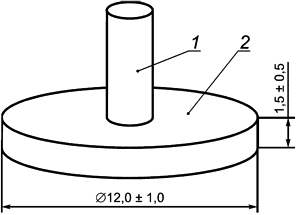
1 - литник; 2 - диск
Рисунок 2 - Диск с литником
7.7.2.4 Проведение испытаний
Прикрепляют прямой литник перпендикулярно к центру одной из поверхностей диска, оставляя край без повреждений (см. рисунок 2).
Примечание - Диаметр и длина литника не указаны, что позволяет технику выбрать размер, исходя из его/ее опыта и в соответствии с 7.6.1 для получения полностью отлитого диска.
Формуют один диск в литейной опоке так, чтобы литник занимал положение по оси опоки.
Смешивают формовочный материал согласно 6.3, используя массу порошка с соответствующим объемом жидкости для получения смеси, полностью заполняющей объем опоки. Если поставляется специальная жидкость, рекомендуемая для литья данного типа металлического материала, то ее применяют в рекомендуемом разбавлении. Формовку, прокаливание и литье проводят в соответствии с рекомендациями изготовителя [согласно 8.2, перечисления g), h), i)].
Удаляют отлитый металлический диск из формы и очищают его пескоструйной обработкой.
7.7.2.5 Измерения
В каждой отливке слегка отполировывают обод абразивным кругом, удаляют любые наплывы и измеряют в том же порядке, как модель диска. Рассчитывают средний диаметр с точностью до 0,001 мм.
Полирование проводят с большой тщательностью. Полирование должно быть минимальным и следует ограничиваться только снятием наплывов. Полирование следует проводить так, как оно проводится обычно при изготовлении зубных протезов.
7.6.2.6 Подсчет результатов
Выражают отношение среднего диаметра отливки к диаметру модели диска в процентах и записывают полученное значение в процентах с точностью до 0,01%.
7.7.3 Материалы типа 1, предназначенные для прессования стоматологической керамики
7.7.3.1 Материалы и оборудование
7.7.3.1.1 Опока с тиглем и прокладкой в тигле для прессования.
7.7.3.1.2 Стоматологический литейный воск по ГОСТ 31567 и ГОСТ 31566 или полимерный материал, предназначенный для изготовления диска. Материал диска не должен растрескиваться в процессе нагревания.
7.7.3.1.3 Оборудование для приготовления дисков для прессования, такое как токарный станок для полимерных материалов.
7.7.3.1.4 Инструмент для измерения диаметра модели диска и диска из прессованной керамики с точностью измерения 0,005 мм. Когда используют модель диска из мягкого материала, такого как воск, то используют бесконтактный метод измерения.
7.7.3.1.5 Стоматологическая керамика для прессования типа 2, класса 1 по ГОСТ 31571 и формовочный материал, рекомендованный для испытания данной керамики. Материал должен быть из одной партии.
7.7.3.1.6 Прокалочная печь.
7.7.3.1.7 Керамический стержень для прессования, совместимый с применяемым тиглем.
7.7.3.1.8 Печь для прессования, модель которой рекомендована для выбранной для испытания керамики.
7.7.3.1.9 Сепарационный алмазный диск с ручным наконечником.
7.7.3.1.10 Пескоструйное оборудование, состав и размер частиц песка, рекомендованные для выбранной керамики. Если размер частиц не соответствует указанному размеру, то размер частиц песка не должен превышать 50 мкм.
7.7.3.2 Количество образцов
Изготовляют три образца из трех смесей формовочного материала для прессовочной керамики.
Если результаты испытаний не отвечают требованию 5.8, то изготовляют три дополнительных образца (изготовленных из более, чем трех смесей формовочного материала).
7.7.3.3 Модель диска
Приготавливают модель диска такого же размера и в соответствии с 7.7.2.3 из воска или полимерного материала (см. рисунок 2).
Измеряют диаметры этих дисков в соответствии с 7.7.2.3.
7.7.3.4 Проведение испытания
Прикрепляют прямой литник в центр под прямым углом к одной из поверхностей диска, не затрагивая обод диска (см. рисунок 2). Но в случае, если это не соответствует рекомендациям изготовителя для установки литника, то можно литник прикреплять к ободу диска (с расположением оси литника в плоскости диска и по направлению к его центру).
Примечание 1 - Для некоторых материалов в инструкциях рекомендуется располагать литник аксиально с плоскостью образца (которая в настоящем стандарте является плоскостью диска), а не под углом к нему.
Примечание 2 - Диаметр и длина литника не оговариваются, что позволяет технику самому выбирать размеры литника, исходя из его/ее опыта и в соответствии с 7.7.1 по проведению прессования.
Формуют один шаблон в опоку для прессования таким образом, чтобы литник располагался вдоль оси тигля.
Смешивают формовочный материал по 6.3, для чего берут массу порошка и соответствующий объем жидкости в количестве, достаточном для получения смеси, которая полностью заполнит прессовочное кольцо. Форму прокаливают, нагревают и прессуют керамическую заготовку в форму, следуя рекомендациям изготовителя [см. 8.2, перечисления g) и h)].
Удаляют отпрессованный керамический диск из формы и очищают его пескоструйным способом по инструкции изготовителя. Проверяют обод диска, чтобы убедиться, что все остатки формовочного материала удалены. Больше никакой очистки не проводят.
7.7.3.5 Измерение
Измеряют диаметр так же, как измеряли шаблон. Визуально оценивают, что при измерениях не были включены неровности. Вычисляют средний диаметр с точностью до 0,001 мм.
7.7.3.6 Подсчет результатов
Выражают отношение среднего диаметра керамического диска к среднему диаметру шаблона в процентах. Процентное соотношение записывают с точностью 0,01% для всех образцов.
7.7.4 Оценка результатов
Если результаты испытаний двух или трех образцов удовлетворяют требованию соответствия расширению (см. 5.7), то материал соответствует требованиям настоящего стандарта.
Если ни один из трех результатов испытаний не отвечает требованию соответствия расширению (5.7), то материал не соответствует требованиям настоящего стандарта.
Если только один из результатов испытаний соответствует требованию соответствия расширению (5.7), повторяют испытание еще три раза. Если результаты всех трех дополнительных испытаний отвечают требованиям соответствия расширению (5.7), то материал соответствует требованиям. В противном случае материал бракуют.
7.7.5 Отчет по испытанию
Протокол:
a) стоматологический металлический материал, используемый для испытания, наименование изготовителя, наименование продукта и номер партии, подтверждение о соответствии материала ГОСТ Р ИСО 22674.
Материал для прессования стоматологической керамики, используемый для испытания, наименование изготовителя, наименование продукта и номер партии, подтверждение о соответствии материала ГОСТ 31571;
b) формовка и условия литья, формовка и условия прессования;
c) полученные значения (до 0,01%) для всех испытуемых образцов, испытанных в соответствии с 7.7.2.6 или 7.3.3.6;
d) заключение о соответствии или несоответствии формовочного материала требованиям 5.7.
8 Инструкция изготовителя
8.1 Общие положения
Инструкция изготовителя (уполномоченного представителя), вложенная в каждую упаковку, должна содержать следующую обязательную информацию (указанную в 8.2, 8.3 и 8.4) на языке страны, осуществляющей продажу или распространение.
8.2 Информация по применению
a) Тип материала в соответствии с разделом 4 и предполагаемое использование и назначение.
b) Тип связующего.
c) Химический состав огнеупорной составляющей и, при необходимости, ее аллотропные формы. Если состав содержит несколько огнеупорных составляющих в количестве больше 5%, то они перечисляются в порядке убывания.
d) Если поставляется специальная жидкость, то инструкция по ее использованию, хранению и разбавлению. Должно быть соответствующее указание, о том, что нельзя использовать жидкость, если имеются признаки ее порчи (нормальный вид жидкости должен быть описан, чтобы помочь пользователю решить, произошло ли ее ухудшение).
e) Рекомендуемое соотношение порошок : жидкость (если необходимо, то допустимый диапазон соотношения компонентов смеси) в граммах и миллилитрах.
f) Рекомендуемая процедура смешивания, включая тип смесителя, скорость вращения мешалки, время смешивания и вакуумирования (при применении).
g) Инструкции по применению прокладки в опоке, при применении.
h) Рекомендуемая технология формовки.
i) Инструкции по прокаливанию литейных форм для литья стоматологического металлического материала (и при необходимости по последующему охлаждению). Инструкции по прокаливанию и дальнейшему нагреву (если требуется) форм, предназначенных для прессования стоматологических керамических материалов. Инструкции по прокаливанию моделей для пайки. Инструкции по обжигу огнеупорных моделей (подходящему для материала этого типа).
j) Рекомендуемые условия хранения.
k) Дата выпуска и номер самой последней редакции инструкций по применению.
8.3 Физические свойства
Физические свойства в соответствии с требованиями раздела 5, определенные по методикам раздела 7 (допускается использование нескольких партий при изготовлении образцов для испытаний):
a) текучесть, выраженная средним диаметром диска (мм), значение которой получают при истечении массы материалы из колонки диаметром 35 мм и высотой 50 мм перед затвердеванием. Указывают начальный и конечный диаметры в качестве информации зубному технику (у которого нет копии настоящего стандарта). Например, записывают: "Текучесть. При испытании в соответствии с ГОСТ Р ИСО 15912* определенная масса материала - 48 г будет течь (без вибрации) от начального диаметра 35 мм до диаметра XX мм при затвердевании", где XX - значение текучести, указанное изготовителем.
________________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ Р 57620-2017 (ИСО 15912:2016). - .
Примечание - Приведенное описание необходимо, т.к. испытания носят эмпирический характер;
b) время схватывания и затвердевания;
c) прочность при сжатии;
d) линейное термическое расширение при температуре литья (типы 1 и 2) или при максимальной температуре пайки (тип 3), или при максимальной температуре обжига керамики (тип 4). Диапазон разрешен. Указывают значения расширения и температуры.
Кривая линейного термического расширения должна быть представлена. Кривая термического расширения включает в себя изменения размеров до температуры прокалки и, при необходимости, изменения размеров при охлаждении до указанной температуры литья или дополнительный нагрев, рекомендованный до максимальной температуры прессования керамики;
e) линейная усадка при обжиге для материала типа 4, диапазон разрешен.
8.4 Безопасность, маркировка и инструкции для материала, содержащего диоксид кремния
Если продукт содержит диоксид кремния в качестве тугоплавкой фазы в концентрации свыше 1% масс., в порошке, в инструкции изготовителя должна быть следующая маркировка и информация в соответствии с требованиями ООН-СГС для кремнезема как опасного материала:
a) пиктограмма "орган-мишень" при многократном токсическом воздействии 1-го уровня (см. рисунок 3);
b) слово "опасность";
c) информация: "данный материал содержит диоксид кремния, который в результате длительного или многократного воздействия при вдыхании вызывает физиологическое повреждение легких";
d) предупреждение: "Не дышать пылью";
e) предупреждение: "В случае недостаточной вентиляции использовать средства защиты органов дыхания";
f) "утилизировать содержимое/тару в соответствии с местными правилами", как предупреждение.
|

Рисунок 3 - Пиктограмма "орган-мишень" при многократном токсическом воздействии для повторяемой дозы 1-го уровня при присутствии порошка оксида кремния в концентрации выше 1% масс.
9 Маркировка
9.1 Общее положение
Упаковка материала должна содержать информацию с легко читаемым размером шрифта и на языке страны, осуществляющей продажу и распространение.
9.2 Контейнер для порошка
9.2.1 Внешний контейнер
a) Торговое или фирменное наименование материала.
b) Тип и класс в соответствии с разделом 4 и применяемая система связующего.
c) Наименование и адрес изготовителя, производителя или уполномоченного представителя.
d) Номер партии.
e) Масса нетто порошка в граммах или килограммах.
f) "Использовать до", дата (год и месяц), после которой материал не должен использоваться в соответствии с ГОСТ ИСО 8601.
g) Сохранность маркировки и инструкции, изложенные в 8.4.
h) Рекомендуемые условия хранения.
9.2.2 Индивидуальная упаковка
Для материалов, поставляемых в индивидуальных пакетах (доза для одноразового использования), этикетка на каждом из пакетов должна содержать:
a) торговое или фирменное наименование продукта;
b) наименование и адрес производителя или уполномоченного представителя;
c) номер партии;
d) массу нетто порошка в граммах;
е) информацию: "использовать до" - дату (год и месяц), после которой изделие не должно использоваться в соответствии с ГОСТ ИСО 8601;
f) маркировку безопасности и инструкцию, как указано в 8.4.
9.3 Контейнер для жидкости
Каждый контейнер с жидкостью (или специальной жидкостью) должен иметь маркировку, содержащую:
a) торговое или фирменное наименование формовочного материала, для которого предназначена жидкость;
b) требование к использованию жидкости (как части связующего или для дополнительного расширения);
c) наименование изготовителя, производителя или уполномоченного представителя и адрес;
d) номер партии;
e) чистый объем в литрах или миллилитрах;
f) информацию: "использовать до" - дату (год и месяц), после которой материал не может быть использован, в соответствии с ГОСТ ИСО 8601;
g) рекомендуемые условия хранения.
10 Упаковка
10.1 Порошок
Контейнер, предназначенный для порошка, должен быть влагостойким. Если порошок для использования поставляется не в одноразовых пакетах, то этот контейнер должен быть влагостойким и запечатываться для повторного использования. Рекомендуется после вскрытия контейнера порошок пересыпать в закрывающийся влагостойкий контейнер.
10.2 Жидкости
Жидкость (для использования в составе связующего или в качестве специальной жидкости) должна быть упакована в емкости с крышкой.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте
Обозначение ссылочного национального, межгосударственного стандарта | Степень соответствия | Обозначение и наименование ссылочного международного стандарта |
ГОСТ ИСО 8601-2001 | IDT | ISO 8601 "Элементы данных и форматы для обмена информацией. Обмен информацией. Представление дат и времени" |
ГОСТ Р ИСО 22674-2013 | IDT | ISO 22674 "Стоматология. Металлические материалы для несъемных и съемных протезов и конструкций" |
ГОСТ 25347-2013 (ISO 286-2: 2010) | MOD | ISO 286-2 "Допуски и посадки по системе ISO. Часть 2. Таблицы классов стандартных допусков и предельных отклонений на размеры отверстий и валов" |
ГОСТ 31566-2012 (ISO 12163:1999) | MOD | ISO 15854 "Стоматология - Литьевой и базисный воск" |
ГОСТ 31567-2012 (ISO 1561:1995) | MOD | ISO 15854 "Стоматология - Литьевой и базисный воск" |
ГОСТ 31571-2012 | MOD | ISO 6872 "Керамика стоматологическая" |
ГОСТ Р 52501-2005 (ISO 3696:1987) | MOD | ISO 3696 "Вода для аналитической лаборатории. Технические условия и методы испытаний" |
Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты. | ||
Приложение ДБ
(справочное)
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта
Структура настоящего стандарта | Структура международного стандарта ISO 15912:2016 | ||||
Разделы | Пункты | Подпункты | Разделы | Пункты | Подпункты |
5 | 5.6 | - | 5 | - | - |
5.7 | - | 5.6 | |||
5.8 | - | 5.7 | - | ||
7 | 7.5 | - | 7 | - | - |
7.6 | - | 7.5 | - | ||
7.7 | - | 7.6 | - | ||
Приложения | ДА | - | |||
ДБ | - | ||||
Примечание - Сопоставление структур стандартов приведено только для разделов 5 и 7, так как другие структурные элементы (за исключением предисловия) идентичны. | |||||
УДК 615.463:665.14:006.354 | ОКС 11.060.10 | ОКП 93 9155 |
Ключевые слова: стоматология, огнеупорный формовочный материал, материал для моделей, силикатные связки, фосфатные связки, керамика для прессования, технические требования, методы испытания | ||
Электронный текст документа
и сверен по:
, 2017
{kind=link}