ГОСТ Р 56512-2015
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ
Магнитопорошковый метод
Типовые технологические процессы
Non-destructive testing. Method of magneting particle testing. Standard technological processes
ОКС 17.220.99
77.040.20
Дата введения 2016-06-01
Предисловие
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт оптико-физических измерений" (ФГУП "ВНИИОФИ"), НИЦ ЭРАТ 4 ЦНИИ Минобороны России, МНПО "Спектр"
2 ВНЕСЕН Техническим комитетом ТК 371 "Неразрушающий контроль"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 6 июля 2015 г. N 875-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Настоящий стандарт является технологическим дополнением ГОСТ Р ИСО 9934-1-2011 "Контроль неразрушающий. Магнитопорошковый метод. Часть 1. Основные требования", ГОСТ Р ИСО 9934-2 и ГОСТ Р 53700-2009 (ИСО 9934-3:2002).
Стандарт распространяется на магнитопорошковый контроль объектов, изготовленных как из магнитомягких, так и магнитотвердых сталей, с использованием способов приложенного магнитного поля и остаточной намагниченности. В стандарте изложены технические возможности магнитопорошкового контроля, даны рекомендации по выбору средств контроля и по выполнению технологических операций контроля - намагничиванию объектов контроля, нанесению на них магнитного индикатора, осмотра объектов для обнаружения дефектов, их оценке, различению реальных дефектов и ложных, оформлению результатов контроля, размагничиванию объектов и выполнению заключительных операций. Приведены требования техники безопасности при выполнении магнитопорошкового контроля, учитывающие положения национальной нормативной документации.
1 Область применения
Настоящий стандарт распространяется на магнитопорошковый метод неразрушающего контроля полуфабрикатов, деталей, узлов, элементов конструкций, изделий и других объектов из ферромагнитных материалов с относительной магнитной проницаемостью не менее 40 - из сталей обыкновенного качества, углеродистых качественных, низколегированных и высоколегированных сталей (далее - объекты) в условиях производства, ремонта и эксплуатации.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 8.563-2009 Государственная система обеспечения единства измерений. Методики (методы) измерений
ГОСТ Р 55612-2013 Контроль неразрушающий магнитный. Термины и определения
ГОСТ Р ИСО 9934-2-2011 Контроль неразрушающий. Магнитопорошковый метод. Часть 2. Дефектоскопические материалы
ГОСТ Р 53700-2009 (ИСО 9934-3:2002) Контроль неразрушающий. Магнитопорошковый метод. Часть 3. Оборудование
ГОСТ 12.0.004-90 Система стандартов безопасности труда. Организация обучения безопасности труда. Общие положения
ГОСТ 12.1.001-89 Система стандартов безопасности труда. Ультразвук. Общие требования безопасности
ГОСТ 12.1.003-83 Система стандартов безопасности труда. Шум. Общие требования безопасности
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.030-81 Система стандартов безопасности труда. Электробезопасность. Защитное заземление, зануление
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.007.0-75 Система стандартов безопасности труда. Изделия электротехнические. Общие требования безопасности
ГОСТ 12.2.007.13-2000 Система стандартов безопасности труда. Лампы электрические. Требования безопасности
ГОСТ 12.2.032-78 Система стандартов безопасности труда. Рабочее место при выполнении работ сидя. Общие эргономические требования
ГОСТ 12.2.033-78 Система стандартов безопасности труда. Рабочее место при выполнении работ стоя. Общие эргономические требования
ГОСТ 12.2.049-80 Система стандартов безопасности труда. Оборудование производственное. Общие эргономические требования
ГОСТ 12.2.061-81 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности к рабочим местам
ГОСТ 12.2.064-81 Система стандартов безопасности труда. Органы управления производственным оборудованием. Общие требования безопасности
ГОСТ 12.3.002-75 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 12.3.005-75 Система стандартов безопасности труда. Работы окрасочные. Общие требования безопасности
ГОСТ 12.3.020-80 Система стандартов безопасности труда. Процессы перемещения грузов на предприятиях. Общие требования безопасности
ГОСТ 12.4.011-89 Система стандартов безопасности труда. Средства защиты работающих. Общие требования и классификация
ГОСТ 12.4.021-75 Система стандартов безопасности труда. Системы вентиляционные. Общие требования
ГОСТ 12.4.023-84 Система стандартов безопасности труда. Щитки защитные лицевые. Общие технические требования и методы контроля
ГОСТ 12.4.068-79 Система стандартов безопасности труда. Средства индивидуальной защиты дерматологические. Классификация и общие требования
ГОСТ 12.4.103-83 Система стандартов безопасности труда. Одежда специальная защитная, средства индивидуальной защиты ног и рук. Классификация
ГОСТ 12.4.238-2013 Система стандартов безопасности труда. Аппараты дыхательные воздушные изолирующие. Общие технические требования и методы испытаний
ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями
ГОСТ 33-2000 Нефтепродукты. Прозрачные и непрозрачные жидкости. Определение кинематической вязкости и расчет динамической вязкости
ГОСТ 1435-99 Прутки, полосы и мотки из инструментальной нелегированной стали. Общие технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 5632-2014 Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 9070-75 Вискозиметры для определения условной вязкости лакокрасочных материалов. Технические условия
ГОСТ 9411-91 Стекло оптическое цветное. Технические условия
ГОСТ 10028-81 Вискозиметры капиллярные стеклянные. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 дефект (defect): Каждое отдельное несоответствие продукции установленным требованиям.
3.2 дефект поверхностный (subsurface discontinuity): Дефект, выходящий на поверхность объекта контроля.
3.3 дефект подповерхностный (near surface discontinuity): Дефект, расположенный вблизи поверхности объекта контроля и не выходящий на ее поверхность.
3.4 дефектограмма (magnetogram; magnetic seismogram; magnetically recorded seismogram): Изображение индикаторного рисунка дефектов материала объекта контроля или контрольного образца, зафиксированное на фотографии, в слое лака, липкой ленты или на другом носителе.
3.5 измеритель напряженности магнитного поля (measuring instrument of intensity of a magnetic field): Магнитоизмерительный прибор, шкала которого градуирована в единицах напряженности магнитного поля.
3.6 индикаторный рисунок дефекта (flaw indications; indicating pictorial representation of defect): Изображение, образованное магнитным порошком на поверхности объекта контроля в месте расположения дефекта, примерно подобное форме дефекта на поверхности объекта контроля.
3.7 кабель (cable): Один или несколько скрученных изолированных гибких проводников, предназначенных для обматывания объектов контроля с целью их продольного или тороидального намагничивания либо размагничивания.
3.8 контрольный образец (test piece; test specimen): Специальное изделие или единица продукции с естественными или искусственными дефектами в виде нарушения сплошности или другой неоднородности материала известных размеров, предназначенное для проверки работоспособности средств МПК путем выявления этих дефектов при заданной технологии контроля, а также для проведения работ по определению порога чувствительности процесса МПК.
3.9 короткая деталь (short detail): Деталь с отношением длины к эквивалентному диаметру менее трех.
3.10 коэрцитивная сила (по индукции) (coercive force): Величина, равная напряженности магнитного поля, необходимого для изменения магнитной индукции от остаточной индукции до нуля.
3.11 коэффициент чувствительности магнитных индикаторов: Относительный интегральный показатель выявляющей способности магнитных суспензий и порошков, определяемый с помощью специализированного прибора как отношение минимальной напряженности магнитного поля рассеяния, принятого за 1, к минимальной напряженности поля рассеяния, при которой дефект выявляется исследуемой магнитной суспензией или порошком.
3.12 ложный (мнимый) дефект [imaginary (sham) defect]: Место скопления порошка, внешне идентичное индикаторному следу от дефекта при отсутствии дефекта.
3.13 люминесцентный магнитный порошок (fluorescent magnetic particles): Магнитный порошок, частицы которого покрыты неотслаивающейся пленкой люминофора.
3.14 магнитный порошок (magnetic particles): Порошок из ферромагнетика, используемый в качестве индикатора магнитного поля рассеяния.
3.15 магнитомягкий материал (soft-magnetic material): Магнитный материал с коэрцитивной силой по индукции не более 4 кА/м.
3.16 магнитопорошковый метод контроля (magnetic particle nondestructive inspection; magnetic particle examination): Метод неразрушающего контроля, основанный на регистрации магнитных полей рассеяния над дефектами с использованием в качестве индикатора ферромагнитного порошка или магнитной суспензии.
3.17 магнитотвердый материал (hard-magnetic material): Магнитный материал с коэрцитивной силой по индукции не менее 4 кА/м.
3.18 нормальная составляющая напряженности магнитного поля [normal (perpendicular) component magnetic field strength]: Составляющая напряженности магнитного поля, направленная перпендикулярно поверхности объекта в зоне контроля.
3.19 остаточное магнитное поле (residual magnetic field): Магнитное поле, создаваемое в пространстве ферромагнитным материалом объекта контроля вследствие его намагниченности после снятия внешнего магнитного поля.
3.20 остаточная намагниченность объекта контроля; остаточная магнитная индукция (remanent magnetization; remanence; retentivity): Намагниченность (индукция), которую имеет объект контроля после снятия внешнего магнитного поля.
3.21 область эффективной намагниченности (area effective magnetize): Область на поверхности намагниченного объекта, внутри которой тангенциальная составляющая напряженности магнитного поля достаточна для проведения МПК, а отношение нормальной и тангенциальной составляющих напряженности магнитного поля менее или равно 3.
3.22 приложенное магнитное поле (applied magnetic field): Внешнее магнитное поле, как правило, превышающее по напряженности магнитное поле Земли, в котором находится объект магнитопорошкового контроля или его часть во время проведения контроля.
3.23 поле рассеяния дефекта; поле рассеяния (flux leakage field; magnetic dispersion): Одна из составляющих магнитного поля дефекта, обусловленная изменением направления магнитного потока в материале объекта контроля вследствие локального изменения магнитной проницаемости материала в зоне дефекта.
3.24 размагничивание (demagnetization; magnetic neutralization): Операция магнитопорошкового контроля, в результате которой под воздействием внешнего магнитного поля уменьшается намагниченность материала объекта контроля до допустимого уровня.
3.25 соленоид (solenoid): Полая цилиндрическая катушка индуктивности, при прохождении по которой электрического тока возникает магнитное поле, намагничивающее или размагничивающее объект, расположенный в полости соленоида или возле его торца.
3.26 тангенциальная составляющая напряженности магнитного поля (tangential component magnetic field strength): Составляющая напряженности магнитного поля, направленная параллельно поверхности объекта в зоне контроля.
3.27 тесламетр (teslameter): Магнитоизмерительный прибор, предназначенный для измерения магнитной индукции, шкала которого градуирована в теслах.
3.28 ферромагнитный материал; магнитный материал (ferromagnet; ferromagnetic; magnetic material): Материал, обладающий свойствами ферромагнетика или ферримагнетика.
Примечание - Ферромагнитные материалы характеризуются остаточной индукцией, магнитной восприимчивостью, магнитной проницаемостью, коэрцитивной силой и другими характеристиками. Эти материалы разделяются на два основных класса: магнитомягкие и магнитотвердые.
3.29 цветной магнитный порошок (magnetic particles coloured): По ГОСТ Р 55612.
3.30 центральный проводник (central conductor): Проводник, вставляемый внутрь полого объекта или в имеющееся в нем отверстие, по которому пропускается электрический ток при циркулярном намагничивании объекта контроля.
3.31 эквивалентный диаметр (детали) [equiavalent diameter (detail)]: Диаметр круга, площадь которого равна площади поперечного сечения детали.
3.32 электроконтакты (electrical contact; contactor; electric feeler): Устройства для намагничивания локальных участков крупногабаритных объектов контроля путем пропускания по ним тока.
3.33 электромагнит (electromagnet): Намагничивающее и размагничивающее устройство обычно в виде П-образного ферромагнитного сердечника, на который намотаны одна, две или более обмоток, включенных согласно, при прохождении по которым электрического тока в сердечнике возникает и концентрируется магнитное поле, которым намагничивается или размагничивается объект, расположенный в межполюсном пространстве электромагнита.
4 Обозначения и сокращения
4.1 В настоящем стандарте применены следующие сокращения:
КЗУ - контактное зажимное устройство;
МПК - магнитопорошковый контроль;
НТД - нормативно-техническая документация;
СОН - способ остаточной намагниченности;
СПП - способ приложенного поля;
ТМС - техническое моющее средство;
ТУ - технические условия;
УФ - ультрафиолетовый.
4.2 В настоящем стандарте применены следующие условные обозначения видов и способов намагничивания и вида намагничивающего тока:
Ц - циркулярное намагничивание;
ЦО - циркулярное намагничивание путем пропускания электрического тока по объекту;
ЦП - циркулярное намагничивание путем пропускания электрического тока по вспомогательному центральному проводнику;
ЦЭ - циркулярное намагничивание путем пропускания тока по участку детали с применением ручных электроконтактов;
ЦТ - циркулярное намагничивание с применением тороидальной обмотки;
ЦИ - циркулярное индукционное намагничивание;
П - полюсное намагничивание;
ПС - полюсное намагничивание с применением соленоида;
ПЭ - полюсное намагничивание с применением электромагнита;
ПМ - полюсное намагничивание с применением постоянного магнита;
МК - намагничивание с помощью магнитного контакта;
ВП - намагничивание во вращающемся магнитном поле;
К - комбинированное намагничивание;
ПТ - постоянный ток;
ПР - переменный ток;
ВО - выпрямленный однополупериодный ток;
ВД - выпрямленный двухполупериодный ток;
ВТ - выпрямленный трехфазный ток;
И - импульсный ток;
ТП - прерывистый ток (ток-пауза).
5 Технические возможности магнитопорошкового контроля
5.1 Магнитопорошковый метод неразрушающего контроля основан на притяжении магнитных частиц силами неоднородных магнитных полей, образующихся над дефектами в намагниченных объектах, с образованием в зонах дефектов индикаторных рисунков в виде скоплений магнитных частиц. Наличие и протяженность индикаторных рисунков регистрируют визуально, с помощью оптических приборов или автоматическими устройствами обнаружения и обработки изображений.
5.2 Объектами МПК являются разнообразные полуфабрикаты, детали, узлы, элементы конструкций и изделий, сварные, клепаные и болтовые соединения, в том числе с защитными или защитно-декоративными покрытиями, включая объекты, находящиеся в конструкции летательных аппаратов, механизмов, машин, оборудования, средств транспорта и другой техники.
5.3 Магнитопорошковый метод позволяет обнаруживать поверхностные и подповерхностные дефекты типа нарушений сплошности материала: трещины различного происхождения (шлифовочные, ковочные, штамповочные, закалочные, усталостные, деформационные, травильные и др.), флокены, закаты, надрывы, волосовины, расслоения, дефекты сварных соединений (трещины, непровары, шлаковые, флюсовые и окисные включения, подрезы) и др.
Необходимым условием применения МПК для выявления дефектов является наличие доступа к объекту контроля для намагничивания, обработки индикаторными материалами, осмотра и оценки результатов контроля.
5.4 Магнитопорошковый метод позволяет обнаруживать при соответствующих условиях визуально невидимые и слабо видимые поверхностные дефекты со следующими минимальными размерами: раскрытием 0,001 мм; глубиной 0,01 мм; протяженностью 0,5 мм, а также более крупные.
5.5 Результаты контроля объектов магнитопорошковым методом зависят от следующих факторов:
- магнитных характеристик материала объектов;
- формы и размеров объектов контроля;
- вида, местоположения и ориентации отыскиваемых дефектов;
- степени доступности зон контроля, особенно в случае контроля объектов, установленных в конструкции изделия;
- шероховатости поверхности;
- наличия и уровня поверхностного упрочнения;
- толщины немагнитных покрытий;
- напряженности магнитного поля и его распределения по поверхности объекта контроля;
- угла между направлением намагничивающего поля и плоскостями выявляемых дефектов;
- свойств магнитного индикатора;
- способа его нанесения на объект контроля;
- интенсивности магнитной коагуляции порошка в процессе выявления дефектов;
- способа и условий регистрации индикаторных рисунков выявляемых дефектов.
Указанные факторы учитывают при разработке технологий МПК объектов.
5.6 Магнитопорошковый метод может быть использован для контроля объектов с немагнитным покрытием (слоем краски, лака, хрома, меди, кадмия, цинка и др.). Объекты с немагнитными покрытиями суммарной толщиной до 40-50 мкм могут быть проконтролированы без существенного уменьшения выявляемости дефектов.
5.7 При МПК возможно снижение выявляемости дефектов:
- плоскости которых составляют угол менее 30° с контролируемой поверхностью или с направлением магнитного потока;
- подповерхностных;
- на поверхности объектов с параметром шероховатости >10 мкм;
- при наличии на поверхности объектов нагара, продуктов коррозии, шлаков, термообмазок.
5.8 Магнитопорошковый метод относится к индикаторным (неизмерительным) методам неразрушающего контроля. Метод не позволяет определять длину, глубину и ширину поверхностных дефектов, размеры подповерхностных дефектов и глубину их залегания.
5.9 Магнитопорошковым методом не могут быть проконтролированы детали, узлы и элементы конструкций:
- изготовленные из неферромагнитных сталей, цветных металлов и сплавов;
- на поверхности которых зона контроля не обеспечена необходимыми подходами для намагничивания, нанесения магнитного индикатора и осмотра;
- с существенной магнитной неоднородностью материала;
- сварные швы, выполненные немагнитным электродом.
5.10 Магнитопорошковый контроль проводят по инструкциям (методикам) и по операционным (технологическим) картам. Рекомендуемое содержание технологических инструкций (методик) магнитопорошкового контроля объектов приведено в приложении А, а операционных (технологических) карт - в приложении Б.
5.11 Объем контроля, а также виды недопустимых дефектов и их размеры устанавливают в НТД отрасли или предприятия на контроль объектов.
5.12 Проведение магнитопорошкового контроля в ночную смену не рекомендуется.
5.13 В НТД отрасли или предприятия на контроль объектов магнитопорошковым методом рекомендуется применять условные обозначения видов и способов намагничивания и вида намагничивающего тока.
6 Выбор аппаратуры
6.1 В зависимости от целей и задач контроля, условий проведения работы и других факторов при МПК объектов может быть использована следующая аппаратура:
- универсальные стационарные дефектоскопы;
- специализированные стационарные дефектоскопы, в том числе автоматизированные, разработанные применительно к контролю однотипных объектов;
- универсальные портативные (переносные) магнитопорошковые дефектоскопы, разработанные применительно к контролю разнотипных элементов конструкций, деталей, узлов и других объектов, а также специализированные портативные дефектоскопы;
- стационарные или переносные источники освещения или УФ-облучения контролируемой поверхности;
- приборы для измерения намагничивающего и размагничивающего магнитного поля (напряженности или индукции) с погрешностью не выше 10%;
- индикаторы магнитного поля;
- приборы для определения кинематической или условной вязкости магнитных суспензий (вискозиметры);
- приборы для измерения уровня освещенности и УФ-облученности контролируемой поверхности;
- размагничивающие устройства;
- приборы для оценки уровня размагничивания (при необходимости размагничивания объектов после контроля);
- приборы для количественной оценки чувствительности магнитных индикаторов и концентрации магнитного порошка в суспензиях;
- устройства для осмотра контролируемой поверхности и регистрации дефектов: смотровые оптические приборы (лупы, бинокулярные стереоскопические микроскопы, зеркала, эндоскопы), телевизионные системы, а также автоматизированные устройства обнаружения, регистрации и обработки изображений;
- контрольные образцы для оценки работоспособности магнитопорошковых дефектоскопов и магнитных индикаторов.
6.2 В состав магнитопорошковых дефектоскопов (намагничивающих устройств) в зависимости от их назначения и конструктивного исполнения могут входить следующие функциональные устройства:
- блок питания;
- программный блок;
- блок формирования намагничивающего тока;
- намагничивающие (и размагничивающие) устройства (КЗУ, соленоиды, электромагниты, гибкие кабели, центральные стержни, электроконтакты, постоянные магниты);
- система или блок измерения намагничивающего тока (напряженности магнитного поля);
- система или блок управления операциями контроля;
- устройство для нанесения на объекты контроля магнитного индикатора;
- приборы и устройства для проверки качества магнитных индикаторов;
- источники освещения или УФ-облучения;
- устройства для осмотра контролируемой поверхности и регистрации дефектов.
Размагничивающие устройства, средства проверки качества магнитных индикаторов, средства осмотра контролируемой поверхности и регистрации дефектов могут быть выполнены в виде отдельных блоков, устройств или приборов.
В цеховых условиях источники освещения или УФ-облучения помимо дефектоскопов устанавливают также на специализированных рабочих местах (в смотровых кабинах) осмотра объектов с целью поиска индикаторных рисунков дефектов.
6.3 Требования к магнитопорошковым дефектоскопам и намагничивающим устройствам должны соответствовать ГОСТ Р 53700. Требования к специализированным, в том числе автоматизированным, магнитопорошковым дефектоскопам устанавливаются в НТД отрасли или предприятия.
Требования к портативным электромагнитам переменного тока, к гибким кабелям, к электроконтактам, к источникам УФ-излучения и к смотровым кабинам для осмотра объектов контроля при использовании люминесцентных магнитных индикаторов - по ГОСТ Р 53700.
6.4 Магнитопорошковые дефектоскопы выбирают с учетом:
- номенклатуры, конфигурации и размеров объектов контроля;
- условий проведения работ (в цехе, на открытой площадке, в конструкции технического изделия, на стапелях, в том числе на высоте, и т.п.) и степени доступности зон контроля;
- требуемого значения намагничивающего тока или напряженности магнитного поля;
- используемого способа МПК;
- требуемой производительности труда;
- технических и экономических возможностей предприятия.
6.5 Для обеспечения высокой выявляемости дефектов способом остаточной намагниченности с применением соленоида, электромагнита и др. рекомендуется использовать источник питания или блок регулирования тока, обеспечивающий при выключении уменьшение намагничивающего тока от максимального значения до нуля за время не более 5 мс.
6.6 Автоматизированные магнитопорошковые дефектоскопы применяют в цеховых условиях с целью повышения достоверности контроля и производительности труда, а также уменьшения влияния человеческого фактора на результаты контроля. Автоматизированные дефектоскопы должны обеспечивать выполнение некоторых или всех основных и вспомогательных операций МПК, в том числе:
- намагничивание объектов контроля;
- подготовка объекта контроля (обезжиривание, мойка, сушка и т.п.);
- нанесение в зону контроля магнитного индикатора;
- поиск и распознавание дефектов;
- необходимое перемещение объектов контроля по рабочим зонам вдоль технологического потока, их подъем и вращение в процессе выполнения технологических операций, в том числе при поиске дефектов, а также их выведение из последней рабочей зоны;
- выведение в зону брака или маркировку объектов с обнаруженными дефектами;
- позиционирование видеокамер;
- отстройку от влияния мешающих факторов;
- звуковую сигнализацию в случае обнаружения дефектов;
- отображение параметров и результатов контроля на экране компьютера или на информационном стенде;
- автоматическую обработку результатов контроля и их документирование на бумажных и электронных носителях;
- проверку работоспособности систем и каналов дефектоскопа;
- размагничивание объектов, на которых не обнаружены дефекты, после контроля.
6.7 Системы поиска и распознавания дефектов автоматизированных магнитопорошковых дефектоскопов должны базироваться на использовании разнообразных признаков индикаторных рисунков дефектов и должны быть близки человеческому зрительному анализу и восприятию изображений. Для обнаружения и идентификации дефектов в этих системах должны использоваться 5-6 или более признаков дефектов из числа следующих:
- месторасположение индикаторных рисунков дефектов на поверхности объектов контроля;
- направление распространения линий рисунков относительно оси объектов, направления их обработки, а на объектах, бывших в эксплуатации, относительно направления действующих рабочих нагрузок;
- протяженность линий рисунков;
- конфигурация рисунков, наличие изгибов и изломов линий рисунков;
- ширина линий рисунков;
- подобие контуров протяженных рисунков;
- резкость или размытость контуров рисунков;
- цвет или яркость люминесценции индикаторных рисунков;
- контраст рисунков на фоне бездефектной поверхности;
- текстура поверхности рисунков;
- микрорельеф поверхности в местах расположения рисунков.
6.8 В автоматизированных дефектоскопах должна быть предусмотрена автоматизация контроля за режимами обработки объектов на каждой операции в отдельности и возможность изменения этих режимов. Участки МПК, где располагаются такие дефектоскопы, рекомендуется обеспечивать системами и устройствами очистки и обезвреживания стоков и выбросов, а при использовании магнитных суспензий на водной основе - системами замкнутого водоснабжения. Автоматизированные дефектоскопы должны создавать комфортные условия труда дефектоскопистов.
6.9 В эксплуатационной документации на магнитопорошковые дефектоскопы должны быть указаны:
- возможность контроля способами остаточной намагниченности и/или приложенного магнитного поля;
- способность к выявлению дефектов минимальных размеров;
- напряжение питания и потребляемая мощность;
- масса и габаритные размеры;
- рабочие диапазоны значений температуры, влажности и атмосферного давления.
В эксплуатационной документации на магнитопорошковый дефектоскоп с намагничивающим устройством, работающим от источника намагничивающего тока, должны быть дополнительно приведены:
- максимальная потребляемая мощность;
- вид намагничивающего тока;
- напряжение и частота намагничивающего тока;
- максимальное и минимальное значения намагничивающего тока;
- способ регулирования намагничивающего тока (ступенчатый, плавный, ток не регулируется).
При использовании повторно-кратковременного режима намагничивания в эксплуатационной документации должны быть указаны:
- продолжительность включения и длительность паузы;
- максимальный ток, при котором дефектоскоп может работать непрерывно.
6.10 При проверке работоспособности дефектоскопов по выявляемости дефектов (после изготовления или ремонта, а также на рабочих местах контроля) применяют контрольные образцы для МПК с естественными или искусственными дефектами. Примеры образцов приведены в приложении В и в ГОСТ Р ИСО 9934-2.
При намагничивании объектов с помощью центрального проводника для проверки работоспособности магнитопорошковых дефектоскопов может быть использован образец типа МО-4 (приложение В) или типа 1 по ГОСТ Р ИСО 9934-2.
7 Выбор магнитного индикатора
7.1 В качестве магнитных индикаторов при магнитопорошковом контроле применяют магнитные порошки, суспензии, аэрозоли, воздушные взвеси и магнитогуммированные пасты.
Для приготовления магнитных суспензий могут использоваться концентраты или магнитные пасты - это полуфабрикаты магнитных суспензий в виде консистентной смеси ферромагнитного порошка, стабилизатора суспензии, ингибитора коррозии, смачивателя, вязкого связующего и других компонентов. Перед применением концентрат (пасту) разводят в дисперсионной среде.
Магнитогуммированные пасты - это затвердевающие консистентные смеси ферромагнитного порошка, пластификатора и других вспомогательных компонентов в дисперсионной среде на основе хлоркаучука, циклокаучука, наирита или другого полимера. Как правило, они используются для обнаружения дефектов в труднодоступных местах, например, на стенках глубоких отверстий.
7.2 Основу магнитных индикаторов составляют порошки железа, никеля, их окислов или ферриты. В зависимости от шероховатости и цвета поверхности объекта контроля используют магнитные порошки, имеющие естественную окраску (черные, красно-коричневые) либо окрашенные - цветные (красные, желтые или белые и др.) или люминесцирующие.
Средний размер частиц магнитного порошка, предназначенного для нанесения сухим способом, должен быть не более 200 мкм, а при контроле объектов способом воздушной взвеси порошка - не более 10 мкм. В зависимости от целей и задач контроля размеры порошков могут быть другими.
Максимальный размер частиц магнитных порошков, предназначенных для использования в суспензиях, должен быть не более 60 мкм.
7.3 Магнитный индикатор выбирают с учетом:
- требуемой чувствительности МПК;
- свойств магнитного индикатора;
- вида и местоположения отыскиваемых дефектов;
- цвета поверхности объектов контроля и ее шероховатости;
- условий проведения работ по контролю;
- требуемой производительности труда;
- технических и экономических возможностей предприятия.
7.4 Для выполнения МПК должны применяться порошки из неповрежденных упаковок с неистекшим сроком хранения. Порошки, имеющие следы коррозии, посторонние примеси или плотно слежавшиеся комки, независимо от гарантийного срока хранения к применению допускаться не должны.
7.5 При использовании магнитного порошка в суспензии дисперсионной средой могут служить: керосин, жидкое техническое масло, их смеси, вода, а также другие жидкости. Если не используются магнитные порошки, содержащие добавки, или концентраты (пасты), то в дисперсионную среду добавляют ингибиторы коррозии, антивспениватели, смачиватели, стабилизаторы и другие поверхностно-активные вещества.
При использовании люминесцирующего порошка дисперсионная среда суспензии не должна люминесцировать цветом, снижающим оптические свойства порошка. Допускается люминесценция дисперсионной среды суспензии цветом, контрастным по отношению к люминесценции порошка и облегчающим обнаружение индикаторных рисунков дефектов.
7.6 Рекомендуемая концентрация магнитного порошка в суспензии должна составлять:
(25±5) г/л - для черного или цветного (нелюминесцентного) порошка;
(4±1) г/л - для люминесцирующего.
При контроле резьбы, галтелей малого радиуса, при контроле СПП с напряженностью магнитного поля равной или больше 100 А/см и в других технически обоснованных случаях концентрацию черного или цветного магнитного порошка уменьшают до 5-7 г/л. В технически обоснованных случаях устанавливают другие значения концентрации магнитного порошка в суспензии.
7.7 Кинематическая вязкость дисперсионной среды суспензии при температуре контроля не должна превышать 36·10 м
/с (36 сСт). При повышенной вязкости суспензии, при которой сила вязкого трения жидкости выше сил притяжения магнитных частиц к дефекту, выявление дефектов невозможно.
При вязкости суспензии выше 10·10 м
/с (10 сСт) в технологической документации на контроль объектов конкретного типа должно быть указано время отекания основной массы магнитной суспензии, после которого допустим осмотр контролируемой поверхности.
Вязкость дисперсионной среды суспензии на основе масла и масло-керосиновых смесей рекомендуется измерять при ее приготовлении и в процессе использования с периодичностью, указанной в НТД на магнитопорошковый контроль. Вместо кинематической вязкости допускается измерять условную вязкость суспензий. Рекомендации по определению условной вязкости дисперсионной среды магнитных суспензий приведены в приложении Д.
7.8 Магнитная суспензия должна смачивать поверхность объекта контроля (не собираться в капли). Она не должна вызывать коррозию контролируемой поверхности.
7.9 Магнитные индикаторы не должны быть токсичными и не должны иметь неприятный запах.
7.10 Сухой магнитный порошок и магнитная суспензия во избежание загрязнения должны храниться в плотно закрытых емкостях, изготовляемых из немагнитных материалов (пластмассы, алюминия и т.п.).
7.11 Водную суспензию необходимо оберегать от органических загрязнений (масла, керосина и т.п.), которые вызывают коагуляцию порошка и приводят к снижению чувствительности суспензии к полям рассеяния дефектов.
7.12 При многократном использовании концентрация магнитной суспензии перед проведением контроля должна периодически проверяться с помощью прибора, например, электрического измерителя концентрации суспензии. В технически обоснованных случаях допускается определять концентрацию суспензии путем отстоя.
7.13 При использовании сухих магнитных порошков и порошков в суспензии их цвет, а для люминесцирующих порошков - цвет и яркость люминесценции должны периодически визуально оцениваться в сравнении с образцовыми пробами.
7.14 Входной и периодический контроль магнитных индикаторов должен проводиться на их соответствие ТУ. Выявляющая способность магнитных индикаторов должна оцениваться количественно с помощью специализированных электрических измерительных приборов, а работоспособность индикаторов - с применением контрольных образцов с дефектами для МПК. Порядок проведения входного и периодического контроля магнитных индикаторов устанавливают в НТД отрасли или предприятия.
7.15 При разработке новых магнитных индикаторов помимо оценки выявляющей способности должны определяться цвет магнитного порошка, размер частиц, магнитная проницаемость, коэрцитивная сила, магнитная индукция, термостойкость, коэффициент люминесценции и люминесцентной устойчивости, устойчивость при использовании и при хранении, а также содержание серы и галогенов - хлора и фтора. Некоторые из требований к проведению испытаний магнитных индикаторов приведены в ГОСТ Р ИСО 9934-2.
7.16 На рабочих местах МПК качество магнитных индикаторов перед каждым применением проверяют с помощью контрольных образцов с естественными или искусственными дефектами, описанными в приложении В, либо образцов типа 1 и 2 по ГОСТ Р ИСО 9934-2.
7.17 Разрешается использовать магнитные индикаторы после истечения срока годности при условии их проверки на соответствие требованиям технических условий.
8 Выбор контрольных образцов
8.1 Контрольные образцы представляют собой детали или специальные изделия, изготовленные из материала определенного состава, с заданными геометрической формой и размерами, имеющие естественные или искусственные дефекты, размеры которых близки чувствительности процесса МПК, предназначенные для проверки работоспособности магнитопорошковых дефектоскопов и магнитных индикаторов.
Примеры контрольных образцов приведены в приложении В и в ГОСТ Р ИСО 9934-2.
8.2 Для проверки работоспособности магнитопорошковых дефектоскопов преимущественно применяют контрольные образцы с искусственными дефектами. Тип образца для этой цели выбирают с учетом:
- конструкции дефектоскопа и способов намагничивания, на которые он рассчитан;
- характера дефектов, выявляемых на проверяемых объектах, их расположения по глубине (поверхностные или подповерхностные);
- направления намагничивающего магнитного поля, создаваемого в намагничивающих устройствах дефектоскопа, и направления распространения дефектов на образце.
Работоспособность дефектоскопов оценивают путем выявления дефектов на образцах при всех способах намагничивания, предусмотренных конструкцией данного дефектоскопа.
8.3 Контрольные образцы со встроенными постоянными магнитами для проверки работоспособности магнитопорошковых дефектоскопов не применяют.
8.4 Для проверки работоспособности магнитных индикаторов преимущественно выбирают образцы с трещинами. Однако для этой цели могут применяться также другие образцы различного типа с искусственными или естественными дефектами, в том числе со встроенными постоянными магнитами.
Работоспособность магнитных индикаторов оценивают путем выявления дефектов на образцах при тех способах намагничивания, на которые рассчитан каждый образец.
8.5 Образцы, приведенные в приложении В, и им подобные, отличающиеся от объектов контроля, не допускается использовать при оценке возможности применения магнитопорошкового метода, определения режимов контроля конкретных объектов и оценки выявляемости на них дефектов. В этом случае должны использоваться образцы, по форме, размерам и материалу соответствующие объектам контроля. На образцах должны быть естественные или искусственные дефекты с размерами, близкими к размерам минимальных дефектов, которые требуется обнаруживать.
8.6 При оценке возможности применения магнитопорошкового метода для контроля крупногабаритных объектов допускается использовать образцы в виде части этих объектов при условии, что при намагничивании таких образцов распределение магнитного потока в зоне возможного расположения отыскиваемых дефектов будет соответствовать его распределению в целых объектах.
9 Выбор способа контроля
9.1 При магнитопорошковом контроле объектов применяют два способа контроля:
- способ остаточной намагниченности (СОН);
- способ приложенного поля (СПП).
Контроль СОН и СПП при оптимальных режимах позволяет обеспечивать одинаковую высокую чувствительность к дефектам.
9.2 При контроле СОН проверяемые объекты сначала намагничивают, затем после прекращения намагничивания на контролируемую поверхность наносят магнитный индикатор и осматривают ее с целью обнаружения индикаторных рисунков дефектов. Промежуток времени между этими операциями должен быть не более 3-4 ч. Осмотр поверхности проводят после стекания основной массы суспензии.
9.3 Способ остаточной намагниченности в основном применяют при контроле объектов, изготовленных из магнитотвердых материалов, когда их коэрцитивная сила составляет более 9,5-10,0 А/см (12 Э), и в которых процессы технического намагничивания и перемагничивания осуществляются в сильных магнитных полях.
9.4 При контроле СПП магнитный индикатор наносят перед намагничиванием или в процессе намагничивания. При этом индикаторные рисунки дефектов образуются во время намагничивания. Сначала прекращают нанесение индикатора на объект контроля, затем - намагничивание. Осмотр контролируемой поверхности проводят при намагничивании и (или) после прекращения намагничивания и стекания основной массы суспензии.
9.5 Способ приложенного поля обычно применяют для контроля объектов из магнитомягких материалов, т.е. материалов, обладающих высокой магнитной проницаемостью, малой коэрцитивной силой (менее 10 А/см), малыми потерями энергии на перемагничивание и способных намагничиваться и перемагничиваться в слабых магнитных полях.
9.6 Способ МПК выбирают с использованием кривой равной удельной магнитной энергии материала, приведенной в приложении Е. В тех случаях, когда установлено, что объект можно проверять как СОН, так и СПП, дополнительно учитывают его форму и размеры, текстуру материала, наличие и толщину защитного покрытия, размагничивающий фактор, технологичность и удобство выполнения работы, а также производительность труда при контроле тем или другим способом.
9.7 В ряде случаев в приложенном поле контролируют объекты из магнитотвердых сталей, в том числе:
- если требуется обнаруживать подповерхностные дефекты на глубине более 0,01 мм (но, как правило, не более 2 мм);
- если на проверяемых объектах имеется неснимаемое немагнитное покрытие большой толщины (слоя хрома, цинка, краски суммарной толщиной 40-50 мкм и более);
- когда объекты имеют сложную форму, большое сечение или малое удлинение (для случая постоянного магнитного поля - отношение длины к эквивалентному диаметру меньше 5), вследствие чего их сложно намагничивать до требуемого уровня индукции, чтобы проверять способом остаточной намагниченности;
- при контроле крупногабаритных объектов в случае недостаточной мощности дефектоскопа, когда материал объектов не удается намагничивать до уровня, необходимого для проведения контроля способом остаточной намагниченности;
- если контролируют небольшие участки крупногабаритных объектов с помощью электромагнитов постоянного тока или постоянных магнитов.
9.8 Контроль СОН по сравнению с СПП имеет ряд достоинств, к которым относятся:
- снижение опасности локального перегрева материала объектов при намагничивании пропусканием тока в местах их контакта с дисками КЗУ или ручных электроконтактов, так как обычно ток пропускают по объектам кратковременно (в течение 0,0015-2 с);
- минимальное воздействие на измерительные или индикаторные показывающие приборы при контроле объектов в конструкции оборудования, механизмов, машин и подобных изделий, имеющих такие приборы;
- при контроле отдельных объектов (перед сборкой узлов или же деталей, демонтированных из конструкции технического изделия) имеется возможность нанесения магнитной суспензии разными способами: путем полива или же погружением объектов в ванну с суспензией;
- при осмотре отдельных контролируемых объектов с целью обнаружения дефектов имеется возможность их установки в любое удобное положение, обеспечивающее хорошее освещение зоны контроля и осмотр невооруженным глазом или с применением луп, микроскопов или других оптических приборов;
- значительно меньше трудностей при расшифровке осаждений магнитного порошка, так как при контроле СОН порошок в меньшей степени оседает по рискам, наклепу, в зонах уменьшения сечения металла и по местам грубой обработки поверхности;
- более высокая производительность контроля.
10 Меры по обеспечению работоспособности средств контроля по их метрологическому обеспечению
10.1 Для обеспечения работоспособности средств контроля и высокой достоверности его результатов на всех этапах разработки и изготовления этих средств должен проводиться метрологический контроль, а во время их эксплуатации - комплекс мероприятий по техническому обслуживанию.
10.2 При разработке конструкции нового магнитопорошкового дефектоскопа проекты конструкторской и технологической документации на изготовление дефектоскопа должны подвергаться метрологической экспертизе с целью анализа и оценки технических решений по выбору измеряемых параметров, операций и правил выполнения измерений, установлению оптимальных требований к точности измерений, выбору методов и средств измерений и предусмотренного их метрологического обслуживания.
Метрологическая экспертиза конструкторской и технологической документации должна проводиться в соответствии с рекомендациями, действующими в Российской Федерации [1].
10.3 При разработке конструкции магнитопорошкового дефектоскопа должны быть предусмотрены условия для метрологического обслуживания встроенных средств измерений, например, систем измерения намагничивающего тока, напряженности магнитного поля и других, предназначенных для использования по прямому назначению, без их извлечения из конструкции дефектоскопа.
В руководстве по эксплуатации дефектоскопа должна быть методика обслуживания таких средств измерений.
10.4 Разрабатываемые методики выполнения измерений должны проходить метрологическую экспертизу в соответствии с требованиями ГОСТ Р 8.563 и [2].
10.5 Для сохранения дефектоскопов в исправном состоянии и предупреждения отказов в условиях эксплуатации периодически должно выполняться их профилактическое техническое обслуживание. Техническое обслуживание дефектоскопов проводят по регламенту, предусмотренному инструкцией по эксплуатации, или по техническому состоянию.
10.6 Профилактическое техническое обслуживание дефектоскопов включает внешний осмотр состояния корпуса и электрических элементов для выявления неисправностей, наличия коррозии, обугливания и механических повреждений изоляции, обрывов кабелей и других дефектов. При профилактическом обслуживании проводят также чистку аппаратуры, включая удаление влаги, пыли, смазку механических узлов, регулировку и подстройку отдельных элементов, опробование выключателей, переключателей и гнезд для подключения внешних устройств (соленоидов, гибких кабелей, осветителей и облучателей). В заключение обслуживания проводят проверку функционирования всех систем, включая встроенные цепи контроля работоспособности дефектоскопов (при их наличии).
Проверка функционирования и установка органов управления в исходное положение должны выполняться в соответствии с инструкцией по эксплуатации дефектоскопа.
10.7 Магнитопорошковые дефектоскопы после ремонта и периодически в процессе эксплуатации подлежат проверке на работоспособность и на соответствие основных технических характеристик требованиям ТУ в соответствии с рекомендациями разработчика дефектоскопа. Допускаемое отклонение измеряемых параметров от требований ТУ должно быть не более ±10%. При этом должны также оцениваться:
- параметры измерительных систем, входящих в состав дефектоскопов;
- значения и стабильность значений задаваемого намагничивающего тока или напряженности магнитного поля, а также параметры размагничивающих систем;
- длительность циклов "ток - пауза" у дефектоскопов, в которых предусмотрен такой режим намагничивания;
- у дефектоскопов, намагничивающих объекты с применением соленоида, электромагнита и др., продолжительность уменьшения намагничивающего тока от максимального значения до нуля после его выключения в соответствии с 6.9;
- у дефектоскопов, в которых предусмотрено намагничивание объектов импульсами тока, длительность импульсов тока и частота импульсов в режиме приложенного магнитного поля.
Дополнительные параметры магнитопорошкового дефектоскопа, которые должны подвергаться проверкам, и их периодичность определяет разработчик дефектоскопа.
Допускаемое отклонение указанных параметров от требований технических условий должно быть не более ±10%.
10.8 При отклонении показаний амперметров (килоамперметров), вольтметров и измерителей напряженности магнитного поля, встроенных в систему дефектоскопов, от требований технических условий более чем на ±10% допускается определять значения поправок и результаты измерений уточнять путем введения поправок.
10.9 Измерительные приборы, применяемые при магнитопорошковом контроле по прямому назначению, в том числе предназначенные для количественной оценки выявляющей способности магнитных индикаторов, средства контроля освещенности и УФ-облученности объектов контроля, измерители напряженности магнитного поля и другие измерительные приборы, подлежат метрологическому обеспечению в соответствии с государственными или ведомственными правилами и нормами: первичному - при выпуске из производства, а также после ремонта, и периодически - в процессе эксплуатации.
10.10 Средства измерений, не применяемые в сферах распространения государственного метрологического контроля и надзора, калибруются метрологической службой предприятий или другой метрологической службой, аккредитованной на право проведения калибровочных работ [3].
Порядок поддержания таких средств измерений в работоспособном состоянии должны определять изготовители или потребители через Российскую систему калибровки, а также добровольную сертификацию средств измерений.
10.11 Работоспособность магнитопорошковых дефектоскопов и магнитных индикаторов перед каждым началом работы подлежит проверке по выявлению дефектов на контрольных образцах для МПК с естественными или искусственными дефектами, приведенными в приложении В или в ГОСТ Р ИСО 9934-2.
11 Подготовка к проведению контроля
11.1 Подготовка к проведению магнитопорошкового контроля включает:
- подготовку объектов к контролю;
- проверку работоспособности дефектоскопа;
- проверку качества магнитного индикатора.
11.2 При подготовке объектов к контролю с проверяемой поверхности удаляют масло, смазку, пыль, шлаки, продукты коррозии, окалину и другие загрязнения, а также лакокрасочное защитное или защитно-декоративное покрытие, если суммарная толщина покрытия (с учетом химического и гальванического) превышает 40 мкм.
Допускается проводить контроль объектов (деталей, узлов, сварных соединений и др.) после оксидирования, окраски или нанесения немагнитного металлического покрытия (цинка, хрома, кадмия, меди и др.), если суммарная толщина покрытия не превышает 40 мкм.
11.3 Для удаления загрязнений и покрытий с поверхности объектов контроля применяют промывку водой и водными растворами химических веществ, промывку органическими растворителями, ультразвуковую очистку, электрохимическую обработку, в том числе анодно-щелочную, катодно-анодно-щелочную, анодно-ультразвуковую обработку, гидроабразивную обработку и другие способы. Способ очистки выбирают с учетом характера и физико-химических свойств загрязнения или покрытия.
11.4 Загрязнения и покрытия с поверхности объектов контроля удаляют:
- следы химических реактивов после травления и электрохимического полирования - промывкой в воде;
- абразивную и металлическую пыль, следы смазочно-охлаждающей жидкости на основе легких масел и полировальной пасты после механической обработки объектов и полирования, а также средства межоперационной защиты (эмульсолы, защитные эмульсии, легкие минеральные масла) - промывкой водным раствором ТМС, нефрасом, сложным растворителем или керосином;
- средства межоперационной защиты на основе ингибированных масел, масляные закалочные среды, смазочно-охлаждающие жидкости на основе индустриальных и цилиндровых масел - промывкой водным раствором ТМС с последующей ультразвуковой очисткой в этой же среде;
- самопроизвольно не удаляемые стекловидные и керамические покрытия металлов, используемые при нагреве перед ковкой, штамповкой, прессованием и закалкой, окалину после термообработки, следы флюса и шлака на поверхности сварных соединений - травлением, затем ультразвуковой очисткой или гидроабразивной обработкой;
- плотные смолистые и углеродистые отложения, продукты коррозии, плотный и прочный нагар - химической, электрохимической либо гидроабразивной обработкой;
- лакокрасочные покрытия - сложными растворителями, химическими смывками, гидроабразивной обработкой, анодно-щелочной или анодно-ультразвуковой обработкой;
- гальванические покрытия - электрохимической или гидроабразивной обработкой.
11.5 Поверхности с остатками загрязнения очищают вручную с помощью жестких волосяных щеток, деревянных или пластмассовых скребков, шпателей и моющих препаратов. Применять ветошь, оставляющую после протирки ворс и нитки, не рекомендуется.
11.6 При МПК с применением сухого магнитного порошка, а также суспензии с органической дисперсионной средой после применения очищающих и моющих средств на водной основе контролируемые поверхности просушивают протиркой сухой чистой ветошью, обдувкой струей сжатого воздуха или нагреванием.
11.7 В случаях, когда промежуток времени между подготовкой объектов к контролю и выполнением последующих операций МПК превышает сроки, допустимые для их хранения без средств защиты, после применения очищающих и моющих средств на водной основе, не имеющих в своем составе ингибиторов коррозии, для защиты объектов, не имеющих гальванических или химических покрытий, применяют межоперационную противокоррозионную защиту.
Если при МПК используется магнитная суспензия на водной основе, то межоперационную защиту выполняют:
- с помощью ингибированной бумаги или защитных пленок;
- погружением малогабаритных объектов в емкости с силикагелем или другим осушителем;
- обработкой объектов водным раствором нитрита натрия, карбоната натрия (кальцинированной соды) или другими аналогичными средствами;
- с помощью защитной атмосферы или другим способом, принятым на предприятии, при котором не нарушается смачиваемость поверхности объектов контроля водной суспензией.
Применение охлаждающих и смазочно-охлаждающих жидкостей, защитных эмульсий и ингибированных масел в этом случае не допускается.
Если при МПК используется магнитная суспензия на органической основе, то межоперационную защиту выполняют обработкой объектов охлаждающими или смазочно-охлаждающими жидкостями, защитной эмульсией, легким маловязким минеральным маслом, с помощью ингибированной бумаги или любым другим способом, принятым на предприятии, не снижающим смачиваемость контролируемой поверхности магнитной суспензией.
11.8 При использовании водных магнитных суспензий, не содержащих активных смачивающих компонентов, контролируемые поверхности объектов предварительно обезжиривают.
11.9 При локальном контроле крупногабаритных объектов загрязнения и покрытия удаляют с зоны контроля и с участков шириной 10-15 мм вокруг зоны контроля.
11.10 При циркулярном намагничивании пропусканием тока по объекту или его участку зоны установки электроконтактов или контактных поверхностей КЗУ очищают от токонепроводящих покрытий и зачищают до чистого металла.
11.11 При контроле сварных швов очищают от грязи, шлака и других загрязнений и покрытий поверхность сварных швов, а также околошовные зоны основного металла шириной, равной ширине шва, но не менее 20 мм с обеих сторон. Применять для очистки поверхности швов металлические щетки, запиливать сварной шов, уменьшать его выпуклость допускается только в случаях, если это предусмотрено в технических требованиях к сварному соединению.
11.12 При контроле объектов с темной поверхностью, как правило, применяют люминесцентный или цветной магнитный порошок. При использовании черного магнитного порошка на темную контролируемую поверхность предварительно наносят с помощью краскораспылителя ровный тонкий слой контрастного покрытия (белой или желтой краски или нитроэмали) толщиной не более 20 мкм.
11.13 Если в зоне контроля или рядом с ней имеются полости, пазы, щели или отверстия, куда попадание магнитной суспензии не допускается, их закрывают густой смазкой или пробками. Густой смазкой покрывают также элементы конструкции объектов, которые не должны контактировать с магнитной суспензией или порошком.
11.14 Необходимость размагничивания ранее намагниченных объектов перед проведением МПК указывают в технологической документации на контроль объектов конкретного типа.
11.15 Проверку работоспособности дефектоскопа и качества магнитного индикатора перед проведением контроля объектов осуществляют с помощью образцов с дефектами, указанными в приложении В или в ГОСТ Р ИСО 9934-2. Дефектоскоп и индикатор считают пригодными к использованию, если на образце дефекты выявлены, а индикаторный рисунок соответствует дефектограмме (приложение Г).
11.16 Если магнитопорошковый контроль проводится после сварки или термообработки детали, то начинать контроль разрешается только после остывания контролируемого объекта до температуры окружающей среды.
12 Технологические операции и способы магнитопорошкового контроля. Намагничивание
12.1 Магнитопорошковый контроль включает следующие технологические операции:
- намагничивание;
- нанесение магнитного индикатора;
- осмотр контролируемой поверхности и обнаружение дефектов;
- оценка и оформление результатов контроля;
- размагничивание (при необходимости);
- заключительные операции.
12.2 При МПК применяют следующие виды намагничивания:
- циркулярное;
- продольное (полюсное);
- индукционное циркулярное;
- комбинированное;
- во вращающемся магнитном поле;
- способом магнитного контакта.
12.3 Вид, способ и схему намагничивания выбирают в зависимости от геометрической формы и размеров объекта контроля, материала и толщины немагнитного защитного покрытия, а также от типа, местоположения и ориентации дефектов, подлежащих выявлению. При этом наилучшее условие выявления дефектов - перпендикулярное направление намагничивающего магнитного поля по отношению к направлению ожидаемых дефектов.
12.4 Минимальное и максимальное значения напряженности приложенного магнитного поля определяют по приложению И или по формулам:
минимальное значение | Н мин=15+1,1 Нс, | (1) |
максимальное | Н макс=40+1,5 Нс. | (2) |
Примеры видов, способов и схем намагничивания объектов приведены в приложении Ж.
12.5 Допускается уменьшение угла между направлением магнитного поля и плоскостью дефектов до 30°. При этом если угол между направлением магнитного поля и плоскостью дефектов равен 60° и меньше, то для обеспечения выявляемости дефектов, соответствующей углу 90°, напряженность задаваемого намагничивающего поля должна быть увеличена на коэффициент
с учетом угла
между направлением магнитного поля и плоскостью ожидаемых дефектов по соотношению:
![]() , (3)
, (3)
или
![]() , (4)
, (4)
где - напряженность магнитного поля, требуемая для выявления дефектов данного направления при угле между направлением магнитного поля и плоскостью дефектов 90°.
Коэффициент увеличения задаваемой напряженности магнитного поля в зависимости от угла между направлением магнитного поля и плоскостью дефектов равен:
Угол между направлением магнитного поля и плоскостью дефектов | Коэффициент |
60° | 1,15 |
50° | 1,30 |
40° | 1,56 |
30° | 2,00 |
Если вероятное направление распространения ожидаемых дефектов неизвестно, материал объекта намагничивают в двух взаимно перпендикулярных или трех направлениях или же применяют комбинированное намагничивание.
12.6 При циркулярном намагничивании магнитный поток весь свой путь проходит в материале проверяемого объекта. Циркулярное намагничивание осуществляют путем пропускания тока по всей поверхности или по всему объему материала контролируемого объекта либо по его части или же по центральному проводнику (стержню, кабелю), проходящему через сквозное отверстие в объекте. Рекомендуется размещать стержень по оси этого отверстия. Допускается проводить намагничивание одновременно нескольких полых объектов, надетых на стержень.
При циркулярном намагничивании преимущественно обнаруживаются дефекты продольной ориентации (распространяющиеся вдоль направления намагничивающего тока) и радиально направленные дефекты на торцевых поверхностях объектов. Выявление поперечных дефектов не гарантируется.
12.7 Циркулярное намагничивание при контроле внутренних поверхностей объектов проводят путем пропускания тока по вставленному в отверстие стержню, покрытому изоляционным материалом.
Продольное намагничивание таких объектов выполняют с применением соленоида, вставляемого во внутреннюю полость объектов.
12.8 При продольном (полюсном) намагничивании магнитный поток одну часть пути проходит в материале объекта контроля, другую - по воздуху. На объекте образуются магнитные полюсы. Продольное намагничивание осуществляют с помощью соленоидов, обмоток гибким кабелем, электромагнитов или намагничивающих устройств на постоянных магнитах.
При продольном намагничивании преимущественно обнаруживаются дефекты поперечной ориентации, т.е. распространяющиеся перпендикулярно оси соленоидов, обмоток кабелем и линий, соединяющих полюсные наконечники электромагнитов или устройств на постоянных магнитах. Выявление продольных дефектов не гарантируется.
Постоянные магниты могут входить в состав портативных переносных дефектоскопов и использоваться при локальном контроле объектов, в том числе конструктивно сложных и крупногабаритных, в цеховых, полевых, стапельных и других условиях.
12.9 Индукционное циркулярное намагничивание осуществляют путем возбуждения в материале объекта контроля электрического тока, полем которого объект намагничивается. Индукционное намагничивание применяют для выявления кольцевых дефектов, расположенных на боковых, внешней и внутренней поверхностях объекта контроля.
12.10 При намагничивании объектов применяют следующие виды электрического тока: импульсный, постоянный, переменный однофазный или трехфазный, выпрямленный однополупериодный или двухполупериодный, выпрямленный трехфазный, в том числе с фазовой регулировкой силы тока. При намагничивании переменным или импульсным током намагничивается поверхностный слой объекта контроля, что позволяет выявить только поверхностные дефекты. При намагничивании постоянным или выпрямленным током намагничиваются поверхностный и подповерхностный слои, что позволяет выявлять как поверхностные, так и подповерхностные дефекты (на глубине до 2 мм).
12.11 Комбинированное намагничивание осуществляют путем наложения на объект контроля двух или более различно направленных магнитных полей.
При комбинированном намагничивании используют:
- переменные синусоидальные, выпрямленные одно- или двухполупериодные магнитные поля, постоянное магнитное поле в сочетании с каким-либо переменным;
- однополупериодные выпрямленные магнитные поля, сдвинутые по фазе на 120°.
12.12 Намагничивание вращающимся магнитным полем осуществляется полем электрического тока, возбуждаемого в объекте контроля. Его выполняют в соленоидах типа статора асинхронного двигателя. Намагничивание вращающимся полем применяют при контроле СОН объектов с большим размагничивающим фактором, с ограниченными контактными площадками, объектов сложной формы и/или с нетокопроводящими покрытиями.
12.13 Значение тока при циркулярном намагничивании определяют в зависимости от требуемого значения тангенциальной составляющей напряженности магнитного поля на контролируемой поверхности, а также формы и размеров сечения объектов контроля. При контроле СОН ток циркулярного намагничивания рассчитывают по максимальному диаметру контролируемого объекта или по максимально удаленным зонам от оси проверяемого объекта. При контроле объектов, имеющих поперечное сечение простой формы, а также крупногабаритных объектов, значение тока определяют с помощью ниже приведенных формул, по формулам, приведенным в приложении Ж, или непосредственным измерением напряженности намагничивающего магнитного поля.
12.14 Расчетное значение тока в амперах для циркулярного намагничивания пропусканием тока по всей поверхности или по всему объему материала объектов контроля относительно простого сечения определяют по формулам:
- для объектов с сечением в виде круга диаметром (см):
![]() , (5)
, (5)
где - заданная напряженность магнитного поля, А/см.
Для объектов, сечение которых в зоне контроля отличается от круга, за диаметр принимают наибольший размер поперечного сечения. При сложной форме сечения объекта в качестве
принимают эквивалентный диаметр, который рассчитывают по соотношению:
![]() , (6)
, (6)
где - периметр сечения объекта в зоне контроля, см.
Тогда
![]() . (7)
. (7)
При сложной форме сечения объекта в качестве можно принимать также эквивалентный диаметр, рассчитываемый с учетом площади поперечного сечения:
![]() , (8)
, (8)
где - площадь поперечного сечения в зоне контроля, см
.
12.15 Для бруска прямоугольного сечения шириной и толщиной
(см) намагничивающий ток при циркулярном намагничивании определяют по одному из следующих соотношений:
![]() при
при ![]() , (9)
, (9)
![]() при
при ![]() , (10)
, (10)
где - заданная напряженность магнитного поля, А/см.
Расчет тока для объектов, имеющих форму, близкую к одной из вышеуказанных, проводится по тем же формулам.
12.16 Для объектов сложной формы силу тока циркулярного намагничивания в первом приближении определяют по тем же формулам, а затем уточняют экспериментально путем корректировки значения тока, обеспечивая заданную напряженность магнитного поля.
12.17 Циркулярное намагничивание части контролируемого объекта осуществляют пропусканием по нему электрического тока с помощью двух электроконтактов. Силу тока в амперах, пропускаемого по объекту, при намагничивании переменным, постоянным и выпрямленным токами определяют по формулам, приведенным в приложении Ж. Наибольший ток, пропускаемый по контролируемому объекту через электроконтакты, как правило, составляет не более 1500-1800 А.
12.18 Намагничивание объектов кольцевой формы при контроле с целью обнаружения дефектов, развивающихся в радиальных плоскостях или располагающихся на их боковых (торцевых), внутренних и внешних поверхностях, осуществляют с применением тороидальной обмотки. Силу намагничивающего тока определяют по формулам, приведенным в приложении Ж.
12.19 При индукционном намагничивании параметры тока и напряженности магнитного поля в намагничивающем устройстве выбирают так, чтобы в материале объекта контроля возбуждался электрический ток, полем которого объект намагничивается. Значение тока определяют с помощью одной из формул (3)-(8).
12.20 При продольном намагничивании объектов с помощью соленоида или обмотки гибким кабелем намагничивающий ток определяют с помощью формулы:
![]() , (11)
, (11)
где - длина соленоида или обмотки кабелем, см;
- требуемая напряженность магнитного поля, А/см;
- число витков соленоида (обмотки);
- коэффициент, определяемый в зависимости от следующих соотношений радиуса R и длины соленоида или обмотки:
Соотношение между радиусом и длиной соленоида (обмотки гибким кабелем) | Значение коэффициента |
R=(1/6)L | 2,03 |
R=(1/5)L | 2,04 |
R=(1/4)L | 2,06 |
R=(1/3)L | 2,11 |
R=(1/2)L | 2,24 |
R=L | 2,83 |
R=2L | 4,47 |
R=3L | 6,33 |
R=4L | 8,24 |
R=5L | 10,20 |
При включении соленоида с находящимся в нем объектом контроля напряженность магнитного поля будет несколько отличаться от расчетной. Но это отличие для магнитопорошкового контроля несущественно.
12.21 При последовательном намагничивании объекта продольным, а затем циркулярным полем промежуточное размагничивание не проводят, если остаточная намагниченность не оказывает влияния на последующие операции контроля.
12.22 При контроле СОН режим намагничивания объектов (значение намагничивающего тока или напряженность магнитного поля) выбирают так, чтобы напряженность поля была близка техническому магнитному насыщению материала. В обоснованных случаях допускается применять поле меньшей напряженности.
12.23 При контроле СПП значения тангенциальной и нормальной
составляющих вектора напряженности магнитного поля на контролируемой поверхности должны удовлетворять условию:
![]() . (12)
. (12)
Значение выбирают в соответствии с рекомендациями, приведенными в приложении И.
12.24 При применении СПП для объектов, у которых различные участки резко отличаются друг от друга по сечению, контроль следует проводить в два или более приемов, подбирая в каждом случае ток циркулярного намагничивания соответственно размеру (диаметру) объекта в контролируемых зонах.
12.25 При контроле объектов с большим размагничивающим фактором, имеющих отношение длины к корню квадратному из площади поперечного сечения (или максимальному размеру поперечного сечения) менее 5, при продольном намагничивании в разомкнутой цепи составляют объекты контроля в цепочки, размещая торцевыми поверхностями друг к другу, либо применяют удлинительные наконечники, либо используют переменный намагничивающий ток с частотой 50 Гц и более или импульсный ток.
Площадь соприкосновения деталей, составленных в цепочки, должна быть не менее 1/3 площади их торцевых поверхностей.
12.26 Для уменьшения вероятности прижогов и локального нагревания намагничивающих устройств и мест контакта проверяемых объектов при контроле СПП рекомендуется применять прерывистый режим намагничивания, при котором ток по проводникам намагничивающего устройства пропускают в течение (0,1-3,0) секунд с перерывами до 5 с.
12.27 При невозможности одновременного намагничивания всего объекта (например, при контроле объектов больших размеров или сложной формы) намагничивание с последующим выполнением других операций контроля следует проводить по отдельным участкам. Для этого, как правило, используют выносные намагничивающие средства: выносные электроконтакты, приставные электромагниты, устройства на постоянных магнитах, витки гибкого кабеля, накладываемые на намагничиваемые участки объекта, разъемные соленоиды и другие средства.
12.28 Намагничивание материала контролируемых объектов осуществляется максимальным (амплитудным) значением тока. Но в системах измерения намагничивающего тока могут быть использованы амперметры, которые в зависимости от принципа действия и градуировки при изготовлении могут определять среднеквадратичное (действующее, эффективное), среднее за полупериод или же амплитудное (максимальное) значение тока. Чаще всего шкалы амперметров градуируют в действующих значениях тока. Для контроля за процессом намагничивания объектов значение тока, рассчитанного по формулам, пересчитывают с учетом типа применяемого амперметра и вида намагничивающего тока.
12.29 Пересчет значений тока выполняют по соотношению:
![]() , (13)
, (13)
где - значение намагничивающего тока, показываемое измерительным прибором - амперметром;
- коэффициент пропорциональности, зависящий от вида намагничивающего тока;
- рассчитанное требуемое амплитудное значение тока.
12.30 При использовании в дефектоскопе амперметра, определяющего среднеквадратичное (действующее, эффективное) значение тока, коэффициент пропорциональности равен:
Вид намагничивающего тока | Значение коэффициента |
Переменный синусоидальный | 0,707 |
Выпрямленный однополупериодный | 0,500 |
Выпрямленный двухполупериодный | 0,707 |
Трехфазный полупериодный | 0,840 |
При использовании в дефектоскопе амперметра, определяющего среднее значение тока, коэффициент пропорциональности равен:
Вид намагничивающего тока | Значение коэффициента |
Выпрямленный однополупериодный | 0,318 |
Выпрямленный двухполупериодный | 0,637 |
Трехфазный однополупериодный | 0,826 |
Трехфазный двухполупериодный | 0,955 |
12.31 Значение намагничивающего тока как при циркулярном, так и продольном (в соленоидах, электромагнитах) и других способах намагничивания допускается определять и/или проверять экспериментально следующими способами:
- по выявлению естественных или искусственных дефектов на контрольных образцах, представляющих собой проверяемые объекты с трещинами минимальных размеров, расположенных в проверяемых зонах, либо по выявлению искусственных дефектов на таких образцах - объектах контроля, отбракованных по каким-либо другим параметрам;
- по установлению заданного значения тангенциальной составляющей магнитного поля на проверяемых объектах в зонах контроля, оцениваемого с помощью приборов измерения напряженности магнитного поля. При этом, если выполняется контроль СПП, должно учитываться соотношение нормальной и тангенциальной составляющих поля согласно 12.25. При измерении напряженности магнитного поля датчики приборов необходимо располагать непосредственно на поверхности объектов контроля.
Применение контрольных образцов в виде пластин, стержней, дисков и других образцов, отличающихся от объектов контроля, с трещинами или искусственными дефектами минимальных размеров, для определения режимов намагничивания конкретных объектов контроля не допускается.
12.32 Режим намагничивания объектов проверяют с помощью приборов и устройств для измерения электрического тока или напряженности магнитного поля с погрешностью измерения не более ±10%.
12.33 При намагничивании объектов контроля напряженность магнитного поля (значение намагничивающего тока) должна поддерживаться в пределах ±10% назначенного значения.
13 Нанесение магнитного индикатора на объекты контроля
13.1 При магнитопорошковом контроле магнитный индикатор наносят на поверхность проверяемых объектов в сухом виде, в виде магнитной суспензии или магнитогуммированной пасты.
13.2 В сухом виде магнитный порошок наносят на контролируемую поверхность распылением с помощью резиновых груш, пульверизаторов, качающихся сит и т.п. или с помощью установки, образующей воздушную взвесь. Порошок наносят равномерно, без образования на поверхности более темных (обогащенных) или светлых (обедненных порошком) мест.
Воздушную взвесь применяют при контроле на повышенной чувствительности, при выявлении подповерхностных дефектов, а также дефектов под слоем немагнитного покрытия толщиной от 80 до 200 мкм.
13.3 Магнитную суспензию наносят на контролируемую поверхность поливом, распылением или погружением на 1-2 мин небольших объектов в ванну с хорошо перемешанной суспензией. Полив и распыление суспензий должны осуществляться при низком давлении струи с тем, чтобы не удалять магнитный порошок, накапливающийся над дефектами. Во всех случаях, в том числе после извлечения из ванны, рекомендуется обеспечивать условия для стекания магнитной суспензии с контролируемой поверхности, чтобы она не застаивалась в отдельных местах - углублениях, "карманах", между ребрами и т.д.
При контроле небольших локальных участков поверхности объектов контроля суспензию можно наносить кистью.
13.4 При нанесении магнитного порошка на объект контроля распылением из аэрозольного баллона его держат вертикально на расстоянии 250-300 мм от контролируемой поверхности. Распыляющее сопло распылительной головки направляют в сторону зоны контроля. На распылительную головку кратковременно (в течение нескольких секунд) нажимают указательным пальцем и распыляют порошок. Направление аэрозольной струи должно быть примерно нормальным к контролируемой поверхности или составлять с нормалью угол 30-40°. Направлять струю по касательной к контролируемой поверхности не допускается, так как это приводит к удалению образующихся индикаторных рисунков дефектов. Если зона контроля превышает диаметр факела распыления, аэрозольную струю перемещают по объекту контроля так, чтобы покрыть им всю зону контроля.
13.5 При контроле СПП суспензию начинают наносить перед включением намагничивающего тока в намагничивающем устройстве, а заканчивают до того, как будет выключено намагничивающее поле. Ток в намагничивающем устройстве выключают после стекания основной массы суспензии с поверхности объекта. Осмотр поверхности проводят при намагничивании и/или после выключения тока в намагничивающем устройстве.
13.6 При контроле СОН магнитный индикатор наносят на контролируемую поверхность после снятия намагничивающего поля (после выключения тока в намагничивающем устройстве), но не позднее, чем через 3-4 часа после намагничивания (при отсутствии касания намагниченных деталей с другими деталями во время хранения). Осмотр контролируемой поверхности проводят после стекания излишков суспензии.
13.7 На вертикальные поверхности и на поверхности, расположенные над головой, суспензию наносят из аэрозольного баллона или с помощью пластмассовой емкости объемом от 200 до 500 мл, в пробку которой вставлена трубка диаметром 5...6 мм.
13.8 Магнитогуммированные пасты готовят к применению и наносят на объекты контроля по рекомендациям поставщика.
14 Осмотр контролируемых поверхностей и обнаружение дефектов. Оценка и оформление результатов контроля
Протяженность индикаторных рисунков выявляемых дефектов и их координаты на поверхности проверяемых объектов определяют с помощью линеек, угольников, кронциркулей, изготовленных из немагнитных материалов, измерительных шкал смотровых оптических приборов (луп, микроскопов, эндоскопов) и других средств измерений линейных размеров.
14.1 При магнитопорошковом контроле дефекты обнаруживают и оценивают по наличию на контролируемой поверхности индикаторного рисунка в виде видимых осаждений магнитного порошка, воспроизводимых повторно после каждого нового нанесения магнитной суспензии или порошка.
14.2 Индикаторные рисунки, образующиеся на дефектах типа нарушений сплошности материала, имеют следующие характерные особенности:
- плоскостные дефекты (трещины, расслоения, несплавления и т.п.) проявляются в виде удлиненных, как правило, тонких индикаторных рисунков в виде валиков магнитного порошка;
- объемные дефекты (поры, раковины, включения) образуют округлые индикаторные рисунки;
- подповерхностные дефекты обычно дают нечеткое осаждение порошка.
14.3 Для обнаружения индикаторных рисунков дефектов осмотр контролируемой поверхности объектов проводят визуально или с применением автоматизированных устройств обнаружения и обработки изображений.
14.4 При использовании магнитной суспензии осмотр выполняют после стекания основной ее массы с контролируемого участка поверхности объекта.
14.5 При осмотре принимают меры для предотвращения стирания валиков магнитного порошка с дефектов. В случаях стирания отложений порошка суспензию наносят повторно. В случае образования нечетких индикаторных рисунков проводят повторный МПК.
14.6 При визуальном осмотре объектов могут применяться оптические устройства: лупы 2-7-кратного увеличения, а при контроле небольших объектов - бинокулярные стереоскопические микроскопы или другие средства.
Осмотр внутренних полостей объектов проводят с помощью специальных зондов, эндоскопов, поворотных зеркал и других смотровых устройств, изготовленных из немагнитных материалов.
14.7 Освещенность контролируемой поверхности объектов при использовании черных и цветных нелюминесцирующих магнитных порошков или суспензий на их основе должна быть не менее 1000-1500 лк или более в зависимости от требуемой чувствительности к дефектам и оптических свойств поверхности объектов контроля [4]. Освещенность контролируют с помощью люксметра один раз в месяц, если иное не установлено отраслевыми нормами.
14.8 На стационарных рабочих местах осмотра объектов должно применяться только комбинированное освещение (общее совместно с местным). Как правило, должны использоваться разрядные лампы: для общего освещения - типа ЛБ, ЛХБ, МГЛ, для местного - типа ЛБЦТ, ЛДЦ, ЛДЦ УФ. Для местного освещения допускается применение ламп накаливания, но только в молочной или матированной колбе. Могут использоваться галогенные лампы. Но ксеноновые лампы применяться не должны. Для исключения появления бликов на полированных объектах контроля, смоченных магнитной суспензией, рабочие места осмотра оборудуют светильниками с непросвечивающими отражателями или рассеивателями так, чтобы их светящиеся элементы и лучи, отраженные от объектов контроля, не попадали в поле зрения работающих. Местное освещение рабочих мест должно быть оборудовано регуляторами освещения.
14.9 На стационарных рабочих местах осмотра объектов в виде стола материал и цвет покрытия его рабочей поверхности выбирают так, чтобы уменьшить яркостные контрасты в поле зрения дефектоскописта, ускорить переадаптацию при чередовании наблюдения объекта контроля и фона, обеспечить устойчивость контрастной чувствительности глаза, а также не допустить слепящего действия света, отраженного от покрытия. Например, при осмотре шлифованных объектов контроля и других объектов со светлой поверхностью рабочую поверхность стола покрывают неблестящим светло-зеленым, светло-голубым или зеленовато-голубым пластиком.
При осмотре объектов, контролируемых с применением люминесцирующего магнитного индикатора, рабочая поверхность стола должна рассеивать или поглощать ультрафиолетовые лучи.
14.10 Осмотр объектов контроля, обработанных суспензией с люминесцентным магнитным порошком, проводят при ультрафиолетовом облучении. Уровень облученности контролируемой поверхности ультрафиолетовым излучением должен быть не ниже 2000 мкВт/см. Длина волны ультрафиолетового излучения должна быть в диапазоне от 315 до 400 нм с максимумом излучения примерно 365 нм. При этом освещенность зоны контроля видимым светом должна быть не более 20 лк.
УФ-облученность контролируют ультрафиолетовым радиометром или другим измерителем интенсивности ультрафиолетового излучения один раз в месяц, если иное не установлено отраслевыми нормами.
14.11 При анализе и расшифровке индикаторных рисунков дефектов различают осаждения магнитного порошка на реальных дефектах от ложных осаждений. При отсутствии дефектов осаждения магнитного порошка могут наблюдаться в местах:
- резких переходов от одного сечения контролируемого объекта к другому;
- резкого местного изменения магнитных свойств металла (например, по границе зоны термического влияния или по границе "металл шва - основной металл") и т.п.;
- касания намагниченного объекта каким-либо ферромагнитным предметом (отверткой, другой деталью и др.);
- расположения риски, царапины и грубой обработки поверхности;
- границы наклепанной поверхности;
- группы мелких забоин;
- расположения карбидной полосчатости металла;
- расположения границ незачищенных сварных швов и границ сварных швов, выполненных аустенитными электродами.
Как правило, в указанных местах образуются размытые, нечеткие осаждения магнитного порошка. Для определения причин осаждения магнитного порошка в таких случаях оценивают особенности конструкции объекта в этой зоне, проводят осмотр очищенной поверхности с использованием оптических средств, выполняют повторный магнитопорошковый контроль либо контроль другим методом.
14.12 Участок осмотра объектов целесообразно обеспечивать отбракованными объектами контроля с выявленными дефектами и дефектограммами, изготовленными в соответствии с приложением Г.
14.13 В целях повышения качества контроля целесообразно через каждый час работы по осмотру контролируемой поверхности, в том числе при осмотре на экране компьютера, делать перерыв на 10-15 мин.
14.14 Результаты контроля оценивают в соответствии с нормами, предусмотренными документацией на изготовление, ремонт, реконструкцию или эксплуатацию объектов контроля.
Качество объектов контроля допускается оценивать как по индикаторным рисункам, так и по характеру реальных обнаруженных дефектов: их размерам, количеству и распределению по поверхности проверяемых объектов.
14.15 Результаты контроля записывают в журнал, протокол, маршрутную карту или другой документ. Вид и объем записи устанавливают в НТД отрасли или предприятия на контроль объектов конкретного типа. Регистрацию обнаруженных дефектов осуществляют описанием, схематическим рисунком, фотографированием, фиксацией с помощью прозрачной липкой ленты, прозрачного лака, твердеющей смолы, магнитной ленты, видеозаписи или считыванием автоматизированной системой обнаружения дефектов и фиксированием в памяти компьютера.
14.16 При необходимости объекты, прошедшие МПК, могут подвергаться маркировке: дефектные - красной краской в виде линий, точек или других знаков; годные - белой, синей или зеленой краской либо нанесением буквы "М" клеймением, тиснением, травлением, с помощью лазера или другим способом, не нарушающим прочностные свойства объектов контроля.
15 Размагничивание объектов контроля
15.1 Объекты контроля, на которых был проведен магнитопорошковый контроль, должны быть размагничены:
- если их намагниченность вызывает погрешности в показаниях приборов, ухудшает работоспособность аппаратуры или датчиков, установленных в изделии;
- если намагниченность в условиях эксплуатации объектов может вызвать накопление продуктов износа в подвижных сочленениях;
- если остаточная намагниченность оказывает отрицательное влияние на последующие технологические операции изготовления или ремонта технических изделий, а также в других случаях.
Подлежат размагничиванию, например, валы, колеса, шестерни редукторов.
15.2 Размагничивание осуществляют путем воздействия на объект контроля знакопеременного магнитного поля с убывающей до нуля амплитудой. Для этого используют стационарные или переносные соленоиды и электромагниты, а также устройства (например, дефектоскопы), позволяющие пропускать по объекту контроля ток, достаточный для создания необходимого размагничивающего поля.
15.3 Способ размагничивания объектов конкретного типа устанавливают в НТД отрасли или предприятия на контроль этих объектов. В зависимости от формы и размеров объектов размагничивание может осуществляться следующими способами:
- продвижением объекта контроля через соленоид, питаемый переменным током или постоянным током изменяющейся полярности, и удалением его на расстояние, при котором напряженность магнитного поля соленоида равна напряженности фона. Например, для стационарных соленоидов это расстояние должно быть не менее 0,7 м;
- уменьшением до нуля тока в соленоиде переменного тока со вставленным в него размагничиваемым объектом. Если длина объекта больше длины соленоида, то размагничивание проводят по участкам;
- удалением объекта от электромагнита (или электромагнита от объекта), питаемого переменным током либо постоянным током с периодически изменяющейся полярностью;
- уменьшением до нуля переменного тока в электромагните, в междуполюсном пространстве которого находится размагничиваемый объект или его участок;
- воздействием на объект контроля разнополярного убывающего импульсного магнитного поля;
- уменьшением до нуля амплитуды переменного тока, пропускаемого по объекту контроля, его части, кабелю или стержню, пропущенному через отверстие в объекте;
- воздействием на объект контроля магнитным полем, направленным встречно магнитному полю намагниченного объекта. Напряженность размагничивающего поля должна подбираться экспериментально так, чтобы после его выключения остаточная индукция объекта была близка к нулю (применяется только для объектов простой формы).
При использовании переменного тока размагничивается поверхностный слой объекта, не превышающий глубины проникновения поля данной частоты в материал объекта.
Допускается применение других эффективных способов размагничивания.
15.4 Участок конструкции или объект можно размагнитить непосредственно после контроля в приложенном поле (СПП), если при этом используется дефектоскоп, снабженный устройством для размагничивания. При выключении такого дефектоскопа или при специальном переключении его на режим размагничивания происходит плавное уменьшение переменного размагничивающего тока.
15.5 После размагничивания уровень остаточной намагниченности на проконтролированных объектах не должен превышать 5 А/см, если в нормативной документации не установлены другие значения поля, вызываемого остаточной намагниченностью. Качество размагничивания контролируют с помощью магнитометра, градиентометра магнитного поля или другим способом. Способ проверки остаточной намагниченности объектов конкретного типа устанавливают в НТД отрасли или предприятия на контроль этих объектов.
16 Заключительные операции
16.1 При использовании магнитной суспензии на водной основе объекты контроля, не имеющие гальванических или химических защитных покрытий, признанные годными, на которых должны выполняться последующие операции изготовления или ремонта, должны подвергаться межоперационной противокоррозионной защите в случаях, если в суспензии отсутствуют ингибиторы коррозии, а время до выполнения последующих операций превышает сроки, допустимые для их хранения без средств защиты.
Для этого объекты после размагничивания промывают водой, протирают сухой чистой ветошью и выполняют противокоррозионную защиту с помощью охлаждающих или смазочно-охлаждающих жидкостей, водных растворов ингибиторов коррозии, ингибированной бумаги, защитных атмосфер или эмульсий, масел, временных защитных полимерных покрытий либо другими способами, принятыми на предприятии.
16.2 Густую смазку, закрывающую отверстия, пазы, щели и другие элементы конструкции объектов, удаляют ветошью, промывкой нефрасом или керосином либо другим способом.
16.3 С объектов, контролируемых с применением контрастной краски и признанных годными, эту краску удаляют с помощью сложного растворителя нитрокрасок и нитроэмалей либо ацетона.
16.4 На годных объектах, на которых перед контролем удаляли защитное или защитно-декоративное покрытие, его восстанавливают.
16.5 После контроля объектов намагничивающие устройства протирают сухой чистой ветошью от следов магнитного порошка и суспензии.
16.6 На участке МПК отключают дефектоскоп. Очищают дефектоскоп от следов магнитного порошка и суспензии. Выключают вентиляцию. Извлекают вилки всех приборов из розеток. Выключают рубильники и кнопочные контакторы. Выключают силовую сеть участка контроля.
16.7 При контроле объектов вне участка МПК выключают переносный дефектоскоп, отключают его от сети и переводят в транспортное положение. Убирают с места контроля принадлежности и ветошь.
17 Требования безопасности
17.1 К проведению магнитопорошкового контроля допускаются дефектоскописты, прошедшие обучение и инструктаж по безопасности труда согласно ГОСТ 12.0.004. Лица моложе 18 лет к работам по МПК допускаться не должны.
17.2 В связи с тем, что работы по МПК сопровождаются значительным длительным напряжением зрения, лица, допущенные к их выполнению, должны подвергаться обязательным предварительным и периодическим медицинским осмотрам.
17.3 Дефектоскописты, постоянно занятые осмотром объектов на участке МПК, к сверхурочным работам привлекаться не должны.
17.4 При организации и проведении работ по МПК специалисты должны руководствоваться ГОСТ 12.1.001, ГОСТ 12.2.007.0, а также действующими строительными нормами и правилами по безопасности труда в промышленности [5], [6], санитарно-эпидемиологическими правилами и нормативами по безопасности работ с применением постоянных, переменных и импульсных магнитных полей [7] и правилами безопасной эксплуатации электроустановок [8], [9].
17.5 Общие требования безопасности к технологическому процессу МПК в производственных помещениях, к размещению оборудования и организации рабочих мест контроля - по ГОСТ 12.3.002.
17.6 Для безопасного выполнения работ расположение и организация рабочих мест на участке контроля, а также положение органов управления производственным оборудованием должны соответствовать требованиям ГОСТ 12.2.061 и ГОСТ 12.2.064.
17.7 Конструкция производственного оборудования должна соответствовать общим требованиям безопасности по ГОСТ 12.2.003 и общим эргономическим требованиям по ГОСТ 12.2.049. Рабочие места при выполнении работ сидя должны отвечать эргономическим требованиям ГОСТ 12.2.032, а при выполнении работ стоя - ГОСТ 12.2.033.
17.8 Конструкция намагничивающих и размагничивающих устройств, осветителей и УФ-облучателей, а также режимы их использования при МПК должны обеспечивать при температуре окружающего воздуха 25°С температуру поверхностей, к которым могут прикасаться дефектоскописты в процессе работы (гибких кабелей, намагничивающих стержней, переключателей, рукояток электромагнитов, осветителей, УФ-облучателей и т.д.), не более 40°С.
17.9 Уровень шума на рабочих местах МПК должен быть не выше норм, установленных для производственных предприятий в соответствии с ГОСТ 12.1.003, и должен быть не более 80 дБА.
17.10 Для осмотра проверяемых объектов в ультрафиолетовых лучах при магнитолюминесцентном контроле должно выделяться изолированное помещение или кабина, где должны размещаться:
- рабочее место для осмотра объектов контроля, оборудованное УФ-облучателем;
- стеллажи, сортовики или тележки для размещения проверяемых и забракованных объектов;
- светильники с лампами накаливания или разрядными лампами дневного света, создающие фоновую освещенность 10-20 лк;
- воздухоприемник вытяжной вентиляции для удаления паров дисперсной среды магнитной суспензии, озона, окислов азота и ионизированного воздуха, образующихся при работе УФ-облучателя.
При работе в полевых и цеховых условиях разрешается осматривать объекты вне кабин при условии соблюдения требований по освещенности и УФ-облученности.
17.11 В случаях, если при намагничивании и размагничивании объектов на магнитопорошковом дефектоскопе напряженность магнитного поля превышает нормы, установленные действующими санитарно-эпидемиологическими правилами, то при длительной работе по контролю органы управления стационарного магнитопорошкового дефектоскопа должны быть вынесены в зону, где напряженность магнитного поля не превышает указанных норм.
17.12 Производственные участки МПК массивных и крупногабаритных объектов должны быть оборудованы подъемно-транспортными механизмами и поворотными устройствами в соответствии с ГОСТ 12.3.020.
17.13 Конструкция светильников, используемых на участках МПК, должна соответствовать требованиям безопасности по ГОСТ 12.2.007.13. Коэффициент естественной освещенности, искусственное освещение, пульсация светового потока должны соответствовать требованиям действующих межгосударственных строительных норм и правил [4].
17.14 В рабочей зоне производственных участков МПК должны соблюдаться оптимальные параметры микроклиматических условий. Требования по допустимому содержанию вредных веществ в воздухе рабочей зоны, к температуре, относительной влажности и скорости движения воздуха в рабочей зоне участков контроля - по ГОСТ 12.1.005.
17.15 При необходимости для создания на постоянных рабочих местах, в рабочей и обслуживаемой зонах помещений метеорологических условий и чистоты воздушной среды, соответствующих действующим санитарным нормам, производственный участок МПК должен быть оборудован местной приточно-вытяжной механической вентиляцией. Общие требования к системе вентиляции, кондиционирования воздуха и воздушного отопления участков МПК - по ГОСТ 12.4.021.
17.16 При работе с магнитной суспензией на органической основе и с сухим магнитным порошком, в том числе его взвеси в воздухе, работающий должен находиться в потоке поступающего чистого воздуха.
17.17 При контроле объектов в конструкции технического изделия при ограниченном рабочем объеме в зону контроля должен подаваться свежий воздух с помощью вентилятора или другого устройства.
17.18 При нанесении на объекты контроля контрастного покрытия должны соблюдаться общие требования безопасности по ГОСТ 12.3.005.
17.19 Подключение дефектоскопов к сети переменного тока осуществляют через розетки на специально оборудованных постах. При отсутствии на рабочем месте розеток подключение дефектоскопа к электрической сети должны выполнять специалисты-электрики.
При перерывах в работе, даже кратковременных, дефектоскоп с электрическим питанием следует выключать.
17.20 Стационарные и передвижные дефектоскопы, корпуса осветителей, УФ-облучателей, переносных ламп, распылительных камер, вытяжных шкафов, а также воздуховоды вентиляции, распылители, наконечники шлангов системы сжатого воздуха и другое оборудование участка МПК должны быть заземлены или занулены в соответствии с ГОСТ 12.1.030.
У стационарных дефектоскопов должны быть предусмотрены резиновые коврики или напольные деревянные решетки.
17.21 На дефектоскопах, обеспеченных системой тестирования работоспособности, во время тестирования, а также при намагничивании и размагничивании объектов запрещается работать кнопками управления режимами намагничивания и размагничивания, а также присоединять или отсоединять намагничивающие устройства дефектоскопа.
17.22 При контроле объектов вне участка МПК рабочее место специалиста, выполняющего контроль, должно быть удалено от сварочных постов и защищено от лучистой энергии сварочной дуги. Портативный (переносный) магнитопорошковый дефектоскоп перед включением должен быть заземлен медным проводом сечением не менее 2,5 мм.
17.23 При циркулярном намагничивании путем пропускания тока через объект его часть с помощью КЗУ или электроконтактов либо через вспомогательный проводник, помещенный в сквозное отверстие в объекте, а также при продольном намагничивании в приставном соленоиде следует включать и выключать электрический ток только при надежном электрическом контакте пластин КЗУ, электроконтактов с объектом, вспомогательным проводником или контактными пластинами соленоида. Все места электрических контактов не должны иметь загрязнений, следов масла или топлива.
17.24 При намагничивании объектов следует применять защитные экраны или защитные щитки по ГОСТ 12.4.023 либо другие средства индивидуальной защиты глаз и лица по ГОСТ 12.4.238 с целью защиты от возможного попадания мелких частиц продуктов искрения.
17.25 При работе на дефектоскопе запрещается прикасаться к неизолированным токоведущим частям, независимо от величины напряжения на них.
При намагничивании объектов пропусканием электрического тока не допускается прикасаться к намагничиваемым объектам или их участкам.
17.26 При намагничивании объектов с помощью соленоида в момент намагничивания не допускается удерживать руками намагничиваемые объекты, размещенные в соленоиде. Сначала помещают объект в соленоид, а затем включают электрический ток.
17.27 При контроле объектов СПП при напряженности магнитного поля:
- постоянного - 120 А/см;
- периодического частотой 50 Гц - 64 А/см,
осмотр контролируемого объекта с целью поиска индикаторных рисунков дефектов допускается выполнять только после выключения намагничивающего поля.
17.28 При нанесении магнитной суспензии на объекты погружением следует использовать щипцы, держатели, сетки или другие приспособления, изготовленные из немагнитных материалов, с тем, чтобы избегать контакта кожи рук с суспензией.
17.29 При контроле объектов с использованием аэрозольных баллонов с магнитным порошком или суспензией аэрозольную струю не допускается направлять на открытое пламя и на сильно нагретые предметы. При работе следует беречь глаза, рот и руки от прямого попадания аэрозольной струи.
Аэрозольные баллоны следует оберегать от ударов и падений. Их следует держать вдали от нагревательных приборов, не подвергать воздействию прямых солнечных лучей и температуры более 50°С. Первый признак опасности разгерметизации баллонов - их вспучивание.
Аэрозольные баллоны находятся под давлением. Поэтому запрещается вскрывать клапан или разбирать аэрозольный баллон, если в нем имеется содержимое, до полного стравливания давления через клапан. Не допускается уничтожать использованные баллоны сжиганием.
17.30 При МПК персонал должен находиться в спецодежде. Должны применяться средства индивидуальной защиты (халат, маслобензостойкие резиновые технические перчатки, например, из латекса, нарукавники и др.) в соответствии с ГОСТ 12.4.011 и ГОСТ 12.4.103. При отсутствии резиновых перчаток для защиты кожи рук от дефектоскопических и вспомогательных материалов должны применяться дерматологические средства индивидуальной защиты (защитные мази и пасты) в соответствии с ГОСТ 12.4.068, не загрязняющие поверхность контролируемых объектов.
17.31 Для защиты органов дыхания при работе во время нанесения сухого магнитного порошка на объект контроля, в том числе взвеси порошка в воздухе, должны использоваться респираторы, а для защиты глаз - защитные очки. Респираторы должны быть фабричного изготовления и иметь постоянный запас тампонов (вкладышей). Очистку помещений от следов порошка следует выполнять с помощью вакуумных пылесосов.
17.32 При осмотре объектов контроля не допускается использовать светильники, не обеспечивающие защиту глаз от слепящего действия источника света.
17.33 При работе с УФ-облучателями должны использоваться средства индивидуальной защиты - халаты с длинными рукавами и перчатки из темной нелюминесцирующей хлопчатобумажной ткани. Стационарные и передвижные УФ-облучатели должны быть снабжены встроенными или отдельными устройствами, защищающими лицо и глаза дефектоскописта от воздействия УФ-излучения. В качестве защитного материала, поглощающего УФ-излучение, можно применять полиамидную пленку типа ПМ марки А толщиной не менее 30 мкм или другой материал с аналогичными оптической плотностью и спектральной характеристикой пропускания. На рабочем месте осмотра объектов контроля поверхность рабочего стола не должна люминесцировать. Коэффициент отражения УФ-излучения этой поверхности не должен быть более 0,2.
17.34 До оборудования аппаратуры встроенными устройствами, обеспечивающими защиту глаз дефектоскописта от вредного воздействия УФ-излучения, а также при наличии отраженного УФ-излучения при осмотре контролируемой поверхности в условиях затемнения при УФ-излучении для защиты глаз следует применять защитные очки со светофильтрами из цветного оптического стекла марки ЖС-4 по ГОСТ 9411 толщиной не менее 2 мм.
17.35 В случае выполнения контроля на высоте, внутри технических устройств (аппаратов) и в стесненных условиях специалисты, выполняющие контроль, должны пройти дополнительный инструктаж по технике безопасности согласно положению, действующему на предприятии. Работы на высоте, внутри аппаратов должны выполняться бригадой в составе не менее двух или трех человек в зависимости от степени опасности.
17.36 Запрещается работа на неустойчивых конструкциях и в местах, где возможно повреждение проводки электропитания дефектоскопов.
17.37 При попадании магнитного порошка, суспензии или другого дефектоскопического либо вспомогательного материала на незащищенную кожу следует промыть загрязненный участок кожи теплой водой с мылом. Применять для мытья кожи керосин, ацетон или другие растворители категорически запрещается.
17.38 Прием пищи в помещении участка МПК запрещается.
17.39 При размещении, хранении, транспортировании и использовании дефектоскопических и вспомогательных материалов, отходов производства и объектов контроля должны соблюдаться требования по защите от пожаров в соответствии с ГОСТ 12.1.004. Участок МПК должен быть оснащен средствами пожаротушения.
17.40 При МПК объектов с использованием магнитной суспензии на органической основе:
- не допускается пользоваться открытыми нагревателями, курение, применение приборов, эксплуатация которых связана с искрообразованием;
- для предотвращения искрообразования не допускается соударение стальных объектов контроля. При вскрытии тары с дефектоскопическими материалами не допускается использовать инструменты, дающие при ударе искру;
- при наличии на участке контроля емкостей с запасом дефектоскопических или вспомогательных расходных материалов на органической основе, при наличии этих материалов или их паров в ваннах, а также при отключенной вентиляции на участке запрещается проводить сварочные работы;
- при проведении контроля объектов запрещается применять капроновые щетки и кисти, а также ветошь из синтетических, шелковых и шерстяных тканей в связи с возможностью возникновения статического электричества при трении их с объектами и, как следствие, искрообразования.
17.41 На случай загорания магнитной суспензии на органической основе должно быть предусмотрено ее тушение (после обесточивания электроустановок) с помощью тонкораспыленной воды, пены химической или воздушно-механической из стационарных установок или огнетушителей, углекислого газа либо смеси бромистого этила и сжиженного углекислого газа.
17.42 При контроле СПП с циркулярным намагничиванием не допускается применять суспензию на органической основе с температурой вспышки дисперсионной среды ниже 50°С.
17.43 На участке МПК не разрешается загромождать чем-либо проходы, выходы и рабочие места, а также доступы к средствам пожаротушения, к кнопкам включения и выключения вентиляции и рубильникам.
17.44 Отходы производства в виде отработанных дефектоскопических материалов подлежат утилизации, регенерации, удалению в установленные сборники или уничтожению.
17.45 С целью охраны окружающей среды от загрязнений в производственных условиях должен быть установлен контроль за соблюдением предельно допустимых выбросов в атмосферу в соответствии с ГОСТ 17.2.3.02. Должны использоваться системы и устройства очистки и обезвреживания промышленных стоков и выбросов, их деминерализации, освобождения от механических примесей и биозагрязнений, а также системы утилизации отработанных дефектоскопических материалов, их переработки в побочные или вторичные материалы. При использовании магнитных суспензий на водной основе целесообразно создание замкнутых систем водоснабжения, при которых полностью исключается сброс сточных вод в поверхностные водоемы.
Приложение А
(справочное)
Рекомендуемое содержание технологических инструкций (методик) магнитопорошкового контроля объектов - деталей, узлов и элементов конструкций технических изделий
А.1 Разделы инструкции (методики)
А.1.1 Введение (или Общие положения).
А.1.2 Требования по технике безопасности и эргономические требования.
А.1.3 Требования к уровню подготовки и к уровню аттестации специалистов, выполняющих МПК.
А.1.4 Объект контроля и характеристика отыскиваемых (обнаруживаемых) дефектов.
А.1.5 Применяемый дефектоскоп и другая аппаратура и принадлежности. Тип используемого магнитного индикатора и другие дефектоскопические материалы.
А.1.6 Порядок подготовки объекта к проведению контроля.
А.1.7 Проверка работоспособности магнитопорошкового дефектоскопа и магнитного индикатора.
А.1.8 Выполнение контроля.
А.1.9 Расшифровка результатов контроля и оценка состояния объекта контроля.
А.1.10 Порядок действий в случае обнаружения дефектов.
А.1.11 Регистрация результатов контроля, оформление документации.
А.1.12 Заключительные операции.
А.1.13 Приложения.
А.2 Основное содержание разделов
А.2.1 Введение (или Общие положения)
Введение должно содержать следующие сведения:
а) назначение и область применения инструкции (методики) [место контроля в технологическом маршруте изготовления или ремонта изделия - после выполнения каких операций должен выполняться контроль (при операционном, приемочном контроле и т.п.), при целевых осмотрах, выполнении регламентных работ, при контрольно-сдаточных испытаниях техники или др.];
б) сведения о месте, где выполняется контроль (цех, участок, стапель, место расположения техники или др.);
в) в случае контроля в условиях эксплуатации техники - периодичность контроля;
г) дата введения инструкции (методики) в действие, срок ее действия;
д) основание составления инструкции (методики).
е) при контроле вне цеха - климатические ограничения для проведения контроля (при их наличии).
А.2.2 Требования по технике безопасности и эргономические требования
а) требования личной безопасности;
б) требования к защитным средствам, обеспечивающим безопасную работу по контролю;
в) эргономические требования к постоянному рабочему месту (при контроле в цеховых условиях) либо к организации рабочего места при контроле в конструкции технического изделия;
г) требования к освещению объектов контроля;
д) требования к вентиляции;
е) требования электробезопасности;
ж) требования по защите окружающей среды.
А.2.3 Требования к уровню подготовки и по аттестации специалистов, выполняющих магнитопорошковый контроль
а) общие требования по подготовке и квалификации дефектоскопистов, допускаемых к проведению данного вида контроля;
б) число дефектоскопистов, проводящих контроль (при работе на высоте, на стапелях, в резервуарах и т.д.);
в) периодичность их аттестации.
А.2.4 Объект контроля и характеристика отыскиваемых (обнаруживаемых) дефектов
а) наименование и номер объекта контроля;
б) марка материала объекта контроля;
в) эскиз объекта контроля с указанием его габаритных размеров;
г) характеристика дефектов, подлежащих выявлению на объекте контроля - их тип, место расположения, направление распространения.
д) участки (зоны), подлежащие контролю;
е) внешний вид, характеристика структуры поверхности объекта в зоне контроля (шероховатость поверхности, наличие галтелей, отверстий, кривизна и др.);
ж) толщина (диаметр) детали в зоне контроля;
и) тип и толщина защитного покрытия;
к) вид неразъемного соединения;
л) доступность объекта контроля в конструкции технического изделия.
А.2.5 Применяемый дефектоскоп и другая аппаратура и принадлежности
а) тип магнитопорошкового дефектоскопа;
б) прибор для контроля намагниченности и качества размагничивания объекта контроля;
в) прибор или другое средство для оценки концентрации магнитного порошка в суспензии;
г) тип контрольного (проверочного, пробного) образца;
д) что дополнительно должно быть на рабочем месте контроля: источник электропитания, сжатого воздуха, краскораспылитель, стремянка, обогреватель, переносная лампа, специальные экраны, фиксаторы и другие приспособления.
А.2.6 Тип используемого магнитного индикатора и другие дефектоскопические материалы
а) тип магнитного индикатора (магнитный порошок, состав дисперсионной среды, концентрация порошка в суспензии);
б) органический растворитель для промывки объекта до и после контроля;
в) белая или желтая контрастная краска (при контроле черной поверхности черным магнитным порошком);
г) густая смазка для защиты полостей объекта от попадания суспензии;
д) смывка для удаления защитного покрытия - в случае контроля объекта с лакокрасочным покрытием.
А.2.7 Порядок подготовки объекта к проведению контроля
а) при контроле объекта, находящегося в конструкции изделия, - необходимые демонтажные работы на изделии;
б) условия и способы очистки поверхности объекта контроля. Удаление с поверхности объекта смазки, грязи, пыли. Удаление защитного покрытия, если его толщина превышает 50 мкм или оно имеет значительные повреждения;
в) разметка зон контроля;
г) проведение визуального контроля объекта для оценки состояния поверхности, степени очистки и обнаружения грубых, видимых дефектов;
д) установка объекта в контролируемое положение (центровка, закрепление в приспособлении и т.д.).
А.2.8 Проверка работоспособности магнитопорошкового дефектоскопа и магнитного индикатора
а) организация рабочего места для контроля, расположение аппаратуры;
б) порядок подготовки магнитопорошкового дефектоскопа к работе и подключение к источнику питания;
в) установка рабочего режима, намагничивание контрольного образца, нанесение на него магнитного индикатора и оценка работоспособности дефектоскопа и магнитного индикатора;
г) проверка соответствия установленных параметров контроля (тока намагничивания, положения переключателей и других органов управления) требованиям технической документации.
А.2.9 Выполнение контроля
а) выбор способа контроля (если он не задан в документации);
б) порядок размещения переносного дефектоскопа (при выполнении контроля вне стационарного рабочего места);
в) установка объекта контроля в положение намагничивания. Иллюстрации (схемы, чертежи, фотографии, показывающие взаимное положение объекта контроля и намагничивающего устройства в момент намагничивания);
г) вид и значение намагничивающего тока или тангенциальной составляющей напряженности магнитного поля;
д) порядок намагничивания;
е) осмотр зоны контроля;
ж) осмотр зоны контроля с целью поиска индикаторных рисунков в виде отложений магнитного порошка;
и) анализ обнаруженных индикаторных рисунков;
к) особенности контроля характерных зон поверхности деталей, узлов;
л) особенности выполнения повторных операций контроля;
м) размагничивание детали;
н) удаление следов магнитной суспензии с поверхности зоны контроля;
п) проверка размагниченности детали.
А.2.10 Расшифровка результатов контроля и оценка состояния объекта контроля
а) основные и дополнительные признаки выявляемых дефектов;
б) способы, приемы расшифровки результатов контроля;
в) нормы браковки.
А.2.11 Порядок действий в случае обнаружения дефектов
а) доклад мастеру цеха, бригадиру или начальнику для принятия решения.
А.2.12 Регистрация результатов контроля, оформление документации
а) документация, в которой фиксируются результаты контроля (сопроводительные карты, протоколы, журналы, память компьютера или другие носители информации);
б) форма или порядок записи результатов контроля в регистрирующих документах;
в) допустимые (рекомендуемые) сокращения и условные обозначения, используемые при оформлении результатов контроля.
Особенности и примеры МПК сварных соединений приведены в приложении К.
А.2.13 Заключительные операции
а) рекомендуемый способ размагничивания;
б) проведение размагничивания объекта;
в) проверка степени размагничивания и допустимые нормы остаточной намагниченности объекта контроля;
г) очистка объекта контроля от дефектоскопических материалов;
д) порядок приведения аппаратуры в положение хранения, ее упаковка;
е) указания по уборке рабочего места.
А.2.14 Приложения
При необходимости к инструкции (методике) прилагаются технологические (операционные) карты контроля, схемы, чертежи или другие иллюстрации.
Примечание - В инструкции допускается краткое описание физической сущности и технических возможностей магнитопорошкового метода контроля.
Приложение Б
(справочное)
Рекомендуемое содержание операционных (технологических) карт магнитопорошкового контроля
Операционная (технологическая) карта магнитопорошкового контроля представляет собой нормативно-технический документ, определяющий порядок выполнения контроля. Для правильного понимания текста и точного выполнения технологии контроля карты снабжают иллюстрациями с указанием зон контроля и схем намагничивания. В операционной (технологической) карте МПК приводят следующие данные:
- требования к персоналу, проводящему контроль;
- материал объекта контроля, номер чертежа;
- материал объекта контроля;
- вид и толщину защитного или защитно-декоративного покрытия;
- схему объекта контроля с указанием его габаритных размеров;
- применяемое оборудование и средства контроля:
- приборы для измерения напряженности магнитного поля;
- средства контроля размагниченности объекта контроля;
- магнитный индикатор (тип и состав);
- вспомогательные материалы и принадлежности (кисти, растворитель, ветошь и т.д.);
- метод и средства проверки качества дефектоскопических материалов;
- тип контрольного образца;
- способ контроля;
- вид и значение (силу) намагничивающего тока или величину необходимой напряженности магнитного поля;
- нормы оценки;
- необходимость и способ размагничивания, допустимые значения остаточной намагниченности.
В карте может быть дополнительно указано: число деталей в комплекте; разряд работы; количество времени на контроль; общие требования техники безопасности.
Приложение В
(справочное)
Примеры образцов для проверки работоспособности магнитопорошковых дефектоскопов и магнитных индикаторов
В.1 Общая характеристика контрольных образцов
В.1.1 Образцы представляют собой детали или специальные изделия с искусственными или естественными дефектами типа несплошности материала в виде узких плоских пазов, цилиндрических отверстий или трещин различного происхождения. Они предназначены для проверки работоспособности магнитопорошковых дефектоскопов и магнитных индикаторов. Выбор образцов для конкретного применения осуществляют в соответствии с рекомендациями, изложенными в разделе 8.
В.1.2 В качестве искусственных дефектов служат узкие плоские пазы различной ширины или цилиндрические отверстия диаметром 2-2,5 мм, расположенные параллельно поверхности на различной глубине. Для предотвращения коррозии образцы могут быть покрыты слоем никеля или хрома толщиной 0,002-0,003 мм.
В.1.3 В качестве образцов используют также производственные детали (блоки, цилиндры, пластины, диски и другие специализированные изделия) с преднамеренно (искусственно) полученными трещинами. Трещины получают:
- путем перегрева образцов, обычно многократного, с резким охлаждением;
- деформацией образцов путем изгиба или растяжения или же вдавливанием пуансона с цилиндрической или сферической формой контактной поверхности, в результате чего образуются трещины в предварительно упрочненном поверхностном слое материала образцов.
В.1.4 При изготовлении образцов упрочнение поверхностного слоя может быть выполнено:
- химико-термической обработкой - азотированием, цементированием, цианированием, алитированием, термодиффузионным хромированием, борированием или другим способом;
- поверхностной термической обработкой скоростным индукционным нагревом с использованием токов высокой частоты;
- совмещением индукционного нагрева с химико-термической обработкой, например, цементацией.
В.1.5 При образовании окалины на поверхности образцов с трещинами в процессе изготовления их подвергают гидроабразивной или ультразвуковой очистке с последующей антикоррозионной обработкой (при необходимости).
В.1.6 После изготовления образцы аттестуют. По результатам аттестации составляют паспорт, в котором указывают: предприятие - изготовитель образца, номер образца, марку его материала, назначение, рекомендуемый способ и режим намагничивания, требования к индикаторным материалам, типы и размеры дефектов, имеющихся на образце. К образцу прилагают дефектограмму: слепок имеющихся дефектов (приложение Г), их фотографию или эскиз.
В.1.7 При использовании образцов с искусственными дефектами в виде узких пазов, выполненных во вставке, магнитный порошок может образовывать индикаторный рисунок в виде окружности или ее части по контуру вставки, а также рисунок в виде линии над пазом. Оценку работоспособности дефектоскопов при этом следует выполнять по наличию осаждения порошка над пазом.
В.1.8 Образцы, приведенные в данном приложении, и им подобные, отличающиеся по форме, размерам и материалу от объектов контроля, не допускается использовать для проверки возможности применения магнитопорошкового метода для контроля конкретных объектов, оценки выявляемости на них дефектов, а также для отработки режимов МПК таких объектов.
В.1.9 Контрольные образцы не являются средствами измерений и периодической метрологической поверке не подлежат. Они должны подвергаться оценке внешнего состояния и периодической проверке (на отсутствие коррозии, изломов и т.п.).
В.1.10 Оценку внешнего состояния образцов проводят перед каждым их применением. На рабочей поверхности образцов не допускаются коррозионные язвы, продукты коррозии, риски, надиры, вмятины, отслаивание защитного покрытия и другие повреждения. На образцах с искусственными дефектами в виде узких пазов, выполненных во вставках, не допускается выступание вставок над рабочей поверхностью образцов.
В.1.11 Пригодность образцов оценивают путем выявления дефектов на них при намагничивании исправным магнитопорошковым дефектоскопом по режимам, на которые рассчитан каждый образец.
В.2 Примеры образцов с искусственными дефектами
В.2.1 Образец МО-1
В.2.1.1 Образец предназначен для оценки работоспособности дефектоскопов с намагничивающим устройством, имеющим электроконтакты или электромагнит с ярмом. Образец представляет собой плоскую стальную плиту с размерами 18080
12 мм с одним поверхностным дефектом в виде узкого плоского паза и двумя подповерхностными дефектами в виде отверстий, находящихся на различной глубине от рабочей поверхности образца (рисунок В.1). При намагничивании образца на его рабочей поверхности создается неоднородное магнитное поле, эквивалентное магнитному полю естественных дефектов.
В.2.2 Образец МО-2
Образец предназначен для оценки работоспособности дефектоскопов полюсного намагничивания с применением соленоида или кабеля, намотанного на объект в виде соленоида. Образец (рисунок В.2) представляет собой стальной брусок размером 12030
10 мм, на котором выполнен один искусственный дефект в виде плоской несплошности материала.
В.2.3 Образец МО-3
Образец предназначен для оценки работоспособности дефектоскопов полюсного намагничивания с применением соленоида, кабеля, намотанного на объект контроля в виде соленоида, магнитного ярма. Образец (рисунок В.3) представляет собой стальной брусок размером 12030
10 мм с пятью подповерхностными дефектами в виде цилиндрических отверстий диаметром 2 мм, расположенных на различной глубине от поверхности образца.
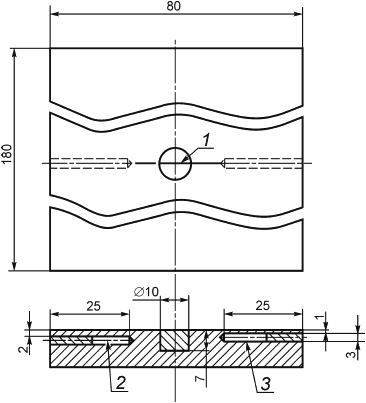
1 - вставка с дефектом; 2, 3 - подповерхностные дефекты
Рисунок В.1 - Образец МО-1
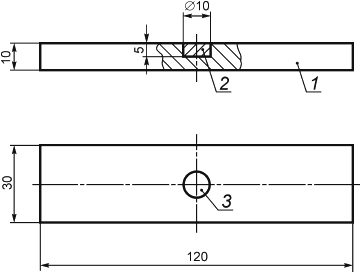
1 - брусок; 2 - вставка с дефектом 3
Рисунок В.2 - Образец МО-2
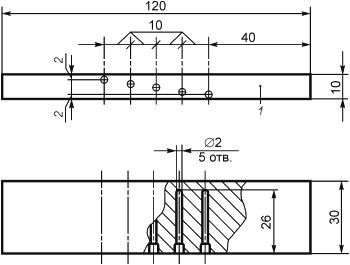
1 - брусок; 2 - цилиндрическое отверстие, закрытое винтом М2,5
Рисунок В.3 - Образец МО-3
В.2.4 Образец МО-4
Образец предназначен для оценки работоспособности дефектоскопов индукционного и циркулярного намагничивания. Образец (рисунок В.4) представляет собой диск толщиной 15 мм, диаметром 120 мм с центральным отверстием диаметром 60 мм. На цилиндрической поверхности диска имеется поверхностный дефект в виде плоской несплошности материала, перпендикулярной образующей цилиндра (для работы с дефектоскопами индукционного намагничивания). На образце имеются также поверхностный дефект, плоскость которого параллельна образующей цилиндра, и три подповерхностных дефекта в виде отверстий диаметром 2,5 мм, расположенных на различной глубине от внешней цилиндрической поверхности (для работы с дефектоскопами циркулярного намагничивания).
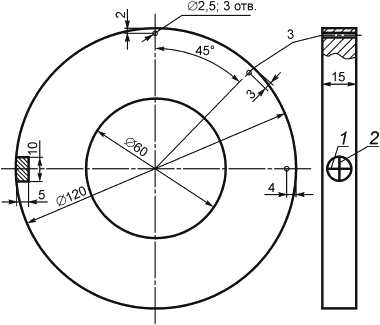
1, 2 - поверхностные дефекты; 3 - подповерхностные дефекты - три отверстия диаметром 2,5 мм, расположенные от цилиндрической поверхности на глубине 2, 3 и 4 мм
Рисунок В.4 - Образец МО-4
В.3 Примеры образцов с искусственными трещинами
В.3.1 Образец МО-5
В.3.1.1 Образец представляет собой пластину длиной 110 мм, шириной 20 мм и толщиной 4-5 мм, изготовленную из стали 2013 по ГОСТ 5632, с трещинами в азотированном слое. Допускается изготовление образцов других размеров, например, длиной 300 мм, шириной 38-40 мм, толщиной 4-5 мм.
В.3.1.2 Заготовку подвергают предварительной механической обработке, затем ее шлифуют. Шероховатость поверхности не более 1,6 мкм по ГОСТ 2789.
В.3.1.3 Одну сторону заготовки азотируют на глубину 0,2-0,3 мм в атмосфере аммиака. Предварительную термическую обработку заготовки до азотирования не проводят. Затем образец охлаждают в печи до 200°С в атмосфере аммиака, потом на воздухе.
В.3.1.4 С целью снижения уровня остаточных напряжений заготовку подвергают отпуску при температуре 150-160°С с выдержкой 100-120 мин.
В.3.1.5 Широкие поверхности заготовки шлифуют на глубину не более 0,05 мм с обильным охлаждением. Шлифуют и полируют тонкие длинные боковые грани заготовки. Параметр шероховатости поверхности не более 1,0 мкм по ГОСТ 2789.
В.3.1.6 С помощью металлографического или измерительного микроскопа на тонких длинных боковых гранях заготовки измеряют толщину азотированного слоя. Измерения проводят в трех точках на каждой грани заготовки. За толщину азотированного слоя принимают среднее значение из шести измерений.
В.3.1.7 Заготовку устанавливают азотированным слоем вниз на две параллельные опоры винтового пресса, расположенные на расстоянии примерно:
- 80 мм для образцов длиной 110 мм;
- 250 мм для образцов длиной 300 мм.
Вершины опор должны иметь радиус скругления 2 мм.
В.3.1.8 На среднюю часть образца устанавливают пуансон с цилиндрической формой контактной поверхности радиусом около 40 мм. Образующая цилиндра должна быть перпендикулярна продольной оси заготовки.
В.3.1.9 Заготовку медленно изгибают в винтовом прессе до появления характерного хруста, свидетельствующего об образовании трещин в азотированном слое.
В.3.1.10 Полученный образец маркируют и подвергают магнитопорошковому контролю. Индикаторный рисунок выявленных трещин фотографируют либо изготавливают дефектограмму образца другим способом, например, согласно приложению Г.
В.3.1.11 Образец размагничивают и очищают от следов магнитной суспензии.
В.3.1.12 Измеряют ширину и глубину трещин на металлографическом или измерительном микроскопе. Ширину каждой трещины измеряют не менее чем в пяти точках: в средней части по ширине образца (на его продольной оси) и с двух сторон от продольной оси на расстоянии около 3 и 6 мм от нее. Определяют среднее значение раскрытия каждой трещины.
В.3.1.13 На образец составляют паспорт (свидетельство).
В.3.2 Образец МО-6
В.3.2.1 Заготовку образца изготавливают из листовой стали, например, марки 11Х11Н2В2МФ по ГОСТ 5632, в виде пластины размерами 13030
3,5 мм. Таких же размеров готовят заготовку образца-свидетеля, необходимого для контроля глубины азотирования.
В.3.2.2 Заготовки рихтуют и шлифуют на глубину 0,1-0,2 мм. Шероховатость поверхности не более 1,6 мкм по ГОСТ 2789.
В.3.2.3 Размечают заготовки, выделяя с одной стороны каждой из них по пять полосок размером 205 мм, расположенных поперек продольной оси образцов на расстоянии 10 мм друг от друга (рисунок В.5).
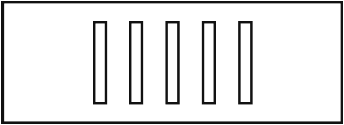
Рисунок В.5 - Схема разметки образцов
В.3.2.4 На двух тонких боковых гранях заготовок напротив каждой выделенной полоски (на расстоянии 15 мм друг от друга) фрезерованием выполняют прорези на глубину 1 мм. Угол фрезы 30°.
В.3.2.5 Поверхность выделенных полосок покрывают перхлорвиниловой эмалью ХВ-785, перхлорвиниловым лаком ХВ-784 либо клеем ХВК-2а на основе перхлорвиниловой и алкидной смол.
В.3.2.6 Заготовки подвергают гальваническому никелированию до толщины никеля 0,05-0,06 мм или цинкованию до толщины цинка 0,04-0,05 мм.
В.3.2.7 С заготовок удаляют защитный слой эмали (лака, клея).
В.3.2.8 Заготовки азотируют на глубину 0,15-0,3 мм. Предварительную термическую обработку заготовок до азотирования не проводят.
В.3.2.9 Для снижения остаточных напряжений заготовку подвергают отпуску при температуре 180-200°С с выдержкой 100-120 мин.
В.3.2.10 Азотированную поверхность заготовок шлифуют на глубину не более 0,05 мм с обильным охлаждением. Параметр шероховатости поверхности не более 1,0 мкм по ГОСТ 2789.
В.3.2.11 Из заготовки образца-свидетеля изготавливают микрошлиф и на микроскопе определяют на нем глубину азотирования.
В.3.2.12 Для образования трещин заготовку образца устанавливают азотированным слоем вниз на две параллельные опоры винтового пресса, расположенные на расстоянии около 100 мм. На образце получают трещины, определяют их размеры, изготавливают дефектограмму и составляют паспорт (свидетельство) согласно рекомендациям, изложенным в пунктах В.3.1.8-В.3.1.13.
В.3.3 Образец МО-7
В.3.3.1 Заготовку образца изготавливают из стали У10А по ГОСТ 1435 в виде цилиндра длиной 250-300 мм, диаметром 25 мм. Допускается изготовление заготовки из стали У7 или У12.
В.3.3.2 Заготовку образца закаливают до твердости 60-63 HRC.
В.3.3.3 Цилиндрическую поверхность заготовки шлифуют. Параметр шероховатости поверхности не более 0,8 мкм по ГОСТ 2789.
В.3.3.4 На цилиндрическую поверхность заготовки электролитически наносят слой хрома толщиной 0,25-0,30 мм (по технологии пористого хромирования).
В.3.3.5 Цилиндрическую поверхность заготовки шлифуют на глубину 0,1 мм твердым абразивным кругом без охлаждения при поперечной подаче 0,03-0,05 мм на один двойной ход и продольной подаче 1-3 м/мин. При этом в хромовом покрытии и стальной основе заготовки образуются трещины.
В.3.3.6 Заготовку подвергают отпуску при температуре 160-180°С.
В.3.3.7 С поверхности заготовки электролитическим способом удаляют слой хрома.
В.3.3.8 Заготовку разрезают вдоль оси на две или четыре части, при этом получаются два или четыре образца со шлифованными трещинами.
В.3.3.9 На поверхности образцов выбирают зоны с трещинами, ширина которых близка минимальным размерам трещин, которые предполагается обнаруживать на контролируемой продукции, протяженностью примерно 40 мм. Выбранные зоны очерчивают электрокарандашом. Ширину трещин в зонах измеряют на металлографическом или измерительном микроскопе.
В.3.3.10 Образец маркируют и подвергают МПК. Индикаторный рисунок выявленных трещин фотографируют либо изготавливают дефектограмму образца другим способом, например, согласно приложению Г.
В.3.3.11 На образец составляют паспорт (свидетельство).
В.3.4 Образец МО-8
В.3.4.1 Образец представляет собой объект контроля или его часть с естественными трещинами или искусственными дефектами.
В.3.4.2 Для изготовления образца, представляющего собой объект контроля, подбирают объект из числа забракованных по наличию естественных дефектов либо забракованных по другим параметрам. При отсутствии на объекте естественных дефектов делают на нем искусственные дефекты в виде вставок или другим способом. Этот образец предназначен для оценки работоспособности магнитопорошковых дефектоскопов и магнитных индикаторов, а также для разработки и проверки правильности выполнения технологии контроля таких объектов.
В.3.4.3 На образец составляют паспорт (свидетельство).
В.3.4.4 Помимо образцов, указанных в данном приложении, могут применяться образцы других типов с естественными или искусственными дефектами.
Приложение Г
(справочное)
Технология изготовления дефектограмм
Г.1 Дефектограмму изготавливают в следующей последовательности:
- промывают образец чистым керосином, нефрасом или другим растворителем,
- намагничивают образец,
- наносят на образец тонкий слой трансформаторного масла или масла МК-8 и протирают сухой чистой ветошью,
- наносят на поверхность образца краскораспылителем небольшой слой (толщиной 5-10 мкм) белой или желтой нитрокраски либо краски-проявителя для цветной или люминесцентной дефектоскопии (через такой слой краски слегка видна поверхность образца),
- подсушивают слой краски в течение 10-15 мин,
- на образец наносят магнитную суспензию.
При использовании суспензии на водной основе образец высушивают выдержкой на воздухе. Следы керосино-масляной суспензии удаляют погружением образца в бензин.
Г.2 Для закрепления валиков магнитного порошка, осевшего над дефектами, на поверхность образца кратковременно, в течение (1-3) с, наносят из краскораспылителя тонкий слой нитрокраски. Подсушивают слой краски в течение 5-10 мин.
Г.3 На образец накладывают липкую ленту.
Г.4 Снимают с образца липкую ленту, на которой должен остаться слой краски и индикаторный рисунок (дефектограмма).
Г.5 Накладывают дефектограмму на лист белой бумаги, на которой указывают тип и номер образца и дату изготовления дефектограммы.
Г.6 Для удобства применения дефектограмму помещают между двумя скрепленными тонкими пластинами из органического стекла.
Приложение Д
(справочное)
Определение вязкости дисперсионной среды магнитной суспензии
Д.1 Вязкость дисперсионной среды суспензии на основе масла и масло-керосиновых смесей измеряют при их приготовлении и в процессе использования с периодичностью, указанной в НТД отрасли или предприятия.
Д.2 Кинематическую вязкость измеряют в соответствии с ГОСТ 33 вискозиметрами ВПЖ-1, ВПЖ-2, ВПЖ-4 или ВНЖ по ГОСТ 10028. Допускается применение других вискозиметров, имеющих такие же или лучшие характеристики. Вязкость измеряют после отстоя суспензии не менее 1 часа или фильтрации.
Д.3 На рабочих местах контроля допускается измерять условную вязкость дисперсионной среды суспензии визкозиметром типа ВЗ-246 по ГОСТ 9070 с диаметром сопла 2 мм или вискозиметром ВЗ-1 с диаметром сопла 2,5 мм. При этом фильтрация или длительный отстой суспензии не требуются. Магнитную суспензию наливают в резервуар вискозиметра до уровня остриев крючков, имеющихся на внутренней стенке резервуара, что соответствует объему 100 мл. Под сопло вискозиметра ставят чистую и сухую емкость объемом не менее 120 мл. Измеряют время (в секундах) непрерывного истечения жидкости через сопло вискозиметра. Время истечения жидкости умножают на поправочный коэффициент К, указанный на корпусе вискозиметра. Полученный результат принимают за условную вязкость дисперсионной среды магнитной суспензии. При необходимости ее переводят в кинематическую. График перевода условной вязкости в кинематическую при использовании вискозиметра ВЗ-1 приведен на рисунке Д.1. Кинематической вязкости 36·10 м
/с (36 сСт), указанной в стандарте, соответствует условная вязкость 92 с по вискозиметру ВЗ-1, а вязкости 10·10
м
/с (10 сСт) - 47 с.
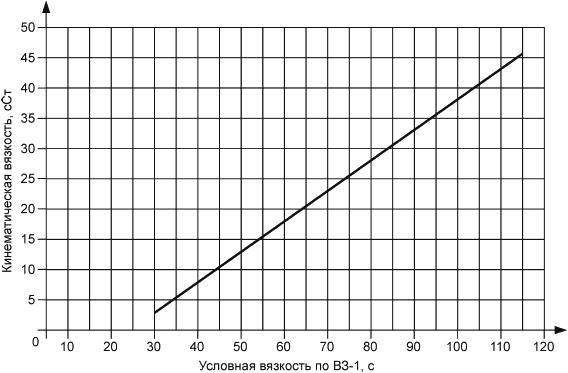
Рисунок Д.1 - График перевода условной вязкости дисперсионной среды магнитной суспензии, измеряемой вискозиметром ВЗ-1 с соплом диаметром 2,5 мм, в кинематическую вязкость
Приложение Е
(справочное)
Выбор способа контроля
Е.1 Способ контроля выбирают в зависимости от магнитных свойств материала проверяемого объекта. Для этого:
- определяют марку материала проверяемого объекта, используя техническую документацию на его изготовление;
- определяют значение коэрцитивной силы и остаточной индукции
материала объекта, используя соответствующие справочники по магнитным свойствам сталей;
- на графике (рисунок Е.1) по оси абсцисс откладывают значение коэрцитивной силы , а по оси ординат - значение остаточной индукции
материала объекта контроля.
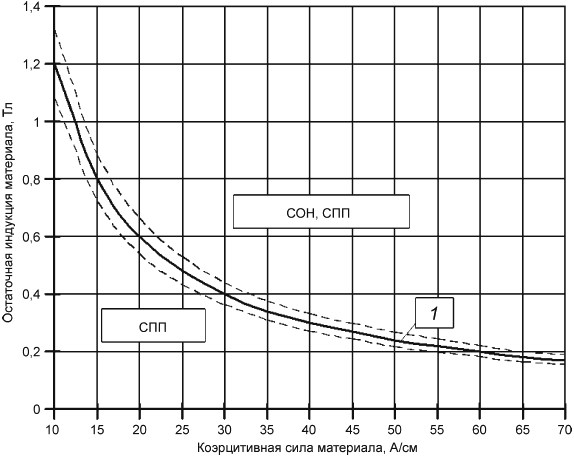
Кривая 1 - геометрическое место точек равной удельной магнитной энергии материала с границами допуска в пределах ±10%
Рисунок Е.1 - График для выбора способа магнитопорошкового контроля
Е.2 Исходя из положения точки с координатами и
на графике, делают заключение о возможности применения того или иного способа контроля, руководствуясь следующим:
- если на графике точка (,
) расположена выше или на кривой, то возможен контроль объекта как СОН, так и СПП;
- если точка (,
) расположена ниже кривой, то рекомендуется проводить контроль только СПП.
Приложение Ж
(справочное)
Виды, способы и схемы намагничивания
Примеры видов, способов и схем намагничивания приведены в таблице Ж.1.
Таблица Ж.1
Вид намагничивания | Способ намагничивания | Схема намагничивания и расположение выявляемых дефектов | Формулы для определения намагничивающего тока |
Циркулярное (Ц) | Пропусканием тока по объекту (ЦО) |
1 - продольные дефекты; 2 - радиальные дефекты; 3 - контактный диск; 4 - объект; 5 - проводник; |
где |
Пропусканием тока по центральному проводнику (ЦП) |
1, 2, 3 - дефекты; 4 - объект, 5 - проводник; |
где | |
Пропусканием тока по участку объекта (ЦЭ) |
1 - дефекты, 2 - объект, 3 - электроконтакты, 4 - зона контроля, | Приближенно силу переменного, постоянного и выпрямленного тока, пропускаемого по объекту с помощью электроконтактов, определяют по формуле:
При использовании импульсного тока его силу определяют по графику. С учетом требуемой напряженности магнитного поля ток определяют по формуле:
В формулах: | |
Циркулярное (Ц) | С применением тороидальной обмотки (ЦТ) |
1, 2, 4 - дефекты, 3 - обмотка, 5 - объект, 6 - средняя линия тороида, | При |
Индуцированном тока в объекте (ЦИ) |
1 - объект контроля; 2 - электромагнит; 3 - обмотка. Стрелками показаны обнаруживаемые трещины | - | |
Полюсное (П) | Полюсное в соленоиде (ПС) |
1 - соленоид; |
где
где |
Полюсное (П) | Намагничивание в электромагните постоянного тока (ПЭ) |
1 - объект контроля; 2 - трещины; 3 - магнитопровод; 4 - обмотка; 5 - полюсные передвижные пластины; 6 - клеммы для подключения источника постоянного тока | - |
Намагничивание в электромагните переменного тока (ПЭ) |
1 - объект контроля; 2 - трещины; 3 - подвижные полюсы; 4 - магнитопровод; 5 - обмотка; 6 - клеммы для подключения источника переменного тока | - | |
Намагничивание переносным электромагнитом (ПЭ) |
1 - объект контроля; 2 - полюсный наконечник; 3 - магнитопровод; 4 - катушки; 5 - трещины | - | |
Полюсное (П) | Намагничивание устройством на постоянных магнитах (ПМ) |
1 - объект контроля; 2 - трещины; 3 - магнитопровод; 4 - блоки на постоянных магнитах | - |
Комбинированное (циркулярное и полюсное) (К-Ц, П) | Пропусканием токов по объекту и по обмотке соленоида (ЦО, ПС) |
1 - объект; 2 - соленоид; 3, 4 - продольные и поперечные трещины; 5 - контактный диск; | - |
Комбинированное (К) | Пропусканием тока по объекту и при помощи электромагнита (ЦО, ПЭ) |
| - |
Пропусканием тока по объекту и при помощи соленоида (ЦО, ПС) |
| - | |
Комбинированное (К) | Пропусканием по объекту двух токов во взаимно перпендикулярных направлениях (ЦО, ЦО) |
| - |
Индуцированном тока в объекте и пропусканием тока по проводнику, помещенному в сквозное отверстие в объекте (ЦИ, ЦП) |
| - |
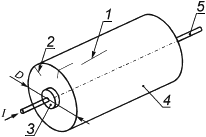
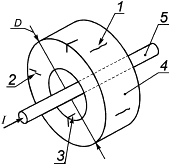
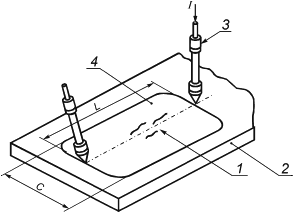
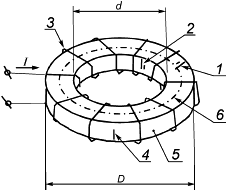
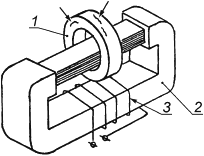
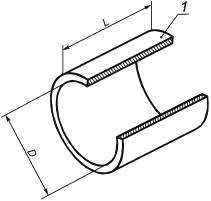
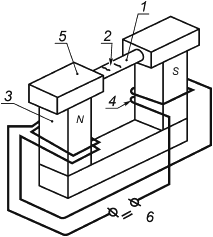
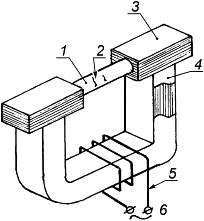
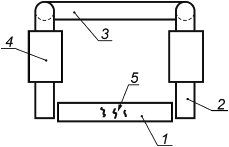
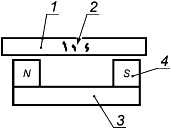
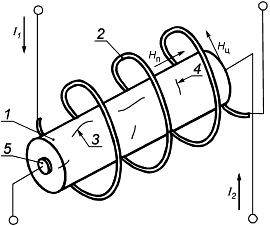
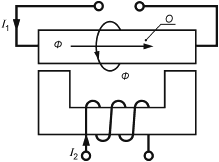

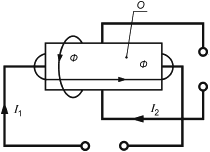
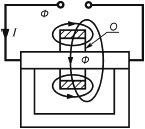
Примечания
1 При комбинированном намагничивании намагничивающий ток для циркулярного и полюсного намагничивания определяют по вышеприведенным формулам.
2 Допускается устанавливать режим намагничивания экспериментально на образцах-деталях с дефектами.
3 Помимо указанных в таблице используют схемы намагничивания с помощью комплектов на постоянных магнитах, электромагнитов, а также других средств индукционного и комбинированного намагничивания.
Приложение И
(справочное)
Определение требуемой напряженности приложенного магнитного поля
И.1 Для определения напряженности магнитного поля при контроле объектов СПП:
- определяют марку материала проверяемого объекта, используя техническую документацию на его изготовление;
- определяют значение коэрцитивной силы материала объекта по соответствующим справочникам по магнитным свойствам сталей;
- по графикам 1 и 2 (рисунок И.1 или рисунок И.2) или по формулам (9, 10) для значения определяют максимальное значение
и минимальное
;
- выбирают значение напряженности приложенного поля, находящееся в диапазоне от до
, исходя из конкретных условий, задач контроля и особенностей проверяемого объекта.
В обоснованных случаях допускается снижать или увеличивать напряженность магнитного поля, определенную по графикам.
И.2 При контроле объектов сложной формы, при наличии осаждении порошка на ложных дефектах, при выявлении текстуры материала и в других случаях уточняют выбранное значение напряженности приложенного магнитного поля применительно к конкретному объекту контроля, руководствуясь отраслевой НТД.
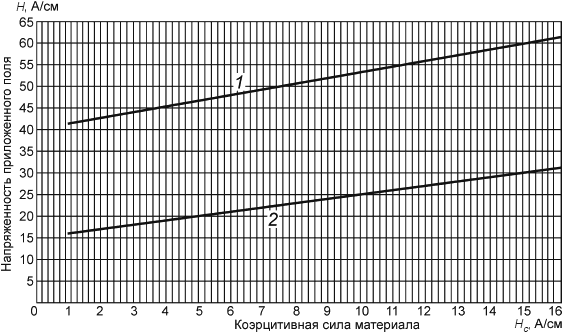
1 - максимальное значение напряженности поля;
2 - минимальное значение напряженности поля
Рисунок И.1 - График для определения напряженности приложенного магнитного поля с учетом коэрцитивной силы материала (при <16 А/см)
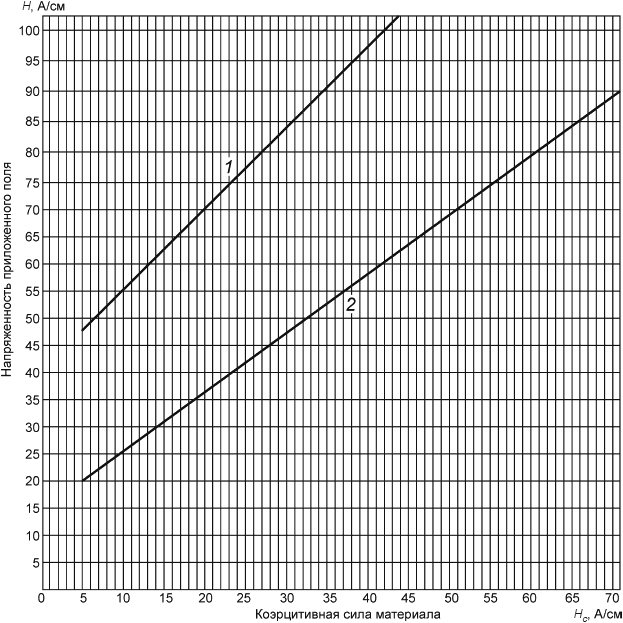
1 - максимальное значение напряженности поля;
2 - минимальное значение напряженности поля
Рисунок И.2 - График для определения напряженности приложенного магнитного поля с учетом коэрцитивной силы материала (10 А/см)
Приложение К
(справочное)
Примеры магнитопорошкового контроля сварных соединений
К.1 Общие положения
К.1.1 Сварные швы изделий различного назначения контролируют магнитопорошковым методом с применением электроконтактов, электромагнитов, устройств на постоянных магнитах, соленоидов или гибких кабелей. Для намагничивания проверяемых объектов используют магнитные поля переменного, постоянного, импульсного и выпрямленных токов. В зависимости от магнитных свойств материала проверяемого объекта контроль сварных швов проводят способом приложенного поля (СПП) или способом остаточной намагниченности (СОН).
К.1.2 При МПК швов намагничивается лишь ограниченный участок объекта, который называют контролируемым участком (КУ). Размеры этого участка зависят от типа намагничивающего устройства и силы тока (напряженности магнитного поля). Ток намагничивания определяют по экспериментальным формулам и графикам, по формулам электротехники либо по контрольным образцам, представляющим собой объект контроля или его часть с естественными или искусственными дефектами.
К.1.3 Магнитопорошковый контроль стыковых, нахлесточных, тавровых и угловых сварных швов, как односторонних, в том числе с отбортовкой кромок, так и двусторонних, проводят аналогично далее приведенным примерам (при наличии доступа к швам). Стыковые швы с подкладкой проверяют только с одной стороны, где нет подкладки.
К.1.4 При необходимости проверенные сварные соединения размагничивают по участкам в том же порядке, как выполняли их контроль. Для размагничивания сварного соединения полюсные наконечники электромагнита устанавливают на КУ как при намагничивании, включают электропитание электромагнита и медленно удаляют его от поверхности шва на расстояние 50-60 см.
К.2 Контроль сварных соединений с применением электроконтактов
К.2.1 Контролируемый участок, режимы намагничивания
При использовании электроконтактов выявляются дефекты, плоскости которых направлены вдоль линии, соединяющей точки установки электроконтактов. На рисунке К.1 показано расположение электроконтактов 1а-1б при обнаружении дефектов, располагающихся поперек направления сварного шва. Контролируемый участок КУ обведен штриховой линией. Длина контролируемого участка зависит от расстояния
между точками установки электроконтактов. Расстояние между электроконтактами принимают равным в пределах 50-200 мм. Прилегающие к электроконтактам зоны
, ширина которых примерно равна 20 мм, являются зонами невыявляемости дефектов. Длина КУ равна:
![]() .
.
Ширина контролируемого участка при использовании постоянного, выпрямленного и импульсного токов равна:
![]() ,
,
а при использовании переменного тока:
![]() .
.
Для обнаружения дефектов, распространяющихся вдоль сварного шва, электроконтакты устанавливают на сварной шов или рядом с ним так, чтобы линия, соединяющая точки установки электроконтактов, располагалась примерно вдоль шва. При контроле протяженного шва электроконтакты попарно переставляют вдоль шва так, чтобы зоны контроля перекрывались не менее чем на 20 мм (рисунок К.2).
Силу тока, пропускаемого по объекту с помощью электроконтактов, при намагничивании переменным, постоянным и выпрямленным токами определяют по формулам, приведенным в приложении Ж. При использовании импульсного тока его силу определяют по графику (рисунок К.3).
К.2.2 Контроль сварного шва импульсным током с применением электроконтактов
Для выявления продольных дефектов при намагничивании импульсным током при контроле СПП по участку сварного шва пропускают ток с одновременным нанесением магнитной суспензии. Осмотр шва с целью обнаружения дефектов проводят после выключения тока. При контроле СОН сначала намагничивают по участкам весь сварной шов (рисунок К.2), затем наносят на него суспензию и осматривают. Электроконтакты переставляют, чередуя их между собой.
При намагничивании электроконтакты устанавливают рядом со сварным швом, т.е. вне зоны контроля, так как участки радиусом 3-5 мм вокруг точек установки электроконтактов намагничиваются неэффективно и дефекты на них не выявляются.
Для выявления поперечных дефектов электроконтакты устанавливают по обе стороны от сварного шва. Сначала намагничивают первый участок, наносят суспензию и осматривают. Затем в таком же порядке проверяют все другие участки шва.
К.2.3 Контроль сварного соединения внахлестку для выявления продольных дефектов в шве и в околошовной зоне
Схема перестановки электроконтактов для выявления продольных дефектов на сварном шве и околошовных зонах показана на рисунке К.4. Контроль ведется по трем участкам. Сначала устанавливают электроконтакты в положение 1а-1б для контроля первого участка - левой околошовной зоны. После намагничивания, нанесения суспензии и осмотра устанавливают электроконтакты на сварной шов в положение 2а-2б и проводят его контроль. Затем электроконтакты устанавливают на третий участок, на правую околошовную зону в положение 3а-3б, и проводят ее контроль.
К.2.4 Контроль сварного соединения внахлестку для выявления поперечных трещин в сварном шве и в околошовных зонах
Контроль сварного соединения внахлестку проводят по участкам. Сварной шов и околошовные зоны предварительно размечают на участки. На рисунке К.5 показано положение электроконтактов на трех участках. Сначала проверяют первый КУ. Для этого электроконтакты устанавливают в положение 1а-1б, пропускают ток, наносят суспензию и осматривают этот КУ. Затем проводят контроль второго КУ. Для этого устанавливают электроконтакты в положение 2а-2б, пропускают ток, наносят суспензию и осматривают КУ. После этого в аналогичном порядке проверяют третий и другие КУ.
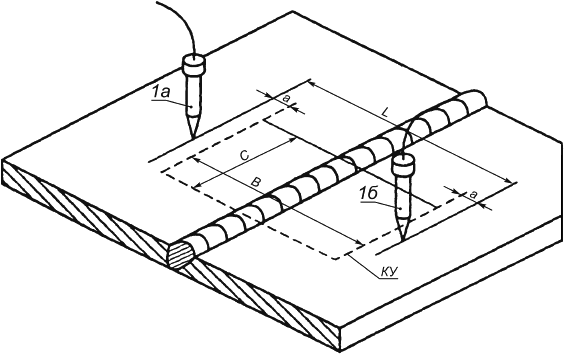
- зоны невыявляемости дефектов (
![]() мм); 1а, 1б - электроконтакты;
мм); 1а, 1б - электроконтакты; - расстояние между точками установки электроконтактов; КУ - контролируемый участок (обведен штриховой линией)
Рисунок К.1 - Схема расположения контролируемого участка КУ длиной шириной
при контроле сварного шва с применением электроконтактов с целью обнаружения поперечных трещин
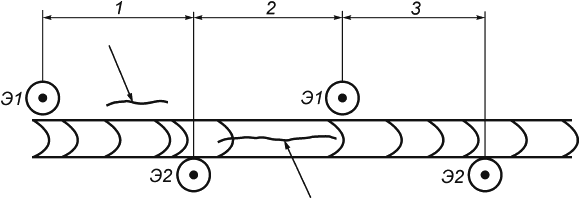
1, 2, 3 - намагничиваемые участки; Э1, Э2 - места установки электроконтактов
Рисунок К.2 - Схема намагничивания по участкам при контроле сварного шва большой протяженности импульсным током для выявления продольных трещин (указаны стрелками)
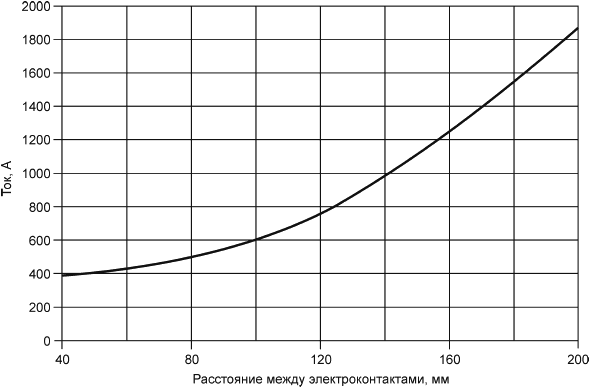
Рисунок К.3 - График зависимости импульсного тока от расстояния между электроконтактами
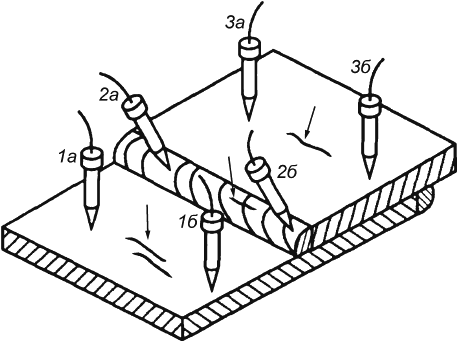
1a-1б, 2a-2б, 3а-3б - положения электроконтактов на участках контроля
Рисунок К.4 - Схема расположения электроконтактов для обнаружения продольных трещин (показаны стрелками) на сварном шве и в околошовных зонах сварного соединения внахлест
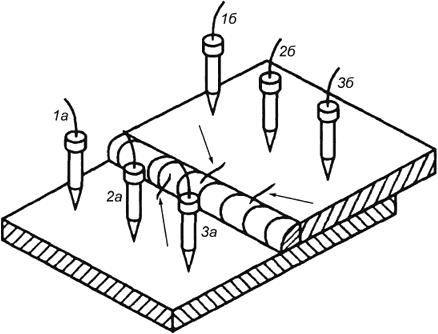
1a-1б, 2a-2б, 3а-3б - положения электроконтактов на участках контроля
Рисунок К.5 - Схема расположения электроконтактов при обнаружении поперечных трещин (показаны стрелками) на сварном шве и в околошовных зонах сварного соединения внахлест
К.2.5 Контроль протяженных сварных швов перекрестной перестановкой электроконтактов для выявления разноориентированных дефектов
Для выявления разноориентированных дефектов сварной шов проверяют дважды:
а) пропусканием тока вдоль сварного шва для выявления продольных дефектов;
б) пропусканием тока в направлении, перпендикулярном сварному шву, для выявления поперечных дефектов.
Для выявления разноориентированных дефектов применяют также другой способ, при котором каждый контролируемый участок проверяют дважды, намагничивая его в двух направлениях. К проверке последующего участка приступают после контроля предыдущего. Схема установки электроконтактов, расположение КУ, их размеры при таком способе показаны на рисунке К.6. Первый участок проверяют в таком порядке: устанавливают электроконтакты в положение 1а-1б, намагничивают, наносят суспензию, КУ осматривают с целью обнаружения дефектов. Затем электроконтакты устанавливают в положение 2а-2б, намагничивают, наносят суспензию и снова осматривают. Аналогично проверяют другие участки сварного шва.
К.3 Контроль сварных швов с применением электромагнитов
К.3.1 Контролируемый участок при проверке сварного шва с применением электромагнита
Схема положения электромагнита при контроле сварного шва с целью обнаружения продольных трещин показана на рисунке К.7. Полюсные наконечники электромагнита устанавливают примерно симметрично относительно сварного шва. Зоны , прилегающие к полюсным наконечникам шириной 20 мм, являются зонами невыявляемости дефектов.
Длина контролируемого участка определяется расстоянием между полюсными наконечниками и размером зон невыявляемости, т.е.:
![]() .
.
Ширина контролируемого участка равна:
![]() .
.
При использовании электромагнита, питаемого постоянным или выпрямленным током, контроль выполняют СПП. Контроль объектов с применением электромагнита переменного тока проводят СПП или СОН. При установке электромагнита на проверяемый участок требуется обеспечивать хорошее прилегание полюсных наконечников к проверяемому участку, т.е. создавать хороший магнитный контакт.
К.3.2 Контроль сварных швов нахлестночного соединения с применением электромагнита для выявления продольных и поперечных дефектов
Для выявления продольных дефектов на сварном шве и в околошовных зонах сварной шов контролируют по участкам (рисунок К.8а). Полюсные наконечники электромагнита устанавливают по обе стороны сварного шва. Для контроля первого КУ наконечники устанавливают в положение 1а-1б. При контроле СПП включают ток в электромагните, наносят магнитную суспензию и, не выключая ток, осматривают КУ.
При контроле СОН (если используется электромагнит переменного тока) после установки полюсных наконечников в положение 1а-1б включают и выключают ток. Затем в зону КУ наносят магнитную суспензию и ее осматривают.
Аналогично проверяют другие контролируемые участки, устанавливая электромагнит полюсными наконечниками в положение 2а-2б, 3а-3б.
Для обнаружения поперечных трещин полюсы электромагнита могут устанавливаться рядом со сварным швом по его разные стороны (рисунок К.8 б). Это особенно желательно, если трудно обеспечить хороший магнитный контакт полюсного наконечника со сварным швом.
К.3.3 Контроль протяженного сварного шва с применением электромагнита постоянного тока для обнаружения поперечных трещин
Контроль протяженного сварного шва с применением электромагнита, питаемого постоянным или выпрямленным током, для обнаружения поперечных трещин проводят способом приложенного магнитного поля по участкам (рисунок К.9). Электромагнит переставляют по сварному шву без чередования полюсов. Для обеспечения перекрытия соседних участков расстояние между местами установки полюсов 2а-1б должно быть не менее 20 мм.
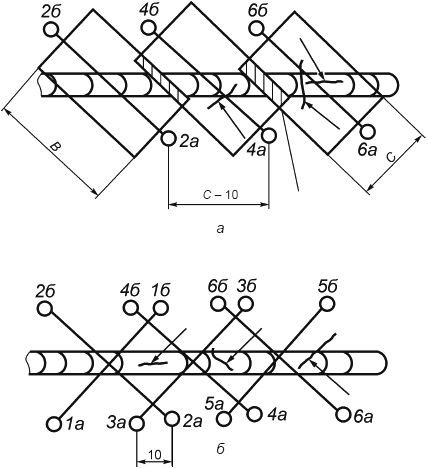
а - схема параллельной перестановки электроконтактов и участков контроля;
б - схема перекрестной перестановки электроконтактов на сварном шве;
1а-1б, ..., 6а-6б - места установки электроконтактов; ,
- ширина и длина контролируемого участка
Рисунок К.6 - Схемы последовательной установки электроконтактов на протяженном сварном шве для выявления разноориентированных трещин (указаны стрелками) на сварном шве и в околошовных зонах

1 - полюсные наконечники; ,
- длина и ширина контролируемого участка; а - зона невыявляемости дефектов;
- расстояние между полюсными наконечниками
Рисунок К.7 - Схема расположения контролируемого участка при контроле сварного шва с применением электромагнита с целью обнаружения продольных трещин
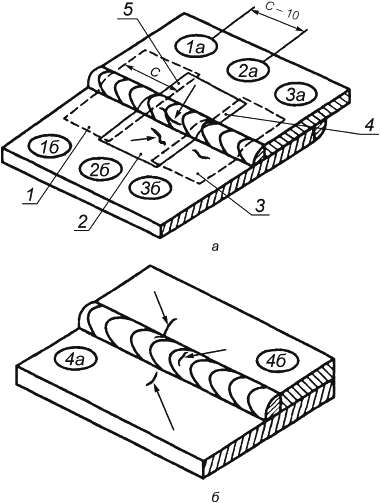
а - расположение полюсов для выявления продольных трещин; б - то же для выявления поперечных трещин; 1а-1б, 2а-2б, 3а-3б, 4а-4б - места установки полюсных наконечников электромагнита; 1, 2, 3 - контролируемые участки; 4, 5 - зоны перекрытия; - ширина контролируемого участка
Рисунок К.8 - Расположение полюсов электромагнита для обнаружения трещин на сварном шве и в околошовных зонах сварного соединения внахлестку

1а-1б, 2а-2б, ..., -
,
- места установки полюсных наконечников электромагнита;
- расстояние между местами установки полюсных наконечников
Рисунок К.9 - Схема перестановки полюсных наконечников электромагнита постоянного тока при контроле протяженного сварного шва для обнаружения поперечных трещин (показаны стрелками)
К.3.4 Контроль протяженного сварного шва с применением электромагнита постоянного тока для обнаружения разнонаправленных трещин
Контроль проводят СПП по участкам, каждый из которых проверяют дважды (рисунок К.10 а): сначала устанавливают полюсные наконечники в положение 1а-1б, намагничивают, наносят магнитную суспензию и осматривают КУ. Затем электромагнит устанавливают в положение 2а-2б и проводят полный цикл магнитного контроля. При этом обнаруживаются разнонаправленные трещины.
Далее проводят контроль при установке электромагнита в положения полюсных наконечников 3а-3б, 4а-4б, -
, (
) - (
). Расположение полюсных наконечников и контролируемых участков показано на рисунке К.10 б.
На этом рисунке - ширина контролируемого участка. Зона невыявляемости дефектов примерно равна 20 мм. Расстояние между полюсными наконечниками соседних участков равно
![]() мм.
мм.
К.4 Контроль стыкового сварного шва на трубчатой конструкции с применением соленоида (обмотки кабеля)
Для контроля стыкового сварного шва на трубчатой конструкции кабель наматывают по обе стороны от шва (рисунок К.11). Для намагничивания зоны контроля рекомендуется обеспечивать примерно 10000-12000 ампер-витков при контроле СОН и 8000-10000 ампер-витков при контроле СПП. Зоны 4 и 5, примыкающие к виткам соленоида, являются зонами невыявляемости дефектов. При таком способе намагничивания на сварном шве выявляются продольные трещины.
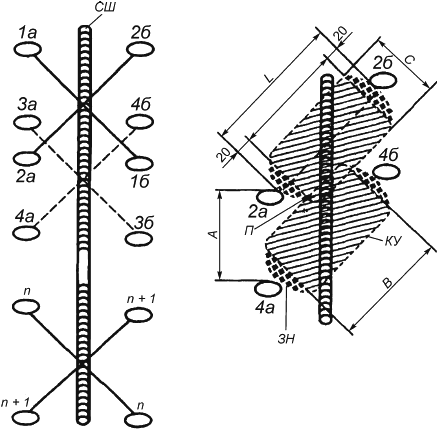
а - положение полюсных наконечников; б - положение участков контроля КУ; - расстояние между полюсными наконечниками;
- расстояние между местами установки полюсных наконечников; ЗН - зоны невыявляемости дефектов; КУ - контролируемые участки (заштрихованы); П - зоны перекрытия КУ; СШ - сварной шов;
,
- ширина и длина контролируемого участка
Рисунок К.10 - Схемы последовательной установки полюсных наконечников электромагнита постоянного тока при контроле сварного шва по участкам для обнаружения разнонаправленных трещин
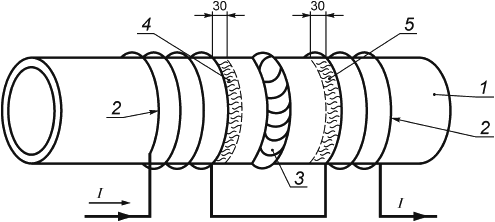
1 - трубчатая конструкция; 2 - обмотка кабеля; 3 - сварной шов; 4, 5 - зоны невыявляемости трещин; - намагничивающий ток в обмотке соленоида
Рисунок К.11 - Контроль стыкового сварного шва на трубчатой конструкции с применением обмотки кабелем
Библиография
[1] Рекомендация МИ 2267-2000 | Государственная система обеспечения единства измерений. Обеспечение эффективности измерений при управлении технологическими процессами. Метрологическая экспертиза технической документации |
[2] Рекомендация МИ 2377-96* | Государственная система обеспечения единства измерений. Разработка и аттестация методик выполнения измерений |
________________ * Вероятно, ошибка оригинала. Следует читать: МИ 2377-98. - . | |
[3] Правила ПР 50.2.016-94 | Государственная система обеспечения единства измерений. Российская система калибровки. Требования к выполнению калибровочных работ |
[4] Межгосударственные строительные нормы и правила СНиП 23-05-95 | Естественное и искусственное освещение |
[5] Строительные нормы и правила СНиП 12-03-99 | Безопасность труда в промышленности. Часть I. Общие требования |
[6] Строительные нормы и правила СНиП 12-04-2002 | Безопасность труда в промышленности. Часть II. Строительное производство |
[7] Санитарные правила и нормативы СанПиН 2.2.4.1191-03 | Электромагнитные поля в производственных условиях. Санитарно-эпидемиологические правила и нормативы |
[8] Правила | Правила технической эксплуатации электроустановок потребителей |
[9] Межотраслевые правила ПОТ РМ-016-2001. | Межотраслевые правила по охране труда (правила безопасности) при эксплуатации электроустановок |
УДК 620.179.141: 006.354 | ОКС 17.220.99; 77.040.20 | |
Ключевые слова: контроль неразрушающий, магнитопорошковый метод, объект контроля, требования к аппаратуре, дефектоскоп, дефектоскопические материалы, магнитный порошок, суспензия, намагничивание, осмотр контролируемой поверхности, обнаружение дефектов, требования безопасности | ||
Электронный текст документа
и сверен по:
, 2016
{kind=link}