ГОСТ ISO 4759-1-2015
Группа Г30
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Изделия крепежные
ДОПУСКИ
Часть 1
Болты, винты, шпильки и гайки. Классы точности А, В и С
Fasteners. Tolerances. Part 1. Bolts, screws, studs and nuts. Product grades А, В and С
МКС 21.060.10
Дата введения 2018-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" ("ВНИИНМАШ") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 229 "Крепежные изделия"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 сентября 2015 г. N 80-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Грузия | GE | Грузстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркмения | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
(Поправка. ИУС N 1-2021).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 29 июня 2016 г. N 735-ст межгосударственный стандарт ГОСТ ISO 4759-1-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2018 г.
5 Настоящий стандарт является идентичным по отношению к международному стандарту ISO 4759-1:2000* "Изделия крепежные. Допуски. Часть 1. Болты, винты, шпильки и гайки. Классы точности А, В и С" ("Tolerances for fasteners - Part 1: Bolts, screws, studs and nuts - Product grades А, В and C", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан подкомитетом ISO/ТС 2/ SC 7 "Ссылочные стандарты для крепежных изделий" технического комитета по стандартизации ISO/TC 2 "Крепежные изделия" Международной организации по стандартизации (ISO).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для увязки с наименованиями, принятыми в существующем комплексе межгосударственных стандартов.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты" (по состоянию на 1 января текущего года), а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
ВНЕСЕНА поправка, опубликованная в ИУС N 1, 2021 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт устанавливает допуски для болтов, винтов, шпилек и гаек с метрической резьбой ISO классов точности А, В и С, а также для самонарезающих винтов класса точности А.
Примечание - Класс точности изделия определяется величиной допусков, при этом класс А является наиболее точным, а класс С - наименее точным.
Допуски, за исключением допусков на резьбу, выбираются из допусков и посадок по системе ISO, установленной в ISO 286-1 и ISO 286-2. Допуски на метрическую резьбу выбираются из серии полей допусков, установленных в ISO 965-3. Допуски на резьбу самонарезающих винтов приведены в ISO 1478.
Допуски формы и расположения поверхностей устанавливаются и указываются в соответствии с ISO 1101, ISO 8015 и ISO 2692.
Допуски, установленные в настоящем стандарте, применяются к крепежным изделиям до нанесения на них покрытия, если не оговорено иное. См. также ISO 4042.
Отступления от допусков, установленных в настоящем стандарте, допускаются в стандартах на изделия только в обоснованных случаях. Если имеет место расхождение между требованиями к допускам настоящего стандарта и стандарта на изделие, предпочтение отдается стандарту на изделие.
Рекомендуется использовать эти допуски также для нестандартных крепежных изделий.
Размеры и допуски, установленные в настоящем стандарте, указаны в миллиметрах.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные документы*. Для датированных ссылок применяют только указанное издание ссылочного документа. Для недатированных ссылок применяют последнее издание ссылочного документа (включая все его изменения).
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 225:1983, Fasteners - Bolts, screws, studs and nuts - Symbols and designations of dimensions (Изделия крепежные. Болты, винты, шпильки и гайки. Символы и обозначения размеров)
ISO 286-1:1988, ISO system of limits and fits - Part 1: Bases of tolerances, deviations and fits (Допуски и посадки по системе ISO. Часть 1. Основные допуски, отклонения и посадки)
_______________
Стандарт заменен на ISO 286-1:2010. Однако для однозначного соблюдения требования настоящего стандарта, выраженного в датированной ссылке, рекомендуется использовать только указанное в этой ссылке издание.
ISO 286-2:1988, ISO system of limits and fits - Part 2: Tables of standard grades and limit deviations for holes and shafts (Допуски и посадки по системе ISO. Часть 2. Таблицы классов стандартных допусков и предельных отклонений на размеры отверстий и валов)
_______________
Стандарт заменен на ISO 286-2:2010. Однако для однозначного соблюдения требования настоящего стандарта, выраженного в датированной ссылке, рекомендуется использовать только указанное в этой ссылке издание.
ISO 885:2000, General purpose bolts and screws - Metric series - Radii under the head (Болты и винты общего назначения. Метрическая серия. Радиусы под головкой)
ISO 965-3:1998, ISO general purpose metric screw threads - Tolerances - Part 3: Deviations for constructional screw threads (Резьбы метрические ISO общего назначения. Допуски. Часть 3. Отклонения для конструкционных резьб)
ISO 1101:2000 Geometrical Product Specifications (GPS) - Geometrical tolerancing - Tolerances of form, orientation, location and run-out (Геометрические характеристики изделий. Установление геометрических допусков. Допуски формы, ориентации, расположения и биения)
ISO 1478:1999, Tapping screws thread (Резьба самонарезающих винтов)
ISO 1479:1983, Hexagon head tapping screws (Винты самонарезающие с шестигранной головкой)
ISO 2692:1988 Technical drawings - Geometrical tolerancing - Maximum material principle.) (Чертежи технические - Допуски на геометрические параметры - Принцип максимума материала)
_______________
Стандарт заменен на ISO 2692:2014. Однако для однозначного соблюдения требования настоящего стандарта, выраженного в датированной ссылке, рекомендуется использовать только указанное в этой ссылке издание.
ISO 4032:1999, Hexagon nuts, style 1 - Product grades A and В (Гайки шестигранные типа 1. Классы точности А и В)
_______________
Стандарт заменен на ISO 4032:2012. Однако для однозначного соблюдения требования настоящего стандарта, выраженного в датированной ссылке, рекомендуется использовать только указанное в этой ссылке издание.
ISO 4042:1999, Fasteners - Electroplated coatings (Изделия крепежные. Электролитические покрытия)
ISO 4757:1983, Cross recesses for screws (Шлицы крестообразные для винтов)
ISO 7053:1992, Hexagon washer head tapping screws (Винты самонарезающие с шестигранной головкой и буртиком)
ISO 7721:1983, Countersunk head screws - Head configuration and gauging (Винты с потайной головкой. Конфигурация головки и проверка размеров)
ISO 8015:1985, Technical drawings - Fundamental tolerancing principle (Чертежи технические. Основные принципы нанесения допусков)
_______________
Стандарт заменен на ISO 8015:2011. Однако для однозначного соблюдения требования настоящего стандарта, выраженного в датированной ссылке, рекомендуется использовать только указанное в этой ссылке издание.
ISO 10509:1992, Hexagon flange head tapping screws (Винты самонарезающие с шестигранной головкой и фланцем)
ISO 10642:1997, Hexagon socket countersunk head screws (Винты с потайной головкой и шестигранным углублением)
ISO 10664:1999, Hexalobular internal driving feature for bolts and screws (Углубление звездообразное для болтов и винтов)
3 Допуски метрических болтов, винтов и шпилек
3.1 Допуски размеров
Примечание - Символы и обозначения размеров - по ISO 225.
Элемент | Допуск для изделий классов точности | Примечания | ||||
А | В | С | ||||
3.1.1 Уровень точности | ||||||
Стержень, резьба и опорная поверхность | Точный | Точный | Грубый | |||
Другие элементы | Точный | Грубый | Грубый | |||
3.1.2 Наружная резьба | 6g | 6g | 8g | Для некоторых изделий и покрытий в соответствующих стандартах на изделия и покрытия допускается устанавливать другие поля допусков на резьбу | ||
3.1.3 Элементы приводов | ||||||
3.1.3.1 Наружные | ||||||
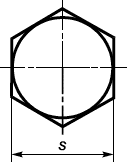
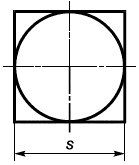
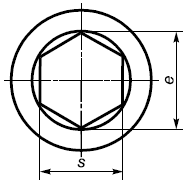
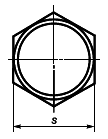
3.1.3.1.1 Размер под ключ | ||||||
Рисунок 1 | ||||||
| Допуск | Допуск | ||||
|
| h13 |
| h14 | ||
>30 | h14 | >18 | h15 | |||
>60 | h16 | |||||
>180 | h17 | |||||
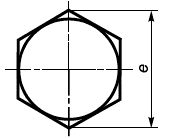
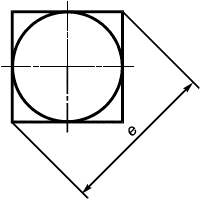
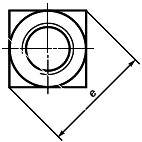
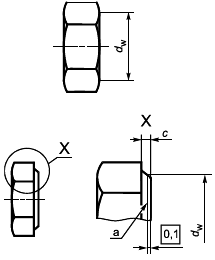
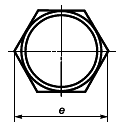
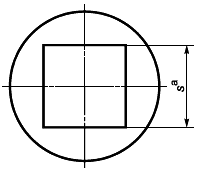
3.1.3.1.2 Диаметр описанной окружности | ||||||
Рисунок 3 |
| |||||
|
| |||||
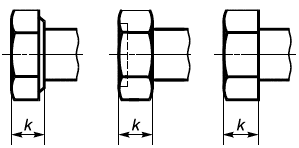
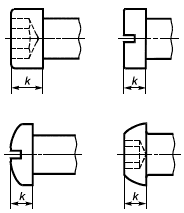
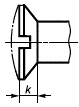
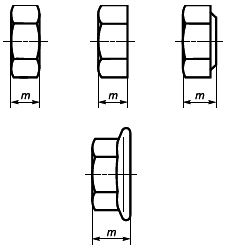
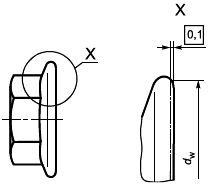
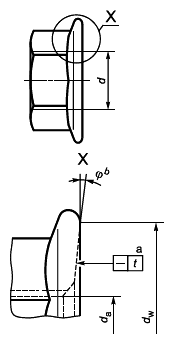
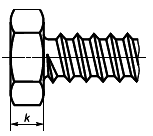
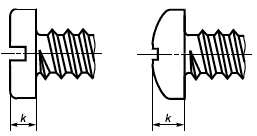
3.1.3.1.3 Высота головки | ||||||
|
|
| Допуск | |||
| <10 |
| ||||
|
| |||||
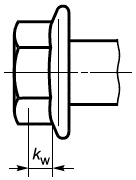
Рисунок 6 | Для болтов и винтов с шестигранной головкой с фланцем значение | |||||
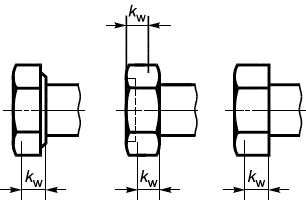
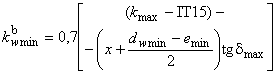
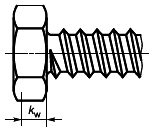
3.1.3.1.4 Высота головки под ключ
Рисунок 7 |
|
| ||||
Рисунок 8 |
| |||||

 ,
,
Продолжение табл.
Элемент | Допуск для изделий классов точности | Примечания | |||
А | В | С | |||
3.1.3.2 Внутренние |
| - | - | ||
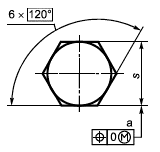
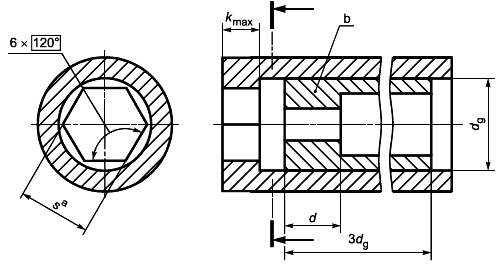
3.1.3.2.1 Шестигранные углубления | |||||
Допуск | |||||
| 0,7 | EF8 | |||
| 0,9 |
| |||
1,3 | K9 | ||||
1,5 | D11 | ||||
2 | |||||
2,5 | |||||
3 | |||||
4 | Е11 | ||||
5 | |||||
6 | |||||
8 | |||||
10 | Е12 | ||||
12 | |||||
14 | |||||
>14 | D12 | ||||
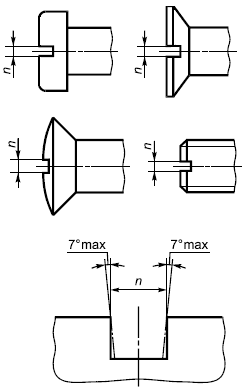
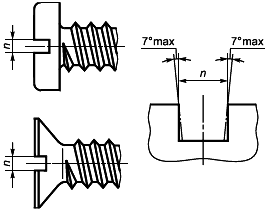
3.1.3.2.2 Шлицы | Допуск | - | - | Поля допусков: | |
|
| +0,20 | |||
| >1 | +0,31 | |||
>3 | +0,37 | ||||
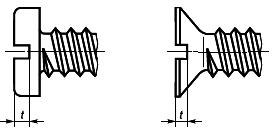
3.1.3.2.3 Глубина шестигранных углублений и шлицев
Рисунок 11 | Глубину шестигранных углублений и шлицев устанавливают в стандартах на изделия только как минимальную глубину. Она ограничивается минимальной толщиной основания | - | - | В настоящее время в большинстве случаев подходящие допуски не могут быть установлены | |
3.1.3.2.4 Крестообразные шлицы | Допуски всех размеров, за исключением глубины шлица, установлены в ISO 4757. Глубина шлица установлена в стандартах на конкретные изделия | ||||
3.1.3.2.5 Звездообразные углубления | Допуски всех размеров, за исключением глубины, установлены в ISO 10664. Глубина установлена в стандартах на конкретные изделия | ||||
3.1.4 Другие элементы |
| ||||
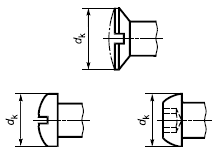
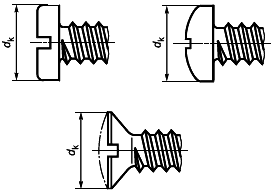
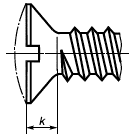
3.1.4.1 Диаметр головки
Рисунок 12 | h13 | - | - | ||
Рисунок 13 | h14 | - | - | Комплексный контроль диаметра и высоты потайных головок винтов - в соответствии с ISO 7721 или ISO 10642 | |
Продолжение табл.
Элемент | Допуск для изделий классов точности | Примечания | |||||||||||
А | В | С | |||||||||||
3.1.4.2 Высота головки (за исключением шестигранных головок)
Рисунок 14 | h13, если | - | - | ||||||||||
Рисунок 15 | Для винтов с потайной головкой значение | Комплексный контроль диаметра и высоты потайных головок винтов - в соответствии с ISO 7721 или ISO 10642 | |||||||||||
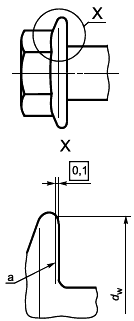
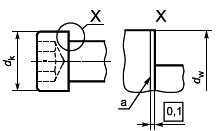
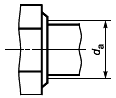
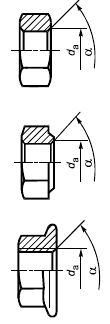
3.1.4.3 Диаметр опорной поверхности и высота опорной шайбы |
| Для изделий класса С наличие опорной шайбы необязательно | |||||||||||
| Диаметр резьбы, мм | ||||||||||||
_______________ | Не менее | Не более | |||||||||||
От | 1,6 | до | 2,5 | включ. | 0,10 | 0,25 | |||||||
Рисунок 16 | Св. | 2,5 | " | 4 | " | 0,15 | 0,40 | ||||||
" | 4 | " | 6 | " | 0,15 | 0,50 | |||||||
" | 6 | " | 14 | " | 0,15 | 0,60 | |||||||
" | 14 | " | 36 | " | 0,20 | 0,80 | |||||||
" | 36 | 0,30 | 1,0 | ||||||||||
_______________ Рисунок 17 | Значение | ||||||||||||
| Диаметр резьбы |
| Только для класса точности А | ||||||||||
_______________ | До | 2,5 | включ. |
| |||||||||
Св. | 2,5 | до | 5 | " |
| ||||||||
Рисунок 18 | " | 5 | до | 10 | " |
| |||||||
" | 10 | до | 16 | " |
| ||||||||
" | 16 | до | 24 | " |
| ||||||||
" | 24 | до | 36 | " |
| ||||||||
" | 36 | ||||||||||||
|
|
| |||||||||||
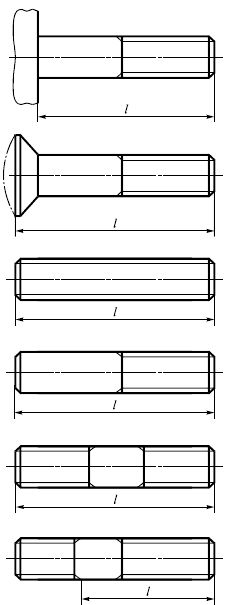
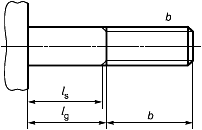
3.1.4.4 Длина
|
|
|
| ||||||||||
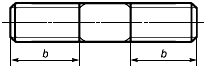
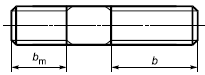
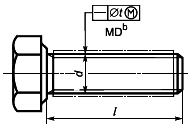
3.1.4.5 Длина резьбы |
| ||||||||||||
Болт
| |||||||||||||
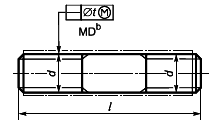
Стяжная шпилька
| |||||||||||||
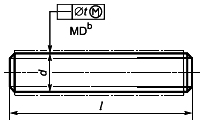
Шпилька
|
|
|
| ||||||||||
Рисунок 21 | |||||||||||||
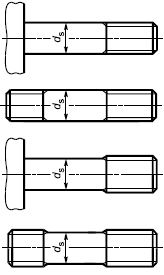
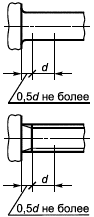
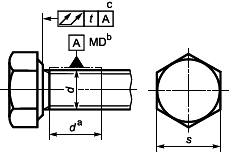
3.1.4.6 Диаметр стержня
Рисунок 22 | h13 | h14 | ±IT 15 | Допуск не применяют в областях скругления под головкой и сбега резьбы | |||||||||
Уменьшенный диаметр стержня приблизительно равен среднему диаметру резьбы | |||||||||||||
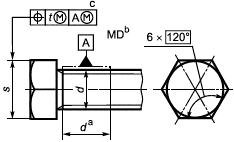
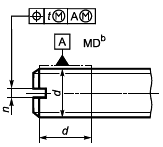
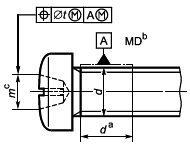
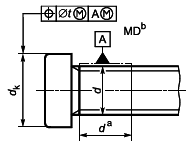
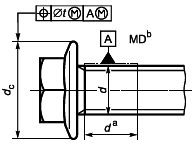
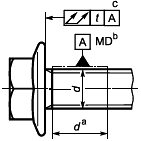
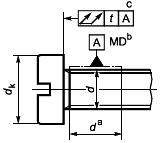
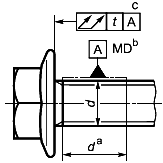
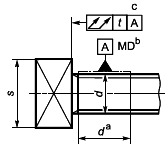
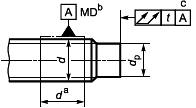
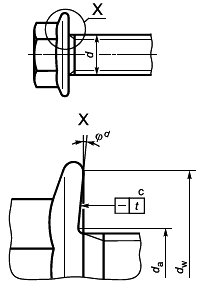
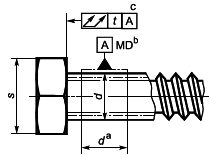
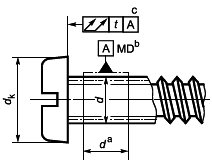
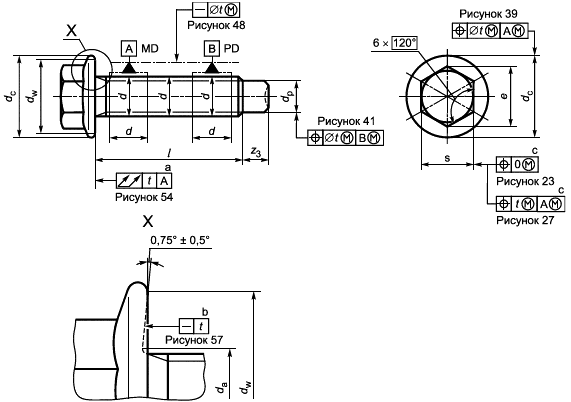
3.2 Геометрические допуски
В соответствии с ISO 1101 и ISO 2692 допуски, установленные на рисунках 23-57, не обязательно предполагают использование особых методов изготовления, измерений или контроля размеров.
Если ось среднего диаметра резьбы определяется как базовая линия и если отклонением от соосности оси наружного диаметра резьбы относительно оси среднего диаметра резьбы можно пренебречь, например, как для накатанной резьбы, ось наружного диаметра может использоваться как базовая линия.
В соответствии с ISO 1101, если базовая линия является осью резьбы, буквы MD обозначают, что указание допуска относительно базовой линии соответствует указанию допуска относительно оси наружного диаметра резьбы.
В соответствии с ISO 2692 применяют требование максимума материала.
Элемент | Допуск | Примечание | ||
А | В | С | ||
3.2.1 Элементы приводов | ||||
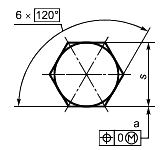
3.2.1.1 Допуски формы | ||||
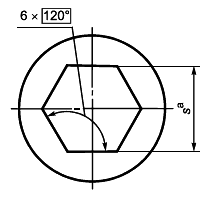
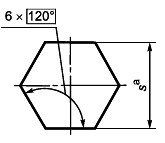
3.2.1.1.1 Наружный | ||||
_______________ Рисунок 23 | ||||
_______________ Рисунок 24 | ||||
Продолжение табл.
Элемент | Допуск | Значение допуска | Примечание | ||
А | В | С | |||
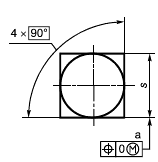
3.2.1.1.2 Внутренний
_______________ Рисунок 25 | |||||
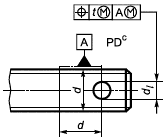
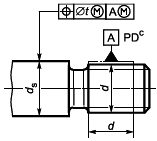
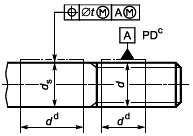
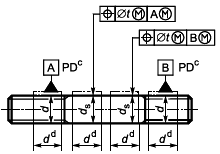
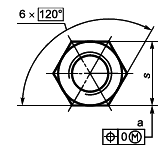
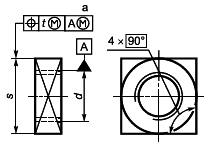
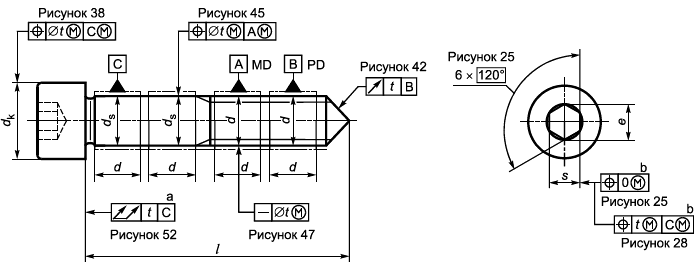
3.2.1.2 Позиционные допуски
| 2 IT13 | 2 IT14 | 2 IT15 |
| |
_______________ | |||||
Рисунок 26 | |||||
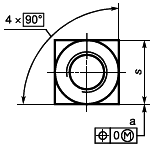
_______________ Рисунок 27 | 2 IT13 | 2 IT14 | - | ||
_______________ Рисунок 28 | 2 IT13 | - | - | ||
_______________ Рисунок 29 | 2 IT13 | - | - | ||
_______________ Рисунок 30 | 2 IT13 | - | - | ||
_______________ Рисунок 31 | 2 IT12 | - | - | ||
_______________ Рисунок 32 | 2 IT12 | 2 IT13 | 2 IT14 | ||
_______________ Рисунок 33 | 2 IT12 | 2 IT13 | 2 IT14 | ||
_______________ Рисунок 34 | 2 IT12 | 2 IT13 | 2 IT14 | ||
_______________ Рисунок 35 | 2 IT12 | - | - | ||
_______________ | 2 IT13 | - | - | ||
| |||||
Рисунок 36 | |||||
_______________ Рисунок 37 | 2 IT 13 | - | - | ||
3.2.2 Другие элементы | |||||
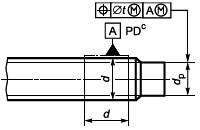
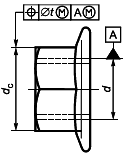
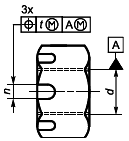
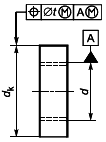
3.2.2.1 Допуски позиционные и биения | |||||
_______________ Рисунок 38 | 2 IT13 | 2 IT14 | 2 IT15 | ||
_______________ Рисунок 39 | 2 IT13 | 2 IT14 | - | ||
| 2IT13 | 2IT14 | 2 IT15 | ||
_______________ | |||||
Рисунок 40 | |||||
_______________ Рисунок 41 | IT13 | - | - |
| |
_______________ Рисунок 42 | IT13 | - | - | ||
_______________ Рисунок 43 | IT13 | - | - | ||
_______________ Рисунок 44 | 2IT13 | 2IT14 | 2 IT15 | ||
| IT13 | IT14 | IT15 | ||
_______________ | |||||
Рисунок 45 | |||||
| IT13 | IT14 | - | ||
_______________ | |||||
Рисунок 46 | |||||


Продолжение табл.
Элемент | Допуск | Значение допуска | Примечание | |||
А | В | С | ||||
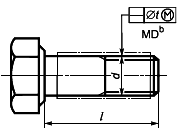
3.2.2.2 Допуски прямолинейности |
| |||||
|
| |||||
_______________ |
|
| ||||
Рисунок 47 | >8 |
| ||||
|
| |||||
_______________ |
|
|
| |||
Рисунок 48 | >8 |
| ||||
| - | |||||
|
| |||||
>8 |
| |||||
_______________ Рисунок 49 | ||||||
|
| |||||
_______________ Рисунок 50 |
| |||||
Продолжение табл.
Элемент | Допуск | Значение допуска | Примечание | ||
А | В | С | |||
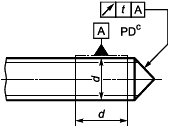
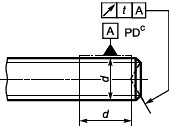
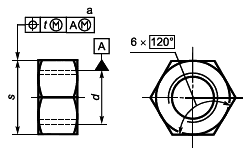
3.2.2.3 Допуск полного биения | 0,04 | - | 1,6 | Для классов точности А и В допуск | |
| 2 | ||||
0,08 | 2,5 | ||||
_______________ | 3 | ||||
Рисунок 51 | 3,5 | ||||
4 | |||||
| 0,15 | 0,3 | 5 | ||
6 | |||||
_______________ | 7 | ||||
Рисунок 52 | 0,17 | 0,34 | 8 | ||
0,21 | 0,42 | 10 | |||
0,25 | 0,50 | 12 | |||
0,29 | 0,58 | 14 | |||
0,34 | 0,68 | 16 | |||
0,38 | 0,76 | 18 | |||
0,42 | 0,84 | 20 | |||
0,46 | 0,92 | 22 | |||
0,50 | 1,00 | 24 | |||
0,57 | 1,14 | 27 | |||
0,63 | 1,26 | 30 | |||
0,69 | 1,38 | 33 | |||
0,76 | 1,52 | 36 | |||
0,82 | 1,64 | 39 | |||
0,44 | 0,88 | 42 | |||
0,47 | 0,94 | 45 | |||
0,50 | 1 | 48 | |||
0,55 | 1,1 | 52 | |||
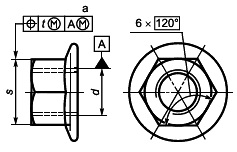
| 0,04 | - | 1,6 | См. рисунки 51 и 52. | |
_______________ | 2 | ||||
0,08 | 0,3 | 2,5 | |||
Рисунок 53 | 3 | ||||
3,5 | |||||
4 | |||||
0,15 | 5 | ||||
6 | |||||
7 | |||||
0,17 | 0,34 | 8 | |||
0,21 | 0,42 | 10 | |||
0,25 | 0,50 | 12 | |||
0,29 | 0,58 | 14 | |||
0,34 | 0,68 | 16 | |||
| 0,38 | 0,76 | 18 | ||
_______________ | 0,42 | 0,84 | 20 | ||
0,46 | 0,92 | 22 | |||
Рисунок 54 | 0,50 | 1,00 | 24 | ||
0,57 | 1,14 | 27 | |||
0,63 | 1,26 | 30 | |||
0,69 | 1,38 | 33 | |||
0,76 | 1,52 | 36 | |||
0,82 | 1,64 | 39 | |||
0,44 | 0,88 | 42 | |||
0,47 | 0,94 | 45 | |||
0,50 | 1 | 48 | |||
0,55 | 1,1 | 52 | |||
_______________ Рисунок 55
_______________ Рисунок 56 | Значения | Размер для определе- | Только для цилиндрических концов, но не для направляющих концов | ||
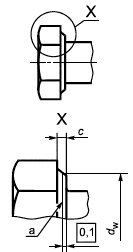
3.2.2.4 Допустимое отклонение формы опорной поверхности
_______________ Рисунок 57 | 0,005 | ||||
4 Допуски метрических гаек
4.1 Допуски размеров
Примечание - Символы и обозначения размеров установлены в ISO 225.
Элемент | Допуск для изделий классов точности | Примечание | ||
А | В | С | ||
4.1.1 Уровень точности | ||||
Опорная поверхность, резьба | Точный | Точный | Грубый | |
Другие элементы | Точный | Грубый | Грубый | |
4.1.2 Внутренняя резьба | 6Н | 6Н | 7Н | Для некоторых изделий и покрытий в соответствующих стандартах на изделия и покрытия допускается устанавливать другие поля допусков |
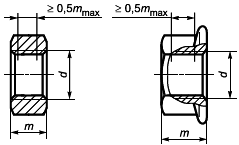
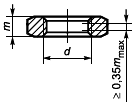
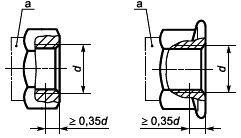
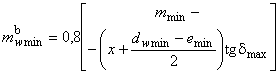
| Для всех гаек высотой | |||
| Для всех гаек высотой | |||
| Для самостопорящихся гаек внутренний диаметр может превышать допуск, который установлен для высоты не более 0,35 | |||
_______________ Рисунок 58 | ||||
Продолжение табл.
Элемент | Допуск для изделий классов точности | Примечание | |||||||||||||||
А | В | С | |||||||||||||||
4.1.3 Элементы приводов | |||||||||||||||||
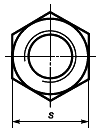
4.1.3.1 Размер под ключ | |||||||||||||||||
Допуск | Допуск | ||||||||||||||||
| До 30 включ. | h13 | До | 18 | включ. | h14 | |||||||||||
Св. 30 | h14 | Св. | 18 | " | 60 | " | h15 | ||||||||||
Рисунок 59 | " | 60 | " | 180 | " | h16 | |||||||||||
" | 180 | h17 | |||||||||||||||
| См. рисунок 59 | См. рисунок 59 | |||||||||||||||
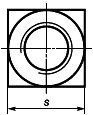
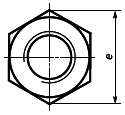
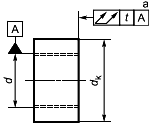
4.1.3.2 Диаметр описанной окружности
|
| ||||||||||||||||
|
| ||||||||||||||||
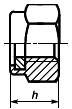
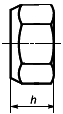
4.1.4 Другие элементы | |||||||||||||||||
4.1.4.1 Высота гаек | h14, если | h17 | Для прорезных и корончатых гаек см. 4.1.5.1 | ||||||||||||||
| |||||||||||||||||
Рисунок 63 | |||||||||||||||||
Самостопорящиеся гайки (с неметаллической вставкой)
| Допуск на размер | ||||||||||||||||
Цельнометаллические шестигранные самостопорящиеся гайки
| |||||||||||||||||
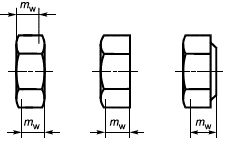
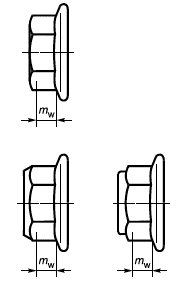
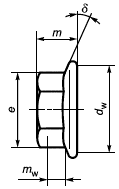
4.1.4.2 Высота гайки под ключ
|
|
применяются только к изделиям, изображен- | |||||||||||||||
|
| ||||||||||||||||
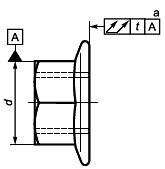
4.1.4.3 Диаметр опорной поверхности и высота опорной шайбы |
| Требования применяются к обеим сторонам симметрич- | |||||||||||||||
| |||||||||||||||||
| |||||||||||||||||
Диаметр резьбы, мм | |||||||||||||||||
_______________ | Не менее | Не более | |||||||||||||||
От | 1,6 | до | 2,5 | включ. | 0,10 | 0,25 | |||||||||||
Рисунок 67 | Св. | 2,5 | " | 4 | " | 0,15 | 0,40 | ||||||||||
" | 4 | " | 5 | " | 0,15 | 0,50 | |||||||||||
" | 6 | " | 14 | " | 0,15 | 0,60 | |||||||||||
" | 14 | " | 36 | " | 0,20 | 0,80 | |||||||||||
" | 36 | 0,30 | 1,0 | ||||||||||||||
|
| ||||||||||||||||
_______________ Рисунок 69 |
| Требования применяются к обеим сторонам симметрич- | |||||||||||||||
4.1.5 Специальные детали | |||||||||||||||||
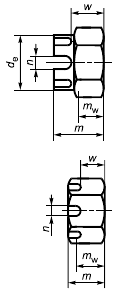
4.1.5.1 Прорезные гайки, корончатые гайки | |||||||||||||||||
h14 | h15 | h16 | |||||||||||||||
| h14 | h15 | h17 | ||||||||||||||
H14 | H14 | H15 | |||||||||||||||
h14 | h15 | h17 | |||||||||||||||
Рисунок 70 | см. | ||||||||||||||||
 ,
,
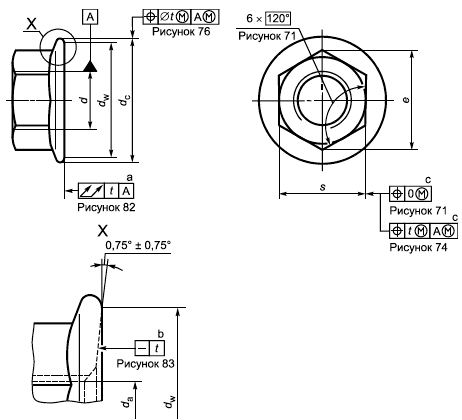
4.2 Геометрические допуски
В соответствии с ISO 1101 и ISO 2692 допуски, установленные на рисунках 71-83, необязательно предполагают использование особых методов изготовления, измерений или контроля размеров.
Если резьбу гайки используют как базу, средний диаметр резьбы следует рассматривать как отсчетный диаметр.
В соответствии с ISO 2692 применяют требование максимума материала.
Элемент | Допуск | Примечание | ||
А | В | С | ||
4.2.1 Элементы приводов | ||||
4.2.1.1 Допуски формы | ||||
_______________ Рисунок 71 | ||||
_______________ Рисунок 72 | ||||
Продолжение табл.
Элемент | Допуск | Значение допуска | Примечание | ||
А | В | С | |||
4.2.1.2 Позиционные допуски | |||||
_______________
Рисунок 73 | 2 IT13 | 2 IT14 | 2 IT15 | ||
_______________
Рисунок 74 | 2 IT13 | 2 IT14 | - | ||
_______________
Рисунок 75 | 2 IT13 | 2 IT14 | 2 IT15 | ||
4.2.2 Другие элементы | |||||
4.2.2.1 Позиционные допуски | |||||
| 2 IT14 | 2 IT15 | - | ||
| 2 IT13 | 2 IT14 | 2 IT15 | ||
| 2 IT13 | 2 IT14 | - | ||
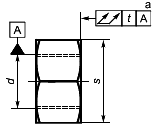
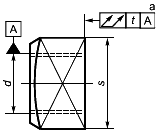
4.2.2.2 Допуск полного биения | 0,04 | - | 1,6 | Для симметричных деталей требования применяют к обеим сторонам | |
| 2 | ||||
_______________ | 0,08 | 2,5 | |||
3 | |||||
Рисунок 79 | 3,5 | ||||
4 | |||||
| 0,15 | 0,3 | 5 | ||
6 | |||||
_______________ | 7 | ||||
0,17 | 0,34 | 8 | |||
Рисунок 80 | 0,21 | 0,42 | 10 | ||
0,25 | 0,50 | 12 | |||
| 0,29 | 0,58 | 14 | ||
0,34 | 0,68 | 16 | |||
_______________ | 0,38 | 0,76 | 18 | ||
0,42 | 0,84 | 20 | |||
Рисунок 81 | 0,46 | 0,92 | 22 | ||
0,50 | 1 | 24 | |||
0,57 | 1,14 | 27 | |||
0,63 | 1,26 | 30 | |||
0,69 | 1,38 | 33 | |||
0,76 | 1,52 | 36 | |||
0,82 | 1,64 | 39 | |||
0,44 | 0,88 | 42 | |||
0,47 | 0,94 | 45 | |||
0,50 | 1 | 48 | |||
0,55 | 1,1 | 52 | |||
_______________ Рисунок 82 | Значения | ||||
4.2.2.3 Допустимое отклонение формы опорной поверхности | |||||
_______________ Рисунок 83 | 0,005 | ||||
5 Допуски самонарезающих винтов
5.1 Допуски размеров. Класс точности А
Примечание - Символы и обозначения - по ISO 225.
Элемент | Допуск | Примечание | |
5.1.1 Резьба | По ISO 1478 | ||
5.1.2 Элементы приводов | |||
5.1.2.1 Наружные | |||
5.1.2.1.1 Размер под ключ
| h13 | ||
5.1.2.1.2 Диаметр описанной окружности
|
| ||
5.1.2.1.3 Высота головки
| По ISO 1479 | Для самонарезающих винтов с шестигранной головкой с фланцем и с шестигранной головкой с буртиком, см. ISO 10509 и ISO 7053, соответственно. | |
5.1.2.1.4 Высота участка головки под ключ
|
| Для самонарезающих винтов с шестигранной головкой с фланцем и с шестигранной головкой с буртиком, см. ISO 7053 и ISO 10509, соответственно. | |
5.1.2.2 Внутренние | |||
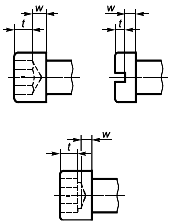
5.1.2.2.1 Ширина шлицев | |||
Допуск |
| ||
|
| +0,20 | |
Рисунок 88 | >1 | +0,31 | |
>3 | +0,37 | ||
5.1.2.2.2 Глубина шлицев
| Глубина шлицев устанавливается в стандартах на конкретные изделия | ||
5.1.2.2.3 Крестообразные шлицы | Допуски всех размеров, за исключением глубины шлица, установлены в ISO 4757. Глубину устанавливают в стандарте на конкретное изделие | ||
5.1.2.2.4 Звездообразное углубление | Все размеры, за исключением глубины углубления, установлены в ISO 10664. Глубину устанавливают в стандарте на конкретное изделие | ||
5.1.3 Другие элементы | Комплексный контроль диаметра и высоты потайной головки винтов в соответствии с ISO 7721 | ||
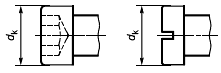
5.1.3.1 Диаметры головок
| h14 | ||
5.1.3.2 Высота головки
| h14 | ||
| Для винтов с потайной головкой значение | Комплексный контроль диаметра и высоты потайной головки винтов - в соответствии с ISO 7721 | |
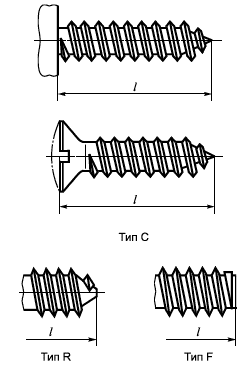
5.1.3.3 Длина | |||
Типы С и R | |||
Допуск | |||
|
| ±0,8 | |
>25 | ±1,3 | ||
Рисунок 93 | |||
Тип F | |||
Допуск | |||
| 0 | ||
>19 | 0 | ||
>38 | 0 | ||
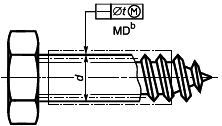
5.2 Геометрические допуски. Класс точности А
В соответствии с ISO 1101 и ISO 2692 допуски формы и расположения поверхностей, установленные на рисунках 94-104, необязательно предполагают использование особых методов изготовления, измерений или контроля размеров.
Если резьбу самонарезающих винтов указывают либо как базу, либо как элемент для установления допуска, ось следует определять по наружному диаметру резьбы.
В соответствии с ISO 2692 применяют требование максимума материала.
Элемент | Допуск | Значение допуска | Примечание | ||
5.2.1 Элементы приводов | |||||
5.2.1.1 Допуск формы | |||||
_______________ Рисунок 94 | |||||
5.2.1.2 Допуски позиционные
| 2 IT13 |
| |||
_______________ | |||||
Рисунок 95 | |||||
_______________ Рисунок 96 | 2 IT 12 | ||||
_______________ Рисунок 97 | 2 IT 12 | ||||
_______________ Рисунок 98 | 2 IT 12 | ||||
| 2 IT 13 | ||||
_______________ | |||||
Рисунок 99 | |||||
_______________ Рисунок 100 | 2 IT 13 | ||||
5.2.2 Другие элементы | |||||
5.2.2.1 Допуск расположения поверхностей | |||||
_______________ Рисунок 101 | 2 IT13 | ||||
5.2.2.2 Полное биение
_______________ | Допуск | ||||
Рисунок 102 | |||||
ST2,2 | 0,08 | ||||
ST2,9 | 0,16 | ||||
ST3,5 | 0,16 | ||||
ST4,2 | 0,16 | ||||
ST4,8 | 0,3 | ||||
ST5,5 | 0,3 | ||||
ST6,3 | 0,3 | ||||
ST8 | 0,34 | ||||
ST9,5 | 0,42 | ||||
_______________ Рисунок 103 | |||||
5.2.2.3 Прямолинейность | |||||
_______________ Рисунок 104 |
| - | Для | ||
Приложение А
(справочное)
Допуски
Числовые значения допусков для квалитетов IT приведены в таблице А.1, а предельные отклонения для валов и отверстий приведены в таблицах А.2 и А.3 соответственно. Эти значения допусков соответствуют установленным в ISO 286-1 и ISO 286-2.
Таблица А.1 - Числовые значения допусков для квалитетов IT на размеры до 500 мм
В миллиметрах
Номинальный размер | Квалитеты | ||||||
IT12 | IT13 | IT14 | IT15 | IT16 | IT17 | ||
свыше | до | Допуски | |||||
- | 3 | 0,1 | 0,14 | 0,25 | 0,4 | 0,6 | 1 |
3 | 6 | 0,12 | 0,18 | 0,3 | 0,48 | 0,75 | 1,2 |
6 | 10 | 0,15 | 0,22 | 0,36 | 0,58 | 0,9 | 1,5 |
10 | 18 | 0,18 | 0,27 | 0,43 | 0,7 | 1,1 | 1,8 |
18 | 30 | 0,21 | 0,33 | 0,52 | 0,84 | 1,3 | 2,1 |
30 | 50 | 0,25 | 0,39 | 0,62 | 1 | 1,6 | 2,5 |
50 | 80 | 0,3 | 0,46 | 0,74 | 1,2 | 1,9 | 3 |
80 | 120 | 0,35 | 0,54 | 0,87 | 1,4 | 2,2 | 3,5 |
120 | 180 | 0,4 | 0,63 | 1 | 1,6 | 2,5 | 4 |
180 | 250 | 0,46 | 0,72 | 1,15 | 1,85 | 2,9 | 4,6 |
250 | 315 | 0,52 | 0,81 | 1,3 | 2,1 | 3,2 | 5,2 |
315 | 400 | 0,57 | 0,89 | 1,4 | 2,3 | 3,6 | 5,7 |
400 | 500 | 0,63 | 0,97 | 1,55 | 2,5 | 4 | 6,3 |
Таблица А.2 - Предельные отклонения для валов
В миллиметрах
Номинальный размер | Предельное отклонение при допусках | |||||||||
свыше | до | h13 | h14 | h15 | h16 | h17 |
|
|
|
|
- | 3 | 0 | 0 | 0 | 0 | 0 | ±0,125 | ±0,2 | ±0,3 | ±0,5 |
3 | 6 | 0 | 0 | 0 | 0 | 0 | ±0,15 | ±0,24 | ±0,375 | ±0,6 |
6 | 10 | 0 | 0 | 0 | 0 | 0 | ±0,18 | ±0,29 | ±0,45 | ±0,75 |
10 | 18 | 0 | 0 | 0 | 0 | 0 | ±0,215 | ±0,35 | ±0,55 | ±0,9 |
18 | 30 | 0 | 0 | 0 | 0 | 0 | ±0,26 | ±0,42 | ±0,65 | ±1,05 |
30 | 50 | 0 | 0 | 0 | 0 | 0 | ±0,31 | ±0,5 | ±0,8 | ±1,25 |
50 | 80 | 0 | 0 | 0 | 0 | 0 | ±0,37 | ±0,6 | ±0,95 | ±1,5 |
80 | 120 | 0 | 0 | 0 | 0 | 0 | ±0,435 | ±0,7 | ±1,1 | ±1,75 |
120 | 180 | 0 | 0 | 0 | 0 | 0 | ±0,5 | ±0,8 | ±1,25 | ±2 |
180 | 250 | 0 | 0 | 0 | 0 | 0 | ±0,575 | ±0,925 | ±1,45 | ±2,3 |
250 | 315 | 0 | 0 | 0 | 0 | 0 | ±0,65 | ±1,05 | ±1,6 | ±2,6 |
315 | 400 | 0 | 0 | 0 | 0 | 0 | ±0,7 | ±1,15 | ±1,8 | ±2,85 |
400 | 500 | 0 | 0 | 0 | 0 | 0 | ±0,775 | ±1,25 | ±2 | ±3,15 |
Таблица А.3 - Предельные отклонения для отверстий
В миллиметрах
Номина- | Предельное отклонение при допусках | |||||||||||||
свыше | до | С13 | С14 | D9 | D10 | D11 | D12 | EF8 | Е11 | Е12 | Н14 | Н15 | JS9 | К9 |
3 | +0,2 | +0,31 | +0,045 | +0,06 | +0,08 | +0,12 | +0,024 | +0,074 | +0,114 | +0,25 | +0,4 | ±0,012 | 0 | |
3 | 6 | +0,25 | +0,37 | +0,06 | +0,078 | +0,105 | +0,15 | +0,032 | +0,095 | +0,14 | +0,3 | +0,48 | ±0,015 | 0 |
6 | 10 | +0,13 | +0,19 | +0,04 | +0,115 | +0,175 | +0,36 | +0,58 | ±0,018 | 0 | ||||
10 | 18 | +0,23 | +0,142 | +0,212 | +0,43 | +0,7 | ||||||||
18 | 30 | +0,275 | +0,52 | +0,84 | ||||||||||
30 | 50 | +0,33 | +0,62 | +1 | ||||||||||
50 | 80 | +0,04 | +0,74 | +1,2 | ||||||||||
80 | 120 | +0,47 | +0,87 | +1,4 | ||||||||||
120 | 180 | +1 | +1,6 | |||||||||||
180 | 250 | +1,15 | +1,85 | |||||||||||
250 | 315 | +1,3 | +2,1 | |||||||||||
315 | 400 | +1,4 | +2,3 | |||||||||||
400 | 500 | +1,55 | +2,5 | |||||||||||
Приложение В
(справочное)
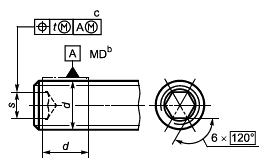
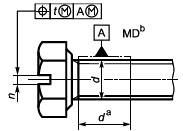
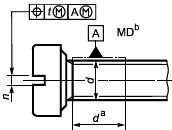
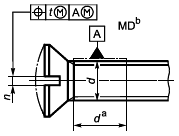
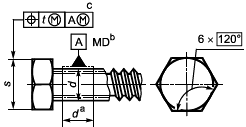
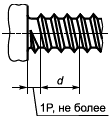
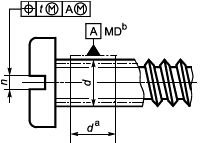
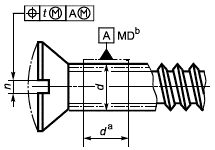
Примеры крепежных изделий с размерами и допусками
_______________
Только до диаметра 0,8
.
3
одновременно.
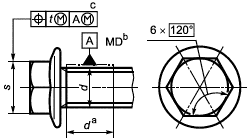
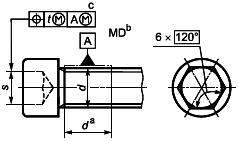
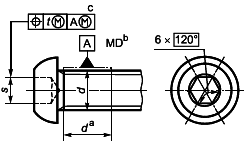
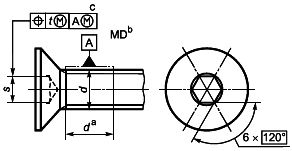
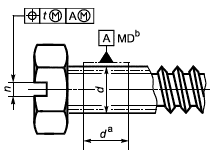
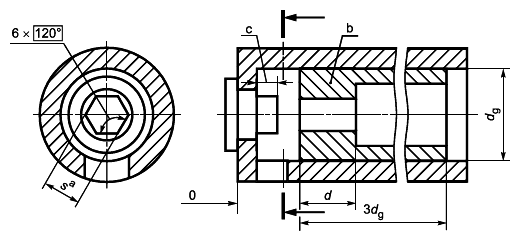
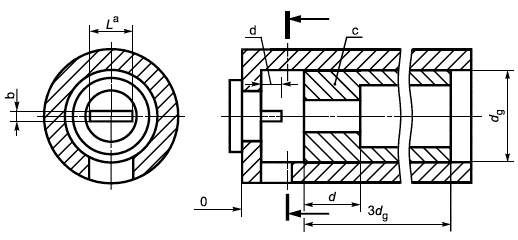
Рисунок В.1 - Винт с цилиндрической головкой с шестигранным углублением под ключ с гладкой частью стержня и коническим концом
_______________
Линия предельно удаленных точек на любой радиальной линии.
Радиальные линии между
![]() и
и ![]() .
.
3
одновременно.
Рисунок В.2 - Болт с шестигранной головкой с фланцем и направляющим концом
_______________
Линия предельно удаленных точек на любой радиальной линии.
Радиальные линии между
![]() и
и ![]() .
.
3
одновременно.
Рисунок В.3 - Шестигранная гайка с фланцем
Приложение С
(справочное)
Примеры калибров и других измерительных устройств
С.1 Применение
В данном приложении приведены примеры калибров и других измерительных устройств, с помощью которых можно проверить, выполняются ли допуски, установленные в настоящем стандарте.
Резьба калибров и измерительных устройств должна отвечать требованиям, предъявляемым к GO-калибрам (проходным калибрам). Направляющие должны иметь такую точность, чтобы ошибки при контроле, связанные с ними, были бы пренебрежимо малыми по сравнению с допуском на изделие (например, менее 10% от
).
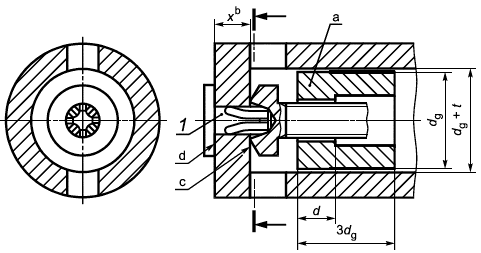
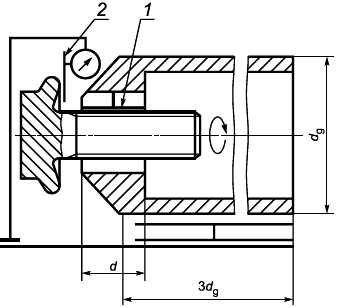
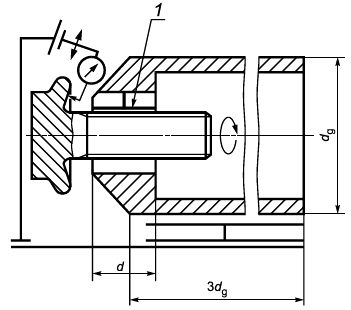
Если база не связана с требованиями максимума материала, обозначаемыми как РИС.112, применяют следующие правила:
- когда базой является наружная резьба, ось наружного диаметра или ось среднего диаметра
считается базой, как установлено в настоящем стандарте. Когда базой является наружный диаметр, деталь может быть закреплена в трехкулачковом патроне;
- когда базой является внутренняя резьба, в примерах данного приложения гайку затягивают с использованием конической пружинной шайбы. Другая возможность состоит в использовании для этой цели конической оправки с резьбой;
- когда базой является цилиндрический стержень или резьба самонарезающего винта, то они могут быть закреплены в трехкулачковом патроне независимо от определяемого размера.
С.2 Калибры и другие измерительные устройства
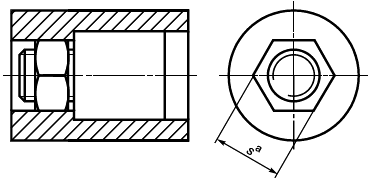
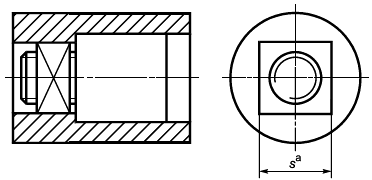
Примечание - Все калибры, представленные в настоящем приложении, являются калибрами GO. Диаметр выбирает изготовитель калибра.
Калибры и измерительные устройства, представленные в настоящем приложении, предназначаются для проверки геометрических допусков, установленных в 3.2, 4.2 и 5.2.
Каждый калибр или измерительное устройство относится к одному или нескольким рисункам в основной части настоящего стандарта с тем, чтобы было понятно, какой допуск контролируют соответствующим калибром или измерительным устройством.
_______________
Размер максимума материала.
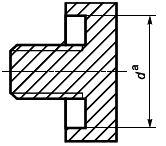
Рисунок С.1 - Калибр для проверки допуска формы, установленного на рисунках 23, 71 и 94
_______________
Размер максимума материала.
Рисунок С.2 - Калибр для проверки допуска формы, установленного на рисунке 25
_______________
Размер максимума материала.
Рисунок С.3 - Калибр для проверки допуска формы, установленного на рисунках 24 и 72
_______________
Размер максимума материала плюс
.
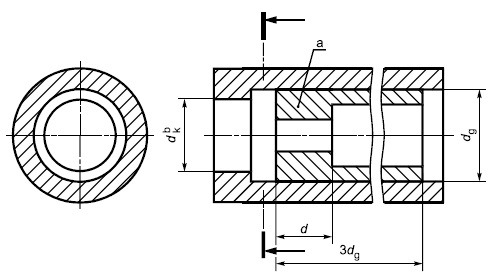
Калибр GO с отверстием, соответствующим размеру максимума материала контролируемого изделия.
Рисунок С.4 - Калибр для проверки позиционного допуска, установленного на рисунках 26, 27 и 95
_______________
Размер максимума материала минус
.
Калибр GO с отверстием, соответствующим размеру максимума материала контролируемого изделия.
Минимальная глубина углубления.
Рисунок С.5 - Калибр для проверки позиционного допуска, установленного на рисунках 28-31
_______________
(см. рисунки 32 и 98);
![]() (см. рисунки 33, 34, 96 и 97);
(см. рисунки 33, 34, 96 и 97); ![]() (см. рисунок 35).
(см. рисунок 35).
Размер максимума материала минус
.
Калибр GO с отверстием, соответствующим размеру максимума материала контролируемого изделия.
Минимальная глубина углубления.
Рисунок С.6 - Калибр для проверки позиционного допуска, установленного на рисунках 32-35, 96, 97-98
1 - измерительный наконечник - в соответствии с ISO 4757.
_______________
Калибр GO с отверстием, соответствующим размеру максимума материала контролируемого изделия.
определяется в зависимости от наконечника калибра и установленной глубины шлица.
Начальный контакт.
Контакт должен быть достигнут.
Примечание - Калибр не проверяет размер шлица, например крестообразный шлиц завышенных размеров не распознается.
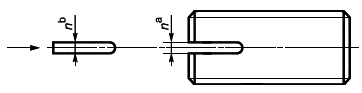
Рисунок С.7 - Калибр для проверки позиционного допуска, установленного на рисунках 36, 37, 99 и 100
_______________
Калибр GO с отверстием, соответствующим размеру максимума материала контролируемого изделия.
Размер максимума материала плюс
.
Рисунок С.8 - Калибр для проверки позиционного допуска, установленного на рисунках 38, 39 и 101
_______________
Размер максимума материала минус t
Рисунок С.9 - Калибр для проверки позиционного допуска, установленного на рисунке 40
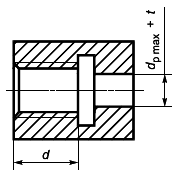
Рисунок С.10 - Калибр для проверки позиционного допуска, установленного на рисунке 41
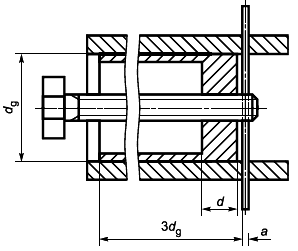
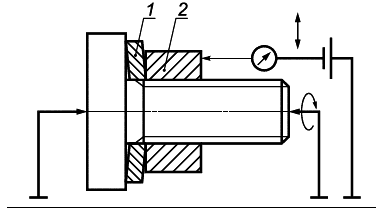
1 - коническая пружинная шайба калибра; 2 - контргайка калибра
Рисунок С.11 - Измерительное устройство для проверки биения, установленного на рисунках 42 и 43
1 - трехкулачковый патрон
Рисунок С.12 - Измерительное устройство для проверки биения, установленного на рисунке 56
_______________
Зависит от расстояния между базовым элементом и границей элемента, для которого установлен допуск.
Размер максимума материала плюс
.
Рисунок С.13 - Калибр для проверки позиционного допуска, установленного на рисунках 44-46
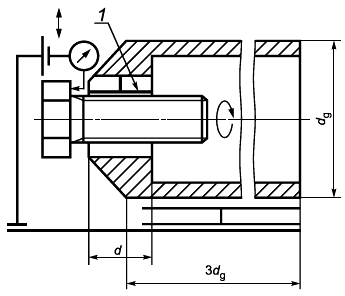
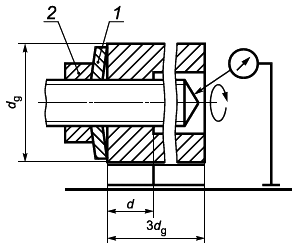
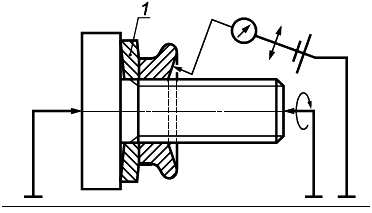
1 - трехкулачковый патрон
Рисунок С.14 - Измерительное устройство для проверки полного биения (перпендикулярности), установленного на рисунках 51-53, 55, 102 и 103
1 - трехкулачковый патрон; 2- кромка измерительной линейки
Рисунок С.15 - Измерительное устройство для проверки полного биения (перпендикулярности), установленного на рисунке 54
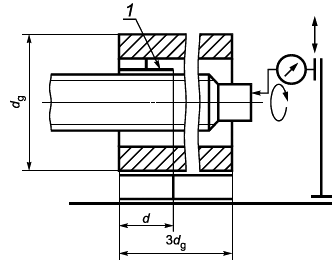
1 - трехкулачковый патрон
Рисунок С.16 - Измерительное устройство для проверки допустимого отклонения от формы опорной поверхности, установленного на рисунке 57
_______________
Размер максимума материала плюс
.
Рисунок С.17 - Калибр для проверки позиционного допуска, установленного на рисунках 73 и 74
_______________
Размер максимума материала плюс
.
Рисунок С.18 - Калибр для проверки позиционного допуска, установленного на рисунке 75
_______________
Размер максимума материала плюс
.
Рисунок С.19 - Калибр для проверки позиционного допуска, установленного на рисунках 76 и 78
_______________
Размер максимума материала.
Размер максимума материала минус
.
Рисунок С.20 - Калибр для проверки позиционного допуска, установленного на рисунке 77
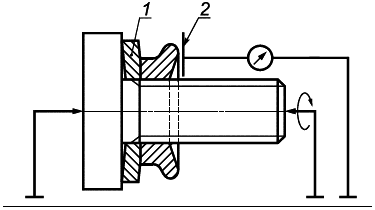
1 - коническая пружинная шайба калибра; 2 - крепежная деталь
Рисунок С.21 - Измерительное устройство для проверки полного биения (перпендикулярности), установленного на рисунках 79-81
1 - коническая пружинная шайба калибра; 2 - кромка измерительной линейки
Рисунок С.22 - Измерительное устройство для проверки полного биения (перпендикулярности), установленного на рисунке 82
1 - коническая пружинная шайба калибра
Рисунок С.23 - Измерительное устройство для проверки допустимого отклонения формы опорной поверхности, установленного на рисунке 83
_______________
Размер максимума материала плюс
.
Рисунок С.24 - Калибр для проверки прямолинейности, установленной на рисунках 47-50 и 104
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1 - Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование межгосударственного стандарта |
ISO 225:1983 | - | * |
ISO 286-1:1988 | NEQ | ГОСТ 25346-89 "Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений" |
ISO 286-2:1988 | NEQ | ГОСТ 25347-89* "Единая система допусков и посадок. Поля допусков и рекомендуемые посадки" |
________________ * Вероятно, ошибка оригинала. Следует читать: ГОСТ 25347-82. - . | ||
ISO 885:2000 | NEQ | ГОСТ 24670-81 "Болты, винты и шурупы. Радиусы под головкой" |
ISO 965-3:1998 | MOD | ГОСТ 16093-2004 (ISO 965-1:1998, ISO 965-3:1998)** "Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором" |
ISO 1101:2000 | - | *, |
ISO 1478:1999 | IDT | ГОСТ ISO 1478-2015 "Резьба самонарезающих винтов" |
ISO 1479:1983 | - | * |
ISO 2692:1988 | - | *, |
ISO 4032:1999 | NEQ | ГОСТ 5915-70 "Гайки шестигранные класса точности В. Конструкция и размеры" |
ISO 4042:1999 | IDT | ГОСТ ISO 4042-2015 "Изделия крепежные. Электролитические покрытия" |
ISO 4757:1983 | NEQ | ГОСТ 10753-86 "Шлицы крестообразные для винтов и шурупов. Размеры и методы контроля" |
ISO 7053:1992 | - | * |
ISO 7721:1983 | - | *, |
ISO 8015:1985 | - | * |
ISO 10509:1992 | - | *, |
ISO 10642:1997 | - | *, |
ISO 10664:1999 | - | *, |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта или гармонизированный с ним национальный (государственный) стандарт страны, на территории которой применяется настоящий стандарт. Информация о наличии перевода данного международного стандарта в национальном фонде стандартов или в ином месте, а также информация о действии на территории страны соответствующего национального (государственного) стандарта может быть приведена в национальных информационных данных, дополняющих настоящий стандарт. | ||
_______________
На территории Российской Федерации действует ГОСТ Р 53442-2009 (ISO 1101:2004, MOD).
На территории Российской Федерации действует ГОСТ Р 53090-2008 (ISO 2692:2006, MOD).
На территории Российской Федерации действует ГОСТ Р ИСО 7721-2011 (ISO 7721:1983, IDT).
На территории Российской Федерации действует ГОСТ Р ИСО 10509-2013 (ISO 10509:2012).
На территории Российской Федерации действует ГОСТ Р ИСО 10642-2012 (ISO 10642:2004).
На территории Российской Федерации действует ГОСТ Р ИСО 10664-2007 (ISO 10664:1999, IDT).
УДК 621.882:621.753:006.354 | МКС 21.060.10 | Г30 | IDT |
Ключевые слова: изделия крепежные, допуски, болт, винт, шпилька, гайка | |||
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}