ГОСТ Р 50337-92 (ИСО 8739-86)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ШТИФТЫ ЦИЛИНДРИЧЕСКИЕ НАСЕЧЕННЫЕ С НАСЕЧКАМИ НА ВСЕЙ ДЛИНЕ И НАПРАВЛЯЮЩИМ КОНЦОМ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Издание официальное
37 руб. БЗ 2-92/118
ГОССТАНДАРТ РОССИИ Москва
УДК 621.886.113:006.354 Группа Г37
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ШТИФТЫ ЦИЛИНДРИЧЕСКИЕ НАСЕЧЕННЫЕ С НАСЕЧКАМИ НА ВСЕЙ ДЛИНЕ И НАПРАВЛЯЮЩИМ КОНЦОМ
ГОСТ P
50337—92
(ИСО 8739—86)
Технические условия
Grooved pins-FulI-length parallel grooved with pilot. Specifications ОКП 16 8000
Дата введения 01.01.94
Настоящий стандарт распространяется на цилиндрические насеченные штифты с тремя цилиндрическими насечками на всей длине, расположенных на равном расстоянии друг от друга и направляющим концом, облегчающим монтаж, класса точности С с номинальным диаметром di от 1,5 до 25 мм.
Дополнительные требования, отражающие потребности народного хозяйства, приведены в приложении 1.
Требования настоящего стандарта являются обязательными.
1. РАЗМЕРЫ
должны соответствовать указанным на
1.1. Размеры штифтов чертеже и в табл. 1.
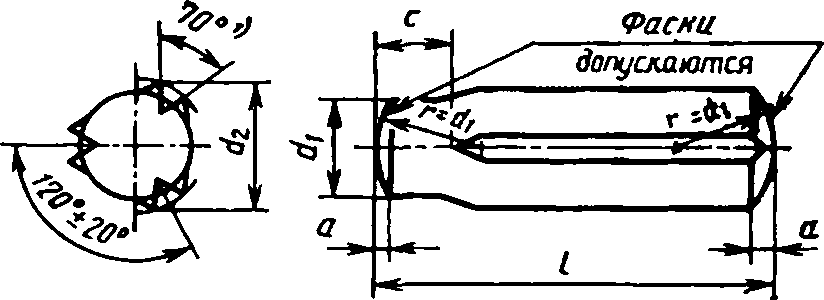
Угол насечки 70е применяется только на штифтах, изготовленных из стали, указанной в табл. 2. Угол насечки может изменяться в зависимости от пластичности материала.
Издание официальное
(С) Издательство стандартов, 1993
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен без разрешения Госстандарта России
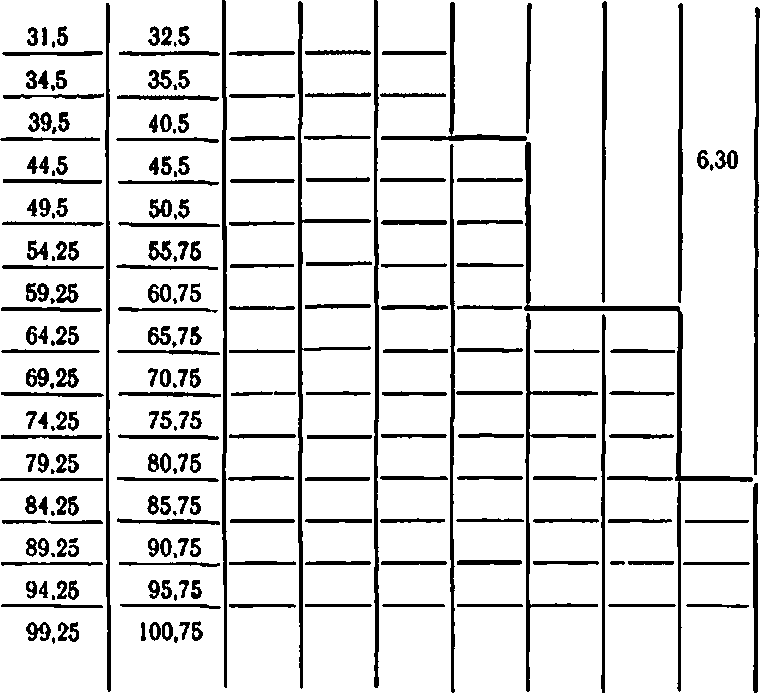
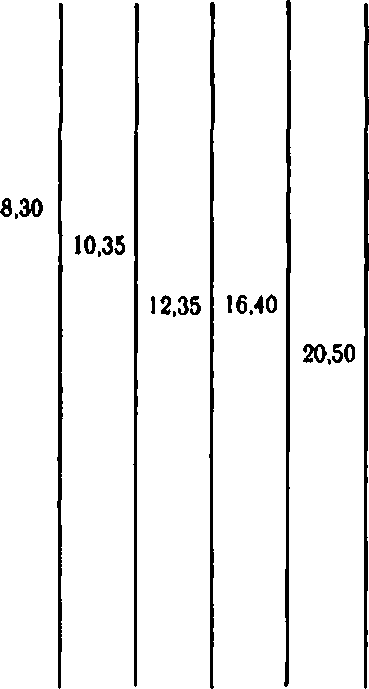
Таблица 1
Размеры в мм
t ном мн. | 1.5 | 2 | 1 2.5 | 3 | 4 | 1 5 | 6 | 8 | 10 | 12 | 16 | 20 | 25 | ||
*1 ....... пред. откл. | Ь9 | hl 1 | |||||||||||||
макс. | 2,0 | 2.0 | 2,5 | 2.5 | 3.0 | 3.0 | 4.0 | 4.0 | 5.0 | 5.0 | 5.0 | 7.0 | 7.0 | ||
& млн. | 1,0 | 1.0 | 1.5 | 1.5 | 2.0 | 2.0 | 3.0 | 3.0 | 4.0 | 4.0 | 4.0 | 6,0 | 6.0 | ||
а* | 0.20 | 0.25 | 0.30 | 0.40 | 0.50 | 0.63 | 0,80 | 1.00 | 1.20 | 1.60 | 2.00 | 2.50 | 3.00 | ||
Минимальная двойная нагрузка на срез. кН’> | 1.60 | 2.84 | 4.40 | 6.40 | 11.30 | 17.60 | 25.40 | 45.20 | 70.40 | 101.80 | 181 | 283 | 444 | ||
/Я ном. | мин. | макс. | +0.05 0 | Диаметр описанной окружности насеч ±0,05 | зк d:3) | ±0.10 | |||||||||
8 | 7.75 | 8.25 | |||||||||||||
10 | 9,75 | 10.25 | |||||||||||||
12 | 11.5 | 12.5 | |||||||||||||
14 | 13,5 | 14.5 | 1,60 | ||||||||||||
16 | 15.5 | ■6.5 | |||||||||||||
18 | 17.5 | 18.5 | |||||||||||||
20 | 19.5 | 20.5 | 2.15 | 2,65 | |||||||||||
22 | 21.5 | 22.5 | |||||||||||||
24 | 23.5 | 24,5 | 3,20 | ||||||||||||
26 | 25,5 | 26.5 | |||||||||||||
28 | 27,5 | 28.5 | 4.25 | ||||||||||||
30 | 29.5 | 30,5 | 5,25 |
С. 2 ГОСТ Р 50337
32
35
40
45
50
55
60
65
70
75
80
85
90
95
100
25,50
и Относится только к насеченным штифтам, изготовленным из стали, указанной в табл. 2.
Стандартные длины указаны между ступенчатыми линиями.
Значения диаметра описанной окружности dt относятся только к штифтам, изготовленным из стали, указанной в табл. 2. При изготовлении штифтов из других материалов, например, нержавеющая сталь, размер dt должен быть согласован между изготовителем к потребителем.
ГОСТ Р 50337—92 С. 3
С. 4 ГОСТ Р 50337—92
1.2. Теоретическая масса штифтов указана в приложении 2.
2. ПРИМЕНЕНИЕ
2.1. По краям насечек диаметр штифта d2 превышает номинальный диаметр d^. Вследствие этого штифты, запрессованные в отверстие, равное номинальному диаметру du образуют прочное соединение.
2.2. Диаметр отверстия под насеченный штифт должен быть равен номинальному диаметру штифта d\. Поле допуска диаметра отверстия Н11.
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Штифты должны изготавливаться в соответствии с требованиями, указанными в табл. 2.
Таблица 2
Материал | Автоматная сталь, твердость от 125 до 245 HV. Допускаются другие материалы по согласованию между потребителем и изготовителем. |
Насечки | Конструкция насечек выбирается изготовителем |
Окончательная обработка поверхности | Штифты поставляются без покрытия, смазанные для защиты от коррозии или с покрытием по согласованию между потребителем и изготовителем. |
Рекомендуемые покрытия: окисное, фосфатное или цинковое с хроматированием по ГОСТ 9.301, ГОСТ 9.303. Допускаются другие покрытия по согласованию между потребителем и изготовителем. Все допуски относятся к размерам до нанесения покрытий. | |
Качество поверхности | Изделия должны быть одинаковыми по качеству без отклонений формы и дефектов. |
Испытание на срез | Испытание проводится по ГОСТ Р 50076. |
Приемка | Правила приемки по ГОСТ 17769 |
4. ОБОЗНАЧЕНИЕ
Пример условного обозначения цилиндрического насеченного штифта с насечками на всей длине и направляющим концом с номинальным диаметром гЛ=6 мм и номинальной длиной /=50 мм, без покрытия:
Штифт 6x50 ГОСТ Р 50337—92
То же, с химическим окисным покрытием, пропитанным маслом: Штифт 6x50 Хим, Оке. прм ГОСТ Р 50337—92
ПРИЛОЖЕНИЕ 1 Обязательное
Дополнительные требования, отражающие потребности народного хозяйства
Штифты должны удовлетворять всем требованиям ГОСТ 26862 и требованиям, изложенным в настоящем стандарте.
Дополнительные размеры штифтов указаны в табл. 3.
Таблица 3
Размеры в мм
di | номин. | 1,6 | |||
пред. откл. | Ь9 | ||||
макс. | 2.0 | ||||
С | мин. | 1.0 | |||
0.20 | |||||
Минимальная двойная нагрузка на срез, кН | 1,86 | ||||
1 | Диаметр | описанной ок- | |||
ружности | насечек | ||||
номин. | мин. | макс. | +0,05 0 | ||
6 | 5,75 | 6,25 | |||
8 | 7,75 | 8,25 | |||
10 | 9,75 | 10,25 | |||
12 | 11,5 | 12,5 | |||
14 | 13,5 | 14,5 | 1,70 | ||
16 | 15,5 | 16,5 | |||
18 | 17,5 | 18.5 | |||
20 | 19,5 | 20,5 |
2. Дополнительные длины штифтов должны выбираться из следующего ряда: 6, 25, 36, НО, 120 мм.
3. Дополнительные типоразмеры штифтов: 2x6; 2,5x6; 2,5x8; 3x8; 5x12; 6X12.
ПРИЛОЖЕНИЕ 2
Рекомендуемое
Масса штифтов
Длина /.мм | Теоретическая масса 1000 шт. штифтов, кг, ври вомкиальпом диаметре di. мм | |||||||||||||
1.5 | 13 | 9 | 2.5 | 3 | 4 | 5 | 5 | 8 | 10 | 12 | 10 | 20 | 28 | |
6 | 0,083 | 0,095 | 0,148 | 0,230 | ||||||||||
8 | 0,111 | 0,130 | 0.198 | 0.310 | 0,444 | |||||||||
10 | 0,139 | 0,160 | 0,250 | 0,319 | 0,560 | 0,990 | ||||||||
12 | 0,167 | 0,192 | 0,300 | 0,467 | 0,670 | 1,180 | 1,80 | 2,70 | ||||||
14 | 0,195 | 0,223 | 0,350 | 0,540 | 0,780 | 1,380 | 2,20 | 3,10 | 5,58 | 8,67 | ||||
16 | 0.222 | 0,255 | 0,400 | 0.620 | 0,890 | 1,580 | 2,50 | 3,60 | 6,30 | 9,90 | ||||
18 | 0,250 | 0,287 | 0,440 | 0.693 | 1,000 | 1,770 | ■2,80 | 4,00 | 7.10 | 11,10 | 16,00 | |||
20 | 0,278 | 0,320 | 0,490 | 0,770 | 1,110 | 1,970 | 3,10 | 4.40 | 7,90 | 12,30 | 17,80 | |||
22 | 0,540 | 0,847 | 1.220 | 2,170 | 3,40 | 4,90 | 8.70 | 13,60 | 19,50 | 34,70 | ||||
24 | 0.590 | 0,924 | 1,330 | 2,370 | 3,70 | 5,30 | 9,50 | 14,80 | 21,30 | 37,90 | ||||
25 | 0.620 | 0.960 | 1,390 | 2.470 | 3,90 | 5,60 | 9,90 | 15,40 | 22,20 | 39,49 | ||||
26 | 0,640 | 1,001 | 1,440 | 2,560 | 4,00 | 5,80 | 10.30 | 16,00 | 23,10 | 41,00 | 64,1 | 100,2 | ||
28 | 0,690 | 1,078 | 1,550 | 2,760 | 4,30 | 6,20 | 11,10 | 17,30 | 24.90 | 44,20 | 69,0 | 107,9 | ||
30 | 0,740 | 1.200 | 1.670 | 2,960 | 4,60 | 6,70 | 11,90 | 18,50 | 26,60 | 47,30 | 74,0 | 115,6 |
32 | 1,780 | 3,160 | 4,90 | 7,10 | 12,60 | 19.70 | 28,40 | 50,50 | 78,9 | 123,3 | ||||
35 | 1,940 | 3,450 | 5,40 | 7,80 | 13,80 | 21,60 | 31,10 | 55,20 | 86.3 | 134,9 | ||||
36 | 1,940 | 3.550 | 5,50 | 8,00 | 14,20 | 22,20 | 32.00 | 56,80 | 88,8 | 138,7 | ||||
40 | 2.220 | 3,940 | 6,20 | 8.90 | 15,80 | 24.70 | 35,50 | 63,10 | 98,6 | 154,1 | ||||
45 | 4,440 | 6.90 | 10,00 | 17,80 | 27,80 | 40,00 | 71,00 | 1! 1.0 | 173,4 | |||||
50 | 4.930 | 7.70 | 11,10 | 19.80 | 30,90 | 44,40 | 78,90 | J23.3 | 192.6 | |||||
55 | 5,423 | 8.50 | 12,20 | 21.70 | 33.90 | 48,80 | 86,80 | 135.6 | 211.9 | |||||
60 | 5,920 | 9,20 | 13,30 | 23,70 | 37.00 | 53,30 | 94,70 | 148,0 | 231,2 | |||||
65 | 14,41 | 25,70 | 40,10 | 57.70 | 102,60 | 160,3 | 250,4 | |||||||
70 | 15,50 | 27.70 | 43,20 | 62.20 | 110,50 | 172.6 | 269,7 | |||||||
75 | 16,70 | 29,60 | 46,30 | 66.60 | 118,40 | 185.0 | 289,0 | |||||||
80 | 17,80 | 31.60 | 49,40 | 71,00 | 126.20 | 197.3 | 308,2 | |||||||
85 | 33,60 | 52.40 | ' 5.50 | 134,10 | 209.6 | 327,5 | ||||||||
90 | 35,60 | 55,50 | 79,90 | 142,00 | 221,9 | 346.8 | ||||||||
95 | 37.50 | 58,60 | 84л0 | 149,90 | 234.3 | 366.0 | ||||||||
100 | 40,00 | 62.00 | 89.00 | 158,00 | 247,0 | 385,0 | ||||||||
ПО | 68,20 | 97,90 | 173,80 | 271,0 | 424,0 | |||||||||
120 | 74,30 | 106,80 | 189,60 | 296,0 | 462,0 |
6 ГОСТ Р 50337—92 ГОСТ Р 50337—9» С, 9
С 8 ГОСТ Р 50337—92
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ПОДГОТОВЛЕН И ВНЕСЕН Техническим Комитетом по стандартизации ТК 229 «Крепежные изделия»
РАЗРАБОТЧИКИ
В. Г. Серегин, А. М. Свиридов, Т. Б. Левина, Т. Н. Купцова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 08.10.92 № 1335
Настоящий стандарт подготовлен методом прямого применения международного стандарта ИСО 8739—86 «Штифты цилиндрические насеченные с насечками на всей длине и направляющим концом» с дополнительными требованиями, отражающие потребности народного хозяйства
3. ВЗАМЕН ГОСТ 12850—80 в части исполнения II
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта, приложения
3
3
3
Приложение 1
3
ГОСТ 9.301—36
ГОСТ 9.303—84
ГОСТ 17769—83
ГОСТ 26862—86
ГОСТ Р 50076—92
Редактор А. Л. Владимиров
Технический редактор Ь. Н. Малькова Корректор А. С. Черноусова
Сдано в наб. 11.11.92 Подо, к печ. 22.12.92 Усл. п. л. 0,625. Усл. кр.-огг. 0.625. Уч.-изд. л. 0,60. Тираж 1253 экх
Ордена «Знак Почета» Издательство стандартов» 123557. Москва» ГСП, Новопресненский пер., 3 Тип. «Московский печатник». Москва, Лялин пер., 6. Зак. 1636
{kind=link}