ГОСТ 34665-2020
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЛЬСЫ ЖЕЛЕЗНОДОРОЖНЫЕ, СВАРЕННЫЕ ЭЛЕКТРОКОНТАКТНЫМ СПОСОБОМ
Технические условия
Rails welded by electric contact method. Specifications
МКС 45.080
Дата введения 2021-03-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Акционерным обществом "Научно-исследовательский институт железнодорожного транспорта" (АО "ВНИИЖТ")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 524 "Железнодорожный транспорт"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 июня 2020 г. N 131-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 20 августа 2020 г. N 519-ст межгосударственный стандарт ГОСТ 34665-2020 введен в действие в качестве национального стандарта Российской Федерации с 1 марта 2021 г.
5 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт распространяется на соединенные контактной сваркой рельсы железнодорожные новые, предназначенные для укладки в железнодорожные пути общего и необщего пользования колеи 1520 мм:
- рельсы длиной до 25 м включительно;
- рельсовые плети длиной более 25 м;
- рельсы переходного профиля длиной от 12,5 до 25 м включительно.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 12.3.003-86 Система стандартов безопасности труда. Работы электросварочные. Требования безопасности
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 10503-71 Краски масляные, готовые к применению. Технические условия
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ 32894-2014 Продукция железнодорожного назначения. Инспекторский контроль. Общие положения
ГОСТ 34222-2017 Рельсы железнодорожные. Общие технические условия
_______________
В Российской Федерации действует ГОСТ Р 51685-2013 "Рельсы железнодорожные. Общие технические условия".
ГОСТ 34663-2020 Стыки рельсов и стрелочных переводов сварные. Методы неразрушающего контроля
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемых в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 15.309, ГОСТ 16504, а также следующие термины с соответствующими определениями:
3.1 новые железнодорожные рельсы: Железнодорожные рельсы, первично укладываемые (уложенные) в железнодорожный путь.
3.2 звеньевой путь: Конструкция железнодорожного пути из рельсов с болтовыми соединениями длиной до 25 м включительно, которые при колебаниях температуры изменяют свою длину за счет стыковых зазоров.
3.3 бесстыковой путь: Конструкция железнодорожного пути, представляющая собой чередование участков пути со сварными плетями длиной до 800 м и более, в том числе равной длине блока-участка, перегона или неограниченной длины с участками звеньевого пути, участками пути в виде стрелочных или уравнительных пролетов.
3.4 рельс, сваренный контактной сваркой; РКС: Рельс длиной до 25 м включительно, имеющий один или несколько сварных стыков.
3.5 стык РКС: Участок рельса в месте соединения двух рельсов контактной сваркой, состоящий из характерных областей сварного соединения: шва, зон термического влияния и основного металла, не подверженного термическому воздействию сварки.
3.6 РКС укороченной длины: Рельсы, применяемые в кривых железнодорожного пути.
3.7 рельсовая нитка (нить): Непрерывный ряд рельсов, примыкающих концами друг к другу и соединенных стыковыми накладками и болтами или сваркой, общей длиной более 25 м.
3.8 рельсовая плеть: Пара рельсовых ниток (левая и правая), предназначенная для укладки на одном участке бесстыкового пути.
3.9 рельс переходного профиля: РКС стандартной длины, сваренный из двух рельсов разных типов.
3.10 уравнительный рельс: Рельс, заполняющий уравнительный пролет между концами стыкуемых рельсовых плетей.
3.11
владелец инфраструктуры: Государственная организация, юридическое лицо или индивидуальный предприниматель, имеющие инфраструктуру железнодорожного транспорта на праве собственности или ином праве и оказывающие услуги по ее использованию на основании договора. [ГОСТ 32894-2014, пункт 3.4] |
3.12 рельсосварочное предприятие; РСП: Предприятие, выполняющее работы по сварке РКС, рельсовых плетей и рельсов переходного профиля в технологических линиях РСП или в составе путевых рельсосварочных машин (ПРСМ).
3.13 оператор машины контактной стыковой сварки оплавлением: Сварщик, выполняющий автоматическую или механизированную контактную стыковую сварку оплавлением железнодорожных рельсов и использующий оборудование с механизированными относительными перемещениями сварочного инструмента и свариваемого изделия, который прошел курс обучения и аттестован в соответствии с требованиями национальных нормативных документов государств, упомянутых в предисловии, соответственно его задачам.
_______________
В Российской Федерации действует ГОСТ Р 58443-2019 "Аттестация операторов контактной стыковой сварки оплавлением и сварщиков термитной сварки железнодорожных рельсов".
3.14
технологическая карта [ГОСТ 33976-2016, пункт 3.6] |
_______________
![]() В Российской Федерации применяют технологическую карту сварки по ГОСТ Р ИСО 15614-13-2009 "Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 13. Контактная стыковая сварка сопротивлением и оплавлением".
В Российской Федерации применяют технологическую карту сварки по ГОСТ Р ИСО 15614-13-2009 "Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 13. Контактная стыковая сварка сопротивлением и оплавлением".
3.15 грат: Окисленный металл и шлак на поверхности сварного стыка, выдавленный при осадке в процессе соединения рельсов сваркой.
3.16 отклонение поверхности от прямолинейности: Наибольшее расстояние ![]() или
или ![]() от рабочих поверхностей стыка РТС до прилегающей прямой в пределах нормируемого участка (базовой длины) (см. рисунок 1).
от рабочих поверхностей стыка РТС до прилегающей прямой в пределах нормируемого участка (базовой длины) (см. рисунок 1).
|
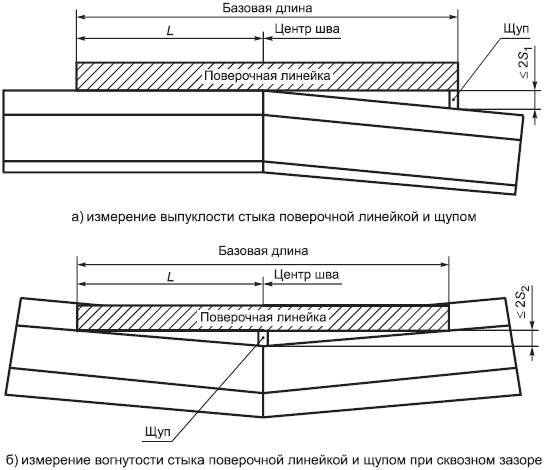
Рисунок 1 - Отклонение рабочих поверхностей стыка РКС от прямолинейности (L, мм - регламентируемое расстояние между краем поверочной линейки и центром сварного шва)
3.17 базовая длина: Длина поверочной линейки, регламентированная для каждого метода измерения выпуклости или вогнутости стыка РКС, местных неровностей.
3.18 местные неровности: Вогнутости поверхности катания (боковой рабочей грани) головки рельса на базовой длине 500 мм, образовавшиеся при шлифовке рабочих поверхностей головки рельса.
3.19
сквозной зазор: Зазор, в котором возможно беспрепятственное прохождение щупа по всей плоскости опирания (прилегания) контролируемых поверхностей. [ГОСТ 7370-2015, пункт 3.1.58] |
3.20 контрольный образец: Образец, состоящий из двух сваренных между собой заготовок рельсов, общей длиной не менее 1150 мм со сварным стыком посередине, предназначенный для проведения испытаний.
4 Технические требования
4.1 Требования к рельсам, предназначенным для сварки
4.1.1 Для изготовления РКС, рельсовых плетей и рельсов переходного профиля применяют рельсы, изготовленные в соответствии с ГОСТ 34222.
_______________
В Российской Федерации действует ГОСТ Р 51685-2013.
4.1.2 Сварка рельсов, не прошедших инспекторский контроль по ГОСТ 32894, не допускается.
4.1.3 Сварка РКС, рельсовых плетей и рельсов переходного профиля из опытных партий рельсов не допускается.
4.1.4 Рельсы, подлежащие сварке между собой, должны быть одного типа, одной марки стали и одной категории качества.
Рельсы переходного профиля сваривают из рельсов смежных типов.
4.1.5 Торцы готовых к сварке рельсов должны быть перпендикулярными к продольной оси. Косина торца рельса (отклонение плоскости торца рельса в любом направлении от перпендикулярности продольной оси рельса) не должна превышать 1 мм.
4.2 Требования к рельсам, сваренным контактной сваркой
4.2.1 РКС должны быть изготовлены с соблюдением требований к контактной сварке рельсов в соответствии с приложением А.
4.2.2 Стык РКС после удаления грата и механической обработки должен иметь шероховатость поверхности, не превышающую ![]() 80, и соответствовать профилю сечения соединяемых рельсов.
80, и соответствовать профилю сечения соединяемых рельсов.
Форма и размеры профиля стыка РКС должны соответствовать форме и основным размерам поперечного сечения рельсов по ГОСТ 34222.
_______________
В Российской Федерации действует ГОСТ Р 51685-2013.
4.2.3 Поверхность стыка РКС должна быть чистой, без дефектов и не иметь острых кромок, механических повреждений и следов оплавления поверхности в зоне контакта рельсов с токопроводящими губками сварочной машины.
4.2.4 РКС длиной 25 м, сваренный из отрезков рельсов различной длины, должен иметь не более трех стыков РКС, а РКС длиной 12,5 м - не более двух. Длина отдельных отрезков рельсов должна быть не менее 3 м в любой части РКС.
4.2.5 Отклонения по длине РКС не должны превышать, мм:
±9 - 25-метровых;
±7 - 12,5-метровых и РКС укороченной длины для кривых участков пути.
4.2.6 Стыки РКС не должны содержать внутренних дефектов: трещин, газовых пор, усадочных раковин, внутреннего выплеска металла, включая загрязнения, непроваров.
На поверхности излома стыков РКС контрольных образцов допускаются серые силикатные включения в количестве не более трех и общей площадью не более 15 мм.
4.2.7 Значения показателей прочности и пластичности стыков РКС должны быть не ниже значений, указанных в таблице 1.
Примечание - В качестве показателя прочности принимают величину нагрузки, которую выдерживает стык РКС при изгибе до разрушения, а показателем пластичности является соответствующая этой нагрузке стрела прогиба контрольного образца.
4.2.8 Значение твердости металла на поверхности катания стыка РКС после механической обработки (чистового шлифования) в измеряемых точках должно быть в диапазоне твердостей основного металла новых прокатных рельсов, установленных ГОСТ 34222.
_______________
В Российской Федерации действует ГОСТ Р 51685-2013.
Допускается снижение твердости металла головки стыков РКС относительно нижней границы твердости прокатных рельсов не более чем на 15%.
Таблица 1 - Прочность и пластичность стыков РКС, выполненных контактной стыковой сваркой оплавлением, при статическом трехточечном изгибе
Временное сопротивление рельсовой стали, Н/мм | Разрушающая нагрузка, кН, не менее/стрела прогиба, мм, не более | |||
Рельсы типа Р75 | Рельсы типа Р65 | Рельсы типа Р50 | ||
Подошва рельса в растянутой зоне (нагрузка на головку) | От 900 до 1000 включ. | 2000/25 | 1700/30 | 1200/35 |
Св. 1000 до 1200 включ. | 2000/25 | 2000/27 | 1300/35 | |
Св. 1200 до 1300 включ. | - | 2100/30 | - | |
Головка рельса в растянутой зоне (нагрузка на подошву) | От 900 до 1000 включ. | 1750/25 | 1500/30 | 1000/35 |
Св. 1000 до 1200 включ. | 1800/20 | 1750/23 | 1100/30 | |
Св. 1200 до 1300 включ. | - | 1750/25 | - | |
4.2.9 Отклонения от прямолинейности в зоне стыка РКС после механической обработки (чистового шлифования) по поверхностям катания и боковой рабочей грани головки рельса на базовой длине 1000 мм не должны превышать, мм:
0,3 - для всех категорий пути, кроме скоростного и высокоскоростного движения;
0,2 - для железнодорожных путей скоростного и высокоскоростного движения.
Не допускаются:
- вогнутость стыка РКС по поверхности катания;
- выпуклость стыка РКС по боковой рабочей грани головки рельса;
- местные неровности по рабочим поверхностям более 0,2 мм на базовой длине 500 мм.
Примечание - Необходимость измерения отклонения от прямолинейности по обеим боковым граням головки рельса возникает в случае переукладки рельсовой нити с переменой рабочей боковой грани головки рельса.
4.3 Требования к рельсовым плетям
4.3.1 Номинальная длина рельсовой плети должна составлять 800 м.
Примечание - По согласованию с владельцем инфраструктуры допускается изготовление рельсовых плетей для бесстыкового пути различной проектной длины, в том числе равной длине блока-участка, перегона или любой другой. Проектная длина плети является длиной, заложенной в проекте, привязанном к конкретному участку железнодорожного пути на местности.
4.3.2 Допускается приваривать к рельсовым ниткам для получения рельсовой плети проектной длины концевые рельсовые вставки необходимой длины. Применение концевых рельсовых вставок менее 6 м не допускается.
4.3.3 Требования к профилю стыков РКС рельсовой плети - по 4.2.2.
4.3.4 Поверхности стыков РКС рельсовой плети должны соответствовать требованиям 4.2.3.
4.3.5 Требования к внутренним дефектам стыков РКС рельсовой плети - по 4.2.6.
4.3.6 Значения показателей прочности и пластичности стыков РКС рельсовой плети должны быть не ниже значений, указанных в таблице 1.
Примечание - В качестве показателя прочности принимают величину нагрузки, которую выдерживает стык РКС при изгибе до разрушения, а показателем пластичности является соответствующая этой нагрузке стрела прогиба контрольного образца.
4.3.7 В концах рельсовой плети и уравнительных рельсов бесстыкового пути должны быть по три болтовых отверстия по схеме, соответствующей конкретному типу рельсов.
Примечания
1 В сварных рельсах типа Р65, предназначенных для звеньевого пути, допускается по два болтовых отверстия.
2 По требованию владельца инфраструктуры допускается изготовление плетей без болтовых отверстий.
Расположение и диаметр болтовых отверстий в рельсах должны соответствовать рисунку 2 и таблице 2.
|
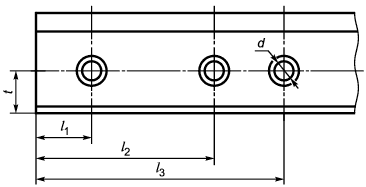
d - диаметр болтового отверстия; t - расстояние от подошвы до центров отверстий; ,
![]() ,
, ![]() - расстояния до первого, второго и третьего болтового отверстия соответственно
- расстояния до первого, второго и третьего болтового отверстия соответственно
Рисунок 2 - Расположение болтовых отверстий
Таблица 2
В миллиметрах | |||||
Тип рельсов | d | t |
|
| |
Р50 | 34,0 | 68,5 | 66,0 | 216,0 | 356,0 |
Р65, Р65К | 36,0 | 78,5 | 96,0 | 316,0 | 446,0 |
Р75 | 80,4 | ||||
Примечание - Рельсы длиной 12,5 м могут иметь диаметр болтовых отверстий 36 и 31 мм в рельсах типов Р65 и Р50 соответственно. | |||||
Болтовые отверстия в рельсе должны быть перпендикулярны к вертикальной продольной плоскости рельса. Поверхность болтовых отверстий рельса должна быть гладкой, без следов надрывов на кромках.
Отклонения по диаметру отверстий и по расстоянию от торца рельса до центров болтовых отверстий должны быть не более ±1 мм.
На кромках болтовых отверстий и в торцах по всему сечению рельса должна быть снята фаска шириной от 1,5 до 3,0 мм под углом около 45°.
4.3.8 Значение твердости металла в измеряемых точках стыка РКС по поверхности катания после механической обработки (чистового шлифования) - по 4.2.8.
4.3.9 Отклонение рабочих поверхностей в зоне стыка РКС от прямолинейности после механической обработки (чистового шлифования) - по 4.2.9.
4.3.10 Торцы рельсов рельсовых плетей после обрезки должны быть перпендикулярными к продольной оси. Косина торца рельса (отклонение плоскости торца рельса в любом направлении от перпендикулярности продольной оси рельса) не должна превышать 1 мм.
4.4 Требования к рельсам переходного профиля
4.4.1 Конструкция, размеры, отклонение по длине рельсов переходного профиля - в соответствии с рисунками Б.1 и Б.2 (приложение Б).
Режим нагрева концов рельсов токами высокой частоты для прессования рельсов переходного профиля приведен в таблице В.1 (приложение В).
4.4.2 Поверхность стыка РКС рельса переходного профиля должна соответствовать требованиям 4.2.3.
4.4.3 Требования к внутренним дефектам стыков РКС рельсов переходного профиля - по 4.2.6.
4.4.4 Значение твердости металла в измеряемых точках стыка РКС рельса переходного профиля по поверхности катания после механической обработки (чистового шлифования) с шероховатостью ![]() от 35 до 50 мкм - по 4.2.8.
от 35 до 50 мкм - по 4.2.8.
4.4.5 Отклонение от прямолинейности в зоне стыка РКС рельса переходного профиля по поверхностям катания и боковой рабочей грани головки после механической обработки (чистового шлифования) - по 4.2.9.
4.4.6 Значения показателей прочности и пластичности стыков РКС рельсов переходного профиля должны быть не ниже значений, указанных в таблице 1.
Примечание - Значения величин прочности и пластичности рельса переходного профиля принимают для рельса меньшего сечения.
4.4.7 В рельсах переходного профиля для звеньевого пути, состоящих из рельсов типов Р75 и Р65, допускается использовать два болтовых отверстия (первое и второе) (см. рисунок 2).
4.4.8 Торцы рельсов переходного профиля после обрезки должны быть перпендикулярными к продольной оси. Косина торца рельса (отклонение плоскости торца рельса в любом направлении от перпендикулярности продольной оси рельса) не должна превышать 1 мм.
4.4.9 Максимальное значение магнитной индукции на поверхности катания головки рельсов РКС, головки рельсов рельсовых плетей и головки рельсов переходного профиля перед укладкой в железнодорожный путь не должно превышать 0,7 мТл.
4.5 Маркировка
4.5.1 Стыки РКС (стык РКС рельса переходного профиля) отмечают путем нанесения белой масляной краской по ГОСТ 10503 двух полос на шейке и верхней части подошвы рельса с обеих сторон шва на той же стороне рельса, где нанесена маркировка стыка.
Ширина полос (20±2) мм каждая, расстояние между полосами в паре от 15 до 20 мм, расстояние полос от середины шва, мм:
(250±10) - выполненного в пути (см. рисунок 3);
(100±10) - выполненного на РСП.
4.5.2 Маркировку РКС, рельсов переходного профиля, рельсовых плетей и стыков РКС наносят белой масляной краской по ГОСТ 10503 на шейку рельса. Высота знаков маркировки должна быть от 40 до 50 мм.
4.5.3 Маркировку стыка, сваренного в пути, наносят справа от стыка РКС на расстоянии 50 мм от полос. Маркировка имеет такую последовательность знаков (см. рисунок 3):
- обозначение РСП (номер или буква), к которому приписана передвижная рельсосварочная машина;
- номер ПРСМ;
- номер стыка РКС по сменному рапорту и книге учета;
- буква Т, являющаяся отметкой о проведении дифференцированной термической обработки;
- последние две цифры года сварки стыка РКС.
Между знаками маркировки той же краской наносят точки.
|
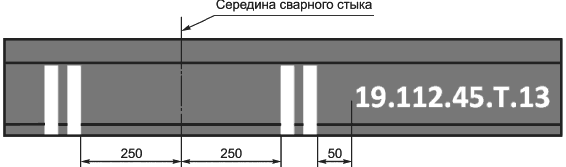
Рисунок 3 - Маркировка стыка РКС, сваренного в пути (размеры в миллиметрах)
4.5.4 Маркировку сваренных на РСП рельсов переходного профиля (РКС) наносят справа от середины стыка на расстоянии 1,5 м (для рельсов РКС отсчет ведут от первого соединения, сваренного в технологической линии). Маркировка рельса переходного профиля (РКС) имеет такую последовательность знаков:
- обозначение РСП (номер или буква);
- отделенный от него точкой и интервалом номер рельса по сварочной ведомости;
- отделенные от него дефисом две последние цифры года сварки;
- отделенное от него интервалом значение длины (в метрах), указанное с точностью до второго знака после запятой.
Пример - 8. 58-16 24,92 м.
4.5.5 Маркировку рельсовой плети наносят в начале и в конце каждой рельсовой нитки рельсовой плети на расстоянии 1,5 м от первого и последнего стыка РКС на шейке рельса, обращенной внутрь колеи. Маркировку рельсовой плети наносят в следующем порядке:
- обозначение РСП (номер или буква);
- отделенный от него точкой и интервалом номер плети по проекту;
- отделенный от него точкой и интервалом указанный в скобках номер плети по сварочной ведомости;
- отделенные от него дефисом две последние цифры года сварки;
- отделенное от него интервалом сокращение от указания на правую или левую нитку сварной плети рельсового пути;
- отделенное от него интервалом значение длины (в метрах), указанное с точностью до второго знака после запятой.
Пример - 1. 25. (278)-16 прав. 100,51 м.
Около каждого стыка РКС на расстоянии 150 мм от оси шва на шейке рельса наносят его порядковый номер и отделенный от него дефисом номер рельсовой плети по проекту: 1-1000, 2-1000, 3-1000 и т.д.
5 Правила приемки
5.1 Общие положения
5.1.1 Для проверки соответствия требованиям настоящего стандарта РКС, рельсовых плетей и рельсов переходного профиля проводят следующие виды испытаний:
- приемо-сдаточные;
- периодические;
- типовые.
5.1.2 Испытания проводят в соответствии с ГОСТ 15.309.
5.1.3 Взаимосвязь между проверяемыми показателями, видами испытаний и методами контроля приведена в таблице 3.
5.1.4 РКС, рельсовые плети и рельсы переходного профиля считают выдержавшими испытания, если по всем показателям получены положительные результаты испытаний.
5.2 Приемо-сдаточные испытания
5.2.1 Перечень показателей, проверяемых при проведении приемо-сдаточных испытаний, приведен в таблице 3.
5.2.2 РКС, рельсовые плети и рельсы переходного профиля при приемо-сдаточных испытаниях подвергают сплошному контролю (каждый стык РКС).
5.2.3 При обнаружении в процессе неразрушающего контроля дефекта (см. 4.2.6, 4.3.5, 4.4.3) стык РКС вырезают на длину не менее 50 мм (25 мм в обе стороны от сварного шва) и подвергают повторной сварке.
5.2.4 Стык РКС с превышением допустимых отклонений от прямолинейности рабочих поверхностей головки рельса после механической обработки (чистового шлифования) (см. 4.2.9, 4.3.9 и 4.4.5) в стационарных условиях РСП допускается править в соответствии с А.3.6 (приложение А).
Таблица 3 - Показатели, виды испытаний и методы контроля
Наименование показателя | Пункт настоящего стандарта | Виды испытаний | ||||
технических требований | методов контроля | приемо- | периоди- | типовые | ||
Перекос торцов рельсов | 4.1.5, 4.3.10, 4.4.8 | 6.3 | + | - | - | |
Размеры и допуски профиля стыков РКС в РКС, рельсовой плети и в рельсе переходного профиля | 4.2.2, 4.3.3, 4.4.1 | 6.4 | + | - | - | |
Состояние поверхности стыков РКС | 4.2.3, 4.3.4, 4.4.2 | 6.5 | + | - | - | |
Количество стыков РКС и длина отдельных отрезков рельсов в РКС | 4.2.4 | 6.6 | + | - | - | |
Допускаемая длина концевых рельсовых вставок рельсовой плети | 4.3.2 | 6.7 | + | - | - | |
Геометрические размеры | РКС | 4.2.5 | 6.8 | + | - | - |
рельсовой плети | 4.3.1 | |||||
рельса переходного профиля | 4.4.1 | 6.4, 6.8 | + | - | - | |
Болтовые отверстия по концам рельсовой плети и рельса переходного профиля | 4.3.7, 4.4.7 | 6.10 | + | - | - | |
Отклонение от прямолинейности рабочих поверхностей рельсов в зоне стыков РКС, местные неровности | 4.2.9, 4.3.9, 4.4.5 | 6.9 | + | - | - | |
Отсутствие внутренних дефектов сварки | неразрушающий контроль | 4.2.6, 4.3.5, 4.4.3 | 6.11 | + | - | - |
разрушающий контроль | 4.2.6, 4.3.5, 4.4.3 | 6.14 | - | + | + | |
Твердость металла стыка РКС по поверхности катания | 4.2.8, 4.3.8, 4.4.4 | 6.12 | - | + | + | |
Прочность и пластичность стыков РКС | 4.2.7, 4.3.6, 4.4.6 | 6.13 | - | + | + | |
Магнитная индукция на поверхности катания головки рельсов | 4.4.9 | 6.15 | + | - | - | |
Маркировка | 4.5 | 6.16 | + | - | - | |
Примечание - Знак "+" - испытание выполняют, знак "-" - испытание не выполняют. | ||||||
5.3 Периодические испытания
5.3.1 Перечень показателей, проверяемых при проведении периодических испытаний, приведен в таблице 3.
Периодическим испытаниям подвергают специально изготовленные на рельсосварочном предприятии контрольные образцы (см. 3.20).
5.3.2 Для периодических испытаний сваривают на каждой работающей контактной сварочной машине, при работе в технологических потоках РСП, по два контрольных образца в начале и середине смены по режиму, принятому для данного типа рельсов.
При сварке рельсов разных типов в течение одной смены контрольные образцы для испытаний сваривают из рельсов каждого типа (по два для каждого типа). Первый контрольный образец сваривают перед переходом на другой тип, а второй - при завершении сварки этого типа или в конце смены.
5.3.3 Для периодических испытаний на каждой работающей контактной сварочной машине, входящей в состав передвижной рельсосварочной машины, сваривают по два контрольных образца через каждые 50 сварных соединений по режиму, принятому для данного типа машины, типа и категории рельсов.
Перед сваркой рельсов разных металлургических комбинатов и разных марок сталей между собой сваривают контрольные образцы, идентичные рельсам, которые предназначены для сварки в пути.
5.3.4 Прочность и пластичность сварных соединений РКС (см. 4.2.7, 4.3.6, 4.4.6) проверяют на двух контрольных образцах при испытаниях на статический трехточечный изгиб.
5.3.5 В случае неудовлетворительных результатов испытаний на статический трехточечный изгиб (при наличии в изломе дефектов по 4.2.6, 4.3.5, 4.4.3 или при значениях прочности и пластичности ниже установленных в 4.2.7, 4.3.6, 4.4.6) из стыков, сваренных в партии между контрольными образцами с положительным и отрицательным результатами испытаний, вырезают два последних стыка и повторно проверяют показатели прочности, пластичности, значения твердости и наличие дефектов. Если при этом хотя бы один образец не удовлетворяет требованиям, то все вышеуказанные стыки РКС бракуют. Забракованные стыки РКС подлежат повторной сварке после вырезки на длину не менее 50 мм (25 мм в обе стороны от сварного шва).
5.3.6 Измерение твердости (см. 4.2.8, 4.3.8, 4.4.4) проводят не менее чем на двух сварных соединениях в каждую смену, прошедших все операции технологического процесса и сваренных после контрольного образца.
5.4 Типовые испытания
5.4.1 Типовые испытания проводят в случае изменения режимов сварки, термической обработки, применения другого типа термического упрочнения и класса прочности рельсов.
5.4.2 Перечень показателей, проверяемых при типовых испытаниях, приведен в таблице 3.
6 Методы контроля
6.1 Средства измерений, применяемые при методах контроля, должны быть поверены (калиброваны) в соответствии с национальным законодательством об обеспечении единства измерений.
_______________
В Российской Федерации действует Федеральный закон от 26 июня 2008 г. N 102-ФЗ "Об обеспечении единства измерений".
6.2 Испытательное оборудование должно быть аттестовано в соответствии с требованиями национальных нормативных документов![]() государств, упомянутых в предисловии.
государств, упомянутых в предисловии.
_______________
![]() В Российской Федерации действует ГОСТ Р 8.568-97 "Государственная система обеспечения единства измерений. Аттестация испытательного оборудования. Основные положения".
В Российской Федерации действует ГОСТ Р 8.568-97 "Государственная система обеспечения единства измерений. Аттестация испытательного оборудования. Основные положения".
6.3 Перекос торцов рельсов (см. 4.1.5, 4.3.10, 4.4.8) измеряют в вертикальной и горизонтальной плоскости с помощью угольника УП-1-250 по ГОСТ 3749 и набора плоских щупов в соответствии с рисунком Г.1 (приложение Г).
6.4 Соответствие стыка РКС профилю свариваемых рельсов (см. 4.2.2, 4.3.3) контролируют отсутствием зазора между гранью, приложенной ко шву серединой линейки поверочной - ЛД-1-125 по ГОСТ 8026 или измерительной - 150 по ГОСТ 427, и поверхностью катания или рабочей боковой гранью рельса.
Геометрические размеры поверхностей в зоне стыка РКС рельса переходного профиля (см. 4.4.1) измеряют штангенциркулем ШЦ-I-125-0,1 по ГОСТ 166 и линейкой - 500 по ГОСТ 427.
6.5 Состояние поверхности стыков РКС (см. 4.2.3, 4.3.4, 4.4.2) контролируют визуально без применения оптических приборов.
6.6 Количество стыков РКС (см. 4.2.4) определяют визуально. Длину отдельных отрезков рельсов (см. 4.2.4) в РКС измеряют металлической измерительной рулеткой по ГОСТ 7502 любой номинальной длины в пределах от 3 до 10 м.
6.7 Допускаемую длину концевых рельсовых вставок рельсовых плетей (см. 4.3.2) измеряют металлической измерительной рулеткой Р30У3К по ГОСТ 7502.
6.8 Измерение длины (отклонения по длине) РКС (см. 4.2.5), рельсовых плетей (см. 4.3.1) и рельсов переходного профиля (см. 4.4.1) проводят металлической измерительной рулеткой Р30У3К по ГОСТ 7502.
6.9 Отклонение от прямолинейности в зоне сварных стыков: РКС, рельсовой плети и рельса переходного профиля (см. 4.2.9, 4.3.9, 4.4.5) после чистового шлифования сварного соединения измеряют по поверхности катания и боковой рабочей грани головки рельса с помощью поверочной линейки ШД-2-1000 по ГОСТ 8026 и набора плоских щупов в соответствии с рисунком Г.1 (приложение Г). Схемы измерения представлены на рисунках 4 и 5.
|
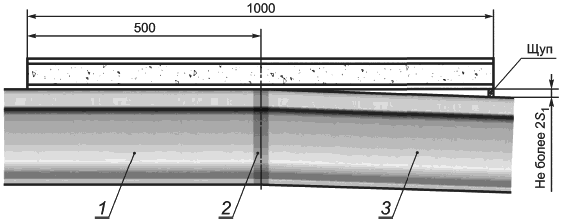
1 и 3 - рельсы; 2 - сварной шов (вид сбоку)
Рисунок 4 - Схема измерения выпуклости стыка РКС по поверхности катания (размеры указаны в миллиметрах)
|
1 и 3 - рельсы; 2 - сварной шов (вид сверху)
Рисунок 5 - Схема измерения вогнутости стыка РКС по боковой рабочей грани головки рельса (размеры указаны в миллиметрах)
Выпуклость стыка (2![]() ) по поверхности катания головки рельса (см. рисунок 4), измеряют у приподнятого торца линейки типа ШД-2-1000 по ГОСТ 8026 при прижатом другом торце без приложения к нему дополнительных усилий прижатия и вычисляют его фактическое значение.
) по поверхности катания головки рельса (см. рисунок 4), измеряют у приподнятого торца линейки типа ШД-2-1000 по ГОСТ 8026 при прижатом другом торце без приложения к нему дополнительных усилий прижатия и вычисляют его фактическое значение.
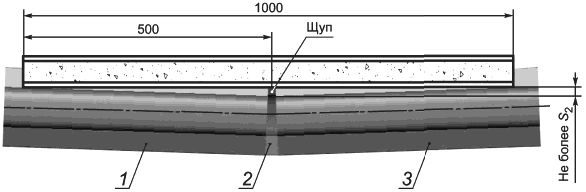
Вогнутость стыка (![]() ) по боковой рабочей грани головки рельса (см. рисунок 5) или по поверхности катания (см. рисунок 1, б) определяют по величине сквозного зазора (см. 3.19) в районе стыка при прижатых торцах поверочной линейки типа ШД-2-1000 по ГОСТ 8026 с применением набора плоских щупов в соответствии с рисунком Г.1 (приложение Г).
) по боковой рабочей грани головки рельса (см. рисунок 5) или по поверхности катания (см. рисунок 1, б) определяют по величине сквозного зазора (см. 3.19) в районе стыка при прижатых торцах поверочной линейки типа ШД-2-1000 по ГОСТ 8026 с применением набора плоских щупов в соответствии с рисунком Г.1 (приложение Г).
Глубину местных неровностей по рабочим поверхностям стыка РКС измеряют в пределах 500 мм в обе стороны от центра сварного шва при помощи набора плоских щупов в соответствии с рисунком Г.1 (приложение Г) и поверочной линейки ШД-2-1000 по ГОСТ 8026, прикладываемой вдоль продольной оси рельса:
- к поверхности катания серединой к сварному шву;
- к рабочей боковой грани головки рельса краем линейки к сварному шву с обеих сторон.
6.10 Диаметр болтовых отверстий и их расположение в рельсовой плети (см. 4.3.7, рисунок 2, таблицу 2) и в рельсе переходного профиля (см. 4.4.7) контролируют штангенциркулем ШЦ-I-125-0,1 по ГОСТ 166 и линейкой - 500 по ГОСТ 427.
Перпендикулярность отверстий к вертикальной продольной плоскости рельса (см. 4.3.7) контролируют угольником УП-2-60 по ГОСТ 3749.
Ширину фаски на кромках болтовых отверстий (см. 4.3.7) контролируют штангенциркулем ШЦ-I-125-0,1 по ГОСТ 166.
Угол фаски подтверждают равенством измеренных штангенциркулем ШЦ-I-125-0,1 по ГОСТ 166 значений: половинной разности диаметров фаски и болтового отверстия и половинной разности толщины шейки рельса и длины цилиндрической части отверстия.
6.11 Неразрушающий контроль стыков РКС после чистового шлифования (см. 4.2.6, 4.3.5, 4.4.3) выполняют в соответствии с требованиями ГОСТ 34663-2020.
6.12 Твердость металла в сварном соединении (сварном шве и зоне термического влияния) после чистового шлифования (см. 4.2.8, 4.3.8, 4.4.4) контролируют по поверхности катания. Измерения по ГОСТ 9012 с погрешностью не более ±5% проводят: в центре сварного шва, в точках на расстоянии 15 мм от центра в каждую сторону по ширине головки и вдоль рельса в точках 25, 50 и 75 мм от центра в каждую сторону (направление 1 и 2).
Твердость металла измеряют стационарным или переносным твердомером по методике, приведенной в инструкции по эксплуатации соответствующего прибора. Схема измерения твердости представлена на рисунке 6.
|
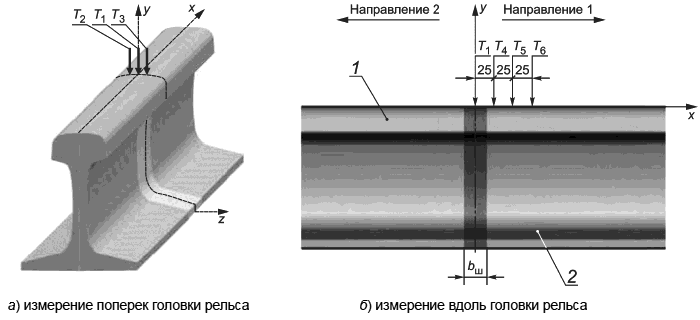
1 - головка рельса; 2 - сварной шов шириной ![]()
Рисунок 6 - Схема измерения твердости металла по поверхности катания рельса (размеры указаны в миллиметрах)
6.13 Прочность и пластичность сварных соединений (см. 4.2.7, 4.3.6, 4.4.6) определяют при испытаниях контрольных образцов на статический трехточечный изгиб по схеме, приведенной на рисунке 7.
Испытания нешлифованных, нетермообработанных контрольных образцов проводят при температуре не выше 50°С. Разрушающую нагрузку и стрелу прогиба контрольных образцов определяют на прессе, оборудованном системой автоматической записи величины нагрузки на контрольный образец и уровня его деформации. За результат принимают значения в момент разрушения образца.
Перемещение плунжера пресса не должно превышать скорость 0,00025 м/с (15 мм/мин) и обеспечивать плавное нарастание нагрузки на контрольный образец в соответствии с ГОСТ 6996.
|

1 - нагрузка; 2 - сварной шов; r - радиус ролика пуансона и опор величиной не менее 25
Рисунок 7 - Схема испытания контрольного образца РКС при статическом трехточечном изгибе (размеры указаны в миллиметрах)
Зону растяжения контрольных образцов устанавливают на длине 1000 мм:
- нагрузку прилагают в середине контрольного образца по центру шва;
- диаметр ролика пуансона, передающего нагрузку на середину испытываемого шва, должен быть не менее 50 мм;
- диаметр опор цилиндрической или полуцилиндрической формы должен быть не менее 50 мм;
- один контрольный образец испытывают с приложением нагрузки на головку рельса (подошва в растянутой зоне), второй - на подошву (головка в растянутой зоне).
6.14 Дефекты сварного соединения и их характер (см. 4.2.6, 4.3.5 и 4.4.3) при разрушающем контроле выявляют визуальным осмотром излома стыка РКС с применением лупы типа ЛП-1 по ГОСТ 25706 с увеличением от 2 до 4
.
Площадь каждого серого силикатного включения (см. 4.2.6, 4.3.5 и 4.4.3) представляют в виде площадей прямоугольников, у которых штангенциркулем ШЦ-I-125-0,1 по ГОСТ 166 измеряют длину и ширину для вычисления площади каждого прямоугольника с последующим суммированием их площадей.
6.15 Определение магнитной индукции на поверхности катания головки рельсов (см. 4.4.9) выполняют по ГОСТ 34222.
_______________
В Российской Федерации действует ГОСТ Р 51685-2013.
Измерения характеристик магнитного поля вдоль РКС, рельсовых плетей, рельсов переходного профиля осуществляют приборами с функцией оценки уровня индукции магнитного поля на поверхности рельсов в отдельных точках с расстоянием между точками измерения не более 5 м, отсчитываемым от конца РКС, рельсовой плети, рельса переходного профиля.
При превышении нормативного значения проводят размагничивание рельсов с повторным контролем величины магнитной индукции.
6.16 Наличие маркировки (см. 4.5) проверяют визуально, а ее месторасположение и высоту знаков маркировки - при помощи измерительных линеек по ГОСТ 427.
7 Транспортирование и хранение
7.1 Условия хранения и транспортирования РКС, рельсовых плетей и рельсов переходного профиля должны соответствовать требованиям ГОСТ 15150 группы ОЖ1 по временной противокоррозионной защите по ГОСТ 9.014, вариант ВЗ-0.
7.2 Готовые изделия: РКС, рельсовые плети, рельсы переходного профиля и уравнительные рельсы отгружают потребителю без упаковки.
7.3 Транспортирование РКС, рельсовых плетей, рельсов переходного профиля и уравнительных рельсов осуществляют на открытом подвижном составе железных дорог.
7.4 Погрузку и крепление РКС, рельсовых плетей, рельсов переходного профиля и уравнительных рельсов проводят в соответствии с требованиями национальных нормативных документов государств![]() , упомянутых в предисловии, на размещение и крепление грузов для данного вида транспорта.
, упомянутых в предисловии, на размещение и крепление грузов для данного вида транспорта.
_______________
![]() В Российской Федерации действуют "Технические условия размещения и крепления грузов в вагонах и контейнерах" (утверждены Министерством путей сообщения Российской Федерации от 27 мая 2003 г., регистрационный номер ЦМ-943).
В Российской Федерации действуют "Технические условия размещения и крепления грузов в вагонах и контейнерах" (утверждены Министерством путей сообщения Российской Федерации от 27 мая 2003 г., регистрационный номер ЦМ-943).
7.5 Повреждение РКС, рельсовых плетей, рельсов переходного профиля и уравнительных рельсов при погрузке и транспортировании не допускается.
7.6 Хранение готовых РКС, рельсовых плетей, рельсов переходного профиля и уравнительных рельсов на предприятии-изготовителе и у потребителя - под навесом или на открытых площадках.
7.7 Рельсы укладывают на горизонтальной площадке по типам рельсов (Р50, Р65, Р75), по принадлежности к предприятиям-изготовителям и по термической обработке, применяемой к рельсам.
Рельсы укладывают на подошву в штабель пирамидальной формы. Каждый верхний ряд штабеля по количеству рельсов должен быть меньше нижнего ряда на два рельса (на один от каждого края). Между рядами рельсов укладывают деревянные прокладки толщиной не менее 50 мм. При длине рельсов 25 м между рядами укладывают равномерно шесть прокладок с расположением крайних на расстоянии не менее 2,65 м от концов рельса. Для рельсов длиной 12,5 м укладывают три прокладки с таким же расположением. Концы прокладок не должны выступать за пределы штабеля более чем на 100 мм.
8 Гарантии изготовителя
8.1 Изготовитель гарантирует соответствие рельсов, сваренных контактной сваркой, рельсовых плетей и рельсов переходного профиля требованиям настоящего стандарта при соблюдении правил эксплуатации, хранения и транспортирования.
8.2 Срок гарантии РКС, рельсовых плетей, рельсов переходного профиля и уравнительных рельсов должен быть указан в миллионах тонн брутто пропущенного по ним груза и/или не менее пяти лет с момента их изготовления.
_______________
В Российской Федерации применяют 700 млн т брутто в прямых участках пути и в кривых R
650 м; 350 млн т брутто в кривых участках пути R
650 м.
Приложение А
(справочное)
Требования к контактной сварке рельсов
А.1 Требования к подготовке рельсов к сварке
А.1.1 Перед сваркой проверяют наличие инспекторских приемочных клейм, вдавленной и выпуклой маркировки рельсов.
А.1.2 Торцы стыкуемых рельсов и контактирующие с зажимами сварочной машины поверхности на длину токоведущих электродов (зажимных губок) зачищают до металлического блеска механическим способом. При этом зачистку ведут вдоль рельса. Дефекты на зачищенных поверхностях не допускаются. Качество поверхности должно соответствовать требованиям ГОСТ 34222.
_______________
В Российской Федерации применяют ГОСТ Р 51685-2013.
А.1.3 Наличие вдавленных и выпуклых клейм на расстоянии менее 100 мм от торца рельса не допускается.
Вдавленные маркировочные знаки на шейке рельса, расположенные на расстоянии менее 100 мм от торца рельса, удаляют обрезкой торца рельса.
При сварке рельсов на машинах с вертикальным зажатием выпуклые маркировочные знаки на шейке рельсов, расположенные на расстоянии менее 100 мм от торца рельса, удаляют шлифованием до уровня прокатного профиля. При сварке рельсов с боковым зажатием выпуклые маркировочные знаки удаляют шлифованием на длину электродов сварочной машины.
А.1.4 При установке в сварочную машину торцы заготовок свариваемых рельсов совмещают по периметру так, чтобы поверхности катания головок рельсов и боковые рабочие грани были на одном уровне.
Несовпадение торцов стыкуемых рельсов должно быть смещено по высоте на подошву и не должно быть более 1,2 мм, а по ширине головки смещено в сторону нерабочей грани и не должно превышать 1 мм.
А.1.5 Перед сваркой рельсов переходного профиля проводят прессование подошвы и шейки рельсов большего сечения после нагрева их до температуры ковки от 850°С до 950°С (светло-красный цвет).
Нагрев для прессования (обсадки) концов рельсов проводят на индукционных установках. Значение величины обсадки должно быть для новых рельсов переходного профиля типа Р75 на Р65 - не более (12±1) мм, с типа Р65 на Р50 - не более (28±1) мм в соответствии с рисунками Б.1 и Б.2 (приложение Б).
А.1.6 Переход от выпрессованной к остальной части рельса должен быть плавным. Длина переходной части рельса после прессования и разрезки перед сваркой должна составлять для рельсов большего сечения, мм, не более:
85 - для типа Р75;
75 - для типа Р65.
В местах переходов не должно быть пережога металла, трещин, расслоений, зарубов, вмятин (особенно на подошве) и искривлений шейки рельса.
А.2 Требования к выполнению сварки
А.2.1 Требования к применяемому оборудованию и режимам сварки приводят в аттестованной технологической карте![]() сварки.
сварки.
_______________
![]() В Российской Федерации применяют технологическую карту сварки по ГОСТ Р ИСО 15614-13-2009.
В Российской Федерации применяют технологическую карту сварки по ГОСТ Р ИСО 15614-13-2009.
Сварку следует выполнять с соблюдением требований ГОСТ 12.3.003.
А.2.2 Существенные параметры процесса сварки для каждого РКС не должны выходить за пределы допусков, приведенных в технологической карте![]() сварки и введенных в управляющий компьютер машины контактной стыковой сварки оплавлением.
сварки и введенных в управляющий компьютер машины контактной стыковой сварки оплавлением.
_______________
![]() В Российской Федерации применяют технологическую карту сварки по ГОСТ Р ИСО 15614-13-2009.
В Российской Федерации применяют технологическую карту сварки по ГОСТ Р ИСО 15614-13-2009.
Контроль отклонений существенных параметров процесса сварки осуществляют по рапорту процесса, записанному управляющим компьютером сварочной машины.
А.3 Требования к механической и термической обработке рельсов, сваренных контактной сваркой
А.3.1 В стыках РКС грат удаляют в горячем состоянии (светло-красный цвет) механизированным способом ножами рельсосварочной машины с образованием ровной поверхности без рисок на основном металле и остатков неудаленного металла (выступов) с допуском по профилю в пределах от 0,7 до 2,0 мм.
А.3.2 Не допускается выпуклость или вогнутость стыка РКС более 2 мм на длине 1000 мм (в таком случае сварной стык бракуют, вырезают и переваривают).
Выпуклость или вогнутость в зоне стыка РКС по рабочим поверхностям головки рельса (см. рисунок 1) до 2 мм на длине 1000 мм в стационарных условиях технологической линии РСП допускается исправлять правкой стыка РКС непосредственно после завершения процесса сварки: в горячем состоянии (светло-красный цвет), без шлифовки сварного стыка. Измерения выполняют при помощи набора плоских щупов в соответствии с рисунком В.1 (приложение В) и специального шаблона.
Шаблон должен быть изготовлен из металлической линейки ШД-2-1000 по ГОСТ 8026 с вырезанным на рабочей плоскости в середине линейки поперечным пазом глубиной 2,5 мм и шириной 16 мм. Шаблон должен быть аттестован и поверен государственной метрологической службой. При измерениях паз шаблона совмещают с выпуклостью сварного шва.
_______________
В Российской Федерации действует Федеральный закон от 26 июня 2008 г. N 102-ФЗ "Об обеспечении единства измерений".
А.3.3 После удаления грата (правки РКС или рельса переходного профиля, при необходимости) выполняют механическую обработку (далее - грубая шлифовка) неостывшего стыка РКС по всему периметру до уровня с основным профилем рельсов.
Обработку производят вдоль рельса ручными машинами или методом фрезерования. Цвета побежалости после абразивной или фрезерной обработки не являются браком.
А.3.4 Потребность в термической обработке стыка РКС после его грубой шлифовки в каждом из государств![]() , упомянутых в предисловии, устанавливают самостоятельно.
, упомянутых в предисловии, устанавливают самостоятельно.
_______________
![]() В Российской Федерации термическая обработка сварных стыков рельсов является обязательной операцией.
В Российской Федерации термическая обработка сварных стыков рельсов является обязательной операцией.
Термическую обработку рельсов в зоне стыков РКС проводят посредством нагрева всего сечения токами высокой частоты с последующим принудительным охлаждением металла головки.
Нагрев стыков РКС для термической обработки начинают при температуре стыка не более 600°С, контролируемой по термометру индукционного оборудования.
Индукционное оборудование для дифференцированной термической обработки стыков РКС в цеховой стационарной технологической линии РСП располагают на расстоянии не менее 50 м от сварочной машины.
Цвета побежалости после термической обработки не являются браком.
А.3.5 Нагрев концов рельсов токами высокой частоты для прессования рельсов переходного профиля проводят на индукционных установках по режиму, приведенному в приложении В.
А.3.6 В цеховой стационарной технологической линии РСП допускается проводить правку сварных стыков рельсов, прошедших термическую обработку, в так называемом холодном (в остывшем до 300°С и менее) состоянии, на специальном гидравлическом прессе для правки в четырех направлениях, правильно-шлифовальном комплексе или аналогичном оборудовании.
Допускается искусственное охлаждение до указанной температуры рельсов в зоне сварного стыка водой, воздушно-водяной смесью или потоком воздуха.
А.3.7 После термической обработки стыков РКС окончательное (чистовое) шлифование стыков по поверхности катания и боковым граням головки выполняют фибровыми или абразивными кругами чашечного типа на ручных шлифовальных машинах или на автоматических шлифовальных машинах, правильно-шлифовальных комплексах или аналогичном оборудовании с измерительной системой определения выпуклости или вогнутости стыков РКС и компьютерной записью результатов.
Требования к моделям применяемого оборудования и режимам чистовой шлифовки стыков РКС указывают в технологической инструкции РСП, утвержденной (согласованной) владельцем инфраструктуры.
Приложение Б
(обязательное)
Конструкция и размеры рельсов переходного профиля
Конструкция и размеры рельса переходного профиля с типа Р75 на тип Р65 приведены на рисунке Б.1.
|

Примечание - Радиусы закруглений острых кромок по ГОСТ 34222.
_______________
В Российской Федерации действует ГОСТ Р 51685-2013.
Рисунок Б.1 - Конструкция и размеры рельса переходного профиля с типа Р75 на тип Р65 (размеры указаны в миллиметрах)
Конструкция и размеры рельса переходного профиля с типа Р65 на тип Р50 приведены на рисунке Б.2.
|

Примечание - Радиусы закруглений острых кромок по ГОСТ 34222.
_______________
В Российской Федерации действует ГОСТ Р 51685-2013.
Рисунок Б.2 - Конструкция и размеры рельса переходного профиля с типа Р65 на тип Р50 (размеры указаны в миллиметрах)
Приложение В
(рекомендуемое)
Режим нагрева концов рельсов токами высокой частоты для прессования рельсов переходного профиля
Режим нагрева концов рельсов токами высокой частоты для прессования рельсов переходного профиля приведен в таблице В.1.
Таблица В.1
Наименование параметра | Значение параметра |
Мощность, кВт, не менее | 150 |
Частота тока, кГц, не более | 2,4 |
Зазор между индуктором и рельсом, мм | 10-15 |
Температура нагрева, °С | 850-950 |
Время нагрева, с, не более | 240 |
Приложение Г
(обязательное)
Набор плоских щупов
Допускаемые отклонения толщины щупов приведены в таблице Г.1.
|
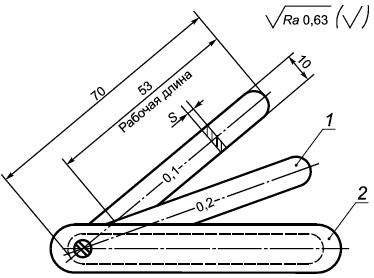
1 - щуп; 2 - обойма; S - 0,1-1 мм через 0,1 мм
Рисунок Г.1 - Набор плоских щупов
Таблица Г.1
Толщина щупов, мм | Допускаемые отклонения толщины щупов S, мкм | ||
новых | изношенных | ||
Верх | Низ | ||
От 0,2 до 0,06 включ. | +5 | -3 | -5 |
Св. 0,06 до 0,10 включ. | +6 | -4 | -6 |
Св. 0,10 до 0,20 включ. | +8 | -4 | -8 |
Св. 0,20 до 0,30 включ. | +9 | -5 | -9 |
Св. 0,30 до 0,50 включ. | + 11 | -6 | -11 |
Св. 0,50 до 0,60 включ. | + 13 | -7 | -13 |
Св. 0,60 до 0,80 включ. | + 14 | -8 | -14 |
Св. 0,80 до 1,00 включ. | + 16 | -9 | -16 |
УДК 625.143:621.791:006.354 | МКС 45.080 |
Ключевые слова: рельсы железнодорожные, сварка контактная стыковая оплавлением, технические требования, правила приемки, методы испытаний | |
Электронный текст документа
и сверен по:
, 2020
{kind=link}