ГОСТ 2201-79*
Группа Д45
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ РУКАВНЫЕ ДЛЯ ВОЗДУШНЫХ РУКАВОВ ДИАМЕТРОМ 19 мм
Технические условия
Hose connections for 19 mm diameter air hoses.
Specifications
ОКП 29 5910
Дата введения 1980-01-01
Постановлением Государственного комитета СССР по стандартам от 30 марта 1979 г. N 1201 срок введения установлен с 01.01.80
ПРОВЕРЕН в 1984 г. Постановлением Госстандарта от 31.10.84 N 3792 срок действия продлен до 01.01.90**
______________
** Ограничение срока действия снято постановлением Госстандарта СССР от 25.10.88 N 3512. - .
ВЗАМЕН ГОСТ 2201-43
* ПЕРЕИЗДАНИЕ (ноябрь 1985 г.) с Изменением N 1, утвержденным в октябре 1984 г. (ИУС 2-85).
Настоящий стандарт распространяется на рукавные соединения для воздушных рукавов диаметром 19 мм, предназначенные для герметичного соединения рукавов между собой, а также для присоединения рукавов к штуцерам жестких судоподъемных понтонов, земснарядов, пневматических инструментов.
1. ТИПЫ, ОСНОВНЫЕ РАЗМЕРЫ
1.1. Соединения рукавные должны изготовляться двух типов:
1 - разъемное;
2 - неразъемное.
1.2. Основные размеры разъемного рукавного соединения и его деталей должны соответствовать указанным на черт.1, 3-5.
Тип 1
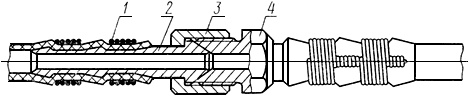
1 - бензель;
2 - ниппель; 3 - накидная гайка; 4 - ниппель с резьбой
Черт.1
Пример условного обозначения разъемного рукавного соединения:
Соединение рукавное 1 ГОСТ 2201-79
Тип 2
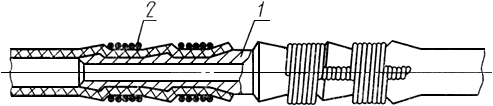
1 - ниппель;
2 - бензель
Черт.2
Пример условного обозначения неразъемного рукавного соединения:
Соединение рукавное 2 ГОСТ 2201-79
Ниппель
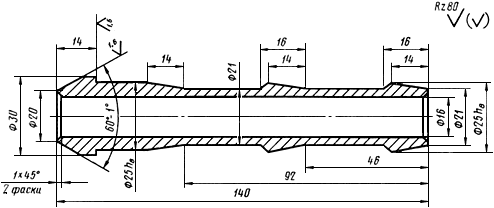
Черт.3
Пример условного обозначения ниппеля рукавного соединения:
Ниппель 1 ГОСТ 2201-79
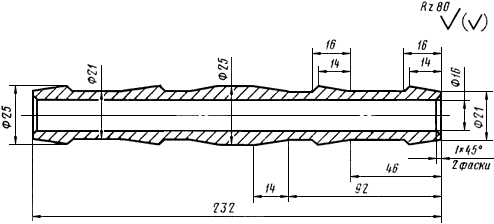
Ниппель с резьбой
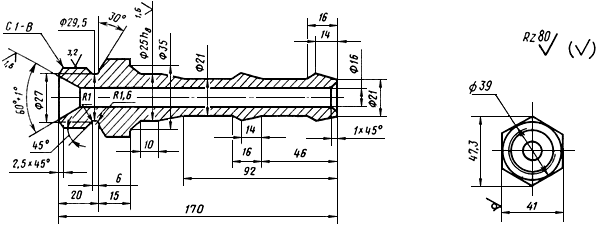
Черт.4
Пример условного обозначения ниппеля с резьбой разъемного соединения:
Ниппель с резьбой ГОСТ 2201-79
Гайка
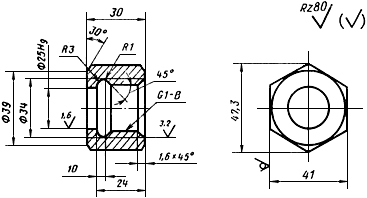
Черт.5
Пример условного обозначения накидной гайки разъемного соединения:
Гайка ГОСТ 2201-79
Ниппель неразъемного соединения
Черт.6
Пример условного обозначения ниппеля неразъемного соединения:
Ниппель 2 ГОСТ 2201-79
(Измененная редакция, Изм. N 1).
1.3. Основные размеры неразъемного рукавного соединения и его деталей должны соответствовать указанным на черт.2 и 6.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Рукавные соединения должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Детали рукавных соединений должны изготовляться из следующих материалов:
ниппели для разъемного соединения, гайка разъемного соединения - латунь марки Л0 62-1 ГОСТ 15527-70;*
______________
* На территории Российской Федерации действует ГОСТ 15527-2004. - .
ниппель неразъемного соединения - сталь марки 20 по ГОСТ 1050-74*;
_______________
* На территории Российской Федерации действует ГОСТ 1050-88. - .
бензель - латунная проволока по ГОСТ 1066-80*.
______________
* На территории Российской Федерации действует ГОСТ 1066-90. - .
Допускается изготовление деталей разъемного соединения из бронзы БрАМц9-2 по ГОСТ 18175-78, а также из любой коррозионно-стойкой стали.
Предел прочности при растяжении 30-35 кг/мм
. Относительное удлинение при длине образца 100 мм - 20%.
(Измененная редакция, Изм. N 1).
2.3. Марка материала устанавливается заказчиком в зависимости от условий работы.
2.4. Рукавные соединения должны выдерживать рабочее давление до 2,0 МПа включительно.
2.5. Детали не должны иметь заусенцев, трещин, расслоений.
2.6. Предельные отклонения размеров - по технической документации, утвержденной в установленном порядке.
2.7. Резьба штуцера и гайки - трубная по ГОСТ 6357-81, класс точности В.
2.8. Резьба должна быть чистой, без вмятин, рисок, заусенцев и сорванных ниток.
2.9. Эллиптичность конусной поверхности (угол конуса 60°) ниппеля и штуцера не должна быть более 0,05 мм.
2.10. Соединение в сборе должно быть прочным и плотным.
2.11. Масса деталей соединений не должна превышать:
0,24 кг - ниппеля соединения типа 1;
0,45 кг - ниппеля с резьбой;
0,17 кг - гайки;
0,34 кг - ниппеля соединения типа 2.
Отклонения по массе не должны превышать:
+8% всей партии, взвешиваемой при приемке;
+12% отдельных соединений при контрольном взвешивании.
2.12. Средний срок службы соединений - 25 лет.
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия соединений требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные испытания.
3.2. При приемо-сдаточных испытаниях проверяют:
каждую деталь на соответствие требованиям пп.2.4-2.8;
5% от партии, но не менее 3 шт на соответствие требованиям пп.2.9-2.10.
3.3. Соединения на испытания предъявляются партиями. Партия должна состоять из изделий одного типа, изготовленных из материалов, полученных по одному документу о качестве и предъявленных к приемке по одному документу.
3.4. При получении неудовлетворительных результатов испытаний на соответствие требованиям пп.2.4-2.7 предъявленные детали бракуют, а пп.2.5; 2.6; 2.8; 2.10 бракуют всю партию и возвращают для разбраковки. После устранения дефектов проводят повторные испытания и контроль на удвоенном количестве образцов, отобранных от той же партии соединений. Результаты повторных испытаний являются окончательными и распространяются на всю партию.
4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1. Конструкцию соединений проверяют сопоставлением с чертежами.
4.2. Соответствие требованиям п.2.2 проверяют по документу о качестве.
4.3. Соответствие требованиям пп.2.4-2.8 проверяют внешним осмотром и обмером предельными калибрами, шаблонами, универсальными измерительными инструментами.
4.4. Шероховатость поверхностей проверяют сравнением с эталонными образцами.
4.5. Соответствие требованиям п.2.4 проверяют гидравлическим давлением 3,0 МПа.
Время выдержки соединения под давлением 3 мин, при этом не должно наблюдаться остаточных деформаций, признаков разрыва, потения или течи.
4.6. После гидравлических испытаний соединения должны быть подвергнуты осмотру, а также проверке на легкость вращения резьбового соединения.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка изделий должна проводиться в соответствии с ГОСТ 2171-79* и ГОСТ 4666-75.
______________
* На территории Российской Федерации действует ГОСТ 2171-90. - .
Способ нанесения маркировки должен обеспечивать ее сохранность в течение всего срока службы соединений.
5.2. Соединения должны быть упакованы в деревянные ящики по ГОСТ 2991-85: разъемные - по 25 шт., неразъемные - по 100 шт. в каждый ящик.
5.3. Маркировка транспортной тары по ГОСТ 14192-77*.
_______________
* На территории Российской Федерации действует ГОСТ 14192-96. - .
5.4. Каждая партия соединений должна сопровождаться этикеткой по ГОСТ 2.601-68*.
_______________
* На территории Российской Федерации действует ГОСТ 2.601-2006 . - .
Сопроводительная документация должна быть предохранена от механических повреждений и воздействий атмосферных осадков.
5.5. Условия транспортирования и хранения - по группе условий хранения С ГОСТ 15150-69.
5.6. Консервация должна осуществляться в соответствии с вариантами временной противокоррозионной защиты ВЗ-1, ВЗ-2, ВЗ-4 по ГОСТ 9.014-78.
(Измененная редакция, Изм. N 1).
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие соединений требованиям настоящего стандарта при соблюдении потребителем условий хранения.
6.2. Гарантийный срок службы - 2 года с момента ввода в эксплуатацию.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1986
{kind=link}