ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
ПРЕДВАРИТЕЛЬНЫЙ
НАЦИОНАЛЬНЫЙ
СТАНДАРТ
РОССИЙСКОЙ
ФЕДЕРАЦИИ
пнет
226—
2017
Техника авиационная СИСТЕМЫ ГИДРАВЛИЧЕСКИЕ
Порядок сборки и установка, а также вращающие моменты для фитингов, для сред и трубопроводов с цилиндрической резьбой, не требующих развальцовки
(SAE AS 5148:2013, NEQ)
Издание официальное
Москва
Стандартииформ
2017
ПНСТ 226—2017
Предисловие
1 РАЗРАБОТАН Федеральным государственным бюджетным учреждением «Национальный исследовательский центр «Институт имени Н.Е. Жуковского» (ФГБУ «НИЦ «Институт имени Н.Е. Жуковского») на основе собственного перевода на русский язык англоязычной версии станаарта. указанного в пункте 4
2 ВНЕСЕН Техническим комитетом ло стандартизации ТК 323 «Авиационная техника»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства ло техническому регулированию и метрологии от 27 октября 2017 г. N9 27-пнст
4 Настоящий стандарт разработан с учетом основных нормативных положений международного документа SAE AS 5148:2013 «Порядок сборки и установка, а также вращающие моменты для фитингов, для сред и трубопроводов с цилиндрической резьбой, не требующих развальцовки» (SAE AS 5148:2013 «Assembly, Installation and Torque for Flareless and Straight Thread Fluid Fittings and Tube Assemblies». NEQ)
Правила применения настоящего стандарта и проведения его мониторинга установлены в ГОСТ Р 1.16—2011 (разделы 5 и 6).
Федеральное агентство по техническому регулированию и метрологии собирает сведения о практическом применении настоящего стандарта. Данные сведения, а также замечания и предложения по содержанию стандарта можно направить не позднее чем за четыре месяца до истечения срока его действия разработчику настоящего стандарта по адресу: 125167. Москва, ул. Викторенко. д. 7 и в Федеральное агентство по техническому регулированию и метрологии по адресу: 109074. Москва. Китайгородский пр-д. д. 7. стр. 1.
В случае отмены настоящего стандарта соответстеующая информация будет опубликована в ежемесячном информационном указателе «Национальные стандарты», а также будет размещена на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
©Стандартинформ. 2017
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства ло техническому регулированию и метрологии
и
ПНСТ 226—2017
Содержание
1 Область применения..................................................................1
2 Нормативные ссылки..................................................................1
3 Трубопроводные фитинги без развальцовки и втулка с врезным кольцом......................2
4 встраиваемые фитинги без развальцовки................................................7
5 Установка втулки с цилиндрической резьбой..............................................9
ПНСТ 226—2017
Введение
В целях развития промышленного производства и увеличения доли участия на международном рынке российской авиационной техники гражданского назначения важным условием является обеспечение соответствия создаваемой продукции наилучшим принятым на международном уровне требованиям и кормам.
Настоящий предварительный национальный стандарт разработан с учетом основных нормативных положений SAE AS 5146:2013. SAE AS 5148, наряду с другими стандартами Международного сообщества автомобильных инженеров (Society of Automotive Engineers. SAE International), устанавливающих требования в области гидравлических систем, применяемых в аэрокосмической отрасли, имеет положительный опыт успешного применения в международной практике авиастроения.
В целях приведения в соответствие с требованиями основополагающих стандартов национальной системы стандартизации Российской Федерации и российского законодательства текст настоящего стандарта по сравнению с исходным текстом SAE AS 5146имеет технические отклонения и различия ло форме представления, значения величин выражены в единицах СИ (кроме случаев, установленных Постановлением Правительства Российской Федерации от 31 октября 2009 г. № 879 «Об утверждении Положения о единицах величин, допускаемых к применению в Российской Федерации»).
Учитывая объем изменений по сравнению с исходным текстом SAE AS 5148. настоящий стандарт разработан в целях предварительной апробации установленных в нем требований, накопления дополнительной информации об объекте стандартизации посредством производства и проведения необходимых испытаний данного объекта.
IV
ПНСТ 226—2017
ПРЕДВАРИТЕЛЬНЫЙ НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Техника авиационная СИСТЕМЫ ГИДРАВЛИЧЕСКИЕ
Порядок сборки и установка, а также вращающие моменты для фитингов, для сред и трубопроводов с цилиндрической резьбой, не требующих развальцовки
Aviation equipment. Hydraulic system. Assembly, installation and torques (or ftareless and straight thread fluid fittings and tube assemblies
Срок действия с 2018—07—01 до 2020—07—01
1 Область применения
Настоящий стандарт распространяется на монтаж и сборку следующих компонентов:
• фитинги без развальцовки, врезные муфты и компоненты для концевой арматуры (см. раздел 2);
• встраиваемые фитинги (см. раздел 3):
• втулки с цилиндрической резьбой (см. раздел 4).
Настоящий стандарт также описывает монтаж и сборку обжимных гидравлических фитингов по-средством резьбовой затяжки.
В настоящем стандарте представлены таблицы по смазочным материалам для резьбы в различных системах: топливной, гидросистеме, кислородной и пневматической. Настоящий стандарт устанавливает требования по ручной предварительной сборке, контролю качества предварительной установки зубчатой втулки, сборке, смазке и затяжке соединения.
2 Нормативные ссылки
8 настоящем стандарте использована нормативная ссылка на следующий стандарт:
ГОСТ 5632—72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общею пользования — на официальном сайте федератъного органа исполнительной власти в сфере стандартизации в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, го рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение. е котором дана ссылка на наго, рекомендуется применять в части, на затрагивающей эту ссыпку.
Издание официальное
1
ПНСТ 226—2017
3 Трубопроводные фитинги без развальцовки и втулка с врезным кольцом
3.1 Предварительная установка втулки с врезным кольцом
3.1.1 Втулки должны быть установлены на трубопровод перед сборкой. Предварительная уста* новка втулок может быть выполнена автоматически или вручную в случае, если трубопровод выполнен из алюминия, нержавеющей стали марки 08Х18Н10 по ГОСТ 5632 или отожженной нержавеющей стали.
3.1.2 Обработка кромок на торцах труб
Обработку кромок следует проводить со скосом 0.5 градуса с последующей зачисткой от заусениц на внешней и внутренней стенках. Сколы или скосы как на внешней, так и на внутренней стенках не должны превышать 25 % от толщины стенки трубы.
3.1.3 Подготовка к механической обработке
3.1.3.1 Следует использовать оснастку, соответствующую типоразмеру втулки для последующей установки на трубу.
3.1.3.2 При наладке оборудования следует руководствоваться настройками, рекомендованными производителем, и/или настройками, позволяющими осуществить требуемый монтаж (см. 3.1.5).
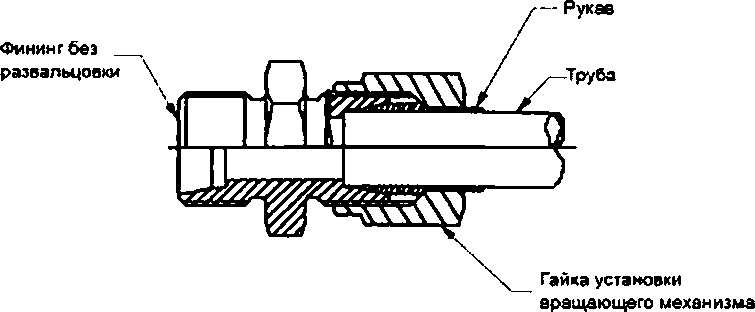
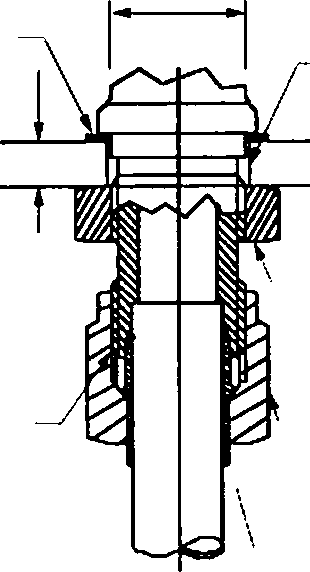
Рисунок 1 — Труба с втулкой с врезным кольцом без развальцовки в сборе
3.1.3.3 Поверхность втулки и рабочая поверхность оснастки должны быть обработаны соответствующей смазкой (см. таблицу 1).
Таблица 1—Выбор смазочных материалов для резьбы
Применение | Соответствующая емвзха |
Охлаждающая жидкость (этиленгликоль) | Не требуется |
Охлаждающая жидкость (силикатные эфиры) | Не требуется |
Топливо для двигателя | Техническая жидкость |
Смазка двигателя (на нефтяной основе) | Техническая жидкость |
Смазка двигателя (на фосфатной основе) | Техническая жидкость |
Гидросистема (на нефтяной основе) | Техническая жидкость |
Гидросистема (на фосфатной основе) | Техническая жидкость |
Кислородная система | Не требуется |
Пневматическая система | Компонентная смазка (на основе синтетического масла с литьевым мылом) |
Вакуум | Не требуется |
Вода | Технический вазелин (петролатум W-P-236 ) |
2
ПНСТ 226—2017
3.1.4 Ручная предварительная сборка
Ручная предварительная сборка может быть выполнена с использованием специального ручного инструмента или стандартного фитинга. Предварительная установка втулки осуществляется накручиванием накидной гайки до заданного числа оборотов (см. таблицы 2—4) до фланца.
3.1.4.1 Фланец втулки, конус гайки (24е) и сопряженную резьбу фитинга необходимо смазать жидкостью, указанной в таблице 1. Поверхности, покрытые твердой смазкой, в жидкой смазке не нуждаются.
3.1.4.2 Шестигранник фитинга в сборе, надетый на трубку, удерживается гаечным ключом, другим гаечным ключом производится медленное заворачивание гайки до тех пор. пока трубка не перестанет проворачиваться вручную. Процесс завершается, когда втулка начнет плотно прилегать к трубке. С этого момента необходимо завернуть гайку на число оборотов, указанное в таблицах 2—4 соответственно.
Таблица 2 — Число оборотов гайки после предварительной установки втулки с использованием оправки
Размер трубы, мм | 3.175 | 4.775 | 6,350 | 7.925 | 9.525 | 12.700 | 15.875 | 19.050 | 25.400 | 31,750 | 38.100 |
Кол. оборотов | 1 1/6 | 1 1/6 | 1 | 1 | 5/6 | 5/6 | Ж | 2/3 | 2/3 | 2/3 | Ж |
Таблица 3 — Число оборотов гажи после предварительной установки втулки на трубку из нержавеющей стали марки 08Х16Н10 по ГОСТ 5632—72 с использованием оправки
В миллиметрах
Толщина стенки | Размер трубы | ||||||||
— | 3.175 | 4.775 | 6.350 | 7,925 | 9.525 | 12.700 | 15.875 | 19.050 | 25.400 |
0.305 | 1 1/6 | — | — | — | — | — | — | — | — |
0.457 | 1 1/6 | 1 1/6 | 1 1/6 | 1 1/6 | — | — | — | — | — |
0.508 | 1 1/6 | 1 1/6 | 1 1/6 | 1 1/6 | _1> | — | — | — | — |
0.559 | 1 1/6 | 1 1/6 | 1 1/6 | 1 1/6 | 1 1/6 | — | — | — | — |
0.635 | 1 1/6 | 1 1/6 | 1 1/6 | 1 1/6 | 1 1/6 | —1) | _1| | — | — |
0.711 | 1 1/6 | 1 1/6 | 1 | 1 1/6 | 1 | 1 1/6 | 1 1/6 | _1) | — |
0.889 | — | 1 1/6 | — | 1 | 1 | 1 1/6 | 1 1/6 | 1 1/6 | |
1,067 | — | — | — | 1 | 1 | 1 | 1 1/6 | 1 1/6 | 1 1/6 |
1.245 | — | — | — | 1 | 5/6 | 1 | 1 | 1 | 1 1/6 |
1.473 | — | — | — | — | — | 5/6 | 1 | 5/6 | 1 |
1.651 | — | — | — | — | — | 5/6 | 5/6 | 5/6 | 1 |
1.829 | — | — | — | — | — | — | — | 5/6 | 5/6 |
2.108 | — | — | — | — | — | — | — | — | 5/6 |
Ч Использовать оправку для данного типоразмера при болев тонкой стенке трубы. |
Таблица 4 — Число оборотов тайки после предварительной установки втулки на трубку из алюминиевого сплава и отожженной нержавеющей стали с использованием оправки
В миллиметрах
Толщина стенки | Размер трубы | ||||||||
— | 3.175 | 4.775 | 6.350 | 7.925 | 9.525 | 12.700 | 15.875 | 19.050 | 25.400 |
0.457 | 1 1/6 | 1 1/6 | — | — | — | — | — | — | — |
3
ПНСТ 226—2017
Окончание таблицы 4
Толщина стенки | Размер трубы | ||||||||
0.508 | 1 1/6 | 1 1/6 | — | — | — | — | — | — | — |
0.559 | 1 1/6 | 1 1/6 | _1) | — | — | — | — | — | — |
0.635 | 1 1/6 | 1 1/6 | 1 1/6 | _1> | — | — | — | — | — |
0.711 | 1 1/6 | 1 1/6 | 1 1/6 | 1 1/6 | —1) | _1> | — | — | — |
0.889 | — | 1 | 1 1/6 | 1 1/6 | 1 1/6 | 1 1/6 | —1) | — | |
1.067 | — | — | 1 | 1 | 1 1/6 | 1 1/6 | 1 1/6 | 1 1/6 | _1) |
1.245 | — | — | — | 1 | 1 | 1 | 1 1/6 | 1 1/6 | 1 1/6 |
1.473 | — | — | — | 1 | 5/6 | 1 | 1 | 1 | 1 1/6 |
1.651 | — | — | — | — | 5/6 | 5/6 | 1 | 1 | 1 1/6 |
1.829 | — | — | — | — | — | — | — | 5/6 | 1 |
2.108 | — | — | — | — | — | — | — | 5/6 | 5/6 |
2.413 | — | — | — | — | — | — | — | 5/6 | — |
1> Использовать оправку для данного типоразмера при более тонкой стенке трубы. |
3.1.5 Контроль качества предварительной установки втулки с зубом
3.1.5.1 После предварительной установки втулка может проворачиваться на трубе. Продольное движение втулки допустимо, но не должно превышать 0,508 мм (0,020 дюйма).
3.1.5.2 Глубина захождения зуба втулки в трубку должна быть 0.508 мм (0.020 дюйма). Типовое захождение втулки с зубом в трубку показано на рисунке 2. Данный пункт не является обязательным требованием контроля качества.
_Кромка материала для изготовления
[ трубы, приподнятая под вспомогательным ;-- Рукав
\ клапаном /
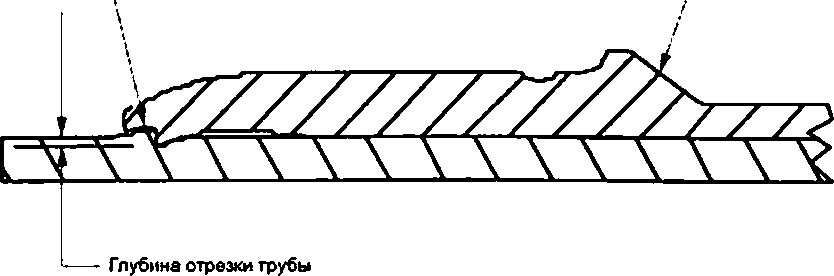
Рисунок 2 — Типовое захождение втулки с зубом в трубку
3.1.6 Труба в сборе должна быть очищена методом, совместимым с жидкостями системы, в кото* рых данная труба применяется.
3.1.7 Установка втулки с зубом на трубу в сборе
3.1.7.1 Сборка
Трубка в сборе с втулкой должна быть вставлена без перекосов в фитинг, сверху вручную задвигается накидная гайка без предварительного натяга.
4
ПНСТ 226—2017
3.1.7.2 Смазка
Если не указано иное, фланец втулки, конус фитинга (24е) и резьба гайки покрываются перед сборкой смазкой (см. таблицу 1). Резьба гайки и конус фитинга, покрытые сухой смазкой, не нуждаются в смазке системной жидкостью.
3.1.7.3 Затяжка соединения
8 случае применения динамометрического гаечного ключа при сборке гайку необходимо затянуть с моментом, указанным в таблице 5.
Таблица 5 — Момент затяжки, муфта с зубом, ньютон-метр. ±5 %
Труба внешний диаметр, ыы | Толщина стоит труб», им | Алюминиевым фитинг, алюминиевая труба | Стальной фитинг, труба из отожженной нержавеющей стали | Стальной или титановый фитинг, КС U8 жесткая трубка |
3.175 | 0.305 | — | — | 6 |
4.775 | 0.406 | — | — | 11 |
4.775 | 0.508 | — | 11 | — |
4.775 | 0.711 | 9 | — | — |
6.350 | 0.508 | — | 16 | 16 |
6.350 | 0.711 | 12 | 16 | — |
7.925 | 0.508 | — | 21 | 21 |
7.925 | 0.711 | 16 | 21 | |
9.525 | 0.711 | 19 | — | 31 |
9.525 | 0.889 | — | 31 | — |
12.700 | 0.711 | 32 | — | — |
12.700 | 0.889 | 41 | — | 57 |
12.700 | 1.067 | — | 57 | — |
15.875 | 0.711 | 41 | — | — |
15.875 | 0.889 | 47 | — | — |
15.875 | 1.067 | — | — | 79 |
15.875 | 1.473 | — | 79 | — |
19.050 | 0.711 | 51 | — | — |
19.050 | 1.245 | 51 | — | — |
19.050 | 1.473 | — | — | 102 |
19.050 | 1.651 | — | 102 | — |
25.400 | 0.889 | 85 | — | — |
25.400 | 1.245 | 90 | — | — |
25.400 | 1.651 | 136 | — | 136 |
25.400 | 2.108 | — | 136 | — |
6 случае использования стандартных рожковых гаечных ключей при сборке необходимо затянуть гайку до заметно возросшего момента на ключе, после этого довернуть ее на 1/6—1/3 оборота, не превышая 1/3 оборота затяжки.
5
ПНСТ 226—2017
3.1.7.4 Негерметичное соединение
В случае обнаружения иегерметичности соединения необходимо открутить гайку и отсоединить конец трубы от фитинга, не пытаясь предотвратить утечку путем дополнительного затягивания гайки. Необходимо осмотреть поверхности герметизации втулки и соединительного фитинга на наличие царапин, вмятин, тре-щин. инородных материалов и др.. собрать заново соединение с новыми деталями, если это необходимо.
3.1.8 Установка трубы в сборе с концевым элементом
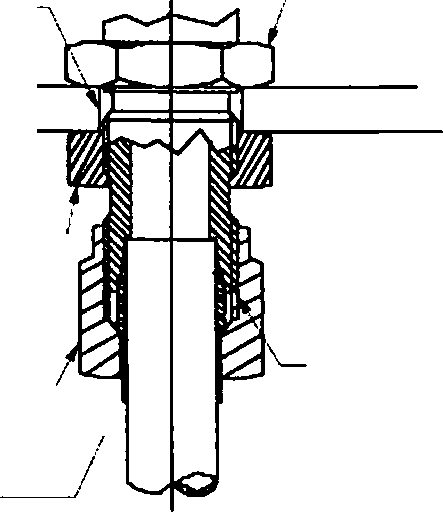
3.1.8.1 Пример установки трубы в сборе с концевым элементом показан на рисунке 3.
-Концевой фитинг
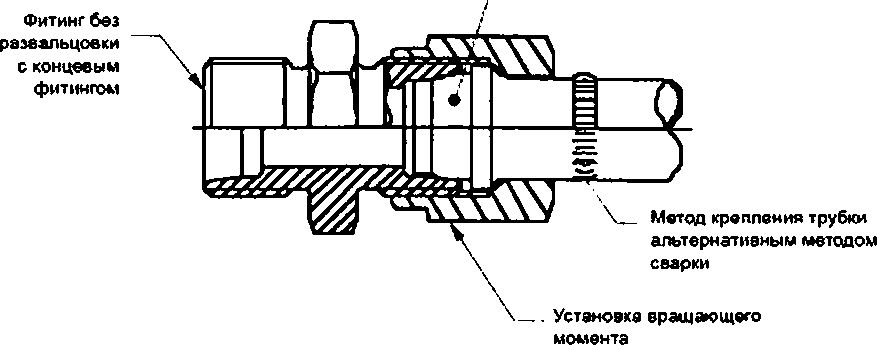
Рисунок 3 — Труба в сборе с концевым элементом
3.1.8.2 Трубка в сборе с втулкой должна быть вставлена без перекосов в фитинг, сверху вручную задвигается накидная гайка без предварительного натяга.
3.1.8.3 Смазка
Если не указано иное, фланец втулки, конус фитинга (24*) и резьба гайки покрываются перед сборкой смазкой (см. таблицу 1). Резьба гайки и конус фитинга, покрытые сухой смазкой, не нуждаются в смазке системной жидкостью.
3.1.8.4 Затяжка соединения
В случае применения динамометрического гаечного ключа при сборке гайку необходимо затянуть с моментом, указанным в таблице 6.
Таблица 6 — Момент затяжки, ньютон-метр. ±5 %
Внешний диаметр труби, им | Алюминиевый фитинг | Стальной или титановый фитинг |
3.175 | — | 6 |
4.775 | 9 | 11 |
6.350 | 12 | 16 |
7.925 | 16 | 21 |
9.525 | 19 | 31 |
12.700 | 32 | 57 |
15.875 | 41 | 79 |
19.050 | 51 | 102 |
25.400 | 85 | 136 |
31.750 | 102 | 181 |
38.100 | 102 | 226 |
50.800 | — | 226 |
6
ПНСТ 226—2017
6 случае использования стандартных рожковых гаечных ключей при сборке следует затянуть гайку до заметно возросшею момента на ключе, после этою довернуть ее на 176—1/3 оборота, не пре* вышая 1/3 оборота затяжки.
3.1.8.5 Негерметичное соединение
В случае обнаружения негерметичности соединения следует открутить гайку и отсоединить конец трубы от фитинга, не пытаясь предотвратить утечку путем дополнительного затягивания гайки. Необходимо осмотреть поверхности герметизации втулки и соединительного фитинга на наличие царапин, вмятин, трещин, инородных материалов и др., собрать заново соединение с новыми деталями, если это необходимо.
4 Встраиваемые фитинги без развальцовки
4.1 Пример установки встраиваемых фитингов показан на рисунке 4.
Срез под клюы
Шайба
Перегородка-J
Концевой фитинг
Отверстие в соответствии с таблицей 8
Установка
V зажимной гайки-.' с вращающим моментом согласно таблице 7
Установка гайки у^с вращающим моментом
Ь согласно таблице 5 f
Рукав
Шестигранник
Концевой фитинг
Рисунок 4 — Установка встраиваемых фитингов
4.2 Процедура установки для концевого фитинга типа S (с фланцем)
4.2.1 Шайба не требуется, если перегородка толще 4.78 мм (0,188 дюйма), диаметр отверстия в перегородке под фитинг должен быть равен диаметру отверстия в соответствующей шайбе.
4.2.2 Необходимо надеть шайбу на фитинг и вставить фитинг в перегородку, установить шайбу в отверстие перегородки.
4.2.3 Необходимо вставить фитинг в перегородку и умеренно смазать резьбу фитинга, как указано в таблице 1.
4.2.4 Завернуть гайку на фитинг до упора в перегородку. Затянуть гайку динамометрическим ключом с требуемым моментом. Фиксировать фитинг в нужном направлении динамометрическим или придерживающим ключом до достижения момента затяжки, как указано в таблице 7.
4.2.5 Труба в сборе с втулкой должна быть вставлена без перекосов в фитинг, сверху вручную задвигается накидная гайка без предварительного натяга.
4.2.6 Шестигранник фитинга в сборе, надетый на трубку, удерживается гаечным ключом, другим гаечным ключом производится медленное заворачивание гайки до значения, указанного в таблице 5. Момент затяжки для концевого фитинга определен в таблице 6.
7
ПНСТ 226—2017
Таблица 7 — Момент затяжки для стопорных гаек, ньютон-метр. ±5 %
Типоразмер фитинта | внешний диаметр трубы, ни | Резьба1) | Алюминиевый фитинг, ньютон-метр | Стальной и титановый фитинг, ньютон-метр |
2 | 3.175 | 0.3125-24 UNJF | 5 | 6 |
3 | 4.775 | 0.3750-24 UNJF | 9 | 11 |
4 | 6.350 | 0.4375-20 UNJF | 12 | 16 |
5 | 7,925 | 0.5000-20 UNJF | 16 | 21 |
6 | 9.525 | 0.5625-18 UNJF | 19 | 31 |
8 | 12.700 | 0.7500-16 UNJF | 32 | 57 |
10 | 15.875 | 0.8750-14 UNJF | 41 | 79 |
12 | 19.050 | 1.0625-12 UNJ | 51 | 102 |
16 | 25.400 | 1.3125-12 UNJ | 85 | 136 |
20 | 31.750 | 1.6250-12 UNJ | 102 | 181 |
24 | 38.100 | 1.8750-12 UNJ | 102 | 226 |
32 | 50.800 | 2.500-12 UNJ | 226 | |
UNJ — унифицированная резьбе повышенной точности UNJ (UNJC. UNJF. UNJEF. UNJS). |
Таблица 8 — Размер отверстия перегородки и толщина шайбы
В миллиметрах
Внешний диаметр трубы | Диаметр отверстия перегородки. мни. | Диаметр отверстия перегородки. макс. | Допустимая толщина шайбы | внешний диаметр трубы | Диаметр отверстия перегородки. мин | Диаметр отверстия перегородки, макс. | Долу- стимая толщина шайбы |
0.125 | 0.313 | 0.338 | 0.062 | 0.625 | 0.880 | 0.900 | 0.094 |
0.188 | 0.380 | 0.400 | 0.062 | 0.750 | 1.068 | 1.088 | 0.094 |
0.250 | 0.443 | 0.463 | 0.062 | 1.000 | 1.318 | 1.338 | 0.094 |
0.312 | 0.505 | 0.525 | 0.062 | 1.250 | 1.630 | 1.650 | 0.094 |
0.375 | 0.568 | 0.588 | 0.062 | 1.500 | 1.880 | 1.900 | 0.094 |
0.500 | 0.755 | 0.775 | 0.094 | 2.000 | 2.505 | 2.525 | 0.094 |
Примечание — Диаметр отверстия перегородки должен соответствовать диаметру отверстия шайбы. |
4.3 Процедура установки для концевого фитинга типа Е (шестигранник и переходник
стойки перегородки)
4.3.1 Пример установки показан на рисунке 4.
4.3.2 Необходимо вставить фитинг в перегородку и умеренно смазать резьбу фитинга, как указано в таблице 1.
4.3.3 Завернуть гайку на фитинг до упора в перегородку. Затянуть гайку динамометрическим ключом с требуемым моментом. Фиксировать фитинг в нужном направлении динамометрическим или придерживающим ключом до достижения момента затяжки, как указано в таблице 7.
4.3.4 Труба в сборе с втулкой должна быть вставлена без перекосов в фитинг, сверху вручную задвигается накидная гайка без предварительного натяга.
4.3.5 Шестигранник фитинга в сборе, надетый на трубку, удерживается гаечным ключом, другим гаечным ключом производится медленное заворачивание гайки до значения, указанного в таблице 5. Момент затяжки для концевого фитинга определен в таблице 6.
8
ПНСТ 226—2017
4.4 Негерметичное соединение
В случае обнаружения негерметичности соединения необходимо открутить гайку и отсоединить конец трубы от фитинга, не пытаясь предотвратить утечку путем дополнительного затягивания гайки. Осмотреть поверхности герметизации втулки и соединительного фитинга на наличие царапин, вмятин, трещин, инородных материалов и др.. собрать заново соединение с новыми деталями, если это необходимо.
5 Установка втулки с цилиндрической резьбой
5.1 Пример установки втулки с цилиндрической резьбой показан на рисунке 5.
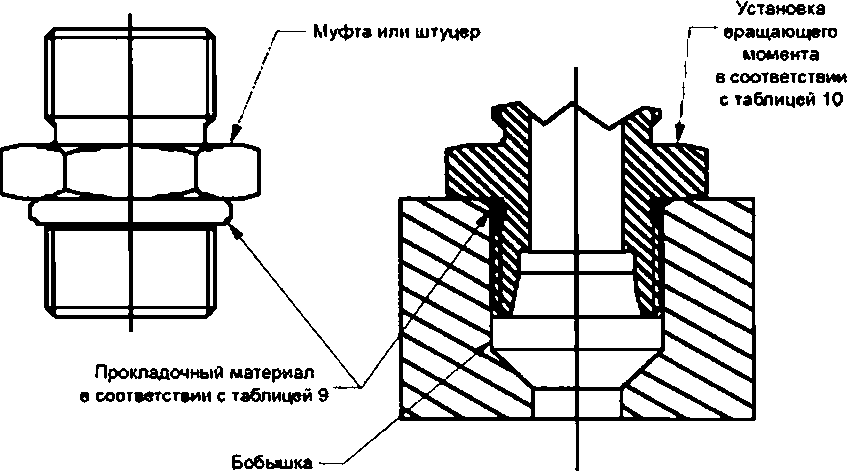
Рисунок 5 — Установка втулки с цилиндрической резьбой или переходника
5.2 Уплотнитель покрывается соответствующей смазкой, указанной в таблице 9. Таблица 9 — Выбор уплотнителя и смазки
Применение | Применимая смеха |
Гидросистема (на нефтяной основе) | Техническая жидкость |
Гидросистема (на фосфатной основе) | Техническая жидкость |
Пневматическая система | Компонентная смаэка (на основе синтетического масла с литьевым мылом) |
Смазка двигателя (на нефтяной основе) | Техническая жидкость |
Смазка двигателя (на синтетической основе) | Техническая жидкость |
Топливо для двигателя | Техническая жидкость |
Кислородная система | Не требуется |
Вакуум | Не требуется |
Охлаждающая жидкость {этиленгликоль) | Не требуется |
Охлаждающая жидкость (силикатные эфиры) | Не требуется |
9
ПНСТ 226—2017
5.3 Необходимо установить уплотнитель на фитинг (см. рисунок 5).
5.4 Фитинг в сборе необходимо затянуть на втулку с моментом, указанным в таблице 10.
Таблица 10 — Момент затяжки ооедикитегъного фиттга. ныотон-метр. ±5 %
Типоразмер фИ1ИН!Э | Внешний диаметр трубы, дюйм | Внешний диаметр трубы, мм | Резьба класса 38 | Алюминиевый фитинг | Стальной и титановый фитинг |
2 | 0.125 | 3.175 | 0.3125-24 UNJF | 6 | 6 |
3 | 0.188 | 4.775 | 0.375-24 UNJF | 9 | 11 |
4 | 0.250 | 6.350 | 0.4375-20 UNJF | 12 | 16 |
5 | 0.312 | 7.925 | 0.500-20 UNJF | 16 | 21 |
6 | 0.375 | 9.525 | 0.5625-18 UNJF | 19 | 31 |
8 | 0.500 | 12.700 | 0.750-16 UNJF | 32 | 57 |
10 | 0.625 | 15.875 | 0.875-14 UNJF | 41 | 79 |
12 | 0.750 | 19.050 | 1.0625-12 UNJ | 51 | 102 |
16 | 1.000 | 25.400 | 1.3125-12 UNJ | 85 | 136 |
20 | 1.250 | 31.750 | 1.6250-12 UNJ | 102 | 181 |
24 | 1.500 | 38.100 | 1.8750-12 UNJ | 102 | 226 |
32 | 2.000 | 50.800 | 26500-12 UNJ | 113 | 226 |
Примечание — Фитинг должен плотно сидеть при затяжке. |
10
ПНСТ 226—2017
УДК 006.354
Ключевые слова: авиационная техника, гидравлические системы, фитинги
ОКС 49.080
11
БЗ 11—2017/122
Редактор ЕЛ. Моисеева Технический редактор В.Н. Прусакова Корректор Е.Р. Ароян Компьютерная верстка Ю.8. Поповой
Сдано в набор 31.10.2017 Подписано а почать 30.11.2017 Формат 60*04 Vg, Гарнитура Ариал. Уел. поч. л. 1,06. Уч.-иад. л. 1.вб. Тираж 22 эм За*. 2490 Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
ИД «Юриспруденция», 115419, Москва, ул. Орджоникидзе. И. у-Ьоок@лтаЛ.ги
Издано и отпечатано во ФГУП «СТАНДАРТИМФОРМ». 123001. Москва. Гранатный лер.. 4.
{kind=link}