ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
ПРЕДВАРИТЕЛЬНЫМ
НАЦИОНАЛЬНЫЙ
СТАНДАРТ
РОССИЙСКОЙ
ФЕДЕРАЦИИ
пнет
228—
2017
Техника авиационная СИСТЕМЫ ГИДРАВЛИЧЕСКИЕ
Соединители прямые, крестообразные, тройные, проходные и переходные под осевую запрессовку на давление 35 МПа.
Технические условия
(SAE AS 5958:2006, NEQ)
Издание официальное
Москва
Спида ртинформ 2017
ПНСТ 228—2017
Предисловие
1 РАЗРАБОТАН Федеральным государственным бюджетным учреждением «Национальный исследовательский центр «Институт имени Н.Е. Жуковского» (ФГБУ «НИЦ «Институт имени Н.Е. Жуковского»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 323 «Авиационная техника»
3 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 27 октября 2017 г. № 29-пнст
4 Настоящий стандарт разработан с учетом основных нормативных положений международного документа SAE AS 5958 «Фитинги, с осевой запрессовкой, не требующие развальцовки, разъемные. Технические услоеияв [SAE AS 5958 «Fittings. Axially Swaged Tube with Flareless Separable. Fluid System 5080 psi (35,000 kPa), Specification for». NEQ)
Правила применения настоящего стандарта и проведения его мониторинга установлены е ГОСТР 1.16—2011 (разделы 5 и 6).
Федеральное агентство по техническому регулированию и метрологии собирает сведения о практическом применении настоящего стандарта. Данные сведения, а также замечания и предложения по содержанию стандарта можно направить не позднее чем за четыре месяца до истечения срока его действия разработчику настоящего стандарта по афесу: 125167. Москва, ул. Викторенко. д. 7 и в Федеральное агентство по техническому регулированию и метрологии по адресу: 109074. Москва. Китайгородский np-д. д. 7. стр. 1.
В случае отмены настоящего стандарта соответствующая информация будет опубликована в ежемесячном информационном указателе « Национальные стандарты», и также будет размещена на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
€> Стандартинформ. 2017
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
и
ПНСТ 228—2017
Содержание
1 Область применения..................................................................1
2 Нормативные ссылки..................................................................1
3 Технические требования...............................................................2
4 Требования к обеспечению качества продукции............................................6
5 Подготовка к отгрузке................................................................23
ПНСТ 228—2017
Введение
В целях развития промышленного производства и увеличения доли участия на международном рынке российской авиационной техники гражданского назначения важным условием является обеспечение соответствия создаваемой продукции наилучшим принятым на международном уровне требованиям и кормам.
Настоящий предварительный национальный стандарт разработан с учетом основных нормативных положений SAE AS 5958:2006. SAE AS 5958 наряду с другими стандартами Международного сообщества автомобильных инженеров (Society of Automotive Engineers. SAE International), устанавливающими требования в области гидравлических систем, применяемых в аэрокосмической отрасли, имеет положительный опыт успешного применения в международной практике авиастроения.
В целях приведения в соответствие с требованиями основополагающих стандартов национальной системы стандартизации Российской Федерации и российского законодательства текст настоящего стандарта по сравнению с исходным текстом SAE AS 5958 имеет технические отклонения и различия по форме представления, значения величин выражены в единицах СИ (кроме случаев, установленных Постановлением Правительства Российской Федерации от 31 октября 2009 г. № 879 «Об утверждении Положения о единицах величин, допускаемых к применению в Российской Федерации»).
Учитывая объем изменений по сравнению с исходным текстом SAE AS 5958. настоящий стандарт разработан в целях предварительной апробации установленных в нем требований, накопления дополнительной информации об объекте стандартизации посредством производства и проведения необходимых испытаний данного объекта.
IV
ПНСТ 228—2017
ПРЕДВАРИТЕЛЬНЫЙ НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Техника авиационная СИСТЕМЫ ГИДРАВЛИЧЕСКИЕ
Соединители прямые, крестообразные, тройные, проходные и переходные под осевую запрессовку на давление 35 МПа.
Технические условия
Aviation equipment. Hydraulic systems. Straight, cross, triple, pass-through transitional connectors under axial pressing for a pressure of 35 MPa. Specifications
Срок действия с 2018—07—01 до 2020—07—01
1 Область применения
Настоящий стандарт в области авиации и космонавтики распространяется на титановые соединители для трубопроводов из титановых сплавов и нержавеющей стали для гидравлических систем летательных аппаратов с рабочим давлением 35 МПа и диапазоном рабочих температур от минус 54 до плюс 135 *С. Требования настоящего стандарта являются обязательными.
2 Нормативные ссылки
8 настоящем стандарте применены нормативные ссылки на следующие стандарты:
ГОСТ 9.014 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 2930 Приборы измерительные. Шрифты и знаки
ГОСТ 2991 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 3728 Трубы. Метод испытания на загиб
ГОСТ 5949 Сталь сортовая и калиброванная коррозионно-стойкая, жаростойкая и жаропрочная
ГОСТ 8828 Бумага-основа и бумага двухслойная водонепроницаемая упаковочная. Технические условия
ГОСТ 9941 Трубы бесшовные холодно- и теплодеформированные из коррозионно-стойкой стали. Технические условия
ГОСТ 10227—2013 Топлива для реактивных двигателей
ГОСТ 14192 Маркировка грузов
ГОСТ 16295 Бумага противокоррозионная. Технические условия
ГОСТ 18143 Проволока из высоколегированной коррозионно-стойкой и жаростойкой стали. Технические условия
ГОСТ 22897 Трубы бесшовные холоднодеформироеанные из сплавов на основе титана. Технические условия
ГОСТ 26492 Прутки катаные из титана и титановых сплавов. Технические условия
Издание официальное
1
ПНСТ 228—2017
ГОСТ 28234 Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Испытание КЬ: Соляной туман, циклическое (раствор хлорида натрия)
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущею года, и по выпускам ежемесячною информационною указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этою стандарта с учетом всех внесенных 8 данную версию изменений. Если заменен ссылочный стандарт. на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящею стандарта в ссылочный стандарт. на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данною изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Технические требования
3.1 Приемо-сдаточные испытания
Соединители, поставляемые в соответствии с настоящим документом, должны проходить приемо-сдаточные испытания, определенные в настоящем стандарте.
Партия должна состоять из деталей одной марки материала и одного типоразмера.
Приемо-сдаточные испытания проводят в следующем объеме: контроль размеров арматуры соединителей и труб и проверка прилегания конусных поверхностей 3 % от лартии. но не менее 10 шт.
3.2 Материалы
Детали соединителей должны быть изготовлены из однородных материалов, не содержать дефектов, при надлежащем контроле качества изготовления, а также должны отвечать требованиям, прописанным в спецификациях, и требованиям е соответствии с ГОСТ 26492. ГОСТ 22897. ГОСТ 18143. ГОСТ 9941. ГОСТ 5949.
3.3 Конструкция и размеры соединителей должны отвечать всем требованиям настоящего стандарта и соответствующим чертежам деталей арматуры.
3.4 Покрытие
3.4.1 Для деталей из титанового сплава: Ан. Оке 2-3.
3.4.2 Для деталей из нержавеющей стали: Хим. Пас.
3.5 Маркировка и упаковка
Маркировку выполняют лазерной гравировкой либо ударным способом на гранях шестигранника или на площадках «под ключ», кроме деталей, место маркировки которых указано на чертежах. Шрифт — по ГОСТ 2930. Глубина шрифта при ударном способе маркирования — не более 0,3 мм.
Для деталей, изготовляемых из шестигранных прутков, допускается предварительное нанесение текста маркировки на грани шестигранника прутков непрерывным методом, при этом допускается наличие на грани деталей повторяющихся маркировочных знаков.
Каждую деталь заворачивают в антикоррозионную бумагу по ГОСТ 16295 либо в полиэтиленовую пленку и упаковывают в дощатые ящики типа I по ГОСТ 2991, выложенные внутри водонепроницаемой бумагой по ГОСТ 8828. Упаковка должна обеспечивать сохранность упакованных деталей при транспортировании любым видом транспорта.
В каждый ящик упаковывают детали только одного наименования.
Масса брутто должна быть не более 32 кг.
В каждый ящик вкладывают паспорт и упаковочный лист, в котором указывают:
• наименование или товарный знак предприятия-изготовителя;
• обозначение детали;
- количество деталей;
• дату изготовления;
2
ПНСТ 228—2017
• номер партии;
• обозначение настоящего стандарта.
Маркировка транспортной тары — по ГОСТ 14192.
При транспортировании деталей в страны с тропическим климатом упаковку и консервацию производят по ГОСТ 9.014.
Детали должны перевозиться в чистых и сухих крытых транспортных средствах, предохраняющих их от атмосферных осадков и механических повреждений.
Детали должны храниться в упаковке, предусмотренной настоящим стандартом, на стеллажах в легких (Л) условиях хранения по ГОСТ 9.014.
3.6 Эксплуатационные характеристики
Соединители и трубы при их соединении должны отвечать следующим эксплуатационным требованиям:
• неразъемные и разъемные соединения должны сохранять работоспособность и обеспечивать герметичность при воздействии естественных факторов окружающей среды и в рабочих условиях, приведенных ниже.
3.6.1 Давление
• для труб из титанового сплава в системе нагнетания — давление 35 МПа в соответствии с таблицей 1;
• для труб из титанового сплава и нержавеющей стали — давление 21 МПа в соответствии с таблицей 2;
• для тонкостенных труб из титанового сплава в линии слива — в соответствии с таблицей 3.
3.6.2 Температура
• температура наружного воздуха должна составлять от минус 54 до плюс 135 *С за исключением специальных условий, согласованных с заказчиком;
• температура жидкости должна составлять от минус 54 до плюс 135 °С за исключением специальных условий, согласованных с заказчиком.
Таблица 1 — Давление в системе нагнетания 35 000 кПа
Рабочее давление. | Испытательное давление. | Разрушающее давление. |
минимальное | минимальное | минимальное |
5080 psi | 10 160 psi | 20 320 psi |
(35 000 кПа) | (70 000 кПа) | (140 000 кПа) |
Таблица 2—Давление е системе нагнетания 20 600 кПа
Рабочее давление. | Испытательное давление. | Разрушающее давление. |
минимальное | минимальное | минимальное |
3000 psi | 6000 psi | 12 000 psi |
(20 600 кПа) | (41 300 кПа) | (82 700 кПа) |
Таблица 3 — Давление в гомсостенных титановых трубах линии слива
Размер трубы. дюйм | Размер грубы. мм | Рабочее язвление, минимальное | Ислы ? а тельное давление, минимальное | Разрушавшее давление, минимальное | |||
р*> | кПа | ps< | кПа | psi | ьПа | ||
0.500 | 12.700 | 2000 | 13 700 | 4000 | 27 500 | 8000 | 55 100 |
0.625 | 15.875 | 2000 | 13 700 | 4000 | 27 500 | 8000 | 55 100 |
0.750 | 19.050 | 2000 | 13 700 | 4000 | 27 500 | 8000 | 55 100 |
1.000 | 25.400 | 1500 | 10 300 | 3000 | 20 600 | 6000 | 55 100 |
1.250 | 31.750 | 1500 | 10 300 | 3000 | 20 600 | 6000 | 55 100 |
3
ПНСТ 228—2017
3.6.2 Гидравлические испытания
В соответствии с 4.6.2 испытываемые изделия в сборе в течение 5 минут должны выдерживать до двух рабочих давлений без видимых признаков утечки жидкости в местах соединения соединителя с трубой, а также не должны иметь признаков деформации.
3.6.3 Испытания воздухом
В соответствии с 4.6.3 испытываемые изделия в сборе, находясь под давлением воздуха в течение 1 минуты, не должны обнаруживать пузырьки воздуха на поверхностях и в местах соединений.
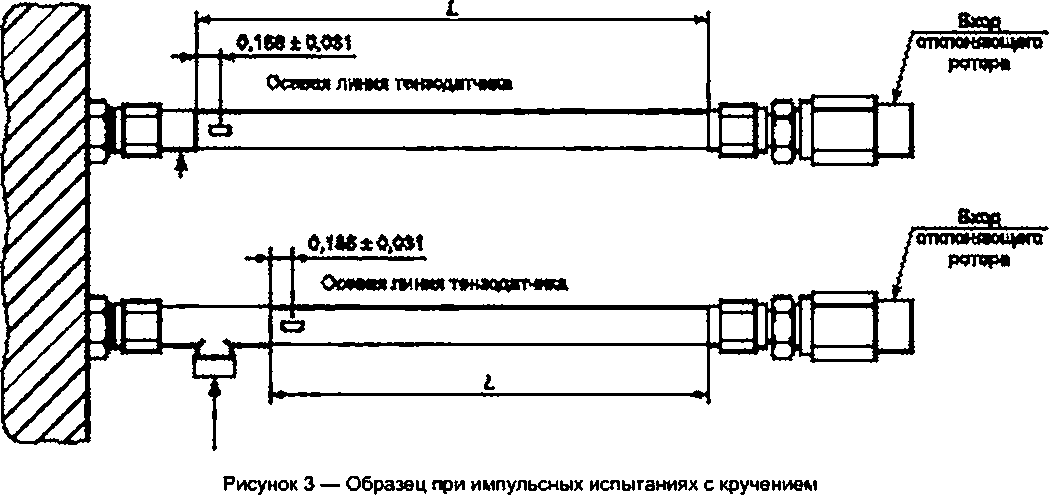
3.6.4 Импульсные испытания
При проведении импульсных нагрузок в соответствии с 4.6.4 соединители должны выдерживать 300 000 циклов ударных импульсных нагрузок без протечек, деформаций и разрушений.
3.6.5 Разрушающее давление
Разрушающее давление должно соответствовать данным, приведенным в таблицах 1—3. Соединители при испытаниях должны достигать разрушающего давления без протечек согласно 4.6.5.
3.6.6 Испытания на изгиб
Соединители должны выдерживать 10 000 000 циклов на изгиб при нагрузках, определенных в таблицах 1—3 согласно пункту 4.6.5. без протечек, деформаций и разрушений.
3.6.7 Повторное использование (только для разъемных соединений)
При проведении испытаний в соответствии с 4.6.7 разъемные соединения должны выдерживать восемь повторных использований.
3.6.8 Прочность крепления
В соответствии с 4.6.8 испытываемые изделия в сборе должны выдерживать нагружение растяжением. как показано в таблицах 4—5.
3.6.9 Температурные воздействия
При проведении испытаний в соответствии с 4.6.9 соединение в сборе должно выдерживать температуру и давление без протечек, остаточных деформаций или других неисправностей, которые могут повлиять на качество монтажа.
3.6.10 Чрезмерная затяжка (только для разъемных соединений)
Соединители должны пройти испытания давлением жидкости и воздуха, после чего проводятся испытания на кручение до предела выносливости — 2 цикла для типоразмеров от 04 до 08 и 1.5 цикла для типоразмеров от 10 до 20 до значений, указанных в таблице 6. при проведении испытаний в соответствии C4.6.10.
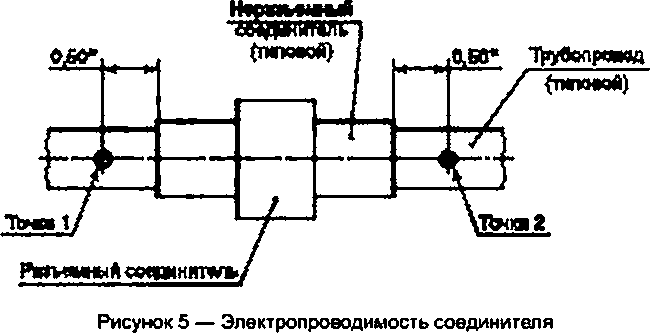
3.6.11 Электропроводимость
Соединители должны быть изготовлены из электропроводящих материалов. При проведении испытаний в соответствии с 4.6.11 максимальное сопротивление между двумя трубами в соединении должно составлять 10 мОм.
3.6.12 Вибрация
При проведении испытаний в соответствии с 4.6.12 соединение должно выдерживать испытания вибрацией без протечек и разрушений.
3.6.13 Рабочий режим
При проведении испытаний в соответствии с 4.6.13 не должно быть протечек в местах соединений или на поверхностях деталей под воздействием низкого давления в течение 24 часов и при последующем воздействии в течение 24 часов рабочего давления.
3.6.14 Испытание на кручение (только для разъемных соединений)
Остаточный сдвиг разъемного соединения не должен превышать двух градусов при проведении испытаний на кручение в соответствии с 4.6.14.
3.6.15 Испытание соединителей/труб крутящим моментом
После нагружения в 1.5 цикла не должно происходить ослабления затяжки гайки или вращения трубы в соответствии с 4.6.15.
3.6.16 Испытание на коррозию под напряжением
При испытаниях в среде соляного тумана на деталях соединителей не должно быть коррозионных разрушений в соответствии с 4.6.16.
3.6.17 Молниеэащита
В соответствии с 4.6.17 соединители в сборе типоразмерами 04 и 12 не должны давать течь после того, как подверглись 12 ударам молнии при испытаниях.
3.6.18 Пожароопасность
Соединение в сборе с трубой из титанового сплава или нержавеющей стали должно выдерживать воздействие открытою пламени в пределах 1093 вС в течение 15 мин. при проведении испытаний в
4
ПНСТ 228—2017
соответствии с 4.6.18. При этом не должно быть внешних протечек или отказа испытуемого изделия до истечения указанного времени.
Таблица 4 — Минимальная прочность крепления на линии нагнетания. 35 МПа и 21 МПа
Размер грубы. дюйм | Размер трубы. мм | 35 МПа Титановые трубы, прочность креплен на. фунт | 36 МПа Титановые трубы, прочность крепления. Н | 21 МПа Титановые трубы, прочность крепления, фунт | 21 МПа Титановые трубы, прочность феплеиия. Н | 21 МПа Трубы на не* ржавеющей стали, прочность крепления, фунт | 21 МПа. Трубы иэ не* ржавеющей стали, прочность креплении. Н |
0.250 | 6.350 | 1100 | 4895 | 589 | 2620 | 442 | 3045 |
0.375 | 9.525 | 2800 | 12460 | 1325 | 5895 | 993 | 6842 |
0.500 | 12.700 | 4700 | 20915 | 2356 | 10 480 | 1767 | 12 174 |
0.625 | 15.075 | 7900 | 35 155 | 3681 | 16 375 | 2767 | 19 064 |
0.750 | 19.050 | 11 900 | 52955 | 5301 | 23 580 | 3976 | 27 394 |
1.000 | 25.400 | 16 750 | 74 537 | 9424 | 41 920 | 7069 | 48 705 |
1.250 | 31.750 | 25 000 | 112 000 | 14 726 | 65 505 | 11 045 | 761 000 |
Примечание — Прочность крепления для трубы из нержавеющей стали зависит от разрушающего давления при значении 62 МПа. |
Таблица 5 — Минимальная прочность крепления тонкостенных титановых труб на линии нагнетания
Размер трубы, доим | Размер грубы, ыы | Прочность крепления тонкостенных титановых труб пинии нагнетения. Фуит | Прочность крепления тонкостенных титановых труб линии мвтетаиия. Н |
0.500 | 12,700 | 1570 | 6987 |
0.625 | 15.875 | 2453 | 10 915 |
0.750 | 19.050 | 3652 | 16 245 |
1.000 | 25.400 | 4710 | 20 951 |
1.250 | 31.750 | 7359 | 32 735 |
Таблица 6 — Крутящие моменты. 35 МПа
Размер трубы, дюйм | Размер трубы. ММ | Затяг при сборке, Н-м | Чрезмерный натяг Н-ы | ||
Мин | Макс. | Чрезмерный натяг | |||
0.250 | 6.350 | 10 | 15 | 266 | 30 |
0.375 | 9.525 | 20 | 25 | 442 | 50 |
0.500 | 12,700 | 45 | 50 | 862 | 98 |
0.625 | 15.875 | 60 | 65 | 884 | 100 |
0.750 | 19.050 | 80 | 85 | 1128 | 128 |
1.000 | 25,400 | 100 | 105 | 1394 | 158 |
1.250 | 31.750 | 128 | 141 | 1875 | 211.5 |
5
ПНСТ 228—2017
Таблица 7 — Крутящие моменты на линиях нагнетания и слива. 21 МПа
Размер трубы. | Размер трубы. | Затяг при сборке. Н-ы | Чрезмерный | ||
ДЮЙМ | ММ | Мии. | Макс | Чрезмерный натяг | натяг. Н-м |
0.250 | 6.350 | 133 | 147 | 294 | 33 |
0.375 | 9.525 | 257 | 283 | 566 | 65 |
0.500 | 12.700 | 475 | 525 | 1050 | 120 |
0.625 | 15.875 | 665 | 735 | 1103 | 125 |
0.750 | 19.050 | 855 | 945 | 1418 | 160 |
1.000 | 25.400 | 1140 | 1260 | 1890 | 215 |
1.250 | 31.750 | 1520 | 1680 | 2520 | 285 |
3.7 Качество изготовления изделия определяется требованиями соответствующей конструктор» ской документации к деталям соединений.
4 Требования к обеспечению качества продукции
4.1 Контроль качества
Ответственность за контроль качества продукции
Если иное не оговорено в контракте или заказе на поставку, поставщик несет ответственность за качество поставляемой продукции. Заказчик оставляет за собой право проводить любые виды проверок качества продукции, изложенные в спецификации.
4.2 Содержание контроля качества
Проверку и испытания изделий следует классифицировать следующим образом:
• квалификационные испытания (см. 4.3):
• проверка соответствия установленным требованиям (см. 4.4).
4.3 Квалификационные испытания
4.3.1 Образцы для квалификационных испытаний
Испытуемые образцы необходимо выбирать разной длины, указанной в таблице 8. Квалификационные испытания необходимо проводить для изделий всех типоразмеров.
4.3.2 Последовательность проведения квалификационных испытаний
Последовательность и процедуры проведения испытаний должны соответствовать данным, указанным в таблицах 9—12.
6
ПНСТ 228—2017
Таблица 8 — Длина1* и конфигурация2* испытуемых образцов в миптыметрэх
Размер трубы | Все остальные испытания | Изгиб1* | Вослпа и еиеиие/ удар молнии | Вибрация | Механическая коррозия |
6.350 | 152 | 152.4 | 254 | _2) | — |
9.525 | 152 | 190.5 | — | _2) | — |
12.700 | 203 | 228.6 | — | _2> | — |
15.875 | 203 | 254,0 | — | _2) | _Э) |
19.050 | 203 | 292.1 | 254 | _2) | — |
25.400 | 203 | 317.5 | 254 | _2> | — |
31.750 | 203 | 330.2 | — | _2) | — |
’* Шесть образцов должны иметь прямой соединитель, и два образца должны иметь тройник (см. рисунок 3}. 2* См. таблицу 15. э* См. рисунок 16. |
01ищит1»ц№мий
(муфта — нитвп»сгай*ав}
ТЬоепсоомшы
поворотам
41 | |||
• | a 1 | ||
2 LmUl |
Рисунок 1 — Конфигурация соединения труб для проведения импульсных испытаний
1> Длиной считается расстояние между концами труб.
21 Все образцы должны быть с прямой концевой арматурой, за исключением образцов для импульсных испытаний, которые должны иметь тройник на одном конце, в соответствии с рисунком 3. или тройник в середине, в соответствии с рисунком 1. для испытаний титановой трубы при давлении 35 МПа. Для других материалов и давлений могут использоваться образцы в сочетании прямой к прямому.
7
09 Таблица 9—План квалификационных исльланий трубопровода из титанового сплава шнии нагнетания. 35 МПа
Испытание | Пункт ИСПЫТАНИЯ | 1.2 | 3.4 | 5 | в | 7 | а | в | 10 | и. 12 | 13. 14 | 15— 20 | 21. 22 | 23. 24 | 25. 26 | 27— Э2Л | ЭЭ. 34 | 35. з«и | 37— 402* | 14— 43*' |
Приемочный контроль | 4.6.1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
Окисление топлива | 4.5.2 | — | — | 3 | 3 | |||||||||||||||
Поф ркение а ходкость | 4.5.3 | — | — | — | — | 3 | 3 | |||||||||||||
Условия коррозии | 4.5.4 | 4 | ||||||||||||||||||
Испыт. давление | 4.6.2 | 2.4 | 2.4 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | — | 2 | 2 | — | 3 | — | 2 |
Давление газа | 4.6.3 | 5 | 5 | — | 5 | — | 5 | — | 4 | — | — | — | — | — | — | — | — | — | 2 | — |
Удар | 4.6.4 | — | — | 4 | 4 | 4 | 4 | 3 | 3 | |||||||||||
Разрыв | 4.6.5 | — | — | S | 7 | S | 7 | 4 | 6 | 4 | 6 | — | — | — | — | — | — | 6 | — | — |
Изгиб | 4.6.6 | 3 | 3 | |||||||||||||||||
Поет, испо/ъэование | 4.6.7 | — | 3 | |||||||||||||||||
Прочность совда нения | 4.6.8 | 2 | ||||||||||||||||||
Тепловой удар | 4.6.9 | 3 | ||||||||||||||||||
Череэмерный натяг | 4.6.10 | 3 | ||||||||||||||||||
Проводимость | 4.6.11 | — | — | — | — | — | — | — | — | — | 3.5 | — | — | — | — | — | — | 2.5 | — | — |
Вибрация | 4.6.12 | 3 | ||||||||||||||||||
Давление системы | 4.6.13 | — | — | — | 6 | — | 6 | — | 5 | — | — | — | 4 | — | — | 4 | — | — | — | — |
Скручивание трубы | 4.6.14 | 3 | ||||||||||||||||||
Крут. мом. фит/трубы | 4.6.15 | 2 | ||||||||||||||||||
Механич. коррозия1) | 4.6.16 | 4 | ||||||||||||||||||
Удар молнии2) | 4.6.17 | 3 | — | |||||||||||||||||
Пожар | 4.6.18 | 3 |
)* Размер — только 10.
2* Размеры — только 4 и 12.
3* Для альтернативного метода требуются шесть образцов, для стандартного метода требуются только два образца.
*) Размер только —16.
Примечание — Цифры, выделенные жирным шрифтом, обозначают образцы, которые достигли разрушения, или образцы, подлежащие долол* нительным испытаниям.
ПНСТ 228—2017
ПНСТ 228—2017
Таблица 10 — План квалификационных испытаний плановой трубы. 21 МПа
Испытание | Пункт | 1.2 | 3.4 | S. в |
Приемочный контроль | 4.6.1 | 1 | 1 | 1 |
Проверочные испытания | 4.6.2 | 3 | — | 3 |
Импульсные истытания | 4.6.4 | — | — | 4 |
Испытания на разрушение | 4.6.5 | 6 | — | 6 |
Испытания на изгиб | 4.6.6 | 4 | — | — |
Прочность соединения | 4.6.8 | — | 2 | — |
Электропроводимость | 4.6.11 | 2. 5 | — | 2. 5 |
Таблица 11 — План квалификационных испытаний трубопровода из нержавеющей стали. 21 МПа
Испытание | Пункт | 1 | 2 | 3 | 4 | 5 | б | 7—12 | 13. 14 | 15.16 | 17. 18 | 19. 20 |
Приемочный контроль | 4.6.1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
Проверочные испытания | 4.6.2 | 3 | 2 | 2 | 3 | 2 | 2 | 2 | 2 | — | 2 | 2 |
Импульсные исгытания | 4.6.4 | 4 | 3 | 3 | 4 | 3 | 3 | — | — | — | — | — |
Испытание на коррозию под напряжением | 4.5.4 | 3 | ||||||||||
Испытания на разрушение | 4.6.5 | 6 | 5 | 4 | 7 | 4 | 5 | — | — | — | — | 4 |
Испытания на изгиб | 4.6.6 | — | — | — | — | — | — | 3 | 4 | — | — | — |
Прочность соединения | 4.6.6 | — | — | — | — | — | — | — | — | 2 | — | — |
Испытания на термостойкость | 4.6.9 | 4 | — | |||||||||
Электропроводимость | 4.6.11 | 2.5 | — | — | 2.5 | — | — | — | 3.5 | — | 3.5 | — |
Давление системы | 4.6.13 | — | 4 | — | 6 | — | 4 | — | 6 | — | — | — |
Таблица 12 — План квалификационных испытаний тонкостенных титановых труб
Испытание | Пункт испытания | 1. 2 | 3.4 | 6-12 | 13. 14 | W* О I 1Л |
Приемочный контроль | 4.6.1 | 1 | 1 | 1 | 1 | 1 |
Испытания на утечку таза | 4.6.3 | 2 | 2 | 2 | — | 2 |
Проверочные испытания | 4.6.2 | 3 | 3 | 3 | — | 3 |
Импульсные испытания | 4.6.4 | — | 4 | — | — | — |
Испытания на разрушение | 4.6.5 | 4 | — | — | — | — |
Испытания на изгиб | 4.6.6 | — | — | 4 | — | |
Прочность соединения | 4.6.8 | — | — | — | 2 | — |
Испытания на виброустойчивосгь | 4.6.12 | — | — | — | — | 4 |
Для альтернативного метода требуются шесть образцов, для стандартного метода требуются два образца Примечание — Цифры, выделенные жирным шрифтом, обозначают образцы, которые были доведены до разрушения. |
4.3.3 Протокол испытаний, испытуемые образцы и результаты испытаний Следующие данные должны быть в наличии и предоставляться по требованию:
• протокол испытаний, который должен включать записи по всем процессам, применявшимся для создания образцов, включая номер, статус изменения и результаты проверок, отчеты по всем испытаниям;
• испытуемые образцы, предназначенные для квалификационных испытаний, не должны постав* пяться заказчику;
- чертежи, на которых должны быть показаны все компоненты и сборочные единицы.
4.3.4 Методы контроля качества продукции
Методы контроля качества продукции должны включать все проверки и испытания, описанные в 4.6.
9
ПНСТ 228—2017
4.4 Проверка соответствия качества продукции
Проверка соответствия качества продукции должна включать следующие испытания.
4.4.1 Индивидуальные испытания
Каждый соединитель должен пройти следующие испытания:
4.4.1.1 Приемочный контроль продукции (см. 4.6.1).
4.4.2 Выбраковка и повторное испытание
В случае, когда одно или более изделий из партии не соответствуют требованиям спецификации, все изделия в партии следует забраковать.
4.4.2.1 Повторно испытуемая партия
Если заказчик отклонил партию или часть партии, то поставщик перед ее повторным предоставлением для испытаний должен предоставить пакет документов с описанием действий, предпринятых для устранения дефектов в партии.
4.5 Методики приемочного контроля
4.5.1 Подготовка образцов
4.5.1.1 Если не указано иное, длина образцов в сборе должна соответствовать данным, приведенным в таблице 8.
4.5.2 Низкотемпературные испытания
Образцы следует испытать давлением 35 Мпа при комнатной температуре. Далее образцы следует поместить в жидкость на 8—10 часов, а затем просушить на воздухе в течение 1 часа. Затем образцы следует поместить в термокамеру при температуре минус 54 еС на 8—10 часов. Данную процедуру следует повторить 20 раз в соответствии с таблицей 13. Используемый тип топлива должен быть одним из тех. что описаны в таблице 14.
Таблица 13 — Последовательность заполнения жидкостями
Последовательность | 1 | 2 | 3 | 4 | 5 | в | 7 | В | » | 10 | И | 12 | 13 | 14 | 1S | 16 | 17 | 16 | 19 | 20 |
Используемая жидкость: F— толгыео ТС-1. W — вода дистиллированная | F | F | F | W | F | F | F | W | F | F | F | W | F | F | F | W | F | F | F | W |
Таблица 14 — Виды топлива
Марка топлива | Соответствие стандарту |
PT | ГОСТ 10227—2013 |
ТС-1 | ГОСТ 10227—2013 |
4.5.3 высокотемпературные испытания
Образцы должны полностью пройти предварительную обработку в рабочей жидкости системы, затем образец должен быть нагружен рабочим давлением. Поддерживая давление при комнатной температуре. образец следует поместить в рабочую жидкость системы на 8—10 минут, затем высушить на воздухе в течение 1 часа. Затем образцы должны подвергаться старению при температуре 135 °С в воздушной среде в течение 8—10 часов. Данную процедуру следует повторить 10 раз.
Примечание — Во время воздействия высокой температурой давление внутри образцов должно быть не больше рабочего давления.
4.5.4 Устойчивость к воздействию коррозии
Испытания на стойкость к соляному туману в соответствии с ГОСТ 28234.
4.5.5 Испытательные жидкости
Если не указано иное, для проведения испытаний давлением на герметичность необходимо использовать масло для гидравлических систем.
4.5.6 Измерение давления
Если не указано иное, испытательное давление может иметь погрешность не более 5%.
4.5.7 Измерение температуры
Если не указано иное, все замеры температуры должны проводиться на расстоянии не более 150 мм от образца, который подвергается испытанию. Если не указано иное, все показания температуры должны иметь погрешность от плюс 9 *С до минус 3 ®С.
10
ПНСТ 228—2017
4.6 Эксплуатационные испытания
4.6.1 бее соединители должны проходить внешний осмотр на соответствие действующей доку* мвнтации, измерения и проверку сопроводительной документации.
4.6.1.1 Подготовка труб
Резку труб следует проводить со скосом не более 0.5е с последующей зачисткой кромок от заусениц на внешней и внутренней стенках.
4.6.2 Гидравлические испытания
Изделия в сборе, проходящие испытания, следует подвергать давлению, вдвое превышающему рабочее давление, время выдержки 5 минут. Скорость нарастания давления должна составлять 138 МПа/мин ± 35 МПа.
4.6.3 Испытания воздухом
Перед проведением испытаний образцов воздухом следует провести гидравлические испытания, затем обезжирить растворителем и просушить воздухом. Испытания воздухом проводить, погрузив образцы в воду в защищенной камере. Образцы следует нагрузить давлением 345—690 кПа при комнатной температуре, затем повторить нагрузку рабочим давлением. Время выдержки — 5 минут.
4.6.4 Импульсные испытания
Следует проводить испытание шести образцов каждого исполнения в сборе с трубой.
Импульсные испытания следует проводить с пиковым давлением 150% от рабочего за исключением тонкостенных титановых труб типоразмерами 16 и 20. для которых максимальное испытательное давление должно составлять 125 % от рабочего. Максимальная температура должна составлять (135 ± 3) *С для титановых труб и труб из нержавеющей стали.
Минимальная температура должна составлять минус (54 ± 3) *С. Продолжительность цикла импульсных испытаний должна составлять 70 циклов в минуту ±5 циклов в минуту. Скорость нарастания давления для испытания, проводимого для образцов с рабочим давлением 35 МПа. должна составлять от 525 МПа до 2100 МПа. В качестве испытательной среды следует использовать гидравлическую жидкость. Образцы должны отработать минимум 200 000 циклов, если иное не оговорено с заказчиком.
4.6.5 Испытания на разрушение
Испытуемые образцы в сборе следует подвергать испытательному давлению и удерживать под этим давлением в течение 5 минут, после чего давление следует увеличивать со скоростью (138 ± 34.5) МПа/мин до разрушения образца. Согласно таблицам 1—3 давление ниже разрушающего не должно вызывать разрушение образца, деформацию и течь.
4.6.6 Испытания на изгиб
Испытание на изгиб следует проводить в соответствии с ГОСТ 3728.
4.6.7 Повторное использование (только для разъемных соединений)
Разъемные соединения с гайками необходимо завинчивать и развинчивать восемь раз. Каждый цикл должен включать полное разъединение трубы и соединителя. Одну из деталей резьбового соеди* нения необходимо свинчивать с минимальным натягом, а другую с максимальным натягом, указанным в таблицах 6—7. После первого, четвертого и восьмого свинчивания следует проводить контрольные испытания. После восьмого свинчивания не должно быть признаков следующих дефектов:
• течь во время любого из контрольных испытаний:
• невозможно соединить контактные поверхности вручную:
• деформация гайки препятствует наложению гаечного ключа:
• утечка воздуха после окончательной сборки.
4.6.8 Механические испытания на прочность соединения
Изделия в сборе установить на разрывную машину с целью проведения испытаний на растяжение и провести испытания с заданной скоростью перемещения зажима от (3,8 ± 1,3) мм/мин. Требования к прочности должны соответствовать 3.6.8.
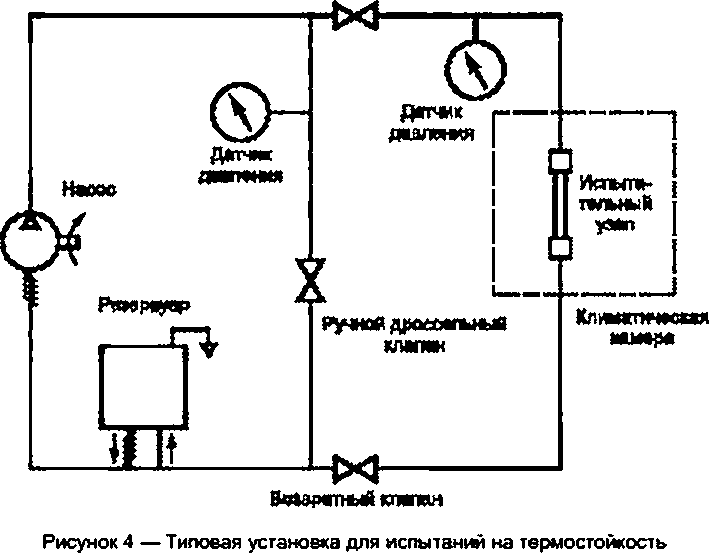
4.6.9 Испытания на воздействие температур
При проведении испытаний в высокотемпературной камере один конец соединителя должен оставаться неподвижным. Типовая установка показана на рисунке 4. После предварительных контрольных испытаний изделие следует заполнить гидравлической жидкостью, температуру окружающего воздуха в испытательной камере следует снизить до минус (54 ± 1) *С минимум на 2 часа. По истечении данного времени, пока в испытательной камере сохраняется температура минус 54 *С. следует резко подать в испытуемый соединитель с минимальным давлением 350 кПа испытательную жидкость температурой (135 ± 3) *С. 8 течение 15 секунд после того, как горячая жидкость заполнит образец, следует провести испытание давлением в соответствии с 4.6.2.
11
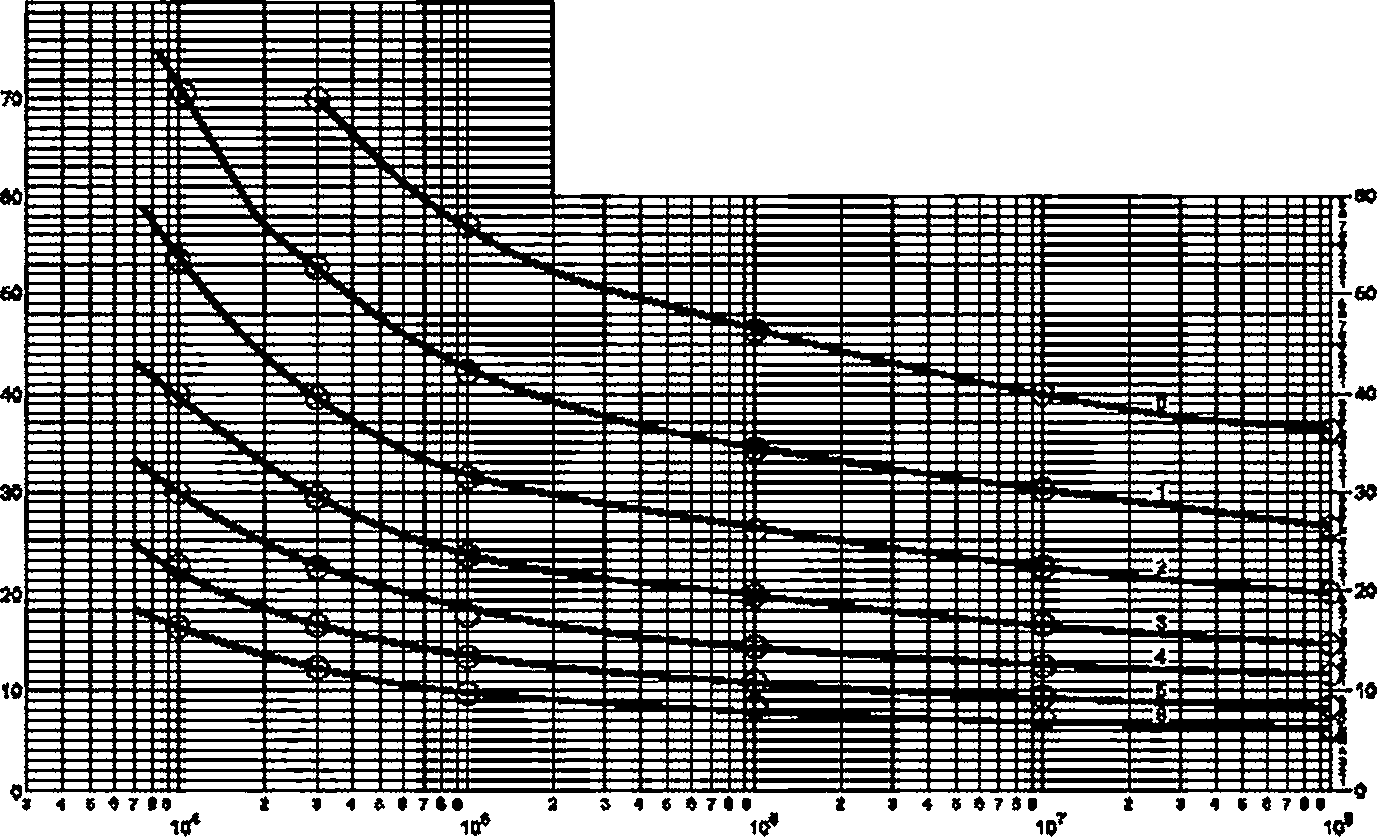
149
Нтрпииии» м*тб*х 1000 pti 90
X X 4 H79I
X X 4 I «7М
Рисунок 2 — S/N «ривая испытания на разрушение при изгибе
ПНСТ 228—2017
ПНСТ 228—2017
Фжмфдюиде! вам
Ру<нвй аппочшицмй клапан
4.6.10 Чрезмерный натяг резьбового соединения (только для разъемных соединений)
Усилие затяжки должно в два раза превышать максимальный натяг при свинчивании для типораэ-меровот 04 до 08 и в 1,5 раза для типоразмеров от 10 до 20. При проведении гидравлических испытаний в соответствии с 4.6.2 и воздухом в соответствии с 4.6.3 не должно быть утечек.
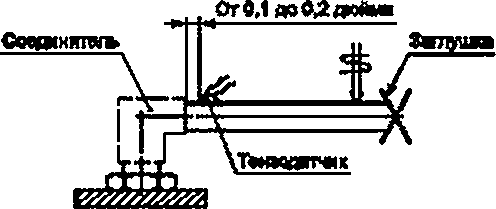
4.6.11 Электропроводимость образцов
Трубы из титанового сплава следует свинчивать с соединителем с минимальным натягом. Измерение сопротивления следует проводить дважды для каждого испытуемого образца для подтверждения значения. Для измерения сопротивления можно использовать омметр с четырьмя цифровыми индикаторами с постоянным током минимум 1А и с погрешностью измерения 1 %. Измерения следует
13
ПНСТ 228—2017
проводить между индикатором 1 и 2 (см. рисунок 5). Данное испытание следует проводить до и после испытаний на устойчивость к коррозии 4.5.4. В протоколе испытаний должны быть указаны значения измеренного сопротивления.
4.6.12 Вибрация
Испытуемые образцы в сборе следует зафиксировать е испытательной установке, как показано на рисунке бив таблице 15. Испытуемые образцы в сборе необходимо заполнить гидравлической жидкостью и нагрузить до рабочего давления. Каждый образец в сборе следует испытывать, применяя любой из следующих методов:
а) стандартное испытание на вибрацию;
б) альтернативное испытание на вибрацию. Альтернативное испытание на вибрацию допускается использовать только в случае, если испытательная установка не имеет резонансных частот ниже 40Гц. Резонансные частоты определяются как ответные лики, которые более чем вдвое превышают амплитуду воздействующего ускорения.
После прохождения испытания на вибрацию образцы следует проверить, при зтом не должно быть признаков разрушений трубы или соединителя. Наличие трещин свидетельствует об отрицательном результате испытаний. Утечки гидравлической жидкости не допускаются.
ДНЯ ГуК—.|Щ ахйм ветел ей
Своде ытоль
Пробе»
ft—
дшкжм*
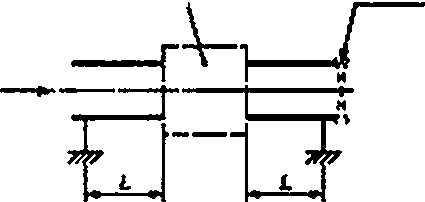
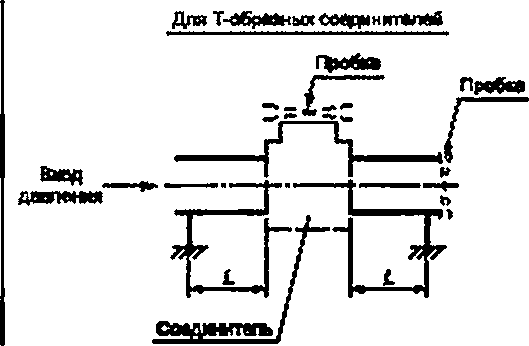
Рисунок 6 — Установка для испытаний на вибрацию
Таблица 15 — Длины испытуемых образцов
Типоразмер | Длина L. дюйм | Длина L. мм |
04 | 5.7 | 145 |
06 | 8.7 | 220 |
08 | 9.8 | 250 |
14
ПНСТ 228—2017
Окончание таблицы 15
Типоразмер | Длина £.. дюйм | Длина L. мм |
10 | 11 | 280 |
12 | 12.2 | 310 |
16 | 14 | 355 |
20 | 15.7 | 400 |
Д1йакм«мапл)па (от пмм да лмса), дмаиь)
4.6.12.1 Альтернативное испытание на вибрацию
Испытуемые образцы в сборе следует зафиксировать в испытательной установке в соответствии с таблицей 15.
Нормальные летные условия
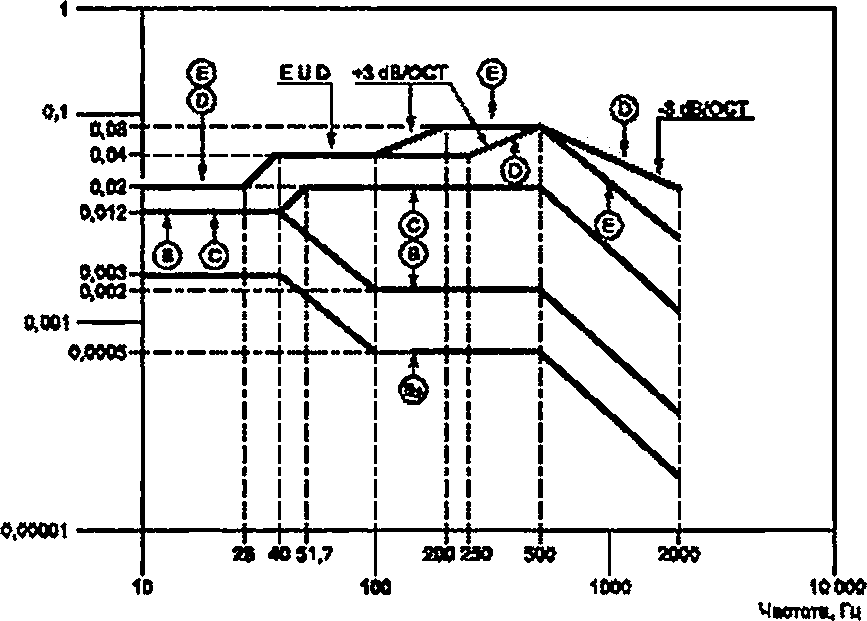
Шесть образцов в сборе следует испытывать с уровнем вибрации в зависимости от связанных с областью воздушного судна кривых категории Т:
. два образца в сборе в соответствии с кривыми Е. Е1. Р (все размеры);
• два образца в сборе в соответствии с кривыми О. D1. Р (размеры: в соответствии с настоящим разделом);
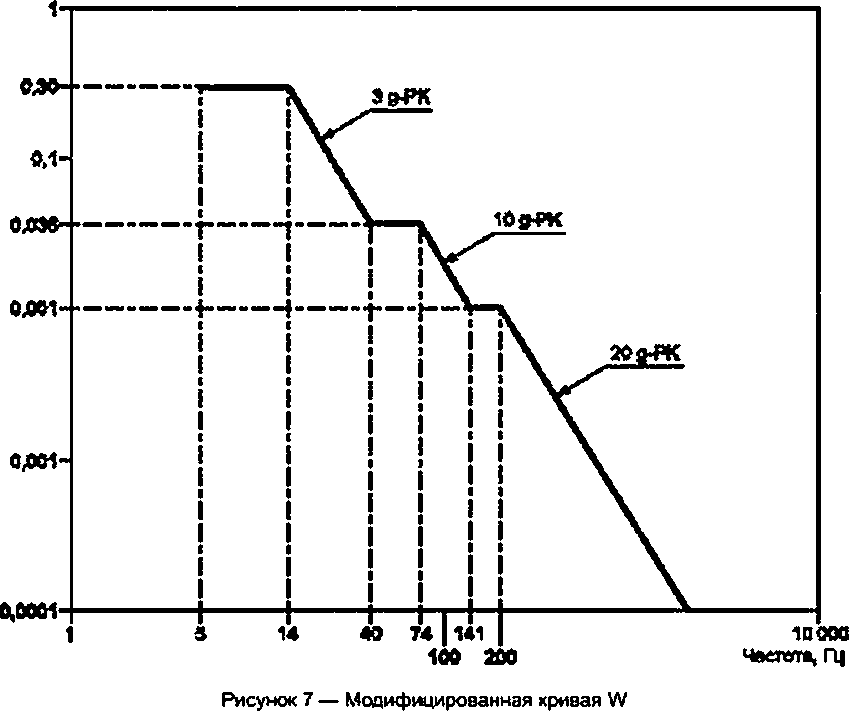
. два образца в сборе в соответствии с кривыми Р. W (размеры: см. ниже).
Необходимо применять испытательную методику «Устойчивость к вибрации воздушных судов с крылом неизменяемой геометрии»:
• Е, Е1 и Р: для крыла и ниши колеса шасси — S1:
• D. D1 и Р: для гондолы и пилона — S2;
- W и Р: для шасси, двигателя и коробки передач — S3.
8 зависимости от того, для каких целей используется соединитель, последовательность испытаний должна проводиться в соответствии с таблицей 16.
15
ПНСТ 228—2017
Таблица 16 — Последовательность испытаний
Типоразмер | Последовательность |
04 | S1 и S3 |
06 | S1 и S3 |
08 | S1 и S3 |
10 | S1 и S3 |
12 | S1 и S3 |
16 | S1; S2; S3 |
20 | S1 |
Сокращения испытаний можно достигнуть посредством выполнения испытаний в следующей по* следовательности:
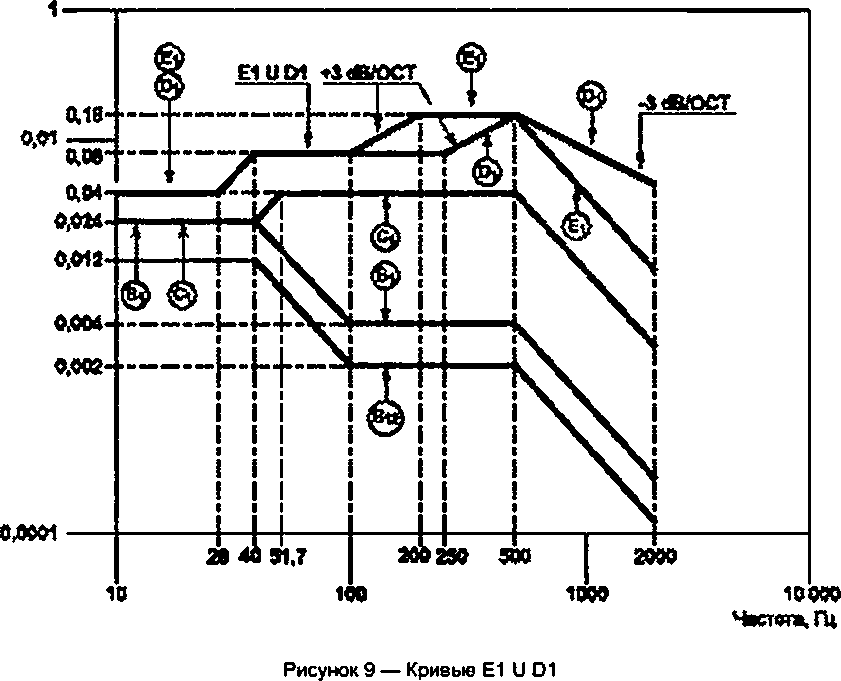
S4: (Е U D). (E1 U 01) и Р: Эти последовательности будут справедливы для последовательностей S1 и S2.
Или:
S5: (Е U D), (E1 U D1), Р и W должны соответствовать последовательностям SI. S2 и S3, чтобы охватить все области применения. Данный метод будет более трудоемким, но позволит выполнить испытания только с двумя образцами, следуя четырем кривым, где (Е U О) и (E1 U D1) обозначены на рисунках б и 9 следующим образом:
Спктрепмм плотнвотувтршм по уморению,
16
Рисунок 8 — Кривые Е U D
ПНСТ 228—2017
СГРЖТрвЛЫЯ* ППОТНРСТЬ ЭНВРПМ г» уаярюн, «1/ГЦ
Авторотация — установившееся вращение двигателя под действием внешней среды. Следует проводить испытание соединения в сборе в случае, если резонанс испытательной установки ниже 20 Гц. Если резонанс не ниже 20 Гц. испытания на авторотацию проводить не нужно.
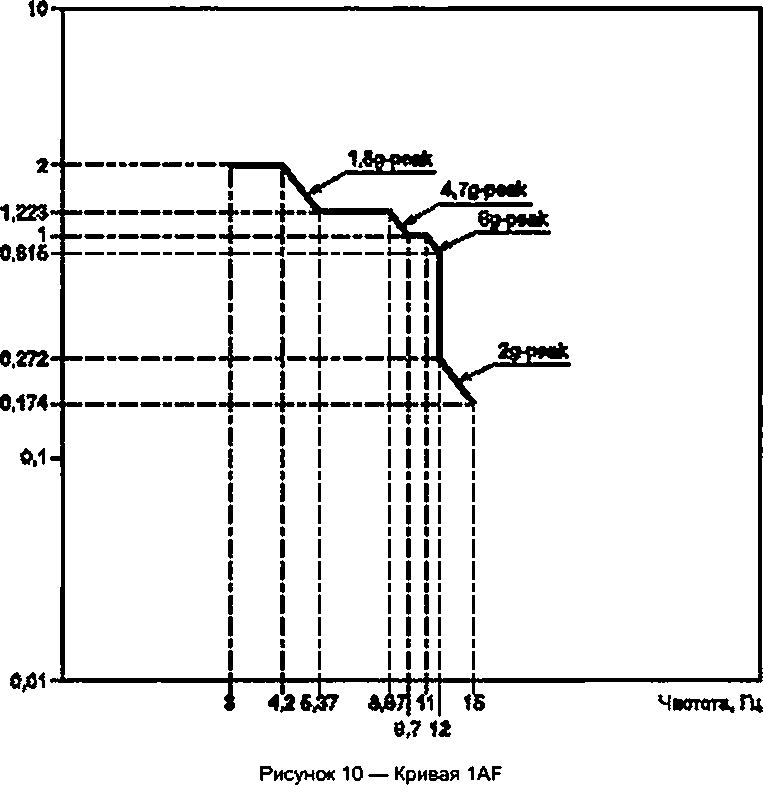
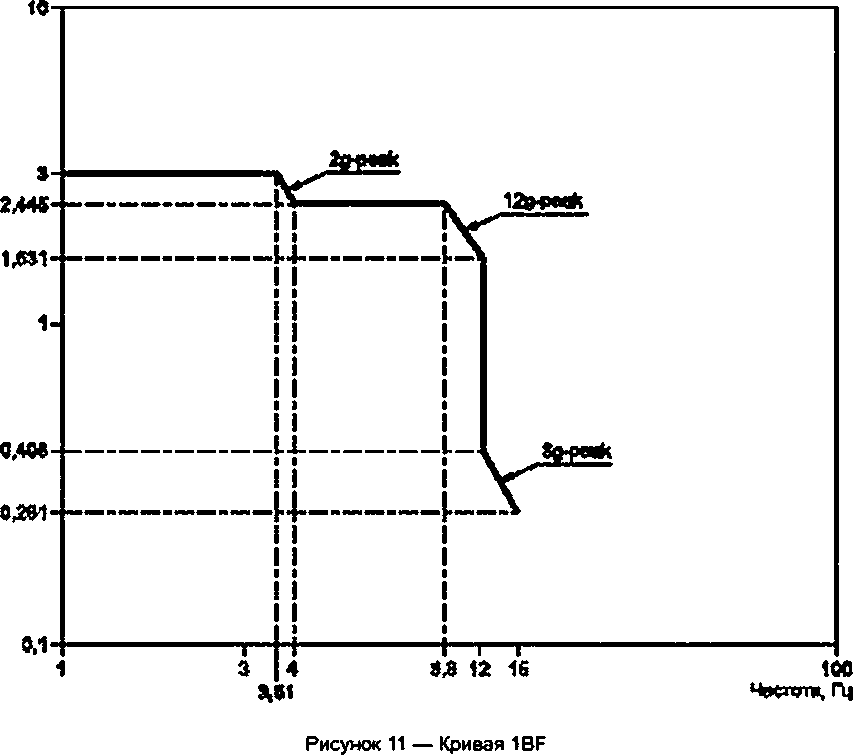
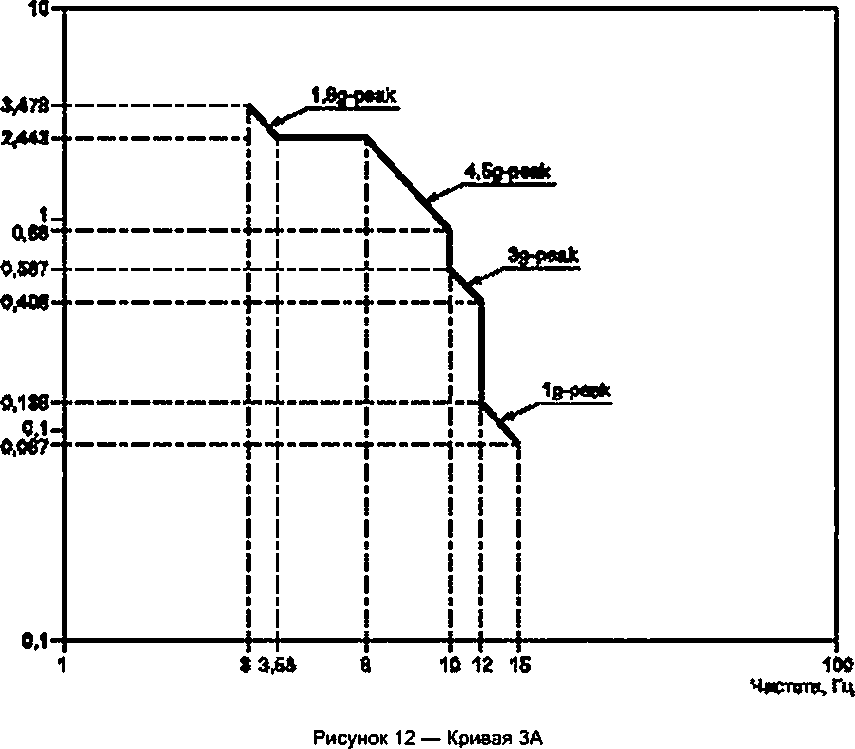
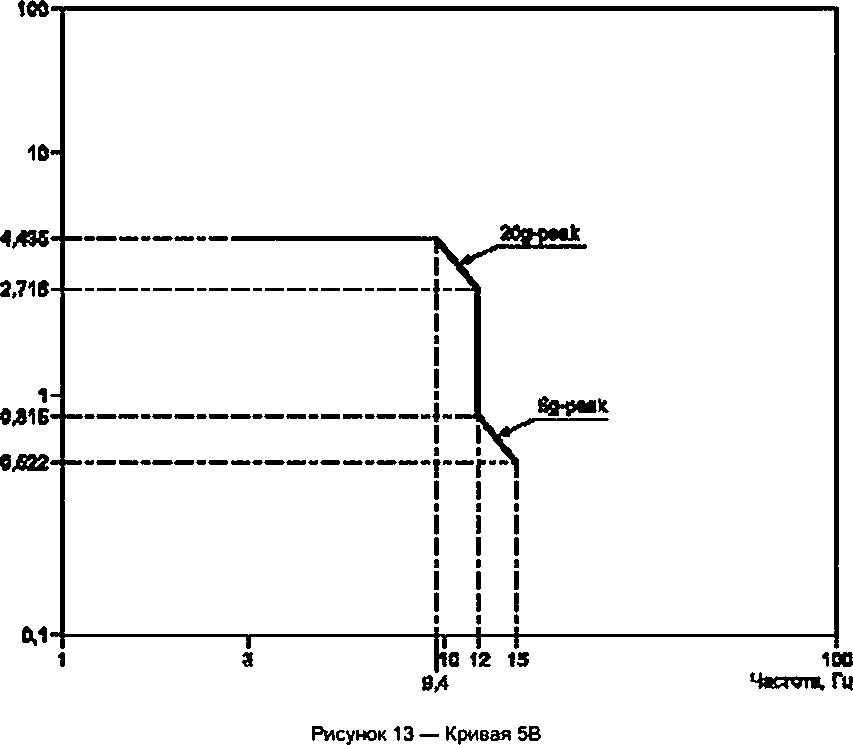
Примечание — В зависимости от области применения соединителя следует выполнять различные графики нагружений для испытаний на авгоротацию. Графики нагружений должны выполняться в соответствии с таблицей 17.
Таблица 17 — Графики нагрузки при испытаниях на авгоротацию
Типоразмер | Кривая |
04 | 1BF. рисунок 11 |
06 | 1AF. рисунок 10 |
08 | 1BF. рисунок 11 |
10 | ЗА. рисунок 12 |
12 | ЗА, рисунок 12 |
16 | 5В. рисунок 13 |
20 | 1AF. рисунок 10 |
Необходимо выполнить испытания на синусоидальную нагрузку по всем трем пространственным
осям.
Шаг 1:6—15 Гц (крейсерский режим полета).
17
ПНСТ 228—2017
Находящийся под рабочей нагрузкой соединитель подвергается синусоидальным колебаниям с диапазоном частоты от 6 до 15 Гц с изменением частоты по пилообразному графику не быстрее 0.5 октава/мин. При этом по реперным точкам соединителя осуществляется замер ускорений посредством акселерометра и определяются критические частоты.
Частота является критической, если:
• амплитуда механических колебаний соединителя в два и более раза превосходит амплитуду воздействующей нагрузки;
• проявляются заметные изменения рабочих характеристик соединения, если нагружение соединения соответствует установленным требованиям.
При наличии нескольких критических частот следует выбрать наиболее неблагоприятную.
При обнаружении критической частоты следует ее зафиксировать и выдержать соединения при данной частоте не менее 160 минут. В случае, если амплитуда колебаний начинает уменьшаться, следует варьировать частоту около критической для обеспечения максимальной амплитуда колебаний.
Каждое изменение частоты в процессе данных испытаний следует записывать.
В случае отсутствия критических частот следует продолжать нагружение в диапазоне частот 6—15 ГЦ с изменением частоты по пилообразному закону со скоростью не более 0.5 октава/мин в течение не менее 160 минут.
Шаг 2:3—6 Гц (фаза остановки двигателя).
Необходимо подвергнуть нагруженный соединитель однократному синусоидальному воздействию с частотой от 6 до 3 Гц по линейному ниспадающему графику со скоростью изменения частоты не более 0,0025 Гц/сек.
ДйВЙМиМШПЛИТ)Пк{0Т пш* до ЛИМ& ям/Шы
18
ПНСТ 228—2017
ДюАяламотлэав^гг пиш до пи*}» дюЛш
19
ПНСТ 228—2017
Днймм мтлут (or гика & тши), довыы
20
ПНСТ 228—2017
Двойная мглтдаЗетпин^пжя}, дойми
4.6.13 Испытания на давление системы
Необходимо провести гидравлические испытания образцов с использованием гидравлической жидкости при давлении от 0.35 до 0,41 МПа в течение 24 часов. Затем в течение 24 часов образцы следует подвергать давлению системы. Образцы следует проверять в начале, во время и после проведения испытаний, протирая их насухо.
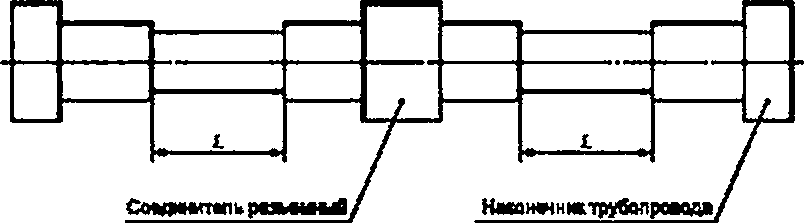
Рисунок 14 — Длины испытуемых образцов для испытаний на коррозионно-усталостные трещины
4.6.14 Испытание соединителей на кручение
Соединитель с резьбовым соединением следует вертикально зажать между захватами или другими подходящими приспособлениями.
Разъемный соединитель с гайкой следует соединить по внутреннему конусу с соответствующим наконечником. Зафиксировать с помощью оснастки детали соединения, далее затянуть гайку до упора и пометить риской взаимное расположение соединяемых деталей. Ослабить гайку на один поворот и разъединить детали. Снова вручную затянуть гайку до соприкосновения контактных поверхностей деталей. далее затянуть гайку до упора и отметить угол смещения между сопрягаемыми деталями. Угол не должен превышать 2°. Указать угол в протоколе испытаний.
21
ПНСТ 228—2017
4.6.15 Испытание соединителей/труб крутящим моментом
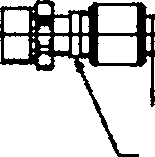
Испытуемые образцы должны состоять из двух труб с прямыми наконечниками, соединенными через прямой соединитель типа «ниппель-муфта» (см. рисунок 15). Гайку следует дважды затянуть с минимальным затягом. Затягивание должно быть с рекомендованным усилием, повторное затягивание — до указанного усилия.
Изделие е сборе, проходящее испытание крутящим моментом, следует вертикально установить между захватами, зафиксировав на шестиграннике переходника. Против часовой стрелки к переходнику. не зафиксированному в захватах, необходимо провести нагружение, превышающее рекомендованный затяг при сборке в 1.5 раза. Не допускается кручение трубы или ослабление натяга гайки. Затем по часовой стрелке следует подвергнуть трубу скручиванию до момента механического разрушения. Момент разрушения должен быть не ниже значения, превышающего затяг при сборке в 1.5 раза. Проворачивание трубы в соединении или прокручивание соединителя расценивается как неудовлетворительный результат испытаний. В протоколе испытаний должны быть представлены конечные зарегистрированные величины.
4.6.16 Молниеэащита
Подвергнутые крутящему усилию соединители е сборе типоразмеров -04 и -12. как описано на рисунке 15. следует испытывать следующим образом:
• затянуть соединители до значений, указанных в таблицах 6—7;
- испытание воздухом на герметичность проводить в соответствии с 4.6.3. Во время этого испытания утечки быть не должно:
• удар молнии. Контрольное испытание под давлением в соответствии с 4.6.2. При атом утечки быть не должно.
Эмстдоммв шнпкт апморимамй соктмг
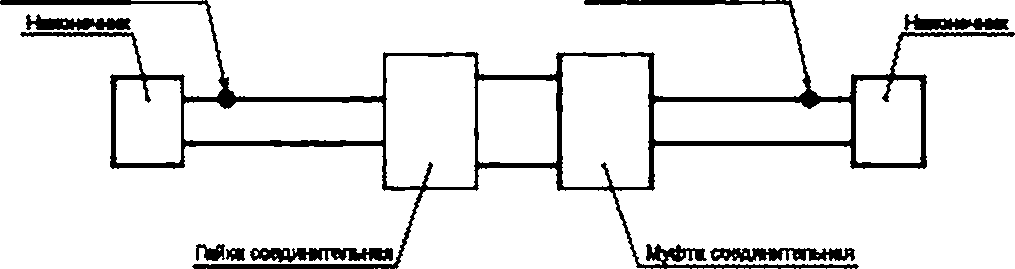
Рисунок 15 — Образец для испытаний на удар молнии. Труба в сборе 4.6.17 Испытания на пожаростойкость (только для типоразмера 16)
Рабочее давление должно соответствовать таблицам 1—3, расход жидкости должен составлять 0.5 л/мин.
22
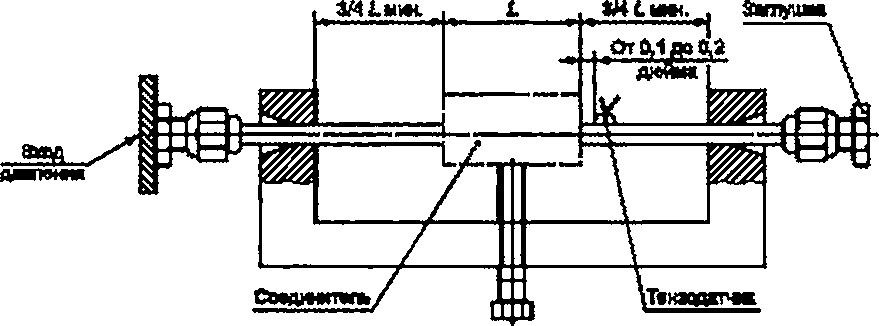
а) Испытательна* установка для прямого соединителя
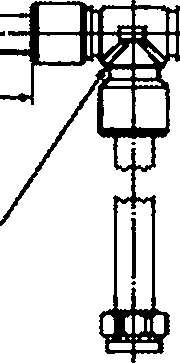
Рисунок 16. лист 1 — Ислытатвтъная установка для испытаний на коррозионно-усталостные трещины
ПНСТ 228—2017
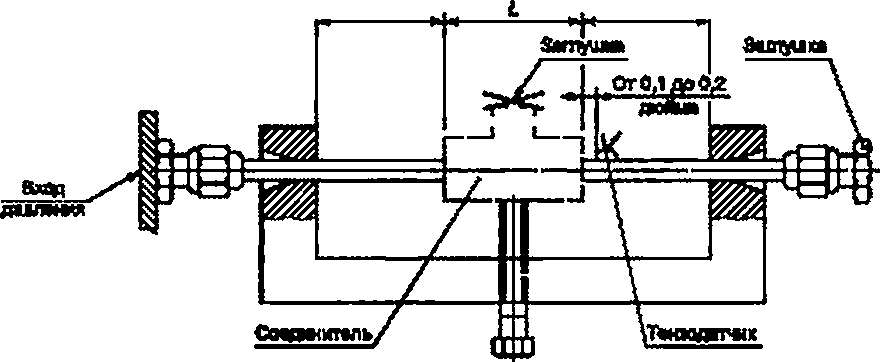
6) Испытательная установка для соединителя типа Т
t
дыгания
в) Испытательная установка для углового соединителя Рисунок 16. ЛИСТ 2
5 Подготовка к отгрузке
5.1 Очистка
На поверхности деталей не должно быть следов горюче-смазочных материалов, загрязнений или других посторонних материалов. Для очистки поверхностей титановых деталей не должны использоваться моющие средства, в основе которых содержатся хлор или фтор.
5.2 Все соединители следует упаковывать таким образом, чтобы предотвратить повреждение, коррозию или физический износ во время хранения или транспортировки.
5.3 Идентификация упаковки
Каждая упаковка должна иметь маркировку со следующей минимальной информацией:
• сведения об изготовителе (наименование, код организации);
• номер детали, присвоенный изготовителем:
• номер детали, присвоенный заказчиком, если этот номер отличается от указанного выше;
• описание изделия (наименование);
• количество и единица хранения (шт., ед. и т. д.).
5.4 Отбор образцов для испытаний без разрушения
Отбор образцов для термической обработки, проверки резьбы, чистовой обработки поверхности, размеров, маркировки, дефектов поверхности и проверки изготовления следует производить произвольно в соответствии с таблицами 18—19.
23
£ Таблица 16—Классификация дефектов
Характеристика | |||||
Класс | Неразъемный соединитель в сборе — стандартный | Соединитель — на<Оиечн*с | Соединитель — гейка-муфте | Соединители — т-образные, угловые, крестообразные | Подготоже к отгрузив |
Значительный | В ну треншй диаметр/ диаметры отверстий, качество обработки поверхностей в местах уплотнены. острые углы, внешние диаметры (кольцо и соединитель. как определяют стандарты ка компоненты) | Отверстия с дефектам* обработо*. внутренне заусенцы. размер резьбы и шаг, цветовой код гайки | Глубина, диаметр уплотнения к кагмбру. чистовая обработка поверхности уплотнения (конус. притупленная за концовка и уплотнительное кольцо), перпендикулярность резьбы к шестигранной поверхности, соосность, резьба для конического уплотнены, размер резьбы и шаг | Отверстия с дефектами обработки, еиутрежие заусежды. признаки трещин в области разъема для сложш1х форы, размер резьбы и шаг. цветовой код гайки | — |
Незначитегъный а | Дгмна кольца/соедини-теля е сборе при монтаже. применение сухой смазки, цветовой код когъца | Диаметр отверстия, общая дли*а. чистовая обработка по-вержости. радиусы, применение сукой смазки, соосность резьбы, посадеа и внешне* вид. размеры шестиграншка | 24 градуса. Угол уплотнителя, диаметр расточешого канала для жидкости, диаметр уплотнительного кольца, качество чистовой обработки, дет. применение сухой смазки, диаметры | Полная длина колена, угол сложной формы, качество чистовой обработки. радиусы, доа-метр расточению отверстия. применение сухой смазо*. диаметр канала для отвода жидкости. размер шести-граншке под ключ, размеры шестигранна | — |
Незначительный В | Все остальное | Все остальное | Все остальное | Все остальное | Маркировка: отсутствующая, неправильная, не погнал, неразборчивая. расположение, последовательность или метод приме нем*я Любые несоответствующие компоненты: отсутствующие компоненты, поврежденные или как-либо испорченные Несоответствующая сборка компонентов Количество в контейнере больше или меньше оговоренного Общая масса или масса нетто превышает требования (указанные е стандарте на компонент) |
ПНСТ 228—2017
ПНСТ 228—2017
Таблица 19 — Дефекты
Класс | Характеристика | Требование надежности в начальный период эксплуатации |
Значительный | Возможными последствиями могут быть отказ или значительное ухудшение эксплуатационной пригодности единицы продукции по ее целевому назначению | 98% |
Незначительный А | Может оказывать незначительное влияние на эксплуатационную пригодность | 95% |
Незначительный В | Фактически не оказывает влияния на эксплуатационную пригодность | 92% |
5.5 Методы проверки и контроля качества
Каждую партию соединителей следует подвергать проверке и контролю качества в соответствии с таблицей 18.
5.5.1 Проверка продукции
Каждую партию соединителей следует проверить для того, чтобы определить соответствие требованиям к материалам, размерам, каналам, толщине стенок, дефектам поверхности, чистовой обработке. маркировке и качеству сборки.
5.6 Выбраковка и повторные испытания
Отбракованные партии следует предоставлять для повторных испытаний и приемки только после 100*процентной проверки. Соединители, которые подвергаются индивидуальной проверке, отличной от испытаний {см. 4.4), и не отвечают требованиям, должны быть отбракованы.
Примечание — Соединители предназначены для использования е жидкостных системах летательных аппаратов с максимальным рабочим давлением 35 МПа и диапазоном температур от минус 54’С до 135 *С. При использовании таких соединителей 8 зонах с горючими парами требуется подтверждение испытаниями того, что разряд молнии не приведет к возникновению электрической дуги.
25
ПНСТ 228—2017
УДК 006.354
Ключевые слова: авиационная техника, соединители, осевая запрессовка, трубопроводы
ОКС 49.080
26
БЗ 11—2017/123
Редактор ЕЛ. Моисеева Технический редактор В.Н. Прусакова Корректор Е.И. Рычкова Компьютерная верстка Ю.В. Поповой
Сдано о набор 31.10.2017 Подписано а печать 2S.11.2017. Формат 60*84Vg. Гарнитура Ариал. Уел. печ. п. 3.72. Уч.-иэд. л. 3.37 Тираж 22 »кэ. За«. 240S.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
ИД «Юриспруденции». 11S419. Москва, уп Орджоникидзе. 11
Издано и отпечатано оо . 123001, Москва. Гранатный пер., 4. «

{kind=link}