ГОСТ 9292-82
Группа М19
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОБУВЬ
Метод определения прочности крепления подошв
в обуви химических методов крепления
Footwear. Method for determination of attaching soles
in footwear of chemical attaching methods
Дата введения 1983-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом по легкой промышленности при Госплане СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 12.04.82 N 1497
3. ВЗАМЕН ГОСТ 9292-59
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 9289-78 | 1.1 |
5. Ограничение срока действия снято Постановлением Госстандарта от 27.06.91 N 1075
6. ИЗДАНИЕ (апрель 2002 г.) с Изменениями N 1, 2, 3, утвержденными в октябре 1986 г., мае 1989 г., июне 1991 г. (ИУС 2-87, 8-89, 10-91)
Настоящий стандарт распространяется на обувь с верхом из натуральной, искусственной и синтетической кожи, текстиля, с комбинированным верхом и устанавливает метод определения прочности крепления подошв в обуви клеевого, литьевого, котловой и прессовой вулканизации и комбинированных методов крепления, а также накладок и подметок.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 2, 3).
1. МЕТОД ОТБОРА ОБРАЗЦОВ
1.1. Отбор образцов - по ГОСТ 9289.
2. АППАРАТУРА
2.1. Для проведения испытания применяют разрывные машины марки РТ-250 или другие, обеспечивающие скорость движения нижнего зажима (100±10) мм/мин. Мощность машины не должна превышать нагрузку разрушения более чем в 10 раз. На машину вместо верхнего и нижнего зажимов устанавливают специальное приспособление, изображенное на черт.1.
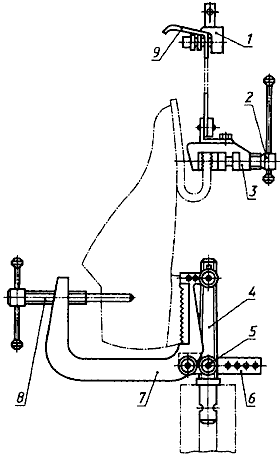
Черт.1
2.2. Приспособление представляет собой скобу 7, в которой закрепляют надетую на затяжную колодку испытуемую полупару обуви с помощью винта 8, входящего в штуцерную втулку колодки. Скобу устанавливают на кронштейне 4, прикрепляемом к штоку разрывной машины вместо нижнего зажима, и фиксируют с помощью пальцев 5, закрепленных в соответствующих отверстиях серьги 6 в требуемом положении.
Геленочный участок подошвы закрепляют в зажиме 3 винтом 2, а гибкий хвостовик зажима 9 закрепляют в верхнем зажиме разрывной машины 1. Гибкий хвостовик в процессе испытания по мере необходимости передвигают вверх.
(Измененная редакция, Изм. N 3).
3. ПОДГОТОВКА К ИСПЫТАНИЮ
3.1. Перед проведением испытания обувь должна быть вьдержана при нормальных условиях относительной влажности (65±5)% и температуры (20±3) °С не менее 24 ч.
3.2. В обуви на утолщенной подошве с помощью сапожного ножа утоньшают подошву путем удаления верхнего ходового слоя до толщины 10-12 мм. Для удаления запрессованного геленка на подошве делают разрез по предполагаемой продольной осевой линии геленка. Затем извлекают геленок из подошвы.
3.3. На каждой испытуемой полупаре обуви проставляют соответствующий порядковый номер в двух местах: на ходовой поверхности подошвы в подметочном участке и на верхе обуви.
Если носочный участок низа прикреплен дополнительно гвоздями, они должны быть удалены.
Если испытанию подлежит полупара обуви с каблуком, то на расстоянии 3-5 мм от его фронта производят сквозной разрез подошвы по всей ширине и отрыв геленочного участка подошвы до линии АБ (черт.2), расположенной не ближе 5 мм от первой линии отрыва. Если обувь без каблука, то пяточную часть подошвы отрывают вручную.
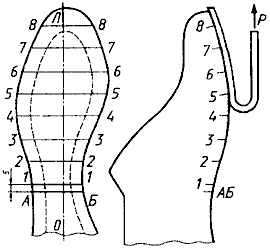
Черт.2
Отрываемую деталь низа и верх обуви по грани следа размечают мелом или специальным восковым карандашом. Сначала проводят продольную линию ОЛ (см. черт.2), соединяющую наиболее выступающие точки носка и пятки, затем ряд параллельных прямых, перпендикулярных к этой линии. Порядок нанесения параллельных линий следующий: линию 4-4 через наиболее выступающую точку наружного пучка; линию 5-5 через наиболее выступающую точку внутреннего пучка; линию 1-1 в наиболее узкой части геленочного участка подошвы; линию 8-8 на расстоянии 10-15 мм от передней грани подошвы. Между линиями 1-1 и 4-4, а также 5-5 и 8-8 проводят по две дополнительные линии на одинаковом расстоянии друг от друга. Все нанесенные линии должны быть пронумерованы, как указано на черт.2.
Подметку размечают аналогично подошве (исключая разметку линий 1-1, 2-2 и 3-3). Отрыв подметки вручную заканчивают на расстоянии 5 мм от линии 4-4.
В ремешковой обуви параллельные линии проводят через ремешки и межремешковое пространство.
(Измененная редакция, Изм. N 3).
3.4. В случае, если при отслаивании подошвы (из-за наличия сквозных разрезов подошвы при удалении металлического геленка и др.) не представляется возможным определить нагрузку в первых двух точках геленочного участка, допускается запись результатов испытания производить начиная с третьей линии. При отслаивании подметки, прикрепленной к подошве в носочно-пучковой части, запись результатов производят начиная с четвертой линии.
3.5. При испытании обуви, изготовленной комбинированными методами крепления с подошвами, прикрепленными к подложкам по всей площади, или обуви с накладными подметками дополнительно в намечаемых точках отрыва определяют ширину подошвы или подметки с погрешностью не более 1,0 мм.
3.6. Испытуемая полупара обуви должна быть надета на колодку, имеющую штуцерную втулку.
4. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
4.1. При проведении испытания оторванный геленочный участок подошвы закрепляют в специальном зажиме 3, хвостовик которого закрепляют в середине верхнего зажима разрывной машины 1 (см. черт.1).
Полупару обуви закрепляют в скобе 7 прибора винтом 8, при этом необходимо следить за тем, чтобы продольная линия ОЛ (см. черт.2) полупары на участке следа занимала вертикальное положение. Скобу прикрепляют к штоку разрывной машины таким образом, чтобы при вертикальном положении следа подошвы на участке 5-8 отрываемая часть подошвы была параллельна этому участку. Это достигается перемещением скобы в нужное положение и закреплением ее в соответствующем отверстии серьги 6 (см. черт.1).
Расстояние между верхним зажимом разрывной машины и носком полупары устанавливают равным 5-10 мм путем опускания или подъема штока нижнего зажима и ходового винта, в который входит шток, а также вставки гибкого хвостовика в верхний зажим разрывной машины на различную глубину.
4.2. Испытания проводят с записью диаграммы, на которой делают засечку в момент достижения первой линии отрыва подошвы. В таком же порядке отмечают величины нагрузок отрыва в остальных участках. При использовании разрывной машины без диаграммного устройства производят запись показаний нагрузки по шкале.
4.3. Если кривая отрыва не помещается на диаграмме, испытание может быть приостановлено в любом участке и возобновлено после того, как перо самопишущего прибора опустится вниз.
4.4. При испытании обуви следят за тем, чтобы не происходило сползание заготовки с колодки и с помощью неострых металлических инструментов направляют процесс отслаивания подошвы от следа обуви таким образом, чтобы отслаивание происходило по клеевому шву. Если происходит отрыв по материалу подошвы, необходимо подрезать подошву в направлении отслаивания, чтобы избежать преждевременного ее отрыва.
(Измененная редакция, Изм. N 3).
4.5. Если после опускания штока вниз и подъема гибкого хвостовика до отказа подошва или подложка окажется неоторванной, процесс отрыва прекращают и прибор приподнимают до верхнего исходного положения. При этом специальный зажим удаляют, а концы испытуемой детали низа закрепляют непосредственно в верхнем зажиме разрывной машины. После этого продолжают отрыв.
4.6. После отрыва по линии 8-8 испытуемую деталь низа освобождают из верхнего зажима.
4.7. Нагрузку фиксируют в ньютонах с погрешностью до 1 Н.
5. ОБРАБОТКА РЕЗУЛЬТАТОВ
5.1. Прочность крепления подошвы полупары в обуви химических методов крепления (клеевого, литьевого, котловой и прессовой вулканизации) () в Н/см вычисляют по формуле
![]() .
.
Прочность крепления подошвы, накладки и подметки полупары в обуви комбинированных методов крепления (гвозде-клеевого, рантово-кпеевого и др.) () в Н/см вычисляют по формуле
![]() ,
,
где ![]() - нагрузка отрыва в участках 1, 2, 3,...,
- нагрузка отрыва в участках 1, 2, 3,..., , Н;
![]() - суммарная ширина рабочей части затяжной кромки с внутренней и наружной стороны в участках 1, 2, 3, ...,
- суммарная ширина рабочей части затяжной кромки с внутренней и наружной стороны в участках 1, 2, 3, ..., , см;
![]() - ширина подошвы, накладки или подметки в участках 1, 2, 3, ...,
- ширина подошвы, накладки или подметки в участках 1, 2, 3, ..., , см;
- количество участков по измерению нагрузок при отрыве.
Определение ширины рабочей части затяжной кромки заготовки верха и подошвы в обуви различных конструкций приведено в приложении 1.
5.2. Форма записи результатов определения прочности крепления подошв, накладок и подметок в обуви химических и комбинированных методов крепления приведена в приложении 2.
5.1, 5.2. (Измененная редакция, Изм. N 2, 3).
ПРИЛОЖЕНИЕ 1
Справочное
ОПРЕДЕЛЕНИЕ ШИРИНЫ РАБОЧЕЙ ЧАСТИ ЗАТЯЖНОЙ КРОМКИ ЗАГОТОВКИ
ВЕРХА И ПОДОШВЫ В ОБУВИ РАЗЛИЧНЫХ КОНСТРУКЦИЙ
1. Ширина рабочей части затяжной кромки в заданном участке определяется шириной контакта склеиваемых поверхностей заготовки верха с подошвой.
1.1. Ширина рабочей части затяжной кромки определяется на следе обуви и по отпечатку на внутренней поверхности подошвы:
- при отрыве частично по клеевому шву, частично - по материалу подошвы, частично - по материалу верха;
- при производстве обуви с низом из полиуретана литьевого метода крепления без нанесения клея на затяжную кромку.
1.2. Ширина рабочей части затяжной кромки в случае разрыва и невозможности определения ее ширины в заданном участке соответствует ширине в участке, расположенном рядом с местом разрыва.
1.3. Ширина рабочей части затяжной кромки принимается равной ширине затяжной кромки, предусмотренной в технологии изготовления соответствующей обуви:
- при значительном разрыве затяжной кромки, включающем несколько соседних участков;
- при отрыве по материалу подошвы.
1.4. В мокасинах шириной рабочей части затяжной кромки является ширина следа в носочно-пучковой части и ширина затяжной кромки в геленочной части обуви.
1.5. В ремешковой обуви шириной рабочей части затяжной кромки является ширина затяжной кромки ремешка и ширина затяжной кромки обтяжки в межремешковом пространстве. В случае отсутствия обтяжки определяется ширина контакта стельки с подошвой по клеевому шву.
2. В обуви с подошвой с бортиком ширина рабочей части затяжной кромки или подошвы должна включать и высоту боковой поверхности заготовки, на которую нанесен клей.
3. В обуви строчечно-литьевого метода крепления:
- при нанесении клея по всему следу обуви учитывается вся ширина следа, включая и ширину боковой поверхности заготовки от шва пристрачивания втачной стельки до линии контакта с бортиком подошвы;
- при нанесении клея только на боковую поверхность заготовки учитывается ее ширина от шва пристрачивания втачной стельки до линии контакта с бортиком подошвы.
ПРИЛОЖЕНИЕ 1. (Введено дополнительно, Изм. N 3).
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ФОРМА
записи результатов определения прочности крепления подошв, накладок
и подметок в обуви химических и комбинированных методов крепления
Вид обуви с указанием поло- | Материал подошвы, накладки, подметки | Толщина подошвы, накладки, подметки, мм | Нагрузка отрыва в участках, Н | Суммарная ширина рабочей части затяжной кромки с наружной и внутренней стороны ( | Прочность крепления, Н/см | ||||||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | Среднее значение из сечений | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | Среднее значение из сечений | ||||
ПРИЛОЖЕНИЕ 2. (Измененная редакция, Изм. N 1, 2).
Текст документа сверен по:
М.: ИПК Издательство стандартов, 2002
{kind=link}