ГОСТ ISO 13909-2-2018
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УГОЛЬ КАМЕННЫЙ И КОКС
Механический отбор проб
Часть 2
Уголь. Отбор проб из движущихся потоков
Hard coal and coke. Mechanical sampling. Part 2. Coal. Sampling from moving streams
МКС 73.040
Дата введения 2021-04-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации Республики Казахстан ТК 6 "Уголь и продукты его переработки" на базе ТОО "Научно-исследовательский центр "Уголь" на основе официального перевода на русский язык англоязычной версии указанного в пункте 5 стандарта, который выполнен Республиканским государственным предприятием "Казахстанский институт стандартизации и сертификации" (РГП "КазИнСт")
2 ВНЕСЕН Комитетом технического регулирования и метрологии Министерства по инвестициям и развитию Республики Казахстан
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 октября 2018 г. N 113-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 15 октября 2020 г. N 858-ст межгосударственный стандарт ГОСТ ISO 13909-2-2018 введен в действие в качестве национального стандарта Российской Федерации с 1 апреля 2021 г.
5 Настоящий стандарт идентичен международному стандарту ISO 13909-2:2016* "Уголь каменный и кокс. Механический отбор проб. Часть 2. Уголь. Отбор проб из движущихся потоков" ("Hard coal and coke - Mechanical sampling - Part 2: Coal - Sampling from moving streams", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан международным Техническим комитетом ISO/ТC 27 "Твердое минеральное топливо", Подкомитетом SC 4 "Отбор проб".
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Введение
Настоящий стандарт подготовлен на основе международного стандарта ISO 13909-2:2016 "Уголь каменный и кокс. Механический отбор проб. Часть 2. Уголь. Отбор проб из движущихся потоков", разработанного международным Техническим комитетом ISO/ТC 27 "Твердое минеральное топливо", Подкомитетом SC 4 "Отбор проб".
Международный стандарт ISO 13909-2:2016 отменяет и заменяет ISO 13909-2:2001 "Уголь каменный и кокс. Механический отбор проб. Часть 2. Уголь. Отбор проб из движущихся потоков" и представляет его технический пересмотр.
Серия международных стандартов ISO 13909 состоит из следующих частей под общим названием "Уголь каменный и кокс. Механический отбор проб":
- Часть 1. Общие положения;
- Часть 2. Уголь. Отбор проб из движущихся потоков;
- Часть 3. Уголь. Отбор проб от стационарных партий;
- Часть 4. Уголь. Подготовка проб для испытаний;
- Часть 5. Кокс. Отбор проб из движущихся потоков;
- Часть 6. Кокс. Подготовка проб для испытаний;
- Часть 7. Методы определения прецизионности отбора, подготовки и испытания проб;
- Часть 8. Методы определения систематической погрешности.
Приложение А является обязательным.
1 Область применения
Настоящий стандарт устанавливает требования к проектированию и созданию механических пробоотборников для отбора проб угля из движущихся потоков и применяемым методам отбора проб.
Настоящий стандарт не распространяется на механический отбор проб от стационарных партий, указанный в ISO 13909-3 [1].
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения):
ISO 13909-1:2016, Hard coal and coke - Mechanical sampling - Part 1: General introduction (Уголь каменный и кокс. Механический отбор проб. Часть 1. Общие положения)
ISO 13909-4, Hard coal and coke - Mechanical sampling - Part 4: Coal - Preparation of test samples (Уголь каменный и кокс. Механический отбор проб. Часть 4. Уголь. Подготовка проб для испытаний)
ISO 13909-7, Hard coal and coke - Mechanical sampling - Part 7: Methods for determining the precision of sampling, sample preparation and testing (Уголь каменный и кокс. Механический отбор проб. Часть 7. Методы определения прецизионности отбора, подготовки и испытания проб)
ISO 13909-8, Hard coal and coke - Mechanical sampling - Part 8: Methods of testing for bias (Уголь каменный и кокс. Механический отбор проб. Часть 8. Методы определения систематической погрешности)
ISO 21398, Hard coal and coke - Guidance to the inspection of mechanical sampling systems (Уголь каменный и кокс. Руководство по контролю системы механического отбора проб)
3 Термины и определения
В настоящем стандарте применены термины по ISO 13909-1.
4 Выбор схемы отбора проб
4.1 Общие положения
Общая процедура выбора схемы отбора проб заключается в следующем.
a) Определить качественные показатели и типы проб.
b) Определить массу опробуемой партии.
c) Установить или принять требуемую прецизионность (см. 4.3.1).
d) Определить методы объединения и подготовки точечных проб (см. ISO 13909-4).
e) Установить или принять изменчивость угля (см. 4.3.2) и дисперсию подготовки и испытания (см. 4.4.4). Методы определения прецизионности подготовки и испытания проб приведены в ISO 13909-7.
f) Определить число подпартий и число точечных проб в подпартии, необходимых для достижения заданной прецизионности (см. 4.3.4).
g) Определить использование методов отбора проб по времени или по массе (см. раздел 5), а также установить интервалы времени в минутах и массы в тоннах соответственно.
h) Установить номинальный верхний размер угля для определения минимальной массы пробы (см. 4.4 и таблицу 1).
Примечание - Номинальный верхний размер угля может быть установлен по документам или визуально и может быть подтвержден при необходимости предварительными испытаниями.
i) Определить минимальную среднюю массу точечной пробы (см. 4.5).
4.2 Разработка схемы отбора проб
4.2.1 Сведения для отбора проб
Первой стадией разработки схемы отбора проб является идентификация углей. Пробы необходимы для технической оценки, контроля процесса, контроля качества, коммерческих соображений производителя и потребителя. Устанавливается, на какой стадии процесса обработки угля требуется отобрать пробу и разрабатывается возможная схема отбора. Если отбор проб в выбранных местах неосуществим, выбирается более подходящий вариант.
4.2.2 Разделение партий
Партию опробуют целиком с получением одной пробы или разделяют ее на ряд подпартий с получением пробы от каждой, например уголь, погруженный в судно, вагон, автомашину или переработанный за определенный период, например за смену.
Для улучшения прецизионности результатов партию разделяют на подпартии. При опробовании партии в течение длительного времени она может быть разделена на ряд подпартий с получением пробы от каждой из них.
4.2.3 Основание для отбора проб
Отбор проб производится по времени или по массе. В первом случае интервал определяется в минутах и секундах, а масса точечной пробы пропорциональна скорости потока во время отбора пробы. При отборе проб по массе интервал определяется в тоннах, и масса точечных проб в составе пробы однотипна. Из этих двух альтернатив отбор проб по времени легче определить и проверить, потому что требуются только постоянная скорость отсекателя и устройство синхронизации времени. С другой стороны, для отбора проб по массе требуются весы для конвейерной ленты, а также устройство, которое достаточно контролируется, чтобы регулировать скорость пробоотборника первичной точечной пробы для достижения равномерной массы точечной пробы.
4.2.4 Прецизионность отбора проб
После установления необходимой прецизионности отбора проб определяются число подпартий и минимальное количество точечных проб на подпартию в соответствии с 4.3.4 и средняя масса первичной точечной пробы в соответствии с 4.5.
Для отдельных партий изменение качества принимается наихудшим вариантом (см. 4.3.2). Установленная прецизионность отбора проб может быть проверена процедурой повторного отбора проб (см. ISO 13909-7).
В начале предполагаемого регулярного отбора проб неизвестных углей следует предусмотреть наихудший случай изменения качества согласно 4.3.2. При регулярном отборе проб проверка достижения желаемой прецизионности осуществляется с помощью процедур в соответствии с ISO 13909-7. При последующем изменении прецизионности изменяется число подпартий и точечных проб согласно 4.3.4, и достигнутая прецизионность повторно проверяется. Прецизионность также должна быть проверена повторно при наличии причин увеличения изменчивости угля. Число точечных проб, принятое по 4.3.4, применяется для определения прецизионности результата, когда погрешность отбора проб велика относительно погрешности определения, например, влаги.
4.2.5 Систематическая погрешность отбора проб
При отборе проб очень важно обеспечить неизменность определяемого параметра угля как при отборе пробы, так и в процессе ее подготовки или при последующем хранении ее до испытания. Это может в определенных случаях потребовать ограничения массы первичной точечной пробы (см. 4.5).
Если период отбора проб для определения влаги из партии затягивается, необходимо сократить время простоя проб путем деления партии на подпартии (см. 4.3.4).
Системы отбора проб проверяют на систематическую погрешность согласно методам, изложенным в ISO 13909-8.
4.3 Прецизионность результатов
4.3.1 Прецизионность и общая дисперсия
Во всех методах отбора проб, подготовки и анализа неизбежны погрешности, и экспериментальные результаты, полученные для любых параметров, отклоняются от действительных значений. Так как абсолютное отклонение от "истинных" значений определить невозможно, определяется прецизионность экспериментальных результатов. Эта близость, с которой результаты ряда измерений, произведенных на одном угле, совпадают друг с другом, и есть отклонение среднего значения результатов от контрольной величины, т.е. систематическая погрешность результатов (см. ISO 13909-8).
Разрабатывается такая схема отбора проб, которая обеспечит произвольный уровень прецизионности.
Необходимая общая прецизионность для партии согласовывается между заинтересованными сторонами. При отсутствии такого соглашения величина одной десятой зольности предполагает до 10% золы, при условии, что максимум 1% абсолютной зольности превышает 10%.
Теоретические основы определения прецизионности рассматриваются в ISO 13909-7. Выведена следующая формула (1)
 , (1)
, (1)
где ![]() - определенная общая прецизионность отбора, подготовки и испытания проб, выраженная как абсолютный процент;
- определенная общая прецизионность отбора, подготовки и испытания проб, выраженная как абсолютный процент;
![]() - дисперсия отбора первичных точечных проб;
- дисперсия отбора первичных точечных проб;
- число точечных проб на подпартию;
![]() - число подпартий в партии;
- число подпартий в партии;
![]() - дисперсия подготовки и испытания.
- дисперсия подготовки и испытания.
Для определения качества угля, из которого пробы ранее не отбирались, составляется схема отбора, в которой делаются допущения в случае изменчивости качества угля (см. 4.3.2). Прецизионность, реально получаемая для отдельной партии по принятой схеме, определяется в соответствии с ISO 13909-7.
4.3.2 Дисперсия первичной точечной пробы
Дисперсия первичной точечной пробы ![]() зависит от типа и номинального верхнего размера угля, степени предварительной обработки и смешивания, абсолютной величины определяемого показателя и массы отобранной точечной пробы.
зависит от типа и номинального верхнего размера угля, степени предварительной обработки и смешивания, абсолютной величины определяемого показателя и массы отобранной точечной пробы.
Число точечных проб, необходимое для составления пробы для общего анализа и пробы для определения влаги, рассчитывают отдельно, с использованием соответствующих значений дисперсий точечных проб и требуемой прецизионности. Если необходима общая проба, число точечных проб должно быть больше, чем рассчитанное для пробы для общего анализа и пробы для определения влаги соответственно.
Примечание - Для многих углей дисперсия точечной пробы для зольности выше, чем для влаги, и, следовательно, для одной и той же прецизионности число точечных проб, требуемых для пробы для общего анализа, достаточно и для пробы для определения влаги, и для общей пробы.
Величину дисперсии первичных точечных проб ![]() , требуемую для вычисления прецизионности, рассчитанной по формуле (1), можно определить:
, требуемую для вычисления прецизионности, рассчитанной по формуле (1), можно определить:
a) прямым определением на опробуемом угле с использованием методов, описанных в ISO 13909-7;
b) принимая значение, определенное из схемы подготовки и отбора проб подобного угля.
При отсутствии этих величин принимается первоначальное значение ![]() =5 для зольности немытых и смешанных углей и
=5 для зольности немытых и смешанных углей и ![]() =3 для зольности промытых углей и проверяется после отбора проб, используя один из методов, описанных в ISO 13909-7.
=3 для зольности промытых углей и проверяется после отбора проб, используя один из методов, описанных в ISO 13909-7.
4.3.3 Дисперсия подготовки и испытания
Величину дисперсии подготовки и испытания ![]() , требуемую для вычисления прецизионности, рассчитанной по формуле (1), можно определить:
, требуемую для вычисления прецизионности, рассчитанной по формуле (1), можно определить:
a) прямым определением на опробуемом угле с использованием методов, описанных в ISO 13909-7;
b) принимая значение, определенное из аналогичной схемы подготовки проб подобного угля.
При отсутствии этих величин допускается принимать первоначальное значение дисперсии ![]() =0,20 для зольности и проверить после отбора проб, используя один из методов, описанных в ISO 13909-7.
=0,20 для зольности и проверить после отбора проб, используя один из методов, описанных в ISO 13909-7.
4.3.4 Число подпартий и число точечных проб в подпартии
4.3.4.1 Общие положения
Число точечных проб, отобранных из партии, для получения определенной прецизионности зависит от изменчивости качества угля в партии, независимо от массы партии. Партия может быть опробована как целое с получением одной пробы, или, если партия делится на подпартии, от каждой подпартии отбирается отдельная проба. Такое деление может потребоваться для получения заданной прецизионности. Необходимое число подпартий при делении партии рассчитывают согласно 4.3.4.2.
Партии делятся также для обеспечения целостности пробы, т.е. устранения систематических ошибок после отбора точечной пробы, особенно для сокращения потерь влаги из-за простоя. Необходимость деления партии определяется такими факторами, как время, необходимое для отбора проб, окружающая температура и влажность, сохранение целостности пробы в закрытых контейнерах при ее отборе и размер частиц угля. Рекомендуется, если ожидается потеря влаги, проводить испытание на систематическую погрешность для сравнения качества контрольной пробы сразу после отбора с качеством пробы через определенное время. Если обнаруживается систематическая погрешность, время простоя пробы уменьшают путем более частого отбора проб, т.е. увеличением числа подпартий.
Имеются и другие причины для разделения партии, такие как:
a) удобство при отборе проб в течение длительного времени;
b) сохранение массы пробы в состоянии, удобном для дальнейшей обработки.
Разработчик схемы отбора проб должен предусмотреть наихудший возможный случай и использовать более высокие значения ![]() , чем они могут действительно получиться при работе схемы. При внедрении новой схемы отбора проб проверку действительной прецизионности производят, используя методы, описанные в ISO 13909-7. Следовательно, для достижения необходимой прецизионности требуются некоторые изменения, и в этом случае число подпартий и точечных проб пересчитывают в соответствии с 4.3.4.2.
, чем они могут действительно получиться при работе схемы. При внедрении новой схемы отбора проб проверку действительной прецизионности производят, используя методы, описанные в ISO 13909-7. Следовательно, для достижения необходимой прецизионности требуются некоторые изменения, и в этом случае число подпартий и точечных проб пересчитывают в соответствии с 4.3.4.2.
4.3.4.2 Расчет количества подпартий и точечных проб
Число подпартий и число точечных проб, требуемых для каждой подпартии, устанавливаются с использованием следующей процедуры.
Определяют минимальное число подпартий с учетом практического опыта (см. 4.3.4.1).
Затем определяют число точечных проб для каждой подпартии для требуемой прецизионности, полученной путем преобразования формулы (1)
![]() . (2)
. (2)
Если в результате расчета получились значения бесконечности или отрицательное число, это означает, что погрешности подготовки и испытания таковы, что требуемую прецизионность невозможно получить с данным числом подпартий. В таких случаях или если n слишком велико, увеличивают число подпартий одним из следующих способов.
a) Выбирают новое число подпартий, соответствующее подходящей массе, пересчитывают по формуле (2) и повторяют процесс до тех пор, пока число
не станет подходящим.
b) Выбирают максимально возможное число точечных проб подпартии ![]() и вычисляют число подпартий на партию
и вычисляют число подпартий на партию ![]() по формуле (3)
по формуле (3)
![]() . (3)
. (3)
В случае необходимости увеличивают ![]() до приемлемого числа и повторно вычисляют
до приемлемого числа и повторно вычисляют . Взяв
равным 10, если конечная расчетная величина меньше 10.
Примечание - Формулы, приведенные в 4.3.4.2, обычно определяют большее число требуемого количества точечных проб. Это объясняется тем, что они основаны на предположении, что качество угля не имеет серийной корреляции; однако серийная корреляция всегда в некоторой степени присутствует. К тому же при измерении дисперсии точечных проб требуется определенная подготовка и испытания, ошибки подготовки и испытаний включаются более одного раза.
Пример 1 - Партия массой 20000 тонн поставляется 5000-тонными составами. Требуемая прецизионность по зольности 0,25%. Изменение качества известно, определены следующие значения:
- дисперсия первичной точечной пробы =0,5;
- дисперсия подготовки и испытания проб =0,05.
a) Первоначальное число подпартий.
Решено, что минимальное число подпартий будет четыре, каждая подпартия по 5000 т.
b) Число точечных проб на подпартию определяется, используя формулу (2)
![]() .
.
Следовательно, опробоваться будут четыре подпартии, и от каждой будет отобрано 40 точечных проб.
Пример 2 - Партия массой 100000 тонн поставляется по 5000 т/день за две смены. Требуемая прецизионность по зольности =0,25%.
Дисперсия первичной точечной пробы =5.
Дисперсия подготовки и испытания неизвестна, поэтому первоначально принимается 0,20.
a) Первоначальное число подпартий.
Отбирается дневная проба, например, от 20 подпартий, чтобы избежать систематической погрешности ночного хранения проб.
b) Число точечных проб на подпартию определяется, используя формулу (2)
![]() .
.
Если число точечных проб считается слишком большим, увеличивается число подпартий до 40, т.е. по одной на смену.
![]() .
.
Тогда будет логичным отбирать 12 точечных проб за смену, т.е. одну через каждые 40 минут.
Пример 3 - Партия массой 100000 тонн промытого угля поставляется по 10000 т/ч погрузочным конвейером.
Требуемая прецизионность по зольности =0,2%.
Дисперсия первичной точечной пробы =3.
Дисперсия подготовки и испытания =0,05.
a) Первоначальное число подпартий.
Отбирается почасовая проба, т.е. m=10.
b) Число точечных проб на подпартию определяется, используя формулу (2)
![]() .
.
Следовательно, партия делится на 10 подпартий, и отбирают 10 точечных проб в минуту.
Пример 4 - Партия 8000 тонн одной погрузки и требуемая прецизионность по зольности =0,5%. Изменение качества известно, определены следующие значения:
- дисперсия первичной точечной пробы =5;
- дисперсия подготовки и испытания =0,20.
a) Первоначальное число подпартий.
Требуются результаты, основанные по меньшей мере на двух пробах.
b) Число точечных проб на подпартию определяется, используя формулу (2)
![]() .
.
Отрицательное значение указывает на то, что ошибки подготовки и испытания таковы, что требуемой прецизионности невозможно достичь с этим числом подпартий. Принимается, что 50 точечных проб - максимальное реальное число в подпартии, число подпартий определяется по формуле (3)
![]() .
.
То есть партию следует разделить на пять подпартий и отобрать 50 точечных проб из каждой.
4.4 Минимальная масса пробы
Для большинства параметров, особенно при отборе проб для ситового анализа, прецизионность результатов ограничивается способностью пробы представлять все размеры частиц в массе опробуемого угля.
Минимальная масса пробы зависит от номинального верхнего размера частиц угля, требуемой прецизионности для определяемого параметра и зависимости этого параметра от размера частиц. Некоторые такие зависимости применимы ко всем стадиям подготовки. Получение заданной массы само по себе не гарантирует прецизионности, так как она также зависит от числа точечных проб в пробе и их изменчивости (см. 4.3.4).
Минимальная масса пробы для общего анализа, уменьшающая дисперсию, обусловленную особенностями природы частиц угля, до 0,01, что соответствует прецизионности 0,2% по зольности, представлена в графе 2 таблицы 1 (см. [3]). В графе 3 таблицы 1 даны минимальные массы сокращенных проб угля для определения содержания общей влаги, которые составляют примерно 20% минимальных масс для общего анализа, допуская абсолютный минимум 0,65 кг.
Минимальная масса пробы ![]() для других заданных уровней прецизионности при определении зольности может быть рассчитана по формуле (4)
для других заданных уровней прецизионности при определении зольности может быть рассчитана по формуле (4)
 , (4)
, (4)
где ![]() - минимальная масса пробы, определенная по таблице 1 для данного номинального верхнего размера;
- минимальная масса пробы, определенная по таблице 1 для данного номинального верхнего размера;
![]() - требуемая прецизионность по отношению к зольности, обусловленной свойствами частиц угля.
- требуемая прецизионность по отношению к зольности, обусловленной свойствами частиц угля.
Таблица 1 - Минимальные массы проб для общего анализа и определения общей влаги
Номинальный верхний размер частиц угля, мм | Минимальная масса пробы для общего анализа и общей пробы, кг | Минимальная масса пробы для определения общей влаги, кг |
300 | 15000 | 3000 |
200 | 5400 | 1100 |
150 | 2600 | 500 |
125 | 1700 | 350 |
90 | 750 | 125 |
75 | 470 | 95 |
63 | 300 | 60 |
50 | 170 | 35 |
45 | 125 | 25 |
38 | 85 | 17 |
31,5 | 55 | 10 |
22,4 | 32 | 7 |
16,0 | 20 | 4 |
11,2 | 13 | 2,50 |
10,0 | 10 | 2,00 |
8,0 | 6 | 1,50 |
5,6 | 3 | 1,20 |
4,0 | 1,50 | 1,00 |
2,8 | 0,65 | 0,65 |
2,0 | 0,25 | 0,65 |
1,0 | 0,10 | 0,65 |
Примечание 1 - Минимальные массы проб для общего анализа и общих проб определены для уменьшения дисперсии, обусловленной природой угля, до 0,01; прецизионность при определении зольности принимается 0,2%. | ||
Когда уголь регулярно опробуется в одних и тех же условиях, достигаемую для всех необходимых показателей прецизионность следует проверять по ISO 13909-7, и, соответственно, могут быть уточнены массы. Однако массы не следует уменьшать ниже минимальных требований соответствующего стандарта.
При подготовке угля к отбору проб для многократного использования учитываются индивидуальные массы и гранулометрический состав проб для испытаний, необходимых для каждого испытания.
4.5 Масса первичной точечной пробы
Масса первичной точечной пробы ![]() , в килограммах, отобранная механическим пробоотборником с секущими кромками, перпендикулярными движущемуся потоку, рассчитывается по формуле (5)
, в килограммах, отобранная механическим пробоотборником с секущими кромками, перпендикулярными движущемуся потоку, рассчитывается по формуле (5)
![]() , (5)
, (5)
где С - скорость потока, т/ч;
b - ширина отверстия отсекателя, мм.
Примечание - Ширина отверстия отсекателя, используемая для расчета массы точечной пробы, - это расстояние между секущими кромками отсекателя, первыми попадающими в поток материала;
![]() - скорость отсекателя, м/с (см. 6.8.2).
- скорость отсекателя, м/с (см. 6.8.2).
Масса первичной точечной пробы ![]() , отобранная пробоотборником для падающего потока, рассчитывается по формуле (6)
, отобранная пробоотборником для падающего потока, рассчитывается по формуле (6)
![]() , (6)
, (6)
где С - скорость потока, т/ч;
b - ширина отверстия отсекателя, мм;
![]() - скорость ленты, м/с.
- скорость ленты, м/с.
Минимальная средняя масса отобранной первичной точечной пробы ![]() вычисляется по формуле (7)
вычисляется по формуле (7)
![]() , (7)
, (7)
где ![]() - минимальная масса пробы (см. таблицу 1);
- минимальная масса пробы (см. таблицу 1);
- минимальное число точечных проб, полученных из подпартии (см. 4.3.4).
При определении дисперсии первичной точечной пробы (см. ISO 13909-7:2016, раздел 6) на предварительных стадиях разработки схемы отбора проб используются массы точечных проб, близкие к тем, которые следует ожидать при отборе системой. После внедрения схемы отбора проб прецизионность результата можно рассчитать и откорректировать, увеличивая или уменьшая число точечных проб в пробе, сохраняя массу точечной пробы постоянной.
4.6 Ситовый анализ
Опробуемые угли, рассматриваемые в серии ISO 13909, имеют значительные расхождения в размерах частиц и их распределении. Определяемые показатели (остаток на отдельном сите в процентах, средний размер и пр.) могут различаться от случая к случаю. Когда применяется деление пробы, следует учитывать ошибки разделения, поскольку они отсутствуют, если сортировка угля производится без предшествующего разделения.
Следует учитывать эти факторы при применении способов расчета числа точечных проб для заданной прецизионности (см. 4.3.1-4.3.4). При отсутствии какой-либо информации о дисперсии точечной пробы в пробу первоначально отбирается 25 точечных проб.
Прецизионность, заданная для отдельных показателей, должна быть затем проверена, и число точечных проб должно быть пересчитано в соответствии с ISO 13909-7.
Требуется свести к минимуму разрушение проб, используемых для определения гранулометрического состава, для уменьшения систематических ошибок при его определении. Свободное падение частиц должно быть сведено до минимума для предотвращения их разрушения. В соответствии с методами, приведенными в ISO 13909-8, проводят испытания для определения степени разрушения.
Минимальные массы проб для ситового анализа приведены в таблице 2. Массы рассчитаны на основании прецизионности определения сверхкрупных кусков, т.е. угля с размером выше номинального верхнего размера. Прецизионность для других фракций по размеру обычно лучше этой.
5 Методы отбора проб
5.1 Общие положения
Пробы отбираются по массе, по времени или методом стратифицированного случайного отбора. Процедуры подготовки проб изменяются в зависимости от метода отбора проб (см. ISO 13909-4).
Каждая точечная проба, отобранная из потока, должна представлять всю ширину и глубину потока. Плотность нагрузки на ленту должна регулироваться так, чтобы отбор проб был как можно более эффективнее. Равномерность потока по всему сечению регулируется контролем нагрузки или с использованием бункеров-питателей, очистительных устройств и др.
При любом методе отбора точечных проб необходимо, чтобы точечная проба не полностью заполняла и не переполняла пробоотборник. При механическом отборе масса первичной точечной пробы может быть значительно больше, чем необходимо для получения расчетной минимальной массы пробы. Большую роль при делении точечных проб до приемлемой массы играет система разделения первичной точечной пробы.
Таблица 2 - Минимальные массы проб для ситового анализа
Номинальный верхний размер частиц угля, мм | Минимальная масса для прецизионности 1%, кг | Минимальная масса для прецизионности 2%, кг |
300 | 54000 | 13500 |
200 | 16000 | 4000 |
150 | 6750 | 1700 |
125 | 4000 | 1000 |
90 | 1500 | 400 |
75 | 950 | 250 |
63 | 500 | 125 |
50 | 280 | 70 |
45 | 200 | 50 |
38 | 130 | 30 |
31,5 | 65 | 15 |
22,4 | 25 | 6 |
16,0 | 8 | 2 |
11,2 | 3 | 0,70 |
10,0 | 2 | 0,50 |
8,0 | 1 | 0,25 |
5,6 | 0,50 | 0,25 |
4,0 | 0,25 | 0,25 |
2,8 | 0,25 | 0,25 |
Все процессы и операции должны проверяться на факторы, которые могут вызывать периодические изменения нагрузки ленты или качества угля, совпадающие с работой пробоотборников для первичного отбора проб. Такая периодичность может возникнуть из-за цикличности операций или периодичности отбора проб. Если невозможно устранить совпадение цикла работы установки и цикла отбора проб, используется стратифицированный случайный отбор проб по заданной массе или интервалу времени.
5.2 Отбор проб по времени
5.2.1 Метод отбора первичных точечных проб
Для того чтобы масса точечной пробы была пропорциональна скорости потока угля при механическом отборе проб, скорость отсекателя должна быть постоянной на протяжении всего отбора проб для всей подпартии (см. 6.8.1).
Первичные точечные пробы отбирают с предварительно установленными интервалами времени для всей партии или подпартии. Если расчетное число точечных проб отбирается до завершения отбора, то продолжают отбирать дополнительные пробы с теми же интервалами до завершения отбора.
5.2.2 Интервал времени отбора проб
Интервал времени ![]() , в минутах, между отбором первичных точечных проб вычисляется по следующей формуле (8)
, в минутах, между отбором первичных точечных проб вычисляется по следующей формуле (8)
![]() , (8)
, (8)
где ![]() - масса подпартии, т;
- масса подпартии, т;
G - максимальная производительность потока на конвейерной ленте, т/ч;
n - число первичных точечных проб в пробе (см. 4.3.4).
Для уменьшения возможности возникновения систематической погрешности рекомендуется произвольный запуск отбора в первом интервале отбора проб.
5.2.3 Масса точечной пробы
Масса первичной точечной пробы, соответствующая среднему расходу угля, должна быть не меньше минимальной средней массы, подсчитанной по формуле (7).
Масса точечной пробы должна быть пропорциональна скорости потока угля во время ее отбора.
5.3 Отбор проб по массе
5.3.1 Метод отбора первичных точечных проб
Для механического отбора проб используется отсекатель либо с постоянной, либо с переменной скоростью.
Необходимое число точечных проб отбирается с предварительно определенными интервалами массы, которые не изменяются на протяжении всего отбора проб. Если расчетное число точечных проб отбирается до завершения отбора, то продолжают отбирать дополнительные пробы с теми же интервалами до завершения отбора.
5.3.2 Интервал массы отбора проб
Точечные пробы должны распределяться равномерно по всей массе партии или подпартии.
Интервал массы ![]() , в тоннах, между отбором точечных проб определяется по формуле (9)
, в тоннах, между отбором точечных проб определяется по формуле (9)
![]() , (9)
, (9)
где ![]() - масса подпартии, т;
- масса подпартии, т;
- число первичных точечных проб в пробе.
Интервал массы между точечными пробами должен быть равен или меньше рассчитанного числа точечных проб, определенных в 4.3.4, для гарантии того, что количество точечных проб будет минимальным установленным числом.
Для уменьшения возможности возникновения систематической погрешности рекомендуется произвольный запуск отбора в первом интервале отбора проб.
5.3.3 Масса точечной пробы
Массы отдельных точечных проб, составляющих пробу, должны быть почти одинаковыми, т.е. коэффициент вариации должен быть менее 20% и не должно быть взаимосвязи во время отбора между скоростью потока и массой точечных проб. Метод контроля за соблюдением этих требований описан в соответствии с приложением А.
Эти требования достигаются следующим образом:
a) отбором первичных точечных проб почти постоянной массы с помощью отсекателя с переменной скоростью, которая постоянно регулируется при разрезании потока, пропорционально расходу угля в точке отбора пробы;
b) отбором первичных точечных проб с использованием отсекателя с постоянной скоростью с последующим разделением отдельных точечных проб, при необходимости, до почти постоянной массы на стадии, предшествующей составлению пробы.
Примечание - Процедура а) рекомендуется для отбора проб из падающего потока, процедура b) рекомендуется для отбора проб пробоотборником, пересекающим ленту.
5.4 Стратифицированный случайный отбор проб
5.4.1 Общие положения
При отборе проб могут возникать циклические изменения качества угля. При систематическом отборе необходимо не допустить совпадения такого цикла изменения с циклом отбора проб при систематическом отборе, так как возникает систематическая погрешность. В подобных случаях применяется стратифицированный случайный отбор проб, при котором для каждого интервала времени или массы реальный отбор точечной пробы смещается на случайное количество времени или массы с тем условием, что она отбирается до истечения этого интервала.
При стратифицированном случайном отборе проб возможно, что две точечные пробы будут взяты очень близко, хотя и с разными интервалами времени или массы. Поэтому необходимо, чтобы разгрузочный бункер пробоотборника был достаточно большого размера для приема минимум двух точечных проб при максимальной нагрузке.
5.4.2 Стратифицированный случайный отбор проб по времени
Интервалы отбора проб устанавливаются в соответствии с 5.2.2, а масса точечной пробы - в соответствии с 5.2.3. Перед началом каждого интервала выбирается произвольное число, взятое между нулем и интервалом отбора проб в секундах или минутах. Точечные пробы отбираются после времени, указанного случайным числом. Масса точечной пробы должна быть пропорциональна скорости потока угля (см. 5.2.3).
5.4.3. Стратифицированный случайный отбор проб по массе
Интервал отбора проб определяется в соответствии с 5.3.2, а масса - в соответствии с 5.3.3. Перед началом каждого интервала выбирается произвольное число, взятое между нулем и интервалом отбора проб в тоннах. Точечная проба отбирается после прохождения массы угля, указанной случайным числом. Масса не зависит от скорости потока угля (см. 5.3.3).
5.5 Контрольный отбор проб
Для проверки системы отбора на систематическую погрешность осуществляется контрольный отбор проб с остановленной конвейерной ленты (см. ISO 13909-8).
6 Проектирование механических пробоотборников
6.1 Безопасность
При проектировании и конструировании системы отбора проб необходимо уделять внимание безопасности обслуживающего персонала. На месте установки оборудования должны соблюдаться все правила техники безопасности при работе с пробоотборниками.
6.2 Информация
При проектировании системы отбора проб необходимо руководствоваться данными о работе углеперерабатывающего предприятия, схеме отбора (раздел 4), методе отбора (раздел 5) и подготовке проб (см. ISO 13909-4).
6.3 Основные требования
При проектировании оборудования для транспортировки, погрузки и перегрузки угля должны предусматриваться установка оборудования по отбору проб и площади для его размещения, обеспечивающие удовлетворительные условия при обслуживании и отборе проб. Система отбора проб должна быть надежная и не зависеть от возможных изменений в работе предприятия. На стадии проектирования может быть предусмотрена установка дополнительных пробоотборников для проведения параллельного отбора и отбора с остановленного конвейера.
Система отбора проб должна быть доступной и удобной при обслуживании, чистке, текущем ремонте и контрольном опробовании при определении систематической погрешности.
Примечание - Для систем отбора проб по массе это условие необходимо для осуществления преобразования отбора проб по массе к отбору по времени, когда контролирующее массу устройство сломано.
6.4 Размещение пробоотборников
Размещение пробоотборников должно осуществляться с учетом следующих требований:
a) место установки системы отбора проб должно обеспечивать свободный доступ ко всей опробуемой партии, когда требуется измерение качества и количества;
b) при неравномерной скорости потока, влияющей на массу отбираемых точечных проб (см. 5.2.3), необходимо предусматривать меры для обеспечения более равномерного потока, например промежуточный бункер с дозатором.
6.5 Обеспечение проверки прецизионности
Установленные пробоотборники должны позволять производить проверку прецизионности одним из методов, описанных в ISO 13909-7.
6.6 Обеспечение определения систематической погрешности опробования
Для определения систематической погрешности опробования, в соответствии c ISO 13909-8, должна предусматриваться возможность отбора проб с остановленного конвейера.
6.7 Общие требования к конструкциям механических пробоотборников
Основными требованиями при конструировании пробоотборников являются:
a) возможность отбора проб без значимых систематических погрешностей;
b) возможность отбора проб в любых условиях, без необходимости прерывать отбор для очистки и технического обслуживания.
Чтобы отвечать этим требованиям, конструкция пробоотборника должна:
a) быть достаточно надежной, чтобы выдержать наиболее неблагоприятные рабочие условия;
b) иметь такую емкость, чтобы полностью вмещать или пропускать точечную пробу без потерь и рассыпания;
c) пробоотборник и система в целом, включая разделители, желоба, бункеры, питатели, дробилки и другое оборудование, должны функционировать таким образом, чтобы обеспечить легкость движения материала и минимизировать потребности в очистке для предотвращения и устранения засоров;
d) предотвращать любое загрязнение пробы, например при изменении типа угля;
e) при отборе проб для определения размеров частиц сводить к минимуму их разрушение;
f) сводить к минимуму любые изменения влажности, химических или физических свойств или потерю мелкого угля (например, из-за избыточного потока воздуха через оборудование).
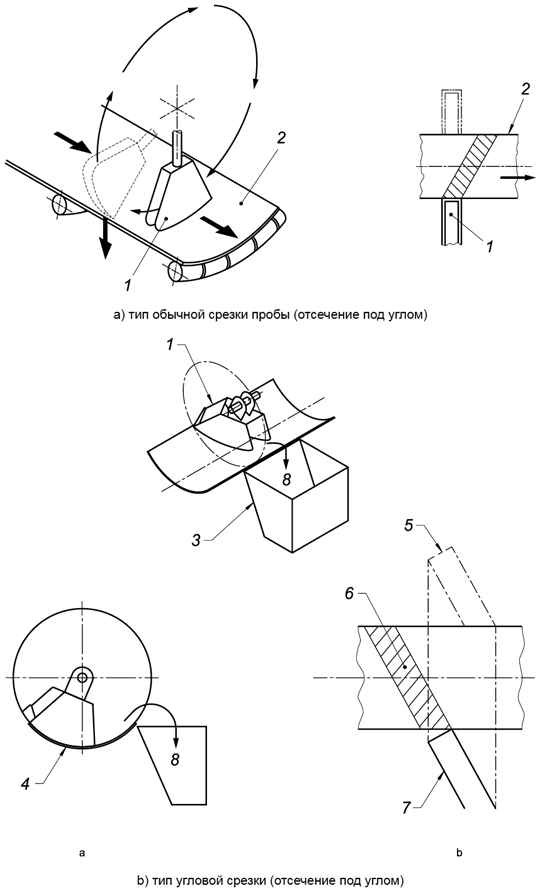
6.8 Пробоотборники для падающего потока
6.8.1 Общие положения
Основными характеристиками при конструировании пробоотборника являются скорость отсекателя, размер отсекающего отверстия и угол наклона отсекателя к потоку угля. Эти характеристики должны рассматриваться совместно, т.к. от установки отсекателя на поток и его скорости зависит эффективная работа отбирающего устройства.
Для увеличения эффективности отсечения средняя траектория частиц в потоке должна быть перпендикулярной к плоскости отверстия отсекателя. Скорость движения отсекателя особенно важна в этом отношении, т.к. по мере ее увеличения частицы в потоке попадают в отверстие отсекателя под все более уменьшающимися углами наклона, уменьшая, таким образом, эффективность отсечения. Это налагает верхнее ограничение на допустимую скорость отсекателя.
Схемы различных типов пробоотборников для падающего потока показаны на рисунке 1.
|
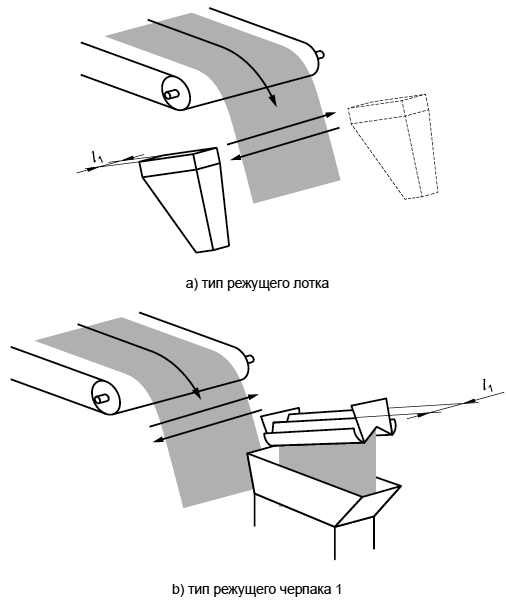
Рисунок 1, лист 1 - Схемы пробоотборников для падающих потоков
|
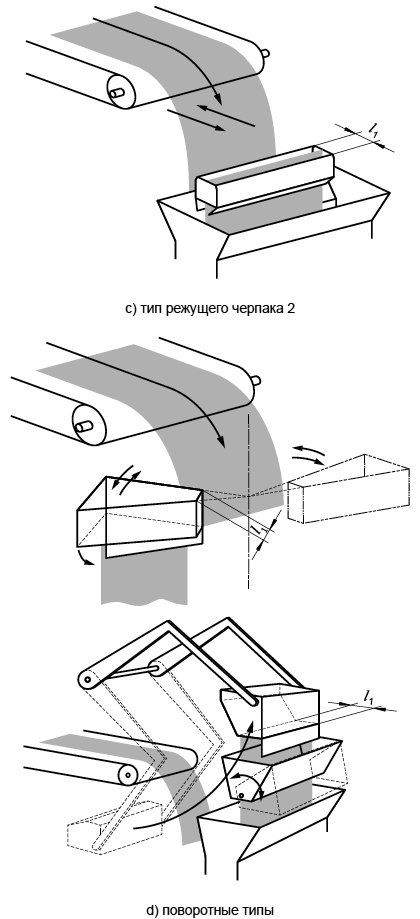
Рисунок 1, лист 2
Примечание - Другое основное оборудование для отбора проб, отвечающее принципам, изложенным в данном стандарте, может быть приемлемо для применения и предусматривать исключение значимой систематической погрешности.
Отсекатель, предназначенный для отбора проб из падающих потоков, должен быть разработан в соответствии со следующими требованиями:
a) отсекатель должен захватывать полное поперечное сечение потока;
b) плоская или цилиндрическая поверхности, описываемые передней и задней кромками отсекателя, должны быть перпендикулярны средней траектории потока;
c) скорость отсекателя через весь поток угля должна быть равномерной, отклонение от предварительно выбранной контрольной скорости при прохождении потока угля допускается не более 5% (см. 6.8.2);
d) отверстие отсекателя должно быть таким, чтобы все части потока были доступны для отсечения во время отбора;
e) ширина отверстия отсекателя должна быть не менее трех номинальных верхних размеров отбираемого угля. Во всех случаях ширина отсекающего отверстия должна быть не менее 30 мм. Если пробоотборник с поворотным лотком [как показано на рисунке 1 d)] имеет отверстие отсекателя в форме конуса, то требование минимальной ширины относится к ее узкому концу;
f) эффективная производительность отсекателя определяется на основе ожидаемого максимального потока угля при условии, что пробоотбирающее устройство полностью пропускает точечную пробу без потерь, рассыпания, блокирования или застревания уже отобранным материалом.
6.8.2 Скорость движения отсекателя
Скорость движения отсекателя и ширина отсекающего отверстия - важные параметры при конструировании пробоотборников. Наряду со скоростью потока угля эти параметры определяют эффективную ширину той части отверстия, через которую свободно проходит поток угля.
Для отсекателей на падающем потоке экспериментальные работы [2] показали, что если скорость движения отсекателя превышает 0,6 м/с и ширина отсекающего отверстия меньше трех номинальных верхних размеров угля, то при отборе проб неоднородных углей с небольшой мощностью потока, где размерное распределение частиц представлено не полностью, может возникать значимая систематическая погрешность. Отношение ширины отсекающего устройства к номинальному верхнему размеру угля влияет на появление систематической погрешности, т.е. чем больше это отношение, тем меньше будет наблюдаться тенденция к выборочному отбрасыванию более крупных частиц. При скорости движения отсекателя до 1,5 м/с и отношении ширины отсекающего отверстия к номинальному верхнему размеру угля не менее трех, при отборе пробы из потоков с мощностью, где размерное распределение частиц представлено полностью, отсечение пробы происходит без систематической погрешности. Независимо от скорости и размера отверстия отсекающие устройства не должны вызывать недопустимых систематических погрешностей.
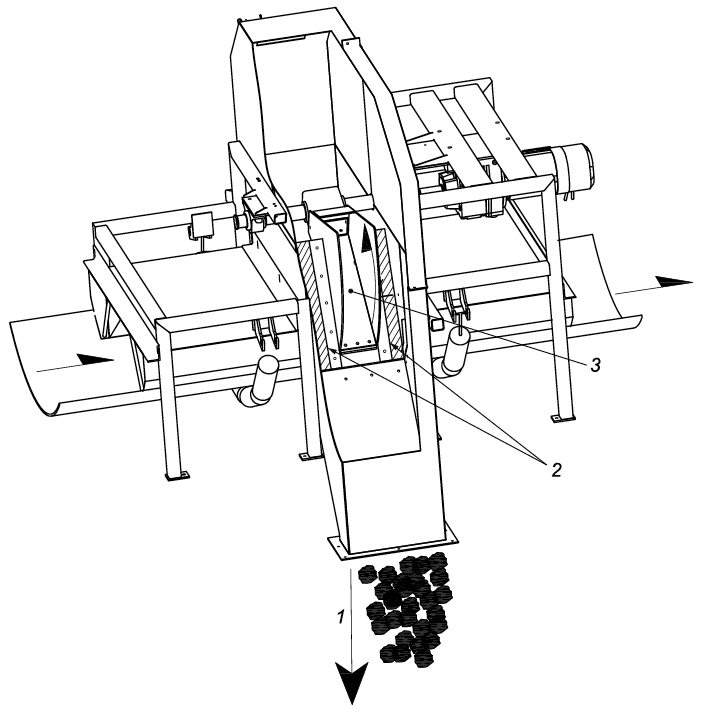
6.9 Пробоотборники, пересекающие ленту для первичного отбора проб
6.9.1 Принцип работы
На рисунке 2 показаны два различных примера работы таких пробоотборников. Принцип действия пробоотборников, пересекающих ленту, заключается во вращении отсекателя на оси, параллельной центральной линии ленты. При пересечении отсекателем всей ширины ленты и его вращении передние края боковых пластин вырезают точечную пробу, а задняя пластина выталкивает ее из ленты.
Пробоотборники различаются по движению отсекателя относительно угля на ленте. В пробоотборнике, показанном на рисунке 2 а), подшипники, в которых установлен вал отсекателя, фиксированы в пространстве. В пробоотборнике, показанном на рисунке 2 b), они установлены на троллее или ползуне, который во время отбора пробы перемещается в направлении, параллельном ленте, со скоростью, равной скорости ленты. Таким образом, влияние скорости ленты на скорость отсекателя относительно угля полностью устраняется.
Для пробоотборников, пересекающих ленту, важно соотношение скорости отсекателя, скорости ленты и скорости отсекателя относительно угля, поскольку чем выше скорость отсекателя относительно скорости ленты, тем больше рабочее отверстие отсекателя.
Следовательно, отбор проб более благоприятен при более высоких скоростях отсекателя. Кроме того, чем выше скорость отсекателя, тем короче будет время, за которое отсекатель, действуя как плужок, будет задерживать поток угля. По этим причинам минимальная скорость отсекателя должна быть в 1,5 раза больше скорости ленты. Если при высоких скоростях отсекателя уголь при отборе подвергается значительному разрушению, то скорость отсекателя по возможности уменьшают или ленту останавливают и производят отбор пробы с остановленной ленты, как с механического прооотборника.
|
1 - отсекатель; 2 - закрепленная лента для сохранения изгиба; 3 - приемник пробы; 4 - закрепленная лента для формирования изгиба; 5 - отсекатель входной ленты; 6 - траектория отсеченных проб на ленте; 7 - отсекатель выводной ленты; 8 - проба; - вид с конца ленты;
- вид сверху на ленту
Рисунок 2 - Схемы пробоотборников для отбора проб с ленточных конвейеров
По этим причинам, а также потому, что плотность потока угля значительно выше, чем в случаях отбора проб из падающих потоков, нежелательно устанавливать строгие ограничения на величину скорости отсекателя, как это требуется применительно к пробоотборникам из падающих потоков.
Независимо от скорости и отверстия отсекателя, отсекатели должны показывать с минимальной систематической погрешностью.
6.9.2 Конструкция пробоотборников, пересекающих ленту
Пробоотборники для отбора с ленточных конвейеров должны проектироваться в соответствии со следующими требованиями:
a) кромки отсекателя пробы должны быть параллельны и отсекать поток угля в плоскости, перпендикулярной центральной линии конвейера;
b) отсекатель должен захватывать сечение потока полностью - перпендикулярно или под углом к потоку;
c) ширина отверстия отсекателя должна быть по меньшей мере в три раза больше номинального верхнего размера кусков угля, но не менее 30 мм;
d) минимальная скорость отсекателя при отборе потока угля должна быть в 1,5 раза больше скорости ленты, чтобы избежать чрезмерного уменьшения рабочего отверстия отсекателя;
e) вместимость пробоотборника должна быть такой, чтобы быть достаточной для приема пробы, полученной при максимальной скорости потока;
f) так как мелкие куски угля скапливаются на ленте снизу и могут не попадать в пробу, кривизна ленты конвейера должна быть такой, чтобы образовалась дуга, прилегающая к боковым пластинам отсекателя, а зазор между лентой, боковыми и задними пластинами мог регулироваться до минимально необходимого, во избежание прямого контакта и последующего повреждения ленты. Кроме того, задняя пластина отсекателя должна быть снабжена щетками и "юбками" для снятия нижнего слоя угля;
g) для обеспечения полного сечения на пути отсекателя гибкие лопатки, щетки или "юбки" на отсекателе должны постоянно регулироваться так, чтобы они были в тесном соприкосновении с поверхностью движущейся ленты конвейера;
h) усиленный борт пробоотборника должен быть установлен лотком к точечной пробе, как показано на рисунке 3, чтобы предотвратить попадание материала снаружи в приемный лоток пробоотборника и загрязнение точечной пробы.
6.10 Техническое обслуживание и проверка пробоотборников
Оборудование должно быть легкодоступно для текущего осмотра, тщательной очистки, ремонта, контрольных испытаний и безопасным в эксплуатации. При выборе точек отбора должны соблюдаться меры безопасности.
Для предотвращения износа оборудования и отбора проб с погрешностью регулярно должны производиться проверки на износ, повреждение и техобслуживание с периодичностью, рекомендованной производителем оборудования.
Все механические системы подвержены износу. Такой износ в конечном итоге может привести систему, которая изначально была проверена удовлетворительно, к появлению систематической погрешности, для производства систематической погрешности образцов. Поэтому важно, чтобы системы механического отбора проб подвергались плановому техническому обслуживанию и проверялись в соответствии с ISO 21398 в целях обеспечения того, чтобы все компоненты не были чрезмерно изношены или повреждены.
|
1 - проба; 2 - сужение борта; 3 - лезвие отсекателя
Рисунок 3 - Пример пробоотборника, пересекающего ленту, показывающий расположение усиленного борта
Лицу, выполняющему проверку, предоставляется контрольный перечень пунктов, подлежащих рассмотрению. Этот контрольный список должен включать по меньшей мере следующие пункты:
a) вести наблюдение за отбором проб;
b) на месте установки пробоотборника следить за равномерностью потока угля;
c) в зоне установки пробоотборников не допускать избыточного рассыпания, которое может вызвать загрязнение пробы;
d) учитывать любые механические изменения, сделанные в схемах обработки, перегрузки или транспортировки угля;
e) не допускать износ щеток и "юбок" отсекателя при отборе проб с ленточных конвейеров;
f) проверять на износ ответственных деталей пробоотборников с поперечным потоком;
g) проверять скорость отсекателя для пробоотборников с поперечным потоком.
Более подробная информация о процедурах проверки систем механического отбора проб содержится в ISO 21398.
7 Обработка и хранение проб
Точечные пробы или разделенные точечные пробы помещают как можно быстрее в контейнер и принимают необходимые меры для уменьшения потерь влаги. После завершения отбора проб контейнеры немедленно запечатывают.
Точечные пробы из каждой подпартии должны помещаться в отдельные контейнеры или группу контейнеров, если требуются дубликатные пробы, то и для них необходимы отдельные контейнеры.
Контейнеры для общих проб или проб на влагу должны быть водо- и паронепроницаемыми и иметь достаточную механическую прочность, чтобы обеспечить целостность пробы при переносе на место подготовки.
Контейнеры под пробы для общего анализа должны обеспечивать должную защиту от загрязнения и потери материала пробы и не обязательно быть водонепроницаемыми.
Контейнеры под пробы для физических испытаний должны обеспечивать защиту от потери материала пробы, но не обязательно быть водонепроницаемыми. Пробы должны обрабатываться аккуратно на всех стадиях для предотвращения разрушения и измельчения.
Пробы на влагу следует хранить в прохладном, сухом месте, а влагу определять как можно быстрее после отбора проб.
В каждом контейнере проба должна быть полностью идентифицирована.
Контейнеры обеспечиваются двумя водостойкими этикетками с идентификационными данными, нанесенными водостойкими чернилами. Одна этикетка располагается на внешней части контейнера, другая - на внутренней. Если используется пластиковая внутренняя обшивка, этикетку располагают внутри этой обшивки.
Примечание - При необходимости контейнеры должны быть опломбированы восковыми или свинцовыми пломбами.
Этикетка и сопроводительные документы должны содержать информацию согласно ISO 13909-1:2016, раздел 8.
Арбитражные пробы должны храниться в условиях, позволяющих минимизировать разрушение и измельчение в течение необходимого времени.
8 Подготовка проб
Подготовка проб производится в соответствии с ISO 13909-4.
9 Систематическая погрешность
9.1 Минимизация систематической погрешности
Результаты испытаний, полученные при механическом отборе проб, могут содержать систематическую погрешность по разным причинам. Причины возникновения систематической погрешности и меры, предпринимаемые для ее минимизации, приведены в подпунктах а)-d) ниже.
a) Дефекты конструкции.
Пробоотборные системы должны конструироваться так, чтобы уменьшать потери влаги плотной подгонкой узлов, сводить время прохождения пробы от первичной точечной пробы до окончательной пробы до минимума.
b) Неправильный режим работы.
Проверка или измерение рабочих параметров (скорости отсекателя и частоты) должны документироваться для уточнения соблюдения схемы отбора проб, а также технической характеристики системы.
c) Периодичность.
Отбор точечных проб, который совпадает с циклами прохождения угля к устройству и вызывает совпадение отбора некоторых точечных проб с циклической загрузкой ленты, или другие явления, дающие пики или падения какой-то характеристики угля, могут вызвать систематическую погрешность. Чтобы избежать этого, используется стратифицированный случайный отбор проб.
Во избежание систематической погрешности, вызванной неслучайным отбором проб на любой стадии, время начала отбора первой точечной пробы не должно зависеть от потока угля к пробоотборнику.
d) Неправильное техобслуживание.
Техобслуживание узлов пробоотборника должно планироваться и документироваться по часам использования. Особое внимание следует обратить на изнашивающиеся узлы и те, которые требуют регулировки. Например, прокладки могут износиться или усохнуть. Узлы дробилки, подверженные износу, выдают уголь с размерами кусков, не соответствующими требованиям на последующих стадиях.
e) Несоответствие отбора проб по времени или массе.
Операция отбора проб должна контролироваться так, чтобы массы точечных проб были строго пропорциональны опробуемому потоку при отборе проб по времени и равными по массе при отборе проб по массе.
f) Некачественная очистка.
Механическая пробоотбирающая система после отбора проб каждой партии должна очищаться во избежание загрязнения проб. Поэтому очень важен доступ к внутренним частям системы. Если невозможно обеспечить полную очистку системы, следует пропустить через нее одну или более точечных проб без сбора в контейнер.
g) Мощность потока угля.
На протяжении всего механического отбора проб мощность потока должна сохраняться постоянной. Например, это может быть достигнуто с помощью удерживающих бункеров, чтобы гарантировать, что полная точечная проба или партии точечных проб проходят через цикл дробления и полностью собираются в бункер перед переходом к следующему режущему инструменту.
9.2 Проверка на прецизионность и систематическую погрешность
Прецизионность опробования должна проверяться с использованием методов, описанных в ISO 13909-7, и, если необходимо, должна выполняться регулировка на ряде точечных проб или подпартий для достижения определенной прецизионности. Поэтому схема должна строиться так, чтобы точечные пробы могли обрабатываться раздельно, и включать по меньшей мере две пробы в качестве дубликатных проб. Не разрешается приготавливать дубликатные пробы из числа уже скомпонованных точечных проб.
Механические пробоотборники должны проверяться на систематическую погрешность путем сравнения анализа пробы, отобранной на остановленной ленте и отобранной из того же угля механической системой (см. ISO 13909-8). Это особенно важно, когда нужно определить влагу на дробленой пробе.
Если к пробоотборнику монтируется оборудование для подготовки проб, его также необходимо проверять на систематическую погрешность.
10 Верификация
Пригодность конструкции оборудования для отбора проб должна проверяться до установки и начала использования (см. 6.8 и 6.9). После установки конструкции пригодность ее проверяется путем проведения теста на систематическую погрешность в соответствии с ISO 13909-8.
Для обеспечения работы без систематических погрешностей проверка пробоотбирающей системы на систематическую погрешность должна производиться через определенные промежутки времени по плану технического обслуживания.
Примечание - Периодичность испытаний на систематическую погрешность устанавливают в зависимости от пропускной способности оборудования, типа угля и изменений в системе отбора проб.
Системы отбора проб также должны регулярно проверяться в соответствии с ISO 21398, чтобы гарантировать их правильное функционирование и соответствие требованиям настоящего стандарта ISO 13909.
Приложение А
(обязательное)
Оценка пробоотбирающего оборудования для отбора проб по массе
А.1 Общие положения
Используя отбор проб по массе, важно соблюдать два следующих требования:
a) коэффициент вариации масс отдельных точечных проб, добавляемых в пробу, должен быть меньше 20%;
b) не должно быть корреляции между скоростью потока и массой точечной пробы.
Для проверки выполнения или невыполнения этих требований делают следующее. Отбирается не менее 20 точечных проб при ожидаемой скорости потока.
Записываются массы у отдельных точечных проб на стадии, когда планируется добавить их в пробу. Для каждой точечной пробы записывается скорость потока х во время их отбора. Пример таких данных приведен в таблице А.1.
Таблица А.1 - Данные проверки пробоотборника по массе
Номер точечной пробы | Скорость потока, т/ч, |
| Масса точечной пробы, кг, |
|
|
1 | 1060 | 1123600 | 100 | 10000 | 106000 |
2 | 1050 | 1102500 | 104 | 10816 | 109200 |
3 | 970 | 940900 | 96 | 9216 | 93120 |
4 | 1010 | 1020100 | 105 | 11025 | 106050 |
5 | 950 | 902500 | 94 | 8836 | 8930 |
6 | 860 | 739600 | 86 | 7396 | 73960 |
7 | 720 | 518400 | 68 | 4624 | 48960 |
8 | 840 | 705600 | 75 | 5625 | 63000 |
9 | 890 | 792100 | 82 | 6724 | 72980 |
10 | 970 | 940900 | 104 | 10816 | 100880 |
11 | 1020 | 1040400 | 103 | 10609 | 105060 |
12 | 960 | 921600 | 103 | 10609 | 98880 |
13 | 950 | 902500 | 98 | 9604 | 93100 |
14 | 970 | 940900 | 101 | 10201 | 97970 |
15 | 910 | 828100 | 83 | 6889 | 75530 |
16 | 880 | 774400 | 92 | 8464 | 80960 |
17 | 920 | 846400 | 100 | 10000 | 92000 |
18 | 970 | 940900 | 95 | 9025 | 92150 |
19 | 990 | 980100 | 96 | 9216 | 95040 |
20 | 1020 | 1040400 | 103 | 10609 | 105060 |
Всего | 18910 | 18001900 | 1888 | 180304 | 1799200 |
А.2 Коэффициент вариации масс точечных проб
Используя данные таблицы А.1, рассчитывается коэффициент вариации для масс точечных проб по формулам (А.1)-(А.4).
Среднее значение ![]() рассчитывается по формуле (А.1)
рассчитывается по формуле (А.1)
![]() , (А.1)
, (А.1)
где ![]() - сокращение для
- сокращение для ![]() , т.е. сумма всех наблюдений;
, т.е. сумма всех наблюдений;
- число наблюдений.
Значит, ![]() =1888/20=94,4 кг.
=1888/20=94,4 кг.
Дисперсия V рассчитывается по формуле (А.2)
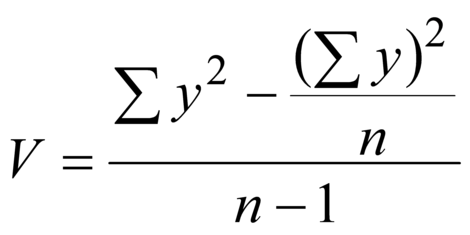 , (А.2)
, (А.2)
где ![]() - сокращение для
- сокращение для ![]() , т.е. сумма квадратов наблюдений.
, т.е. сумма квадратов наблюдений.
Значит,
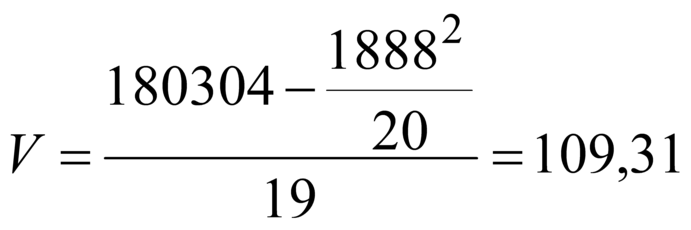 .
.
Стандартное отклонение рассчитывается по формуле (А.3)
![]() . (А.3)
. (А.3)
Значит, ![]() .
.
Коэффициент вариации CV - это стандартное отклонение, выраженное как процент средней величины, рассчитывается по формуле (А.4)
![]() . (А.4)
. (А.4)
Тогда
![]() .
.
Если CV больше 20%, рассчитывается критическое значение ![]() по формуле (А.5)
по формуле (А.5)
 . (А.5)
. (А.5)
Если ![]() больше или равно значению, указанному в таблице А.2 с
больше или равно значению, указанному в таблице А.2 с ![]() степенью свободы, необходимо сделать вывод, что требование к отбору проб по массе не соблюдено.
степенью свободы, необходимо сделать вывод, что требование к отбору проб по массе не соблюдено.
Например, если =25, CV=26%, то
![]() .
.
Таблица А.2 - Статистические значения степеней свободы с использованием случая одностороннего распределения и 95% коэффициента достоверности
f | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 |
| 11,1 | 12,6 | 14,1 | 15,5 | 16,9 | 18,3 | 19,7 | 21,0 | 22,4 | 23,7 | 25,0 | 26,3 | 27,6 |
f | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 |
| 28,9 | 30,1 | 31,4 | 32,7 | 33,9 | 35,2 | 36,4 | 37,7 | 38,9 | 40,1 | 41,3 | 42,6 | 43,8 |
Табличное значение для 24-й степени свободы - 36,4. Поскольку расчетная статистическая величина ![]() больше табличного значения, коэффициент отклонения значительно больше 20% и требование к отбору проб по массе не соблюдено.
больше табличного значения, коэффициент отклонения значительно больше 20% и требование к отбору проб по массе не соблюдено.
А.3 Соотношение между массой точечной пробы и скоростью потока
Рассчитывается коэффициент корреляции между скоростью потока и массой точечной пробы. Коэффициент корреляции , который является мерой возможного соотношения между двумя системами, можно рассчитать по уравнению (А.6)
 , (А.6)
, (А.6)
где и
- ряд членов систем спаренных данных;
![]() - сумма произведений спаренных данных;
- сумма произведений спаренных данных;
- число пар.
Тогда для данных таблицы А.1
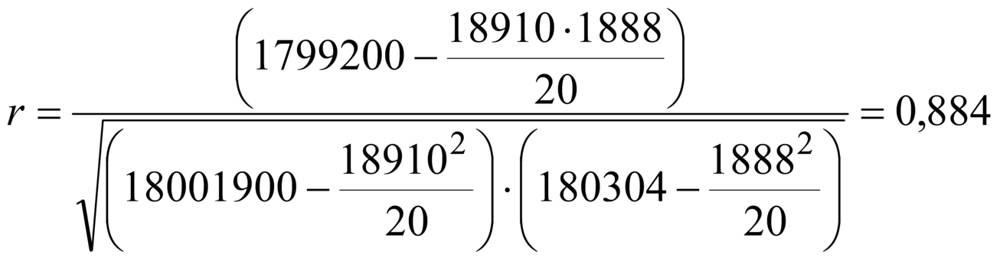 .
.
Статистическое значение ![]() рассчитывается по формуле (А.7)
рассчитывается по формуле (А.7)
 . (А.7)
. (А.7)
Тогда
 .
.
Значение ![]() сравнивают с t Стьюдента в таблице А.3 с (20-2) степенями свободы. Если значение
сравнивают с t Стьюдента в таблице А.3 с (20-2) степенями свободы. Если значение ![]() больше значения t, находящегося в этой таблице с (n-2) степенью свободы, то корреляция существует. При
больше значения t, находящегося в этой таблице с (n-2) степенью свободы, то корреляция существует. При ![]() большем, чем t(18)=2,101, существует корреляция между мощностью потока и массой точечной пробы, и поэтому пробоотборник корректируется и повторно испытывается при применении опробования по массе.
большем, чем t(18)=2,101, существует корреляция между мощностью потока и массой точечной пробы, и поэтому пробоотборник корректируется и повторно испытывается при применении опробования по массе.
Таблица А.3 - Значения t Стьюдента с доверительной вероятностью 95% для двусторонних распределений
Степень свободы | Двустороннее распределение |
5 | 2,571 |
6 | 2,447 |
7 | 2,365 |
8 | 2,306 |
9 | 2,262 |
10 | 2,228 |
11 | 2,201 |
12 | 2,179 |
13 | 2,160 |
14 | 2,145 |
15 | 2,131 |
16 | 2,120 |
17 | 2,110 |
18 | 2,101 |
19 | 2,093 |
20 | 2,086 |
21 | 2,080 |
22 | 2,074 |
23 | 2,069 |
24 | 2,064 |
25 | 2,060 |
26 | 2,056 |
27 | 2,052 |
28 | 2,048 |
29 | 2,045 |
30 | 2,042 |
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 13909-1:2016 | IDT | ГОСТ ISO 13909-1-2018 "Уголь каменный и кокс. Механический отбор проб. Часть 1. Общие положения" |
ISO 13909-4:2016 | IDT | ГОСТ ISO 13909-4-2018 "Уголь каменный и кокс. Механический отбор проб. Часть 4. Уголь. Подготовка проб для испытаний" |
ISO 13909-7 | IDT | ГОСТ ISO 13909-7-2013 "Уголь каменный и кокс. Механический отбор проб. Часть 7. Методы определения прецизионности отбора, приготовления и испытания проб" |
ISO 13909-8:2016 | - | * |
ISO 21398:2007 | IDT | ГОСТ ISO 21398-2016 "Уголь каменный и кокс. Руководство по контролю системы механического отбора проб" |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. | ||
Библиография
[1] | ISO 13909-3:2016 | Hard coal and coke - Mechanical sampling - Part 3: Coal - Sampling from stationary lots (Уголь каменный и кокс. Механический отбор проб. Часть 3. Уголь. Отбор проб от стационарных партий) |
[2] | Gy P.M. Sampling of Heterogeneous and Dynamic Мaterial Systems, Elsevier Scientific Publishing, Amsterdam, 1992 | |
[3] | Holmes R.J. (1987) Assessment of Minimum Sample Мass for Coal, Mineral Engineering Communication. MIE/C 23. CSIRO Division of Mineral Engineering May 1987, 22 pp. | |
УДК 662.66 (083.74) | МКС 73.040 | IDT |
Ключевые слова: уголь каменный, механический отбор проб, движущиеся потоки, методы отбора, оборудование, пробоотборники, прецизионность | ||
Электронный текст документа
и сверен по:
, 2020
{kind=link}