БЗ 11-97

ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
МАТЕРИАЛЫ ДЛЯ ВОССТАНОВЛЕНИЯ И РЕМОНТА ПНЕВМАТИЧЕСКИХ ШИН
ТЕХНИЧЕСКИЕ УСЛОВИЯ ГОСТ 2631-79
Издание официальное
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МАТЕРИАЛЫ ДЛЯ ВОССТАНОВЛЕНИЯ И РЕМОНТА ПНЕВМАТИЧЕСКИХ ШИН
Технические условия
ГОСТ
2631-79
Materials for retreading and repairing pneumatic tyres. Specifications
ОКП 25 2721; 25 1243; 25 1244; 25 6600; 25 1312
Дата введения 01.01.81
Настоящий стандарт распространяется на материалы для восстановления и ремонта горячей вулканизацией пневматических шин (покрышек и камер) с шириной профиля не более 370 мм (14,75 дюйма) и посадочным диаметром не более 572 мм (22,5 дюйма) и материалы для изготовления кольцевых и секторных варочных камер, применяемых при восстановлении и ремонте этих шин.
Стандарт не распространяется на материалы для восстановления и ремонта шин с регулируемым давлением, используемых по прямому назначению, а также шин, предназначенных для эксплуатации при температурах ниже минус 45 *С.
(Измененная редакция, Изм. № 2).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Для восстановления и ремонта пневматических шин и изготовления кольцевых и секторных варочных камер применяют резиновые и резинотканевые материалы и клей.
1.1.1. Резиновые материалы представляют собой невулканизованные резиновые смеси, которые по назначению подразделяют на протекторную, прослоечную, для возобновления боковин, камерную, теплостойкую и клеевую.
1.1.1.1. Протекторную резиновую смесь выпускают:
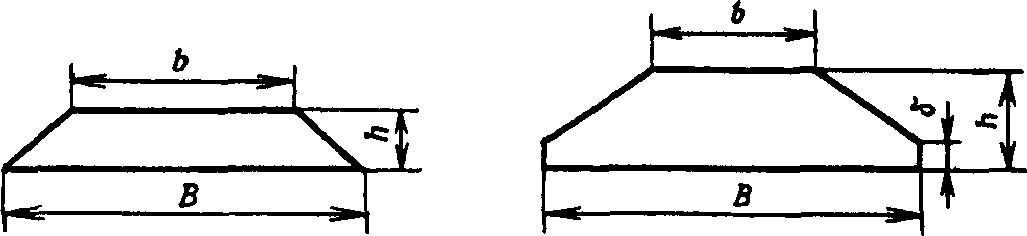
в виде профилированных заготовок (чертеж) для восстановления шин наложением беговой части протектора (тип А) или протектора с плечевой зоной (тип Б).
листовой — для ремонта местных повреждений протектора и боковин;
вальцованной (или шприцованной) в виде пластин — для переработки в профилированные заготовки, листовую и вальцованную (или шприцованную) резиновую смесь в виде ленты;
вальцованной (или шприцованной) в виде ленты — для возобновления протектора методом навивки.
1.1.1.2. Прослоечную резиновую смесь выпускают:
листовой — для обкладки каркасов покрышек при возобновлении протектора, заполнения поврежденных участков каркаса, обкладки пластырей для ремонта местных повреждений;
Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1979 © ИПК Издательство стандартов, 1998 Переиздание с Изменениями
вальцованной (или шприцованной);
в виде пластин — для переработки в листовую резиновую смесь;
вальцованной (или шприцованной) в виде ленты — для ремонта местных повреждений методом литья под давлением.
1.1.1.3. Резиновую смесь для возобновления боковин выпускают листовой или вальцованной (шприцованной) в виде пластин для переработки в листовую резиновую смесь.
1.1.1.1—1.1.1.3. (Измененная редакция, Изм. № 2).
1.1.1.4. Камерную резиновую смесь выпускают листовой для ремонта ездовых камер в условиях стационарных шиноремонтных мастерских или в путевых условиях.
1.1.1.5. Теплостойкую резиновую смесь выпускают:
листовой — для изготовления кольцевых и секторных варочных камер;
вальцованной — для изготовления шприцованных заготовок варочных камер и переработки в листовую резиновую смесь.
1.1.1.6. Клеевую резиновую смесь выпускают вальцованной для изготовления вулканизующегося клея.
1.1.2. Резинотканевые материалы по назначению подразделяют следующим образом:
обрезиненный корд — для изготовления пластырей, ремонта участков каркаса и брекера
покрышек и изготовления секторных варочных камер;
прорезиненный чефер — для изготовления секторных варочных камер.
1.1.3. Клей для восстановления и ремонта шин представляет собой раствор клеевой саженаполненной резиновой смеси в нефрасе.
(Измененная редакция, Изм. № 2).
1.2. Тип и размеры протекторных профилированных заготовок даны в приложении 1.
Предельные отклонения по размерам протекторных профилированных заготовок от номинальных устанавливают следующие:
±0,5 мм — по толщине (А);
±3 мм — по ширине верхнего основания (А);
±3 мм — по ширине нижнего основания (В), для типа А;
±5 мм — по ширине нижнего основания (В), для типа Б;
+50 мм — по длине протектора (L).
Для протекторных профилированных заготовок типа Б толщина кромки (5) при общей толщине протектора до 10 мм должна быть не более 2,0 мм, при толщине от 11 до 15 мм — не более 2,5 мм, при толщине свыше 15 мм — не более 3,0 мм.
(Измененная редакция, Изм. № 1).
1.3. Протекторную и прослоечную вальцованные (или шприцованные) резиновые смеси в виде ленты выпускают толщиной(10,0±2,0) мм и шириной (80±5) мм.
Допускается по согласованию с потребителем выпускать протекторную и прослоечную вальцованные (или шприцованные) резиновые смеси в виде ленты других размеров.
1.4. Листовые резиновые смеси должны соответствовать размерам, указанным в табл. 1.
мм
Таблица 1
Наименование листовой резиновой | Толщина | Ширина | ||
смеси | Номин. | Пред. откл. | Не менее | |
Протекторная | 2,0 | ±0,2 | ||
Проел оечная | 0,9 | ±0,1 | ||
2,0 | ±0,2 | 500 | ||
Для возобновления боковин | 0,9 | ±0,1 | ||
Камерная | 2,0 | ±0,2 | ||
Теплостойкая | 2,0 | ±0,2 | 700 |
Длина
10000
По согласованию между потребителем и изготовителем листовую резиновую смесь выпускают другой толщины и меньшей ширины.
По согласованию с потребителем допускается двукратное дублирование на каландре листовой резиновой смеси толщиной (1,0+0,1) мм до толщины (2,0±0,2) мм.
1.5. Резиновые материалы в виде вальцованных (или шприцованных) пластин выпускают толщиной не более 12 мм, шириной не более 650 мм.
1.3—1.5. (Измененная редакция, Изм. № 2).
1.6. Резинотканевые материалы должны соответствовать размерам, указанным в табл. 2.
Наименование материалов | Толщина | Ширина | Длина по основе | |
Номин. | Пред. откл. | Не менее | ||
Обрезиненный корд без раскроя | 1,2 | ±0,3 | 500 | 7000 |
Обрезиненный корд кусковой | 1,2 | 250 | 430 | |
Прорезиненный чефер без раскроя | 0,95 | ±0,2 | 500 | 5000 |
Прорезиненный чефер кусковой | 0,95 | 100 | 450 |
Количество кускового корда и чефера в партии не должно превышать 30 %.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Материалы для восстановления и ремонта шин должны изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном
порядке.
2.2. Протекторные профилированные заготовки должны быть без разрывов кромок, включений посторонних предметов размером более 1 мм, подвулканизованной резины.
На поперечных срезах протекторных профилированных заготовок не допускаются поры и раковины диаметром более 1,0 мм.
Увеличение толщины протекторной профилированной заготовки по месту пористости не должно быть более 1,0 мм при толщине заготовки до 10 мм включительно и более 2,0 мм при толщине заготовки свыше 10 мм.
Листовые резиновые смеси должны иметь гладкую поверхность без разрывов, вмятин, складок и не должны содержать посторонних включений размером более 1 мм, подвулканизованной резины. На поверхности листовых резиновых смесей допускаются следы от несквозных воздушных пузырей размером не более 5,0 мм.
Вальцованные (шприцованные) резиновые смеси в виде пластин или ленты не должны иметь включений посторонних предметов размером более 1,0 мм, подвулканизованной резины. На поперечных срезах пластин не допускаются поры и раковины размером более 1,0 мм.
В протекторных резиновых смесях допускается наличие вулканизованной резиновой крошки размером не более 0,5 мм.
В теплостойкой, камерной и клеевой резиновых смесях включения посторонних предметов не допускаются.
Не допускается наличие влаги на поверхности резиновых материалов.
2.3. Резиновый клей должен иметь массовую долю сухого вещества от 7 до 11 %.
2.2, 2.3 (Измененная редакция, Изм. № 2).
2.4. Пластичность протекторной и теплостойкой резиновых смесей должна быть от 0,30 до 0,42 условных единиц, остальных резиновых смесей — от 0,35 до 0,48 условных единиц. В течение гарантийного срока хранения снижение пластичности резиновых смесей не должно превышать 10 % от минимального значения установленной нормы.
Начало вулканизации (t5) при (120,0±0,5) °С протекторной и теплостойкой резиновых смесей должно быть не ранее 20-й минуты, прослоечной, камерной и клеевой резиновых смесей — не ранее 10-й минуты.
Допускается определять способность резиновых смесей к подвулканизации по изменению пластичности после прогрева образцов в термостате в воздушной среде при (110±2) °С в течение (50±1) мин.
Изменение пластичности резиновых смесей после прогрева образцов в воздушной среде при (110±2) °С в течение (50±1) мин не должно превышать 25 %.
2.5. По физико-механическим показателям резиновые материалы должны соответствовать нормам, указанным в табл. 3.
Таблица 3
Наименование показателя | Норма для резины | |||||
протекторной | прослоенной | для возобновления боковин | камерной 100 % ски-з | теплостойкой | клеевой | |
1. Условное напряжение при удлинении 300 %, МПа (кгс/см2): не менее | 5,9(60) | 5,4(55) | 5,4(55) | |||
не более | — | — | 6,4(65) | — | — | — |
2. Условная прочность при растяжении, МПА (кгс/см2), не менее | 14,7(150) | 19,6(200) | 11,3(115) | 19,6(200) | 14,2(145) | 21,6(220) |
3. Относительное удлинение при разрыве, %: не менее | 450 | 500 | 500 | 450 | ||
не более | — | — | 800 | — | — | 650 |
4. Относительная остаточная деформация после разрыва, %, не более | 35 | 35 | ||||
5. Сопротивление раз-диру, кН/м (кгс/см), не менее | 49,0(50) | 54,0(55) | 68,7(70) | |||
6. Твердость в условных единицах: не менее | 55 | 45 | ||||
не более | 65 | — | — | — | — | — |
7. Сопротивление истиранию, Дж/мм2, не менее (истираемость, см3/кВтч, не более) | 10,3(350) | |||||
8. Изменение условной прочности при растяжении после старения в воздухе при (100±1) °С в течение (48±1) ч, %, не менее | -30 | |||||
9. (Исключен, Изм. №2) 10. Плотность, кг/м3 | 1,14103 | 1,12103 | 1,11 103 | 1,12103 | 1,12103 | 1,08 103 |
(г/см3), ±0,03 | (1Д4) | (1,12) | (1,11) | (1,12) | (1,12) | (1,08) |
Примечания:
1. Нормы для резин установлены при следующих режимах вулканизации: температура вулканизации (155±5) ’С, продолжительность вулканизации протекторной и для возобновления боковин (15±1) мин, прослоенной и камерной — (6+1) мин, теплостойкой — (22±1) мин, клеевой — (7±1) мин.
2. Время вулканизации образцов для определения твердости и сопротивления истиранию увеличивается на 30 %.
3. Допускается вулканизация образцов при других температурах (в интервале 130—160 ’С) и эквивалентном времени вулканизации.
4. (Исключено, Изм. № 1).
2.4, 2.5. (Измененная редакция, Изм. № 1, 2).
2.6. По показателям качества корд и чефер должны соответствовать требованиям ГОСТ 24221 или ГОСТ 24338.
2.7. Обрезинивание корда и прорезинивание чефера следует производить резиновыми смесями, применяемыми для изготовления серийных шин.
2.8. Резинотканевые материалы не должны иметь порезов и других механических повреждений, складок, разрежений нитей основы. Допускается оголять нити корда общей площадью не более 5 см2 на 1 м2 ткани.
(Измененная редакция, Изм. № 2).
2.9. (Исключен, Изм. № 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Материалы для восстановления и ремонта пневматических шин принимают партиями. Партией считают количество однотипных материалов массой не более 5000 кг для протекторной резиновой смеси и не более 3000 кг для остальных материалов, оформленное одним документом о качестве, который должен содержать:
наименование или товарный знак предприятия-изготовителя;
обозначение настоящего стандарта;
наименование, размер, шифр или марку материала;
номер партии, дату изготовления (год и месяц);
массу партии;
результаты проведенных испытаний или подтверждение соответствия качества требованиям настоящего стандарта.
В документах о качестве клея дополнительно указывается его массовая доля сухого вещества.
По требованию потребителя количество материалов в партии может быть уменьшено не более чем до 3000 кг для протекторной смеси и 2000 кг — для остальных материалов.
3.2. Для проверки соответствия материалов требованиям настоящего стандарта проводят предъявительские (при приемке представителем заказчика), приемосдаточные и периодические испытания.
При приемосдаточных испытаниях определяют:
показатели внешнего вида и размеры — на 5 % материалов, но не менее чем на трех рулонах или единицах упаковки от партии;
показатели пластичности, условного напряжения при удлинении 300 %, условной прочности при растяжении, относительного удлинения при разрыве, относительной остаточной деформации после разрыва, твердости и плотности — на трех рулонах или единицах упаковки от партии.
При периодических испытаниях изготовитель определяет:
показатели времени начала вулканизации (или изменения пластичности после прогрева), сопротивления раздиру, сопротивления истиранию (истираемости), старения в воздухе — не реже, чем от каждой пятой партии однотипных материалов на трех рулонах или единицах упаковки от партии;
показатель массовой доли клея по сухому остатку — не реже, чем от каждой пятой партии клея на трех единицах упаковки от партии.
3.1. 3.2. (Измененная редакция, Изм. № 2).
3.3. 3.4. (Исключены, Изм. № 2).
3.5. При получении неудовлетворительных результатов приемосдаточных испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяются на всю партию.
При получении неудовлетворительных результатов периодических испытаний их переводят в приемосдаточные до получения положительных результатов на трех партиях.
При приемке материалов представителем заказчика правила приемки и испытаний — по государственной нормативно-технической документации на приемку и испытания серийных изделий.
(Измененная редакция, Изм. № 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для определения показателей по п. 3.2 от каждого отобранного рулона или единицы упаковки резиновых материалов отрезают пробу массой не менее 500 г при проведении приемосдаточных испытаний и массой не менее 600 г при проведении периодических испытаний. Масса отобранной пробы клея должна быть не менее 10 г.
(Измененная редакция, Изм. № 2).
4.2. Толщину резиновых и резинотканевых материалов измеряют толщиномером по ГОСТ 11358, а ширину и длину — металлической рулеткой типа ЗПК2—5 по ГОСТ 7502.
(Измененная редакция, Изм. № 1).
4.3. Пластичность резиновых материалов и ее изменение после прогрева определяют по ГОСТ 415.
4.4. Время начала подвулканизации определяют по ГОСТ 10722.
4.5. Условное напряжение при удлинении 300 %, условную прочность при растяжении, относительное удлинение при разрыве, относительную остаточную деформацию после разрыва определяют по ГОСТ 269 и ГОСТ 270 (образец типа I — для протекторной, теплостойкой резин и резины для возобновления боковин, образец типа II — для прослоечной, камерной, клеевой резин).
(Измененная редакция, Изм. № 2).
4.6. Сопротивление раздиру определяют по ГОСТ 262 (образец типа Б).
4.7. Твердость определяют по ГОСТ 263.
4.8. Сопротивление истиранию (истираемость) определяют по ГОСТ 12251 или ГОСТ 426.
(Измененная редакция, Изм. № 2).
4.9. Показатель старения определяют по ГОСТ 9.024.
4.10. (Исключен, Изм. № 2).
4.11. Плотность определяют по ГОСТ 267.
4.12. За результат испытания по каждому показателю (пп. 4.3—4.11) принимают ближайшее к норме значение из результатов испытаний трех проб; при этом показатели каждой пробы должны соответствовать нормам, указанным в пп. 2.4 и 2.5 (табл. 3).
4.13. Массовую долю сухого вещества клея определяют по ГОСТ 2199.
4.12, 4.13. (Измененная редакция, Изм. № 2).
4.14. Рекомендации по определению размеров посторонних предметов, подвулканизованной резины, раковин и других показателей внешнего вида, допускаемых п. 2.5, приведены в рекомендуемом приложении 2.
(Введен дополнительно, Изм. № 1).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Протекторные профилированные заготовки должны быть свернуты в рулоны с прокладочным материалом на ролики (втулки, бобины) диаметром не менее 80 мм или бруски квадратного сечения со стороной не менее 80 мм и длиной не менее ширины закатываемого материала. Края протекторных профилированных заготовок должны быть обернуты прокладочным материалом.
5.2. Вальцованная резиновая смесь в виде ленты должна быть свернута в рулоны с прокладочным материалом в 2—3 ручья на роликах (втулках, бобинах) или брусках квадратного сечения.
Расстояние между соседними полосами резиновой смеси в рулоне должно быть не менее 30 мм.
Допускается упаковка вальцованной резиновой смеси в вице ленты, изолированной тальком по ГОСТ 19729, или каолином по ГОСТ 19608, или мелом по ГОСТ 12085, или каолиновой суспензией в картонные ящики по ГОСТ 1384L
5.3. Листовые резиновые и резинотканевые материалы должны быть свернуты в рулоны с прокладочным материалом на роликах (втулках, бобинах) или брусках квадратного сечения.
5.4. Ролики или бруски квадратного сечения для вальцованных резиновых смесей в виде ленты, листовых резиновых и резинотканевых материалов должны иметь диаметр или сторону квадрата не менее 30 мм и свободные концы, выступающие за края прокладки не менее, чем на 50 мм с каждой стороны.
5.5. В качестве прокладочного материала для резиновых и резинотканевых материалов следует применять полиэтиленовую пленку по ГОСТ 10354 или другие полимерные пленки, выпускаемые по нормативно-технической документации, толщиной 0,04—0,12 мм и шириной, превышающей ширину упаковываемого материала не менее, чем на 60 мм. Пленка должна выступать за края упаковываемого материала не менее, чем на 30 мм с каждой стороны.
Прокладочный материал должен обеспечивать сохранение свойств упакованных материалов и свободно отделяться от них.
(Измененная редакция, Изм. № 2).
5.6. Рулоны резиновых и резинотканевых материалов должны быть перевязаны шпагатом по ГОСТ 17308 или нитями корда, либо стянуты резиновыми кольцами.
5.7. Закатка в рулоны должна быть ровной, без морщин, складок и перекосов.
При закатке в рулоны кусковых резинотканевых материалов края кусков не должны соприкасаться.
5.8. Масса брутто единицы упаковки вальцованной резиновой смеси в виде ленты и нераскро-енных резинотканевых материалов шириной более 1000 мм должна быть не более 50 кг; масса нетто протекторных профилированных заготовок в одном рулоне — не более 35 кг, листовых резиновых,
раскроенных резинотканевых материалов и нераскроенных шириной менее 1000 мм в одном рулоне — не более 14 кг.
Не допускается свертывать в один рулон две или более протекторных профилированных заготовок, если их общая масса превышает 15 кг.
(Измененная редакция, Изм. № 1, 2).
5.9. Рулоны протекторных профилированных заготовок и вальцованных резиновых смесей в виде ленты должны быть упакованы в универсальные контейнеры по ГОСТ 18477 или ящичные поддоны по ГОСТ 9570.
Допускается по согласованию с потребителем указанные материалы транспортировать без контейнеров и поддонов в условиях, исключающих деформацию, загрязнение и попадание влаги на поверхность материалов.
5.10. Рулоны листовых резиновых смесей, раскроенных резинотканевых материалов и нераскроенных шириной менее 1000 мм должны быть упакованы в деревянные ящики типа V по ГОСТ 18573, или ГОСТ 16536, или специально оборудованные универсальные контейнеры по ГОСТ 18477 в подвешенном состоянии.
По согласованию между потребителем и изготовителем допускается применять другие деревянные ящики.
5.11. Рулоны нераскроенных резинотканевых материалов шириной более 1000 мм должны быть упакованы в тканевые чехлы или обернуты полиэтиленовой пленкой.
(Измененная редакция, Изм. № 2).
5.12. Вальцованная (шприцованная ) резиновая смесь в виде пластин должна быть припудрена тальком по ГОСТ 19729 или мелом по ГОСТ 12085, или каолином по ГОСТ 19608, или каолиновой суспензией и упакована в бумажные мешки по ГОСТ 2226 или в полиэтиленовые мешки по ГОСТ 17811 в количестве не более 50 кг в один мешок. Масса одной пластины не должна превышать 15 кг.
Допускается применять мешки из других плотных материалов.
Допускается упаковывать пропудренные тальком или мелом, или каолином, или каолиновой суспензией пластины вальцованной (или шприцованной) резиновой смеси массой не более 15 кг в ящичные поддоны по ГОСТ 9570. Слои вальцованной (или шприцованной) резиновой смеси должны быть изолированы друг от друга полиэтиленовой пленкой или другим прокладочным материалом. (Измененная редакция, Изм. № 1, 2).
5.13. Клей для восстановления и ремонта шин должен быть упакован в чистую герметически закрывающуюся металлическую тару (фляги по ГОСТ 5799 и пр.) вместимостью 10—50 дм3. Тара с клеем должна быть запломбирована.
(Измененная редакция, Изм. № 2).
5.14. Транспортная маркировка — по ГОСТ 14192.
(Измененная редакция, Изм. № 1).
5.15. Каждый рулон протекторной профилированной заготовки должен иметь дополнительную маркировку с указанием:
наименования и товарного знака предприятия-изготовителя;
шифра резиновой смеси;
типоразмера;
даты изготовления (год и месяц).
5.16. Каждое грузовое место листовых и вальцованных резиновых, резинотканевых материалов и клея должно иметь дополнительную маркировку с указанием:
наименования и товарного знака предприятия-изготовителя; наименования материала; размера материала;
шифра резиновой смеси или клея, марки корда; массы материала (в рулоне, ящике, мешке, бидоне); номера партии;
даты изготовления (год и месяц); обозначения настоящего стандарта.
5.17. Материалы для восстановления и ремонта шин транспортируют всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
При транспортировании рулоны протекторных профилированных заготовок и вальцованной резиновой смеси в виде ленты должны быть плотно уложены в ряды и находиться в горизонтальном положении.
Допускается по согласованию потребителя с изготовителем транспортировать автотранспортом протекторные профилированные заготовки в развернутом виде на поддонах не более 40 шт. по высоте при толщине заготовки не более 10 мм и не более 20 шт. по высоте при толщине заготовки свыше 10 мм.
Допускается при внутригородских перевозках транспортировать рулоны листовых резиновых смесей и резинотканевых материалов без ящиков в вертикальном положении.
Не допускается транспортировать вальцованные резиновые смеси без упаковки навалом.
По согласованию изготовителя с потребителем при внутригородских перевозках допускается транспортировать вальцованные (шприцованные) резиновые смеси в виде пластин или ленты автотранспортом на поддонах, стеллажах или тележках. Слои вальцованной (шприцованной) резиновой смеси должны быть изолированы друг от друга полиэтиленовой пленкой или другим прокладочным материалом или изолирующим составом.
(Измененная редакция, Изм. № 1, 2).
5.18. Резиновые и резинотканевые материалы должны храниться в крытых затемненных помещениях при температуре не выше 30 °С на расстоянии не менее 1 м от нагревательных приборов при соблюдении следующих требований:
рулоны протекторных профилированных заготовок и вальцованной резиновой смеси в виде ленты на стеллажах, штабелями высотой не более 1,2 м — в горизонтальном положении;
рулоны листовых резиновых и резинотканевых материалов шириной менее 1000 мм — в подвешенном состоянии или в вертикальном положении в условиях, исключающих возможность деформации, загрязнения и слипания;
рулоны резинотканевых материалов шириной более 1000 мм — в вертикальном положении;
вальцованные (шприцованные) резиновые смеси — в мешках или без упаковки, в условиях, исключающих возможность загрязнения и слипания, штабелями высотой не более 1,2 м;
резиновый клей — в герметически закрытой таре в помещении, специально предназначенном для хранения огнеопасных материалов, при температуре от 0 до 30 °С на расстоянии не менее 1 м от нагревательных приборов.
(Измененная редакция, Изм. № 2).
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие материалов для восстановления и ремонта пневматических шин требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
(Измененная редакция, Изм. № 2).
6.2. Гарантийный срок хранения материалов — шесть месяцев со дня изготовления.
ПРИЛОЖЕНИЕ 1 Справочное
Типы и размеры протекторных профилированных заготовок, применяемых при восстановлении шин
Обозначение восстанавливаемой покрышки | Модель восстанавливаемой покрышки | Тип протекторной заготовки | Размеры протекторной заготовки, мм | Расчетная масса, кг | |||
h | ь | В | L | ||||
1. 5,20-13 (130-330) | В-67Б | А | 7,5 | 99 | 105 | 1750 | 1,6 |
Б | 8,0 | 99 | 160 | 1750 | 2,2 | ||
2. 5,90-13 | ИВ-167 | Б | 9,0 | 118 | 160 | 1750 | 2,6 |
3. 6,00-13 (155-330) | М-107 | А | 7,5 | 105 | 111 | 1800 | 1,7 |
Б | 8,0 | 105 | 165 | 1800 | 2,4 | ||
4. 155-13(6,15-13) | И-151 | А | 7,5 | 105 | 111 | 1700 | 1,6 |
Б | 8,0 | 105 | 170 | 1700 | 2,3 | ||
Б* | 9,5 | 115 | 170 | 1700 | 2,8 |
Продолжение
Обозначение восстанавливаемой покрышки | Модель восстанавливаемой покрышки | Тип протекторной заготовки | Размеры протекторной заготовки, мм | Расчетная масса, кг | |||
h | ь | В | L | ||||
5, 6. (Исключены, Изм. | |||||||
№ 1) | |||||||
7. 6,40-13 | М-100 | А | 9,0 | 119 | 125 | 1900 | 2,4 |
Б | 9,5 | 119 | 200 | 1900 | 3,5 | ||
8. 165-13(6,4-5-13) | М-130А | А | 7,5 | in | 117 | 1730 | 1,7 |
Б | 8,0 | in | 140 | 1730 | 2,1 | ||
М-145 | Б* | 10,0 | 115 | 140 | 1730 | 2,6 | |
9. 165/82R13 | ИЯ-170 | А | 7,5 | 120 | 126 | 1750 | 1,9 |
Б | 8,0 | 120 | 200 | 1750 | 2,8 | ||
10. 165/8GR13 | МИ-166 | А** | 7,5 | 116 | 122 | 1715 | 1,8 |
Б** | 8,0 | 116 | 150 | 1715 | 2,2 | ||
И. 175-13 (6,95-13) | М-154 | А | 9,0 | 126 | 132 | 1710 | 2,3 |
Б | 9,5 | 126 | 170 | 1710 | 2,9 | ||
12. 175/70R13 | ИН-251 | А** | 7,0 | 122 | 128 | 1675 | 1,7 |
Б** | 7,5 | 122 | 170 | 1675 | 2,2 | ||
13. 185-14 (7,35-14) | ИД-23 | Б | 10,0 | 138 | 220 | 1950 | 4,2 |
ИД-195 | А | 9,0 | 137 | 143 | 1900 | 2,8 | |
Б | 9,5 | 137 | 200 | 1900 | 3,7 | ||
14. (Исключен, Изм. № 1). | |||||||
15. 205/70 R14 | ИД-220 | А** | 7,0 | 133 | 139 | 1880 | 2,1 |
Б** | 7,5 | 133 | 200 | 1880 | 2,9 | ||
16. 5,60-15 (145-380) | М-59А | А | 7,0 | 102 | 108 | 1960 | 1,7 |
Б | 7,5 | 102 | 150 | 1960 | 2,3 | ||
17. 6,40-15 | М-51 | Б | 9,0 | 135 | 165 | 2035 | 3,2 |
18. 6,70-15 (170-380) | И-194 | А | 9.5 | 115 | 121 | 2120 | 2,7 |
Б | 10,0 | 115 | 180 | 2120 | 3,8 | ||
19. 7,00-15 | И-89 | А | 9,5 | 133 | 139 | 2200 | 3,3 |
Б | 10,0 | 133 | 235 | 2200 | 4,9 | ||
20. 7,10-15 | Я-259А | А | 8,5 | 125 | 131 | 2130 | 2,7 |
Б | 9,0 | 125 | 230 | 2130 | 4,2 | ||
21. 185/82R15 | Я-288 | А | 9,0 | 125 | 131 | 1970 | 2,6 |
Б | 9,5 | 125 | 170 | 1970 | 3,3 | ||
И-243 | А** | 9,0 | 143 | 149 | 1940 | 2,9 | |
Б** | 9,5 | 143 | 170 | 1940 | 3,4 | ||
22. 8,40-15 | Я-245, | Б | 12,5 | 162 | 240 | 2240 | 6,7 |
Я-192 | Б | 16,5 | 162 | 235 | 2240 | 8,7 | |
23. 6,00-16 | И-77 | А | 8,0 | 115 | 121 | 2120 | 2,3 |
Б | 8,5 | 115 | 180 | 2120 | 3,2 | ||
24. 6,50-16 | Я-248,Я-101 | Б | 13,0 | 147 | 230 | 2250 | 6,6 |
25. 175-16 (6,95-16) | ВлИ-5 | Б | 10,0 | 133 | 170 | 1940 | 3,5 |
26. 10,00-18 | К-65 | Б | 13,0 | 241 | 360 | 2850 | 13,3 |
27. 12,00-18 (320-457) | К-70 | Б | 15,0 | 265 | 435 | 3250 | 20,4 |
28. (Исключен, Изм. № 2) | |||||||
29. 7,50-20 (220-508) | ИЯ-112А, | Б | 14,0 | 168 | 250 | 2720 | 9,5 |
МИ-173 | |||||||
30. 7.50R20 (220R508) | ИЯ-196 | Б | 13,0 | 168 | 220 | 2640 | 7,9 |
31. 8,25-20 (240-508) | ИК-6АМ | Б | 13,5 | 178 | 260 | 2830 | 10,0 |
Б* | 16,5 | 178 | 260 | 2830 | 12,2 | ||
32. 8,25-20 | М-149 | Б | 10,0 | 177 | 260 | 2900 | 7,6 |
33. 8,25R20 240R508) | К-37А, К-55А, | Б | 13,0 | 170 | 265 | 2800 | 9,5 |
КИ-63 | Б* | 16,5 | 183 | 280 | 2830 | 12,9 | |
Б»* | 17,0 | 180 | 240 | 2770 | 11,7 |
Продолжение
Обозначение | Модель | Тип | Размеры протекторной заготовки, мм | Расчетная | |||
восстанавливаемой | восстанавливаемой | протекторной | |||||
мяг.гя кг | |||||||
покрышки | покрышки | заготовки | h | ь | в | L | |
34. 9,00-20 (260-508) | И-252Б, МИ-155, И-249А | Б | 18,0 | 203 | 300 | 3020 | 16,2 |
35. 9.00R20 (260R508) | И-Н142Б, МИ-151 | Б | 18,0 | 200 | 285 | 2920 | 15,1 |
И-Н190 | Б** | 17,0 | 201 | 300 | 2930 | 14,8 | |
0-43 | Б** | 17,0 | 214 | 320 | 2920 | 15,8 | |
36. 10,00-20 (280-508) | ИВл-1А | А | 19,5 | 206 | 218 | 3150 | 15,0 |
Б | 20,0 | 206 | 300 | 3150 | 18,8 | ||
37. 10.00R20 (280R508) | ОИ-73А, | А | 17,5 | 207 | 219 | 3130 | 13,4 |
ОИ-73Б, | Б | 18,0 | 207 | 280 | 3130 | 16,2 | |
Б** | 19,0 | 215 | 280 | 2980 | 16,4 | ||
И-А185 | А** | 13,5 | 209 | 221 | 3050 | 10,2 | |
Б** | 14,0 | 209 | 290 | 3050 | 12,7 | ||
38. 300-508 (11.00-20) | В-195А | А | 18,5 | 198 | 210 | 3130 | 13,6 |
Б | 19,0 | 198 | 345 | 3130 | 19,4 | ||
А | 20,5 | 216 | 228 | 3220 | 16,8 | ||
Б | 21,0 | 216 | 320 | 3220 | 21,4 | ||
39. 11,00R20 (300R508) | И-111А | А | 19,0 | 217 | 229 | 3190 | 15,5 |
Б | 19,5 | 217 | 310 | 3190 | 19,3 | ||
И-68А | Б | 21,5 | 250 | 320 | 3060 | 21,9 | |
40. 12,00-20 (320-508) | ИЯВ-12Б | Б | 19,0 | 250 | 380 | 3350 | 24,0 |
Б* | 21,0 | 250 | 380 | 3380 | 26,4 | ||
ИЯ-241 | А | 16,5 | 227 | 239 | 3300 | 14,6 | |
Б | 17,0 | 227 | 350 | 3300 | 19,3 | ||
41. 12,00R20 (320R508) | И-109Б | Б | 17,5 | 257 | 330 | 3210 | 19,3 |
Б* | 21,5 | 257 | 330 | 3280 | 24,2 | ||
И-А150 | А | 19,5 | 227 | 239 | 3230 | 16,9 | |
Б | 20,0 | 227 | 350 | 3230 | 22,1 | ||
42. 12,00-20 (320-508) | М-93 | Б | 20,0 | 267 | 380 | 3250 | 24,8 |
43. 14,00-20(370-508) | ОИ-25 | Б | 20,0 | 320 | 440 | 3630 | 32,4 |
44. 8,25-15 | И-83 | Б | 12,0 | 169 | 280 | 2430 | 7,9 |
Л-187 | Б** | 16,0 | 183 | 350 | 2410 | 12,5 | |
45. 5,50-16 | Л-182 | Б | 9,0 | 130 | 200 | 2050 | 3,7 |
46. 6,00-16 | Л-225 | Б | 16,0 | 136 | 180 | 2140 | 6,4 |
47. 6,50-16 | Я-275А | Б | 16,0 | 161 | 210 | 2190 | 7,7 |
48. 9,00-16 | Л-211 | Б | 8,5 | 198 | 290 | 2590 | 6,5 |
Я-324 | Б | 14,5 | 210 | 300 | 2600 | 11,5 | |
49. 12-16 | Л-163 | Б | 11,0 | 256 | 395 | 2640 | 11,4 |
50. 7,50-20 | В-103 | Б | 11,5 | 187 | 230 | 2620 | 7,4 |
51. 8,3- 20 | В-105А | Б | 15,0 | 190 | 260 | 2650 | 10,6 |
52. 165/80R13 | МИ-16 | А** | 6,5 | 118 | 124 | 1725 | 1,6 |
Б** | 7,0 | 118 | 190 | 1725 | 2,3 | ||
53. 11,00R20 (300R508) | КР-1 | Б** | 20,5 | 245 | 420 | 3155 | 25,7 |
54. 12/80R20 | И-А232 | Б** | 17,5 | 235 | 380 | 2970 | 19,1 |
(310/80R508) | |||||||
55. 135/80R12 | БИ-308 | А** | 5,5 | 99 | 105 | 1510 | 1,0 |
Б** | 6,0 | 99 | 120 | 1510 | 1,2 | ||
56. 155/70R13 | Ех-70 | А** | 6,5 | 112 | 118 | 1590 | 1,4 |
Б** | 7,0 | 112 | 160 | 1590 | 1,9 | ||
57. 165/70R13 | Ех-85 | А** | 7,0 | 115 | 121 | 1640 | 1,6 |
Б** | 7,5 | 115 | 165 | 1640 | 2,1 | ||
58. 165/80R13 | Я-370 | А** | 7,0 | 130 | 136 | 1720 | 1,9 |
Б** | 7,5 | 130 | 200 | 1720 | 2,6 |
Продолжение
Обозначение восстанавливаемой покрышки | Модель восстанавливаемой покрышки | Тип протекторной заготовки | Размеры протекторной заготовки, мм | Расчетная масса, кг | |||
к | ь | В | L | ||||
59. 175/80R13 | М-179, М-183 | А** | 7,5 | 118 | 124 | 1760 | 1,9 |
Б** | 8,0 | 118 | 170 | 1760 | 2,5 | ||
60. 175/80RI6 | ВлИ-10 | Б** | 7,5 | 125 | 210 | 1985 | 3,1 |
61. 8.25R20 (240R508) | У-2 | Б** | 19,0 | 184 | 220 | 2805 | 12,6 |
62. 9,00-20 (260-508) | ВИ-244, УД-1; | Б** | 17,0 | 208 | 280 | 3040 | 14,9 |
ВИ-244—1, | |||||||
УД-1 | |||||||
63. 10,00R20 (280R508) | И-А265, Д-2М | А** | 15,0 | 207 | 219 | 3090 | 11,4 |
Б** | 15,5 | 207 | 300 | 3090 | 14,5 | ||
64. 12,00-20 (320-508) | ВИ-243, УД-1; | Б** | 20,0 | 257 | 380 | 3370 | 25,4 |
ВИ-243— 1, | |||||||
УД-1 | |||||||
65. 14,75/80R20 | НР-54 | Б** | 20,0 | 295 | 450 | 3325 | 29,3 |
(370/80R508) | НР-56 | Б** | 19,0 | 321 | 480 | 3320 | 29,9 |
66. 10R22.5 (255R572) | У-1М | Б** | 17,0 | 203 | 260 | 3025 | 14,0 |
67. 11/70R22.5 | Д-1М | А** | 15,0 | 229 | 241 | 2820 | 11,5 |
(280/70R572) | Б** | 15,5 | 229 | 270 | 2820 | 12,7 |
Примечание.
* Размеры протекторных профилированных заготовок, применяемые только при вулканизации покрышек в прессах МД-800 и МГ-1400.
**Расчетные размеры протекторных профилированных заготовок, подлежащие уточнению.
По согласованию между потребителем и изготовителем допускается изготовлять и поставлять протекторные профилированные заготовки других размеров и форм профилей.
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. № 1, 2).
ПРИЛОЖЕНИЕ 2 Рекомендуемое
РЕКОМЕНДАЦИИ ПО ОПРЕДЕЛЕНИЮ РАЗМЕРОВ ПОКАЗАТЕЛЕЙ ВНЕШНЕГО ВИДА
РЕЗИНОВЫХ МАТЕРИАЛОВ
Определение размеров посторонних предметов, подвулканизованной резины, пузырей, раковин и других показателей внешнего вида, допускаемых п. 2.2 настоящего стандарта, рекомендуется производить при помощи микроскопа отсчетного типа МПБ-2.
Микроскоп устанавливают основанием на контролируемую поверхность так, чтобы отверстие в основании было концентрично с контролируемым показателем внешнего вида, а окно в колонке находилось против внешнего источника света.
Наблюдая в окуляр и вращая окулярное кольцо, устанавливают резкое изображение шкалы сетки.
Если изображение контролируемого показателя не будет резким, вращением установочного кольца добиться получения резкого изображения в поле зрения окуляра.
По шкале сетки окуляра отсчитывают размер контролируемого показателя внешнего вида.
ПРИЛОЖЕНИЕ 2. (Введено дополнительно, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством нефтеперерабатывающей и нефтехимической промышленности СССР
РАЗРАБОТЧИКИ
В.Ф. Евстратов, А.Н. Жеребцов, В.Н. Мартынова, Ю.С. Мендус, А.Г. Лузин, Е.П. Тихачева, О.Л. Анупыльд, Т.Е. Кукушкина, В.Н. Кулешова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 5 апреля 1979 г. № 1240
3. ВЗАМЕН ГОСТ 2631-71
4. ПЕРИОДИЧНОСТЬ ПРОВЕРКИ СТАНДАРТА - 5 лет
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
ГОСТ 9.024-74 ГОСТ 262-93 ГОСТ 263-75 ГОСТ 267-73 ГОСТ 269-66 ГОСТ 270-75 ГОСТ 415-75 ГОСТ 426-77 ГОСТ 2199-78 ГОСТ 2226-88 ГОСТ 5799-78 ГОСТ 7502-89 ГОСТ 9570-84 ГОСТ 10354-82 РОСТ 10722-76
Номер пункта, подпункта
4.9
4.6
4.7
4.11
4.5
4.5
4.3
4.8 4.13
5.12
5.13 4.2
5.9, 5.12
5.5
4.4
Обозначение НТД, на который дана ссылка
ГОСТ 11358-89 ГОСТ 12085-88 ГОСТ 12251-77 ГОСТ 13841-79 ГОСТ 14192-96 ГОСТ 16536-90 ГОСТ 17308-88 ГОСТ 17811-78 ГОСТ 18477-79 ГОСТ 18573-86 ГОСТ 19608-84 ГОСТ 19729-74 ГОСТ 24221-94 ГОСТ 24338-80
Номер пункта, подпункта
4.2
5.2, 5.12 4.8
5.2 5.14
5.10
5.6 5.12
5.9, 5.10
5.10
5.2, 5.12
5.2, 5.12
2.6 2.6
6. Ограничение срока действия снято по протоколу Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11—12—94)
7. ПЕРЕИЗДАНИЕ (март 1998 г.) с Изменениями № 1, 2, утвержденными в апреле 1985 г., июне 1990 г. (ИУС 7-85, 9-90)
Редактор P C. Федорова Технический редактор В.Н. Прусакова Корректор М.И. Першина Компьютерная верстка В.И. Грищенко
Изд. лиц. №021007 от 10.08.95. Сдано в набор 23.04.98. Подписано в печать 10.06.98. Уел. печ. л. 1,86.
Уч.-изд. л. 1,40. Тираж 160 экз. С690. Зак. 383.
ИПК Издательство стандартов, 107076, Москва, Колодезный пер., 14.
Набрано в Издательстве на ПЭВМ
Филиал ИПК Издательство стандартов — тип. "Московский печатник", Москва, Лялин пер., 6.
Плр № 080102
{kind=link}