ГОСТ 23858-79
Группа ЖЗ9
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ СВАРНЫЕ СТЫКОВЫЕ И ТАВРОВЫЕ АРМАТУРЫ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Ультразвуковые методы контроля качества. Правила приемки
Butt and T-formed welded joints of reinforcement steel bars. Ultrasonic methods of quality inspection. Acceptance rules.
Дата введения 1981-01-01
Постановлением Государственного комитета СССР по делам строительства от 28 сентября 1979 г. N 182 срок введения установлен с 01.01.81
Переиздание. Февраль 1995 г.
Настоящий стандарт устанавливает методы ультразвукового контроля качества сварных соединений арматуры, выполняемых при изготовлении, монтаже сборных и возведении монолитных железобетонных конструкций.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Ультразвуковые методы контроля качества сварных соединений, установленные настоящим стандартом, следует применять:
- для стыковых однорядных соединений стержней диаметром от 20 до 40 мм из арматурной стали классов А-II и А-III по ГОСТ 5781-82, выполненных ванными и многослойными способами сварки в инвентарных формах, на стальных скобах-накладках и подкладках или без формующих и вспомогательных элементов;
- для тавровых соединений арматурных стержней диаметром от 8 до 40 мм с пластинами (плоскими элементами закладных деталей) толщиною от 6 до 30 мм, выполненных сваркой под флюсом.
1.2. Ультразвуковой контроль следует выполнять при температуре окружающей среды от плюс 40 до минус 25 °С. При температуре окружающей среды от минус 10 до минус 25 °С следует предварительно нагреть контролируемое соединение до 30-50 °С.
1.3. Ультразвуковому контролю подлежат сварные стыковые соединения стержней с отношением диаметров в пределах 0,80-1,0.
1.4. Ультразвуковые методы контроля позволяют выявить внутренние дефекты (трещины, непровары, поры и шлаковые включения) в сварных соединениях без расшифровки их характера и координат.
Характеристикой качества соединения служит величина амплитуды прошедшего через сварной шов или отраженного ультразвукового сигнала, которая измеряется в децибелах.
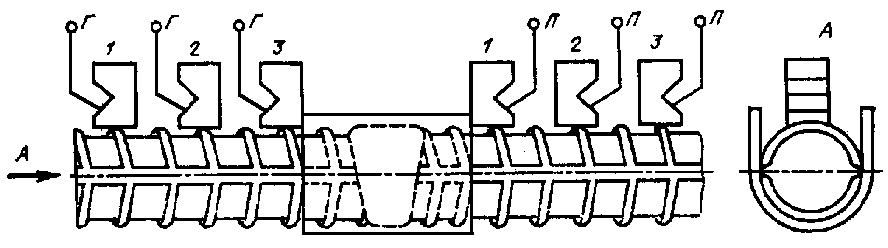
1.5. Контроль сварных соединений следует осуществлять методами:
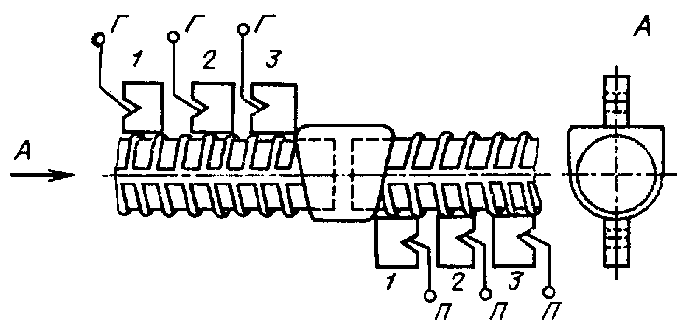
- теневым - стыковых соединений стержней, выполненных в инвентарных формах или без формующих вспомогательных элементов (черт.1);
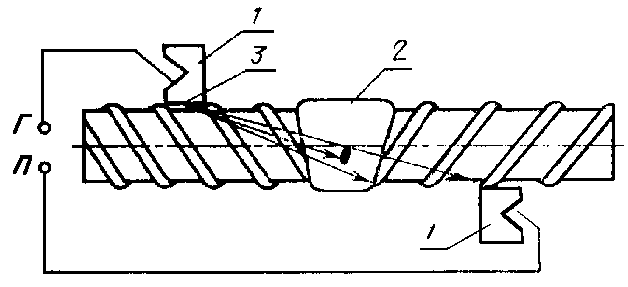
1 - наклонные искатели; 2 - сварное соединение; 3 - метка , соответствующая точке выхода луча (ГОСТ 14782-86); Г - вывод к генератору ультразвуковых колебаний; П - вывод к приемнику
Черт.1
- зеркально-теневым - стыковых соединений стержней, выполненных на стальных скобах-накладках или подкладках (черт.2);
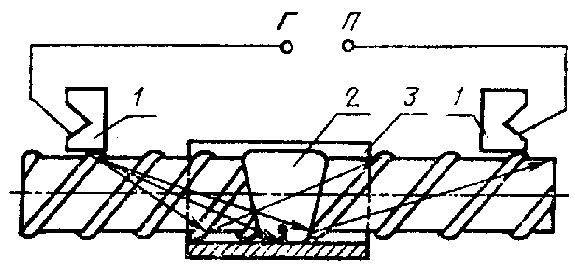
1 - наклонные искатели; 2 - сварное соединение; 3 - скоба-накладка; Г - выход к генератору ультразвуковых колебаний; П - вывод к приемнику
Черт.2
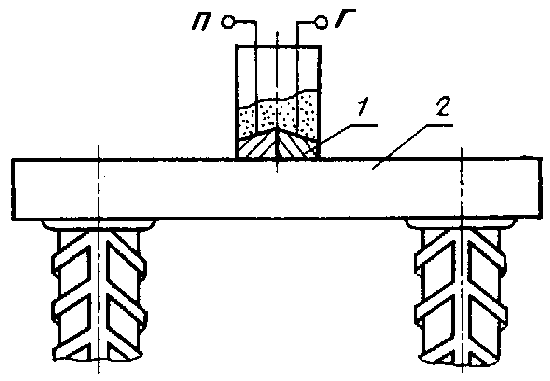
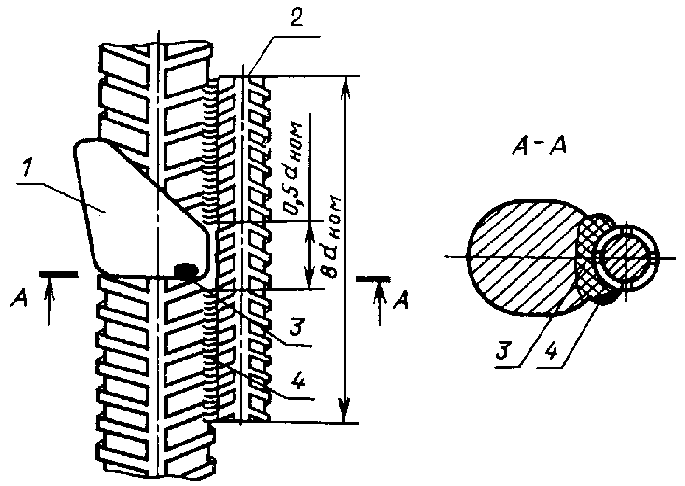
- эхо-импульсным - тавровых соединений стержней с пластинами, выполненных под флюсом (черт.3);
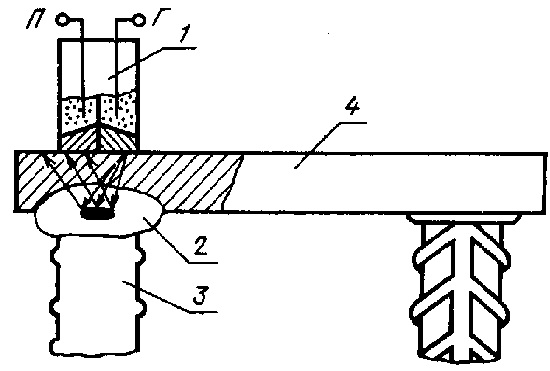
1 - раздельно-совмещенные искатели; 2 - сварное соединение; 3 - стержень; 4 - пластина закладной детали; Г - вывод к генератору ультразвуковых колебаний; П - вывод к приемнику
Черт. 3
- фланговые швы в стыковых соединениях, выполненных на стальных скобах-накладках (например, ванно-шовная сварка), ультразвуковому контролю не подлежат.
1.6. Для оценки квалификации оператора и проверки исправности аппаратуры один раз в 6 мес надлежит проводить экспертную оценку качества сварных соединений по настоящему стандарту и ГОСТ 10922-90*. Сопоставление результатов контроля следует осуществлять на соединениях, проверенных неразрушающим методом, а затем механическими испытаниями.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 10922-2012, здесь и далее по тексту. - .
2. ТРЕБОВАНИЯ К АППАРАТУРЕ
2.1. Для контроля сварных соединений следует использовать импульсный ультразвуковой дефектоскоп, обеспечивающий работу по раздельной схеме контроля и имеющий калиброванный аттенюатор с ценой деления не более 2 дБ. Дефектоскоп должен быть снабжен комплектом стандартных образцов и искателями по ГОСТ 14782-86.
2.2. Система "дефектоскоп-искатель" должна обеспечивать на испытательном образце или на пластине величину опорного сигнала * не ниже значений, приведенных в табл.1.
________________
* Пояснения терминов приведены в приложении 5.
Таблица 1
Тип сварного соединения | Значение величин опорных сигналов | ||||||
| 8-18 | 20-25 | 28-32 | 36-49 | |||
Стыковое | - | 16 | 18 | 20 | |||
Тавровое | 30 | 20 | 30 | 25 | |||
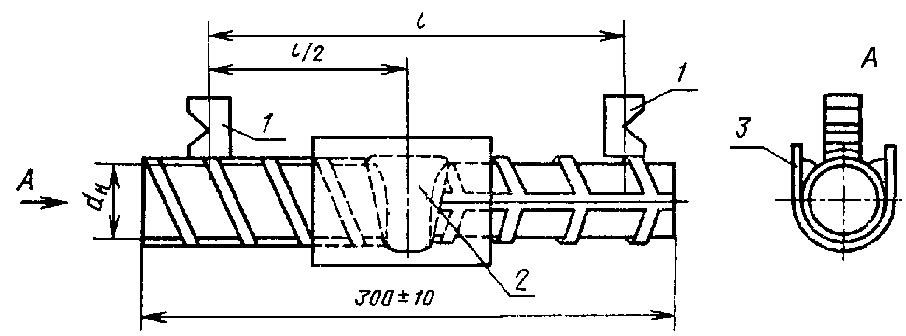
Испытательный образец (черт.4, 5) для настройки чувствительности дефектоскопа должен быть идентичен по диаметрам свариваемых стержней, классам стали, конструктивным элементам соединений, способам сварки и сварочным материалам контролируемому соединению, а также удовлетворять показателям прочности по ГОСТ 10922-90.
2.3. Для контроля стыковых соединений стержней следует использовать наклонные искатели (черт.1, 2), параметры которых должны соответствовать приведенным в табл.2. Проверку параметров искателей следует проводить на стандартных образцах по ГОСТ 14782-86.
Таблица 2
Тип сварного соединения и способ сварки | Диаметр стержней, мм | Параметр искателя | ||||
|
| Частота, МГц | Угол призмы, град. | |||
Стыковое в инвентарной форме | 20-25 | 2,5 | 53 | |||
| 28-40 | 50 | ||||
Стыковое на стальной скобе-накладке (подкладке) | 28-32 | |||||
| 36-40 | 1,8 | ||||
2.4. Для контроля тавровых соединений стержней с пластинами следует использовать раздельно-совмещенные искатели (черт.3), параметры которых должны соответствовать приведенным в табл.3.
Таблица 3
Диаметр стержня, мм | Параметр искателя | ||||
| Частота, МГц | Угол призмы, град | |||
8-10 | 5,0 | 10 | |||
12-16 | 5,0 | 8 | |||
18-25 | 2,5 | 6 | |||
28-40 | 1,8 | 4 | |||
2.5. Частота ультразвуковых колебаний наклонного и раздельно-совмещенного искателя, угол призмы и положение точки выхода ультразвукового пучка наклонного искателя не должны отличаться от номинальных значений более, чем указано в ГОСТ 14782-86.
2.6. Контактная поверхность наклонных искателей должна быть притерта к гладкой цилиндрической поверхности стержня, определяемой наружным диаметром стержня периодического профиля по ГОСТ 5781-82. Притертые искатели допускается использовать для контроля стыковых соединений стержней с диаметрами на 2 номера ниже притертого.
2.7. Наклонные и раздельно-совмещенные искатели должны иметь чистоту поверхности не ниже 200 мкм по ГОСТ 2789-73.
2.8. При контроле стыковых соединений стержней искатели следует устанавливать в механическое устройство (см. приложение 1, черт.1, 2), обеспечивающее:
- постоянное расстояние между искателями при контроле соединений стержней определенного диаметра;
- изменение расстояния между искателями при переходе к контролю соединений стержней другого диаметра;
- установку искателей на контролируемое соединение соосно относительно друг друга и стержней;
- постоянное, независимое от оператора, усилие прижатия искателей к стержням;
- возможность перемещения искателей вдоль и вокруг стержня.
2.9. При контроле тавровых соединений стержней с пластинами следует применять механическое приспособление - шаблон, ограничивающее зону сканирования искателя (см. приложение 1, черт.3).
3. ПОДГОТОВКА К КОНТРОЛЮ
3.1. Перед проведением контроля сварные соединения должны быть очищены от брызг металла, остатков шлака, заусенец, отслаивающейся окалины, ржавчины, бетона и других загрязнений и подвергнуты внешнему осмотру и обмеру в соответствии с требованиями ГОСТ 10922-90. При этом забракованные соединения до исправления обнаруженных дефектов ультразвуковому контролю не подлежат.
3.2. Перед проведением контроля стыковых соединений стержней должна быть выполнена подготовка механического устройства, включающая проверку соосности искателей и стержней и соответствия расстояния между искателями (черт.4, 5), указанному в табл.4.
Таблица 4
мм
Тип сварного | Установочное значение расстояний между искателями
| ||||||
| 20 | 22 | 25 | 28 | 32 | 36 | 40 |
Стыковое в инвентарной форме, горизонтальное | 85 | 85 | 90 | 95 | 100 | 105 | 110 |
Стыковое в инвентарной форме, вертикальное | 95 | 100 | 110 | 115 | 125 | 135 | 145 |
Стыковое на стальной скобе-накладке (подкладке), горизонтальное или вертикальное | 85 | 95 | 105 | 120 | 135 | 155 | 170 |
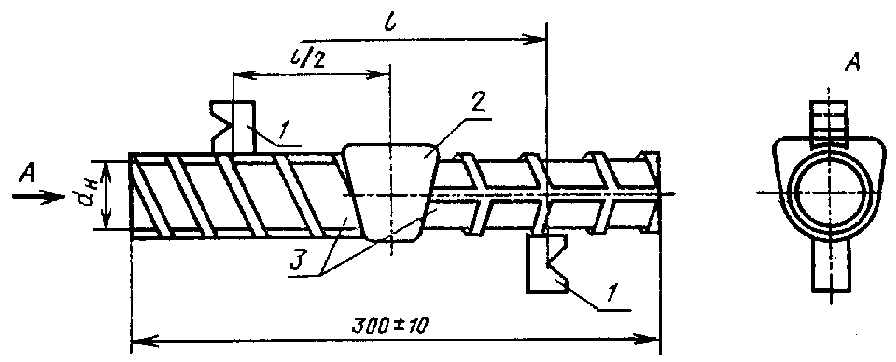
1 - искатели; 2 - сварное соединение горизонтальных стержней (испытательный образец, выполненный в инвентарной форме); 3 - стержни, развернутые на (90±5)°
Черт.4
1 - искатели; 2 - сварное соединение горизонтальных стержней (испытательный образец, выполненный на стальной скобе-накладке); 3 - скоба-накладка (подкладка)
Черт.5
Несоосность искателей и стержней не должна быть более 1,0 мм.
При контроле стыковых соединений стержней разных диаметров расстояние между искателями следует выбирать по стержню большего диаметра.
1 - искатель; 2 - пластина закладной детали; Г - вывод к генератору ультразвуковых колебаний; П - вывод к приемнику
Черт.6
Перед проведением контроля тавровых соединений стержней с пластинами следует в механическое приспособление - шаблон - установить кольцо, ограничивающее зону сканирования искателя. Внутренний диаметр кольца должен превышать диаметр стержня на 4-5 мм. Высота кольца должна быть равна 10-12 мм.
3.3. Перед проведением контроля, непосредственно на рабочем месте должна быть настроена чувствительность дефектоскопа.
Для настройки чувствительности дефектоскопа при контроле стыковых соединений стержней следует:
- установить искатели на испытательном образце согласно черт.4 или 5 (в зависимости от способа сварки);
- установить максимальную величину амплитуды опорного сигнала и вывести его на середину экрана по горизонтальной развертке дефектоскопа;
- подвести к импульсу передний фронт строб-импульса;
- замерить величину амплитуды опорного сигнала и полученное значение записать в журнал (протокол) контроля (см. приложение 2).
При контроле тавровых соединений стержней с пластинами:
- установить искатели согласно черт.6 на пластине контролируемого соединения;
- установить величину амплитуды опорного сигнала для соответствующего диаметра стержня, равную значению, указанному в табл.1, и полученное значение записать в журнал контроля.
3.4. Для обеспечения акустического контакта между искателем стержнями стыкового соединения или пластиной в местах установки искателей на стержень (пластину) непосредственно перед контролем следует нанести смазку. При контроле стыковых соединений стержней следует применять смазку консистенцией, обеспечивающей заполнение впадин профиля, например солидол, а при контроле закладных деталей следует использовать легко смывающуюся контактную смазку (см. приложение 3).
4. ПРОВЕДЕНИЕ КОНТРОЛЯ
4.1. В период поиска дефектов в стыковых соединениях стержней уровень чувствительности дефектоскопа следует повысить на величину 15 дБ по сравнению с величиной опорного сигнала, полученного на испытательном образце.
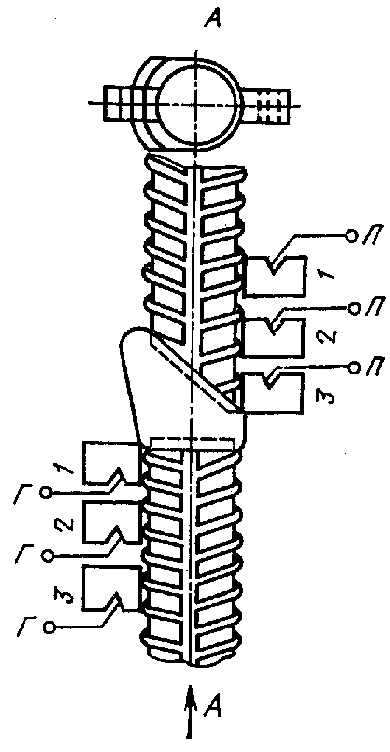
Замер максимальной амплитуды сигналов на контролируемом сварном соединении необходимо проводить в трех точках по схеме, указанной на черт.7 и 8, перемещая систему искателей в одной плоскости. В крайних положениях (позиции 1-1 и 3-3) один из искателей следует помещать вплотную к сварному шву или скобе-накладке (см. черт.8). В среднем положении (позиция 2-2) искатели следует располагать симметрично сварному шву. Результаты трех замеров амплитуды сигналов (,
,
) следует занести в журнал контроля.
СОЕДИНЕНИЯ СТЕРЖНЕЙ, ВЫПОЛНЕННЫЕ В ИНВЕНТАРНЫХ ФОРМАХ
Горизонтальное соединение
Черт.7
Вертикальное соединение
1, 2, 3 - позиции искателей при замерах
Черт.7 (продолжение)
Соединения стержней, выполненные на стальных скобах-накладках (подкладках), - горизонтальное и вертикальное
1, 2, 3 - позиции искателей при замерах
Черт.8
4.2. В период поиска дефектов в тавровых соединениях уровень чувствительности дефектоскопа следует увеличить на 6 дБ по сравнению со значениями разности амплитуд, указанными в табл.7. При обнаружении дефекта необходимо понизить уровень чувствительности дефектоскопа до первоначального уровня.
При осуществлении контроля искатель необходимо расположить на пластине, поместив его внутри ограничительного кольца механического шаблона-приспособления и производить перемещение искателя на пластине в пределах ограничительного кольца, фиксируя величину максимальной амплитуды.
5. ПРАВИЛА ПРИЕМКИ
5.1. Качество стыковых соединений стержней и тавровых соединений закладных деталей должно быть проверено органами контроля предприятия-изготовителя или службами контроля строительно-монтажных объединений, трестов и приравненных к ним организаций.
5.2. Приемку соединений следует производить партиями.
Объем партии стыковых соединений выпусков стержней в стыках сборных железобетонных и арматурных конструкций должен включать соединения стержней арматуры одного класса и диаметра, выполненные по единой технологии одним сварщиком к началу бетонирования конструкций, но не более 200 соединений.
Объем партии тавровых соединений закладных деталей должен состоять из изделий одного типоразмера (одной марки) и не должен превышать количество деталей, изготовленных одним сварщиком в течение одной смены на однотипном оборудовании.
5.3. Объем выборки от партии соединений, подлежащих ультразвуковому контролю, в зависимости от типа, должен соответствовать указанному в табл.5, но быть не менее 3 шт. в выборке.
Таблица 5
Тип сварного соединения | Объем выборки соединений, % |
Стыковое в инвентарных формах | 10 |
Стыковое на стальной скобе-накладке (подкладке) | 15 |
Тавровое под флюсом (закладных деталей) | 3 |
5.4. В зависимости от характера строящегося объекта и особенностей монтажа конструкций проектом может быть предусмотрено уменьшение объема партии и увеличение объема выборки соединений, подлежащих контролю.
5.5. Оценку качества сварных стыковых соединений стержней следует производить по трехбалльной системе, при этом устанавливаются следующие категории качества контролируемых соединений:
- балл 1 - негодные (подлежат вырезке);
- балл 2 - ограниченно годные (подлежат исправлению);
- балл 3 - годные.
5.6. Критерием оценки качества стыковых соединений стержней служит значение разности амплитуд опорного сигнала и наименьшего сигнала на контролируемом соединении
для каждого положения искателя согласно табл.6.
5.7. При контроле сварных стыковых соединений со стержнями разных диаметров оценка качества соединений производится по стержню меньшего диаметра.
Таблица 6
Диаметр стержня, мм | Оцен- | Значение разности амплитуд | |||
Тип сварного соединения | |||||
Стыковое в инвентарной форме | Стыковое на стальной скобе-накладке (подкладке) | ||||
Положение системы искателей (черт.6, 7) | |||||
1-1; 3-3 | 2-2 | 1-1; 3-3 | 2-2 | ||
20-25 | 1 |
|
|
|
|
2 | 14 | 16 | 16 | 13 | |
3 |
|
|
|
| |
28-32 | 1 |
|
|
|
|
2 | 15 | 18 | 16 | 15 | |
3 |
|
|
|
| |
36-40 | 1 |
|
|
|
|
2 | 16 | 20 | 20 | 17 | |
3 |
|
|
|
| |
а) Если в выборке все сварные соединения оценены баллом 3 или не более двух соединений, расположенных в разных узлах сопряжений, оценены баллом 2, то партия сварных соединений подлежит приемке, при этом некачественные соединения подлежат исправлению (см. приложение 4).
б) Если в выборке одно соединение оценено баллом 1, два соединения в одном узле сопряжения оценены баллом 2 или от трех до пяти соединений, расположенных в разных узлах сопряжений, также оценены баллом 2, то следует назначать повторную выборку в объеме, регламентированном табл.5.
Если в повторной выборке качество соединений отвечает требованиям подпункта а, то партия должна быть принята после исправления дефектных соединений.
Если в выборке число соединений, оцененных баллом 1 или 2, превышает значения, указанные в подпункте б, то партия сварных соединений подлежит 100% контролю.
5.8. Оценку качества тавровых соединений стержней с пластинами закладных деталей следует производить по двухбалльной системе, при этом устанавливаются следующие градации качества контролируемых соединений:
- балл 1 - негодные (допускается исправление в соответствии с рекомендациями приложения 4);
- балл 2 - годные.
5.9. Критерием оценки качества тавровых соединений стержней с пластинами закладных деталей служит значение разности амплитуд опорного сигнала и максимального сигнала, отраженного от дефекта в контролируемом сварном соединении
![]() согласно табл.7.
согласно табл.7.
Таблица 7
Оценка, балл | Значение разности амплитуд | ||||||||||||
8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | 36 | 40 | |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Баллом 2 оценивают тавровые сварные соединения, значения разности амплитуд в которых равны или более значений, указанных в табл.7.
Если в выборке все сварные соединения оценены баллом 2 или не более двух соединений в разных закладных деталях, имеющих более двух стержней, - баллом 1, то партия сварных соединений подлежит приемке, при этом некачественные соединения закладной детали подлежат исправлению (см. приложение 4).
Если в выборке два и более сварных соединений одной закладной детали или три соединения и более в разных закладных деталях оценены баллом 1, то партия сварных соединений подлежит 100%-ному контролю.
6. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
6.1. Результаты контроля должны быть занесены в журнал, форма которого приведена в приложении 2. В журнал заносят результаты контроля всех сварных соединений независимо от оценки их качества (годен, ограниченно годен или не годен).
6.2. По результатам контроля организация, производящая проверку качества сварных соединений, выдает заключение, которое должно быть подписано руководителем контрольного подразделения и оператором, проводившим контроль.
7. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
7.1. При проведении контроля на заводах железобетонных конструкций или строительно-монтажных участках оператор должен соблюдать действующие общие правила техники безопасности в строительстве в соответствии со строительными нормами и правилами по технике безопасности в строительстве.
7.2. При работе с ультразвуковым дефектоскопом оператор должен соблюдать действующие нормы и правила по технической эксплуатации электроустановок.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
МЕХАНИЧЕСКИЕ УСТРОЙСТВА И ПРИСПОСОБЛЕНИЕ-ШАБЛОН ДЛЯ КОНТРОЛЯ СТЫКОВЫХ СОЕДИНЕНИЙ СТЕРЖНЕЙ И ЗАКЛАДНЫХ ДЕТАЛЕЙ
Контроль теневым методом
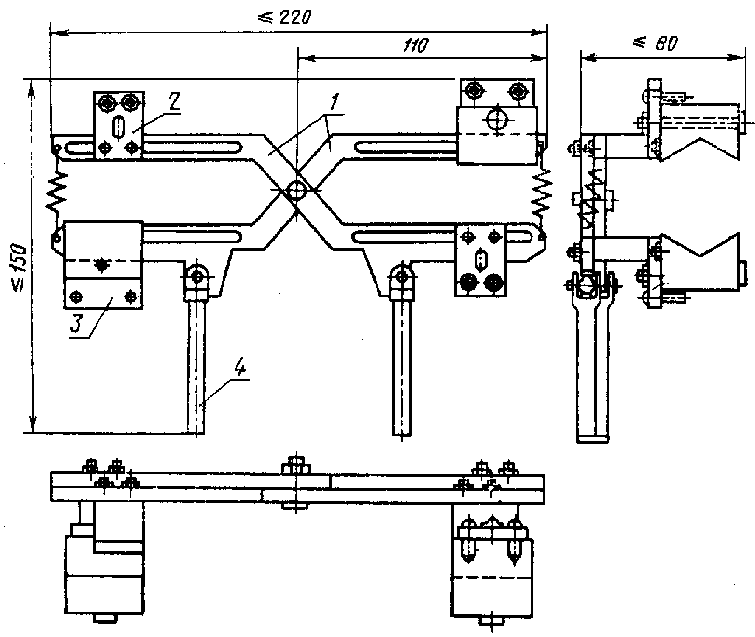
1 - рычаги; 2 - планка крепления искателя; 3 - фиксатор; 4 - рукоятка
Черт.1
Контроль зеркально-теневым методом
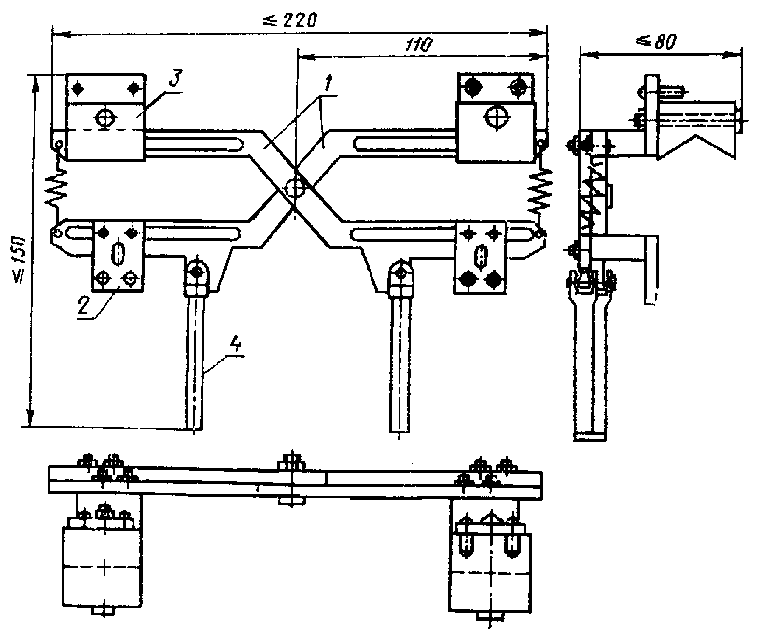
1 - рычаги; 2 - планка крепления искателя; 3 - фиксатор; 4 - рукоятка
Черт.2
Контроль эхо-импульсным методом
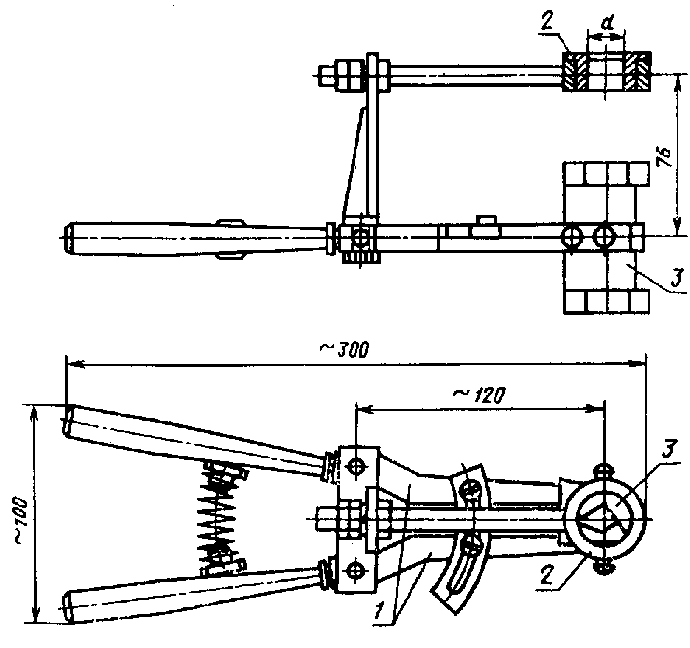
1 - рычаги; 2 - ограничительное кольцо; 3 - фиксатор
Черт.3
ПРИЛОЖЕНИЕ 2
Обязательное
1. Журнал (протокол) ультразвукового контроля сварных стыковых соединений стержней арматуры
Данные по контролируемому объекту
Адрес | ||||
Наименование объекта | ||||
Способ сварки | ||||
Ф.и.о. сварщика и личное клеймо | ||||
N п/п | Дата прове- | Коор- | Диа- |
| Оценка годно- | При- | ||||||
испыта- | сварных соединений | |||||||||||
| ||||||||||||
1 | 2 | 3 | ||||||||||
Заключение: принято, повторная выборка, поштучная приемка, | ||||
не принято | ||||
ненужное зачеркнуть | ||||
Руководитель контрольного подразделения | ||||
подпись | ||||
Оператор | ||||
подпись | ||||
2. Журнал (протокол) ультразвукового контроля качества сварных тавровых соединений закладных деталей
Данные по контролируемой продукции
Номер партии закладных деталей | ||||
Марка детали | ||||
Дата изготовления | ||||
Ф.и.о. сварщика | ||||
Дата прове- | Характеристика детали | Амплитуда сигналов, дБ | Оценка годности | Приме- | |||||
Номер детали | Номер стержня | Диаметр стержня, мм | Толщина пластины, мм | Опор- | сварных соединений | ||||
| |||||||||
Заключение: принято, не принято | ||||
ненужное зачеркнуть | ||||
Руководитель контрольного подразделения | ||||
подпись | ||||
Оператор | ||||
подпись | ||||
ПРИЛОЖЕНИЕ 3
Рекомендуемое
СОСТАВ И СПОСОБ ПРИГОТОВЛЕНИЯ ЛЕГКОСМЫВАЮЩЕЙСЯ ИНГИБИТОРНОЙ КОНТАКТНОЙ СМАЗКИ
Состав
1. Вода | 8 л | |||||
2. Нитрит натрия (технический) | 1, 6 кг | |||||
3. Крахмал (картофельный) | 0, 24 кг | |||||
4. Глицерин (технический) | 0, 45 кг | |||||
5. Сода кальцинированная | 0, 048 кг |
Способ приготовления
Сода и нитрит натрия растворяют в 5 л холодной воды с последующим кипячением в чистой посуде.
Крахмал растворяют в 3 л холодной воды и вливают в кипящий раствор нитрита натрия и воды. Раствор кипятят 3-4 мин, после чего в него вливают глицерин и раствор охлаждают.
Смазку применяют в интервале температур изделия и окружающей среды от 3 до 35 °С.
ПРИЛОЖЕНИЕ 4
Справочное
ИСПРАВЛЕНИЕ НЕКАЧЕСТВЕННЫХ СВАРОЧНЫХ СОЕДИНЕНИЙ
1. Стыковые соединения стержней, забракованные по результатам ультразвукового контроля, могут быть вырезаны или усилены. Вырезанное соединение следует заменить вставкой и заварить вновь.
Допускается усиление некачественных сварных соединений согласно схеме, приведенной на черт.1 и черт.2.
Схемы исправления дефектных соединений
1 - сварной шов; 2 - накладка; 3 - дефект; 4 - протяженные сварные швы
Черт.1
2. Для усиления дефектных соединений следует использовать арматуру из стали той же марки, что и стыкуемые стержни. Площадь круглой накладки (накладок) назначают из условий статической прочности соединений, удобства сварки, и она должна составлять:
- в вертикальных соединениях, выполняемых в инвентарных формах ![]() (черт.1);
(черт.1);
- в горизонтальных соединениях, выполняемых на стальных скобах-накладках (подкладках) соответственно ![]() (черт.2а), при этом в накладках предварительно следует вырезать газовой резкой или прострогать паз. При установке одной накладки
(черт.2а), при этом в накладках предварительно следует вырезать газовой резкой или прострогать паз. При установке одной накладки ![]() (черт.2б),
(черт.2б),
где - площадь стержня накладки;
- площадь стыкуемого стержня.
3. Усиление горизонтальных соединений стержней, выполненных в инвентарных формах, следует осуществлять аналогично приведенному на черт.2а или 2б, а соединений вертикальных стержней на стальных скобах аналогично приведенному на черт.1, обеспечив плотное прилегание накладок.
Схемы усиления дефектных соединений
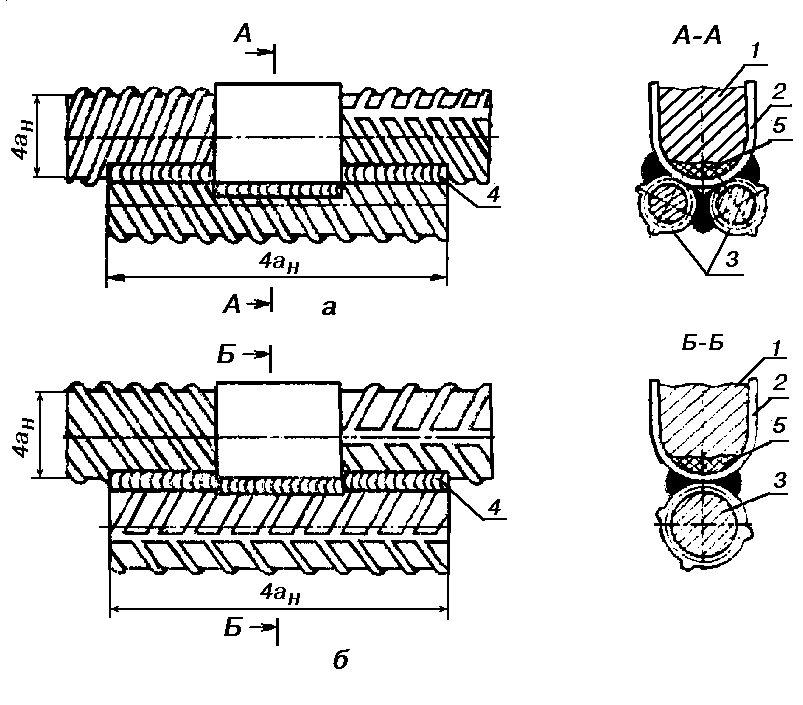
1 - сварное соединение; 2 - стальная скоба; 3 - накладка; 4 - протяженные сварные швы; 5 - дефект.
Черт.2
4. Если предельные значения разности амплитуд превышают значения, указанные в табл.7 настоящего стандарта, сварное соединение усилению не подлежит. Такое соединение следует вырезать, поставить вставку и вновь заварить в двух местах.
Исправленные таким образом соединения вновь подлежат ультразвуковому контролю.
5. Забракованные закладные детали могут быть исправлены путем ручной дуговой наплавки валиковыми швами в местах сопряжения наплавленного под флюсом металла со стержнем и пластиной.
Исправленные таким образом закладные детали формируют в партию объемом более 100 шт. и принимают в соответствии с ГОСТ 10922-90.
ПРИЛОЖЕНИЕ 5
Справочное
ПОЯСНЕНИЕ ТЕРМИНОВ, ВСТРЕЧАЮЩИХСЯ В СТАНДАРТЕ
Опорный сигнал - сигнал (в децибелах), полученный при прохождении ультразвуковой волны от излучающего к приемному пьезопреобразователю при отсутствии дефектов на этом пути в испытательном образце или пластине. Максимальная амплитуда сигнала - наибольший сигнал (в децибелах), полученный при прохождении ультразвуковой волны от излучающего к приемному пьезопреобразователю (при установке искателей на изделии в заданном положении) и фиксируемый на экране дефектоскопа при установленном уровне чувствительности.
Несоосность искателя и стержня - расстояние между продольной осью симметрии торцевой поверхности искателя и центром поперечного сечения стержня.
ПРИЛОЖЕНИЕ 6
Справочное
ПЕРЕЧЕНЬ ГОСУДАРСТВЕННЫХ СТАНДАРТОВ, НА КОТОРЫЕ ИМЕЮТСЯ ССЫЛКИ В ТЕКСТЕ
1. ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики.
2. ГОСТ 5781-82. Сталь горячекатаная для армирования железобетонных конструкций. Технические условия.
3. ГОСТ 10922-90. Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия.
4. ГОСТ 14782-86. Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1995
{kind=link}