ГОСТ Р 57265-2016/EN 845-3:2013
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СЕТКА АРМАТУРНАЯ ДЛЯ КАМЕННОЙ КЛАДКИ
Технические условия
Reinforcement mesh for masonry. Specifications
ОКС 91.080.30*
________________
* В ИУС 3-2017 ГОСТ Р 57265-2016 приводится с ОКС 91.080, здесь и далее по тексту. - .
Дата введения 2017-05-01
Предисловие
1 ПОДГОТОВЛЕН структурным подразделением Акционерного общества "Научно-исследовательский центр" (АО НИЦ "Строительство") Центральным научно-исследовательским институтом строительных конструкций им.В.А.Кучеренко (ЦНИИСК им.В.А.Кучеренко), Объединением юридических лиц "Союз производителей композитов" (Союзкомпозит) и Национальным исследовательским Московским государственным строительным университетом (НИУ МГСУ) на основе официального перевода на русский язык немецкоязычной версии указанного в пункте 4 стандарта, который выполнен Федеральным государственным унитарным предприятием "Российский научно-технический центр информации по стандартизации, метрологии и оценке соответствия" (ФГУП "")
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 16 ноября 2016 г. N 1695-ст
4 Настоящий стандарт идентичен стандарту EN 845-3:2013* "Вспомогательные компоненты каменной кладки. Технические условия. Часть 3. Стальная арматурная сетка для упрочнения горизонтальных швов кладки" (EN 845-3:2013 "Festlegungen
![]()
Mauerwerk - Teil 3: Lagerfugenbewehrung aus Stahl", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного европейского стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международного и европейских стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном официальном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомления и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт устанавливает требования к арматурной сетке, используемой при армировании горизонтальных швов и штукатурного слоя каменной кладки несущих и ненесущих стеновых конструкций зданий и сооружений различного назначения, а также в качестве связевого элемента в многослойных каменных стенах. Настоящий стандарт распространяется на арматурные сетки, выполненные из стальной (металлической) проволоки или композитного волокна, и устанавливает технические требования, показатели и характеристики арматурных сеток и требования к методам их контроля.
Настоящий стандарт распространяется на арматурные сетки, используемые:
- для армирования горизонтальных швов кладки несущих стен, возводимых в несейсмичных и сейсмоопасных регионах Российской Федерации;
- в качестве связей в многослойной кладке для соединения слоев;
- для армирования штукатурного слоя стен из различных кладочных материалов.
Стандарт распространяется на арматурные сетки, предназначенные для использования в конструкциях, эксплуатируемых в средах с различной степенью агрессивного воздействия, отвечающих требованиям по огнестойкости и пожарной безопасности.
2 Нормативные ссылки
Для применения данного стандарта требуется использование перечисленных ниже документов*. В случае датированных ссылок действителен только тот выпуск, на который сделана ссылка. В случае недатированных ссылок применяется последний выпуск документа, на который сделана ссылка (включая все изменения):
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
EN 846-2, ![]()
![]()
Mauerwerk - Teil 2: Bestimmung der Verbundfestigkeit der vorgefertigten Lagerfugenbewehrung (Вспомогательные компоненты каменной кладки. Часть 2. Определение прочности сцепления готовой арматуры для горизонтальных швов кладки)
Methods of test for ancillary components for masonry - Part 2: Determination of bond strength of prefabricated bed joint reinforcement in mortar joints
EN 846-3, ![]()
![]()
Mauerwerk - Teil 3: Bestimmung der
![]() von
von ![]() in vorgefertigter Lagerfugenbewehrung (Методы испытаний вспомогательных компонентов каменной кладки. Часть 3. Определение допускаемой нагрузки на срез сварных швов в готовой арматуре для горизонтальных швов кладки)
in vorgefertigter Lagerfugenbewehrung (Методы испытаний вспомогательных компонентов каменной кладки. Часть 3. Определение допускаемой нагрузки на срез сварных швов в готовой арматуре для горизонтальных швов кладки)
Methods of tests for ancillary components for masonry - Part 3: Determination of shear load capacity of welds in prefabricated bed joint reinforcement
EN 10002-1, Metallische Werkstoffe - Zugversuch - Teil 1: ![]() bei Raumtemperatur (Материалы металлические. Испытание на растяжение. Часть 1. Метод испытания при температуре окружающей среды)
bei Raumtemperatur (Материалы металлические. Испытание на растяжение. Часть 1. Метод испытания при температуре окружающей среды)
Metallic materials - Tensile testing - Part 1: Method of testing at ambient temperature
EN 10020, Begriffsbestimmung fuer die Enteilung der Staehle (Определение и классификация сталей)
Definition and classification of grades of steel
EN 10088-1, Nichtrostende - Teile 1: Verzeichnis der nichtrostenden
(Стали нержавеющие. Часть 1. Перечень нержавеющих сталей)
Stainless steels - Part 1: List of stainless steels
EN 10088-2, Nichtrostende - Teil 2: Technische Lieferbedingungen
Blech und Band aus
![]() Stalen
Stalen allgemeine Verwendung (Стали нержавеющие. Часть 2. Технические условия поставки листовой и полосовой стали, стойкой к коррозии общего назначения)
Stainless steels - Part 2: Technical delivery conditions for sheet/plate and strip of corrosion resisting steels for general purposes
EN 10088-3, Nichtrostende - Teil 3: Technische Lieferbedingungen
Halbzeug,
, Walzdraht gezogenen Draht, Profile und Blankstahlerzeugnisse aus
![]()
![]()
allgemeine Verwendung (Стали нержавеющие. Часть 3. Технические условия на поставку полуфабрикатов, стержней, прутков, катанки и профилей и продукции со специальной отделкой из коррозионно-стойких сталей общего назначения)
Stainless steels - Part 3: Technical delivery conditions for semi-finished products, bars, rods, wire, sections and bright products of corrosion resisting steels for general purposes
EN 10244-1, Stahldraht und Drahterzeugnisse - ![]() aus Nichteisenmetall auf Stahldraht - Teil 1: Allgemeine Regeln (Проволока стальная и изделия из проволоки. Покрытия из цветных металлов на стальной проволоке. Часть 1. Общие правила)
aus Nichteisenmetall auf Stahldraht - Teil 1: Allgemeine Regeln (Проволока стальная и изделия из проволоки. Покрытия из цветных металлов на стальной проволоке. Часть 1. Общие правила)
Steel wire and wire products - Non-ferrous metallic coatings on steel wire - Part 1: General principles
EN 10244-2, Stahldraht und Drahterzeugnisse - ![]() aus Nichteisenmetall auf Stahldraht - Teil 2:
aus Nichteisenmetall auf Stahldraht - Teil 2: ![]() aus Zink oder Zinklegierungen (Проволока стальная и изделия из проволоки. Покрытия из цветных металлов на стальной проволоке. Часть 2. Покрытия из цинка или цинковых сплавов)
aus Zink oder Zinklegierungen (Проволока стальная и изделия из проволоки. Покрытия из цветных металлов на стальной проволоке. Часть 2. Покрытия из цинка или цинковых сплавов)
Steel wire and wire products - Non-ferrous metallic coatings on steel wire - Part 2: Zinc or zinc alloy coatings
EN 10245-1, Stahldraht und Drahterzeugnisse - Organische Beschichtungen auf Stahldraht - Teil 1: Allgemeine Regeln (Проволока стальная и изделия из проволоки. Органические покрытия на стальной проволоке. Часть 1. Общие правила)
Steel wire and wire products - Organic coatings on steel wire - Part 1: General rules
EN 10245-2, Stahldraht und Drahterzeugnisse - Organische Beschichtungen auf Stahldraht - Teil 2: PVC-beschichteter Draht (Проволока стальная и изделия из проволоки. Органические покрытия на стальной проволоке. Часть 2. Проволока с покрытием из ПВХ)
Steel wire and wire products - Organic coatings on wire - Part 2: PVC coated wire
EN 10245-3, Stahldraht und Drahterzeugnisse - Organische Beschichtungen auf Stahldraht - Teil 3: PE-beschichteter Draht (Проволока стальная и изделия из проволоки. Органические покрытия на стальной проволоке. Часть 3. Проволока с покрытием из полиэтилена (РЕ)
Steel wire and wire products - Organic coatings on wire - Part 3: PE coated wire
EN 10326, Kontinuierlich schmelztauchveredeltes Band und Blech aus ![]() - Technische Lieferbedingungen (Полосы и листы из конструкционной стали с покрытием, полученным непрерывным горячим погружением. Технические условия поставки)
- Technische Lieferbedingungen (Полосы и листы из конструкционной стали с покрытием, полученным непрерывным горячим погружением. Технические условия поставки)
Continuously hot-dip coated strip and sheet of low carbon steels for cold forming - Technical delivery conditions
EN 10327, Kontinuierlich schmelztauchveredeltes Band und Blech aus weichen ![]() zum Kaltumformen - Technische Lieferbedingungen (Полосы и листы из малоуглеродистой стали для холодной штамповки с покрытием, полученным непрерывным горячим погружением. Технические условия поставки)
zum Kaltumformen - Technische Lieferbedingungen (Полосы и листы из малоуглеродистой стали для холодной штамповки с покрытием, полученным непрерывным горячим погружением. Технические условия поставки)
Continuously hot-dip coated strip and sheet of low carbon steels for cold forming - Technical delivery conditions
EN ISO 7500-1, Metallische Werkstoffe - ![]() von statischen einachsigen
von statischen einachsigen ![]() - Teil 1: Zug- und
- Teil 1: Zug- und ![]() -
- ![]() und Kalibrierung der Kraftmesseinrichtung (ISO 7500-1) (Материалы металлические. Проверка машин для статических одноосных испытаний. Машины для испытания на растяжение/сжатие. Проверка и калибрование системы измерения усилия)
und Kalibrierung der Kraftmesseinrichtung (ISO 7500-1) (Материалы металлические. Проверка машин для статических одноосных испытаний. Машины для испытания на растяжение/сжатие. Проверка и калибрование системы измерения усилия)
Metallic materials - Verification of static uniaxial testing machines - Part 1: Tension/compression testing machines; verification and calibration of the force-measuring system
EN ISO 9513, Metallische Werkstoffe - Kalibrierung von ![]() -Messeinrichtungen
-Messeinrichtungen die
![]() mit einachsiger Beanspruchung (ISO 9513) (Материалы металлические. Калибровка экстензометров при проведении контроля соосности)
mit einachsiger Beanspruchung (ISO 9513) (Материалы металлические. Калибровка экстензометров при проведении контроля соосности)
Metallic materials - Calibration of extensometer systems used in uniaxial testing (ISO 9513)
ISO 10606, Steel for the reinforcement of concrete - Determination of percentage total elongation at maximum force (Сталь арматурная для бетона. Определение полного относительного удлинения при максимальном усилии)
3 Термины, определения и обозначения
3.1 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1 горизонтальный шов кладки (horizontal joint of masonry*, Lagerfuge**): Слой раствора между опорными поверхностями строительных блоков.
_______________
* en.
** de.
3.1.2 apмaтypa гopизoнтaльныx швoв клaдки (Lagerfugen bewehrung*, reinforcement of horizontal joint of masonry**): Стальная арматура заводского изготовления для укладки в горизонтальный шов кладки.
_______________
* en.
** de.
Текст документа соответствует оригиналу. Вероятно должно быть " * de. ** en.". Здесь и далее. - .
3.1.3 прочность сцепления (Verbundfestigkeit*, adhesion strength**): Растягивающее усилие, которое может выдержать определенный продольный участок арматуры в горизонтальном шве каменной кладки.
_______________
* en.
** de.
3.1.4 характеристический предел текучести (charakteristische Streckgrenze*, characteristic yield strength**): Значение предела текучести, которое превышают 95% всех единичных значений испытания.
_______________
* en.
** de.
3.1.5 поперечная проволока (Querdrahte*, cross wire**): Проволока, соединяющая продольные проволоки.
_______________
* en.
** de.
3.1.6 декларируемое значение (deklarierter Wert*, the declared value**): Значение, о надежном соблюдении которого с учетом точности испытаний и отклонений в процессе производства заявляет производитель.
_______________
* en.
** de.
3.1.7 строительный элемент (Bauteil*, construction element**): Арматура горизонтальных швов кладки во всю длину либо в виде плоского длинного листа, либо в виде рулона.
_______________
* en.
** de.
3.1.8 длина нахлеста (die der
![]() *, the length of the overlap**): Минимальная длина участка арматуры горизонтального шва, расположенного параллельно следующему участку в целях сохранения всей эффективности армирования в горизонтальном шве каменной кладки.
*, the length of the overlap**): Минимальная длина участка арматуры горизонтального шва, расположенного параллельно следующему участку в целях сохранения всей эффективности армирования в горизонтальном шве каменной кладки.
_______________
* en.
** de.
3.1.9 продольная проволока (![]() *, longitudinal wire**): Проволока, расположенная параллельно продольной стороне кладки.
*, longitudinal wire**): Проволока, расположенная параллельно продольной стороне кладки.
_______________
* en.
** de.
3.1.10 сетка (masche*, mesh**): Сетка, образуемая путем сваривания или переплетения проволок или изготовляемая путем просечки и вытяжки полосы с образованием ряда параллельных прорезей.
_______________
* en.
** de.
3.1.11 высота профиля (![]() *, profile height**): Наибольшая общая высота (расстояние между верхней и нижней лицевой поверхностью перпендикулярно длине и ширине шва) уложенной в раствор части арматуры горизонтального шва.
*, profile height**): Наибольшая общая высота (расстояние между верхней и нижней лицевой поверхностью перпендикулярно длине и ширине шва) уложенной в раствор части арматуры горизонтального шва.
_______________
* en.
** de.
3.1.12 прочность при сдвиге (festigkeit bei scher*, shear strength**): Среднее усилие сдвига, которое при испытании сборной пробы из испытуемых образцов приводит к разрушению места соединения двух прутьев или проволок, на которые действует нагрузка по продольной оси в плоскости арматуры горизонтального шва кладки.
_______________
* en.
** de.
3.1.13 ширина (Breite*, width**): Общий размер в плоскости арматуры горизонтального шва кладки, измеренный перпендикулярно продольной оси.
_______________
* en.
** de.
3.1.14 проволока (Draht*, wire**): Изделие из металла с любой формой поперечного сечения, вытянутое в холодном состоянии в продольном направлении.
_______________
* en.
** de.
3.1.15 номинальный диаметр проволоки (Drahtnenndurchmesser*, nominal diameter of wire**): Диаметр круга с площадью, равной площади поперечного сечения проволоки, выраженный в миллиметрах.
_______________
* en.
** de.
3.2 Обозначения
В настоящем стандарте применены следующие обозначения:
- площадь поперечного сечения гладкой фасонной проволоки, мм
;
- площадь поперечного сечения арматуры горизонтального шва кладки, мм
;
- общее удлинение при наибольшем усилии, %;
- ширина арматуры горизонтального шва кладки, мм;
- расстояние между поперечными прутьями, мм;
- диаметр продольной проволоки, мм;
- расстояние между поперечными проволоками, мм;
- расстояние между продольными проволоками в плетеной сетке, мм;
- шаг ячейки просечно-вытяжной арматурной сетки (межосевое расстояние), мм;
- ширина ячейки просечно-вытяжной арматурной сетки (межосевое расстояние), мм;
- длина испытуемого образца гладкой проволоки или просечно-вытяжной сетки, мм;
- длина одного элемента арматуры для горизонтального шва кладки в состоянии поставки от производителя;
- масса испытуемого образца гладкой проволоки или просечно-вытяжной сетки, г;
- номинальная плотность материала, кг/м
;
- предел прочности при растяжении, Н/мм
;
- предел текучести, Н/мм
;
- условный предел текучести при относительном удлинении 0,2%, Н/мм
;
- предел прочности при общем удлинении 0,5%, Н/мм
;
- высота профиля, мм.
4 Классификация, обозначения, основные параметры и размеры
4.1 Классификация стальной (металлической) арматурной сетки осуществляется по диаметру стержней, расположению рабочей арматуры и форме изделия.
В приложении А приведены данные по типам сеток, рекомендуемых для использования при проектировании каменных конструкций.
4.2 Классификация арматурной сетки из композитных стержней осуществляется по типу непрерывного армирующего наполнителя. Выделяют следующие виды:
АСК - стеклокомпозитные;
АБК - базальтокомпозитные;
АУК - углекомпозитные;
ААК - арамидокомпозитные;
АКК - комбинированно-композитные.
4.3 Форма и размеры арматурных сеток должны соответствовать действующим стандартам, техническим условиям производителя сеток или проектной документации на арматурные изделия.
4.4 Структура условного обозначения сеток в проектах, при заказе или в других документах включает в себя следующие параметры:
4.4.1 Для стальных (металлических) арматурных сеток условное обозначение имеет следующий вид:
![]() ,
,
где - обозначение наименования сварной сетки (с добавлением для рулонных сеток индекса р-С-р);
,
- диаметры продольных и поперечных стержней сетки;
,
- ширина и длина сетки соответственно, см.
Примеры условного обозначения:
- сетка с продольными стержнями из арматурной стали класса А500С диаметром 8 мм, с шагом 200 мм и поперечными стержнями из арматурной стали класса А500С диаметром 6 мм, с шагом 600 мм, шириной 2050 мм и длиной 6650 мм:
![]()
- сетка с продольными стержнями из арматурной стали класса А500С диаметром 6 мм и поперечными стержнями из арматурной стали В500С диаметром 3 мм, с шагом продольных и поперечных стержней 100 мм, шириной 2550 мм и длиной 6050 мм:
![]()
4.4.2 Для композитных арматурных сеток условное обозначение имеет следующий вид:
Ф/М - a/b-c-d;
где Ф - обозначение марки сетки (по названию фирмы, изготовляющей сетку);
М - тип армирующего наполнителя композита стержня сетки (см. 4.2);
,
- прочность сетки в продольном и поперечном направлениях соответственно, кН/м;
- размеры ячеек сетки в продольном и поперечном направлениях, мм;
- ширина рулона, см.
Пример условного обозначения:
Сетка марки "XX" фирмы "YY", прочностью на растяжение по основе (продольные нити) 100 кН/пог.м, прочностью на растяжение по утку (поперечные нити) 50 кН/пог.м, размерами ячейки в продольном и поперечном направлениях 40 мм и шириной рулона сетки 200 см:
Сетка марки "XX" фирмы "YY"-100/50-40-200.
4.5 Параметры арматурных стальных (металлических) сеток, используемых в строительстве, приведены в таблице 4.1.
Таблица 4.1 - Параметры сеток
В миллиметрах
Вид сетки | Тип сетки | Ширина сетки | Длина сетки | Диаметры стержней | Расстояние между стержнями (в осях) - шаг стержней | Размеры выпусков стержней | ||
продо- | попере- | попере- | продо- | |||||
Арматурные стальные сетки | Рисунки 5.1-5.6 | От 650 до 3800 | От 850 до 9000 или до длины рулона | 3-5 | 100 | 100 (75) | 25 | |
(150) | 150 (125) | |||||||
200 | 200 (175) | |||||||
300 | 250 | |||||||
400 | 300 | |||||||
500 | 400 | |||||||
4.6 Механические и геометрические показатели композитных сеток на основе базальтового волокна, рекомендуемых для использования при ведении каменной кладки, армировании штукатурных слоев при отделочных или реставрационных работах, приведены в таблице 4.2.
Таблица 4.2 - Физико-механические показатели для композитных сеток на основе базальтового волокна
Материал сетки | Наименование показателей | ||||||
Поверхно- | Разрывная нагрузка, кН/м, не менее | Удлинение при разрыве, %, не более | Потеря прочности при проверке морозостойкости (50 циклов замораживания и оттаивания), %, не более | Размеры ячеек, мм | |||
Продо- | Попере- | по продо- | по попереч- | ||||
АБК | 100-2500 | 20-500 | 20-500 | 4 | 4 | 10 | 4-200 |
5 Технические требования к материалу сетки
5.1 Материалы, применяемые для производства арматурных сеток, используемых для армирования горизонтальных швов кладки и штукатурных слоев каменных стен, должны иметь покрытия в соответствии с данными, приведенными в таблице 5.1.
5.1.1 Арматурные сетки для каменной кладки следует изготовлять по технологической документации, утвержденной в установленном порядке, и соответствовать требованиям настоящего стандарта.
5.1.2 Испытания арматурных сеток, уложенных в горизонтальные швы кладки, следует проводить в соответствии с указаниями ЕН 771 и ЕН 998-2.
5.1.3 При испытаниях сеток нагрузка при их разрыве после воздействия химических сред должна быть не ниже 90% первоначальной.
Таблица 5.1 - Материалы и системы защиты от коррозии арматуры для горизонтальных швов кладки и штукатурного слоя
Материал | Требования к материалу | Наименьшее значение для покрытия | Органическое покрытие, мкм | Условное обозначение материала/ покрытия | ||
Масса одной стороны | Масса для двух сторон | Толщина | ||||
Аустенитная нержавеющая сталь (молибдено- | ЕН 10088 | - | - | - | - | R1 |
Аустенитная нержавеющая сталь (хромоникелевые сплавы) | ЕН 10088 | - | - | - | - | R3 |
Оцинкованная стальная проволока | ЕН 10020, с цинковым покрытием по ЕН 10244 | 265 | - | - | - | R13 |
Оцинкованная стальная проволока с органическим покрытием всех поверхностей готового элемента | ЕН 10020, с цинковым покрытием по ЕН 10244 и органическим покрытием по ЕН 10245-1, ЕН 10245-2, класс 2а или 2b, ЕН 10245-3 | 60 | - | - | Минимальное значение: 80. Среднее значение: 100 | R18 |
Оцинкованная стальная проволока | ЕН 10020, с цинковым покрытием по ЕН 10244 | 105 | - | - | - | R19 |
Оцинкованная стальная проволока | ЕН 10020, с цинковым покрытием по ЕН 10244 | 60 | - | - | - | R20 |
Предварительно оцинкованная стальная полоса или стальной лист | ЕН 10327/ЕН 10326; оцинкованная сталь | - | 275 | 19 | - | R21 |
| ||||||
5.1.4 Допускается применение арматурных сеток для армирования горизонтальных швов кладки, для штукатурного слоя и в качестве связевых элементов.
5.1.5 Изготовляют стальные сетки следующих типов:
- прямоугольной конфигурации (рисунок 5.1);
- фахверковой конфигурации (рисунок 5.2);
- плетеной конфигурации (рисунок 5.3);
- просечно-вытяжная форма сетки (рисунок 5.4).
5.1.6 Сварные арматурные стальные сетки следует изготовлять с помощью контактно-точечной сварки или иными способами, обеспечивающими требуемую прочность соединения и не допускающими снижения прочности соединяемых арматурных элементов. Режимы сварки должны соответствовать требованиям действующих нормативных документов
5.1.7 Сварные сетки следует изготовлять из арматурной стали класса В500С диаметром 4-5 мм, арматурной проволоки класса Bp-I диаметром 3-5 мм и стержневой арматурной стали классов А400 (A-III), А500С, В500С и А240 (А-l) диаметром 6-10 мм. (Вышеперечисленные стали являются коррозионно-стойкими согласно таблице 5.1.)
5.1.8 Композитные сетки изготовляют следующих типов:
- с квадратными ячейками (рисунок 5.5);
- с прямоугольными ячейками (рисунок 5.6).
5.1.9 Диаметры арматуры композитных сеток назначают из условия необходимой по расчету площади поперечного сечения арматуры. При этом значение наружного диаметра должно быть не менее значения, указанного в паспорте на продукцию.
5.1.10 Геометрические размеры арматурных стержней стальных и композитных сеток следует устанавливать в соответствии с требованиями нормативных документов.
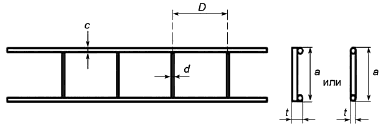
Рисунок 5.1 - Сетка с решетчатой конфигурацией
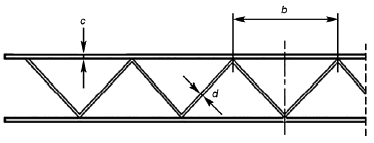
Рисунок 5.2 - Сетка с фахверковой конфигурацией
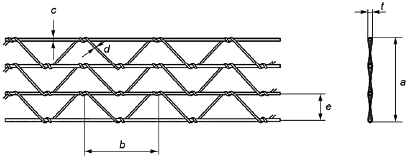
Рисунок 5.3 - Сетка с плетеной конфигурацией
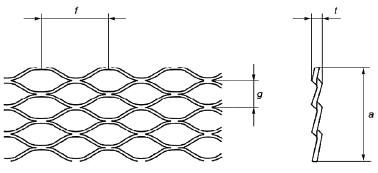
Рисунок 5.4 - Просечно-вытяжная сетка
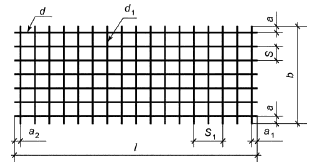
Рисунок 5.5 - Сетка с квадратной ячейкой
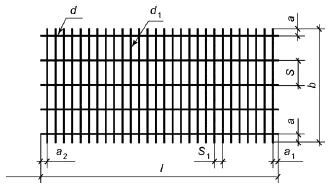
Рисунок 5.6 - Сетка с прямоугольной ячейкой
5.1.11 Стальные сетки изготовляют плоскими или рулонными. Рулонными изготовляют стальные сетки с продольными стержнями из арматурной стали диаметром от 3 до 5 мм включительно.
5.1.12 Композитные сетки с номинальным диаметром от 1,5 до 8 мм допускается поставлять в мотках или в барабанах. Композитные вязаные (прошивные) сетки допускается поставлять в рулонах.
5.1.13 По физико-механическим показателям арматурные сетки из композитных материалов должны удовлетворять требованиям, приведенным в документах на изделие. При этом предел прочности при растяжении и модуль упругости при растяжении должны быть не менее значений, указанных производителем в паспорте на изделие.
6 Требования к арматурным сеткам
6.1 Общие положения
6.1.1 Производитель сеток должен определить соответствие сеток требованиям и свойствам, установленным в настоящем стандарте, с помощью методов испытаний и других методов, на которые сделаны ссылки в настоящем стандарте.
Примечание - Критерии соответствия требованиям, приведенным ниже, относятся к первичным испытаниям и, при необходимости, к проверке поставленных партий изделий.
6.1.2 Критерии для оценки соответствия требованиям производства, приведенным в настоящем стандарте, установлены в разделе по внутризаводскому контролю производства.
6.2 Области применения изделий и их типы
6.2.1 Арматура для горизонтальных швов кладки в несущих конструкциях представляет собой сварную сетку из стальной проволоки, описанную в 5.1.5. Производитель должен указывать в документах на изделие, что оно предназначено для несущих конструкций.
6.2.2 Наименьший диаметр продольных проволок должен быть 3,0 мм.
6.2.3 Арматурные сетки для горизонтальных швов кладки вне несущих конструкций должны соответствовать одному из типов, указанных в 6.2.
6.2.4 Наименьший диаметр продольных проволок сварных или плетеных сеток из стальной проволоки должен составлять 1,25 мм.
6.2.5 Число витков поперечной проволоки вокруг продольной проволоки в стальной плетеной сетке должно составлять не менее 1,5.
6.2.6 Просечно-вытяжные сетки следует изготовлять из одного из двух указанных в таблице 6.1 полосовых материалов.
Таблица 6.1 - Характеристики полосового материала для просечно-вытяжных сеток
Материал | Наименьшая толщина полосы, мм | Характеристический наименьший предел текучести полосы, Н/мм |
Оцинкованная сталь по ЕН 10327 | 0,4 | 140 |
Нержавеющая сталь по ЕН 10088 | 0,3 | 210 |
6.3 Размеры арматурных сеток и допускаемые предельные отклонения
6.3.1 Общие положения
6.3.1.1 В документе на изделие производитель должен указать геометрические размеры арматуры и арматурных сеток для горизонтальных швов кладки согласно данным, приведенным в таблице 6.2.
6.3.1.2 Предельные отклонения от проектных размеров изделия должны соответствовать таблице 6.2.
6.3.1.3 При отборе проб согласно разделу 9 и выполнении измерений согласно 6.3.2 или 6.3.3 значения, полученные в результате испытаний и измерений пробных образцов арматуры для горизонтальных швов кладки, могут отличаться от декларируемых значений не более чем значение, указанное в таблице 6.2.
Примечание - См. определение термина "декларируемое значение" в 3.1.6.
Таблица 6.2 - Допускаемые предельные отклонения размеров изделия
Размер | Предельные отклонения для сетки | |
из стальной проволоки | просечно-вытяжной | |
Длина | ±1,5% | ±5%* |
Ширина | ±5% | ±5% |
Высота профиля | ±0,2 мм, если | ±0,5 мм |
Диаметры проволоки | ±0,1 мм | - |
Площадь поперечного сечения | Неприменимо | ±7% |
Расстояния между проволоками | ±3% | - |
Шаг и ширина ячейки | Неприменимо | ±2 мм |
________________
* Текст документа соответствует оригиналу. - .
6.3.2 Определение диаметра проволоки
6.3.2.1 Диаметр проволоки определяют следующим образом:
- диаметр каждой гладкой круглой проволоки в пробном образце определяют с помощью микрометра в двух перпендикулярных друг другу направлениях с точностью до 0,01 мм. Диаметром проволоки считают среднее значение двух измерений;
- для определения диаметра гладкой фасонной проволоки от каждой проволоки строительного элемента вырезают испытуемые образцы длиной не менее 200 мм, состоящие из одного или нескольких отрезков. Поверхности разрезов должны быть чистыми и проходить поперек проволоки параллельно друг другу. С точностью до 1 мм определяют длину испытательного образца. С точностью до 0,01 г определяют массу
испытательного образца и с точностью до двух знаков после запятой определяют площадь поперечного сечения
, мм
, по следующей формуле:
![]() ,
,
где - номинальная плотность мягкой стали, равная 7850 кг/м
. Для нержавеющей стали
7950 кг/м
.
Диаметр проволоки рассчитывают с точностью до двух знаков после запятой по формуле
![]() ;
;
- диаметр проволоки с органическим покрытием определяют после удаления органического покрытия.
6.3.3 Определение площади поперечного сечения изделия
Из сетки из стальной проволоки фахверковой конфигурации или из просечно-вытяжной сетки вырезают испытательный образец таким образом, чтобы его длина составляла число, кратное значению (или
соответственно), но не менее 200 мм. Поверхности разрезов должны быть чистыми и проходить поперек проволоки параллельно друг другу. С точностью до 1 мм определяют длину
испытательного образца. С точностью до 0,01 г определяют массу
испытательного образца и с точностью до двух знаков после запятой определяют площадь поперечного сечения
, мм
, по следующему выражению:
![]() .
.
Номинальная плотность мягкой стали равна 7850 кг/м
, нержавеющей стали - 7950 кг/м
.
6.3.4 Определение прочих размеров
Прочие размеры определяют с помощью калиброванного измерительного устройства с точностью до ±1%.
6.4 Механическая прочность изделий
6.4.1 Механическая прочность арматуры для горизонтальных швов кладки для несущих конструкций
6.4.1.1 Характеристический предел текучести продольной проволоки
В документе на изделие производитель должен указать характеристический предел текучести продольной проволоки. При выполнении отбора проб согласно разделу 9 и испытаний согласно ЕН 10002-1, ЕН ИСО 7500-1, ЕН ИСО 9513 и ИСО 10606 с применением испытательных образцов, имеющих по меньшей мере одно место сварки в пределах измеренной длины, верхний предел текучести продольных проволок должен быть не ниже декларируемого значения (см. таблицу 6.3).
6.4.1.2 Пластичность продольной проволоки
В документе на изделие производитель должен указать категорию пластичности продольной проволоки на основании таблицы 6.3 с применением данных, полученных в результате испытания на предел текучести согласно 6.4.1.1.
Таблица 6.3 - Категории пластичности изделий
Категория | Общее удлинение при наибольшем усилии | Соотношение прочности на растяжение и предела текучести |
Высокая пластичность | >5% | >1,08 |
Нормальная пластичность | >2,5% | >1,05 |
Низкая пластичность | Декларируемое значение (наименьшее значение) | Декларируемое значение (наименьшее значение) |
6.4.1.3 Характеристический предел текучести поперечной проволоки
В документе на изделие производитель должен указать характеристический предел текучести поперечной проволоки. Если несущая способность арматуры для горизонтальных швов кладки хотя бы частично зависит от поперечных проволок, то предел текучести поперечных проволок должен быть по меньшей мере равен пределу текучести продольных проволок. При выполнении отбора проб согласно разделу 9 и испытаний согласно ЕН 10002-1, ЕН ИСО 7500-1 и ЕН ИСО 9513 верхний предел текучести поперечных проволок должен быть не ниже декларируемого значения.
6.4.1.4 Прочность при сдвиге
Если несущая способность арматуры для горизонтальных швов кладки хотя бы частично зависит от прочности при сдвиге мест сварки, то производитель указывает прочность при сдвиге каждого участка сварки. При выполнении отбора проб согласно разделу 9 и испытаний согласно ЕН 846-3 прочность при сдвиге участков сварки должна быть не ниже декларируемого значения. Помимо этого прочность при сдвиге испытуемых образцов ни в коем случае не должна быть менее 70% декларируемого значения.
6.4.2 Механическая прочность арматуры для горизонтальных швов кладки для ненесущих конструкций
6.4.2.1 Сварная или плетеная сетка из стальной проволоки
В документе на изделие производитель должен указать характеристический предел текучести проволоки. При выполнении отбора проб согласно разделу 9 и испытаний согласно ЕН 10002-1, ЕН ИСО 7500-1 и ЕН ИСО 9513, а в случае сварной сетки из стальной проволоки с применением испытательных образцов, имеющих по меньшей мере одну зону сварки в пределах измеренной длины, верхний предел текучести проволок должен быть не ниже декларируемого значения. При отсутствии явлений текучести определяют условный предел текучести при 0,2-процентном относительном удлинении или предел прочности при растяжении для общего удлинения 0,5%
, причем определяющим является меньшее значение.
6.4.2.2 Сетка просечно-вытяжной формы
В документе на изделие производитель должен указать характеристический предел текучести полосы. Наименьшие значения должны соответствовать таблице 6.1.
6.5 Прочность сцепления и длина нахлеста
В документе на изделие производитель должен указать длину нахлеста, необходимую для обеспечения полной эффективности арматуры для указанной комбинации раствора и кладки, а также вид нахлеста. В пределах нахлеста должны быть предусмотрены соответствующие сварные поперечные соединения, если они увеличивают сцепление. Длина нахлеста в несущих конструкциях должна исходить из прочности сцепления анкерного крепления, которое также необходимо указывать. При выполнении отбора проб согласно разделу 9 и испытания с применением комбинаций раствора и кладки согласно ЕН 846-2 характеристическое значение прочности испытуемых образцов должно быть по меньшей мере равно декларируемому значению прочности сцепления.
6.6 Долговечность
6.6.1 Устойчивость к коррозии зависит как от вида нагрузки, воздействующей на каменную кладку, так и от установленного материала и покрытия.
6.6.2 Материалы для изготовления арматуры для горизонтальных швов кладки и соответствующих систем защиты от коррозии отбирают согласно требованиям раздела 4.
7 Описание и обозначение изделий
В описании и обозначении производитель подтверждает или устанавливает данные, указанные в таблице 7.1, для каждого поставляемого продукта.
Таблица 7.1 - Обозначения параметров арматуры для горизонтальных швов кладки в несущих конструкциях
Арматура для горизонтальных швов кладки в несущих конструкциях | Структурный элемент настоящего стандарта |
1 Условное обозначение материала/покрытие | Таблица 5.1 |
2 Класс пластичности | 6.4.1.2, таблица 6.3 |
3 Прочность на сдвиг мест сварки (если применимо) | 6.4.1.4 |
4 Форма, размеры и допустимые отклонения от размеров | 6.3, таблица 6.2 |
5 Декларируемое значение характеристического предела текучести продольной проволоки | 6.4.1.1 |
6 Декларируемое значение характеристического предела текучести поперечной проволоки | 6.4.1.3 |
7 Длина нахлеста и прочность сцепления для комбинации раствора и кладки (если применимо) | 6.5 |
Таблица 7.2 - Обозначение параметров арматуры для горизонтальных швов кладки в ненесущих конструкциях
Арматура для горизонтальных швов кладки в ненесущих конструкциях | Структурный элемент настоящего стандарта |
1 Условное обозначение материала/покрытия | Таблица 5.1 |
2 Форма, размеры и допустимые отклонения от размеров | 6.3, таблица 6.2 |
3 Декларируемое значение характеристического предела текучести проволоки или полосы | 6.4.2 |
4 Длина нахлеста и прочность сцепления для комбинации раствора и кладки (если применимо) | 6.5 |
8 Маркировка
На арматуре для горизонтальных швов кладки или на ее упаковке, в накладной, счете-фактуре или в сопроводительных документах наносят отчетливую и несмываемую маркировку, содержащую следующие данные:
a) обозначение настоящего стандарта;
b) наименование или идентификационный символ, а также официальный адрес производителя или его полномочного представителя;
c) однозначный идентификационный номер, однозначное обозначение или однозначный код, с помощью которого продукт может быть идентифицирован и который подразумевает его описание и обозначение.
9 Оценка соответствия требованиям настоящего стандарта
9.1 Общие положения
9.1.1 Производитель или его представитель подтверждает соответствие своего продукта требованиям настоящего стандарта и декларируемым значениям характеристик продукта с помощью:
- первичных испытаний продукта (см. 9.2);
- внутризаводского контроля производства (см. 9.3).
9.1.2 Вместо эталонных методов испытаний, установленных настоящим стандартом, допускается применять альтернативные методы, за исключением первичных испытаний и спорных случаев, при условии, что альтернативные методы испытаний будут отвечать следующим условиям:
a) между результатами эталонных методов испытаний, с одной стороны, и альтернативными методами испытаний, с другой стороны, должно существовать соответствие;
b) данное соответствие должно быть подробно обосновано.
9.2 Первичные испытания
9.2.1 После завершения разработки нового типа продукта и до начала его производства и реализации проводят соответствующие первичные испытания в целях подтверждения того, что запланированные в ходе разработки свойства продукта отвечают требованиям настоящего стандарта и декларируемым показателям. В случае изменения исходных материалов или технологии производства, в результате чего, по мнению производителя, может появиться новый тип продукта, соответствующие первичные испытания повторяют. Подлежащими выполнению испытаниями являются установленные настоящим стандартом испытания и/или расчеты для тех характеристик, которые выбирают с учетом предусмотренной области применения продукта из следующего перечня:
- размеры и предельные отклонения размеров (см. 6.3);
- характеристический предел текучести продольной проволоки (см. 6.4.1.1);
- пластичность продольной проволоки (см. 6.4.1.1 и 6.4.1.2);
- характеристический предел текучести поперечной проволоки (см. 6.4.1.3);
- прочность сварных швов при сдвиге (если применимо - см. 6.4.1.4);
- прочность сцепления (см. 6.5).
9.2.2 Результаты первичных испытаний регистрируют и хранят для предъявления при инспекционном контроле. Отбор проб для первичных испытаний выполняют согласно 9.4.
9.3 Внутризаводской контроль производства
9.3.1 До начала реализации продукта необходимо составить план внутризаводского контроля производства и внести его в руководство по проведению внутризаводского контроля производства. С этого момента все основные изменения исходных материалов, технологии производства или графика текущего контроля, влияющие на свойства или применение продукта, регистрируют в данном руководстве.
9.3.2 В руководстве указывают методы внутризаводского контроля производства, относящиеся к декларируемым и подтвержденным первичными испытаниями показателям свойств продукта.
9.3.3 Методы внутризаводского контроля производства должны включать в себя систему постоянного внутреннего контроля процесса производства, обеспечивающую соответствие реализуемых через торговую сеть продуктов настоящему стандарту и декларируемым значениям.
9.3.4 Постоянный контроль на заводе-изготовителе включает в себя один или несколько из указанных ниже пунктов:
a) текущий контроль и проверки проектирования продукта;
b) текущий контроль, проверки и испытания с применением результатов испытаний для контроля оборудования, исходного сырья или поставленных материалов, а также технологии производства;
c) текущий контроль, проверки и испытания готового продукта.
Производитель должен выбрать пункты а) (если применимо), b) и/или с) и зарегистрировать это в руководстве по внутризаводскому контролю производства. В приложении А приведены методы и критерии, которые следует учитывать при текущем контроле продукта.
Примечание - Производитель, работающий по системе обеспечения качества согласно ЕН ИСО 9001, выполняет требования настоящего раздела и приложения А.
9.4 Отбор проб для первичного испытания и независимый контроль поставляемых партий
9.4.1 Минимальное число пробных образцов для единичного испытания указано в таблице 9.1. Пробы отбирают по произвольному принципу. Допускается использование для первичных испытаний образцов, отобранных до начала производства, если будет доказано, что их эксплуатационные характеристики являются репрезентативными для продуктов серийного производства.
9.4.2 При необходимости проверки соответствия партии или всего объема поставки арматуры для горизонтальных швов кладки, поставленной на строительную площадку или установленной на строительном объекте, пробные образцы отбирают из партии или всего объема поставки выборочным способом. Число выборочных проб должно быть не менее числа, указанного в таблице 9.1.
Таблица 9.1 - Число пробных образцов для испытаний
Типовое испытание | Минимальное число для одного испытания | |
Подраздел, подпункт | Характеристика | |
6.2 | Размеры | 10 |
6.4.1.1 и 6.4.1.2 | Характеристический предел текучести и пластичность продольной проволоки, ЕН 10002 и ИСО 10606 | 10 |
6.4.1.3 | Характеристический предел текучести и пластичность продольной проволоки, ЕН 10002 и ИСО 10606 | 10 |
6.4.1.4 | Прочность мест сварки при сдвиге (если применимо), ЕН 846-2 | 10 |
6.5 | Прочность сцепления, ЕН 846-3 | 5 |
Приложение А
(обязательное)
План внутризаводского контроля производства
А.1 Общие положения
Пункты, которые должны быть изложены в руководстве по внутризаводскому контролю производства (далее - руководство), относятся к системе контроля, принятой по 9.3, и определены в А.2-А.4.
А.2 Проектирование продукта
А.2.1 Выполнение проектирования и расчеты
Производитель описывает методы однозначного определения, проверки, контроля и актуализации требований к расчетам и критериев расчетов, имеющих существенное значение для применения продукта и его технических характеристик.
А.2.2 Способы общения
Производитель описывает способы общения между проектным отделом и производственными отделами на предприятии-изготовителе или независимыми предприятиями-субподрядчиками.
А.3 Процесс производства
А.3.1 Исходное сырье или поставленные материалы
Производитель устанавливает критерии приемки поставленных материалов и применяемые им методы по обеспечению соответствия этим критериям.
А.3.2 Технология производства
В системе внутризаводского контроля производства должны быть установлены существенные признаки оборудования или технологии производства с указанием периодичности контроля, проверок и испытаний, а также показатели и критерии, требуемые для контроля как оборудования, так и процесса производства. В случае возникновения несоответствий установленным контрольным данным или критериям должны быть указаны предпринимаемые меры. Весовое и измерительное оборудование калибруют в соответствии с нормативными документами, действующими на национальном уровне.
А.3.3 Испытания готового или частично готового продукта
Если система внутризаводского контроля производства включает в себя испытания образцов готовой продукции или частично готовых продуктов или состоит только из этих испытаний, то число пробных образцов и периодичность отбора проб подлежат регистрации вместе с полученными результатами испытаний в целях подтверждения выпускаемой партии требованиям настоящего стандарта и декларируемым значениям свойств продукта. Эти записи должны предоставляться при проведении проверок соответствующими органами. Для типовых испытаний готовых или частично готовых продуктов выборочным способом отбирают образцы из обычного процесса производства.
А.3.4 Оборудование
Испытательное оборудование, влияющее на результаты испытаний, калибруют в соответствии с нормативными документами, действующими на национальном уровне.
А.4 Оценка результатов и дальнейшие действия
А.4.1 Общие положения
Указанные ниже пункты, применяемые при необходимости, относятся как к проектированию продукта (см. А.2), так и к процессу производства (см. А.3)
А.4.2 Оценка результатов
По возможности результаты проверок и испытаний подвергают статистическому анализу на основании атрибутов и переменных в целях установления соответствия продукции требованиям настоящего стандарта и декларируемым значениям.
А.4.3 Регистрация
Результаты и детали проверок и испытаний регистрируют с указанием соответствующей даты.
А.4.4 Обратная прослеживаемость
В руководстве устанавливают системы обратной прослеживаемости проектов, поставленных материалов и использования материалов.
В руководстве определяют систему контролирования складских запасов готовой продукции.
А.4.5 Корректировочные меры для материалов и продуктов, не соответствующих требованиям
В руководстве описывают и регистрируют неотложные меры, предпринимаемые в случае несоответствия поставленных материалов или готовых продуктов установленным требованиям. Данные меры должны включать в себя необходимые действия по устранению дефекта, переработке руководства (при необходимости), обнаружению и отбраковке некачественного исходного сырья, некачественных поставленных материалов и некачественных готовых продуктов, а также по принятию решения о том, подлежат ли некачественные готовые продукты выбраковке или исправлению оптимальным методом.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международного и европейских стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного, европейского стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
EN 846-2 | - | * |
EN 846-3 | - | * |
EN 10002-1 | - | * |
EN 10020:2000 | MOD | ГОСТ Р 54384-2011 (EN 10020:2000) "Сталь. Определение и классификация по химическому составу и классам качества" |
EN 10088-1 | - | * |
EN 10088-2 | - | * |
EN 10088-3 | - | * |
EN 10244-1 | - | * |
EN 10244-2 | - | * |
EN 10245-1 | - | * |
EN 10245-2 | - | * |
EN 10245-3 | - | * |
EN 10326 | - | * |
EN 10327 | - | * |
EN ISO 7500-1 | - | * |
EN ISO 9513 | - | * |
ISO 10606 | - | * |
* Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного (европейского) стандарта. | ||
Библиография
EN 846-2:2000 | Methods of test for ancillary components for masonry - Part 2: Determination of bond strength of prefabricated bed joint reinforcement in mortar joints (Методы испытаний вспомогательных компонентов каменной кладки. Часть 2. Определение прочности сцепления готовой арматуры для горизонтальных швов кладки в строительных соединениях) |
EN 1996-1-1 | Eurocode 6: Design of masonry structures - Part 1-1: General rues for reinforced and unreinforced masonry structures (Еврокод 6. Проектирование и расчет сооружений из кирпичной кладки. Часть 1-1. Общие правила для армированной и неармированной кирпичной кладки) |
УДК 693.2(083.74):006.354 | ОКС 91.080.30 |
Ключевые слова: арматурная сетка для каменной кладки, методы контроля | |
Электронный текст документа
и сверен по:
, 2016
{kind=link}