ГОСТ 23660-79
Группа Т51
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СИСТЕМА ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА ТЕХНИКИ
Обеспечение ремонтопригодности при разработке изделий
System of technical maintenance and repair of equipment
Maintainability and repairability for item development
Дата введения 1980-07-01
РАЗРАБОТАН Государственным комитетом СССР по стандартам
ИСПОЛНИТЕЛИ
В.А.Семенов, канд. техн. наук (руководитель темы); Р.В.Кугель, д-р техн. наук; В.М.Стариков, канд. техн. наук; Т.С.Топилин, канд. техн. наук; К.И.Диков, канд. техн. наук; П.Г.Левченко; В.В.Колесниченко; В.П.Рыкунов; Г.В.Шалимов; В.Ш.Френкель, канд. техн. наук; Л.А.Лифшиц; Н.С.Пасечников, канд. техн. наук; Б.И.Есин, канд. техн. наук; П.П.Бредихин; Н.Б.Калиновская; Г.С.Рахутин, канд. техн. наук
ВНЕСЕН Государственным комитетом СССР по стандартам
Член Госстандарта Б.Н.Лямин
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28 мая 1979 г. N 1922
Настоящий стандарт устанавливает общие правила и порядок обеспечения ремонтопригодности изделий всех отраслей промышленности, являющихся объектами технического обслуживания (ТО) и ремонта (далее по тексту - изделий), на всех стадиях их разработки.
Стадии разработки - по ГОСТ 2.103-68.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Обеспечение ремонтопригодности изделий имеет целью снижение затрат времени, труда и средств на их ТО и ремонт и повышение на этой основе эффективности их использования в процессе эксплуатации.
1.2. Обеспечение ремонтопригодности изделий в процессе их проектирования и модификации осуществляется путем отработки их конструкций как объектов ТО и ремонта с учетом других свойств, определяемых показателями качества.
1.3. Отработка изделий на ремонтопригодность предполагает:
снижение потребности в ТО и ремонте, т.е. необходимости операций ТО и ремонта и частоты их выполнения;
повышение технологичности изделий при ТО и ремонтной технологичности (далее по тексту - технологичности при ТО и ремонте);
ограничение требований к квалификации персонала, осуществляющего ТО и (или) ремонт изделий.
1.3.1. Снижение потребности изделий в ТО и ремонте достигается использованием при их разработке деталей и сборочных единиц с высокими показателями долговечности, безотказности и сохраняемости, что приводит к сокращению количества, объема и частоты выполнения операций ТО и ремонта.
1.3.2. Повышение технологичности изделий при ТО и ремонте достигается:
повышением контролепригодности, доступности, легкосъeмности, взаимозаменяемости, монтажепригодности и восстанавливаемости изделий, унификации и стандартизации сборочных единиц и деталей;
ограничением числа и номенклатуры материалов, инструмента, вспомогательного оборудования и приспособлений, необходимых для ТО и ремонта.
Примечания:
1. Монтажепригодность - по ГОСТ 22903-78.
2. Под восстанавливаемостью понимают свойство деталей и сборочных единиц, выработавших установленный ресурс, выражающееся в возможности придания им номинальных или ремонтных размеров и прочих исходных или близких к ним показателей качества.
1.3.3. Ограничение требований к квалификации персонала, осуществляющего ТО и ремонт, достигается путем обеспечения:
автоматизации контроля технического состояния и диагностирования изделий, а также механизации работ по ТО и ремонту;
определяемости и ясности в обозначениях мест контроля технического состояния изделий, смазки, регулирования, крепления и т.д.;
логической последовательности и удобства выполнения операций ТО и ремонта;
исключения возможности неправильного выполнения монтажно-демонтажных операций;
четкости и лаконичности изложения указаний по ТО и ремонту в эксплуатационной и ремонтной документации.
1.4. При разработке изделий под заданную систему ТО и ремонта исходными данными для отработки изделий на ремонтопригодность являются показатели ремонтопригодности, в том числе, показатели технологичности при ТО и ремонте, содержащиеся в исходных требованиях заказчика (основного потребителя) на изделия, в технических заданиях на их разработку и в соответствующих стандартах.
1.5. Показатели ремонтопригодности - по ГОСТ 21623-76.
1.6. Выбор номенклатуры и задание значений показателей ремонтопригодности в нормативно-технической и конструкторской документации - по ГОСТ 23146-78.
1.7. Показатели технологичности при ТО и ремонте приведены в обязательном приложении 1.
1.8. При отработке изделий на ремонтопригодность в соответствии с п.1.4 должна быть обеспечена их совместимость как объектов ТО и ремонта с заданной системой ТО и ремонта и, следовательно, взаимная увязка показателей ремонтопригодности изделий и их системы ТО и ремонта, предусмотренных ГОСТ 18322-78.
1.9. При разработке изделий в комплексе с системой ТО и ремонта исходными данными являются показатели: системы ТО и ремонта, ремонтопригодности изделий, в том числе их технологичности при ТО и ремонте, заданные в техническом задании на изделия. Взаимосвязанной отработке в этом случае подлежат изделие, как объект ТО и ремонта, организация, технологические процессы, средства и система материально-технологического обеспечения ТО и ремонта изделий.
1.10. Показатели ремонтопригодности и системы ТО и ремонта изделий определяются при испытаниях изделий, их аналогов и прототипов на основе сбора и учета информации в соответствии с ГОСТ 20857-75 и расчета показателей в соответствии с ГОСТ 22952-78.
1.11. В ходе обеспечения ремонтопригодности при разработке изделий должна предусматриваться их конкурентоспособность по показателям ремонтопригодности на мировом рынке.
2. ОРГАНИЗАЦИОННЫЕ ПРИНЦИПЫ ОБЕСПЕЧЕНИЯ РЕМОНТОПРИГОДНОСТИ
2.1. Обеспечение ремонтопригодности должно осуществляться на всех стадиях разработки новых и модернизации серийно выпускаемых изделий.
2.2. Ремонтопригодность изделий должна обеспечиваться организацией, осуществляющей проектирование (модификацию) изделий, в задачу которой входит:
составление программы обеспечения ремонтопригодности в процессе разработки изделий;
контроль реализации этой программы;
оказание помощи конструкторским подразделениям в решении практических задач по обеспечению ремонтопригодности на всех стадиях разработки изделий.
2.3. Программа обеспечения ремонтопригодности является составной частью программы обеспечения надежности и качества изделий и должна быть увязана с соответствующими отраслевыми нормативно-техническими документами.
2.4. Содержание программы обеспечения ремонтопригодности определяется сложностью изделий, предъявляемыми к ним требованиями, условиями разработки, изготовления и испытаний.
Пример программы обеспечения ремонтопригодности изделий при разработке приведен в рекомендуемом приложении 2.
Форма графика выполнения программы обеспечения ремонтопригодности изделий при разработке приведена в рекомендуемом приложении 3.
3. МЕТОДЫ ОБЕСПЕЧЕНИЯ И ОЦЕНКИ РЕМОНТОПРИГОДНОСТИ
3.1. Проведение работ по обеспечению ремонтопригодности изделий производится путем количественной и качественной оценки ремонтопригодности изделий на всех стадиях разработки.
3.2. Основными методами количественной оценки ремонтопригодности изделий являются:
метод использования зависимостей;
пооперационный метод.
3.3. Метод использования зависимостей предполагает исследование и анализ зависимостей показателей ремонтопригодности от конструктивных характеристик показателей назначения и других свойств изделий (массы, наработки, мощности двигателя и т.п.) с целью прогнозирования значений показателей ремонтопригодности при разработке новых изделий.
3.4. Пооперационный метод базируется на учете и анализе каждой возможной операции ТО и ремонта с точки зрения необходимости, периодичности выполнения и технологичности изделий с одновременной оценкой затрат времени, труда и средств на их выполнение.
Реализация этого метода предполагает в процессе разработки изделий следующие работы, указанные в пп.3.4.1-3.4.6.
3.4.1. Выявление и учет номенклатуры и периодичности выполнения операций ТО и ремонта по каждой детали, сборочной единице, системе, в том числе, по каждому покупному изделию.
3.4.2. Определение наиболее рациональных порядка и способа выполнения операций ТО и ремонта, их комплекса, проводимого одновременно, каждого вида ТО и ремонта.
3.4.3. Обеспечение технологичности изделий при ТО и ремонте.
3.4.4. Предварительная оценка оперативных продолжительности, трудоемкости и стоимости каждой операции ТО и ремонта, их комплекса, проводимого одновременно, каждого вида ТО и ремонта по каждой детали и сборочной единице, системе, покупному изделию и изделию в целом.
3.4.5. Составление эксплуатационной и ремонтной документации в соответствии с ГОСТ 2.601-68 и ГОСТ 2.602-68.
3.4.6. Предварительное определение номенклатуры и количества запасных частей, материалов, инструмента и технологического оборудования для проведения операций ТО и ремонта изделий с учетом режимов и условий их эксплуатации.
3.5. Для оценки оперативных продолжительности, трудоемкости и стоимости операций ТО и ремонта в процессе разработки изделий могут быть использованы также следующие методы:
аналитически-исследовательские, базирующиеся на хронометражных данных проведения этих операций на аналогах, прототипах, макетах и опытных образцах или на типовых нормативах времени микроэлементных движений человека при выполнении любых трудовых операций (справочное приложение 5);
опытно-статистические (экспертные) и др.
3.6. Оценка оперативной продолжительности операций ТО и текущего ремонта сложных изделий в процессе их разработки должна базироваться на построении сетевых графиков и расчете их критического пути при оптимальном количестве исполнителей в соответствии с ГОСТ 22952-78.
3.7. Оценка оперативной стоимости операций ТО и ремонта в процессе разработки изделий производится в соответствии с ГОСТ 22952-78.
4. ПРАВИЛА ОБЕСПЕЧЕНИЯ РЕМОНТОПРИГОДНОСТИ ДЕТАЛЕЙ
4.1. Исходными данными для обеспечения ремонтопригодности деталей в процессе их разработки являются:
информация о надежности при использовании в данных изделиях, а также в других конструкциях различного назначения в процессе эксплуатации;
исследование частоты и причин отказов в различных условиях эксплуатации;
исследовательские испытания на предельное состояние.
4.2. Работы по обеспечению ремонтопригодности деталей проводятся в следующей последовательности:
детали, являющиеся главными конструктивными элементами и влияющие на качество выполнения рабочих функций изделием в процессе эксплуатации;
детали, наиболее дорогие в изготовлении, быстроизнашивающиеся и уязвимые при воздействии условий эксплуатации и внешней среды;
остальные детали.
4.3. Правила обеспечения ремонтопригодности деталей включают правила обеспечения их технологичности по ГОСТ 14.204-73, а также следующие дополнительные работы, указанные в пп.4.3.1.-4.3.4.
4.3.1. На стадии разработки технического задания при установлении зависимости показателей качества деталей от применения новых материалов и методов изготовления в технически и экономически обоснованных случаях должны приниматься во внимание требования к возможности их восстановления.
Примечание. Под восстановлением изношенных деталей, выработавших свой ресурс, понимается придание им номинальных или ремонтных размеров и прочих исходных показателей качества или близких к ним.
4.3.2. На стадии разработки технического проекта, при анализе вариантов принципиальных схем, компоновок и выявлении при этом оригинальных деталей, сложных по конструкции, требующих новых материалов, технологических процессов и специальных средств технологического оснащения следует выявлять по каждой из них потребность в ТО, периодичность замены в порядке планового текущего ремонта (ТР), вероятность непланового ТР в результате отказов, необходимость и возможность восстановления в процессе капитального ремонта (КР), методы и средства для этого.
4.3.3. На стадии разработки рабочей документации:
определяют номенклатуру деталей, требующих ТО, и сменных деталей в процессе ТР с указанием предполагаемой периодичности выполнения ТО и ТР и деталей, подлежащих восстановлению в процессе КР, исходя из условия обеспечения единой периодичности ТО, ТР, КР, принятой при эксплуатации данных и других видов изделий в данной отрасли или народном хозяйстве в целом;
разрабатывают исходные данные по ТО и ремонту в инструкции по ТО (или соответствующего раздела инструкции по эксплуатации), в документы опытного ремонта, руководства по проведению ТР и КР.
4.3.4. На стадии разработки рабочей документации установочных серий и серийного или массового производства на основе опытных ТО и ремонта дорабатывают и уточняют основные положения эксплуатационных и ремонтных документов по ТО и ремонту деталей.
5. ПРАВИЛА ОБЕСПЕЧЕНИЯ РЕМОНТОПРИГОДНОСТИ
СБОРОЧНЫХ ЕДИНИЦ
5.1. Исходными данными для обеспечения ремонтопригодности сборочных единиц, систем и покупных изделий (далее - сборочных единиц) в процессе их разработки являются:
информация о долговечности, безотказности, сохраняемости и ремонтопригодности в процессе эксплуатации в различных изделиях, их прототипах и аналогах, в том числе, о затратах времени, труда и средств на их ТО и ремонт;
результаты исследовательских испытаний новых типов сборочных единиц.
5.2. Обеспечение ремонтопригодности сборочных единиц в процессе разработки осуществляется путем создания их из деталей с оптимальными показателями долговечности, безотказности и сохраняемости и на этой основе с малой потребностью в ТО и ремонте, оптимальной, но единой или кратной для сборочной единицы и изделия в целом периодичностью операций ТО и ремонта и высокой технологичностью при ТО и ремонте.
5.3. Правила обеспечения ремонтопригодности, в том числе технологичности при ТО и ремонте сборочных единиц должны соответствовать требованиям ГОСТ 14.203-73 для сборочных единиц со следующими дополнениями, указанными в пп.5.3.1.-5.3.5.
5.3.1. На стадии разработки технического задания, в зависимости от сложности сборочных единиц и важности выполняемых ими функций, определяют целесообразность выделения значений показателей их ремонтопригодности по видам ТО и ремонта в соответствии с рекомендуемым приложением 4, а также приложением 3 ГОСТ 23146-78 как обязательных к включению в технические задания разработчикам сборочных единиц и покупных деталей.
5.3.2. На стадии разработки технического проекта выявляют сборочные единицы и их составные части повышенной сложности, требующие применения новых технологических процессов и специальных средств технологического оснащения при ТО и ремонте.
5.3.3. На стадии разработки рабочей документации опытных образцов по каждой сборочной единице определяют:
перечень и периодичность выполнения операций ТО и планового ТР с учетом периодичности ТО и планового ТР по изделию в целом или критерии предельного состояния, вызывающего необходимость смены сборочных единиц или их деталей;
предполагаемый перечень и частоту проявления отказов на основе обобщения опыта эксплуатации отдельных деталей, входящих в сборочную единицу, и сборочных единиц в целом, последствия которых подлежат устранению в порядке проведения неплановых ремонтов;
предполагаемое количество запасных деталей для каждой сборочной единицы на срок эксплуатации до первого планового КР и до списания;
технологичность при ТО и ремонте, в том числе возможность и способы восстановления сборочных единиц и их деталей после выработки ресурса;
условия хранения сборочных единиц.
Исходя из этого:
производят предварительный расчет показателей ремонтопригодности по ГОСТ 22952-78 и показателей технологичности (см. обязательное приложение 1);
разрабатывают проекты эксплуатационной и ремонтной документации, подлежащие проверке при опытных ТО и ремонтах.
5.3.4. На стадии разработки рабочей документации изделий установочных серий и массового производства с учетом опытных ТО и ремонта осуществляется доработка эксплуатационных и ремонтных документов по каждой сборочной единице.
5.3.5. Окончательное уточнение всех положений п.5.3.3 на основе анализа и оценки ремонтопригодности опытных образцов сборочных единиц осуществляется в процессе приемочных испытаний. Одновременно проводится оценка эффективности мероприятий по повышению ремонтопригодности сборочных единиц.
6. ПРАВИЛА ОБЕСПЕЧЕНИЯ РЕМОНТОПРИГОДНОСТИ ИЗДЕЛИЙ
6.1. На основании правил обеспечения ремонтопригодности деталей и сборочных единиц изделия, предусмотренных в разд.5 и 6, по изделию в целом определяют:
перечень, периодичность и метод выполнения ТО и планового ТР по смене сборочных единиц и деталей, ресурс которых меньше ресурса изделия в целом;
предполагаемый перечень, вероятность и метод выполнения операций неплановых ремонтов в целях устранения последствий отказов на основании обобщения подобных данных по испытанию деталей, сборочных единиц и опыта эксплуатации аналогов и прототипов сборочных единиц, систем изделий в целом;
критерии исчерпания ресурса и установленного срока службы изделий, целесообразности, организации и технологии проведения КР с учетом действующей организации и технологии ТО и ремонта;
номенклатуру деталей и сборочных единиц, подлежащих восстановлению после выработки ими или изделием в целом установленного ресурса, а также наиболее технически и экономически обоснованные методы восстановления с учетом принятых в народном хозяйстве организации, технологии и технологического оснащения КР данных изделий, их аналогов и прототипов;
номенклатуру и исходные технические требования к дополнительным средствам технологического оснащения ТО и ремонта изделий, обеспечивающих сокращение затрат времени, труда и средств на эти цели;
номенклатуру и количество деталей, необходимых в качестве запасных частей до первого КР изделия и до его списания, на основе сравнения ресурсов составных частей изделий с ресурсом изделия в целом и предварительной оценки вероятности отказов.
6.2. На основании и с учетом данных, предусмотренных п.6.1, составляют эксплуатационные и ремонтные документы в соответствии с ГОСТ 2.601-68 и ГОСТ 2.602-68, которые включают указания по ТР, содержащие перечень и периодичность выполнения всех работ по плановому ТР, а также порядок проведения работ по неплановым ремонтам.
6.3. На основании обобщения всех данных по показателям ремонтопригодности изделий в соответствии с п.3.4.4 последние представляются в виде таблиц по форме, приведенной в рекомендуемом приложении 4.
Данные в виде таблицы приложения 4 подлежат представлению на предварительные и приемочные испытания изделий в качестве показателей ремонтопригодности изделий в составе всех остальных показателей.
Примечания:
1. При расчете оперативных продолжительности, трудоемкости и стоимости ТО и составлении на этой основе таблицы рекомендуемого приложения 4 учету подлежат только операции по поддержанию надежности изделия на заданном уровне, включающие контроль технического состояния изделия, очистку, смазку, регулировку, подтяжку креплений и т.д. Операции по заправке топливом, рабочими жидкостями, газами и воздухом, обеспечению электроэнергией, снаряжению, загрузке, настройке на заданный режим, агрегатированию и т.п. учету при этом не подлежат. Допускается операции по заправке изделия топливом относить к операциям ТО.
2. Пример заполнения формы для обобщенных показателей ремонтопригодности изделий, приведенной в рекомендуемом приложении 4, дан в приложении к ГОСТ 21623-78.
6.4. Значения показателей ремонтопригодности, достигнутые в процессе разработки изделий, подлежат проверке на основе опыта их эксплуатации.
6.5. В целях совершенствования ремонтопригодности серийных изделий на основе опыта их эксплуатации составляют план мероприятий по дальнейшему повышению их ремонтопригодности, являющийся разделом "Программы обеспечения ремонтопригодности".
Приложение 1
Обязательное
Показатели технологичности изделий при техническом
обслуживании и ремонте
Наименование показателя | Определение и расчет | Обозначение |
1. Средняя оперативная продолжительность технического обслуживания (ремонта) данного вида | Определение по ГОСТ 21623-76 Расчет по ГОСТ 22952-78 | По ГОСТ 22952-78 |
2. Средняя оперативная трудоемкость технического обслуживания (ремонта) данного вида | Определение по ГОСТ 21623-76 Расчет по ГОСТ 22952-78 | По ГОСТ 22952-78 |
3. Средняя оперативная стоимость технического обслуживания (ремонта) данного вида | Определение по ГОСТ 21623-76 Расчет по ГОСТ 22952-78 | По ГОСТ 22952-78 |
4. Средняя оперативная продолжительность операций технического обслуживания (ремонта) | Математическое ожидание оперативной продолжительности выполнения операции (операций) технического обслуживания (ремонта) |
|
5. Средняя оперативная трудоемкость операций технического обслуживания | Математическое ожидание оперативной трудоемкости выполнения операции (операций) технического обслуживания (ремонта) |
|
6. Средняя оперативная стоимость операций технического обслуживания (ремонта) | Математическое ожидание оперативной стоимости выполнения операции (операций) технического обслуживания (ремонта) Расчет по ГОСТ 22952-78 |
Примечание. Индекс " |
7. Коэффициент доступности | Определение по ГОСТ 21623-76 Расчет по ГОСТ 22952-78 | По ГОСТ 22952-78 |
8. Коэффициент взаимозаменяемости | То же | По ГОСТ 22952-78 |
9. Коэффициент легкосъемности | " | По ГОСТ 22952-78 |
10. Показатель технологичности при монтаже | Определение по ГОСТ 22903-78 | По ГОСТ 22903-78 |
11. Коэффициент унификации | Определение по ГОСТ 18831-73 | По ГОСТ 18831-73 |
12. Коэффициент стандартизации | Определение по ГОСТ 18831-73 | По ГОСТ 18831-73 |
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ПРИМЕР
программы обеспечения ремонтопригодности (РП)
при разработке изделий
Содержание работы | Исходные данные | Ответственные исполнители |
1. Изучение и анализ: | ||
исходных требований заказчика (основного потребителя) по РП изделий | Исходные требования заказчика | Главный (генеральный) конструктор. |
опыта эксплуатации, ТО и ремонта изделия, сборочных единиц, их аналогов и прототипов | Отчеты по опыту эксплуатации | Ведущие инженеры по РП, ТО, ремонту и испытаниям |
информации о долговечности, безотказности, сохраняемости, технологичности при ТО, ремонтной технологичности и эргономичности изделий, их аналогов и прототипов | Результаты испытаний изделий, их аналогов и прототипов | |
2. Выполнение предпроектных исследований РП изделий | Специальные программы исследования | Ведущие инженеры-конструкторы |
3. Прогнозирование показателей РП изделий: | Методики, прогнозирования; методики расчета показателей РП по ГОСТ 23146-78 | Ведущие инженеры-конструкторы |
разработка методов прогнозирования | Ведущие инженеры по РП, ТО и ремонту | |
нормирование прогнозируемых показателей РП изделий и дифференциация их по сборочным единицам, системам и комплектующим изделиям | ||
сравнение с показателями ТЗ | ||
согласование показателей РП с показателями надежности, технологичности и эргономичности | ||
технико-экономический анализ прогнозируемых показателей | ||
разработка требований и технических условий по РП комплектующих изделий | ||
4. Установление конструктивных критериев и решений по обеспечению РП, их технико-экономический анализ | Главный конструктор; ведущие инженеры-конструкторы | |
5. Реализация требований по РП: | По настоящему стандарту, | Все подразделения конструкторских организаций |
контроль хода реализации требований РП по деталям, сборочным единицам и комплектующим изделиям | Главный конструктор, ведущие инженеры по РП | |
обзор проектов; | То же | |
предварительное выявление и учет всех операций ТО и ремонта | Эксплуатационная и ремонтная документация по аналогам и прототипам. Отчеты по их испытаниям | Ведущие инженеры-конструкторы |
определение порядка и методов их проведения; | Ведущие инженеры-конструкторы | |
предварительная оценка оперативных продолжительности, трудоемкости и стоимости их проведения | То же | |
составление проектов эксплуатационной и ремонтной документации | Ведущие инженеры РП, ТО и ремонту | |
определение перечня восстанавливаемых деталей | Ведущие инженеры-конструкторы | |
определение потребного количества запасных частей | Ведущие инженеры по РП | |
6. Разработка методик испытания на РП | То же | |
7. Испытания на РП опытного образца, установочной и головной серии изделий | Методики испытаний на РП | Главный конструктор Ведущие инженеры-конструкторы Ведущие инженеры по испытаниям, РП, ТО и ремонту |
8. Составление эксплуатационной и ремонтной документации | Главный конструктор Ведущие инженеры-конструкторы Ведущие инженеры по испытаниям, РП, ТО и ремонту | |
9. Отчетность по обеспечению ремонтопригодности | Ведущие инженеры по РП | |
10. Учет опыта эксплуатации изделия | ||
11. Повышение РП при модернизации изделия |
ПРИЛОЖЕНИЕ 3
Рекомендуемое
График выполнения программы обеспечения ремонтопригодности
изделия при разработке
Календарные сроки разработки документации по стадиям | |||||||
Основное содержание | Рабочей документации | ||||||
ТЗ | П | Э | Т | О | А | Б | |
1. Изучение и анализ РП | |||||||
2. Выполнение предпроектных исследований | |||||||
3. Прогнозирование показателей РП | |||||||
4. Установление конструктивных критериев | |||||||
5. Реализация требований по РП | |||||||
6. Испытания на РП | |||||||
7. Составление эксплуатационной и ремонтной документации | |||||||
8. Отчетность по обеспечению РП | |||||||
Примечание. В соответствии с ГОСТ 2.103-68:
ТЗ - техническое задание;
П - техническое предложение;
Э - эскизный проект;
Т - технический проект;
О - опытный образец (опытная партия);
А - установочная серия;
Б - головная (контрольная) серия.
ПРИЛОЖЕНИЕ 4
Рекомендуемое
Форма для обобщенных показателей ремонтопригодности изделия
1. Вид показателя ремонтопригодности (по ГОСТ 21623-76) __________________________
2. Наименование, марка и тип изделия ___________________________________________
3. Наименование предприятия-изготовителя _______________________________________
Вид технического обслуживания и ремонта | Основные сборочные единицы и системы | По изделию в целом |
ЕТО | ||
ТО-1 | ||
ТО-2 | ||
ТО-3 | ||
Всего по ТО | ||
ТР | ||
ТР | ||
Всего по ТР | ||
КР | ||
КР | ||
Всего по КР | ||
ТО+ТР+КР |
ПРИЛОЖЕНИЕ 5
Справочное
ОПРЕДЕЛЕНИЕ ОПЕРАТИВНОЙ ТРУДОЕМКОСТИ ОПЕРАЦИЙ
ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ (РЕМОНТА) ИЗДЕЛИЙ
МЕТОДОМ ИСПОЛЬЗОВАНИЯ НОРМАТИВОВ
Метод основан на использовании тщательно разработанных и технически обоснованных нормативов относительной длительности движений исполнителей при любых трудовых операциях, приведенных в табл.1.
Таблица 1
Но- | Движение или микроэлемент работы | Характеристика | Шифр | Относительная длительность движения исполнителя в зависимости от | ||||||||
повторяемости | усилия | темпа | ||||||||||
удоб- | мало- | не- | удоб- | мало- | не- | удоб- | мало- | не- | ||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
1 | Нагибание корпуса | До 70° к вертикали | 1а | - | - | - | 100 | 120 | 140 | 130 | 150 | 180 |
До 30° к вертикали | 1б | - | - | - | 70 | 90 | 110 | 90 | 120 | 150 | ||
2 | Поворот корпуса | Четверть оборота | 2а | - | - | - | 50 | 65 | 75 | 65 | 80 | 80 |
Полоборота | 2б | - | - | - | 85 | 110 | 130 | 110 | 140 | 160 | ||
3 | Ходьба | Один шаг (700 мм) | 3а | - | - | - | 40 | 53 | 62 | 60 | 85 | 95 |
4 | Движение руки (1-0,6 м) | Механическое | 4м | 50 | 58 | 72 | 60 | 75 | 90 | 85 | 100 | 120 |
Грубо контролируемое | 4г | 65 | 75 | 90 | 70 | 87 | 110 | 100 | 115 | 138 | ||
Приближенно контролируемое | 4п | - | - | - | - | - | - | - | - | - | ||
Точно контролируемое | 4т | - | - | - | - | - | - | - | - | - | ||
5 | Движение руки (0,5-0,25 м) | Механическое | 5М | 38 | 42 | 52 | 44 | 62 | 70 | 60 | 80 | 95 |
Грубо контролируемое | 5Г | 50 | 55 | 65 | 56 | 85 | 105 | 85 | 140 | 170 | ||
Приближенно контролируемое | 5П | 58 | 62 | 85 | 65 | 100 | 130 | 100 | 180 | - | ||
Точно контролируемое | 5Т | 65 | 70 | 100 | 75 | 120 | 180 | 120 | - | - | ||
6 | Движение руки (0,2-0,1 м) | Механическое | 6М | 25 | 30 | 38 | 28 | 35 | 42 | 40 | 55 | 65 |
Грубо контролируемое | 6Г | 40 | 45 | 53 | 43 | 50 | 58 | 55 | 85 | 105 | ||
Приближенно контролируемое | 6П | 45 | 50 | 58 | 54 | 55 | 65 | 60 | - | - | ||
Точно контролируемое | 6Т | 55 | 65 | 70 | 65 | 67 | 76 | - | - | - | ||
7 | Незначитель- | Механическое | 7М | 10 | 15 | 18 | 16 | 19 | 22 | 21 | 26 | - |
Грубо контролируемое | 7Г | 25 | 30 | 35 | 31 | 35 | 37 | - | - | - | ||
Приближенно контролируемое | 7П | 35 | 40 | 45 | 45 | 50 | 53 | - | - | - | ||
Точно контролируемое | 7Т | 55 | 58 | 60 | 55 | 65 | - | - | - | - | ||
8 | Незначительное движение совместно кисти и пальцев (менее 0,1 м) | Механическое | 8М | 10 | 15 | 18 | 16 | 19 | 22 | 21 | - | - |
Грубо контролируемое | 8Г | 25 | 30 | 35 | 31 | 35 | 37 | 35 | - | - | ||
Приближенно контролируемое | 8П | 30 | 35 | 43 | 36 | 40 | 43 | - | - | - | ||
Точно контролируемое | 8Т | 45 | 50 | 55 | 50 | 55 | - | - | - | - | ||
9 | Чисто зрительная работа | Грубая | 9Г | 45 | 20 | 30 | 25 | 33 | 45 | 40 | 65 | 100 |
Средняя | 9С | 20 | 35 | 50 | 35 | 50 | 80 | 60 | 130 | 220 | ||
Точная | 9Т | 30 | 50 | 85 | 52 | 80 | 125 | 90 | 200 | 400 | ||
Очень точная | 90Т | 45 | 85 | 120 | 75 | 120 | 190 | 130 | 300 | 600 | ||
Контраст | - | Боль- | Сред- | Малый | Боль- | Сред- | Малый | Боль- | Сред- | Ма- | ||
Поле зрения | - | Менее | 6° | - | - | - | 6-120° | - | 15-30° | - | ||
Для использования подобных нормативов любую операцию технического обслуживания и ремонта необходимо представить в виде суммы простейших движений исполнителя или микроэлементов работы. Для перехода к абсолютным значениям трудоемкости требуется установить переходный коэффициент , определяемый по формуле
![]() , (1)
, (1)
где - наблюдаемая трудоемкость любой операции при пробном хронометраже, чел.-с;
- трудоемкость в относительных единицах по табл.1 данного приложения.
В среднем = 1,5.
Оценка оперативкой трудоемкости при использовании табл.1 проводится в следующей последовательности.
1. Исследуемая операция представляется в виде суммы простейших движений исполнителя или микроэлементов работы в соответствии с их перечнем в графе 2 табл.1.
2. По характеристике этих движений, в соответствии с графой 3, и их шифру по графе 4, табл.1 находится горизонтальная строка, по которой можно определить численное значение трудоемкости операции в относительных величинах в зависимости от повторяемости (многократности), темпа усилий (относительного напряжения) и удобства выполнения исследуемых элементарных движений, в соответствии с их характеристикой в графах 5-13.
3. Характеристика удобства выполнения операций определяется по табл.2.
Таблица 2
Зона расположения | Расстояние от исполнителя, мм | Характеристика |
Зоны удобства обслуживания по горизонтальной плоскости | ||
Удобная боковая | ±600 | Сохраняется свободное положение тела исполнителя; обзор основной рабочей зоны полный |
Малоудобная боковая | ±(600-800) | Положение тела исполнителя напряженное, обзор основной рабочей зоны затруднен |
Неудобная боковая | Более ±800 | Исполнитель вынужден совершать переходы по фронту за пределами полукруга, описанного радиусом его руки; обзор основной рабочей зоны нарушается |
Зоны удобства обслуживания по вертикальной плоскости | ||
Нижняя неудобная | 0-500 | Значительное мышечное напряжение исполнителя из-за неудобного положения тела: угол наклона туловища вниз на 90° и больше, затруднено выполнение точных движений, потребные усилия при работе с ключами увеличиваются |
Нижняя малоудобная | 500-1000 | Небольшое напряжение и некоторая связанность движений исполнителя |
Средняя удобная | 1000-1600 | Положение тела исполнителя свободное |
Верхняя малоудобная | 1600-1800 | Пользование ключами при вытянутых руках исполнителя: работы затруднены; обзор основной рабочей зоны снижается. |
Верхняя неудобная | Более 1800 | Значительное мышечное напряжение исполнителя вследствие того, что приходится резко изгибать шею и туловище, вытягивать руки, а иногда и подниматься на носки; обзор основной рабочей зоны нарушается |
4. На основе оценки всех характеристик исследуемых движений определяется вертикальная строка в табл.1, на пересечении которой с горизонтальной строкой, определенной выше, и будет получено численное значение трудоемкости в относительных величинах.
5. Для определения суммарной длительности выполнения элемента операции в относительных величинах - , необходимо полученное численное значение трудоемкости в относительных величинах умножить на количество движений при этом.
6. Для перехода к абсолютным значениям необходимо использовать формулу, приведенную выше, представив ее в виде:
![]() . (2)
. (2)
В качестве примера приведен расчет оперативной трудоемкости операции по контролю уровня и доливу масла в картер двигателя трактора Т-150К:
1. Представим эту операцию в виде суммы элементарных движений исполнителя в технологической последовательности их выполнения (см. схему движений и графу 2 табл.3).
2. Определяем характеристику каждого из элементарных движений этой операции в соответствии с графой 3 и шифр по графе 4, а, следовательно, и горизонтальную строку по табл.1.
3. Определяем по чертежу и табл.2 зону обслуживания: высоту расположения ручки щупа - 1280 мм, крышки заливной горловины - 1540 мм, их удаление от исполнителя - 200-400 мм, т.е. их расположение в зоне, наиболее удобной для исполнителя.
Так, для первого элемента операции "Взять щуп" исполнитель совершает свободный подъем руки на 450 мм, что соответствует, согласно графам 2 и 3 (приближенно контролируемое), шифру 5П (табл.1).
4. Оценивая повторяемость, темп, усилие и удобство выполнения этого первого элемента в соответствии с графами 5-13 табл.1 и табл.2, находим более целесообразным использовать вертикальную строку графы 8, что означает "Легкое, удобное", окончательный шифр 5П8 и единичную длительность - 65 о.е.
Схема движений исполнителя при доливе масла в картер двигателя
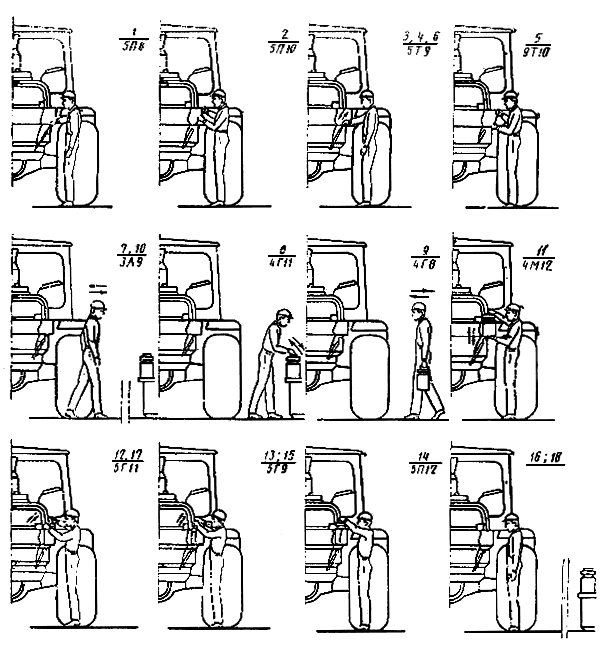
Примечание. Цифрами обозначены номера элементов операций и их шифр по табл.3.
Таблица 3
Номер эле- мента | Наименование элемента и его характеристика | Индекс | Шифр элемента операции | Число движений и единичная длитель- | Трудоемкость | ||
расчетная | экспери- | ||||||
о. е. | чел.-с. | ||||||
1 | Взять щуп | В | 5П8 | 2(65) | 130 | 1,95 | 2 |
2 | Вынуть, протирая щуп | В | 5П10 | 2(130) | 260 | 3,90 | 4 |
3 | Установить щуп на место | В | 5Т9 | 4(120) | 480 | 7,20 | 8 |
4 | Вынуть щуп | В | 5Т9 | 2(120) | 240 | 3,60 | 4 |
5 | Определить уровень, посмотреть на щуп | О | 9Т10 | 2(125) | 250 | 3,75 | 4 |
6 | Повторение элемента 3 | В | 5Т9 | - | - | ||
7 | Подойти к верстаку (3 шага) | ПЗ | 3А9 | 12(53) | 636 | 9,54 | 12 |
8 | Взять ручной нагнетатель смазки | ПЗ | 4Г11 | 2(100) | 200 | 3,00 | 4 |
9 | Опустить руку с нагнетателем | ПЗ | 4Г8 | 2(70) | 140 | 2,10 | 2 |
10 | Подойти к трактору (см. элемент 7) | ПЗ | 3А9 | - | - | - | - |
11 | Установить нагнетатель на трактор | ПЗ | 4М12 | 1(100) | 100 | 1,50 | 2 |
12 | Открыть крышку заливной горловины | В | 5Г11 | 1(100) | 100 | 1,50 | 3 |
13 | Подсоединить нагнетатель | В | 5Г9 | 1(85) | 85 | 1,27 | 2 |
14 | Долить масло | О | 5П12 | 26(180) | 4680 | 70,20 | 64 |
15 | Отсоединить нагнетатель | В | 5Г9 | 1(85) | 85 | 1,27 | 2 |
16 | Проверить уровень (повторение элементов 1-6) | В | - | - | - | - | - |
17 | Закрыть крышку | В | 5Г11 | 1(100) | 100 | 1,50 | 4 |
18 | Установить нагнетатель на место (повторение элементов 1-7) | - | - | - | - | - | - |
Поскольку исполнитель должен сделать это дважды, то суммарная длительность выполнения этого элемента операции будет 2х65=130 о.е. Все эти величины и вносятся в графы 5 и 6 табл.3.
5. Для перехода к абсолютным величинам пользуемся формулой (2) и находим
![]() чел.-с.
чел.-с.
Это значение и заносим в графу 7 табл.3. В графе 8 этой таблицы приведены данные хронометража этой операции в соответствии с ГОСТ 20857-75.
Все элементы операции, использованной в табл.3 в качестве примера, подразделяются на основные, вспомогательные и подготовительно-заключительные (в соответствии с ГОСТ 20857-75) с индексами О, В и ПЗ, соответственно, приведенными в графе 3 табл.3.
Подобная дифференциация элементарных движений очень важна, так как позволяет определить: оперативную трудоемкость (как сумму значений трудоемкости элементов операций с индексами О и В), характеризующую свойства конструкции в этой операции, общую трудоемкость (как сумму значений трудоемкости элементов операций с индексами О, В, ПЗ), характеризующую общие затраты труда на эту операцию и, наконец, коэффициент доступности по ГОСТ 21623-76, как важное свойство технологичности конструкции в этой операции.
Таким образом определяют трудоемкость всех других элементов данной операции и трудоемкость операции в целом (см. табл. 3). Сравнение полученных расчетных значений трудоемкости (графа 7) и экспериментальных (графа 8) позволяет оценить точность расчета по данному методу.
Текст документа сверен по:
М.: Издательство стандартов, 1979
{kind=link}