ГОСТ Р ИСО 15883-1-2008
Группа Р26
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МАШИНЫ МОЮЩЕ-ДЕЗИНФИЦИРУЮЩИЕ
Часть 1
Общие требования, термины, определения и испытания
Washer-disinfectors. Part 1. General requirements, terms, definitions and tests
ОКС 11.080
ОКП 94 5120
Дата введения 2009-09-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Фармстер" на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 383 "Стерилизация медицинской продукции"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 18 декабря 2008 г. N 493-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 15883-1:2006 "Моюще-дезинфицирующие машины. Часть 1. Общие требования, термины, определения и испытания" (ISO 15883-1:2006 "Washer-disinfectors - Part 1: General requirements, terms, definitions and tests")
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных (региональных) стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении Е
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Настоящий стандарт является первым из серии стандартов, задающих характеристику работы машин для мойки-дезинфекции и определяющих общие требования к эксплуатационным качествам применительно ко всем моюще-дезинфицирующим (МД) машинам. Требования настоящего стандарта применяют ко всем МД машинам, установленным в последующих стандартах ИСО 15883. Эти требования могут быть в какой-то степени изменены или дополнены в последующей части, тогда в каждом случае следует применять требования к определенной части стандарта.
Области применения в пределах серий стандартов ИСО 15883 включают в себя лабораторные, ветеринарные, стоматологические, фармацевтические и другие специальные применения, например машины для мойки-дезинфекции остовов кроватей, транспортных тележек и дезинфекции посуды и ножевых изделий, используемых при лечении иммуноослабленных больных.
МД машины следует использовать только для обработки типа загрузок, установленных по спецификации производителя МД машины.
При выборе подходящей МД машины следует обращаться к настоящей и уместным последующим стандартам серии 15883. Пользователь берет на себя ответственность за гарантию того, что выбор типа МД машины, рабочий цикл, качество сервисов или обрабатывающие химические реактивы являются подходящими для любой частной загрузки.
Требования техники безопасности для МД машин даны в МЭК 61010-2-045:1997.
Настоящий стандарт ИСО 15883 подготовлен на основе предположения, что каждая МД машина пройдет валидацию (ввод в эксплуатацию и оценку рабочих характеристик на первой установке) и что в ходе использования непрерывное соответствие будет определяться периодическими проверками, выполняемыми самим пользователем или от его имени.
Верификация моющей эффективности является ключевым аспектом установления положительного функционирования МД машины. Текущий уровень знания не позволил разработать единый испытательный метод. В качестве промежуточной меры рекомендуется ссылка на испытательные методы, которые в настоящее время применяются в ряде разных стран. Спецификация для этих методов испытаний, включая их проверочные загрязнения, могут быть найдены в ИСО/ТС 15883-5. Технический комитет ТК 198 планирует разработать единый метод испытания.
В отношении вредного потенциального влияния МД машин на качество воды, предназначенной для потребления человеком, то:
a) следует заметить, что до тех пор, пока не будут одобрены проверяемые Европейские критерии, существующие национальные правила, касающиеся использования и/или характеристик МД машин, остаются в силе;
b) серия стандартов ИСО 15883 предоставляет информацию о том, что касается использования МД машин без ограничений в любой стране, являющейся членом Европейского союза (ЕС или Европейской ассоциации свободной торговли (ЕАСТ).
Международный стандарт ИСО 15883-1 подготовлен Техническим комитетом СЕН/ТК 102 Европейского комитета по стандартизации (СЕН), Стерилизаторы для медицинских целей, в сотрудничестве с Техническим комитетом ИСО/ТК 198, Стерилизация продукции здравоохранения, в соответствии с договором о техническом взаимодействии между ИСО и СЕН (Венский договор).
Международный стандарт ИСО 15883 состоит из следующих частей под общим заголовком Моюще-дезинфицирующие машины:
- часть 1. Общие требования, термины, определения и испытания.
- часть 2. Требования и методы испытаний аппаратов, использующих термическую дезинфекцию для хирургических инструментов, анестезиологического оборудования, бачков, чашек, приемников, посуды, изделий из стекла и т.д.
- часть 3. Требования и методы испытаний аппаратов, использующих термическую дезинфекцию контейнеров для отходов человеческой жизнедеятельности.
- часть 4. Требования и методы испытаний аппаратов, использующих термическую дезинфекцию для термолабильных эндоскопов.
- часть 5. Загрязнения для проведения испытаний и методы, демонстрирующие эффективность мойки [Техническая спецификация].
1 Область применения
Настоящий стандарт устанавливает требования к общим рабочим характеристикам моюще-дезинфицирующих (далее - МД) машин и их принадлежностей, используемых для отмывания и дезинфицирования медицинских изделий многократного пользования и других предметов, используемых в медицинской, стоматологической, фармацевтической и ветеринарной практике. Настоящий стандарт устанавливает требования к рабочим характеристикам мойки и дезинфекции, а также аксессуарам, которые могут потребоваться для достижения необходимого эксплуатационного качества. Настоящий стандарт определяет методы и инструментарий, необходимые для валидации, текущего контроля, мониторинга и ревалидации, периодически и после существенного ремонта.
Требования к моечным и дезинфицирующим машинам, предназначенным обрабатывать специфические загрузки, приведены в частях 2, 3, 4. К МД машинам, предназначенным обрабатывать загрузки не менее двух разных типов, применяются требования всех уместных частей этого стандарта.
Настоящий стандарт не распространяется на машины, которые используют для стирки или общих целей общественного питания.
Настоящий стандарт не распространяется на машины, которые предназначены для стерилизации загрузки или которые обозначены как "стерилизаторы". Требования к этим устройствам установлены в других стандартах, например ЕН 285.
Требования настоящего стандарта к рабочим характеристикам не могут гарантировать инактивацию или удаление инфекционных агентов (белков-прионов), возбудителей трансмиссивных спонгиозных энцефалопатий.
Примечание - Если может присутствовать протеин-прион, то особое внимание необходимо уделить выбору дезинфектантов и моющих средств для гарантии того, что используемые химические вещества не вступают в реакцию с протеин-прионом таким образом, что могут тормозить его удаление или инактивацию.
Настоящий стандарт может быть использован потребителями и производителями в качестве основы соглашения по спецификации на моющие и дезинфицирующие машины. Методы испытаний для демонстрации соответствия требованиям настоящего стандарта могут быть также использованы потребителями, чтобы показать непрерывное соответствие установленных МД машин на протяжении всего срока их эксплуатации. Руководство по стандартной испытательной программе приведено в приложении А.
2 Нормативные ссылки
В настоящем стандарте использованы датированные и недатированные ссылки на международные стандарты. При датированных ссылках последующие редакции международных стандартов или изменения к ним действительны для настоящего стандарта только после введения изменений к настоящему стандарту или путем подготовки новой редакции настоящего стандарта. При недатированных ссылках действительно последнее издание приведенного стандарта (включая изменения).
ИСО 228-1 Резьбы трубные, не обеспечивающие герметичность соединения. Часть 1. Размеры, допуски и обозначения
ИСО 7000 Символы графические, наносимые на оборудование. Перечень и сводная таблица
ИСО 10012 Системы управления измерениями. Требования к измерительным процессам и измерительному оборудованию
ИСО 14644-3:2005 Помещения чистые и связанные с ними контролируемые среды. Часть 3. Методы испытаний
ИСО 14971 Устройства медицинские. Применение управления рисками к медицинским устройствам
ИСО/ТС 15883-5:2005 Аппараты для мойки - дезинфекции. Часть 5. Загрязнения для проведения испытания и методы, демонстрирующие эффективность мойки
МЭК 60417-DB Обозначения графические, применяемые на оборудовании
МЭК 60584-1:1995 Термопары. Часть 1. Справочные таблицы
МЭК 60751:1993 Термопары сопротивления промышленные платиновые
МЭК 61010-2-045 Электрооборудование для проведения измерений, управления и лабораторного использования. Требования безопасности. Часть 2-045. Частные требования к устройствам для дезинфекции/промывания, применяемым в медицине, фармацевтике, ветеринарии и в лабораторных исследованиях
МЭК 80416-1 Обозначения графические для оборудования. Основные принципы. Часть 1. Создание оригиналов символов
Европейская фармакопея, Европейский директорат по качеству медицины, совет Европы, Страсбург, Франция
Фармакопея США, Роквилл, США
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 (
),С: Эквивалентное время. Затраченное время на дезинфекцию при температуре 80 °С, в отношении микроорганизма с
, равным 10 К.
Примечание - См. приложение В.
3.2 автоматический контроллер (automatic controller): Устройство, которое в ответ на предварительно установленные переменные цикла последовательно управляет аппаратурой через требуемые стадии технологической обработки или процессы.
3.3 МД машина для обработки суден (bedpan washer - disinfector): МД машина, предназначенная для того, чтобы опорожнять, смывать, очищать и термически дезинфицировать контейнеры с отходами человеческой жизнедеятельности.
3.4 бионагрузка (bioburdEH): Популяция жизнеспособных микроорганизмов на продукте и/или его контейнере.
3.5 калибровка (calibration): Совокупность операций, устанавливающих соотношение между значением величины, полученным с помощью данного средства измерений, и соответствующим значением величины, полученным с помощью эталона, с целью определить действительные метрологические характеристики этого средства измерений.
[ЕН 285:1996, статья 3.5]
3.6 калорифер (calorifier): Закрытый сосуд, в котором вода нагревается косвенно потоком нагретой жидкости через теплообменник под давлением выше атмосферного.
3.7 камера (chamber): Часть МД машины, в которой обрабатывается загрузка.
Примечание - Камера не включает генераторы пара, трубы, например дренаж и фитинги, от которых она может быть изолирована.
3.8 химическая дезинфекция (chemical disinfection): Дезинфекция, осуществленная за счет действия одного или больше химических реактивов, первичной целью которых является умерщвление микроорганизмов.
3.9 очистка (cleaning): Удаление загрязнения с изделия до степени, необходимой для его дальнейшей обработки и последующего использования по назначению.
3.10 машина непрерывного (технологического) процесса (continuous process machine): Машина, которая автоматически пропускает загрузку через каждую стадию рабочего цикла.
3.11 критические переменные процесса (critical process variables): Переменные процесса, значения которых в ходе рабочего цикла определены производителем как достаточные, чтобы гарантировать, что цикл достигает рабочей характеристики, определенной во время валидации.
3.12 завершение цикла (cycle complete): Индикация, что цикл мойки и дезинфекции успешно завершен и что обеззараженная загрузка готова для удаления из камеры.
3.13 регистратор управления циклом (cycle control recorder): Устройство, которое записывает значения одной или нескольких переменных управления по данным автоматического контроллера.
3.14 значение (
value): Время выдержки при определенных условиях обработки, необходимое для уменьшения популяции тест-микроорганизма на один логарифм или 90% .
3.15 мертвая зона (dead volume): Объем системы труб, который не прочищается обычным потоком жидкостей в течение рабочего цикла.
3.16 дезинфекция (disinfection): Уменьшение числа жизнеспособных микроорганизмов на продукте до уровня, который ранее был установлен в качестве подходящего для дальнейшего обращения с этим продуктом или его использования.
3.17 температура дезинфекции (disinfection temperature): Минимальная температура в диапазоне значений температуры дезинфекции.
3.18 диапазон температур дезинфекции (disinfection temperature band): Диапазон температур, выраженных как температура дезинфекции (см. 3.17) и максимальная допустимая температура, которая может преобладать по всей загрузке в течение времени дезинфекции.
3.19 время дезинфекции (disinfection time): Интервал времени, когда критическая переменная (например, температура загрузки, концентрация дезинфектанта в камере) поддерживается на уровне или выше значения, установленного для дезинфекции.
3.20 дверь (door): Устройство, предназначенное для закрытия и герметизации камеры.
3.21 проходная двухдверная МД машина (double-ended washer - disinfector): МД машина с отдельной дверью для загрузки и отдельной дверью для выгрузки.
3.22 МД машина для эндоскопов (endoscope washer - disinfector): Установка, предназначенная для очистки каналов и дезинфекции гибких эндоскопов.
3.23 выход из строя безопасным образом (fail safe): Свойство конструкции МД машины или связанных с ней сервисов, которое гарантирует, что состояние единичного отказа не вызывает риск опасности.
3.24 отказ (fault): Подтверждение автоматическим контроллером, что, по меньшей мере, одна из предварительно установленных переменных процесса для цикла мойки-дезинфекции не была достигнута.
3.25 флюид (fluid): Жидкость, газ или пар.
3.26 промывка (flushing): Удаление основного загрязнения и/или содержимого изделия загрузки (необязательно прилипающего к поверхности этого изделия) путем вытеснения водой.
3.27 свободное дренирование (free draining): Создание возможности для свободного течения жидкостей под действием силы тяжести к месту сброса.
3.28 время удержания (holding time): Интервал времени, в течение которого критические переменные процесса поддерживаются на уровне или выше установленных значений.
3.29 отходы жизнедеятельности человека (human waste): Выделения и жидкости тела, включая фекалии, мочу, кровь, гной, рвотную массу и слизь.
3.30 контейнер для отходов жизнедеятельности человека (human waste container): Сосуд многоразового пользования для удержания и транспортирования отходов жизнедеятельности человека.
3.31 аттестация монтажа IQ (installation qualification IQ): Получение и документирование доказательств, что оборудование поставлено, смонтировано в соответствии с его спецификацией.
[ИСО/ТС 11139:2001, статья 2.20]
3.32 МД машина для инструментов (instrument wacher-desinfector): Машина, предназначенная для очистки и дезинфекции загрузок (вставок, корзин), содержащих хирургические инструменты, анестезиологические принадлежности, бачки, чашки, приемники, посуду, изделия из стекла и подобные изделия.
3.33 загрузка (load): Общий термин, использованный для описания всех предметов, оборудования и материалов, которые одновременно помещают в МД машину с целью их очистки и дезинфекции за рабочий цикл.
3.34 загрузочная дверь (loading door): Дверь в проходной двухдверной МД машине, через которую загрузку помещают в машину перед технологической обработкой.
3.35 медицинское изделие (medical device): Любой инструмент, аппарат, устройство, материал или иное изделие, которое, будучи используемым самостоятельно или в комбинации, включая программное обеспечение, необходимое для его правильного применения, предназначено изготовителем для использования людьми в целях:
- диагностики, профилактики, мониторинга, лечения или облегчения заболевания;
- диагностики, мониторинга, лечения, облегчения или компенсации травмы или недостатка;
- изучения, замены или модификации анатомии или физиологического процесса;
- контроля зачатия, действие которого внутри или снаружи тела человека достигается без применения фармакологических, иммунологических или метаболических средств, которые могут применяться вместе с ним.
[ИСО 13485:2003, статья 3.7]
3.36 фактор микробного уменьшения (microbial reduction factor): Степень, до которой бионагрузка снижается в десятикратных приращениях, выраженных как десятичные логарифмы (при основании 10).
3.37 мониторинг (monitoring): Измерение физических переменных и сравнение полученных значений с величинами, установленными для процесса.
3.38 нормальная работа (normal operation): Работа МД машины в соответствии с инструкциями и со всеми параметрами процесса в пределах, установленных этим производителем.
3.39 рабочий цикл (operating cycle): Автоматическая последовательность рабочих фаз, выполняемая в МД машине.
3.40 рабочее давление (operating pressure): Манометрическое давление, при котором сосуд работает во время нормального использования.
3.41 аттестация функционирования OQ (operational qualification OQ): Процесс получения и документирования доказательств того, что смонтированное оборудование работает в установленных пределах параметров при использовании в соответствии с его эксплуатационными процедурами.
[ИСО/ТС 11139:2001, статья 2.24]
3.42 управление с блокировкой автоматики (override): Система, с помощью которой рабочий цикл может быть прерван или изменен по необходимости.
3.43 оценка рабочих характеристик PQ (performance qualification PQ): Процесс получения документального доказательства того, что оборудование, смонтированное и используемое в соответствии с эксплуатационными процедурами, постоянно функционирует в рамках заранее определенных критериев и, таким образом, выдает продукт, отвечающий его спецификации.
[ИСО/ТС 11139:2001, статья 2.26]
Примечание - Оценка рабочих характеристик МД машин будет касаться ряда изделий, очищенных и продезинфицированных до требуемого стандартом качества.
3.44 реактив для обработки (process chemical): Композиция химических смесей, предназначенных для использования в МД машине.
Примечание - Обрабатывающие реактивы, например моющие средства, поверхностно-активные вещества, ополаскиватели, дезинфицирующие средства, ферментные моющие составы.
3.45 переменная процесса (process variable): Физические и химические параметры, влияющие на эффективность всех стадий процесса.
Пример - Интервалы времени, значения температуры, концентрация дезинфицирующего средства, значения давления и потоки.
3.46 регистратор проверки процесса (process verification recorder): Устройство, которое независимо от автоматического контроллера, регистрирует значения, полученные для некоторых или всех переменных управления.
3.47 самопишущий прибор (recorder): Система, смонтированная в машине для мойки-дезинфекции или подсоединенная к ней, чтобы осуществлять непрерывную запись информации в графическом, цифровом или электронном виде.
3.48 повторная квалификация (requalification): Повторение валидации или ее части с целью подтверждения надежности процесса.
3.49 ополаскивание (rinsing): Удаление остатков обработки путем вытеснения и разбавления водой.
3.50 текущий контроль (routine test): Периодическая проверка и испытание с целью установить, что эксплуатационная характеристика МД машины остается в пределах, определенных во время валидации.
3.51 генератор пара (steam generator): Резервуар, сконструированный для содержания воды и нагревающей системы (например, паровой змеевик или полностью погруженный электрический элемент), который используется, чтобы нагревать воду до парообразного состояния.
3.52 бак (tank): Технологическая камера, составляющая одно целое с МД машиной и предназначенная для содержания флюидов, используемых во время технологической обработки.
3.53 тест - микроорганизм (test microorganism): Микроорганизм, относящийся к штамму из коллекции общепризнанных культур, используемый в микробиологическом тестировании рабочей характеристики МД машины.
Примечание - Коллекцией общепризнанных культур является международное хранилище по Будапештскому договору о "Международном признании депозитария микроорганизмов для цели выдачи патента и регулирования".
3.54 тест - загрязнение (test soil): Состав, используемый для проверки эффективности мойки в МД машине.
3.55 термическая дезинфекция (thermal disinfection): Дезинфекция, достигнутая под действием влажного тепла.
3.56 испытание типа (type test): Испытание для оценки рабочих параметров в целях определения на соответствие настоящему стандарту типа машины для мойки-дезинфекции и определить данные для ссылки в последующих испытаниях.
3.57 разгрузочная дверь (unloading door): Дверь в проходной двухдверной машине для мойки и дезинфекции, через которую загрузка извлекается после рабочего цикла.
3.58 валидация (validation): Документированная процедура получения, протоколирования и интерпретации результатов, необходимых для демонстрации того, что процесс неизменно дает продукт, соответствующий предварительно определенным требованиям.
[ИСО/ТС 11139:2001, статья 2.50]
3.59 верификация (verification): Подтверждение на основе представленных объективных свидетельств того, что требования, предназначенные для конкретного использования или применения, выполнены.
[ИСО 9000:2005, статья 3.8.4]
3.60 жизнеспособный микроорганизм (viable microorganism): Микроорганизмы, в том числе вирусы, которые способны размножаться при определенных условиях культивирования.
3.61 переливная трубка (warning pipe): Трубка вторичного переполнения, устроенная так, что ее выходное отверстие внутри или снаружи машины находится в заметной позиции, чтобы показывать состояние переливания через край.
3.62 моющая-дезинфицирующая машина (МД машина) (washer-disinfector (WD)): Машина, предназначенная очищать, мыть и дезинфицировать медицинские изделия и другие предметы, использованные в медицинской, фармацевтической и ветеринарной практике.
3.63 мойка (washing): Удаление приставшего загрязнения с изделий, подлежащих очистке средствами водной среды с обрабатывающими реактивами или без них в зависимости от необходимости.
3.64 заводские испытания (works test): Серия испытаний, проведенных на предприятии-изготовителе для доказательства соответствия каждой МД машины с ее спецификацией.
3.65 значение (
value): Необходимое изменение температуры в градусах Кельвина (К), чтобы достичь десятикратного изменения интенсивности микробной инактивации в процессе дезинфекции влажным теплом.
4 Требования к рабочим характеристикам
4.1 Общие положения
4.1.1 Соблюдение требований к рабочим характеристикам должно быть проверено методами, приведенными в разделе 6.
Примечание - Соответствие МД машины настоящему стандарту и серий стандартов ИСО 15883 может быть проверено и подтверждено документами в состоянии после доставки (см. 6.1.2) и после монтажа (см. 6.1.3) производителем, пользователем или третьей стороной.
4.1.2 Любое изделие, которое обработано в МД машине, соответствующей серии стандартов ИСО 15883, должно быть очищено, дезинфицировано, промыто и в подходящих случаях высушено.
Примечание - Требования к рабочим характеристикам зависят от ряда факторов, которые включают в себя характер изделия, которое подлежит обработке, необходимую эффективность дезинфекции (определенной по уровню риска, связанного с применением изделия), природу загрязнения, подлежащего удалению, характер и степень предварительной обработки, температуру, физическую энергию (тип, мощность, длительность), систему моющего средства, допустимый уровень остатков технологического процесса и т.д.
4.1.3 Установленная рабочая характеристика должна быть достигнута рабочим циклом под управлением автоматического контроллера и включающим в подходящих случаях стадии:
a) мойки, которая может состоять из нескольких фаз;
b) дезинфекции;
c) ополаскивания;
d) сушки (если имеется);
В соответствующих случаях две стадии или больше могут быть объединены в одну стадию.
4.1.4 В течение рабочего цикла скорость и степень изменения температуры, давления [см. 8.1, перечисление b), 6)] или концентрация обрабатывающих реактивов [см. 8.1, перечисление b), 5)] должны быть в пределах, установленных производителем оборудования как пределы, совместимые с изделием, которое МД машина способна обрабатывать [см. 8.1, перечисление b), 2)].
4.1.5 Дезинфекция устанавливается временем и температурой для термической дезинфекции или временем, температурой и концентрацией - для химической дезинфекции.
В практике термическая дезинфекция является предпочтительной. Технологическими процессами термической дезинфекции легче управлять, а штатный персонал, больные и среда окружения меньше подвержены опасностям, которые могут возникать при использовании химических дезинфицирующих средств.
Требуемый режим дезинфекции или фактор необходимого минимального микробного уменьшения, т.е. значение , устанавливается в последующих частях ИСО 15883.
Рабочие характеристики дезинфекции, приведенные в последующих частях ИСО 15883, являются минимальными требованиями. Распорядительные органы могут устанавливать более строгие требования в пределах территорий, за которые они отвечают.
4.1.6 В МД машине каждая камера, в которой содержится загрузка, должна быть способной осуществлять дезинфекцию под управлением автоматического контроллера. Для однокамерных машин это должно быть частью нормального рабочего цикла. Для машин с не менее чем двумя камерами цикл дезинфекции может быть отдельным от нормального рабочего цикла. В многокамерных машинах цикл дезинфекции не должен быть обязательным для камеры, которая используется только для сушки.
4.1.7 Камеры, в которых технологический раствор может присутствовать в течение цикла процесса, должны иметь свободный дренаж (см. 6.5.2 и 6.5.4).
4.1.8 Конструкцией МД машины непрерывного процесса должно быть предусмотрено, чтобы машина, загрузочные вставки, корзины, стойки и др. и сама загрузка не подвергались повторному загрязнению при непрерывной обработке других загрузок.
4.1.9 Среда окружения в контакте с загрузкой в течение конечного ополаскивания и сушки должна иметь, по меньшей мере, такую установленную производителем степень чистоты (химической и микробной), которая не оказывала вредного влияния на изделия, предназначенные для мойки-дезинфекции, или не ухудшала качество изделий для их использования по назначению.
Среда окружения включает в себя, без дальнейшего ограничения, все жидкости и материалы в непосредственном соприкасании с загрузкой.
4.1.10 Степень и периодичность тестирования для проверки чистоты среды окружения в контакте с загрузкой должны быть установлены на основе результата анализа рисков, который должен учитывать использование обработанных изделий по назначению, а также характер любых механизмов управления и подсистем, например систем обработки воды.
4.2 Очистка
4.2.1 Общие положения
4.2.1.1 Очистку (мойку) считают достигнутой, если удовлетворены приемочные критерии для метода испытания в 6.10 и уместных последующих частях ИСО 15883.
Метод испытания типа и текущий контроль (6.10.2) должны применять одно тест-загрязнение из числа опубликованных в национальном масштабе и методы, изложенные в ИСО 5883-5 (см. также [24]-[39]).
Примечание 1 - ИСО15883-5 включает в себя описание методов испытаний, включая тест-загрязнения, которые в настоящее время применяются в разных странах.
Примечание 2 - Дополнительная проверка достижения необходимой эффективности очистки во время текущего контроля может быть обеспечена путем использования одного из методов для обнаружения и оценивания остаточного белка, данного в 6.10.3 и приложении А.
Примечание 3 - Тест на остаточный белок выполняется для определения эффективности очистки (мойки) на использованных медицинских изделиях, но может быть также сделан с использованием белкового тест-загрязнения.
Описание метода испытания для текущего контроля эффективности очистки по 6.10.3 должно включать в себя использование одного из методов для обнаружения и оценивания остаточного белкового загрязнения, данного в приложении С.
Примечание 4 - Три испытательных метода для тестирования на остаток белка в приложении С не являются одинаково чувствительными. Нингидринный (см. С.1, приложение) и биуретовый метод (см. С.3, приложение С) имеют одинаковую чувствительность, но считаются контролем по диапазону значений и полуколичественным тестом соответственно. Метод ортофталиевого диальдегида (ОРА) в С.2, приложение С, является более чувствительным, но проводится с использованием лабораторного оборудования. Оба метода, нингидринный и ОРА, используют реакцию с - и
- аминогруппами протеинов; другие аминосмеси могут давать ложноположительные реакции.
4.2.1.2 Производитель должен заявить (см. раздел 8) о реактивах для обработки и качестве воды (см. 6.4), которые были использованы при исследованиях совместимости продуктов и на испытаниях, чтобы подтвердить соответствие МД машины требованиям настоящего стандарта.
4.2.2 Стадия промывки
Подаваемая в МД машину вода должна поддерживаться на уровне температуры, достаточно низкой, чтобы предотвращать явление коагуляции белка.
Примечание - Температуры свыше 45 °С могут вызывать свертывание белка в течение стадии промывки и быть причиной проблем на стадии мойки.
4.2.3 Стадия мойки
Температура воды и водных растворов в контакте с загрузкой в течение стадии мойки должна быть регулируемой в пределах, установленных производителем МД машины.
Температура растворов моющих средств должна регулироваться в пределах максимальных и минимальных температур, установленных изготовителем моющего средства.
4.3 Дезинфекция
4.3.1 Термическая дезинфекция
4.3.1.1 Термическую дезинфекцию загрузки и загрузочных вставок, корзин и других приспособлений считают достигнутой, если при испытании в соответствии с 6.8.2 и уместными последующими частями ИСО 15883 установленная минимальная температура для установленного минимального времени (удержания) или эквивалентная летальность (, см. приложение В) достигается на всех поверхностях, которые требуется дезинфицировать.
4.3.1.2 Термическую дезинфекцию стенок камеры считают достигнутой, если при испытании в соответствии с 6.8.3 и уместными последующими частями ИСО 15883 установленная минимальная температура для установленного минимального времени или эквивалентная летальность () достигается на всех стенках камеры.
4.3.1.3 Температура должна непрерывно поддерживаться в пределах диапазона установленных температур дезинфекции для установленного времени дезинфекции.
Примечание - Термическая дезинфекция может быть достигнута путем воздействия горячей воды, пара или их комбинации.
4.3.2 Химическая дезинфекция
4.3.2.1 Химическую дезинфекцию загрузки считают достигнутой, когда все поверхности загрузки подвергаются воздействию в установленных условиях концентрации химического дезинфицирующего средства и температуры в течение необходимого контактного времени.
4.3.2.2 Химическую дезинфекцию стенок камеры и загрузочных вставок, корзин считают достигнутой, когда установленные условия концентрации химического дезинфицирующего средства, температуры и времени контакта достигнуты на всех стенках камеры и загрузочных приспособлениях.
4.3.2.3 Режим времени, температуры и концентрации химического дезинфицирующего средства должен быть таким, как установлено производителем дезинфектанта для условий его применения.
Альтернативно в отличие от производителя дезинфектанта любой другой стороне следует установить режим времени, температуры и концентрации химического дезинфицирующего средства, который обеспечивает уровень необходимого микробного уменьшения (см. 4.1.5). Также должно быть выполнено подходящее дополнительное тестирование (например, на совместимость загрузки, безопасность среды окружения, стабильность дезинфектанта).
4.3.2.4 Должно быть выполнено микробиологическое тестирование (см. ИСО 15833-4).
4.3.3 Термическая и химическая дезинфекция
4.3.2.1 Значения температуры на всех поверхностях загрузки и загрузочных приспособлений должна быть в пределах 0 °С - 5 °С от температуры дезинфекции на протяжении времени, установленного для дезинфекции, когда это указано как взаимоотношение времени и температуры (см. 6.8.2).
4.3.2.2 Температура, зарегистрированная на поверхности стенки камеры, должна быть в пределах 0 °С - 5 °С от температуры дезинфекции на протяжении времени, установленного для дезинфекции, когда это указано как взаимоотношение времени и температуры (см. 6.8.3).
4.4 Ополаскивание
4.4.1 МД машина должна иметь фазу ополаскивания, которая уменьшает концентрацию обрабатывающих реактивов на загрузке до уровня, не превышающего значения, установленного производителем или поставщиком химикатов процесса как безопасный уровень при последующем использовании предметов загрузки по назначению.
4.4.2 Ополаскивание считают достигнутым, если при испытании в соответствии с требованиями 6.10.4 и уместных частях ИСО 15883 уменьшение химикатов процесса установлено и показано, что оно достаточное для последующего использования предметов загрузки по назначению.
4.4.3 Должны быть обеспечены или определены средства для гарантии, что химическое и микробное качества воды после конечного ополоскавания не ухудшит эталон чистоты и дезинфекции (см. 6.4.2).
4.5 Сушка
4.5.1 Если не установлено иное, то МД машина должна быть оснащена для выполнения фазы сушки, которая удаляет поверхностную влагу с загрузки.
4.5.2 Сушку загрузки считают достигнутой, если при испытании в соответствии с 6.12 и уместными частями ИСО 15883 остатки воды не обнаруживаются в конце фазы сушки.
4.5.3 Качество горячего или сжатого воздуха, используемого для сушки, должно быть таким, чтобы не ухудшать чистоту и не вносить микробное загрязнение на предметы загрузки.
Когда воздух, свободный от бактерий или загрязнения мелкими частицами, является необходимым для выполнения упомянутого выше требования, то это может быть достигнуто, например, с помощью сухого воздушного высокоэффективного фильтра (НЕРА).
4.5.4 Если фильтры воздуха установлены, то должны быть средства проверки системы фильтрации.
Используемые фильтры должны быть испытаны на эффективность задержки мелких частиц в месте применения (см. 6.11).
Отбор микробных проб обычно не требуется для системы, если в контракте не установлено иное.
Для применений, когда необходимо наличие воздуха, свободного от микробного загрязнения, может потребоваться тестирование в течение процесса или перед началом и/или после каждого цикла.
Многие МД машины оснащены воздушными фильтрами, чтобы удалять частицы материала из воздуха, подаваемого на стадии сушки. Такими фильтрами часто являются фильтры НЕРА (например, класса Н 12 или Н 13, как приведено в ЕН 1822-1), которые относятся к типу устройств, используемых для удаления бактериального загрязнения от источника подачи воздуха. Когда такие фильтры применяются для общей фильтрации твердых частиц, то испытания для определения рабочих характеристик установленного фильтра, как правило, не требуются.
4.6 Обрабатывающие реактивы
Производитель МД машины должен получить от производителя каждого установленного реактива для технологической обработки [см. 8.2, перечисление g)] какие-либо требования для безопасного обращения, данные о максимальном допустимом остаточном уровне на изделиях и метод обнаружения, который необходимо использовать, чтобы устанавливать остатки реактива. Метод отбора проб и установленный аналитический метод должны быть способны определять присутствие обрабатывающего реактива в концентрациях ниже того уровня, который установлен как потенциально вредный, т.е. максимально допустимый уровень.
Примечание 1 - Остаточный уровень, который можно допустить, зависит от характера реагента и его задуманного использования для обработки продукта.
Примечание 2 - Установленная рабочая характеристика не может быть достигнута, если используются другие обрабатывающие реактивы, чем проверенные на испытаниях типа.
При использовании реагентов для обработки загрузки следует соблюдать инструкции производителя реагента, например в том, что касается концентрации и температуры.
5 Механические и технологические требования
5.1 Материалы, проектирование и изготовление/сооружение
5.1.1 Материалы, использованные в МД машине и принадлежностях, включая вставки, корзины для предметов загрузки, должны выдерживать химические, механические и температурные воздействия во время нормального использования, как установлено производителем.
Части МД машины, которые соприкасаются с загрузкой, следует изготовлять из материалов, которые обладают свойствами сопротивления коррозии и стойкости к истиранию.
Все части машины, которые контактируют с водой, реагентами и/или паром, должны быть устойчивы к возможным коррозионным воздействиям этих веществ, или классы химикатов, которые не должны применяться, должны быть оговорены в инструкциях по эксплуатации.
При выборе материалов конструкции должное внимание следует уделять эффектам гальванического воздействия, вибрации и различному температурному расширению в том случае, когда имеется контакт разнородных материалов.
Комбинацию материалов, использованных в конструкции МД машины, следует подбирать на основе совместимости друг с другом и с параметрами процесса.
5.1.2 Компоненты системы, используемой для хранения и распределения химических реагентов, должны быть сконструированы из материалов, стойких к реакции с кислотой, щелочью, окислению и другим химическим реагентам, а также должно отсутствовать взаимодействие с загрузкой, которую МД машина предназначена обрабатывать.
5.1.3 Если не заявлено иное производителем МД машины, то конструкция камеры должна выдерживать не менее 10000 рабочих циклов без возникновения неисправности, когда она эксплуатируется и технически обслуживается согласно инструкциям производителя МД машины.
Соответствие должно быть установлено путем экспертизы проектных данных (см. ИСО 9001:2000, пункт 7.3.5).
5.1.4 Смонтированные на полу МД машины должны быть оснащены средствами компенсации неровных поверхностей полов. Производитель МД машины должен заявить максимальное отклонение от плоской горизонтальной поверхности, которую можно приспособить для монтажа.
5.1.5 Конструкцией МД машины должна быть предусмотрена возможность обеспечения доступа без использования инструментов для решения повседневных задач, выполнение которых предполагается возложить на оператора.
Должное внимание следует уделять средствам доступа для технического обслуживания и текущего ремонта компонентов и общей очистки. Панели следует делать легко снимаемыми и устанавливаемыми. В информации для заказчика следует указать ограничение доступа к машине, если она, например, будет устанавливаться около стены [см. 10, перечисление м)].
5.1.6 Все доступные компоненты и поверхности не должны иметь острых кромок, заусенцев и т.д. Внешние поверхности МД машины следует делать гладкими и легкими для чистки.
5.1.7 Во время нормальной работы МД машины не должно быть утечек, видимых при осмотре камеры, трубопроводов и соответствующих компонентов.
5.1.8 Камера не должна давать течь при испытании в соответствии с 6.5.3.
5.1.9 Должны быть загрузочные вставки, корзины и другие приспособления, чтобы располагать загрузку для процессов мойки и дезинфекции. Если предусмотрены сменные загрузочные вставки/корзины, то их следует устанавливать и вынимать из МД машины без использования инструментов.
Тип и количество вставок, корзин для предметов загрузки (см. 5.27) определяет заказчик.
5.1.10 Конструкцией загрузочных вставок, корзин должно быть предусмотрено, чтобы их мойка и дезинфекция осуществлялись во время нормального рабочего цикла и они не препятствовали свободному потоку воды к выпускному отверстию [см. 5.9.1, перечисления а), b) и е)]. Соответствие проверяют испытаниями в соответствии с 6.5.2, 6.5.4, 6.8.2 и 6.10.2.
5.1.11 Входной порт должен быть предусмотрен для установки в камеру датчиков температуры. Это должна быть прямая соединительная втулка в доступной точке.
Соединительная втулка должна иметь внутренний диаметр (10±0,5) мм, наружную резьбу, соответствующую ИСО 228-1, с нарезкой по длине (10±0,5) мм и просветом (3±0,5) мм до любого увеличения диаметра втулки (см. рисунок 1).
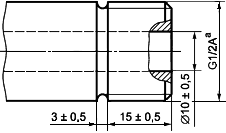
_______________
Трубная резьба по ИСО 228-G 1/2A.
Рисунок 1 - Входной порт для клемм датчика температуры
Соединительная втулка с уплотнительным кольцом или уплотнением по плоскости должна быть закрыта стандартным колпачком с жаропрочным и механически стойким уплотнением.
Соединительная втулка должна быть расположена таким образом, чтобы жидкость стекала с нее под действием силы тяжести.
5.2 Безопасность
МД машина должна соответствовать требованиям МЭК 61010-2-045.
5.3 Калориферы и баки
5.3.1 Дезинфекция систем в пределах МД машины
5.3.1.1 МД машина должна быть спроектирована и сконструирована таким образом, чтобы во время дезинфекции и последующих фаз рабочего цикла не происходило повторного загрязнения и/или переноса микроорганизмов (или, если установлено, бактериальных эндотоксинов) из машины на предметы загрузки в такой степени, что они становятся неприемлемыми для использования по назначению.
Это должно быть достигнуто:
a) обеспечением того, что все части машины, которые осуществляют рециркуляцию жидкостей в загрузку или камеру, продуваются и дезинфицируются во время нормального рабочего цикла, или
b) обеспечением отдельного цикла продувки и дезинфекции машины.
5.3.1.2 Производитель должен информировать пользователя о требованиях, касающихся использования цикла продувки и дезинфекции до начала работы машины, если она не эксплуатировалась в течение не менее 24 ч [см. 8.3, перечисление b)].
Дезинфекция во время продувки и цикла должна быть термической для МД машин, в которых загрузка подвергается термической дезинфекции. Термическая обработка является предпочтительным методом для МД машин, применяющих химическую дезинфекцию загрузки.
5.3.2 Баки
5.3.2.1 Баки для хранения технологической воды в пределах МД машины должны:
a) иметь свободное дренирование;
b) располагаться таким образом, что их можно чистить без разборки какой-либо части машины, которая не является в нормальных условиях съемной панелью и фиксатором;
c) осушаться автоматически при выключении машины или оснащаться доступной для пользователя системой слива вручную;
d) оснащаться переливной трубкой или эквивалентным средством, чтобы показывать оператору переполнение бака.
5.3.2.2 Когда водоснабжение загрязняется материалом крупных твердых частиц (>500 мкм), то бак для хранения воды должен быть оснащен сменным и очищаемым фильтрующим устройством.
5.3.2.3 Когда воду предполагается нагревать, то температура нагрева должна регулироваться в пределах, установленных для процесса.
5.3.2.4 Когда устанавливаются источники нагрева, то они должны быть заменяемыми и съемными или доступными для очистки.
5.3.2.5 Для того чтобы обеспечить независимость от микробного загрязнения, ополаскивающая вода, используемая на конечной фазе после дезинфекции, должна быть питьевого качества (см. [18]) или лучше и может быть взята из встроенного бака для воды при следующих условиях:
a) вода в баке постоянно хранится при минимальной температуре 65 °С.
Примечание - Чтобы поддерживать минимальную температуру воды на уровне 65 °С, сам бак следует нагревать до большей температуры, например 75 °С, так что в случае, когда запас пополняется поступающей холодной водой, температура остается свыше 65 °С;
b) или ополаскивающая вода до ополаскивания автоматически немедленно дезинфицируется в процессе.
Минимальное допустимое качество химической чистоты ополаскивающей воды и дополнительные требования к микробиологической чистоте установлены в последующих частях ИСО 15833.
5.4 Загрузочные и разгрузочные двери и их средства управления
5.4.1 Общие положения
5.4.1.1 Расположение дверей должно быть определено заказчиком [см. раздел 10, перечисление о)].
Машины могут быть оснащены одной дверью, которая служит для загрузки и выгрузки, или иметь две двери "проходного" типа, когда одна дверь используется для загрузки, а другая для выгрузки; возможны также МД машины без дверей (см. 5.4.5).
5.4.1.2 Уплотнение двери должно препятствовать утечке жидкости на уплотнительном интерфейсе во время рабочего цикла, например, с помощью прокладки или системы лабиринта (асимметричный путь).
Должен быть обеспечен доступ для чистки и замены прокладки уплотнения двери, входящей в контакт с уплотняемыми поверхностями.
Требования к системе блокировки дверей в связи с подачей в камеру пара, сжатого воздуха, циркулирующей воды и т.д. установлены в МЭК 61010-2-045.
При испытаниях в соответствии с 6.5.3 технологические жидкости не должны вытекать в количестве, приводящем к нарушению технологического процесса.
Конструкцией дверей и дверных проемов должна быть обеспечена возможность дренирования присутствующей остаточной воды при открытии дверей.
5.4.1.3 Производитель должен предоставить достаточные данные уставок всех блокировок для возможности проверки их правильного функционирования [8.3, перечисление f)].
5.4.1.4 После инициирования рабочего цикла двери для загрузки и выгрузки должны обладать способностью снятия блокировки и открываться только после завершения рабочего цикла.
Соответствие проверяют испытанием по методу, изложенному в 6.3.2, 6.3.4 и 6.3.7.
5.4.1.5 Если неисправность возникает во время рабочего цикла, то она должна быть отображена на дисплее, а доступ к загрузке должен быть ограничен (см. 6.3.5, 6.3.7).
5.4.1.6 Для машин, в которых доступ к загрузке ограничивается с помощью блокированных дверей, необходимо использовать специальный ключ, код или инструмент, чтобы снять блокировку двери и получить доступ к загрузке.
Возможно, что в машине непрерывного технологического процесса необязательно открывать дверь, чтобы получить доступ к загрузке (см. 5.4.4).
5.4.1.7 Для обеспечения надежного крепления двери в открытой позиции должно быть установлено устройство или устройства, которые должны соответствовать требованиям МЭК 61010-2-045.
5.4.1.8 Оператор не должен иметь возможность начать процесс, если двери не закрыты. Соблюдение этого требования проверяют в соответствии с 6.3.1.
Система управления должна включать в себя предоставление устройства преобладания для проведения технического обслуживания и текущего ремонта.
5.4.1.9 Должны быть предоставлены средства, дающие возможность открывать дверь вручную, если МД машина становится изолированной от каких-либо сервисов, снабжающих энергией механизм двери (см. также МЭК 61010-2-045).
5.4.2 Контроль дверей с ручным управлением
Разъяснение ручного действия, необходимого для блокировки двери, должно быть предоставлено для оператора. Дополнительно, если процедура открытия не является обратным действием процедуры закрытия, то должна быть индикация для оператора о действии вручную, которое необходимо, чтобы открыть дверь.
При необходимости эту индикацию следует ясно отображать на самой двери, или на ее ручке, или маховике. Ясные инструкции следует отображать на передней панели, смежной с дверью, или на панели управления оператора.
5.4.3 Контроль дверей проходных МД машин
5.4.3.1 Орган управления, используемый для запуска автоматического цикла, должен быть расположен только на загрузочной стороне МД машины. Когда загрузочная дверь закрывается и блокируется, не должно быть возможности открыть разгрузочную дверь до тех пор, пока МД машина не завершит успешный рабочий цикл, т.е. без сигналов о неисправности (см. 6.3.3 и 6.3.4).
5.4.3.2 Если возникает неисправность, то должна быть предусмотрена возможность открыть загрузочную дверь (см. 6.3.5 и 6.3.7).
5.4.3.3 У оператора, находящегося на одной стороне проходной машины, не должно быть возможности открыть или закрыть дверь на противоположной стороне. Не должно быть возможности одновременного открытия дверей проходной машины для избежания свободного протока воздуха через машину.
5.4.3.4 Визуальный дисплей должен быть предусмотрен на каждой стороне проходной машины, чтобы давать индикацию все еще действующего цикла.
5.4.3.5 Индикация "цикл завершен" или эквивалентная индикация должна быть отменена, когда разгрузочная дверь открывается, и загрузочная дверь должна оставаться запертой до тех пор, пока разгрузочная дверь не будет снова закрыта (см. 6.3.4).
5.4.4 Внутренние двери и входные каналы
Если двери, установленные между последовательными секциями многосекционной машины, и входные каналы, подведенные снаружи, могут быть открыты или закрыты оператором без использования инструмента, то должны быть предоставлены средства, которые будут предотвращать открытие, если при этом возникает вредное влияние на загрузку или среду окружения, в которой находится МД машина.
5.4.5 МД машины непрерывной обработки без дверей
5.4.5.1 МД машины без дверей должны быть оснащены средствами, предотвращающими перенос загрязнения с загрузочной на разгрузочную сторону.
5.4.5.2 МД машины без дверей должны быть оснащены средствами, предотвращающими оператору доступ к загрузке во время нормального технологического цикла до его завершения.
5.4.5.3 МД машины должны быть оснащены средствами, предотвращающими вытекание флюида (жидкостей, аэрозолей и пара) из машины на протяжении технологического цикла.
5.4.5.4 Для МД машин, в которых доступ к загрузке не ограничивается посредством дверей, способ, предотвращающий доступ во время рабочего цикла (см. 5.4.4), не должен быть обойден (нейтрализован) без запроса на использование ключа, кода или инструмента в случае возникновения неисправности.
5.5 Трубная обвязка и фитинги
5.5.1 Общие положения
5.5.1.1 Трубная обвязка, насосы, вентили и фитинги должны быть сконструированы, установлены и/или уплотнены таким образом, чтобы остаточная жидкость стекала к месту ее сброса (см. 6.5.5).
Остаточная вода, которая не вытекает из внутренней системы труб МД машины, может создать благоприятную среду для микробного размножения. Эти микроорганизмы могут затем стать источником для повторного загрязнения уже дезинфицированной загрузки, также остаточные флюиды могут привести к возникновению коррозии.
5.5.1.2 При тестировании в соответствии с 6.5.1 мертвая зона не должна превышать величину, установленную производителем [см. 8.3, перечисление g)]. Кроме того, должен быть установлен рекомендуемый метод очистки всех нагнетательных линий и вентилей [см. 8.3, перечисление g)].
Конструкцией трубной обвязки должно быть предусмотрено, чтобы мертвая зона была минимальной.
5.5.1.3 Для малых МД установок, предназначенных для размещения на рабочей поверхности (т.е. настольные машины), требования 5.5.1.1, 5.5.1.2 и 5.5.2 не применяются.
5.5.2 Запорная арматура
Если не установлено иное в последующих частях настоящего стандарта, для каждого вентиля, подсоединенного к камере, должны быть установлены следующие правила применения:
а) он не должен быть использован, когда значения температуры и давления, воздействующие на вентиль во время эксплуатации в соответствии с инструкциями производителя, могут превысить максимальные, установленные производителем вентиля. С практической точки зрения целесообразно гарантировать, что нормальные условия эксплуатации не превышают 80% установленных максимальных значений;
b) он должен быть снят с помощью фитингов, предназначенных для разъединения без удаления соединительных труб, хотя при необходимости, должна быть возможность перемещать такие трубы без снятия.
5.6 Системы распыления
5.6.1 Распылительные насадки должны быть позиционированы для обеспечения полного контакта брызг со всеми частями предметов загрузки вместе с соответствующими загрузочными вставками, корзинами при их заполнении в соответствии с инструкциями производителя.
5.6.2 Каналы насадок должны быть защищены от закупорки из-за прохождения частиц. Например, для предотвращения попадания частиц большого размера, которые могли бы блокировать насадки, устанавливается фильтр перед насадкой.
Конструкцией насадок должна быть предусмотрена возможность минимальной закупорки.
5.6.3 Все трубы, содержащие насадки, должны быть разборными в комплекте со штыковой муфтой, нарезанной частью или другими фитингами. Все внутренние и внешние поверхности должны легко очищаться.
5.6.4 Все насадки, которые снимает пользователь, должны быть рассчитаны не менее чем на 250 соединений.
Соответствие должно быть установлено путем экспертизы расчетных данных. Съемные насадки должны иметь средства, показывающие их монтаж в правильной позиции. Все фитинги должны быть сконструированы для предотвращения рассогласования при сборке насадок и связанных систем.
5.6.5 Должна быть предоставлена возможность проверки незакупоривания распылительных насадок и свободного перемещения распылительных рычагов, установленных производителем МД машины. Используемый метод должен быть описан в инструкциях по применению [см. 8.3, перечисление b)].
5.6.6 Конструкцией неподвижных насадок для орошения должна быть предоставлена возможность обеспечения установленного расхода воды от всех насадок одинакового типа, предназначенного для одинакового применения.
5.6.7 Должна быть предоставлена возможность проверки обеспечения установленного потока воды и/или водных растворов неподвижными насадками, предназначенными для орошения флюидами внутренних каналов полых измерительных приборов. Используемый метод должен быть описан в инструкциях по применению [см. 8.3, перечисление b)].
5.7 Системы дозирования
5.7.1 Для управления наполнением баков всеми необходимыми обрабатывающими реактивами МД машина должна быть оснащена системами дозирования. Максимально допустимое число систем дозирования, установленное производителем МД машины, должно быть согласовано с потребителем [см. 10, перечисление r)].
5.7.2 Каждая система должна быть оснащена средствами регулирования поступившего объема. Для доступа к средствам регулирования необходимо использование специального ключа, кода или инструмента.
Средства регулирования должны быть ручными или автоматическими.
Примечание - Доступ к средствам регулирования может быть ограничен, например, до производителя, его агента или уполномоченного лица.
5.7.3 Стадия в технологическом цикле, на которой каждая система дозирования подает реактив в МД машину, должна находиться под управлением автоматического контроллера.
5.7.4 Каждая система дозирования должна быть обеспечена средствами прямого или косвенного определения, что принятый объем и время в пределах эксплуатационного цикла, когда наполнение произошло, соответствуют программному обеспечению автоматического контроллера.
Нарушение в наполнении установленного минимального объема должно вызывать аварию, подлежащую обнаружению по индикаторам.
Производитель МД машины должен указать метод проверки, который надлежит использовать для подтверждения соответствия.
5.7.5 Производитель должен указать правильность и воспроизводимость результатов управления наполненным объемом для каждой установленной системы дозирования.
Соответствие должно быть проверено согласно 6.9 или методом подтвержденной эквивалентности, установленным производителем МД машины.
5.7.6 МД машина должна быть оснащена системой, которая будет показывать, что для следующего цикла имеется недостаточное количество обрабатывающих химикатов.
5.8 Температурная защита загрузки
5.8.1 МД машины, предназначенные обрабатывать изделия, которые могут быть повреждены в случае превышения предварительно установленной температуры, должны быть обеспечены одним или несколькими автоматическими тепловыми выключателями, чтобы предохранять загрузку от воздействия чрезмерной температуры.
Тепловые выключатели должны быть отрегулированы для срабатывания при температуре ниже температуры, повреждающей термолабильные изделия, предназначенные для технологической обработки.
5.8.2 Тепловые выключатели должны иметь возможность для ручной настройки.
5.8.3 При ограничении температуры какой-либо среды, вступающей в соприкасание с загрузкой, тепловые выключатели должны срабатывать при температуре не более чем на 5 °С выше самой высокой температуры, допустимой каким-либо средством регулирования или устройством ограничения температуры (см. 6.8.5).
Это требование следует применять к нерегулируемым и регулируемым тепловым выключателям при их настройке на минимальную температуру, а также к тепловым выключателям с предварительной установкой температуры срабатывания.
5.8.4 В МД машинах, в которых загрузка нагревается и/или термически дезинфицируется нагретым паром, камера должна быть защищена от повышения давления выше расчетного уровня рабочего давления в камере, определенного на испытании в соответствии с 6.5.6. В камерах, работающих в условиях атмосферного давления, превышение давления не должно быть больше чем на 200 кПа (200 мбар).
5.9 Пределы регулирования температуры процесса
5.9.1 При испытании в соответствии с 6.8.2 технологический процесс должен удовлетворять следующим требованиям:
a) значения температуры, зарегистрированной на поверхности загрузки и загрузочной вставки, корзины, находятся в пределах 0 °С - 5 °С температуры дезинфекции на всем протяжении периода удержания для стадии дезинфекции.
b) значения температуры, зарегистрированной на поверхности загрузки и загрузочной вставки, корзины, находятся в пределах ±5 °С установочной температуры для соответствующей стадии на всем протяжении периода удержания для каждой другой стадии;
c) температурный профиль, полученный для управляемых по температуре стадий эксплуатационного цикла, должен быть согласованным в пределах ±2,5 °С по меньшей мере для трех из четырех испытательных циклов (см. 6.8.2.3);
d) время удержания температурного профиля, определенного по измеренным температурам на поверхности загрузки, составляет не меньше установленного значения для стадии дезинфекции (или установленное значение );
e) на протяжении времени удержания измеренные температуры на поверхности загрузки и загрузочных вставок, корзин находятся в пределах диапазона температур дезинфекции, установленного для эксплуатационного цикла (или установленное значение );
f) значения температуры, показанной на индикаторе температуры в камере и/или на самописце, находятся в пределах ±2 °С температуры, измеренной датчиком автоматического управления;
g) температура, измеренная на поверхности изделия каждой загрузки, не колеблется больше, чем на ±2 °С, и не отличается от температуры других изделий загрузки больше, чем на 4 °С.
h) в конце цикла обнаруживается, что датчики температуры остались на месте.
5.9.2 При испытании согласно 6.8.2 температуры, достигнутые на стенках камеры в течение всего периода технологического процесса, должны удовлетворять следующим требованиям:
a) значение температуры, зарегистрированной на поверхности камеры на всем протяжении периода удержания для стадии дезинфекции, находится в пределах 0 °С - 5 °С температуры дезинфекции;
b) значение температуры, зарегистрированной на поверхности камеры на всем протяжении периода удержания для каждой стадии, другой, чем стадия дезинфекции, упомянутая выше, находится в пределах ±5 °С установленной температуры для соответствующей стадии;
c) температура на индикаторе/самописце МД машины находится в пределах ±5 °С значения, зарегистрированного испытательным прибором от датчика рядом с контрольным датчиком на протяжении всего периода удержания для стадии дезинфекции;
d) температурный профиль, полученный для управляемых по температуре стадий эксплуатационного цикла, является согласованным в пределах ±2,5 °С по меньшей мере для трех из четырех испытательных циклов (см. 6.8.3.2).
5.10 Выключатели, измерительные приборы и индикаторы
5.10.1 Рабочий цикл должен быть запущен посредством одного выключателя. Этот выключатель может быть объединен с индикаторами, показанными в МЭК 60073.
5.10.2 Каждый выключатель, измерительный прибор или индикаторное устройство, предназначенное для использования оператором, должны быть маркированы подходящим символом или иметь этикетку с описанием функции. Показания прибора и надписи должны быть различимы на расстоянии 1 м от машины при испытании в соответствии с 6.6.2.
5.10.3 Используемые символы должны соответствовать требованиям МЭК 60417-DB и/или ИСО 7000. Новые символы должны быть разработаны в соответствии с МЭК 80416-1.
5.11 Проверка технологического процесса
5.11.1 МД машина должна быть оснащена средствами проверки и/или регистрации установленного режима технологического процесса.
5.11.2 Характер и степень мониторинга должны быть соразмерными с использованием загрузки по назначению и риском, возникающим от неудачи в достижении установленного значения одного или нескольких критических переменных процесса.
5.11.3 Выбор системы проверки технологического процесса должен быть на основе анализа рисков, подтвержденного документами согласно ИСО 14971, который должен включать в себя предположения использования МД машины по назначению и характер системы управления МД.
МД машины должны быть оснащены одной или двумя отдельными системами регистрации данных: самописцем "управления циклом", который записывает значения переменных управления по данным контроллера, или самописцем "проверки процесса", который независимо от контроллера и его датчиков записывает значения, достигнутые до некоторых или всех критических переменных, определяющих адекватность процесса.
5.11.4 Должен быть использован один из трех уровней проверки процесса [перечисления а), b) или с)]:
a) проверка оператором достижения термической дезинфекции:
- МД машина должна быть оснащена индикатором температуры, независимым от контроллера, чтобы позволить оператору проверять достижение температуры дезинфекции согласно программе. (Это можно использовать, когда, исходя из характера и использования загрузки, риск, возникающий в случае применения продукта после неудовлетворительного процесса дезинфекции, является низким.);
b) проверка путем регистрации параметров процесса, независимых от контроллера, показывающих достижение режима термической дезинфекции:
- МД машина должна быть оснащена самописцем температуры с датчиками и обработкой сигналов, независимо от контроллера, чтобы регистрировать достижение запрограммированного режима дезинфекции. (Это можно использовать, когда, исходя из характера и использования загрузки, необходимо подтверждение доказательства, что процесс дезинфекции состоялся в пределах, установленных во время аттестации.);
- это не обеспечивает проверку адекватности процесса мойки. Чистоту изделий загрузки следует устанавливать путем их осмотра;
c) проверка путем регистрации параметров процесса, независимых от контроллера, показывающих достижение тех переменных, которые вредно влияют на мойку и дезинфекцию:
- МД машина должна быть оснащена многоканальным самописцем с датчиками и обработкой сигнала независимо от контроллера, чтобы регистрировать переменные процесса, которые были установлены во время исследования достоверности как критические для удовлетворительной производительности процессов мойки и дезинфекции (см. также 5.17.2.7 и 5.17.2.8). Это можно использовать, если, исходя из характера и использования загрузки, необходимо доказательство, что процессы мойки и дезинфекции состоялись в пределах, установленных во время приемочных испытаний. Сюда можно включить МД машины для продуктов, которые будут использованы без дальнейшей обработки и в случае, когда риски, возникающие от неудовлетворительной мойки и дезинфекции, являются неприемлемыми.
Эта проверка процесса мойки дает гарантию очистки тех изделий, которые невозможно осмотреть визуально (например, устройства с длинным узким световым каналом). Также проверка процесса мойки может позволить использование подхода статистической выборки для инспекции чистоты других изделий загрузки.
5.12 Измерительная аппаратура и средства управления
5.12.1 Средства измерений и управления должны быть сконструированы, расположены и защищены так, что их функционирование сохраняется при эксплуатации в диапазоне температур окружающей среды 5 °С - 40 °С и в условиях относительной влажности не свыше 80% для температур до 31 °С с линейным снижением до 50% при температуре 40 °С.
5.12.2 Каждый измерительный прибор и индикаторное устройство должны иметь маркировку или этикетку с описанием функции, а если используются для термометрии, то должны показывать местоположение своего датчика. Если измерительный прибор подсоединяется к нескольким точкам считывания, то в этих точках должна быть непрерывная индикация мониторинга активного датчика.
Идентификация местоположения датчика должна быть достаточной, чтобы оператор понимал значимость показания прибора, например "температура предварительного ополаскивания", "температура в сушильной камере".
5.12.3 Символы на каждом индикаторном приборе или дисплее должны быть четко видимы на дистанциях визуального наблюдения от 0,25 до 1,0 м при испытании в соответствии с 6.6.2.
5.12.4 Каждая измерительная система должна быть оснащена средствами регулировки (настройки) для целей калибровки (поверки) без демонтажа этой системы из своей позиции.
Возможно, что потребуется снятие подсоединенного датчика.
Калибровку (поверку), регулировку (настройку) и последующую проверку следует поручать только подготовленному персоналу, имеющему разрешение.
5.12.5 Должны быть предоставлены средства, позволяющие независимо проверять калиброванные измерительные приборы и средства управления технологическим процессом во время рабочего цикла.
5.12.6 По меньшей мере один датчик температуры должен быть расположен в позиции, которая ранее была определена как представительная для наименьшей температуры, достижимой в пределах загрузки. В этом случае должна быть возможность установить, что все поверхности изделий загрузки и камеры, подлежащие дезинфекции, нагреваются до дезинфекционной температуры за требуемое время.
Метод испытания - по ИСО 15883-2.
Дополнительные точки считывания данных могут потребоваться для контроля блокировок.
5.12.7 Способ подсоединения датчиков температуры к контроллеру, индикатору и самописцу (если установлен) должен гарантировать, что между измеренными температурами может быть определена разность, превышающая 2 °С в течение периода удержания любой стадии. Это должно достигаться путем сравнения температур, отображенных на регистрирующих и индикаторных термометрах, или путем индикации отказа в конце цикла.
Обычно датчики находятся в воде, поступающей в камеру, заполняющей ее или вытекающей.
5.12.8 Следующие индикаторы должны находиться на стороне загрузки МД машины:
a) индикатор "активный процесс обработки";
b) индикатор "отказ";
c) счетчик часов работы или циклов, который пользователь не может обнулить;
d) индикатор "цикл завершен";
e) индикатор "недостаточное количество обрабатывающих химических средств для завершения цикла";
f) температурный индикатор, показывающий температуру, достигнутую в контрольной точке в пределах МД машины на стадиях цикла, по меньшей мере, мойки, дезинфекции и сушки.
Завершение цикла не применяется на машине непрерывного технологического процесса.
Дополнительно может быть установлен звуковой индикатор с регулировкой громкости.
Для визуального отображения на счетчике часов работы или циклов может потребоваться запрос сигналов с контроллера процесса.
5.12.9 Следующие измерительные приборы и индикаторы должны быть установлены на разгрузочной стороне проходной МД машины, имеющей две двери:
a) индикатор "активный процесс обработки";
b) индикатор "цикл завершен";
c) индикатор "отказ".
Индикатор завершения цикла не применяется на машинах непрерывного технологического процесса. Дополнительно может быть установлен звуковой индикатор с регулировкой громкости.
5.12.10 Выход из строя любого датчика системы управления временем дезинфекции или температурой должен вызывать индикацию отказа. Описание проверки - в 6.3.5.
5.12.11 Расположение датчиков должно быть определено производителем МД машины, чтобы гарантировать представительный режим процесса, которым планируется управлять, например потоком через инструменты, имеющие световые каналы, давлением при распылении жидкости, ограничением формирования пены.
5.13 Системы индикации температуры
5.13.1 Температурные датчики должны быть типа платинового термометра сопротивления, соответствующего классу В согласно МЭК 60751, или термопарами, отвечающими международным табличным требованиям, установленным в классе 2 допусков МЭК 60584-1 или в других эквивалентных системах, которые могут быть продемонстрированы.
5.13.2 Система индикации температуры в камере МД машины должна иметь следующие свойства:
a) быть цифровой или аналоговой;
b) иметь градуировку в градусах Цельсия;
c) иметь шкалу, которая включает диапазон от 5 °С до 99 °С;
d) обеспечивать измерение с точностью ±1 °С по шкале от 10 °С до 99 °С;
e) для аналоговых приборов деления шкалы должны быть не больше 1 °С;
f) для цифровых приборов разрешающая способность должна быть не меньше 1 °С;
g) когда используется для функции управления, то система должна сохранять применение функции управления в случае отказа датчика;
h) иметь компенсацию ошибки на температуру окружающей среды, не превышающую 0,08 К/К;
i) иметь средства регулировки на месте эксплуатации путем использования специального ключа, кода или инструмента.
Примечание - Маловероятно, что эти требования к рабочим характеристикам могут быть обеспечены термометрами биметаллического типа.
5.14 Системы индикации давления
Если в МД машине установлены системы индикации давления, то:
a) такая система должна быть цифровой или аналоговой;
b) такая система должна иметь градуировку в килопаскалях или барах;
c) такая система должна измерять давление с точностью не меньше ±5 кПа (0,05 бар);
d) такая система должна иметь такой диапазон шкалы, что максимальное рабочее давление по назначению не превышает 80% полной шкалы;
е) аналоговые приборы должны иметь деление шкалы не больше 20 кПа (0,2 бар);
f) цифровые приборы должны иметь разрешающую способность не меньше 1 кПа (0,01 бар);
g) такая система должна быть регулируемой до точности не меньше ±5 кПа (0,05 бар) на рабочем давлении;
h) такая система должна при использовании функции управления сохранять применение этой функции в случае отказа датчика;
i) такая система должна иметь средства регулирования на месте эксплуатации путем использования специального ключа, кода или инструмента.
Когда используют цифровые индикаторы давления, дополнительный индикатор, приводимый в действие механически, может потребоваться в соответствии с национальными правилами для сосудов под давлением. Если аналоговый прибор устанавливается только для обеспечения упомянутой выше цели, то требование регулировки на месте эксплуатации не предъявляется.
При градуировке в барах измерительный прибор следует снабдить этикеткой, чтобы показывать, является ли результат измерения давления абсолютным или манометрическим.
5.15 Регуляторы времени
5.15.1 Таймеры управления процессом должны иметь сходимость и повторяемость результатов порядка, по меньшей мере, величины, лучше, чем интервалы времени, которые они должны измерять по назначению.
5.15.2 Индикаторы времени, включая диаграммный самописец, должны:
a) быть градуированы в секундах или минутах;
b) иметь точность, по меньшей мере, ±5% для периодов до 5 мин, а для периодов свыше 5 мин - ±1%;
c) иметь средства регулирования на месте эксплуатации путем использования специального ключа, кода или инструмента.
5.16 Аппаратура индикации рабочего цикла
5.16.1 Должна быть визуальная индикация стадии, достигнутой на протяжении рабочего цикла.
5.16.2 Счетчик рабочих циклов или измеритель часов работы должен отображать минимум пять цифр и не должен обладать способностью обнуления пользователем.
5.17 Аппаратура регистрации (если установлена)
5.17.1 Требования к устройствам записи управления циклом
Если установлено устройство записи управления циклом, то датчики и/или усилители сигналов, и/или аналогово-цифровые преобразователи, применяемые для предоставления записанной информации, следует также использовать для подачи входного сигнала в систему управления.
Примечание - Эти устройства записи свидетельствуют о параметрах, установленных для рабочего цикла, и о том, что процесс выполнен в соответствии с программой. Они не дают независимого доказательства, что требуемые параметры, например температура дезинфекции, имели место. В случае если датчик или система обработки сигналов, связанная с устройством записи, расстроены и дают ошибочную индикацию режима в пределах МД машины, то это не будет видно на записи управления циклом.
5.17.2 Требования к устройствам записи проверки процесса
5.17.2.1 Если требуется регистрация проверки процесса, если она не установлена в соответствующем стандарте серии ИСО 15883, то это требование должно быть в информации, поставляемой заказчиком производителю.
5.17.2.2 Датчики, подключенные к устройству записи проверки процесса, должны быть независимыми от датчиков, используемых для функций контроля процесса.
Два датчика или больше, расположенные в одном и том же корпусе, могут считаться как отдельные датчики.
5.17.2.3 Когда используется система на основе микропроцессора, то любой усилитель сигнала и аналогово-цифровой преобразователь должны быть отдельными от подобных устройств, используемых контроллером.
5.17.2.4 Когда один и тот же микропроцессор используется для контроллера и устройства записи проверки процесса, то система должна иметь контрольное реле времени.
5.17.2.5 Система регистрации проверки процесса должна быть оснащена для записи ключевых переменных процесса на протяжении всего рабочего цикла.
5.17.2.6 Измерительные системы должны иметь точность и разрешающую способность не меньше, чем точность и разрешающая способность измерения, которые необходимы для управления процессом мойки-дезинфекции.
5.17.2.7 Когда требуется полная регистрация проверки процесса, то должны быть измерены переменные процесса, о которых известно, что они влияют на функционирование.
В эти измерения следует включить, по меньшей мере, следующее:
a) температуру воды и воздуха в каждой камере на каждой стадии рабочего цикла;
b) объем химикатов, принятых для какого-либо процесса, и время, когда химикаты были добавлены на каждой стадии рабочего цикла;
c) температуру воды в каждом нагретом резервуаре для хранения;
d) давление и/или расход воды/водных растворов, подаваемых в каждую камеру в течение стадий мойки и полоскания;
e) электрическую проводимость конечной промывочной воды.
5.17.2.8 Максимально ожидаемое значение переменной, подлежащей измерению, не должно превышать двух третей значения полной шкалы измерительного прибора. Значение полной шкалы измерительного прибора не должно превышать максимального ожидаемого значения больше, чем на 150%.
Минимальные рабочие характеристики систем измерения должны удовлетворять или превышать следующие требования:
a) температура:
- точность: ±1% по всему диапазону от 0 °С до 100 °С,
- разрешающая способность: 1 °С или лучше,
- скорость выборки: по меньшей мере, каждые 5 с;
b) давление:
- точность: ±2,5% по всему диапазону от 100 до 500 кПа,
- разрешающая способность: 5 кПа или лучше,
- скорость выборки: по меньшей мере, каждые 5 с;
c) электрическая проводимость:
- точность: ±5% показания прибора или ±0,1 мкС/см, что из двух значений больше,
- разрешающая способность: 1% показания прибора или 0,1 мкС/см, что из двух значений больше,
- скорость выборки: по меньшей мере, каждые 5 с,
- температурная компенсация: 0 °С - 95 °С;
d) pH (водородный показатель):
- точность: 0,5 единицы измерения рН,
- разрешающая способность: 0,1 единицы измерения рН,
- скорость выборки: по меньшей мере, каждые 5 с,
- температурная компенсация: 0 °С - 95 °С;
e) отношение объем/расход:
- точность: ±5% полной шкалы,
- разрешающая способность: ± 1 % полной шкалы,
- скорость выборки: по меньшей мере, каждые 5 с,
- температурная компенсация: 0 °С - 95 °С.
5.17.2.9 Должно применяться аналоговое или цифровое устройство записи.
5.17.2.10 Устройство записи должно обеспечивать непрерывную регистрацию.
Полученная запись должна оставаться разборчивой на протяжении периода хранения, установленного распорядительным органом заказчика при хранении в условиях окружающей среды. Маловероятно, что записи на термографической бумаге будут удовлетворять этому требованию.
5.17.2.11 Распечатка данных должна быть достаточной для идентификации какого-либо отклонения за пределы разрешенных допусков.
5.17.2.12 Для калибровки должны быть предоставлены средства, чтобы регулировать устройство записи на месте эксплуатации путем использования специального ключа, кода или инструмента.
5.17.2.13 Если не установлено иное заказчиком, то для проходных двухдверных МД машин распечатку данных следует выдавать на разгрузочной стороне машины.
5.18 Системы управления
5.18.1 МД машина должна быть оснащена автоматическим контроллером.
5.18.2 Система управления должна быть программируемой на предварительно установленный режим для каждой стадии рабочего цикла в случае, когда это целесообразно.
5.18.3 Автоматический контроллер должен проверять достижение или иное, касающееся предварительно установленных переменных (в предварительно установленных пределах), важных для эффективности рабочего цикла.
5.18.4 Производитель должен специфицировать значения переменной каждого цикла, заложенной в программу автоматического контроллера, для обеспечения требований к рабочим характеристикам в разделе 4.
5.18.5 Автоматический контроллер должен обеспечить, чтобы в пределах, установленных производителем, рабочий цикл являлся воспроизводимым в течение каждого последующего цикла. Должна быть возможность непрерывной поддержки температуры в диапазоне установленных температур дезинфекции в течение установленного времени (см. 6.13).
5.18.6 Не должно быть возможности регулирования предварительно установленных переменных на протяжении рабочего цикла.
5.18.7 Аналоговые регистрирующие приборы не должны применяться для функции управления, если невозможно показать на практике, что функция управления не влияет на точность прибора.
5.18.8 Доступ к устройствам управления (включая доступ с целью установки переменных цикла, которыми можно управлять без разборки органа управления или его перемещения из своей позиции на машине) должен быть только с помощью специального ключа, кода или инструмента.
5.18.9 Когда МД машина программируется на выполнение ряда рабочих циклов, то требуемый цикл должен быть выбран ключом, кодом или переключателем.
5.18.10 Для целей технического обслуживания, тестирования и в аварийных случаях должны быть предусмотрены средства, допускающие ручное продвижение в программе автоматического контроллера. Выбор такого ручного средства должен осуществляться с помощью специального ключа, кода или инструмента, отличающегося от средств, установленных выше.
5.18.11 При ручном управлении для технического обслуживания, тестирования или в аварийных случаях автоматическая последовательность программы должна быть автоматически выключена.
5.18.12 Любой орган управления, который предварительно настраивается, но регулируется, должен находиться позади запираемой панели или для его регулирования необходим специальный ключ, код или инструмент.
5.18.13 Система ручного продвижения должна позволять только последовательный выбор одной стадии по очереди.
5.18.14 Кроме машин непрерывного технологического процесса, контроллер, по завершению успешного рабочего цикла, должен показать индикатором "цикл завершен". Эта индикация должна сохранять свою функцию при сбое сервиса, т.е. подачи пара, электроэнергии, воды или слива.
На практике рекомендуется обеспечить, чтобы индикаторные лампы накаливания, кроме светодиодов, работали на уровне не больше 80% своего максимального номинала.
5.19 Управление с блокировкой автоматики
5.19.1 Управление с блокировкой автоматики, доступное оператору с пульта управления, должно:
a) оставаться в нерабочем состоянии, если не возникает неисправность;
b) разрешать ручное управление дверями;
c) приводиться в действие только с использованием ключа, кода или инструмента, отличающегося от тех инструментов, которые требуются для рабочего цикла.
5.19.2 В случае предоставления управления с блокировкой автоматики, которая предназначается для использования во время испытания МД машины подготовленным и уполномоченным лицом, операция блокировки автоматики должна:
a) требовать применения специального ключа, кода или инструмента, отличающегося от подобного устройства [см. 5.18.8, 5.18.12 и 5.19.1, перечисление с)];
b) быть независимой от возникшего отказа.
При использовании специального ключа, кода или инструмента [см. перечисление а)] должна быть предусмотрена возможность, чтобы подготовленный и уполномоченный специалист одновременно сделал осмотр контрольно-измерительных приборов.
5.20 Системы микропроцессорного управления
Если используется управление на основе микропроцессора, то:
a) доступ должен быть ограничен кодом и/или механически, чтобы предотвратить несанкционированные изменения в программах;
b) система должна быть обеспечена средствами, чтобы осуществлять текущий контроль напряжения или силы тока на каждом выходном устройстве и состояние каждого выхода;
c) система должна быть оснащена средствами, чтобы изолировать входы и выходы цифровых данных от процессора электрически, например оптронами, а также средствами мониторинга состояния каждого входа и регулирования функционирования каждого датчика. "Ручной" режим контроллера, дающий визуальный доступ к состояниям ввода, был бы предпочтительным, чтобы удовлетворить требования перечислений а) и b);
d) не должно быть возможности изменения параметров процесса без использования кодов или ключей, и управление не должно требовать использования дополнительного внешнего оборудования. Если на переменные параметры процесса влияют внутренние действия автоматического контроллера и функции дистанционного управления, то они должны быть защищены таким образом, что их значение не изменяется сверх установленных пределов, которые будут предохранять целостность процесса или предвзятую безопасность. В случае, когда такая переменная является регулируемой более чем одним управлением, любое отображенное значение должно быть текущей действующей величиной или иметь четкую индикацию, что это не является текущим значением. В документации должно быть разъяснение эффектов и источников таких регулировок;
e) система должна быть обеспечена, в приемлемых случаях, аккумуляторами для сохранения в памяти данных программы. Такие аккумуляторы должны быть заряжены системой управления, а также иметь срок эксплуатации не менее пяти лет. Должны быть предоставлены средства сохранения памяти программы. Разрядка аккумуляторов не должна вызывать состояние отказа, которое влияло бы на процесс или создавало бы риск безопасности. Такое состояние должно быть очевидным для оператора;
f) система должна содержать все компоненты, необходимые для ее функции (кроме датчиков и их контроллера);
g) система должна быть обеспечена самоконтролем для безопасной работы процесса. Процессор должен осуществлять мониторинг всех датчиков через интервалы не больше 2 с;
h) система должна быть обеспечена индикаторами для отображения отказов или ошибок. Дисплей должен выявлять отказ или ошибку посредством кода или упрощенного (местного) языка программирования.
5.21 Доступ к программному обеспечению
По требованию заказчика полную программу и программное обеспечение (ПО), включая код источника, для машин, управляемых микропроцессором, следует хранить в независимом органе (например, в банке или другом безопасном хранилище) так, чтобы в случае прекращения или отсутствия преемников производства МД машин заказчик или его агент имел бы доступ к программе и ПО.
5.22 Системы индикации отказов
5.22.1 Если значения переменных цикла выходят за пределы, установленные производителем (раздел 4), или происходит сбой в сервисном обеспечении, предотвращая достижение этих переменных, то автоматический контроллер должен вызвать визуальную индикацию:
a) о том, что произошел отказ (дополнительно может быть установлена звуковая сигнализация с регулируемой громкостью);
b) стадии цикла мойки/дезинфекции, на которой произошел отказ, или характер неисправности.
5.22.2 Если МД машина оснащена принтером, то индикация отказа должна быть распечатана и готова для идентификации.
5.22.3 После выявления отказа автоматический контроллер должен разрешить приостановку рабочего цикла МД без риска для безопасности. Любое вмешательство пользователя должно требовать применение специального ключа, кода или инструмента. Визуальное отображение отказа должно продолжаться, по меньшей мере, до тех пор, пока механизм блокировки двери не будет освобожден с помощью специального ключа, кода или инструмента.
Примечание - Полагают, что загрузка машины не была подвергнута процессу дезинфекции.
5.22.4 В проходных МД машинах после возникновения отказа любая загрузка, которая успешно прошла дезинфекцию, должна быть удалена на разгрузочной стороне машины.
5.23 Снабжение водой
5.23.1 Качество воды, требуемой на каждой стадии процесса, должно быть специфицировано производителем МД машины. Когда необходимо, средства должны быть предоставлены для мониторинга достижения этого качества воды периодически или непрерывно для каждого цикла.
Примечание - Качество воды может включать в себя рассмотрение химической чистоты, жесткости, температуры, подачи под давлением, микробного загрязнения и т.д.
Функцию мониторинга может осуществлять оборудование, внешнее по отношению к МД машине, установленное в системе водоснабжения.
5.23.2 МД машина должна быть сконструирована для работы либо с питьевой водой, подаваемой:
a) непосредственно в машину, либо
b) на оборудование обработки воды для МД машины.
Оборудование обработки воды может включать, например, смягчение воды, деионизатор или установку обратного осмоса при необходимости.
Примечание - Многие свойства воды, подаваемой в МД машину, могут влиять на действенность и/или эффективность процесса. К ним относятся жесткость, водородный показатель рН, микробная чистота, а также разные реактивные анионы и катионы.
Специальные требования для частных применений приведены в последующих частях ИСО 15883.
5.23.3 Производитель МД машины должен запросить от пользователя подробности доступного источника воды и рекомендовать пользователю необходимую обработку воды. Если пользователем не предоставлена надежная информация, то качество доступной воды должно быть проверено в соответствии с 6.4.
5.24 Системы вентилирования и дренажа
5.24.1 МД машина должна быть вентилирована либо:
a) непосредственно в атмосферу, внешнюю по отношению к зданию, либо
b) косвенно, в дренажную систему через холодильник, либо
c) в рабочую зону.
В случае, когда продувка (вентиляция) осуществляется в рабочую зону, может потребоваться холодильник или микробиологический фильтр.
Если установлено заказчиком, то может быть поставлена система каналов [см. 6.5.6 и 10, перечисление q)].
В случае вредных стоков внимание следует обратить на требования МЭК 61010-2-45.
5.24.2 Конструкцией системы вентилирования должно быть гарантировано, что давление в пределах камеры нагнетается исключительно через вентиль при испытании согласно описанию в 6.5.6.
5.24.3 Если холодильник используют для косвенной вентиляции, то гидравлический затвор между камерой и дренажом не должен быть слит.
5.24.4 Когда требуется подсоединение системы каналов, то это соединение должно гарантировать, что любой конденсат не будет выливаться на внешнюю поверхность МД машины. Например, соединение должно быть раструбного типа, а соединительный канал должен входить внутрь раструба с буртиком на МД машине.
5.24.5 Должны быть предоставлены требования к вентиляционному нагнетанию. Эти требования включают:
a) объем воздуха;
b) падение давления в системе;
c) максимальную температуру и максимальную относительную влажность при этой температуре.
5.24.6 Должны быть предоставлены средства обеспечения дренажа конденсата из системы каналов без какого-либо контакта с загрузкой (см. 6.5.7). При испытании в соответствии с 6.5.7 все поверхности образцов для испытаний в загрузке не должны иметь заметных следов воды.
5.25 Дренаж
5.25.1 Конструкция дренажной ловушки должна включать в себя:
a) гидравлический затвор (обычно глубиной не меньше 50 мм).
Примечание - Могут существовать местные правила применительно к гидравлическому затвору;
b) ловушку, снимаемую для чистки или оснащенную доступным моющим проходом.
Примечание - Ловушка может быть предоставлена как часть установки в здании.
5.25.2 Если после завершения рабочего цикла уровень воды в камере остается выше самой низкой точки уплотнения двери камеры, то система управления должна показать наличие неисправности.
При испытании в соответствии с 6.3.8 неисправность должна быть показана индикатором, если уровень воды выше самой низкой точки уплотнения двери камеры в конце цикла, и не должно быть возможности открыть дверь без применения специального ключа, кода или инструмента.
Примечание - Защита блокированного слива предназначается для предотвращения утечки и минимизации риска инфекции.
Испытание в данном случае может не потребоваться, если конструкция МД машины предотвращает достижение уровня жидкости в пределах камеры до уровня двери.
5.26 Воздушные фильтры, установленные в пределах МД машины
Когда МД машина оснащается воздушными фильтрами, предназначенными предохранять от микробного загрязнения воздух, используемый для сушки загрузки, установка фильтров должна проверяться в соответствии с 6.11.
Фильтр должен быть легкодоступным и легко сниматься для чистки, проверки и замены.
5.27 Обращение с загрузкой и стойками для использования в МД машине
5.27.1 Когда МД машина имеет систему для поддержки загрузки и/или систему для перемещения загрузки в камеру и/или из камеры, должно применяться следующее:
a) загрузка должна целиком поддерживаться и оставаться в пределах полезного пространства камеры в течение рабочего цикла;
b) загрузочная вставка, корзина или другое приспособление для загрузки должны:
1) либо удерживаться в камере с помощью механизма, который размыкается, когда имеется система перемещения, либо
2) оставаться устойчивой при частичном выдвижении и оснащаться арретиром, который должен отпускать вставку, корзину, приспособление, если загрузка должна быть выдвинута дальше. Производитель МД машины должен заявить степень возможного выдвижения вставки, корзины, когда они остаются в устойчивом положении;
c) усилие, необходимое оператору, чтобы непосредственно или с применением механического устройства, поставляемого с оборудованием, вынуть загрузку из камеры, не должно превышать 250 Н при полной нагрузке и обращении в соответствии с инструкциями производителя (см. 6.7.1).
5.27.2 Должны быть предоставлены средства для обеспечения перемещения загрузки в камеру и из камеры без ее повреждения.
Примечание - Системы, вызывающие высокие уровни местного напряжения, например, в точках загрузок, могут также инициировать коррозию стальных материалов.
5.27.3 Загрузочная вставка, корзина должны быть сконструированы из прочного, стойкого к коррозии материала и должны выдерживать без повреждения среду окружения в пределах камеры.
5.27.4 Загрузочная вставка, корзина не должны мешать ни достижению предварительно установленных переменных, ни свободному сливу воды с предметов загрузки и прониканию воды или пара среди предметов загрузки.
5.27.5 Конструкцией загрузочной вставки, корзины должно быть предусмотрено конструктивное исполнение, исключающее возможность установки их в неправильное положение, не соответствующее требованиям 5.27.4.
5.27.6 Загрузочные вставки, корзины, подсоединенные к системе циркуляции флюида процесса, должны быть разработаны и построены так, чтобы они не могли быть неправильно ориентированы в МД машине (см. 6.7.1).
5.27.7 Конструктивное решение загрузочной вставки, корзины не должно ухудшать мойку и дезинфекцию самой загрузки.
5.27.8 Загрузочная вставка, корзина, предназначенные для размещения в них изделий, должны быть сконструированы так, чтобы контакт между разными поверхностями одного и того же изделия или между двумя изделиями снижался до необходимого минимума.
Если фаза(ы) обработки устройства осуществляется(ются) путем погружения, то корзина, предназначенная для размещения в ней устройства, должна иметь такую конструкцию, что все устройство всегда остается погруженным на протяжении этих фаз.
Если фаза(ы) обработки устройства осуществляется(ются) путем орошения, то соприкасание между поверхностями устройства и корзины должно быть снижено до необходимого минимума.
5.28 Тележки на колесиках
5.28.1 Если тележки применяются в сцепке с МД машиной, чтобы перемещать загрузки и/или загрузочные вставки, корзины, тогда необходимо применять требования 5.28.2-5.28.8.
5.28.2 Конструкцией тележки должна быть предусмотрена возможность позволять оператору легко соединять встык тележки и машины для загрузки и выгрузки [см. 6.7.2.2, перечисление b)].
5.28.3 Тележка должна быть оборудована средствами сбора капель с загрузки, чтобы предохранять их падение на пол. Эти средства должны быть съемными для чистки [см. 6.7.7.2, перечисление с)].
5.28.4 Тележка должна иметь поворотные колесики или эквивалентные средства, облегчающие маневрирование.
5.28.5 Конструкцией тележки должна быть предусмотрена возможность обеспечения крепления загрузочных приспособлений во время загрузки и разгрузки и при перемещении с уклоном 1:20 [см. 6.7.7.2, перечисление е)].
5.28.6 Тележка должна оставаться устойчивой под воздействием усилия не свыше 250 Н, приложенного горизонтально в любом направлении к тележке, удерживая при этом максимальный расчетный груз.
5.28.7 Тележка должна быть оборудована стояночным тормозом, способным удерживать полностью нагруженную тележку на уклоне 1:20 [см. 6.7.7.2, перечисление f)].
5.28.8 Конструкцей тележки, используемой с МД машиной, должна быть предусмотрена возможность обеспечения легкости мойки и дезинфекции самих тележек между их применениями.
5.29 Окружающая среда
МД машина должна быть рассчитана для работы в условиях окружающей среды с температурой от 5 °С до 40 °С и относительной влажностью до 80% для температур до 31 °С с линейным понижением относительной влажности до 50% - при температуре 40 °С.
6 Испытание на соответствие
6.1 Общие положения
6.1.1 Взаимоотношение между испытаниями
Испытания, изложенные в настоящем разделе, являются контрольными испытаниями, предназначенными для подтверждения соответствия требованиям настоящего стандарта. Они могут быть испытаниями типа и применяться для оценочного и повторного квалификационного тестирования или в повседневных проверках. Производитель может использовать другие испытания и методы, обеспечивающие эквивалентную гарантию, в качестве основы для заявления о соответствии требованиям настоящего стандарта. В случае разногласий необходимо использовать контрольные испытания, указанные в настоящем стандарте.
Взаимоотношение между разными испытательными программами, руководство о месте их возможного проведения и ответственность за проведенное тестирование показаны на рисунке А.1, приложение А.
6.1.2 Соответствие поставляемых МД машин требованиям настоящего стандарта
Производитель должен предоставить документально подтвержденное свидетельство, что МД машина соответствует требованиям настоящего стандарта и последующих ИСО 15883.
Производитель МД машины должен проводить такое тестирование эффективности мойки и дезинфекции специальных загрузок, какое может потребоваться, чтобы обосновать свои заявления о технических характеристиках поставляемых машин.
6.1.3 Соответствие установленной МД машины требованиям настоящего стандарта
6.1.3.1 Подтверждение
6.1.3.1.1 Подтверждение соответствия МД машин должно рассматриваться как полная программа, которая состоит из монтажной, эксплуатационной квалификаций и оценки технических характеристик, проведенной на машинах, для которых имеется документально оформленное свидетельство об их соответствии требованиям настоящего стандарта.
Свидетельство, подтвержденное документами, может быть составлено на основе данных испытаний типа и заводских испытаний в зависимости от конкретной ситуации.
6.1.3.1.2 Программа оценочных испытаний должна быть применена ко всем МД машинам, в отношении которых заявлено соответствие настоящему стандарту.
6.1.3.1.3 Если МД машина имеет разные рабочие циклы, то испытания должны быть проведены на каждом типе рабочего цикла.
6.1.3.1.4 В случае, когда циклы, использующие одинаковую конфигурацию загрузки, различаются только продолжительностью разных фаз, проверяемый цикл будет самым коротким из предложенных для оценки, а более длительные циклы будут оцениваться путем экстраполяции.
6.1.3.1.5 Данные от производителя (включая в приемлемых случаях результаты испытаний типа и заводских испытаний) и данные монтажных, эксплуатационных проверок и оценок технических характеристик должны сохраняться, чтобы сравнивать с результатами последующего тестирования МД машины в ходе проверки непрерывного достижения требуемых рабочих параметров.
6.1.3.2 Аттестация монтажа
Прежде чем предпринимать эксплуатационные испытания и проверять технические характеристики на установленной МД машине, необходимо проверить монтаж, чтобы убедиться в том, что все сервисное обслуживание подсоединено и осуществляется правильно и что МД машина является безопасной для эксплуатации.
Испытания и проверки, которые предполагается выполнить в течение аттестации монтажа, должны быть прописаны в технических условиях, подтверждены документами и зарегистрированы.
6.1.3.3 Аттестация функционирования
Испытания и проверки, которые предполагается выполнить в течение аттестации функционирования, должны быть прописаны в технических условиях, подтверждены документами и зарегистрированы.
Руководство по испытаниям и проверкам, которые следует включить в аттестации функционирования, дано в таблице А.1, приложение А.
Испытания, указанные в настоящем стандарте, применяются в той мере, в какой методы испытаний и требования модифицируются в последующих ИСО 15883. При отсутствии уместной последующей части следует применять все программы тестирования настоящего стандарта.
6.1.3.4 Оценка технических характеристик
6.1.3.4.1 Оценка технических характеристик должна осуществляться после завершения проверки монтажа и эксплуатационной аттестации.
Руководство по испытаниям и проверкам, которые следует включить в оценку технических характеристик, дано в таблице А.1, приложение А.
6.1.3.4.2 Оценка технических характеристик должна быть сделана в случае предоставления новых или модифицированных изделий для мойки и дезинфекции или новых систем загрузки, если не был продемонстрирован эквивалент обоснованной контрольной загрузки, или ранее утвержденного изделия, или загрузочной системы.
6.1.3.4.3 Оценка технических характеристик должна быть сделана в случае предоставления новых параметров процесса (включая обрабатывающие реактивы).
6.1.3.4.4 Оценка технических характеристик должна демонстрировать достижение необходимых критериев в отношении следующего:
- эффективности мойки;
- режима дезинфекции по всей камере, загрузочной вставке, корзине и самой загрузке;
- эффективности сушки;
- отсутствия остатков (осадков) процесса.
6.1.3.4.5 Каждый процесс мойки и дезинфекции и каждый тип загрузки и загрузочного размещения, для которого данный процесс является правильным, должны быть специфицированы и подтверждены документами. Пределы для приемлемых изменений цикла должны быть также специфицированы и подтверждены документами.
Эксплуатационные параметры дезинфекции, установленные в последующих ИСО 15883, являются минимальными требованиями. Распорядительные органы власти могут устанавливать более строгие требования в границах территорий, за которые они отвечают.
6.1.3.4.6 Для процессов термической дезинфекции установленный режим дезинфекции должен быть разработан на основе следующего:
a) установленной температуры дезинфекции и минимального времени, в течение которого поверхности, подлежащие дезинфекции, будут находиться под воздействием такой температуры или
b) установленного значения .
6.1.3.4.7 Для процессов химической дезинфекции установленный режим дезинфекции должен быть разработан на основе установленной минимальной концентрации дезинфицирующего средства при установленном минимальном времени контакта либо:
a) в пределах установленного температурного диапазона, или
b) в условиях выше установленной минимальной температуры.
Установленный режим должен быть проверен путем подтверждения микробной инактивации.
6.1.4 Сертификация подтверждения
Отчеты по монтажной и аттестации функционирования и оценкам технических характеристик должны быть приготовлены и подписаны лицами, назначенными и ответственными за подготовку, рассмотрение и утверждение этих отчетов.
6.1.5 Повторная квалификация
Повторная квалификация должна быть проведена:
a) если изменения и технологические работы проводятся на оборудовании и установке, которые могли бы влиять на рабочую характеристику МД машины;
b) если обзор записей повседневных проверок рабочей характеристики МД машины указывает на неприемлемые отклонения от данных, определенных во время первоначальной оценки;
c) если рабочая характеристика МД машины является неприемлемой;
d) если изменяется режим процесса (например, обрабатывающие реактивы);
e) через определенные интервалы времени.
Определенный интервал может быть учрежден распорядительным органом власти или на основе анализа рисков. Нормальной практикой считается ежегодное проведение повторной квалификации.
6.1.6 Управление процессом и мониторинг
Калибровки, техническое обслуживание и эксплуатационная квалификация должны быть успешно завершены, подтверждены документами и утверждены назначенным лицом до использования МД машины.
Процедуры повседневных проверок МД машины, включая все испытания, проверки и используемые материалы, необходимо подтверждать документами.
МД машины должны проходить регулярное тестирование в соответствии с документально подтвержденным графиком, чтобы демонстрировать непрерывную воспроизводимость подтвержденного цикла процесса.
Руководство по испытаниям, которые следует включать в управление процессом и текущий контроль, - по таблице А.1 (приложение А), графа 8. Рекомендованная минимальная повторяемость рутинного тестирования дана в таблице А.1 (приложение А), графа 8.
6.2 Испытательное оборудование
6.2.1 Температурные датчики
6.2.1.1 Температурные датчики должны быть использованы для определения температуры в местах, определенных для испытаний.
6.2.1.2 Датчики температуры должны быть платиновыми датчиками резистивного типа и соответствовать требованиям МЭК 60751, класс А, либо термопарными и соответствовать международным табличным данным в МЭК 60584-1, класс допусков 1, или другими эквивалентными датчиками температуры.
6.2.1.3 На рабочие характеристики температурного датчика не должна оказывать вредного влияния окружающая среда, в которую он помещен, например давление, горячий раствор моющего средства.
6.2.1.4 Выходной сигнал датчиков температуры должен быть проверен путем их погружения в источник температуры, значение которой известно с точностью ±0,1 К и находится в диапазоне температур дезинфекции. После калибровки и регулирования аппаратуры для измерения температуры, которая подсоединяется к температурным датчикам, данные не должны отличаться больше, чем на 0,5 К.
6.2.1.5 Для того чтобы избежать чрезмерного возмущения системы, на которой проводятся измерения, большой диаметр температурного датчика и его соединительные выводы, которые будут располагаться в пределах МД машины, не должны превышать 2 мм.
6.2.2 Приборы термометрической записи
6.2.2.1 Один или несколько приборов термометрической записи должны быть использованы в одной цепи с температурными датчиками, чтобы регистрировать температуру, измеренную в местах, определенных для испытаний. Это может быть также использовано для проверки показаний, полученных от приборов, встроенных в МД машину.
6.2.2.2 Приборы термометрической записи должны регистрировать температуру не менее чем от двенадцати температурных датчиков. Каналы могут быть уплотненными или независимыми друг от друга. Интервал регистрации данных для каждого канала не должен превышать 2,5 с. Все дискретные данные должны быть использованы для интерпретации результатов.
6.2.2.3 Диапазон шкалы должен включать 0 °С - 100 °С. Предел ошибки для записывающего прибора, кроме температурных датчиков, между 0 °С и 100 °С не должен превышать ±0,25 К при испытаниях в условиях температуры окружающей среды (20±3) °С.
Погрешность ошибки из-за изменений окружающей температуры не должна превышать 0,04 К/К.
6.2.2.4 Для аналоговых приборов интервал второстепенной отметки не должен превышать 1 К, скорость протяжки диаграммы должна быть не менее 15 мм/мин, разрешающая способность - не менее 0,5 К.
6.2.2.5 Цифровые приборы должны регистрировать и записывать с приращением не больше 0,1 К.
6.2.3 Вычисление
6.2.3.1 Калибровка должна быть проведена по инструкциям производителя прибора достоверным методом с использованием рабочего или контрольного эталона, прослеживаемого до требований национального стандарта.
6.2.3.2 Прибор должен иметь действительный испытательный сертификат, а данные калибровки (поверки) должны включать температуру в пределах диапазона температур дезинфекции.
6.2.3.3 До и после каждой серии испытаний система регистрации температуры должна быть проверена путем сравнения с независимым температурным контрольным источником при температуре в пределах полосы температур дезинфекции.
6.3 Испытания на дверях, блокировки и индикаторы отказа
6.3.1 Блокировка запуска цикла
6.3.1.1 Сделайте попытку инициировать рабочий цикл при открытых и затем закрытых дверях, но с блокировкой. Для двухдверных машин попытайтесь инициировать рабочий цикл с каждой дверью, оставленной по очереди без блокировки, и при обеих дверях без блокировки.
6.3.1.2 На машинах, в которых механизм блокировки двери приводится в действие автоматически, после того, как дверь закрывается и рабочий цикл инициируется, механизм блокировки двери не должен работать в целях этого испытания.
6.3.1.3 Для машин, не имеющих дверей, любая защита или блокировка, предназначенная оказывать подобное воздействие, т.е. предотвращать доступ в камеру и к загрузке во время рабочего цикла, должна быть испытана подобным способом.
6.3.1.4 Проверьте на соответствие требованиям 5.4.1.8 путем определения, есть ли возможность инициировать рабочий цикл при открытой(ых) двери(ях).
6.3.2 Блокировка двери в течение цикла
Закройте и блокируйте дверь(и) и запустите рабочий цикл. В то время, как рабочий цикл продолжается, сделайте попытку разблокировать каждую дверь. Запишите в отчете, была ли возможность снятия блокировки любой двери (см. 5.4.1.4).
Если целесообразно, то блокировки следует осмотреть визуально, чтобы проверить зацепку перед попыткой открыть дверь.
6.3.3 Дверные блокировки на проходных МД машинах
6.3.3.1 В течение цикла попытайтесь открыть загрузочную и разгрузочную двери проходной двусторонней МД машины.
Между циклами сделайте попытку открыть обе двери, загрузочную и разгрузочную, одновременно.
Осмотрите средства управления, чтобы установить, есть ли возможность управлять загрузочной или разгрузочной дверью с противоположной стороны МД машины.
После успешного рабочего цикла:
- убедитесь в том, что во время разгрузки загрузочная дверь остается блокированной, если блокировка разгрузочной двери размыкается;
- наблюдайте во время разгрузки и загрузки, когда отключается индикация "цикл завершен".
6.3.3.2 Отчет:
a) была ли возможность:
- открыть разгрузочную дверь после инициации цикла или перед успешным завершением цикла (см. 5.4.3.1);
- открыть обе двери одновременно (см. 5.4.3.3);
- для оператора, находящегося на одной стороне проходной машины, управлять дверью на другой стороне (см. 5.4.3.3);
b) остается ли загрузочная дверь блокированной пока блокирована разгрузочная дверь (см. 5.4.3.5);
c) выключается ли индикатор "цикл завершен" при открытой разгрузочной двери (см. 5.4.3.5).
6.3.4 Блокировки дверей при завершении цикла
6.3.4.1 В течение рабочего цикла попытайтесь открыть дверь(и).
6.3.4.2 Укажите в отчете, была ли возможность открыть дверь(и) до завершения рабочего цикла.
6.3.4.3 Укажите в отчете, выключалась ли индикация завершения цикла, когда разгрузочная дверь была открыта (см. 5.4.1.4, 5.4.3.1 и 5.4.3.5).
6.3.5 Индикация отказа на неисправность датчика
6.3.5.1 Принцип
Каждый датчик, предоставляющий информацию в автоматический контроллер, становится нерабочим по очереди, чтобы установить, что индикация отказа имеет место.
6.3.5.2 Процедура
Проведите тестирование каждого датчика следующим образом:
- запустите рабочий цикл;
- в течение или до стадии цикла, на которой предполагается, что датчик предоставляет данные, используемые для управления циклом, приведите датчик в нерабочее состояние.
Проверьте каждый датчик в обоих случаях неисправности: "разомкнутая цепь" и "короткое замыкание".
6.3.5.3 Результаты
Укажите в отчете, была ли индикация отказа в течение или в конце цикла (см. 5.4.1.5). Укажите, была ли возможность открыть дверь на однодверной МД машине или загрузочную дверь на проходной двухдверной МД машине (см. 5.4.1.5 и 5.4.3.2).
6.3.6 Индикация отказа на нарушение сервиса
6.3.6.1 Процедура
Запустите рабочий цикл. В течение или до стадии рабочего цикла, на которой требуется обслуживание, происходит прерывание подачи этого обслуживания. Проведите тестирование для каждого обслуживания, обеспечивающего процесс мойки-дезинфекции.
6.3.6.2 Результаты
Укажите в отчете, была ли индикация отказа (см. 5.4.1.5 и 5.18.14).
6.3.7 Блокировка неисправного цикла
6.3.7.1 Общие положения
Это испытание предназначается для проверки функционирования блокировки, не позволяющей оператору вынимать загрузку нормальным образом в конце цикла, который осуществляется с нарушениями норм.
6.3.7.2 Процедура
В течение рабочего цикла обеспечьте ухудшение операции мойки-дезинфекции в такой степени, чтобы вызвать нарушение рабочего цикла.
6.3.7.3 Результаты
Укажите в отчете, была ли индикация "отказ". Укажите, была ли возможность открыть разгрузочную дверь (если она установлена) и была ли возможность открыть загрузочную дверь и/или разгрузочную дверь только посредством специального ключа, кода или инструмента (см. 5.4.1.5, 5.4.1.6 и 5.4.3.2).
6.3.8 Предохранение в случае затора дренажа
6.3.8.1 Общие положения
Это испытание предназначено для проверки функционирования блокировки, предотвращающей открытие двери, если по завершению рабочего цикла уровень воды в камере остается выше самой низкой точки уплотнения двери камеры (см. 5.25.2).
6.3.8.2 Процедура
Создайте затор дренажа, чтобы предотвратить слив воды из камеры МД машины.
Закройте дверь и запустите рабочий цикл.
По завершению рабочего цикла сделайте попытку открыть дверь, используя нормальную процедуру снятия блокировки двери.
Если дверь открывается и уровень остаточной воды ниже уплотнения двери, то закройте дверь и запустите другой рабочий цикл.
Повторите рабочий цикл столько раз, сколько необходимо, чтобы уровень воды в конце цикла был выше уровня уплотнения двери или до появления индикации отказа.
Если МД машины без герметичных дверей, то рабочий цикл следует повторять до тех пор, пока вода не начнет выливаться из машины или появится индикация отказа.
6.3.8.3 Результаты
Укажите в отчете, была ли индикация "отказ" до того момента, когда уровень воды достиг уровня уплотнения двери, и можно ли было открыть дверь согласно нормальной процедуре снятия блокировки.
Для МД машин без герметичных дверей укажите, была ли индикация "отказа" до того, как вода пролилась из машины, был ли рабочий цикл остановлен, предотвращая дальнейшее вытекание воды, и потребовался ли инструмент, ключ или код, чтобы снова запустить машину.
6.4 Проверки качества и объема воды
6.4.1 Общие положения
Если установлено в последующих ИСО 15883 или производителем МД машины (см. 5.23.3), то должны применяться испытания, изложенные в 6.4.2-6.4.4.*
_______________
* Текст соответствует оригиналу. - .
Эти испытания можно также использовать для окончательной оценки доступного водоснабжения.
6.4.2 Качество воды для окончательной промывки
6.4.2.1 Отбор проб
Пробы должны быть взяты из водопроводной линии как можно ближе к процессу мойки-дезинфекции. Когда промывочная вода хранится в резервуаре в пределах МД машины, нагревается в калорифере или обрабатывается иначе в пределах машины, тогда пробы должны быть также взяты в точке подачи воды в камеру.
6.4.2.2 Испытания на химическую чистоту
Испытания для определения химической чистоты должны включать в себя анализы на те определяющие элементы, о которых известно, что они влияют на эффективность процесса.
Примечание - Сюда могут входить, но не ограничиваться только этим, испытания для определения:
- электрической проводимости;
- водородного показателя рН;
- окисляемых веществ [определенных по методу Европейской фармакопеи или окислительно-восстановительному потенциалу, установленному методом USP (фармакопеи США)];
- суммарной жесткости (соли Са, Mg
, Sr
, выраженные в микромолях СаСО
);
- суммарных растворенных твердых частиц (TDS), установленных как осадок испарения;
- неорганического фосфата (Р) и неорганического силиката (SiO
), определенных как разновидность химически активного молибдата;
- хлорида [Сl]
6.4.2.3 Испытания на бактериальные эндотоксины
Если требование к уровню бактериальных эндотоксинов в конечной промывочной воде установлено в других ИСО 15883, то определите уровень тестом ЛАЛ (лизат лимульного амебоцита) с чувствительностью 0,25 EU/мл или лучше, используя метод, данный Европейской фармакопеей или фармакопеей США.
6.4.2.4 Испытания на микробное число
Сделайте суммарный подсчет жизнеспособных микробов путем фильтрации через мембрану не меньше 100 см образца конечной промывочной воды. Поместите фильтр на R
A - среду в соответствии с приложением
или другую подходящую питательную среду и выращивайте бактерии при температуре 28 °С - 32 °С в течение не менее пяти дней, чтобы сделать подсчет аэробных мезофильных жизнеспособных организмов.
Можно также использовать другие методы, включая быстрые методы, например биолюминесценцию АТР, которые были обоснованы как эквивалентные упомянутому выше методу в показателях специфичности и чувствительности.
6.4.3 Качество воды, используемой во время испытания
Предварительно до проведения эксплуатационной квалификации и оценки технических характеристик установите качество воды, используемой на каждой стадии рабочего цикла, другой, чем вода для конечной промывки (см. также 6.4.2). Анализы на химическую чистоту должны включать тесты на те определяющие элементы, о которых известно, что они влияют на эффективность процесса.
Примечание - Сюда могут входить, но не ограничиваться только этим, испытания для определения:
- электрической проводимости;
- водородного показателя рН;
- окисляемых веществ [определенных по методу Европейской фармакопеи или окислительно-восстановительному потенциалу, установленному методом USP (фармакопеи США)];
- суммарной жесткости (соли Са, Mg
, Sr
, выраженные в микромолях СаСО
);
- суммарных растворенных твердых частиц (TDS), установленных как осадок испарения.
6.4.4 Объем воды, используемой на стадию рабочего цикла
Измерьте объем воды, используемой на каждой стадии рабочего цикла с помощью подходящих сосудов для объемного измерения. Соответствие объемов сосудов должно быть эквивалентно или лучше 1% объема, подлежащего измерению, как установлено производителем.
Альтернативно объем может быть измерен путем вставки расходомера(ов) всего объема в трубу(ы), по которой(ым) вода подается в МД машину, и определения объема по показаниям, снятым немедленно, до и после каждой стадии рабочего цикла.
Следует знать состояние калибровки (поверки) счетчика. Он должен функционировать в диапазоне рабочего давления МД и подсоединяться к подводящей трубе диаметром применительно к МД машине. Счетчик должен быть расположен на прямой секции трубопровода на расстоянии не меньше 20 внутренних диаметров трубы до самого близкого изгиба или препятствия по другую сторону счетчика.
Расходомеры по объему/времени не следует использовать, так как маловероятно, что вычисление суммарного объема по измерениям времени и изменяющемуся потоку будет достаточно правильным.
6.5 Испытания на системе труб
6.5.1 Оценка мертвого объема труб
6.5.1.1 Общие положения
Это испытание предназначается для проверки объема, установленного производителем. Испытание должно быть проведено после завершения проверок на свободный дренаж по 6.5.4 и получения удовлетворительного результата.
Примечание - Испытание может также иметь значение при исследовании проблем, например переноса моющих средств или микробного загрязнения, возникающего в МД машине.
6.5.1.2 Оборудование
Требуются сосуды объемного измерения подходящего размера.
6.5.1.3 Процедура
Промойте сильной струей трубопровод МД машины, который кажется сухим после демонтажа и новой сборки или продувки сжатым воздухом в течение не менее 30 мин, установленным объемом воды (имитируя поток, который имеет место при нормальном использовании). Объем воды, проходящий через систему, следует увеличить вдвое по сравнению с объемом, который определен для рабочего цикла (см. 6.4.4). Измерьте объем слитой воды и "мертвый объем", предполагаемый как удерживаемый объем, вычисленный из разности между двумя значениями.
Когда МД машина имеет две или несколько систем труб, которые целиком разделены, например для промывки, мойки, полоскания, раствора химического дезинфицирующего средства, то каждую систему можно испытывать отдельно.
6.5.1.4 Результаты
Укажите в отчете, является ли объем удерживаемой воды равным или меньше максимального удерживаемого объема, установленного производителем (см. 5.5.1.3).
6.5.2 Свободный дренаж камеры и загрузочные вставки, корзины
В конце нормального рабочего цикла осмотрите камеру и загрузочные вставки, корзины на очевидность небольших капель удержанной воды.
6.5.3 Непроницаемость камеры на утечку
Заполните камеру, содержащую загрузочные вставки или корзины и испытательную загрузку, равную максимальному объему, который мог бы разместиться с объемом воды, эквивалентным максимальному объему воды, используемой на какой-либо стадии цикла.
Осмотрите МД машину на утечку.
6.5.4 Свободный дренаж (из резервуаров, камеры, загрузочных приспособлений)
6.5.4.1 Общие положения
Следующие проверки должны быть проведены, чтобы определить, что МД машина в состоянии после конструирования, изготовления и монтажа эффективно сливать всю воду из системы.
6.5.4.2 Свободный дренаж камеры и загрузочных приспособлений
В конце рабочего цикла, прерванного до начала стадии сушки, визуально осмотрите камеру и загрузочные приспособления (вставки, корзины и т.д.) на очевидность капель удержанной воды. Капли на вертикальных и наклонных поверхностях, которые медленно сливаются и стекают, не считаются удержанной водой.
6.5.4.3 Свободный дренаж резервуаров
Заполните водой все резервуары для воды и водных растворов до максимального уровня, необходимого для нормальной работы, и затем обеспечьте свободный слив. Осмотрите резервуары на очевидность капель удержанной воды.
6.5.5 Поток в системе труб по направлению к месту сброса
Визуально проверьте всю систему труб, чтобы определить степень наклона, который позволит удержанной воде стекать в направлении места сброса. Когда необходимо, используйте спиртовой уровень, чтобы установить, имеется ли наклон в требуемом направлении.
6.5.6 Вентилирование
6.5.6.1 Оборудование
Требуется манометр (если камера МД уже не оснащена калиброванным манометром).
6.5.6.2 Процедура
Закройте и герметизируйте камеру МД способом, установленным производителем, и запустите рабочий цикл.
Блокируйте управление автоматическим контроллером, чтобы дать возможность непрерывной подачи пара в камеру.
Наблюдайте, где пар вентилируется.
Заметьте максимальное значение, показанное манометром.
6.5.6.3 Результаты
Проверьте соответствие требованиям 5.8.4 и 5.24.2.
6.5.7 Загрязнение загрузки из системы труб МД машины
6.5.7.1 Оборудование и материалы
При испытании используют:
- сосуды емкостью не менее 50 см, имеющие выпускной канал в своем основании, который подсоединен к гибкой трубке, оснащенной вентилем для впуска/выпуска и клапаном регулирования расхода;
- секундомеры;
- загружаемое приспособление и полную загрузку для МД машины;
- бумажные полотенца.
6.5.7.2 Процедура
Разъедините внешнюю систему труб к МД машине в 1 м до камеры. (Если невозможно разъединить систему труб в этой позиции, то ее следует разъединить у камеры, а дополнительную трубу длиной 1 м следует подсоединить к камере).
Расположите сосуд приблизительно на 1 м выше уровня дренажа камеры к вентилю. При закрытом вентиле наполните сосуд холодной водой (200±20) см. Откройте вентиль и отрегулируйте клапан регулирования расхода так, чтобы содержимое сосуда вытекло за (60±5) с.
Снова налейте в сосуд (200±20) см холодной воды. Введите гибкую трубку в систему труб так, чтобы открытый конец этой трубки находился на 600-800 мм выше верха камеры.
Загрузите камеру полной партией сухих изделий в соответствии с инструкциями производителя. Закройте дверь камеры и откройте вентиль. Запишите время, необходимое для опустошения камеры.
В пределах 1 мин опустошения камеры откройте дверь камеры и удалите загрузку и съемные загрузочные приспособления. Расположите все вынутые изделия на промокательной бумаге и осмотрите все поверхности загрузки и промокательной бумаги на следы присутствия воды.
Повторите упомянутую выше процедуру для полного набора загрузочных вставок, корзин и т. п., на обработку которых рассчитана МД машина.
6.5.7.3 Результаты
Укажите в отчете, соответствуют ли результаты требованию 5.24.6, т.е. имеется ли видимая вода на загрузке или загрузочных приспособлениях.
6.6 Проверки контрольно-измерительных приборов, установленных в МД машине
6.6.1 Проверка калибровки
Проверьте калибровку измерительного оборудования, встроенного в автоматический контроллер или систему проверки процесса, путем сравнения с контрольным прибором, используемым на испытаниях.
Контрольный прибор должен быть в известном состоянии после поверки в соответствии с ИСО 10012-1, установленной до эталонного уровня, приведенного в настоящем стандарте.
Выполните проверку калибровки с датчиком как системы МД машины, так и контрольного прибора в установившемся режиме. Установившееся состояние должно быть на значении, на котором будут сняты показания в течение рабочего цикла, или на двух или нескольких значениях в диапазоне, в котором будут сниматься показания в течение рабочего цикла, как установлено производителем. Сравните показания, полученные от контрольного прибора и системы МД машины.
6.6.2 Разборчивость
Определите разборчивость всех индикаторов и средств измерений, которыми оснащена МД машина, путем визуального наблюдения. Наблюдатель с нормальным зрением, скорректированными очками, в случае необходимости, должен видеть индикатор или шкалу средства измерений под рассеянным освещением (300±100) лк на расстоянии 0,25 м и на расстоянии 1,0
м, чтобы определить, является ли показание прибора удобочитаемым.
6.7 Испытания на загрузочных приспособлениях
6.7.1 Загрузочные вставки, корзины, используемые в пределах камеры
6.7.1.1 Оборудование
Пружинные весы, градуированные в килограммах, с диапазоном от 0 до 30 кг и точностью взвешивания ±1 кг по диапазону от 0 до 30 кг прикрепляются к загрузочной вставке, корзине с помощью средства крепления, которое не растягивается.
6.7.1.2 Процедура
a) Проведите испытание в пределах камеры и/или перемещения загрузки в камеру или из нее и обращайтесь с загрузкой так, как установлено производителем. В течение загрузки и после завершения цикла проведите инспектирование, чтобы увидеть, как выполнялись требования 5.27:
- загрузка оставалась в своих загрузочных приспособлениях в пределах полезного пространства камеры на протяжении рабочего цикла;
- загрузочная вставка или корзина удерживалась в камере механизмом, который разомкнулся только в момент, когда система перемещения оказалась на своем месте;
- загрузочная вставка или корзина оставалась устойчивой при выдвижении на расстояние, установленное производителем, и снабжена удерживающим устройством, которое пришлось бы разъединить, если предполагалось дальше выдвигать загрузку;
- загрузочная вставка или корзина не могла бы находиться в неправильной позиции, препятствующей свободному сливу воды и прониканию воды и/или пара в загрузку при подсоединении к источникам подачи сервиса в пределах камеры способом, предложенным производителем;
b) измерьте усилие, которое требуется, чтобы удалить загрузку из камеры, используя для этого весы согласно 6.7.1.1.
6.7.2 Тележки
6.7.2.1 Оборудование
Пружинные весы, градуированные в килограммах, с диапазоном от 0 до 30 кг и погрешностью взвешивания ±1 кг по диапазону от 0 до 30 кг прикрепляются к загрузочному приспособлению с помощью средства крепления, которое не растягивается.
6.7.2.2 Процедура
Когда МД машина снабжается тележкой для обращения с загрузкой снаружи камеры, проведите следующие осмотры и испытания:
a) устойчивость: полностью нагрузите тележку в соответствии с инструкциями производителя. Приложите усилие 250 Н горизонтально к самой высокой точке груза или вспомогательного устройства, используя весы согласно 6.7.2.1. Приложите усилие по меньшей мере в восьми направлениях через интервалы 45° (см. 5.28.6);
b) совмещение: внимательно осмотрите тележку на вертикальное и горизонтальное совмещение с МД машиной во время загрузки и выгрузки (см. 5.28.2);
c) сбор жидкого остатка: путем внимательного осмотра и действия проверьте, что тележка обеспечена средствами, которые являются съемными для чистки, чтобы собирать жидкие остатки от загрузки, и что жидкость с загрузки не капает на пол;
d) маневренность: проверьте внимательным осмотром;
e) удерживание загрузочных вставок, корзин и т.п.: полностью нагрузите тележку загрузочными приспособлениями, каждое из которых заполнено на максимальную вместимость в соответствии с инструкциями производителя. Путем внимательного осмотра установите, прочно ли удерживаются загрузочные приспособления:
- во время загрузки и разгрузки,
- при перемещении с уклоном 1:20 (см. 5.28.5);
f) стояночный тормоз: полностью нагрузите тележку в соответствии с инструкциями производителя. Расположите тележку на уклоне 1:20 так, чтобы она свободно скатывалась вниз по уклону. Примените стояночный тормоз. Наблюдайте, остается ли тележка в неподвижном состоянии.
6.8 Термометрические испытания
6.8.1 Общие положения
Термометрические испытания проводят с целью проверки достижения установленных условий по всей камере и загрузке на протяжении рабочего цикла. В МД машинах с непрерывным процессом и в многокамерных машинах использование самописцев с закрепленными датчиками является непрактичным в отношении текущего контроля температуры загрузки и загрузочных приспособлений. Их следует проверять, используя автономные самописцы, которые могут двигаться через машину. Использование биологических индикаторов в качестве замены термометрического тестирования является неприемлемым.
6.8.2 Проверка температуры загрузки
6.8.2.1 Общие положения
Во время термометрических испытаний для термической дезинфекции и для того, чтобы избежать предварительного нагрева загрузки, стадии мойки должны быть приведены в нерабочее состояние или регулируемая температура в начале стадии дезинфекции должна быть уменьшена до самой низкой температуры, установленной для стадии мойки.
Примечание - Этим создается режим "наихудшего случая", с которым машина может справиться на этапе дезинфекции и обеспечить, что режим дезинфекции будет достигнут в случае отказа стадии мойки.
Стадия дезинфекции может быть объединена со стадией мойки или стадией промывки в некоторых МД системах (см. также 4.1.3).
Испытуемая загрузка должна состоять из контрольного груза (последующие ИСО 15883) или отдельных изделий типа для эксплуатационной квалификации, которые машина обрабатывает по назначению, или суррогатных устройств, используемых для имитации изделий загрузки.
Загрузка должна находиться на или в пределах загрузочных приспособлений типа, предназначенного для использования с загрузкой.
6.8.2.2 Оборудование
Самописец температуры, соответствующий требованиям 6.2.2.
6.8.2.3 Процедура
Расположите датчики температуры:
а) на загрузочной вставке в двух диагонально противоположных углах и приблизительно в геометрическом центре;
b) на изделиях загрузки по меньшей мере по одному датчику на изделие на каждом уровне для загрузочных вставок (не более трех, если вставка вмещает изделия загрузки на более чем одном уровне);
c) один на изделии загрузки, о котором известно, что он медленнее всех нагревается до температуры дезинфекции;
d) один на изделии загрузки, о котором известно, что он быстрее всех нагревается до температуры дезинфекции;
e) один рядом с датчиком автоматического регулирования температуры;
f) один рядом с самописцем процесса или датчиком индикатора (если имеется) в каждой камере или каждом отсеке.
Эти позиции может рекомендовать производитель, подтверждая их данными испытаний типа. Если эти данные не доступны от производителя, то необходимы предварительные испытания, чтобы иметь карту температур по всей загрузке.
Датчики следует устанавливать с хорошим термическим соприкасанием к изделию загрузки или установленному датчику, текущую температуру которых они предназначены контролировать. Их следует размещать по возможности на части изделия, которая будет нагреваться дольше всего.
Проведите это испытание на каждом типе загрузочного приспособления. Выполните всего четыре последовательных испытания, из которых первое испытание должно длиться 60 мин, так как машина используется в состоянии "холодного запуска". Остальные три испытания следует провести с интервалом не более 15 мин между циклами ("горячий запуск").
6.8.2.4 Результаты
Испытание следует считать удовлетворительным, если выполняются требования 5.9.1.
6.8.3 Проверка температуры стенок камеры
6.8.3.1 Оборудование и материалы
Самописец температуры, соответствующий требованиям 6.2.2.
6.8.3.2 Процедура
Расположите датчики температуры следующим образом:
a) по одному в каждом углу камеры;
b) по одному в центре двух боковых стенок;
c) один в центре крыши камеры;
d) один рядом с температурным датчиком, который используют в качестве контрольного датчика температуры в камере.
Используйте дополнительные места для расположения датчиков на последующих циклах, когда есть причина полагать, что в других позициях температура может быть ниже, например, если некоторые участки наружной поверхности камеры не имеют изоляции.
Измерьте температуру, достигнутую на протяжении четырех рабочих циклов. Длительность первого цикла следует установить по меньшей мере на 60 мин ("холодный запуск"), а последующие три - с интервалом 15 мин между циклами ("горячий запуск").
Выполняйте мойку - дезинфекцию с загрузкой, состоящей из контрольного груза (последующие ИСО 15883).
Многокамерные машины могут быть проверены с испытанием каждой камеры последовательно или одновременно. В последнем случае требуется 12 датчиков для каждой камеры.
6.8.3.3 Результаты
Испытание следует считать удовлетворительным, если выполняются требования 5.9.2.
6.8.4 Проверки температуры в резервуарах
6.8.4.1 Оборудование
Самописец температуры, соответствующий требованиям 6.2.2.
6.8.4.2 Процедура
Расположите датчики температуры в двух диагонально противоположных углах резервуара, приблизительно в геометрическом центре резервуара и рядом с температурным датчиком, который используют в качестве контрольного датчика температуры в камере.
Измерьте температуру, достигнутую на протяжении трех рабочих циклов. Длительность первого цикла следует установить по меньшей мере на 60 мин ("холодный запуск"), а последующие два - с интервалом 15 мин между циклами ("горячий запуск"). Работайте с пустой МД машиной, кроме оснастки камеры (например, загрузочных приспособлений).
Машины с несколькими резервуарами могут проверяться с последовательным испытанием каждого резервуара.
Эту проверку можно выполнять одновременно с другими эксплуатационными испытаниями.
6.8.4.3 Результаты
Испытание следует считать удовлетворительным, если выполняются требования 5.3.2.5.
6.8.5 Защита температуры загрузки
6.8.5.1 Общие положения
МД машина снабжается температурным предохранителем в целях гарантии, что при отказе автоматического управления температурой машины, температура не будет подниматься до уровня, когда возможно повреждение изделий загрузки, подлежащих мойке и дезинфекции.
6.8.5.2 Оборудование
Самописец температуры, соответствующий требованиям 6.2.2.
Три независимых регистратора данных. Самописец температуры, имеющий по меньшей мере один датчик, может быть использован в качестве альтернативы.
6.8.5.3 Процедура
Расположите датчики температуры в двух диагонально противоположных углах загрузочного приспособления, приблизительно в геометрическом центре и рядом с температурным датчиком, который используют в качестве контрольного датчика температуры в камере.
Работайте с пустой машиной, кроме загрузочного приспособления, в режиме нормального рабочего цикла. Для машин с несколькими циклами проведите испытание на двух циклах, имеющих самую высокую и самую низкую эксплуатационную температуру.
В течение стадии цикла с достижением максимальной температуры приведите в нерабочее состояние систему регулирования температуры способом, указанным производителем, например путем удаления температурного датчика, подключенного к автоматическому контроллеру.
6.8.5.4 Результаты
Испытание следует считать удовлетворительным, если выполняются требования 5.8.3.
6.9 Испытания дозирования реактивов
6.9.1 Раздаточный объем
6.9.1.1 Процедура
6.9.1.1.1 Общие положения
Используйте метод испытания, установленный производителем (см. 5.7.4), или, если он не установлен, используйте подходящий метод, приведенный в 6.9.1.1.2 или 6.9.1.1.3.
6.9.1.1.2 Объемный метод
Наполните измерительный цилиндр подходящего объема на две трети реактивом, подлежащим раздаче. Поместите всасывающую трубку в измерительный цилиндр и проведите нормальный рабочий цикл.
В конце цикла наполните измерительный цилиндр точно до максимального отмеченного уровня. Проведите еще один рабочий цикл.
Наполните второй измерительный цилиндр тем же самым реактивом точно до максимальной отметки.
В конце цикла используйте содержимое второго измерительного цилиндра, чтобы пополнить первый цилиндр до максимального отмеченного уровня. Заметьте объем реактива, розданного из второго измерительного цилиндра и, следовательно, объема реактива, использованного для второго рабочего цикла. Сравните его с номинальным раздаточным объемом.
Проведите еще один рабочий цикл и повторите измерения, как было сделано выше.
6.9.1.1.3 Метод концентрации
Для МД машин, сконструированных дозировать реактивы, чтобы получить измеренную концентрацию раствора в пределах камеры МД машины, независимо определите номинальный объем, подлежащий раздаче.
Возьмите пробу воды, предназначенной для использования на стадии рабочего цикла, и установите объем реактива, необходимого на 1 л воды, в камере путем прямого измерения (например, с ионно-селективным электродом, спектрофотометрическим методом). Затем номинальный объем может быть вычислен путем умножения полученного значения либо на объем, определенный в соответствии с 6.4.4, либо на отдельное измерение объема, сохраненного в удерживающем резервуаре МД машины.
6.9.1.2 Результаты
Проверьте на соответствие требованиям 5.7.4 и 5.7.5.
6.9.2 Индикация недостаточного обрабатывающего реактива для цикла
6.9.2.1 Процедура
Наполните иным образом порожний контейнер достаточным количеством реактива для более трех, но менее пяти рабочих циклов. Обеспечьте работу МД машины в течение пяти последовательных циклов. Оцените объем, остающийся в конце каждого цикла (по данным предварительно маркированного контейнера, измерительного стержня или по массе).
6.9.2.2 Результаты
Укажите в отчете, показывает ли индикатор машины недостаточное количество реактива, остающегося для завершения цикла (см. 5.7.6).
6.10 Испытания эффективности мойки
6.10.1 Общие положения
В течение испытаний эффективности мойки цикл должен функционировать без стадии дезинфекции. Стадия сушки может быть также пропущена, если необходимо облегчить обнаружение остаточного или проверочного загрязнения.
6.10.2 Тест 1 на эффективность мойки
6.10.2.1 Общие положения
Испытания для определения эффективности мойки должны быть проведены с использованием подходящего метода и проверочного загрязнения согласно ИСО 15883-5 и с учетом соответствующей категории загрузки. (См. также ссылки [24]-[29].)
Внимание пользователей обращается на местные правила, которые могут требовать применения частных проверочных образцов загрязнения и методов проведения испытаний.
Внимание производителей обращается на выбор пользователем образца проверочного загрязнения и метода для эксплуатационного тестирования; это может указывать на необходимость проведения аналогичного испытания перед доставкой МД машины.
Проверочное загрязнение, используемое для проверки эффективности мойки загрузки, стенок камеры и загрузочных приспособлений вставок, может быть не одно и то же. В случае, когда используются разные образцы проверочного загрязнения, обоснование выбора загрязнения для проведения испытания следует подтвердить документами.
6.10.2.2 Процедура
Загрязните испытательную партию загрузки, стенки камеры и загрузочное приспособление (вставку, корзину и т.п.) проверочным загрязнением, как изложено в соответствующем методе испытания ИСО 15883-5.
Обеспечьте работу нормального цикла мойки для проверяемого типа загрузки.
После завершения цикла мойки осмотрите испытуемую загрузку, стенки камеры и загрузочное приспособление на присутствие остатков проверочного загрязнения, используя метод, изложенный в ИСО 15883-5.
6.10.2.3 Результаты
Результат испытания следует считать удовлетворительным, если он соответствует требованиям, указанным ИСО 15883-5.
6.10.3 Тест 2 на эффективность мойки
6.10.3.1 Общие положения
Это испытание предпринимается после успешного завершения теста 1 на эффективность мойки и термометрических испытаний (см. 6.8). МД машина должна быть проверена с использованием действительных загрузок, загрязненных путем нормального применения изделий, установленного пользователем, как представительные загрузки, которые предназначаются для обработки.
6.10.3.2 Процедура
Обеспечьте функционирование не менее трех циклов с использованием действительных загрузок, загрязненных путем нормального применения типа, который предназначается для обработки.
Визуально оцените чистоту обработанных изделий.
Если загрузки выглядят чистыми, то один из методов, указанных в приложении С, должен быть применен, чтобы обнаружить присутствие остаточного протеиназного загрязнения.
Когда другие методы будут применяться в плановом порядке для оценки приемлемости изделий, обработанных в МД машине, то метод испытания, который предполагается применять, должен быть согласован между пользователем и производителем.
Примечание - Для других типов загрязнения, например, не относящихся к белковым, могут потребоваться другие методы испытания.
6.10.3.3 Результаты
Укажите состав проверочной загрузки, метод, использованный для оценки чистоты загрузки, и все ли ее части по этому методу испытания считаются чистыми, т.е. не имеющими остаточного загрязнения.
6.10.4 Испытание на остатки после обработки
6.10.4.1 Общие положения
Характер остатков и уровень таких остатков, которые могут вызывать озабоченность, зависят от обрабатывающих реактивов, использованных во время мойки - дезинфекции, и применения по назначению мытого и дезинфицированного продукта.
Обрабатывающие химикаты (средства для мойки, вспомогательной промывки и т.д.), использованные во время обработки, не могут быть полностью удалены в процессе промывки (полоскания).
Метод выборочного обследования и аналитический метод должны быть способны устанавливать присутствие обрабатывающего химиката в концентрациях ниже величины, которая определена как потенциально вредная, т.е. как максимально приемлемый уровень.
6.10.4.2 Процедура
Проверьте эффективность промывочного процесса путем использования верхнего предела нормальной дозы реактива для технологической обработки на нормальном рабочем цикле, применяя проверочную загрузку моделированного продукта.
Когда цикл включает нейтрализатор для исследуемого реактива технологической обработки, объем использованного нейтрализатора должен быть нижним пределом нормальной дозы.
6.10.4.3 Результаты
Проверьте на соответствие требованиям 4.4.1 и 4.4.2 и укажите в отчете, является ли концентрация на моделированном продукте ниже, чем установленный максимальный уровень.
В случае, когда остаточные пределы не устанавливаются и/или нет аналитического метода, может быть использовано тестирование на биологическую совместимость согласно ИСО 10993, чтобы выполнить требования 6.10.4.
6.11 Анализ качества воздуха
6.11.1 Процедура
Проверьте полную установку, используя метод, изложенный в ИСО 14644-3. Введите аэрозоль инертных частиц типа, создаваемого генератором распыленных масляных частиц в воздухе входящего потока фильтра. Сканируйте по исходящей поверхности фильтра и его корпуса для обнаружения утечки, используя фотометр.
6.11.2 Результаты
Испытание следует считать удовлетворительным, если показания фотометра являются устойчивыми и повторяемыми и не превышают 0,01% показания на входящем потоке (см. 5.26).
6.12 Испытание сухости загрузки
6.12.1 Общие положения
Следующее испытание должно быть проведено, если рабочий цикл имеет стадию сушки.
6.12.2 Процедура
Полностью загрузите МД машину проверочной загрузкой, как установлено соответствующим последующим ИСО 15883.
Проведите нормальный рабочий цикл с холодным запуском, т.е. когда машина не использовалась в пределах предыдущих часов. За 5 мин до конца рабочего цикла расстелите лист цветной (например, голубой или зеленой) гофрированной бумаги на плоской поверхности и положите на нее загрузку. При удалении загрузки из машины и по мере размещения отдельных изделий загрузки на гофрированной бумаге наблюдайте и регистрируйте какую-либо стекающую воду. Внимательно осмотрите гофрированную бумагу на влажность, выраженную темными пятнами, что должно рассматриваться как очевидность остаточной воды.
Когда проверочная загрузка включает изделия с люменом (световым каналом), эти изделия должны быть внимательно осмотрены на внутреннюю остаточную влагу путем продувки сухим сжатым воздухом, направляя выходную струю на зеркало. Туман на зеркале или выделение видимых капель влаги должны считаться подтверждением остаточной воды.
6.12.3 Результаты
Укажите в отчете, обнаружена ли какая-либо остаточная вода.
6.13 Испытание автоматического управления
6.13.1 Общие положения
Испытание автоматического управления предназначено для показа того, что рабочий цикл функционирует правильно, что и подтверждают значения переменных цикла на индикаторах и самописцах, встроенных в МД машину.
Датчики температуры для термометрического тестирования должны быть подсоединены к камере во время этого испытания. Если датчик размещается рядом с каждым из датчиков, подсоединенных к установленным приборам измерения температуры, то калибровка этих приборов может быть проверена в течение периодов устойчивой температуры в ходе испытания автоматического управления.
6.13.2 Процедура
Поместите в камеру испытуемую загрузку, подходящую к типу МД машины и заключенную в пределах нормально используемого загрузочного приспособления (вставки, корзины и т.п.).
Для МД машин, способных выполнять многократные циклы, подберите рабочий цикл для испытания. Запустите этот цикл.
Запись процесса осуществляется регистрирующим прибором, встроенным в машину. Если машина не имеет самописец, то наблюдайте и отмечайте истекшее время, температуру и давление, показанные индикаторами, во всех значимых точках рабочего цикла, например в начале и конце каждой стадии или фазы, и максимальные значения на протяжении времени удержания.
На приблизительно средней точке времени удержания дезинфекции сделайте отметку истекшего времени и температуры в камере, показанной индикатором.
6.13.3 Результаты
Испытание следует считать удовлетворительным, если:
a) происходит визуальное отображение на индикаторе "цикл завершен" [см. 5.12.8, перечисление d) и 5.12.9, перечисление b)];
b) на протяжении всего рабочего цикла значения переменных цикла, как показали индикаторы приборов МД машины или запись периодического технологического процесса, находятся в установленных пределах (см. 5.18.5);
c) в течение стадии дезинфекции:
1) значения температуры в камере по показаниям индикаторов и на самописце находятся в пределах установленного диапазона (см. 4.3.1.1),
2) время, в течение которого поддерживалась температура дезинфекции, было не меньше установленного значения (см. 4.3.1.1);
d) дверь (двери) не может (не могут) быть открыта (открыты) до тех пор, пока не завершится цикл (см. 5.4.1.4);
e) оператор, проводящий испытание, не наблюдает какое-либо механическое или другое отклонение от нормальной работы.
Повторите испытание три раза для гарантии, что автоматический контроллер непрерывно обеспечивает рабочие циклы, управляемые в рамках, установленных производителем.
7 Документация
Вся документация, необходимая для безопасного и эффективного монтажа, эксплуатации, технического обслуживания и испытания оборудования, должна быть поставлена на одном из официальных языков стран, в которых это оборудование планируется устанавливать, или по согласованию с заказчиком.
Следует обращать внимание на региональные или национальные правила, касающиеся использования языков.
8 Информация, предоставляемая производителем
8.1 Общие положения
Производитель МД машин должен предоставлять следующую информацию.
а) любая предварительная обработка изделия, подлежащая мойке-дезинфекции в машине, которая может быть необходима для достижения требуемого стандарта качества, должна быть заявлена производителем.
Примечание - Природа изделия, подлежащего технологической обработке, может требовать дополнительные действия, например разборку для отдельной обработки, предварительную чистку труднодоступных поверхностей (недоступных участков) ручным способом и т.д., до обработки этого изделия в МД машине. Такая предварительная очистка может быть необходимой, чтобы уменьшить начальную бионагрузку или загрязнение;
b) для каждого рабочего цикла, который может быть применен, производитель должен дать характеристику следующих параметров:
1) специфической задачи, которую призвана решать МД машина, включая любые ограничения,
2) типа продукции, на которую рассчитан технологический процесс, чтобы чистить/дезинфицировать. Эта информация должна базироваться на анализе беспристрастности в отношении специфической продукции и/или семейства продукции,
3) принадлежностей, которые должны быть использованы,
4) реактивов для технологической обработки,
5) значений переменных цикла процессов, например времени, температуры, количества воды, количества реактивов для технологической обработки, температуры дезинфекции,
6) максимальной скорости изменения переменных процесса, например давления, температуры (см. 4.1.4);
c) условия, необходимые для того, чтобы удовлетворять эксплуатационные требования для каждой стадии технологической обработки и для каждого рабочего цикла, должны быть заявлены производителем.
d) для МД машин серийного производства производитель должен указать необходимое время стандартного сервиса, чтобы выполнять все задачи планового технического обслуживания, и интервалы, через которые оно должно осуществляться.
8.2 Информация, предоставляемая производителем, перед доставкой МД машины и для ее установки
Чтобы дать возможность заказчику подготовиться к монтажным работам и затем правильно установить и эксплуатировать МД машину, а также осуществлять плановое техническое обслуживание и тестирование (см. также раздел 10), перед доставкой МД машины и для установки производитель должен предоставить заказчику:
a) инструкции по установке, включая габаритные размеры и общую массу МД машины, нагрузку на перекрытие для каждой опоры, когда МД машина будет наполнена водой, просвет, необходимый для доступа, и массы основных тяжелых компонентов;
b) подробную информацию о необходимых сервисах (т.е. паре, воде, газах, электричестве, сжатом воздухе, дренаже и вентиляции), включая максимальную потребность, минимальные и максимальные значения для правильного функционирования МД машины. Эти подробности должны быть для каждого утвержденного процесса, каждого подсоединения к воде, в том числе:
- объем воды, используемый на цикл для каждой стадии обработки, с допусками,
- максимальный поток воды и конденсированного пара к дренажу и максимальная температура сброса, который может быть слит из машины во время нормальной работы и в состоянии единичного отказа,
- значение максимальной жесткости, диапазон рН и электропроводимость воды;
c) сведения о максимальном суммарном тепле в ваттах, передаваемом в окружающую атмосферу при эксплуатации МД машины в условиях температуры спокойной атмосферы (23±2) °С;
d) сведения о максимальном суммарном тепле в ваттах, передаваемом от передней панели, когда МД машина эксплуатируется в условиях температуры рабочей зоны (23±2) °С;
e) сведения о среднем и пиковым уровнях мощности звука, производимого МД машиной, выраженный как уровень А - взвешенной звуковой мощности (МЭК 61010-2-45);
f) сведения о типе дверей и информацию о необходимом пространстве, которое требуется, чтобы открывать или закрывать дверь;
g) сведения о подходящих реактивах для технологической обработки на каждой стадии процесса в случае, когда они требуются;
h) подробную информацию о поставляемых или необходимых материалах (моющих, химических дезинфицирующих средствах и т.д.), которые предполагается использовать для правильного функционирования МД машины и которые подлежат контролю согласно национальным руководящим указаниям о безопасном обращении с химикатами или имеют установленные пределы для окружающей среды. Должны быть перечислены химические компоненты (активные ингредиенты) и должно быть указано любое национальное руководство о пределах воздействия (например, средневзвешенное время) и уровнях 10-минутного кратковременного воздействия;
i) подробную информацию независимого органа о том, где хранится полная программа и "программное обеспечение" (по требованию заказчика) (см. 5.21);
k) декларацию, каким частям серии стандартов ИСО 15883 соответствует данная МД машина.
8.3 Информация, предоставляемая производителем, при доставке МД машины
При доставке МД машины производитель должен предоставить заказчику, по меньшей мере:
a) инструкции по эксплуатации и краткое по форме руководство, которое следует выдавать в водонепроницаемой упаковке;
b) инструкции пользователя, содержащие, по меньшей мере:
- диапазон применения,
- тип загрузки,
- конфигурацию загрузки,
- правильную процедуру загрузки,
- общий объем камеры,
- расчетное давление, допустимое рабочее давление и допустимую температуру,
- описание имеющихся рабочих циклов (мойки и дезинфекции),
- описание средств управления и индикаторных устройств,
- описание и установочные параметры защитных устройств,
- указания на случаи нарушений нормальной работы,
- правила для продувки и дезинфекции МД машины,
- правила для чистки панелей обшивки,
- указания для проверки, что распылительные насадки не забиты,
- указания для проверки, что рычаги распылителей свободно перемещаются,
- указания для проверки потока через насадки для орошения пустотелых инструментов;
c) размеры полезного пространства камеры;
d) загрузочную вместимость;
e) описание рабочего цикла мойки-дезинфекции или циклов, в которое следует включить:
- схему, показывающую последовательность работы всех компонентов,
- переменную процесса, чтобы управлять каждой стадией, т.е. время, достижение температуры,
- подробности о максимальной рабочей температуре и времени каждой стадии;
f) информацию о деталях обеспечения безопасности процесса (например, механизм блокирования двери) (см. 5.4.3);
g) руководство по техническому обслуживанию, в которое следует включить:
- проверки готовности к техническому обслуживанию,
- электрические схемы и цепи,
- гидравлические планы и цепи,
- мертвый объем системы труб,
- рекомендованный метод чистки всех нагнетательных линий и клапанов,
- необходимые действия, чтобы создать условия для испытаний, установленных в разделе 6,
- полный перечень запасных частей,
- перечень специальных инструментов, необходимых для технического обслуживания и проведения испытаний,
- тип предложенной гарантии,
- перечень сервисных станций,
- руководство по поиску и устранению причин нарушений нормальной работы;
h) подтвержденное документами доказательство соответствия требованиям настоящего стандарта;
i) изображение маркировки на сосуде (см. раздел 9).
9 Маркировка, прикрепление этикеток, ярлыков или бирок и упаковка
9.1 Маркировка и прикрепление этикеток, ярлыков или бирок
МД машина должна иметь внешнюю маркировку в соответствии с МЭК 61010-2-045. Дополнительно должна быть следующая информация:
a) год изготовления;
b) самое низкое и самое высокое давление воды и пара (полное давление);
c) самое низкое и самое высокое значение температуры воды (для каждого типа воды).
9.2 Упаковка
МД машина, если она не предназначена для сборки в месте эксплуатации производителем машины, должна быть упакована для доставки в прочной пыленепроницаемой таре, рассчитанной и сконструированной предохранять МД машину от вибрации, механического удара, проникания пыли и влаги во время транспортирования, хранения, при этом гарантируя, что ее эксплуатационная способность не уменьшится.
10 Информация, запрашиваемая от заказчика поставщиком МД машины
Для обеспечения соответствия поставляемого оборудования требованиям заказчика рекомендуется запросить у него следующую информацию (региональные или национальные правила могут также содержать эти требования):
a) любые законные или другие правила, в частности, касающиеся водопользования, которым МД машина должна соответствовать другим, чем те, которые приведены в предисловии настоящего стандарта;
b) наименование каждого распорядительного органа власти, отвечающего за формулирование правил, относящихся к перечислению а);
c) тип товаров, подлежащих дезинфекции (в соответствии с другими стандартами серии ИСО 15883), максимально приемлемую температуру технологической обработки термолабильных продуктов, любые частные требования для качества воды (например, отсутствие бактериальных эндотоксинов) и класс(ы) реактивов, которые могут быть использованы с определенными устройствами;
d) максимальную вместимость на рабочий цикл для типа каждой загрузки, которая может быть обработана (в соответствии с другими стандартами серии ИСО 15883);
e) требуемый тип и размер (внутренние измерения) МД машины;
f) должна ли инспекция сосудов под давлением проводиться только производителем, а не инспектирующим агентством;
g) требуемое расположение кнопок или переключателей аварийной остановки;
h) тип самописцев для установки на машине, если требуются;
i) значения температуры окружающей среды, ожидаемые для рабочей зоны и зоны технического обслуживания;
j) требуемое оборудование для поддержки, размещения загрузки и обращения с ней;
k) подробности необходимого рабочего цикла, который не соответствует любому из рабочих циклов, установленных в других стандартах серии ИСО 15883;
I) на каком языке издана документация (см. раздел 7);
m) местоположение, включая любое ограничение общего объема машины, которая может быть установлена, или любое ограничение на доступ для технического обслуживания и текущего ремонта;
n) электрические клеммы, необходимые для систем дозирования;
о) расположение дверей для загрузки и разгрузки;
р) систему труб, которые должны быть доставлены;
q) доступные сервисы;
r) число необходимых и дополнительных дозирующих систем, для которых следует предусмотреть место, чтобы обеспечить их более позднюю дополнительную установку;
s) качество снабжаемой воды;
t) методы испытаний и проверочные загрязнения для эксплуатационной квалификации эффективности чистоты;
u) требуется ли предоставление гарантий для программного обеспечения.
Приложение А
(справочное)
Программа испытаний
Взаимосвязь испытательных программ показана на рисунке А.1.
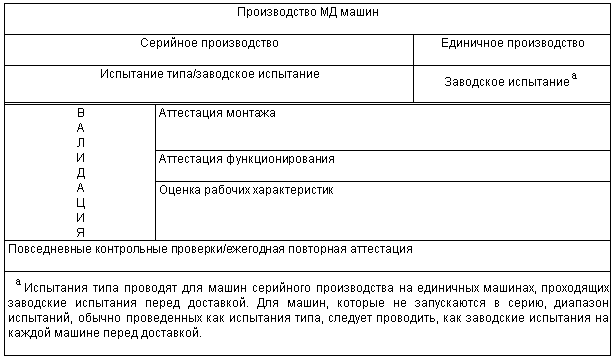
Рисунок А.1 - Взаимосвязь программ испытаний
Таблица А.1 подводит итог для рекомендованных программ испытаний, доступных для большинства МД машин. Последующие стандарты серии ИСО 15883 устанавливают, какие из этих испытаний являются неприемлемыми для специальных типов МД машин, и определяют дополнительные испытания в случае необходимости.
Таблица А.1 - Программы испытаний для МД машин
Краткое описание испытания | Подпункт требований | Подпункт испытания | Испы- тание типа | Завод- ское испы- тание | Эксплуата- ционная квалифи- кация | Оценка рабочих характе- ристик | Теку- |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1 Эффективность очистки | |||||||
1.1 Камера | 4.2.1.1 | 6.10.2 | X | В | X | В | В |
1.2 Вставка, корзина и т.п. | 5.1.10 | 6.10.2 | X | В | X | В | В |
1.3 Загрузка | 4.2.1.1 | 6.10.2 | X | В | X | В | X (Q) |
6.10.3 (осмотр) | В | В | В | X | X (D) | ||
6.10.4 Приложение С | О | X | О | ||||
2 Термометрическое испытание | |||||||
2.1 Термическая дезинфекция: | |||||||
- стенки камеры | 4.3.1.2; 4.3.1.3; 4.3.1.2 и 5.9.2 | 6.8.3 | X | X | О | X | О |
- вставки, корзины и т.п. | 4.3.1.1; 4.3.1.3 | 6.8.2 | X | X | X | В | О |
- резервуар воды для конечного полоскания | 5.3.2.5 | 6.8.4 | X | В | X | В | О |
- загрузка | 4.3.1.1; 4.3.1.3; 4.3.3.1; 5.9.1 | 6.8.2 | X | X | X | X | X (Q) |
2.2 Контроль температуры: | |||||||
- скорость увеличения | 4.1.4 | 6.8.2 | X | В | X | В | X (Q) |
- стадия промывки | 4.2.2 | 6.8.2 | X | В | X | В | X (Q) |
- стадия мойки | 4.2.3 | 6.8.2 | X | В | X | В | X (Q) |
2.3 Тепловой выключатель на чрезмерную температуру | 5.8.3 | 6.8.5 | X | X | X | В | В |
2.4 Химическая дезинфекция | |||||||
- стенки камеры и вставки, корзины и т.п. | 4.3.2 | 6.8.2 | X | X | В | X | О |
- калорифера и резервуара | 4.3.3 | 6.8.3 | - | - | - | - | - |
- загрузки | 5.3.2.3; 4.3.2; 4.3.3 | 6.8.4 | X | X | В | X | X (Q) |
6.8.3 | X | X | В | X | X (Q) | ||
3 Сухость загрузки | 4.5.1; 4.5.2 | 6.12 | X | X | О | X | О |
4 Выделение флюида: | |||||||
- проверка утечки камеры | 5.1.7; 5.1.8 | 6.5.3 | X | X | X | В | В |
5 Двери и блокировки | |||||||
5.1 Запуск цикла | 5.4.1.8 | 6.3.1 | X | X | X | В | X (Q) |
5.2 Загрузка / выгрузка | 5.4.3.1; 5.4.3.3; 5.4.1.4 | 6.3.4 | X | X | X | В | X (Q) |
6.3.3 | X | В | X | В | X (Q) | ||
6.3.4; 6.3.7 | X | X | X | В | X (Q) | ||
5.3 В случае неисправного состояния: | 5.4.1.5 | 6.3.5 | X | В | X | В | О |
5.22 | 6.3.6 | X | В | X | В | О | |
- блокировки двери | 5.4.3.2 | 6.3.7 | X | В | X | В | О |
6 Остатки процесса | 4.4.1; 4.4.2 | 6.10.4 | X | В | В | X | В |
7 Химическое дозирование | |||||||
7.1 Сходимость результатов и повторяемость | 5.7.5 | 6.9.1 | X | X | X | В | X (Q) |
7.2 Индикатор низкого уровня | 5.7.6 | 6.9.2 | X | X | X | В | X (Q) |
8 Качество воды | 4.4.1 | 6.4.2 | X | В | Х | В | О |
8.1 Промывочная вода | 4.4.2, 4.4.3 | 6.4.2 | X | В | X | В | О |
4.2.1.2 | 6.4.3 | X | В | В | В | В | |
8.2 Перед ЭК и ОРХ | 8.2, перечисление b) | 6.4.3 | X | В | О | В | В |
8.3 Объем на стадию | 8.2, перечисление b) | 6.4.4 | - | - | - | - | - |
9 Качество воздуха | 4.5.3, 4.5.4 | 6.11 | X | X | X | В | О |
10 Система труб | |||||||
10.1 Мертвый объем | 5.5.1.3 | 6.5.1 | X | В | О | В | В |
10.2 Свободный дренаж | 4.1.7 | 6.5.2 | X | В | О | В | В |
5.3.1.1, перечисление а) | 6.5.2 | X | В | О | В | В | |
5.5.1.2 | 6.5.4 | X | В | О | В | В | |
6.5.4 | X | О | О | В | В | ||
6.5.5 | X | В | X | В | В | ||
10.3 Вентилирующая система | 5.24.2 | 6.5.6 | X | В | О | В | В |
5.8.4, 5.24.6 | 6.5.6 | X | В | В | В | В | |
11 Средства измерений | |||||||
11.1 Четкость | 5.12.3 | 6.6.2 | X | В | В | В | В |
11.2 Калибровка | 5.11 | 6.6.1 | X | X | V | В | V (Q) |
5.14; 5.15 | - | X | X | V | В | V (Q) | |
- | - | - | - | - | - | ||
12 Вставки, корзины - внутри | |||||||
12.1 Устойчивость | 5.27.1, перечисления а), b) | 6.7.1 | X | В | В | В | В |
12.2 Выравнивание | 5.27.4 | 6.7.1 | X | В | В | В | В |
5.1.10 | 6.7.1 | X | В | В | X | В | |
В | В | ||||||
12.3 Подгонка | 5.27.5 | 6.7.1 | X | В | В | В | В |
12.4 Усилие, чтобы двигать | 5.27.1, перечисление b) | 6.7.1 | X | В | В | В | В |
13 Тележки | |||||||
13.1 Совмещение | 5.28.2 | 6.7.2 | X | В | В | В | В |
14 Рабочий цикл | |||||||
14.1 Система распыления | 5.6 | 6.10 | X | X | X | X | X |
5.6.4 | Проверка согласно таблице А.1 (пункты 1.2.1 | X | В | В | В | В | |
14.2 Воспроизводимость | 5.9.1, перечисление с) | 6.8.2 | X | X | X | О | О |
5.9.2, перечисление d) | 6.8.3 | X | X | X | О | О | |
14.3 Индикация отказа | 5.22.1 | 6.3.5 | X | X | X | В | О |
5.22.1 | 6.3.6 | X | В | В | В | В | |
5.4.1.5 | 6.3.8 | X | В | В | В | В | |
Обозначения: X - рекомендованное испытание; В - нерекомендованное испытание; О - необязательное испытание, которое может быть выполнено по запросу заказчика или пользователя; V - проверка калибровки на значении, представляющем интерес для конкретного прибора, например градуировка температуры дезинфекции; Q - ежеквартальный, W - еженедельный, D - ежедневный интервал проведения испытания.
Примечания 1 В отношении испытаний, включенных в эту таблицу, полагают, что все необходимые проверки и испытания (см. 6.1.3.2), касающиеся монтажной квалификации, успешно завершены. 2 Необязательные испытания могут быть проведены на усмотрение местного распорядительного органа или по его требованию. 3 Предложенные интервалы проведения испытаний даны только для ориентировки. Единичные программы рутинных испытаний следует определять на основе анализа рисков с учетом режима и надежности работы МД машины, степени текущего контроля каждого цикла и использования, для которого МД машина приводится в действие. | |||||||
Калибровка (поверка), необходимая во время проведения эксплуатационных и рутинных испытаний измерительных приборов, установленных на МД машине, может быть ограничена до проверки калибровки на значениях, представляющих интерес для конкретного прибора, например на значении для температуры дезинфекции.
Приложение В
(справочное)
Концепция - Сравнительная летальность процессов влажного нагрева
B.1 Общие положения
Имеется несколько хорошо определенных отношений времени - температуры для влажной тепловой дезинфекции, которые считаются одинаково приемлемыми. Температуры (другие, чем упомянутые по выбору), поддерживаемые в течение подходящего времени, также будут способны обеспечивать получение дезинфицированного продукта.
Для большинства процессов влажной тепловой дезинфекции можно ожидать, что за определенное время при определенной температуре должен быть прогнозируемый летальный эффект против стандартизованной популяции микроорганизмов. Если выбраны особо стойкие микроорганизмы и полагают, что они присутствуют в количествах выше тех, с которыми можно встретиться в реальном продукте, есть возможность определить условия, которые всегда дают дезинфицированный продукт в нормально работающей МД машине. Тогда реальные воздействия можно отнести к этим стандартным условиям.
Уровни дезинфекции могут быть установлены региональными или национальными органами административной власти.
Определение процессов влажной тепловой дезинфекции может быть сделано с помощью метода , в котором используются знания летальности частных процессов на разных значениях температуры, чтобы оценить летальность цикла и выразить ее как эквивалентное время воздействия при установленной температуре.
определяется как эквивалентное время в секундах при 80 °С, чтобы создать эффект дезинфекции.
Когда значение равно 10 °С, то используют термин
.
Значение для мокрого теплового процесса дезинфекции является эквивалентным временем в секундах при температуре 80 °С, в течение которого процесс воздействует на организмы, обладающие значением
, равным 10 °С.
B.2 Математическое выражение
выражает тепловую обработку в показателях эквивалентного воздействия в течение установленного времени при некоторой установленной температуре для частного значения
, т.е. значение
есть эквивалентное время в секундах при 80 °С для организма с установленным значением
.
![]() , (B.1)
, (B.1)
где - значение
при
10 °С;
- интервал выбранного времени, с;
- температура в загрузке, °С.
В вычислении значений нижний предел температуры для интеграции устанавливается на 65 °С, так как для температур ниже 65 °С значения
и
теплолюбивых организмов может сильно изменяться, и ниже 55 °С имеется ряд организмов, которые активно размножаются.
В.3 "Дезинфицировано"
Для того чтобы использовать метод , сначала необходимо решить степень обработки, которая потребуется для обеспечения необходимого уровня гарантии, что продукт дезинфицирован.
В настоящем стандарте определяется, что степень обработки будет зависеть от степени загрязнения и типа загрязняющих микроорганизмов, которые вероятно присутствуют, и намеченного последующего использования или последующей обработки дезинфицированного изделия.
В последующих стандартах серии ИСО 15883 определяются минимально приемлемые значения для разных типов МД машин, но может потребоваться изменение этих значений пользователем в свете частных эксплуатационных обстоятельств.
, равное 60 с, - приемлемое минимальное значение для продуктов, которые входят в контакт с неповрежденной кожей и вряд ли содержат большое число болезнетворных теплостойких организмов. Подчеркивается, что для этого требуется низкое биобремя перед дезинфекцией и отсутствие теплостойких микроорганизмов, способных вызвать серьезное заболевание человека.
, равное 600 с, может быть достигнуто за 10 мин (600 с) при 80 °С, или за 1 мин при 90 °С, или за 100 мин при 70 °С и т.д. Пользователь может принимать решение о комбинации времени и температуры, используемой для достижения
, равное 600 с, в свете эксплуатационных требований. Значения
более 600 с потребуются для других применений, и подходящие минимальные значения для частных применений приведены в последующих стандартах серии ИСО 15883.
Полное значение процесса учитывает нагревание и охлаждение фаз цикла и может быть вычислено путем интегрирования летальных норм в том, что касается времени через дискретные интервалы. Для теплочувствительных продуктов желательно довести тепловую обработку продукта до минимального значения и снизить входную энергию до уровня, когда при адекватной гарантии дезинфекции будет сведено к минимуму снижение качества продукта.
Для предварительного рассмотрения использования метода существует ряд необходимых моментов:
a) эффективность рассматриваемого процесса дезинфекции зависит только от температуры, т.е. имеется адекватная гарантия, что все части загрузки подвергаются воздействию влажного пара при температуре выше контрольного значения;
b) используемая МД машина имеет управление циклом, которое адекватно обеспечивает, что производственные циклы постоянно воспроизводят условия, установленные на этапе приемочных испытаний (текущий контроль значения для процесса не может быть использован в целях обоснования применения МД машины, которая демонстрирует чрезмерное изменение температуры внутри загрузки, плохую воспроизводимость от цикла к циклу и т.д.);
c) проведены исследования температурного профиля, чтобы установить единообразие условий по всей загрузке и выявить места тех частей загрузки, которые нагреваются медленнее всего и остывают быстрее всего;
d) загрузочная композиция и схема производственных циклов управляется в пределах, установленных во время подтверждения, что полученные результаты остаются достоверными;
e) изделия, подлежащие дезинфекции, относятся к типу и от источника, где характер и степень микробного загрязнения можно принять в пределах, установленных ранее или определенных расчетами требуемой летальности цикла.
Подобная концепция используется в для стерилизации паром, а также для процессов сухой тепловой стерилизации и депирогенизации путем воздействия сухого тепла.
В.4 Контроль микробного загрязнения воды для ополаскивания в МД машине
Вода для ополаскивания, хранимая в пределах МД машины, поддерживается на уровне 65 °С или дезинфицируется в ходе процесса до ее применения. Тепловая дезинфекция может быть достигнута путем достаточного нагрева промывочной воды во время рабочего цикла. Это может быть проверено путем определения значения для тепловой обработки промывочной воды. Если регистрирующее устройство не способно рассчитывать
, то можно использовать следующую процедуру:
a) по измеренным температурам определите момент в течение времени нагрева, в который температура воды сначала достигает 65 °С, делайте отметки температуры (°С) в последующие 10-секундные интервалы до конца времени удержания;
b) для каждого измерения вычислите приращение из следующего уравнения:
![]() , (В.2)
, (В.2)
где - наименьшая температура воды за каждый 10-секундный интервал времени (
10 с), °С;
c) значение является суммой всех
.
Испытание следует считать удовлетворительным, если для воды не менее установленного значения, указанного в соответствующем стандарте серии ИСО 15883 (например, 600 с для МД машины, обрабатывающей хирургические инструменты).
В.5 Дезинфекция загрузки
Значение , полученное в ходе процесса, можно оценить по кривой самого низкого отношения температуры и времени, зарегистрированного от загрузки. Процесс является удовлетворительным, если зарегистрированное значение
находится в пределах минимального и максимального значений, установленных на приемочных испытаниях.
В.6 Микробиологическое исследование образцов
Для доказательства того, что цикл дезинфекции обеспечивает необходимую летальность/эффективность, при валидации могут быть использованы контрольные биологические образцы.
Для этой цели применяют калиброванные биологические индикаторы, которые используют в качестве моделей бионагрузки и используют для получения данных для расчета значений , обеспечиваемых циклом, или в качестве дополнения к физическим измерениям температуры (например, с помощью термопар).
Примечание - Определенным тест-микроорганизмом является такой, который содержит известную популяцию микроорганизма с известным значением и значением
.
Число микроорганизмов , содержащихся в биологическом индикаторе, может быть вычислено по следующей формуле
![]() , (В.3)
, (В.3)
где - величина
наиболее устойчивых микроорганизмов в бионагрузке продукта;
- число микроорганизмов продукта, подлежащих дезинфекции;
- величина
микроорганизмов, используемых в биологическом индикаторе;
- число микроорганизмов в биологическом индикаторе.
Зависимость эффективности термической дезинфекции от температуры описывается значением, т.е. изменением температуры на величину, необходимую для обеспечения десятикратного уменьшения популяции микроорганизмов. Увеличение или уменьшение температуры процесса требует соответствующего увеличения или уменьшения времени воздействия, чтобы поддерживать одну и ту же летальность цикла или значение
.
Таблица В.1 - Значения для диапазона условий время - температура
Время удержания | Температура, °С | ||
мин | с | ||
1 | - | 80 | 60 |
- | 6 | 90 | 60 |
10 | - | 80 | 600 |
100 | - | 70 | 600 |
1 | - | 90 | 600 |
1 | - | 93 | 1200 |
Приложение С
(обязательное)
Методы испытаний для обнаружения и оценки остаточного протеиназного загрязнения
С.1 Нингидринный метод обнаружения остаточного протеиназного загрязнения
С.1.1 Общие положения
Большая часть загрязнения, которое возникает на медицинских устройствах многократного пользования, является в целом или частично протеиназным по характеру. Изложенный метод обеспечивает тест до отказа с высоким уровнем чувствительности на протеины и аминокислоты. Для справки см. [19] и [34].
Примечание - Чувствительность испытания является достаточной, чтобы обнаруживать глицин в концентрации 2 мг/м.
С.1.2 Оборудование и материалы
Оборудование и материалы должны включать в себя:
- ватные тампоны (пластиковые ручки);
- 2% - нингидрин в 70% - изопропаноле;
- дистиллированную воду;
- духовку (110 °С).
С.1.3 Процедура
Намочите тампон стерильной дистиллированной водой и используйте его для протирки поверхностей испытуемых инструментов. Обеспечьте, чтобы протертый участок был не меньше пяти и не больше 50 см.
После протирки инструмента осмотрите тампон. Любое изменение цвета показывает, что инструмент не был чистым, поэтому нет необходимости продолжать протирку дальше.
Капните одну каплю (приблизительно 0,05 см) реактива нингидрина на тампон и дайте ему возможность высыхать на воздухе приблизительно 5 мин. Если появляется розовая окраска, то обнаружены остаточные протеин/аминокислоты и дальнейшие действия не требуются.
Если окраска не появилась, перенесите тампон в духовку, нагревайте при температуре 100 °С - 110 °С 30 мин и снова осмотрите тампон на розовую окраску.
Проведите позитивный и негативный контроль для каждой серии выполненных тестов.
С.1.4 Приемочные критерии
При испытании в соответствии с С.1.3 не должно быть:
- никакого изменения цвета тампона до применения нингидринного реактива;
- видимого розового обесцвечивания тампона после применения нингидринного реактива.
С.1.5 Аспекты безопасности
Должна применяться информация, предоставляемая производителем химикатов, например в справочном листе по безопасности, а также необходимо носить средства индивидуальной защиты.
С.2 Метод ОРА для оценки остаточного белкового загрязнения
С.2.1 Общие положения
Метод орто-фталиевого диальдегида (ОРА) является количественным методом для определения свободных первичных аминогрупп протеинов. Орто-фталиевый диальдегид в присутствии ,
-диметил-2-меркапто-этил-аммониевого хлорида с
- и
- аминогруппой образует устойчивый люминисцентный алкилтио-2-алкилизоиндол, который обнаруживается спектрометрическим методом на длине волны 340 нм. Для справки см. [20] и [21].
С.2.2 Оборудование и материалы
Оборудование и материалы должны включать в себя:
- ультрафиолетовый/визуальный спектрометр (UV/VIS);
- кварцевую кюветку на 1 мл;
- колпачки для кюветок;
- додецилсульфат натрия (SDS);
- о-фталиевый диальдегид;
- ,
-диметил-2-меркапто-этил-аммониевый хлорид;
- 0,1 М двунатриевый тетраборатный буфер;
- метанол;
- полиэтиленовый мешок, полиэтиленовую, полипропиленовую или стеклянную трубку;
- химический стакан;
- шприц;
- силиконовый трубопровод.
С.2.3 Процедура
Для отбора проб мойте поверхность испытуемого инструмента в небольшом объеме (5 см) 1%-ного раствора SDS в течение 30 мин. Для проверки на загрязнение наружной поверхности в целом поместите инструмент в полиэтиленовый мешок. Затем долейте 5 см
раствора SDS, герметически закройте мешок и энергично переложите с одной руки на другую несколько раз, чтобы убедиться в доступе раствора SDS ко всем поверхностям.
Для испытания внутренних поверхностей, например, каналов минимально инвазионных хирургических инструментов, зажмите к стойке инструмент так, чтобы его отдаленный от центра конец стоял на основании химического стакана. Присоедините одноразовый шприц к другому концу канала инструмента, используя отрезки силиконовой трубки. После добавления 5 см 1%-ного раствора SDS в каждый химический стакан, промойте каждый световой канал несколько раз путем всасывания раствора и опустошения шприца.
Для приготовления раствора реактива ОРА растворите 40 мг о-фталиевого диальдегида в 1 см мл метанола, затем добавьте 50 см
0,1 М двунатриевого тетраборатного буфера (рН 9,3), 100 мг
,
-диметил-2-меркаптоэтил-аммониевого хлорида и 1,25 см
водного 20%-ного (массовая фракция) раствора SDS.
Перед каждым измерением однолучевым спектрофотометром делайте регулирование нуля с 1 см раствора реактива ОРА в кварцевой кюветке. Если используется спектрофотометр, генерирующий два луча, то поместите кюветку с раствором реактива ОРА во второй луч в качестве опорного нуля на протяжении испытания.
Для определения протеина добавьте 100 см элюата 1%-ного раствора SDS к 1 см
свежеприготовленного раствора реактива ОРА в кюветке. Закройте кюветку колпачком и тщательно перемешайте растворы путем взбалтывания.
Определите затухание через 3 мин.
Любая турбулентность элюата SDS или отпечаток пальца на колпачке кюветки приведут к неверному результату. Пластиковые материалы следует тестировать для определения, что они не выделяют пластификаторы, которые влияют на реакцию ОРА.
Значение затухания менее 0,020 является показателем низкого уровня протеиназного остаточного загрязнения.
Проведите позитивный и негативный контроль для каждой серии выполненных тестов.
Остаточное загрязнение может быть выражено в микромолях аминогрупп, чувствительных к ОРА, из расчета на 1 см и 5 см
1%-ного SDS раствора, использованного для выборки. Для вычисления этого значения можно использовать 6,42 л/ммоль/см как коэффициент поглощения, т.е. 0,1 микромоль аминогрупп, чувствительных к ОРА, дают затухание 0,642.
В вычислениях присутствующего остаточного загрязнения следует принимать во внимание коэффициент разбавления.
С.2.4 Приемочные критерии
При испытаниях в соответствии с С.2.3 значение затухания должно быть менее 0,020.
С.2.5 Аспекты безопасности
Должна применяться информация, предоставляемая производителем химикатов, например, в справочном листе по безопасности, а также необходимо носить подходящие средства индивидуальной защиты.
С.3 Полуколичественный белковый анализ, используя биуретный метод
С.3.1 Общие положения
Биурет как метод бицинхониновой кислоты (ВСА) подходит для определения протеинов, содержащих не менее двух пептидных связей (СО - NH). В щелочном растворе со специфическим показателем рН атомы азота (N) пептидной цепочки сопрягаются с ионами меди, снижая Cu до Cu
. Затем Сu
образует интенсивную фиолетовую окраску с бицинхониновой кислотой. Интенсивность окраски зависит от количества присутствующего протеина. Если протеин не присутствует, то реактив ВСА превращается из голубого в яблочную зелень, которая является комплексом ВСА и Cu
. Для справки смотрите [22] и [23].
Биуретный метод может быть использован как полуколичественный метод для определения остатков протеина на медицинских устройствах, которые прошли обработку в МД машине.
Примечание - Тестовые комплекты, использующие этот биуретный/ВСА метод, или модифицированная обратная реакция, которая дает равные результаты, являются доступными для приобретения.
С.3.2 Оборудование и материалы
Оборудование и материалы должны включать в себя:
- химикаты: бицинхониновую кислоту, карбонат натрия, тартрат натрия, гидроокись натрия, водородный карбонат натрия, пентагидрат сульфата меди, додецилсульфат натрия (SDS);
- раствор А, состоящий из водного 1%-ного раствора BCA-Na, 2%-ного моногидрата карбоната натрия, 0,16%-ного татрата натрия, 0,4%-ного гидроокиси натрия и 0,95%-ного водородного карбоната натрия*;
_______________
* Подходящие химикаты доступны для приобретения у фирмы Merck and Aldrich. Эта информация дается для удобства пользователей настоящего стандарта и не служит одобрением этих продуктов со стороны ИСО. Могут быть использованы эквивалентные продукты, если они могут показать такие же результаты.
- раствор А, состоящий из 4%-ного пенталгидрата сульфата меди в деионизированной воде;
- пробирки;
- подставку для пробирок;
- защитные перчатки, свободные от протеина;
- тампоны и/или пластиковый мешок, которые не загрязнены протеином;
- градуированные пипетки на 1 см и 10 см
;
- защитные перчатки, предохраняющие от загрязнения.
С.3.3 Отбор проб
С.3.3.1 Отбор проб с использованием тампонов
С.3.3.1.1 Общие положения
Тампоны используют для определения присутствия протеина на предварительно выбранных участках поверхности для взятия проб, а также предварительно установленных небольших поверхностях, таких как, например, соединение инструмента.
С.3.3.1.2 Процедура
Протрите тампоном определенный участок поверхности испытуемого инструмента. Следите за тем, чтобы тампон не вступал в реакцию с каким-либо реактивом и не задерживал реакцию путем использования тампона, предположительно свободного от протеина, и тампона, загрязненного сывороточным альбумином крупного рогатого скота, для аналитического испытательного метода.
Размер поверхности следует выбирать площадью около 10 см. Если необходимо, то могут быть подобраны другие подходящие площади.
Если поверхность сухая, то смочите тампон каплей изопропанола или раствора 1%-ного SDS. Затем протрите поверхность тампоном дважды в обоих направлениях и перенесите тампон в пробирку.
С.3.3.2 Отбор проб методом ополаскивания
С.3.3.2.1 Общие положения
Метод ополаскивания используют для определения присутствия остатков протеина на всем исследуемом объекте, например хирургическом инструменте. Он не дает точечную позицию возможных остатков протеина, но позволяет лучше иметь доступ к световым каналам небольших инструментов и к соединениям инструментов.
С.3.3.2.2 Процедура
Положите объект в полиэтиленовый мешок, не загрязненный протеином и содержащий 5 или 10 см 1%-ного раствора SDS в зависимости от размера инструмента, чтобы иметь достаточно элюата для процедуры анализа.
Выполните элютриацию путем качания полиэтиленового мешка взад вперед в течение 10-30 мин. Затем пипеткой перенесите 1 см раствора в пробирку.
С.3.4 Процедура анализа
Добавьте 1 см щелочного раствора А и 2 капли раствора В в пробирку (см. С.3.3.1.2 или С.3.3.2.2). Отрегулируйте рН до 11,25, если он отклоняется, путем использования твердого водородного карбоната натрия. Осторожно взболтайте пробирку. После инкубации в течение 30 мин при температуре 37 °С обратите внимание на какое-либо изменение цвета через определенные интервалы.
Примечание 1 - Результаты анализа являются ненадежными, если показания не берутся через определенные интервалы.
Интенсивная фиолетовая окраска указывает на значимый остаток протеина, цвет зеленого яблока дает индикацию пробы, свободной от протеина. Изменение окраски от зеленого через серый до фиолетового происходит в диапазоне 30-50 мкг эквивалентного сывороточного альбумина скота на миллилитр 1%-ного раствора SDS.
Рекомендуется использовать подходящие концентрации сывороточного альбумина скота в 1%-ном растворе SDS или дистиллированной воде в качестве цветных контрольных проб. 10 мг коровьего альбумина (фракция V) растворяются в 100 см однопроцентного SDS , чтобы дать концентрацию 100 микрограмм/см
и интенсивную фиолетовую окраску. Другие концентрации могут быть приготовлены путем разбавления.
Примечание 2 - Остатки, содержащие денатурированный протеин, обнаруживать необязательно, потому что они могут полностью разлагаться раствором.
Примечание 3 - Нельзя проводить анализ на окрашенных растворах, например на растворе, подкрашенном кровью или гемоглобином, но в этом случае загрязнение является видимым.
Примечание 4 - Чувствительность метода биуретного/ВСА анализа изменяется от присутствия сахарозы, содержащейся в слизи.
С.3.5 Приемочные критерии
При анализе в соответствии с С.3.4 окраска должна оставаться цветом зеленого яблока.
С.3.6 Аспекты безопасности
С.3.6.1 Безопасное обращение с реактивами
Должна применяться информация, предоставляемая производителем химикатов, например, в справочном листе по безопасности, а также необходимо носить подходящие средства индивидуальной защиты.
С.3.6.2 Удаление в отход
Все химикаты должны быть удалены как безопасный отход.
С.3.6.3 Среда окружения
Любая пролитая жидкость в окружающей среде, например на столе, может быть убрана тканью одноразового пользования.
С.3.6.4 Испытуемые инструменты или объекты
Испытуемые инструменты или объекты могут быть снова обработаны в МД машине.
Большие стационарные поверхности могут быть очищены и дезинфицированы ветошью вручную.
Приложение D
(обязательное)
Микробиологическая извлекающая среда для оценки бактериального загрязнения воды
D.1 Составляющие среды
Микробиологическая извлекающая среда для оценки бактериального загрязнения воды (среда RA) должна состоять из:
- дрожжевого экстракта | 0,50 г; | |||
- пептона протеазы | 0,50 г; | |||
- казеинового гидролизата | 0,50 г; | |||
- глюкозы | 0,50 г; | |||
- крахмала | 0,50 г; | |||
- K | 0,30 г; | |||
- MgSO | 0,024 г; | |||
- агара | 15,00 г; | |||
- очищенной воды | 1000,00 см | |||
D.2 Приготовление
Отрегулируйте рН так, чтобы после стерилизации водородный показатель составлял рН 7,2 с кристаллической структурой KНРО
или K
Н
РО
перед добавлением агара. Добавьте агар, нагрейте среду до кипения, чтобы разложить агар, и держите в автоклаве 15 мин при температуре 121 °С.
Приложение Е
(справочное)
Сведения о соответствии национальных стандартов Российской Федерации ссылочным международным стандартам
Таблица Е.1
Обозначение ссылочного международного стандарта | Обозначение и наименование соответствующего национального стандарта |
ИСО 228-1 | * |
ИСО 7000 | ГОСТ Р 51362-99 (ИСО 7000-89) Машины для химической чистки одежды. Символы графические органов управления и других устройств |
ИСО 10012 | * |
ИСО 14644-3:2005 | ГОСТ Р ИСО 14644-3 Чистые помещения и связанные с ними контролируемые среды. Часть 3. Методы контроля |
ИСО 14971 | ГОСТ Р ИСО 14971-2006 Изделия медицинские. Применение менеджмента риска к медицинским изделиям |
ИСО 15883-5:2005 | * |
МЭК 60417- DB | * |
МЭК 60584-1: 1995 | ГОСТ Р 8.585-2001 Государственная система обеспечения единства измерений. Термопары. Номинальные статические характеристики преобразования |
МЭК 60751 | * |
МЭК 61010-2-045:1997 | * |
МЭК 80416-1 | * |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном центре технических регламентов и стандартов. | |
Библиография
[1] | ИСО 9000:2005 | Системы менеджмента качества. Основные положения и словарь |
[2] | ИСО 9001:2000 | Системы менеджмента качества. Требования |
[3] | ИСО 10993 (все части) | Биологическая оценка медицинских изделий |
[4] | ИСО 11737-1 | Стерилизация медицинских изделий. Микробиологические методы. Часть 1. Оценка популяции микроорганизмов на продуктах |
[5] | ИСО 11737-2 | Стерилизация медицинских изделий. Микробиологические методы. Часть 2. Испытания на стерильность, проводимые при подтверждении правильности процесса стерилизации |
[6] | ИСО 13485:2003 | Изделия медицинские. Системы управления качеством. Требования к регулированию |
[7] | ИСО 14698-1 | Чистые помещения и соответствующие контролируемые условия. Контроль уровня биологического загрязнения. Часть 1. Общие принципы и методы |
[8] | ИСО/ТС 11139 | Стерилизация санитарно-гигиенических изделий. Словарь |
[9] | МЭК 60073 | Принципы основные и безопасности для интерфейса человек-машина, маркировка и идентификация. Принципы кодирования индикаторов и пускателей |
[10] | ЕН 285:1996 | Стерилизация. Стерилизаторы паровые. Большие стерилизаторы |
[11] | ЕН 554:1994 | Стерилизация медицинских изделий. Подтверждение и повседневный контроль стерилизации влажным паром |
[12] | ЕН 866-1:1997 | Биологические системы для испытания стерилизаторов и процессы стерилизации. Часть 1. Общие требования |
[13] | ЕН 1717 | Защита от загрязнения питьевой воды в установках и общие требования к устройствам предотвращения загрязнения противотоком |
[14] | ЕН 1822-1:1998 | Высокоэффективные воздушные фильтры (НЕРА и ULPA). Часть 1. Классификация, испытание рабочих характеристик, маркировка |
[15] | 80/778/ЕЕС | Директива Совета от 15 июля 1980 г., касающаяся качества воды для потребления человеком |
[16] | 92/23/ЕЕС | Директива 97/23/ЕС Европейского парламента Совета от 29 мая 1997 по аппроксимации законов стран - членов ЕС, касающихся оборудования под давлением |
[17] | 93/42/ЕЕС | Директива Совета от 14 июня 1993, касающаяся медицинских изделий |
[18] | WHO Руководящие указания по качеству питьевой воды, 1996 | |
[19] | De Bruijn, A.C.P., Orzechowski, T.J.H, Wassenaar. Подтверждение достоверности по анализу тампона с нингидрином, чтобы осуществлять текущий контроль медицинских инструментов, Zentr. Steril. 9, 2002, стр.242-247 | |
[20] | Michels, W., Frister, H., Pahlke, H., Fery, R. Испытание рабочей характеристики процессов автоматического обеззараживания инструментов минимального проникновения. Hyg. Med.21, 1996, стр.324-330 | |
[21] | Frister, H., Meisel, H., Schlimme, Е. ОРА - метод, модифицированный для использования N,N-диметил-2-меркапто-этил-аммониевого хлорида в качестве смеси тиола. Fresenius Z Anal Chem. 330, 1988, стр.631-633 | |
[22] | Smith, Р.К. et al. Измерение протеина с использованием бицинхониновой кислоты. Analytical Boichemistry 150, 1985, стр.76-85 | |
[23] | Matsushita, M., Irno, Т., Comoda, Т., Sakagishi, Y. Определение протеинов методом обратной бюретки, объединенный с медно-батокупроиновой хелатной реакцией. Clinica Chemica Acta, 216, 1993, стр.103-111 | |
[24] | ШИС - ТО 3:2002 Моющие-дезинфицирующие машины. Испытание эффективности очистки | |
[25] | Orzechowski, T.j.H., и de Bruin, А.С.Р. Проверочное загрязнение для использования на нержавеющих стальных изделиях, включая хирургические инструменты. RIVM Bilthoven | |
[26] | Orzechowski, T.j.H., и de Bruin, A.C.P, Wassenaar, С. Подтверждение правильности испытания чистоты для гибких эндоскопов. CEHTRAL SERVICE Vol.11, 2003 | |
[27] | Richtline des Bundesgesundheitsamtes zur Prufung von thermischen Desinfektionsverfaren in Reinigugsautomaten. Bundesgesundheitsblatt, 23, 1980, pp.364-367 | |
[28] | Qualitatssicherung von Reinigungs- und Desinfektionsprozessen, Anforderungen, Prufmethoden, Dokumentation, Bezugsquellen, Herausgeberinnen. С. Holler, S. Kruger, H. Martiny und R. Zschaler, Behr's Verlag Hamburg, 2003 | |
[29] | Uberprufung von Reinigungs- Desinfektionsautomaten im praktischen Betrieb. Behr's Verlag Hamburg, 1994 | |
[30] | DIN 58955-3 | Dekotaminationsanlagen im Bereich der Medizin - Teil 3: Prufung auf Wirksamkeit |
[31] | DIN 10510 | Lebensmittelhygiene - Gewerbliches Geschirrspulen mit Mehrtank-Transportgeschirrspul-maschinen - Hygienische Anforderungen, Verfahrensprufung |
[32] | Prufung und Bewertung der Reinigungs und Desinfektionswirkung von Endoskop-Dekotaminations- sowie Desinfektionsautomaten. Hygiene und Medizin, 20, 1995, pp.40-47 | |
[33] | Испытание и оценка мойки и эффективности дезинфекции моющих-дезинфицирующих машин и дезинфицирующих автоматов. Hyg. Med. 20, 1995, стр.40-47, Hygiene und Medizin, 26, 2001, стр.524 | |
[34] | Технический меморандум по здоровью 2030. Моюще-дезинфицирующие машины. Оценка и проверка. Канцелярский офис, Лондон. 1997, ISBN 0-11-322071-5 | |
[35] | BS 2745-2:1993 | Мойки-дезинфекторы для медицинских целей. Часть 2. Мойки - дезинфекторы контейнеров для отходов жизнедеятельности человека |
[36] | BS 2745-3:1993 | Мойки-дезинфекторы для медицинских целей. Часть 3. Спецификация для моек-дезинфекторов, кроме машин, используемых для обработки контейнеров для отходов жизнедеятельности человека и стирки |
[37] | Pineau L., Roques С., Lue J., Michel G. Автоматические МД машины для гибких эндоскопов. Новая оценка обработки эндоскопа. 1997, 29, стр.372-377 | |
[38] | Koller W. Мойка и дезинфекция посуды и ножевых товаров, инструментов и контейнеров для выделений в госпиталях. Verlag Goschl. Wien, 1991 | |
[39] | ASTM E2314:03 Стандартный испытательный метод для установления эффективности процессов чистки медицинских инструментов многократного пользования, используя микробиологический метод (тест моделированного применения). Филадельфия: ASTM International, 2003 | |
Электронный текст документа
и сверен по:
, 2009
{kind=link}