ГОСТ Р 50895-96
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МУФТЫ ЗУБЧАТЫЕ
Технические условия
Toothed clutches.
Specifications
Дата введения 1997-07-01
Предисловие
1 РАЗРАБОТАН Всероссийским научно-исследовательским институтом стандартизации и сертификации в машиностроении (ВНИИНМАШ)
ВНЕСЕН Техническим комитетом по стандартизации ТК 351 "Механические приводы"
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 23 апреля 1996 г. N 289
3 ВВЕДЕН ВПЕРВЫЕ
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на зубчатые муфты общемашиностроительного применения для соединения соосных горизонтальных валов и передачи крутящего момента от 1000 до 63000 Н·м при угловых, радиальных и осевых смещениях валов, при рабочих температурах не выше 120 °С климатических исполнений У, Т категорий 1-3, 5 и климатических исполнений УХЛ, О и ОМ категории 4 по ГОСТ 15150.
Требования стандарта являются обязательными.
Стандарт пригоден для целей сертификации.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на стандарты:
ГОСТ 8.051-81 ГСИ. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 9.014-78 ЕСЗКС. Временная противокоррозийная защита изделий. Общие требования
ГОСТ 9.032-74 ЕСЗКС. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.104-79 ЕСЗКС. Покрытия лакокрасочные. Группы условий эксплуатации
ГОСТ 9.302-88 ЕСЗКС. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 9.303-84 ЕСЗКС. Покрытия металлические и неметаллические неорганические. Общие требования к выбору
ГОСТ 9.306-85 ЕСЗКС. Покрытия металлические и неметаллические неорганические. Обозначения
ГОСТ 12.2.003-91 ССБТ. Оборудование производственное. Общие требования безопасности
ГОСТ 12.3.002-75 ССБТ. Процессы производственные. Общие требования безопасности
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1643-81 Основные нормы взаимозаменяемости. Передачи зубчатые цилиндрические. Допуски
ГОСТ 1759.0-87 Болты, винты, шпильки и гайки. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 4366-76 Смазка солидол синтетический. Технические условия
ГОСТ 4543-71 Сталь легированная конструкционная. Технические условия
ГОСТ 7062-90 Поковки из углеродистой и легированной стали, изготовляемые ковкой на прессах. Припуски и допуски
ГОСТ 7505-89 Поковки стальные штампованные. Допуски, припуски и кузнечные напуски
ГОСТ 7817-80 Болты с шестигранной уменьшенной головкой класса точности А для отверстий из-под развертки. Конструкция и размеры
ГОСТ 7829-70 Поковки из углеродистой и легированной стали, изготовляемые ковкой на молотах. Припуски и допуски
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ 8752-79 Манжеты резиновые армированные для валов. Технические условия
ГОСТ 8908-81 Основные нормы взаимозаменяемости. Нормальные углы и допуски углов
ГОСТ 9012-59 Металлы. Методы испытаний. Измерение твердости по Бриннелю
ГОСТ 9013-59 Металлы. Методы испытаний. Измерение твердости по Роквеллу
ГОСТ 9833-73 Кольца резиновые уплотнительные круглого сечения для гидравлических и пневматических устройств. Конструкция и размеры
ГОСТ 10748-79 Основные нормы взаимозаменяемости. Соединения шпоночные с призматическими высокими шпонками. Размеры шпонок и сечений пазов. Допуски и посадки
ГОСТ 12080-66 Концы валов цилиндрические. Основные размеры, допускаемые крутящие моменты
ГОСТ 12081-72 Концы валов конические с конусностью 1:10. Основные размеры. Допускаемые крутящие моменты
ГОСТ 12082-82 Обрешетки дощатые для грузов массой до 500 кг. Общие технические условия
ГОСТ 13755-81 Основные нормы взаимозаменяемости. Передачи зубчатые цилиндрические эвольвентные. Исходный контур
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15152-69 ЕСЗКС. Изделия резиновые технические для районов с тропическим климатом. Общие требования
ГОСТ 15155-89 Изделия из древесины для районов с тропическим климатом. Способы защиты
ГОСТ 20799-88 Масла индустриальные. Технические условия
ГОСТ 21339-82 Тахометры. Общие технические условия
ГОСТ 22352-77 Гарантии изготовителя. Установление и исчисление гарантийных сроков в стандартных и технических условиях. Общие положения
ГОСТ 23170-78 Упаковка для изделий машиностроения. Общие требования
ГОСТ 23360-78 Основные нормы взаимозаменяемости. Соединения шпоночные с призматическими шпонками. Размеры шпонок и сечений пазов. Допуски и посадки
ГОСТ 23510-79 Смазка УНИОЛ-2. Технические условия
ГОСТ 23652-79 Масла трансмиссионные. Технические условия
ГОСТ 24634-81 Ящики деревянные для продукции, поставляемой для экспорта. Общие технические условия
ГОСТ 25347-82 ЕСДП. Поля допусков и рекомендуемые посадки
ГОСТ 25670-83* Основные нормы взаимозаменяемости. Предельные отклонения размеров с неуказанными допусками
_________________
* На территории Российской Федерации действует ГОСТ 30893.1-2002., здесь и далее. - Примечание "КОДЕКС".
ГОСТ 26191-84 Масла, смазки и специальные жидкости. Ограничительный перечень и порядок назначения
ГОСТ 26645-85 Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку
ГОСТ 29329-92 Весы для статического взвешивания. Пределы взвешивания. Метрологические параметры
3 ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
3.1 Муфты должны изготовляться следующих типов:
1 - с разъемной обоймой;
2 - с промежуточным валом;
3 - с неразъемной обоймой.
3.2 Втулки муфт изготовляют следующих исполнений:
1 - с цилиндрическими отверстиями для коротких концов валов по ГОСТ 12080;
2 - с коническими отверстиями для коротких концов валов по ГОСТ 12081 для муфт типов 1 и 3.
Допускается по заказу потребителя изготовлять втулки с отверстиями для концов валов другой формы.
3.3 Муфты, заказываемые для эксплуатации при частотах вращения, равных или превышающих 50% от значения допускаемой частоты, указанной в таблице 1, обозначают буквой С (требования пункта обязательны с 01.06.97).
Таблица 1
Размеры в миллиметрах
Номинальный крутящий момент |
|
| Частота вращения для типа 1, с | Динамический момент для типа 1, кг·м | Mассa для типа 1, кг, не более | |||||
не более | ||||||||||
1000 | 40 | 145 | 100 | 60 | 90 | 0,05 | 6,7 | |||
1600 | 55 | 170 | 125 | 80 | 82 | 174 | 12 | 80 | 0,06 | 9,2 |
2500 | 60 | 185 | 135 | 85 | 75 | 0,08 | 11,2 | |||
4000 | 65 | 200 | 150 | 95 | 105 | 220 | 62 | 0,15 | 15,2 | |
6300 | 80 | 230 | 175 | 115 | 130 | 270 | 18 | 55 | 0,25 | 22,6 |
10000 | 100 | 270 | 200 | 145 | 165 | 340 | 47 | 0,50 | 40,5 | |
16000 | 120 | 300 | 230 | 175 | 345 | 25 | 40 | 1,15 | 62,5 | |
25000 | 140 | 330 | 260 | 200 | 200 | 415 | 30 | 35 | 2,25 | 100,0 |
40000 | 160 | 410 | 330 | 230 | 29 | 6,00 | 164,3 | |||
63000 | 200 | 470 | 390 | 290 | 240 | 500 | 35 | 20 | 10,50 | 228,0 |
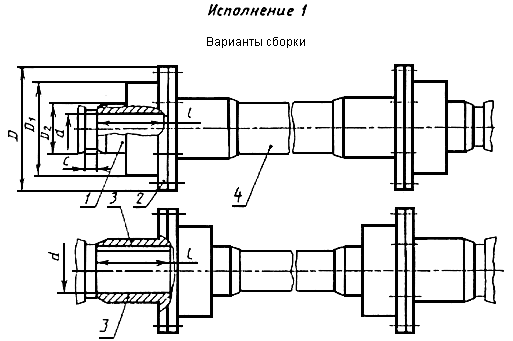
____________ * Для муфт с индексом Примечания 1 Номинальным крутящий момент - наибольший крутящий момент, передаваемый муфтой в течение срока службы при длительном режиме работы с постоянной нагрузкой и постоянным направлением вращения. 2 Допускаемое значение крутящего момента, действующего кратковременно, - не более двукратной величины 3 Допускается по заказу потребителя изготовление муфт со значениями размеров 4 Предельные отклонения размеров 5 Допускается изготавливать муфты с втулками или фланцевыми полумуфтами для длинных концов валов по ГОСТ 12080 и ГОСТ 12081 или уменьшать их длину в пределах двух диапазонов диаметра 6 Наружный диаметр муфт типа 3 должен соответствовать размеру 7 Массы указаны для муфт с наибольшим диаметром расточки. 8 Допускаются варианты сборки муфт типа 2 с посадочными отверстиями исполнения 2. 9 В муфтах типа 2 посадочный размер фланцевых полумуфт допускается увеличивать до любых значений по ГОСТ 12080 и ГОСТ 12081, не влекущих изменения остальных размеров и параметров по таблице 1. | ||||||||||
3.4 Основные параметры, размеры муфт должны соответствовать указанным на рисунках 1 и 2 и в таблице 1.
Тип 1
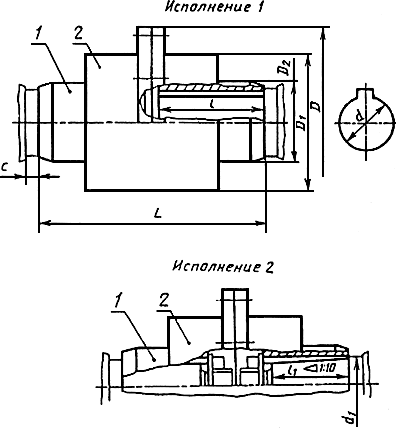
1 - втулка;
2 - обойма
Рисунок 1
Тип 2
1 - втулка;
2 - обойма;
3 - фланцевая полумуфта; 4 - промежуточный вал
Рисунок 2
3.5 В муфтах допускается комбинация втулок различных исполнений.
3.6 Выбор муфт приведен в приложении А.
3.7 Условное обозначение муфт должно включать слово "Муфта", обозначение типа, значения номинального крутящего момента, диаметров посадочных отверстий втулок или отверстий втулок и фланцевых полумуфт, обозначение исполнения втулок, климатического исполнения и категории по ГОСТ 15150, обозначение настоящего стандарта.
В условном обозначении муфты типа 2 диаметр посадочного отверстия фланцевой полумуфты ставят после обозначения диаметра посадочного отверстия втулки.
Пример условного обозначения муфты типа 1 с номинальным крутящим моментом 4000 Н·м, диаметром посадочных отверстий во втулках 50 мм, с втулками исполнения 1, климатического исполнения У, категории 2:
Муфта 1-4000-50-1У2 ГОСТ Р 50895-96
То же, типа 2, с диаметром посадочных отверстий во фланцевых полумуфтах 55 мм:
Муфта 2-4000-50-55-1У2 ГОСТ Р 50895-96
То же, типа 1, с втулками исполнения 1, в одной из которых диаметр посадочного отверстия 55 мм:
Муфта 1-4000-50-1-55-1У2 ГОСТ Р 50895-96
То же, одна втулка исполнения 1, другая исполнения 2 с диаметром посадочного отверстия 55 мм:
Муфта 1-4000-50-1-55-2У2 ГОСТ Р 50895-96
То же, типа 3 с индексом С:
Муфта ЗС-4000-50-1У2 ГОСТ Р 50895-96
Допускается в рабочих чертежах обозначение климатического исполнения не указывать.
4 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
4.1 Муфты должны изготовляться в соответствии с требованиями настоящего стандарта по комплекту конструкторских документов, утвержденных в установленном порядке.
4.2 Муфты изготовляют климатических исполнении У, Т и ОМ категории 1-3 и УХЛ, О и ОМ категории 4 по ГОСТ 15150.
4.3 Зубья втулок и обойм следует изготовлять эвольвентными с углом профиля по делительной окружности в среднем торцевом сечении по ГОСТ 13755 степеней точности по ГОСТ 1643: при окружной скорости на делительной окружности до 5 м/с - по 9-й степени точности; при окружной скорости от 5 м/с до 15 м/с - по 8-й степени точности; при окружной скорости свыше 15 м/с - по 7-й степени точности.
По заказу потребителя допускается применение муфт с нормами точности зацепления по таблице 2.
Таблица 2
Наименование показателей | Нормы точности, мм | |||||||||||
Номинальный крутящий момент, Н·м | 1000 | 1600 | 2500 | 4000 | 6300 | 10000 | 16000 | 25000 | 40000 | 63000 | ||
Предельная разность соседних окружных шагов | Точность изготовления зубчатого соединения при окружной скорости делительной окружности | до 15 м/с | 0,040 | 0,045 | 0,050 | 0,060 | ||||||
Допуск толщины зуба (в тело зуба) | 0,070 | 0,090 | ||||||||||
Предельная разность соседних окружных шагов | св. 15 м/с | 0,020 | 0,025 | 0,030 | 0,035 | |||||||
Отклонение длины общей нормали | 0,050 | 0,060 | 0,070 | |||||||||
Допуск толщины зуба (в тело зуба) | - | 0,050 | ||||||||||
4.4 Параметры зубчатого соединения приведены в приложении Б.
Зубья зубчатых венцов втулок следует изготовлять бочкообразной модификации в соответствии с рисунком 3.
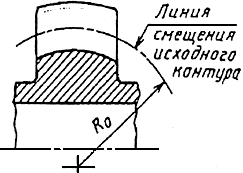
Рисунок 3
Допускается изготовление зубьев зубчатых венцов втулок бочкообразной модификации с линией смещения исходного контура переменной кривизны.
4.5 В собранной муфте зубчатые втулки должны перемещаться в осевом направлении и отклоняться в пределах допустимого для муфты угла перекоса во всех направлениях.
Перекос оси каждой втулки относительно оси обоймы, возникающий в процессе эксплуатации, - не более 1°30'. Допускается, при угловом смещении оси втулки относительно обоймы до 15', изготовлять зубчатые венцы втулок с прямыми зубьями.
Взаимосвязь радиальных и угловых
смещений осей втулок относительно оси обоймы в процессе эксплуатации для муфт типов 1 и 3 приведена в приложении В.
4.6 Заготовки втулок и обойм, а также фланцевых полумуфт должны быть коваными или литыми.
Кованые заготовки изготовляют из стали марок: 35ХМ по ГОСТ 4543 и 40, 45, 50 по ГОСТ 1050, а литые - 40Л, 45Л и 50Л по ГОСТ 977.
По согласованию между изготовителем и потребителем допускается применять заготовки других видов из стали других марок, свойства которых не ниже указанных выше.
4.7 Твердость поверхности зубьев втулок и обойм - 42...51 HRC.
Для муфт, заказываемых для работы с частотой вращения, при которой окружная скорость на делительном диаметре зубчатого соединения не превышает 1 м/с, допускается твердость поверхности зубьев 248...302 НВ.
4.8 Параметры шероховатости: рабочих поверхностей зубьев - ![]() мкм, посадочных и центрирующих поверхностей отверстий во фланцах обойм и фланцевых полумуфтах, фланцевых разъемов -
мкм, посадочных и центрирующих поверхностей отверстий во фланцах обойм и фланцевых полумуфтах, фланцевых разъемов - ![]() мкм, остальных обработанных поверхностен -
мкм, остальных обработанных поверхностен - ![]() мкм по ГОСТ 2789.
мкм по ГОСТ 2789.
4.9 Для соединения фланцев следует применять болты по ГОСТ 7817. Технические требования - по ГОСТ 1759.0, класса прочности - не ниже 5,6.
4.10 Крепежные изделия муфт климатических исполнений Т, ОМ должны иметь кадмиевое электролитическое с хромированием покрытие или цинковое горячее с фосфатированием или с хромированием покрытие толщиной 9-21 мкм по ГОСТ 9.306 и ГОСТ 9.303.
4.11 Резиновые изделия для муфт - климатических исполнений Т и ОМ по ГОСТ 15152.
4.12 Поковки или штамповки должны соответствовать группе II ГОСТ 8479 и требованиям ГОСТ 7062, ГОСТ 7829 и ГОСТ 7505.
4.13 Отливки должны удовлетворять следующим требованиям: класс точности размеров отливок - 7; степень коробления отливок - 8, класс точности массы отливок - 10 по ГОСТ 26645. Общие технические требования на отливки по ГОСТ 977.
Допускается изменять степень точности отливок при условии введения механической обработки ![]() мкм.
мкм.
4.14 Неуказанные в рабочих чертежах радиусы округлений при обработке резанием не должны быть более 1 мм. Острые кромки должны быть притуплены.
4.15 Размеры и предельные отклонения шпоночных пазов по ГОСТ 23360 и ГОСТ 10748.
4.16 Ширина шпоночных пазов втулок с коническим отверстием - по ГОСТ 12081.
4.17 Допуск угла конусности поверхности А (рисунок 1) - ![]() по ГОСТ 8908.
по ГОСТ 8908.
Неуказанные предельные отклонения углов ![]() - по ГОСТ 8908, размеров
- по ГОСТ 8908, размеров ![]() - по ГОСТ 25670.
- по ГОСТ 25670.
4.18 Для контроля точности установки соединяемых валов при монтаже муфт на втулках должны быть предусмотрены цилиндрические поверхности со значениями предельных отклонений по диаметру не более чем по h9 по ГОСТ 25347.
Радиальное биение указанных поверхностей относительно оси отверстия для муфт с
![]() Н·м - не более 0,1 мм, для остальных - не более 0,2 мм.
Н·м - не более 0,1 мм, для остальных - не более 0,2 мм.
4.19 Размеры и конструкция уплотнении для герметизации муфт - по ГОСТ 8752, допускается применение других видов уплотнений, обеспечивающих герметичность муфт, в том числе по приложению Г. Допускается применение при углах перекоса до 15' уплотнений по ГОСТ 9833.
4.20 Парные обоймы и фланцевые полумуфты должны иметь контрольные метки.
4.21 Наружные поверхности муфт должны иметь лакокрасочные покрытия класса V по ГОСТ 9.032.
Группы условий эксплуатации - по ГОСТ 9.104.
По согласованию с потребителем допускается муфты не окрашивать. При этом обязательно производить грунтовку или консервацию по ГОСТ 9.032 по варианту защиты ВЗ-1, варианту упаковки ВУ-0. Зубчатые сопряжения муфт должны работать в масляной ванне.
4.22 Для введения смазки в муфтах должны быть отверстия для слива и залива в них масла.
4.23 Муфты должны обеспечивать 90%-ный ресурс не менее 17000 ч.
90%-ный ресурс муфт - 90%-ный ресурс, в течение которого при оговоренных условиях эксплуатации сохраняется работоспособность муфт без появления признаков, указанных в 4.24 для втулок, обойм, полумуфт и крепежных изделий.
4.24 Критерием предельного состояния муфт является износ зубьев втулок или обоймы на делительном диаметре на величину, равную 0,4 модуля зацепления.
Критериями отказа муфт являются:
поломка хотя бы одного зуба обоймы или втулки;
появление трещин на втулках и обоймах и их разрушение (кроме зубьев);
поломка хотя бы одного крепежного изделия;
разрушение хотя бы одного уплотнения;
течь смазочного материала в местах выхода валов и по разъемам с интенсивностью, вызывающей образование и падение капель.
4.25 По заказу потребителя допускается изготовлять муфты с предварительной расточкой отверстий во втулках и без шпоночных пазов.
4.26 На фланце обоймы или ярлыке следует четко нанести: товарный знак предприятия-изготовителя, значение номинального крутящего момента, месяц и год выпуска.
4.27 Каждая муфта должна быть законсервирована по группе изделий II-2, варианту защиты ВЗ-1 по ГОСТ 9.014.
5 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ И ОХРАНЫ ОКРУЖАЮЩЕЙ СРЕДЫ
5.1 Общие требования безопасности - по ГОСТ 12.2.003 и ГОСТ 12.3.002.
5.2 Не допускается появление трещин на втулках и обоймах или их разрушение (кроме зубьев) и разрушение крепежных изделий у всех муфт в течение 90%-ного ресурса.
5.3 При частотах вращения, равных или более 50% значения допускаемой частоты вращения, указанной в таблице 1 настоящего стандарта, должны применяться только муфты с индексом С (требования пункта являются обязательными с 01.06.97).
5.4 При эксплуатации муфты должны быть защищены предохранительными кожухами. Допускается защитные кожухи не устанавливать, если во время работы муфт исключен контакт с людьми.
5.5 При технических осмотрах, обслуживании и ремонтах муфт с валов должна быть снята нагрузка, а привод отключен.
5.6 Не допускается вытекание смазки из муфт. При работе муфты допускается образование масляной пленки (без каплеобразования) в местах соединения по ГОСТ 8752.
6 КОМПЛЕКТНОСТЬ
6.1 Муфты комплектуют в соответствии с таблицей 3.
Таблица 3
Элемент, входящий в комплект | Количество элементов, входящих в комплект, для муфт типов | ||
1 | 2 | 3 | |
Втулка | 2 | 2 | 2 |
Обойма | 2 | 2 | 1 |
Фланцевая полумуфта | - | 2 | - |
Уплотнение | 2 | 2 | 2 |
Пробка | 2 | 2 | 1 |
Болты, шайбы, гайки | По числу отверстий в обоймах | - | |
6.2 К муфте должен прилагаться паспорт, в котором указывают наименование (товарный знак) предприятия-изготовителя, почтовый адрес и номер телефона, условное обозначение муфты по настоящему стандарту, порядковый номер муфты, месяц и год выпуска, объем вводимой в муфту смазки. К паспорту прилагают свидетельство о приемке и консервации муфт.
7 ПРАВИЛА ПРИЕМКИ
7.1 Муфты подвергают следующим видам испытаний: приемо-сдаточным, периодическим, типовым, сертификационным.
7.2 Приемо-сдаточные испытания
7.2.1 Каждую муфту подвергают внешнему осмотру на соответствие требованиям 4.2, 4.5, 4.22. Измерению размеров по требованиям 3.4, 4.3, 4.4, 4.14, 4.16, 4.17, 4.18 (в части угла конусности поверхности А), 4.19, проверке на соответствие требованиям 5.6 (после заливки смазки) подвергают 10% муфт от партии, но не менее пяти штук.
7.2.2 Каждую муфту с индексом С подвергают испытанию на соответствие требованиям безопасности 5.2 без нагрузки при частоте вращения не менее 130% от допускаемой частоты вращения в течение не менее 2 мин в каждую сторону вращения. Далее муфту подвергают испытанию под нагрузкой номинальным крутящим моментом при том же значении частоты вращения не менее 5 мин в каждую сторону вращения (требования пункта являются обязательными с 01.01.98).
После испытаний муфту вновь подвергают внешнему осмотру на соответствие требованиям 4.22, 4.25, 5.6 и измерению размеров по требованиям 3.4 (только размеры и
), 4.16.
7.3 Периодические испытания
7.3.1 Периодические испытания проводят не реже одного раза в три года.
7.3.2 Количество муфт каждого типоразмера, подвергаемых испытаниям, должно быть не менее пяти.
При выпуске нескольких однотипных различных размеров муфт допускается подвергать испытаниям отдельные несоседние типоразмеры, представляющие весь ряд, но не менее 25% от общего числа типоразмеров, входящих в ряд.
При применении единых материалов и единого технологического процесса для изготовления муфт допускается испытание по 7.3.3 проводить на одном типоразмере-представителе всего ряда муфт по стандарту.
Допускается указанные испытания проводить в эксплуатации при соблюдении предусмотренных стандартом условий эксплуатации.
7.3.3 При периодических испытаниях проверяют:
обеспечение передачи номинального крутящего момента при длительной работе с постоянной нагрузкой одного направления при наибольшей допустимой частоте вращения муфты в течение срока не менее 10% от 90%-ного ресурса, указанного в 4.23, при этом проверяют обеспечение требований 5.2 и 5.6;
обеспечение требований ГОСТ 15150 для соответствующих климатических исполнений и категорий муфт.
7.4 Типовые испытания
7.4.1 Типовые испытания проводят при изменении конструкции, материалов или технологии, если эти изменения могут оказать влияние на изменение основных параметров и эксплуатационных показателей муфт.
7.4.2 Испытаниям должно быть подвергнуто не менее десяти муфт проверяемого типоразмера.
7.4.3 Испытания проводят по 7.2.2 и 7.3.3.
7.5 Если при периодических и типовых испытаниях хотя бы одна муфта оказалась не соответствующей установленным требованиям, то следует проводить повторные испытания на удвоенном количестве муфт.
Результаты повторных испытаний являются окончательными.
7.6 При контрольной проверке качества полумуфт и соответствия их показателей требованиям настоящего стандарта должны применяться следующие правила отбора проб: внешний осмотр - вся партия; проверка основных размеров - 5% от партии, но не менее 5 шт.
7.7 Сертификационные испытания
7.7.1 Сертификационные испытания проводят с целью установления соответствия характеристик муфт требованиям настоящего стандарта или других нормативных документов.
7.7.2 Муфты, подвергаемые испытаниям, должны соответствовать чертежам и вышеуказанным нормативным документам.
7.7.3 Сертификационные испытания должны проводиться испытательной лабораторией, аккредитованной на право проведения сертификационных испытаний муфт данного типа по требуемому набору параметров.
7.7.4 Основными видами сертификационных испытаний муфт данного типа являются испытания по требованиям безопасности 5.2 и 5.6, осуществляемые по 7.2.2, 7.3.3.
7.7.5 Объем и порядок выборки муфт каждого типоразмера, продолжительность, условия сертификационных испытаний, не установленные настоящим стандартом, устанавливает орган по сертификации с учетом отраслевых и заводских нормативных документов.
8 МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
8.1 Размеры (3.4, 4.3, 4.4, 4.14, 4.15-4.19) и шероховатость (4.8) контролируют с применением универсальных средств измерения с погрешностями по ГОСТ 8.051.
8.2 Частоту вращения контролируют тахометром по ГОСТ 21339 или стробоскопом типа СТ.
8.3 Массу муфт контролируют взвешиванием на весах по ГОСТ 29329.
8.4 Критериями выхода из строя муфт при испытаниях по 7.2.2 являются указанные в 4.25 и (или) отклонения размеров, превышающие предельные по 3.4 (размеры и
), 4.15, 4.16.
Критерии выхода из строя при испытаниях по 7.3.2, 7.3.3, 7.4.2 указаны в 4.25.
8.5 Контроль твердости, предусматриваемый 4.7 - по ГОСТ 9012 и ГОСТ 9013.
Допускается выборочный контроль одновременно проходящих термообработку деталей, число которых устанавливает предприятие-изготовитель.
8.6 Контроль покрытий, оговариваемых 4.2, 4.10 - по ГОСТ 9.302.
8.7 Контроль требований 4.11 - по сертификатам на изделия и материалы, а при их отсутствии - анализами и испытаниями лаборатории предприятия-изготовителя.
8.8 Контроль требований 4.20, 4.21 - визуальный.
8.9 Контроль наличия отверстий по 4.22 - визуальный, путем сравнения с утвержденным образцом.
8.10 Контроль требований 4.23 проводят косвенно по 7.3.3 при периодических и типовых испытаниях.
8.11 Контроль требований 5 и 6, 4.26, 4.27, 9.1, 9.3 - визуальный.
8.12 Контроль требований 5.6 производят измерением объема масла при очередных заливах и сливах масла в процессе испытаний по 7.3.3. Допустимую разницу объемов устанавливают в нормативной документации на муфты в соответствии с указанием 5.6.
9 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
9.1 Муфты транспортируют в разобранном виде. Допускается транспортировать муфты в собранном виде с соединением обойм или фланцевых полумуфт не менее чем двумя болтами.
9.2 Разобранные муфты следует упаковывать в ящики типа V по ГОСТ 2991, ГОСТ 24634 или обрешетки по ГОСТ 12082.
9.3 Для муфт в исполнениях Т и ОМ по требованию потребителя следует производить защитную обработку ящиков по ГОСТ 15155.
9.4 При транспортировании в контейнерах с предохранительными щитами допускается укладывать муфты или их детали без упаковки.
9.5 Допускается по согласованию между потребителем и изготовителем транспортирование муфт в собранном виде без упаковки, при этом изготовитель должен обеспечить защиту поверхности от коррозии и механических повреждений, а также исключить возможность перемещения зубчатой втулки по отношению к зубчатой обойме в процессе транспортирования.
9.6 Посадочные отверстия втулок и фланцевых полумуфт, не упакованных в тару, следует предохранять от повреждения пробками или заглушками.
9.7 Требования к технической и сопроводительной документации - по ГОСТ 23170.
9.8 Условия транспортирования муфт климатических исполнений У, УХЛ-5, Т, О, ОМ-6 - по ГОСТ 15150.
9.9 Условия хранения муфт климатических исполнений У-2, Т и ОМ-3 по ГОСТ 15150.
10 УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
10.1 Перед монтажом муфту необходимо расконсервировать. Монтаж муфты следует производить с использованием монтажных приспособлений в условиях, когда исключено загрязнение, повреждение деталей муфт. Точность установки соединяемых валов в соответствии с требованиями 4.5 настоящего стандарта и требованиями конструкторской документации на устанавливаемые муфты.
10.2 При монтаже муфты следует обеспечить свободный доступ для залива смазки, возможность сбора сливаемой смазки, контроль смазки и затяжки гаек.
10.3 При монтаже втулки с валом сопрягаемые поверхности следует смазывать солидолом по ГОСТ 4366.
10.4 При монтаже контрольные метки на парных втулках и обоймах должны совпадать.
10.5 В муфту следует заливать смазку в объеме, указанном в паспорте. Смазка должна при работе муфт покрывать полную высоту зубьев.
10.6 Марку смазки в зависимости от температурного режима следует выбирать по таблице 3.
Допускаются другие марки смазки с характеристиками не ниже, чем у приведенных в таблице 4.
Таблица 4
Диапазон температур, °С | Марка смазки | Примерные сроки замены смазки | |
основная | заменяющая | ||
От минус 40 | ТС-10 | - | В новых муфтах первую замену масла производят через 100-150 ч работы; последующие замены масла производят через 2000-2500 ч работы |
От плюс 20 | ИТП-300 | И-50А по ГОСТ 20799 с присадкой ДФ-11 (3...5%), при температуре выше 50 °С допускается применение смазки УНИОЛ-2 ГОСТ 23510 | |
От плюс 80 | ИПП-20 по ГОСТ 26191 | ИТП-300 по ГОСТ 26191 | |
11 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
11.1 Изготовитель гарантирует соответствие муфт требованиям настоящего стандарта при соблюдении условий транспортирования, хранения, монтажа и эксплуатации.
11.2 Гарантийный срок эксплуатации муфты - один год со дня ввода в эксплуатацию. Порядок исчисления гарантийного срока по ГОСТ 22352.
ПРИЛОЖЕНИЕ А
(рекомендуемое)
ВЫБОР МУФТ
Муфты выбирают по наибольшему диаметру концов соединяемых валов. Затем проверяют прочность муфты по формуле:
![]() ,
,
где - наибольший длительно действующий на соединяемых валах крутящий момент в конкретных условиях эксплуатации, Н·м,
- номинальный крутящий момент, передаваемый муфтой и принимаемый по таблице 1 настоящего стандарта, Н·м,
- коэффициент, учитывающий степень ответственности передачи, принимаемый по таблице A.1,
- коэффициент, учитывающий условия работы и принимаемый по таблице А.2,
- коэффициент углового смещения, принимаемый по таблице А.З.
Таблица A.1
Последствия, возникающие в результате выхода муфты из строя | Коэффициент ответственности передачи |
Останов машины | 1,0 |
Авария машины | 1,2 |
Авария ряда машин | 1,5 |
Человеческие жертвы | 1,8 |
Таблица А.2
Режим работы механизма | Коэффициент условий работы муфты |
Спокойная работа равномерно нагруженных механизмов | 1,0 |
Работа неравномерно нагруженных механизмов | 1,1-1,3 |
Тяжелая работа с ударами неравномерно нагруженных и реверсивных механизмов | 1,3-1,5 |
Таблица А.3
Угол перекоса вала | 0,25° | 0,5° | 1,0° | 1,5° |
Коэффициент углового смещения | 1,0 | 1,25 | 1,50 | 1,75 |
ПРИЛОЖЕНИЕ Б
(рекомендуемое)
ПАРАМЕТРЫ ЗУБЧАТОГО СОЕДИНЕНИЯ
Таблица Б.1
Размеры в миллиметрах
Наименование показателей | Значение параметра | |||||||||
Номинальный крутящий момент, Н·м | 1000 | 1600 | 2500 | 4000 | 6300 | 10000 | 16000 | 25000 | 40000 | 63000 |
Модуль | 2,5 | 3,0 | 4,0 | 6,0 | ||||||
Число зубьев | 30 | 38 | 36 | 40 | 48 | 56 | 48 | 56 | 46 | 56 |
Ширина зубчатого венца втулки | 12 | 15 | 20 | 25 | 30 | 35 | 40 | |||
Расстояние между серединами зубчатых венцов втулок муфты типов 1,3 не более | 60 | 75 | 85 | 125 | 145 | 180 | 210 | 250 | ||
ПРИЛОЖЕНИЕ В
(рекомендуемое)
Взаимосвязь радиальных и угловых
смещений осей втулок относительно оси обоймы в процессе эксплуатации для муфт типов 1 и 3
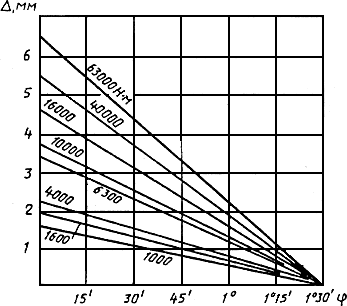
Рисунок В.1
ПРИЛОЖЕНИЕ Г
(рекомендуемое)
Конструкция и размеры уплотнения

Рисунок Г.1
Таблица Г.1
Размеры в миллиметрах
Номи- нальный крутящий момент, Н·м | Масса, кг, не более | |||||||||||||
1000 | 55 | 64 | 80 | 90 | 65 | 79 | 82 | 72 | 78 | 2 | 3 | 0,5 | 12±0,3 | 0,15 |
1600 | 75 | 84 | 100 | 110 | 85 | 99 | 102 | 92 | 98 | 0,20 | ||||
2500 | 80 | 90 | 110 | 120 | 92 | 108 | 112 | 100 | 106 | 1,0 | 0,21 | |||
4000 | 90 | 105 | 125 | 135 | 107 | 123 | 127 | 115 | 121 | 0,22 | ||||
6300 | 100 | 125 | 149 | 160 | 127 | 147 | 152 | 137 | 146 | 3 | 4 | 15±0,4 | 0,31 | |
10000 | 140 | 151 | 175 | 185 | 153 | 173 | 177 | 163 | 172 | 0,35 | ||||
16000 | 170 | 178 | 206 | 215 | 181 | 203 | 208 | 192 | 204 | 1,5 | 0,40 | |||
25000 | 195 | 207 | 243 | 250 | 210 | 240 | 245 | 225 | 239 | 4 | 6 | 0,60 | ||
40000 | 225 | 245 | 292 | 310 | 248 | 288 | 294 | 268 | 286 | 6 | 8 | 2,0 | 18±0,6 | 0,65 |
63000 | 280 | 296 | 344 | 360 | 300 | 340 | 346 | 320 | 340 | 0,80 |
Текст документа сверен по:
М.: ИПК Издательство стандартов, 1996
{kind=link}