ГОСТ Р 50.04.07-2018
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Система оценки соответствия в области использования атомной энергии
ОЦЕНКА СООТВЕТСТВИЯ В ФОРМЕ ИСПЫТАНИЙ
Аттестационные испытания систем неразрушающего контроля
Conformity assessment system for the nuclear power use. Conformity assessment in the form of tests. Qualification tests of non-destructive inspection systems
ОКС 27.120
Дата введения 2018-03-15
Предисловие
1 РАЗРАБОТАН Акционерным обществом "Концерн Росэнергоатом"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 322 "Атомная техника"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 6 марта 2018 г. N 123-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на оценку соответствия в форме аттестационных испытаний систем неразрушающего контроля основного металла, сварных соединений и наплавленных поверхностей оборудования, трубопроводов и других элементов атомных станций
(далее оборудование АС) и устанавливает порядок ее проведения.
_______________
Здесь и далее под металлом, если не оговорено, понимается основной металл, металл сварных соединений и наплавленных поверхностей оборудования, трубопроводов и других элементов атомных станций.
Другие элементы атомных станций определены в [1].
Положения настоящего стандарта могут быть использованы для целей оценки соответствия систем неразрушающего контроля основного металла, сварных соединений и наплавленных поверхностей оборудования и трубопроводов исследовательских ядерных установок при условии выполнения требований раздела 7 [1].
Системы НК, разработанные после введения в действие для настоящего стандарта, подлежат оценке соответствия в форме аттестационных испытаний до их применения для контроля металла оборудования АС.
Применяемые системы НК, прошедшие оценку соответствия до введения в действие настоящего стандарта, подлежат оценке соответствия в следующих случаях:
а) при применении в системе НК впервые разработанной методики НК;
б) при применении в системе НК впервые разработанных и изготовленных средств НК или при их модернизации;
в) при расширении области распространения методики НК (новые объекты или зоны контроля).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 4.177-85 Система показателей качества продукции. Приборы неразрушающего контроля качества материалов и изделий. Номенклатура показателей
ГОСТ 27.202-83 Надежность в технике. Технологические системы. Методы оценки надежности по параметрам качества изготовляемой продукции
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 33514-2015 Продукция железнодорожного назначения. Правила верификации методик неразрушающего контроля
ГОСТ Р 8.932-2017 Государственная система обеспечения единства измерений. Требования к методикам (методам) измерений в области использования атомной энергии. Основные положения
ГОСТ Р 50.02.01-2017 Система оценки соответствия в области использования атомной энергии. Основные термины и определения
ГОСТ Р 50.04.01-2017* Система оценки соответствия в области использования атомной энергии. Оценка соответствия в форме испытаний. Аттестационные испытания. Общие положения
________________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ Р 50.04.01-2018, здесь и далее по тексту. - .
ГОСТ Р 50.05.11-2018 Система оценки соответствия в области использования атомной энергии. Персонал, выполняющий неразрушающий и разрушающий контроль металла. Требования и порядок подтверждения компетентности
ГОСТ Р 50.05.15-2018 Система оценки соответствия в области использования атомной энергии. Оценка соответствия в форме контроля. Неразрушающий контроль. Термины и определения
ГОСТ Р 50.05.16-2018 Система оценки соответствия в области использования атомной энергии. Оценка соответствия в форме контроля. Неразрушающий контроль. Метрологическое обеспечение
ГОСТ Р ИСО 6520-1-2012 Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением
ГОСТ Р ИСО 9000-2015 Системы менеджмента качества. Основные положения и словарь
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р 50.02.01 и ГОСТ Р 50.05.15, а также следующие термины с соответствующими определениями:
3.1
верификация: Подтверждение посредством представления объективных свидетельств того, что установленные требования были выполнены. Примечания 1 Объективное свидетельство, необходимое для верификации, может быть результатом контроля или других форм определения, таких как осуществление альтернативных расчетов или анализ документов. 2 Деятельность, выполняемая при верификации, иногда называется квалификационным процессом. 3 Термин "верифицирован" используют для обозначения соответствующего статуса. [ГОСТ Р ИСО 9000-2015, статья 3.8.12] |
3.2
вероятность: Действительное число в интервале от 0 до 1, относящееся к случайному событию. Примечания 1 Число может отражать относительную частоту в серии наблюдений или степень уверенности в том, что некоторое событие произойдет. Для высокой степени уверенности вероятность близка к единице. 2 Вероятность события А обозначают Pr (А) или P (А). [ГОСТ Р 50779.10-2000, статья 1.1] |
3.3
выборка: Одна или несколько выборочных единиц, взятых из генеральной совокупности и предназначенных для получения информации о ней. Примечание - Выборка [проба] может служить основой для принятия решения о генеральной совокупности или о процессе, который ее формирует. [ГОСТ Р 50779.10-2000, статья 4.2] |
3.4
доверительная вероятность (уровень доверия): Величина Примечание - Величину [ГОСТ Р 50779.10-2000, статья 2.59] |
3.5
испытания: Экспериментальное определение количественных и (или) качественных характеристик свойств объекта испытаний как результата воздействия на него при его функционировании, или при моделировании объекта и (или) воздействий. Примечание - Определение включает оценивание и (или) контроль. [ГОСТ 16504-81, статья 1] |
3.6
метод контроля: Правила применения определенных принципов и средств контроля. [ГОСТ 16504-81, статья 87] |
3.7
метод неразрушающего контроля: Метод контроля, при котором не должна быть нарушена пригодность объекта к применению. [ГОСТ 16504-81, статья 89] |
3.8
методика испытаний: Организационно-методический документ, обязательный к выполнению, включающий метод испытаний, средства и условия испытаний, отбор проб, алгоритмы выполнения операций по определению одной или нескольких взаимосвязанных характеристик свойств объекта, формы представления данных и оценивания точности, достоверности результатов, требования техники безопасности и охраны окружающей среды. [ГОСТ 16504-81, статья 14] |
3.9
метрологическое обеспечение АС: Деятельность, направленная на установление и применение научных и организационных основ, технических средств, правил и норм, необходимых для достижения единства измерений на атомных станциях на всех этапах их жизненного цикла. [ГОСТ 8.565-2014, статья 3.5] |
________________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ Р 8.565-2014, статья 3.5. - .
3.10
распределение биноминальное: Распределение вероятностей дискретной случайной величины X, принимающей любые целые значения от 0 до n такое, что
при х=0, 1, 2, ..., n; и параметрах n=1, 2,... и 0<p<1, где [ГОСТ Р 50779.10-2000, статья 1.49] |
3.11
случайная величина: Переменная, которая может принимать любое значение из заданного множества значений и с которой связано распределение вероятностей. Примечание - Случайную величину, которая может принимать только отдельные значения, называют дискретной. Случайную величину, которая может принимать любые значения из конечного или бесконечного интервала, называют непрерывной. [ГОСТ Р 50779.10-2000, статья 1.2] |
3.12 аттестационные испытания систем НК: Испытания систем неразрушающего контроля металла оборудования АС, с целью установления соответствия характеристик систем неразрушающего контроля техническим требованиям в условиях, приближенным к условиям реальной эксплуатации (применения, использования).
3.13 выявляемость дефектов: Вероятность выявления (обнаружения) дефектов с заданными характеристиками.
3.14 воспроизводимость результатов контроля: Степень близости результатов контроля, полученных одним методом (по одной методике), на идентичных испытательных образцах (или объектах контроля), в различных лабораториях, разными операторами с использованием однотипных средств контроля.
3.15 дефект: Каждое отдельное несоответствие объекта контроля установленным требованиям.
Примечание - К дефектам, не являющимся несплошностями, относятся изменения размеров и формы.
3.16 дефектограмма: Условное обозначение на носителе информации зоны контроля с указанием начальной точки, направления контроля, дефектов и зафиксированных несплошностей [1].
3.17 достоверность неразрушающего контроля: Показатель неразрушающего контроля, связанный с вероятностями принятия безошибочных решений о наличии или отсутствии дефектов.
Примечание - Достоверность неразрушающего контроля обеспечивает достоверность информации о состоянии металла [1] и позволяет свести к минимуму риск принятия таких ошибочных решений как признание дефектных годными или бракование годных в действительности объектов контроля.
3.18 изготовитель: Юридическое лицо (индивидуальный предприниматель), осуществляющее производство средств неразрушающего контроля под своим собственным наименованием или собственной торговой маркой (товарным знаком). Изготовитель может быть и поставщиком средств и методик неразрушающего контроля.
3.19 искусственный дефект: Дефект известных размеров, формы и расположения, искусственно введенный в образец и служащий для получения ответной реакции при неразрушающем контроле.
3.20 испытательный образец: Аттестованный объект, повторяющий полностью или частично реальный объект контроля или его часть и воспроизводящий его характеристики с реальными или реалистичными дефектами, предназначенный для проведения испытаний средств и методик неразрушающего контроля.
3.21 метрологическая экспертиза: Анализ и оценка правильности установления и соблюдения метрологических требований применительно к объекту, подвергаемому экспертизе. Метрологическая экспертиза проводится в обязательном (обязательная метрологическая экспертиза) или добровольном порядке [2].
3.22 наихудшая дефектная ситуация: Наличие дефектов и сложной геометрии объекта (зоны) контроля, которые представляют наиболее сложную задачу для выявления и (или) измерения размеров дефектов с использованием конкретных средств и методик неразрушающего контроля.
3.23 недобраковка: Наличие дефекта хотя бы в одном из объектов контроля, признанных годными по результатам контроля.
3.24 оперативная характеристика метода (методики) контроля: Графическая или табличная зависимость вероятности выявления дефектов от размеров (характеристических размеров, условных размеров) дефектов.
3.25 открытые испытания: Практические испытания, при которых выполняющий контроль персонал предварительно информирован о виде, количестве и характеристиках испытательных образцов, а также о параметрах дефектов, подлежащих выявлению и (или) определению размеров (т.е. о виде, расположении и размерах дефектов).
3.26 перебраковка: Отсутствие дефектов хотя бы в одном из забракованных по результатам контроля объектов контроля.
3.27 повторяемость результатов контроля: Степень близости результатов контроля, полученных одним методом (по одной методике), на одном и том же испытательном образце (или объекте контроля), в одной лаборатории, с использованием одного и того же средства контроля.
3.28 поставщик: Юридическое лицо (индивидуальный предприниматель), осуществляющее поставку средств и методик неразрушающего контроля.
3.29 постулированный дефект: Дефект, наличие которого предполагается в объекте контроля в связи с особенностями его конструкции и условиями эксплуатации, но с неизвестными характеристиками и, поэтому они должны быть постулированы с использованием опыта, полученного при изучении аналогичных дефектов, которые возникают в других объектах контроля.
3.30 разработчик: Юридическое лицо (индивидуальный предприниматель), осуществляющее разработку средств и (или) методик контроля под своим собственным наименованием или собственной торговой маркой (товарным знаком).
3.31 распознаваемость дефектов: Вероятность выявления характерных различий в параметрах дефектов разного вида и типа (примеры классификации дефектов приведены в ГОСТ Р ИСО 6520-1-2012).
3.32 реальный дефект: Дефект, который образовался в оборудовании атомной энергетической установки во время его производства или эксплуатации без какого-либо преднамеренного вмешательства с целью стимулировать его образование.
3.33 реалистичный дефект: Дефект, искусственно введенный в испытательный образец, который имитирует технологический или эксплуатационный дефект. Для решения задач оценки соответствия наиболее подходящими типами реалистичных дефектов являются те, чья ответная реакция при неразрушающем контроле аналогична или идентична ответной реакции от реальных дефектов для рассматриваемых методов неразрушающего контроля.
3.34 слепые испытания (закрытые): Практические испытания, которые проводятся персоналом:
- не знающим наличия, месторасположения, количества и размеров любых дефектов в испытательном образце;
- не имеющим доступ к дефектам, выходящим на контролируемую поверхность испытательного образца;
- не имеющим доступ к маркировке испытательного образца.
3.35 существенные параметры контроля: Параметры контроля, которые оказывают значительное влияния на результаты контроля по конкретной методике (методу) неразрушающего контроля.
3.36 техническое обоснование: Документальное свидетельство, подтверждающее оценку возможностей предложенной системы или средства неразрушающего контроля и обосновывающее выбор основных параметров контроля и их диапазонов, объем необходимых практических испытаний, использование реальных или реалистичных дефектов и другие требования.
3.37 технологический дефект: Дефект, возникший в результате нарушения технологии изготовления, ремонта, складирования или транспортирования оборудования АС.
3.38 уровень дефектности: Отношение числа дефектных элементов к общему числу проконтролированных элементов, выраженное в процентах.
3.39 характеристический размер (параметр) дефекта: Значение какого-либо параметра дефекта, подлежащего выявлению (обнаружению) с использованием конкретного метода (методики) неразрушающего контроля, по которому судят о выявлении (обнаружении) дефекта в объекте контроля.
Примечание - При радиографическом контроле и электромагнитных методах контроля характеристическим параметром является отношение глубины дефекта к толщине металла (безразмерная величина). При ультразвуковом контроле - параметр, однозначно определяющий отражательную способность (для метода отражения) или прозрачность (для теневого метода) дефекта при данном направлении падающей на него волны. Такими параметрами могут быть диаметр плоскодонного или бокового отверстия, диаметр сферического отражателя (мм), эквивалентная площадь дефекта (мм) или условный коэффициент выявляемости дефекта (безразмерная величина). Условный коэффициент выявляемости дефекта Кд - отношение амплитуды U эхо-сигнала от дефекта к амплитуде Uo эхо-сигнала от эталонного отражателя. Физический смысл Кд состоит в том, что он показывает, насколько амплитуда эхо-сигнала от дефекта больше (или меньше) амплитуды эхо-сигнала от эталонного отражателя, т.е. позволяет оценить отражающие свойства дефекта, сравнить их с эталонным отражателем, по которому производится настройка чувствительности дефектоскопа. Таким образом, условия обнаружения дефекта определяются его отражающей поверхностью.
3.40 эксплуатационный дефект: Дефект, возникший в процессе эксплуатации оборудования АС.
3.41 эталонный метод: Метод, который дает прямую или более полную информацию о качестве объекта контроля (о наличии или отсутствии дефектов в объекте контроля или о геометрических размерах выявленных дефектов).
Примечание - Для сравнительной оценки в процессе проведения испытаний систем неразрушающего контроля наилучшим эталонным методом (для дефектов типа несплошностей металла), при возможности его использования, служит метод разрушающего контроля.
При невозможности использования метода разрушающего контроля, в качестве эталонного метода может быть использован метод неразрушающего контроля, основанный на том же или на ином физическом принципе, что и испытываемый, но обладающий лучшими характеристиками по сравнению с испытываемым (чувствительность, разрешающая способность, погрешность измерений).
3.42 эффективность системы неразрушающего контроля: Совокупность характеристик системы неразрушающего контроля, определяющих:
- техническую эффективность включая:
- выявляемость дефектов;
- распознаваемость дефектов;
- характеристики погрешности измерений размеров (характеристических размеров, условных размеров) и координат выявленных дефектов;
- производительность по затратам времени на:
- подготовку объекта контроля;
- настройку средств контроля;
- установку и снятие с объекта контроля средств контроля;
- проведение контроля (сканирование зон контроля);
- расшифровку результатов контроля и выдачу заключения;
- необходимое количество персонала (основного и вспомогательного).
4 Сокращения
В настоящем стандарте приняты следующие сокращения:
АС - | атомная станция; |
ГМО - | головная материаловедческая организация; |
НК - | неразрушающий контроль металла; |
ОХМК - | оперативная характеристика метода контроля; |
РУ - | реакторная установка; |
ТТ - | технические требования; |
ТТО - | технические требования к испытательным образцам; |
ТУ - | технические условия; |
ЭО - | эксплуатирующая организация. |
5 Общие требования к системам неразрушающего контроля, подлежащим аттестационным испытаниям
5.1 ТТ являются основным документом на систему НК при выполнении оценки соответствия в форме аттестационных испытаний системы НК.
5.2 ТТ должны содержать характеристики целевого назначения системы НК: типов выявляемых дефектов (несплошностей, изменений размеров и формы), механизмов их образования и развития, геометрических размеров и расположения дефектов (несплошностей, изменений размеров и формы), которые должны быть выявлены при НК металла оборудования АС с точки зрения обоснования безопасной эксплуатации АС и конструкционной целостности оборудования.
5.3 В ТТ должен быть указан порядок проведения аттестационных испытаний системы НК металла оборудования АС.
Порядок испытаний системы НК должен содержать:
а) виды и количество средств НК, наименование проекта методики НК в составе системы НК, проходящей испытания;
б) типы аттестационных испытаний (открытые или слепые);
в) способ определения показателей достоверности контроля, полученных при использовании испытуемой системы НК:
1) оценка показателей достоверности контроля по методологии ENIQ;
_______________
ENIQ - European Network for Inspection Qualification (Европейская сеть по аттестации эксплуатационного контроля).
2) оценка показателей достоверности контроля по методологии PDI;
_______________
PDI - Performance Demonstration Initiative (Мероприятия по демонстрации работоспособности).
3) оценка показателей достоверности контроля расчетным способом в соответствии с ГОСТ Р 50.05.16;
г) перечень документов, предоставляемых на аттестационные испытания.
5.4 ТТ должны состоять из следующих основных разделов:
а) наименование и область применения (использования) системы НК;
б) технические требования к системе НК;
г)* условия эксплуатации;
д) требования к метрологическому обеспечению;
г)* перечень и состав технической документации;
е) тип аттестационных испытаний.
___________________
* Текст документа соответствует оригиналу. - .
Содержание основных разделов ТТ приведено в приложении А. Допускается уточнять содержание разделов и вводить новые разделы ТТ.
6 Общие требования к аттестационным испытаниям систем неразрушающего контроля
6.1 Аттестационные испытания систем НК должны проводиться ГМО, признанными органом управления в области использования атомной энергии компетентными оказывать услуги организациям в сфере их специализаций по НК оборудования АС.
6.2 Аттестационные испытания системы НК следует проводить по программе и методике аттестационных испытаний. По результатам аттестационных испытаний ГМО оформляет аттестационный отчет и выдает свидетельство об аттестации.
_______________
Единый документ в соответствии с ГОСТ Р 50.04.01.
Программа и методика аттестационных испытаний должна разрабатываться ГМО.
Программу и методику аттестационных испытаний системы НК следует разрабатывать на основе ТТ и технической документации.
6.2.1 Программа аттестационных испытаний должна содержать следующие разделы:
а) описание объекта испытаний;
б) цель испытаний;
в) основные документы;
г) объем испытаний;
д) условия и порядок проведения испытаний;
е) материально-техническое обеспечение испытаний;
ж) метрологическое обеспечение испытаний;
и) ответственность за обеспечение и проведение испытаний;
к) выявление несоответствий в ходе испытаний;
л) отчетность по испытаниям.
6.2.2 Методика аттестационных испытаний должна содержать следующие разделы:
а) описание объекта испытаний;
б) цель испытаний;
в) оцениваемые характеристики (в соответствии с ТТ);
г) условия и порядок проведения испытаний;
д) способы обработки и анализа результатов испытаний;
е) критерии подготовленности (неподготовленности) средств и проектов методик НК или необходимой документации к испытаниям;
ж) критерии оценки соответствия системы НК, разработанные на основе ТТ;
и) описание технических характеристик используемых стендов, средств контроля и измерений;
к) технические требования для подбора или разработки и изготовления испытательных образцов для проведения аттестационных испытаний, имитирующих реальные объекты контроля, должны быть подготовлены в виде отдельных ТТО. Порядок подготовки ТТО приведен в приложении Б.
6.3 Программа и методика аттестационных испытаний системы НК должна быть:
а) согласована разработчиком (изготовителем или поставщиком);
б) согласована разработчиком проекта РУ и (или) проекта АС, на которую предполагается поставка;
в) согласована ЭО и (или) изготовителем оборудования АС;
г) разработана с учетом требований документов государственной системы обеспечения единства измерений, в том числе по ГОСТ Р 50.05.16;
д) утверждена ГМО, которая будет проводить аттестационные испытания.
6.4 Программа и методика аттестационных испытаний системы НК может предусматривать их проведение в несколько этапов. В документе о результатах испытаний предыдущего этапа должно содержаться подтверждение возможности проведения следующего этапа испытаний.
6.5 К началу проведения аттестационных испытаний системы НК должны быть завершены мероприятия по их подготовке, предусматривающие:
а) наличие и готовность на месте проведения испытаний средств материально-технического и метрологического обеспечения, гарантирующих создание условий и режимов испытаний, соответствующих указанным в программе и методике испытаний;
б) наличие персонала, выполняющего контроль испытательных образцов во время аттестационных испытаний, который должен быть аттестован в соответствии с требованиями ГОСТ Р 50.05.11 по тому методу (методам) контроля, который применяется в аттестуемой системе НК. Персонал, выполняющий контроль испытательных образцов при проведении аттестационных испытаний, должен пройти дополнительное обучение у разработчика средств и (или) методики НК;
в) формирование аттестационной комиссии;
г) своевременное представление к месту аттестационных испытаний средств и проекта методики НК с комплектом технической документации, предусмотренной программой и методикой испытаний.
6.6 Аттестационные испытания системы НК должны проводиться на испытательных образцах. Испытательные образцы должны содержать реальные или реалистичные дефекты, несплошности, изменения размеров и формы, технологические и (или) эксплуатационные (в зависимости от ТТ), предназначенные для оценки системы НК.
В качестве испытательных образцов могут быть использованы реальные зоны контроля, вырезанные из штатных или опытных изделий и содержащие реальные дефекты, несплошности, изменения размеров и формы, в этом случае сравнение результатов контроля, полученных с помощью аттестуемой системы НК, должно быть проведено с результатами эталонного метода НК для оценки соответствия системы НК.
6.7 В процессе аттестационных испытаний не допускается использование в качестве испытательных образцов, образцов, которые предназначены для настройки и калибровки средств НК.
6.8 При проведении слепых испытаний в соответствии с программой и методикой испытаний для оценки количественных показателей достоверности контроля комплект испытательных образцов должен включать в себя испытательные образцы, содержащие дефекты, несплошности, изменения размеров и формы и испытательные образцы, не содержащие дефектов.
6.9 ТТО для подбора или разработки и изготовления испытательных образцов, которые будут использоваться при аттестационных испытаниях системы НК, должны быть разработаны, согласованы и утверждены одновременно с программой и методикой аттестационных испытаний.
6.10 При проведении аттестационных испытаний системы НК могут проводиться испытания двух типов: открытые или слепые. Необходимый тип испытаний системы НК указывается в ТТ и в программе и методике аттестационных испытаний.
6.11 При открытых испытаниях подтверждается, что проект методики контроля металла удовлетворяет задачам контроля, указанным в ТТ, и что при соблюдении персоналом операций, указанных в проекте методики контроля металла, системой НК выполняются задачи по выявлению и определению параметров дефектов, несплошностей, изменений размеров и формы, в соответствии с ТТ, без оценки количественных показателей достоверности контроля.
6.11.1 Процесс проведения открытых испытаний оформляется протоколом (актом) аттестационной комиссии.
6.11.2 Испытательные образцы для проведения открытых испытаний предоставляются разработчиком или поставщиком средств и (или) методик НК.
6.12 При "слепых" испытаниях системы НК оцениваются ее функциональные возможности и определяются количественные показатели достоверности контроля и характеристики погрешности измерений размеров (характеристических размеров, условных размеров) и координат выявленных дефектов, несплошностей, изменений размеров и формы.
6.12.1 Решение о результатах испытаний принимается аттестационной комиссией.
Критерии оценки результатов устанавливаются программой и методикой испытаний.
6.12.2 Для проведения "слепых" испытаний подбор или разработка и изготовление испытательных образцов выполняется ГМО. Информация о месте и параметрах дефектов, в испытательных образцах должна быть конфиденциальна и недоступна персоналу, выполняющему контроль при аттестационных испытаниях.
6.12.3 ТТО на испытательные образцы и содержание паспортов испытательных образцов при проведении слепых испытаний должны быть конфиденциальной информацией.
6.12.4 Вся информация о дефектах, несплошностях, изменениях размеров и формы в испытательных образцах не должна быть заранее известна разработчику или поставщику средств и проектов методик НК и персоналу, проводящему контроль испытательных образцов во время аттестационных испытаний. Доступ указанных лиц к испытательным образцам для "слепых" испытаний, до их проведения, должен быть ограничен.
6.12.5 В процессе проведения "слепых" испытаний систем НК доступ к поверхностям испытательных образцов, содержащим дефекты, должен быть ограничен для персонала, участие которого планируется в аттестационных испытаниях (дефектоскописты, контролеры, операторы) в целях исключения возможности идентификации дефектов поверхности визуально, кроме испытаний систем НК, в которых применяется визуальный, капиллярный или магнитопорошковый контроль.
6.13 Для проведения аттестационных испытаний системы НК в ГМО должна быть направлена заявка на проведение аттестационных испытаний. К заявке должны быть приложены следующие документы:
а) согласованные и утвержденные в установленном порядке ТТ;
б) результаты заводских испытаний средств и проекта методики НК в виде протоколов или актов;
в) чертеж (чертежи) общего вида средства (средств) НК;
г) проект методики НК и (или) методика измерений (в соответствии с указанными в ТТ);
д) эксплуатационные документы (в соответствии с указанными в ТТ);
е) документы по утверждению типа средств измерений и аттестации методик измерений (при наличии указаний в ТТ);
ж) экспертные заключения, в случае проведения экспертизы, полученные в процессе разработки средств и проекта методики НК.
Дополнительно может быть представлено техническое обоснование.
6.14 Проект методики НК, представленный на аттестационные испытания, должен соответствовать требованиям, изложенным в ТТ и содержать следующие основные разделы:
а) назначение методики контроля металла;
б) описание применяемых методов и способов контроля;
в) требования к аппаратуре, средствам и вспомогательным приспособлениям;
г) подготовка к контролю;
д) проведение контроля;
е) оценка качества объекта (зоны) контроля;
ж) оформление результатов контроля;
и) требования к квалификации персонала, выполняющего неразрушающий контроль;
к) требования к метрологическому обеспечению;
л) требования безопасности при выполнении контроля.
Содержание основных разделов проекта методики неразрушающего контроля металла приведено в приложении В.
6.15 Если в составе системы НК или в методике контроля металла присутствуют методики измерений по ГОСТ Р 8.932, они должны быть аттестованы в соответствии с требованиями документов государственной системы обеспечения единства измерений и ГОСТ Р 50.05.16.
6.16 До проведения аттестационных испытаний системы НК проект методики НК должен быть подписан разработчиком (изготовителем или поставщиком).
6.17 При ограниченном количестве испытательных образцов в процессе аттестационных испытаний, дополнительно следует использовать техническое обоснование. Структура и содержание основных разделов технического обоснования приведены в приложении Г.
6.18 Техническое обоснование должно содержать все имеющиеся расчетные (для случая прямых измерений) и (или) экспериментальные данные, подтверждающие соответствие системы НК требованиям ТТ.
6.19 Техническое обоснование подготавливается разработчиком (изготовителем или поставщиком) средства и (или) методики НК и предоставляется вместе с остальными документами на аттестационные испытания в ГМО.
7 Порядок проведения аттестационных испытаний систем неразрушающего контроля
7.1 Для проведения аттестационных испытаний систем НК ГМО своим распорядительным документом должна сформировать аттестационную комиссию. В состав аттестационной комиссии помимо представителей ГМО включают представителей ЭО (по согласованию, в статусе наблюдателей), разработчика проекта РУ и (или) разработчика проекта АС, для контроля элементов которой планируется применять разработанные средства и (или) методику НК (в статусе наблюдателей). Председателем аттестационной комиссии назначают представителя ГМО.
7.2 Работа аттестационной комиссии должна проводиться в соответствии с программой и методикой аттестационных испытаний и предусматривать следующие этапы:
а) проверка комплектности и содержания технической документации на соответствие ТТ;
б) рассмотрение результатов заводских испытаний, наличие свидетельств утверждения типа средств измерений, аттестации методик измерений, рассмотрение дополнительного технического обоснования (в случае наличия);
в) проверка готовности средств и проекта методики НК к аттестационным испытаниям;
г) проверка наличия и готовности на месте проведения испытаний средств материально-технического и метрологического обеспечения, гарантирующих создание условий и режимов испытаний, соответствующих указанным в программе и методике испытаний;
д) проверка наличия условия для проведения аттестационных испытаний (температура, влажность, освещенность);
е) проведение аттестационных испытаний;
ж) оценка результатов аттестационных испытаний;
и) оформление результатов аттестационных испытаний.
7.3 При неготовности системы НК к проведению испытаний аттестационная комиссия должна принять решение о переносе срока ее работы и оповестить всех участников, а также сообщить условия, при которых аттестационная комиссия может возобновить проведение аттестационных испытаний.
7.4 При выявлении каких-либо несоответствий в ходе аттестационных испытаний, препятствующих их продолжению, должны быть осуществлены меры по их устранению. При этом о принятых мерах аттестационная комиссия должна сделать соответствующую запись в протоколе и (или) акте аттестационных испытаний. Допускается приложение дополнительной информации, поясняющей причины несоответствий, в виде отдельного документа, оформленного в порядке, аналогичном оформлению протокола и (или) акта.
После устранения несоответствий аттестационные испытания должны быть проведены повторно в объеме, определенном аттестационной комиссией.
7.5 В протокол и (или) акт аттестационной комиссии могут быть включены иные замечания и предложения (необходимость проведения дополнительных испытаний или проведения опытной эксплуатации испытуемой системы НК, внесение изменений в техническую документацию).
7.6 Перед проведением аттестационных испытаний все существенные параметры испытываемой системы НК должны быть однозначно определены ГМО, и не должны произвольно меняться во время проведения аттестационных испытаний (во время сбора и анализа результатов контроля). Все существенные параметры для аттестуемой системы НК должны быть зафиксированы ГМО в аттестационном отчете.
7.7 При проведении аттестационных испытаний системы НК персонал должен выполнять контроль испытательных образцов в соответствии с технологией контроля, изложенной в проекте методики НК.
Порядок подачи испытательных образцов на контроль следует выполнять случайным образом в соответствии с ГОСТ 18321.
Результаты НК должны фиксироваться персоналом в заключениях по контролю в соответствии с требованиями проекта методики НК, но в заключениях должна быть приведена также информация, необходимая и достаточная для сопоставления результатов НК с паспортами испытательных образцов.
7.8 По результатам аттестационных испытаний системы НК и рассмотрения, представленных материалов ГМО должна оформить аттестационный отчет, содержащий оценку результатов испытаний с конкретными формулировками, отражающими соответствие параметров испытанной системы НК параметрам, заданным в ТТ. В аттестационном отчете следует привести следующую информацию:
а) регистрационный номер отчета и дату его утверждения;
б) наименование ГМО, проводившей аттестационные испытания системы НК;
в) наименование заявителя;
г) название и (или) обозначение системы НК, названия и обозначения средств и проекта методики контроля металла;
д) дату и номер распорядительного документа о формировании аттестационной комиссии (копия документа должна быть приложена к аттестационному отчету);
е) название и обозначение программы и методики аттестационных испытаний;
ж) соответствие параметров испытуемой системы НК параметрам, заданным в ТТ;
и) оценку соответствия технической документации требованиям ТТ;
к) соблюдение существенных параметров контроля, влияющих на достоверность контроля во время аттестационных испытаний;
л) оценку работы персонала, выполнившего контроль, анализ результатов и выдачу заключений во время проведения аттестационных испытаний системы НК по соблюдению им пошаговых операций, предусмотренных проектом методики НК;
м) инициалы, фамилии, места работы и должности персонала, выполнившего контроль и выдачу заключений во время проведения аттестационных испытаний системы НК, с указанием возможности его аттестации в дополнительной области с применением средств и методики НК, подвергшихся аттестационным испытаниям, с правом выдачи заключений по результатам контроля и с правом участия в последующей подготовке и аттестации персонала для допуска к контролю с применением аттестованной системы НК;
н) ссылку на методику и результаты оценки количественных показателей достоверности контроля (в соответствии с приложением Д) либо результаты расчетов показателей достоверности измерительного контроля по ГОСТ Р 50.05.16. При использовании расчетного способа по ГОСТ Р 50.05.16 к аттестационному отчету должен прилагаться верификационный отчет для использованной расчетной модели с четким указанием диапазонов существенных параметров контроля для которых они верифицированы;
о) протоколы испытаний со сравнительными таблицами, содержащими значения параметров ТТ и фактические значения параметров, полученные при аттестационных испытаниях.
7.9 Аттестационный отчет должен быть подписан членами аттестационной комиссии и утвержден ее председателем. Утверждение аттестационного отчета означает окончание аттестационных испытаний (если в аттестационном отчете не содержится перенос сроков испытаний или необходимость дополнительной опытной эксплуатации или опробования системы НК).
После утверждения аттестационного отчета с положительным заключением ГМО оформляет и выдает свидетельство об аттестации системы НК. Свидетельство об аттестации системы НК должно быть подписано председателем аттестационной комиссии и утверждено руководителем ГМО.
7.10 Свидетельство об аттестации системы НК должно содержать следующую информацию:
а) регистрационный номер и дату утверждения свидетельства об аттестации;
б) наименование ГМО, проводившей аттестационные испытания и ее контактную информацию;
в) наименование заявителя, его контактную информацию;
г) сведения о месте (местах) проведения аттестационных испытаний;
д) название и (или) обозначение системы НК, названия и обозначения средств и методики контроля металла;
е) сведения о персонале, выполнившем контроль и выдачу заключений во время проведения аттестационных испытаний системы НК;
ж) тип аттестационных испытаний (открытые или слепые);
к) сведения об области применения системы НК в соответствии с методикой контроля металла;
л) показатели достоверности системы НК.
7.11 Аттестационный отчет составляется в двух экземплярах, один из которых хранится в ГМО, второй у заявителя. Свидетельство об аттестации оформляется в одном экземпляре и хранится у заявителя.
7.12 ГМО (либо ее сотрудники) не может проводить аттестационные испытания систем НК, разработку, изготовление, поставку которых указанная ГМО осуществляла или привлекалась к указанным мероприятиям.
8 Оценка достоверности контроля в отношении к системе неразрушающего контроля
8.1 Оценка достоверности контроля в отношении к испытуемой системе НК металла оборудования АС должна обеспечивать подтверждение ее соответствия ТТ и (или) требованиям нормативных документов, а также совпадение результатов НК испытуемой системой НК с данными, приведенными в паспортах на испытательные образцы.
8.2 Достоверность контроля в отношении к испытуемой системе НК и ее значения зависит от методики (метода) и средств контроля, используемых в аттестуемой системе НК, и персонала, выполняющего контроль.
8.3 К количественным показателям достоверности контроля следует относить вероятность выявления дефектов и вероятность перебраковки, количественные значения которых заданы в ТТ для подлежащих выявлению дефектов, несплошностей, изменений размеров и формы.
8.3.1 Вместо вероятности выявления может быть использована оперативная характеристика выявления метода (методики) контроля (в соответствии с приложением Д).
8.3.2 При сравнении результатов НК, полученных в ходе аттестационных испытаний системы НК, с данными, приведенными в паспортах на испытательные образцы или результатами разрушающих испытаний, может быть использован способ "общей оценки" или способ "интервалов" (в соответствии с приложением Д). Пример процедуры сравнения, с использованием способа "интервалов", результатов НК по испытуемой системе НК с действительной дефектной ситуацией для расчета показателей достоверности результатов контроля приведен в приложении Е.
8.4 Оценка показателей достоверности контроля и характеристик погрешности измерений размеров (характеристических размеров, условных размеров) и координат выявленных дефектов, несплошностей, изменений размеров и формы должны выполняться при проведении аттестационных испытаний системы НК.
Приложение А
(справочное)
Содержание основных разделов технических требований
А.1 В разделе "Наименование и область применения (использования) системы НК" указывают наименование системы НК и характеристики объектов (типовых объектов) контроля, которые необходимо проконтролировать системой НК. В этом разделе должна быть приведена следующая информация по объектам (зонам) НК:
а) геометрия и размеры объектов (зон) контроля, их возможные отклонения от требований конструкторской и нормативной документации (для конкретных объектов или зон контроля);
б) состояние поверхности объектов (зон) контроля, включая шероховатость и волнистость, отложения;
в) данные на все основные и сварочные материалы (тип, марка, стандарт или ТУ), использованные в контролируемых объектах (зонах);
г) краткое описание технологии сварочных и монтажных работ при сборке конкретных объектов (зон) контроля;
д) данные о каких-либо ремонтах (сваркой), проведенных за время существования (изготовления, монтажа и эксплуатации) объекта контроля;
е) данные о форме разделки и корне сварных швов (при их наличии), усилении сварных соединений и наплавках, подлежащих контролю, если известные или постулируемые дефекты расположены в этих зонах;
ж) данные об изгибах, об изменении структуры слоев стенки (листа или трубы), о возможности наличия отложений и (или) вмятин (имеют существенное значение при контроле теплообменных труб парогенераторов вихретоковым методом);
и) предполагаемое расположение средств НК во время проведения контроля;
к) габаритные ограничения в доступе к объекту (зоне) контроля;
л) ограничения времени проведения контроля, связанные с уровнем радиации и другими факторами окружающей среды.
А.2 В разделе "Технические требования к системе НК" указывают требования и нормы, определяющие показатели качества и эксплуатационные характеристики системы НК.
А.2.1 В подразделе "Показатели назначения" указывают основные параметры и эксплуатационные характеристики, определяющие целевое использование и применение системы НК.
При изложении требований, определяющих целевое применение системы НК особое внимание должно быть уделено следующим исходным данным.
А.2.1.1 Данные о дефектах, несплошностях, изменениях размеров и формы, подлежащих выявлению:
а) механизмы образования (деградация свойств металла - усталость, коррозия, эрозия) или другие возможные механизмы образования;
б) технологические и (или) эксплуатационные;
в) типы дефектов (при наличии информации: форма, внешний вид, макро и микро - структура);
г) геометрические размеры дефектов, несплошностей, изменений размеров и формы металла оборудования АС, которые должны быть выявлены (обнаружены) с заданными показателями достоверности неразрушающего контроля;
д) расположение дефектов или несплошностей по объему контролируемого металла. Расположение дефектов относительно корня сварного шва, зоны сплавления, зоны термического влияния или усиления сварного шва;
е) ориентация дефектов плоскостного типа (в осевом и окружном направлениях, по наклону относительно нормали к наружной и (или) внутренней поверхности);
ж) данные металлографических исследований для эксплуатационных дефектов типа трещин, которые имели место на объектах контроля или аналогичных объектах (при наличии).
А.2.1.2 Требования к содержанию информации в результатах контроля и достоверности результатов контроля:
а) требования по выявлению дефектов, несплошностей, изменений размеров и формы с учетом значений, установленных в проектно-конструкторской и (или) технологической и (или) эксплуатационной документации;
б) требования к разрешающей способности (минимальное расстояние между двумя дефектами или несплошностями наблюдаемыми раздельно);
в) требования к достоверности результатов контроля. Количественные требования к задаваемой достоверности неразрушающего контроля должны содержать вероятность выявления дефектов, недобраковки и перебраковки применительно к конкретным типам и размерам дефектов объектов (зон) контроля;
г) требования по распознаваемости дефектов (характерных различий в параметрах дефектов разного вида и типа);
д) требования к характеристикам воспроизводимости и повторяемости результатов НК;
е) требования к погрешности измерений размеров (характеристических размеров, условных размеров) выявленных дефектов, несплошностей, изменений размеров и формы;
ж) требования к погрешности измерений координат выявленных дефектов, несплошностей, изменений размеров и формы с привязкой к реперной точке;
и) требования к ограничению по времени проведения НК (при необходимости).
А.2.1.3 Должны быть приведены требования по способу оценки параметров системы НК. Оценка параметров может проводиться следующими способами.
А.2.1.3.1 Способ, используемый в методологии ENIQ, который заключается в сочетании обязательных практических испытаний и технического обоснования. При проведении аттестационных испытаний с учетом этого способа должны быть использованы испытательные образцы с реальными или реалистичными дефектами, несплошностями, изменениями размеров и формы, содержащие наихудшие дефектные ситуации. Если в процессе практических испытаний будет показано, что система НК отвечает ТТ, и выявляет дефекты в наихудших дефектных ситуациях, то из этого следует, что система НК будет отвечать ТТ и для большинства более простых случаев.
При использовании способа по методологии ENIQ количественные показатели вероятности выявления дефектов и достоверности контроля применительно к испытуемой системе НК не оцениваются.
А.2.1.3.2 Способ PDI, который заключается в определении вероятности выявления дефектов, несплошностей, изменений размеров и формы на репрезентативной выборке в объектах (зонах) контроля и количественную оценку показателей достоверности НК с учетом вероятности перебраковки и недобраковки по результатам контроля.
А.2.1.3.3 Оценка показателей достоверности измерительного контроля расчетным способом в соответствии с ГОСТ Р 50.05.16. При использовании этого способа к аттестационному отчету должен прилагаться верификационный отчет для использованной расчетной модели с четким указанием диапазонов существенных параметров контроля для которых они верифицированы.
А.3 В разделе "Условия эксплуатации" в зависимости от вида и назначения средства НК в составе системы НК указывают:
а) условия эксплуатации, при которых должно использоваться средство НК с заданными техническими показателями;
б) требования по стойкости к воздействию внешних климатических факторов (температуры, влажности, атмосферного давления, радиации и т.д.).
А.4 В разделе "Требования к метрологическому обеспечению", в зависимости от вида и назначения средств НК, приводят требования, выполнение которых должно обеспечить с необходимой точностью возможность измерений, проверки параметров и характеристик средств НК и поверки средств измерений, из числа или из состава средств НК.
Если в составе системы НК предполагается использование методик измерений, необходимо указать ссылки на имеющиеся аттестованные методики или требования к характеристикам методик, подлежащих разработке.
В раздел также включают ссылки на документы, регламентирующие методики поверки и калибровки средств измерений и учитывать требования документов государственной системы обеспечения единства измерений и ГОСТ Р 50.05.16.
А.5 В разделе "Перечень и состав технической документации" приводят:
а) необходимую эксплуатационную документацию на средство НК (руководство по эксплуатации, программная документация);
б) в качестве отдельного документа должна быть разработана методика контроля металла и (или) методики измерений параметров выявленных дефектов, несплошностей, изменений размеров и формы.
А.6 В разделе "Тип аттестационных испытаний системы НК" указывают требования к:
а) типу испытаний (открытые или слепые);
б) способу оценки результатов испытаний ("общей оценки" или "интервалов").
Приложение Б
(справочное)
Порядок подготовки технических требований для подбора или разработки и изготовления испытательных образцов для проведения аттестационных испытаний системы неразрушающего контроля
Б.1 Испытательные образцы должны быть представительными с точки зрения соответствия металла, размеров, конфигурации сварных швов и наплавленных поверхностей (если образцы предназначены для испытания систем НК сварных швов и наплавленных поверхностей соответственно) и геометрии объектов (зон) контроля. Должна обеспечиваться возможность установки испытательных образцов в испытательные или настроечные стенды.
Б.2 В целях проверки рабочих характеристик средств НК и параметров проекта методики НК в составе системы НК, испытательные образцы должны содержать реальные или реалистичные дефекты, реальные несплошности или реальные изменения размеров и формы для обеспечения оценки системы НК.
Б.3 Испытательные образцы для проведения аттестационных испытаний системы НК, предназначенной для стадии изготовления и (или) монтажа оборудования АС должны содержать реальные или реалистичные дефекты технологического характера (образующиеся в результате нарушения технологии изготовления и (или) монтажа).
Испытательные образцы для проведения аттестационных испытаний системы НК, предназначенной для стадии эксплуатации оборудования АС, в первую очередь, должны содержать реальные или реалистичные дефекты эксплуатационного характера (трещины, изменения размеров и формы).
Б.4 При технической возможности дефекты должны вноситься при помощи тех же механизмов повреждения, которые имеют место в реальном объекте (зоне) контроля. При отсутствии такой возможности следует пользоваться реалистичными дефектами, для моделирования реальных дефектов.
Б.5 Допускается использовать в качестве испытательных образцов реальные объекты (зоны) контроля (элементы АС или их части) с реальными дефектами, несплошностями, изменениями размеров и формы, вырезанные из штатных или опытных изделий.
Б.6 Размеры испытательных образцов должны обеспечивать необходимые отступы (свободное бездефектное пространство) для выполнения контроля в полном объеме в соответствии с методикой контроля металла, например, на один или два прохода преобразователя для ультразвукового и (или) вихретокового контроля. Испытательные образцы должны изготавливаться, по возможности, в полном соответствии с использующимся штатным процессом изготовления объектов контроля.
Б.7 Изготовитель испытательных образцов должен проверить все выполненные сварные швы, основной металл и наплавленные поверхности для того, чтобы выявить все технологические (непреднамеренные) дефекты, несплошности, изменения размеров и формы с использованием ультразвуковых, радиографических или других методов контроля. Непреднамеренные дефекты следует либо удалить или отремонтировать, либо зафиксировать в паспорте испытательного образца для использования при проведении аттестационных испытаний системы НК.
Б.8 В технических требованиях на испытательные образцы должны быть указаны требования к:
а) конструкции испытательных образцов;
б) количеству дефектов, несплошностей, изменений размеров и формы, вносимых в испытательные образцы;
в) типам дефектов, вносимых в испытательные образцы;
г) распределению дефектов по размерам (характеристическим размерам, условным размерам);
д) пространственному распределению дефектов в металле испытательных образцов;
е) технологии изготовления и металлу (металлам) испытательных образцов;
ж) механизмам (способам) внесения дефектов (механической обработкой, электроискровой (электроэрозионной) обработкой, выращиванием с помощью приложения механических и термических нагрузок, при помощи сварки, имплантации). Приоритетным условием выбора механизма (способа) внесения дефектов является их реалистичность с точки зрения имитации типа (характера) выбранного дефекта для соответствующего метода контроля;
и) указанию технологической документации на процессы внесения дефектов и процессы сварки;
к) проверке качества изготовленных испытательных образцов;
л) маркировке;
м) требования к характеристикам погрешности размеров (характеристических размеров, условных размеров) дефектов в испытательных образцах;
н) паспортизации испытательных образцов;
о) конфиденциальности, если испытательные образцы будут использоваться для слепых испытаний.
Б.9 На каждый испытательный образец должна быть нанесена маркировка с указанием учетного номера и точки начала отсчета координат для определения местоположения дефектов, несплошностей, изменений размеров и формы. На испытательных образцах оборудования АС, в виде темплетов, сварные швы должны быть протравлены с обработанных торцов и на протравленных местах должны быть нанесены оси сварных швов.
Б.10 Распределение размеров (характеристических размеров, условных размеров) количество и тип дефектов или комбинаций дефектов, которые вводятся в испытательные образцы, должны соответствовать ТТ на систему НК и будут зависеть от:
а) комбинации совмещения реальных размеров дефектов с критическими размерами дефектов для контролируемого элемента на стадии эксплуатации (трубопровод, корпус сосуда давления);
б) общего количества дефектов, которое возможно ввести в испытательные образцы;
в) использования способа оценки, параметров целевого использования средств и методик НК по методологии ENIQ с наихудшими дефектными ситуациями без количественной оценки достоверности контроля, или способа PDI с количественными оценками вероятности выявления дефектов и достоверности неразрушающего контроля, определяющих количество необходимых дефектов, несплошностей, изменений размеров и формы;
г) типа испытаний: открытые или слепые.
Б.11 После выполнения контроля испытательных образцов, независимо от того какие дефекты, несплошности, изменения размеров и формы они содержат реальные или реалистичные, на каждый из них должен быть составлен паспорт.
Паспорт на испытательный образец должен содержать:
а) название и описание испытательного образца с приложением чертежа или эскиза;
б) учетный номер испытательного образца;
в) марку (марки) металла основных частей испытательного образца;
г) ссылку на описание технологии изготовления испытательного образца (технология сварки, механической обработки, механизмы (способы) внесения дефектов и т.д.);
д) дефектограммы расположения и размеры (характеристические размеры, условные размеры) реальных и (или) реалистичных дефектов, подлежащих выявлению, в сварных швах, наплавленных поверхностях и основном металле испытательного образца по результатам НК в процессе паспортизации различными методами (визуальным и измерительным, капиллярным, ультразвуковым, радиографическим (с приложением заключения и снимков) или другими методами контроля, включая отметки о всех зафиксированных индикациях, независимо от их размеров). При указании характеристических или условных размеров должны быть указаны средства контроля, которыми определялись эти размеры, а также значения основных параметров контроля;
е) обобщенную дефектограмму по всем методам контроля с указанием расположения и размеров (характеристических размеров или условных размеров) дефектов в сварных швах, наплавленных поверхностях и основном металле испытательного образца с указанием границ дефектов, полученных по результатам контроля в процессе паспортизации.
Обобщенная дефектограмма является исходным документом, на основании которого делается заключение о выявлении дефектов, несплошностей, изменений размеров и формы в результате аттестационных испытаний системы НК.
Б.12 В технических требованиях на испытательные образцы должны быть приведены требования к разработке обоснования выбора технологии изготовления дефектов, для подтверждения того, что внесенные дефекты, несплошности, изменения размеров и формы, в достаточной степени будут являться реалистичными моделями для испытуемой системы НК.
Приложение В
(справочное)
Содержание основных разделов проекта методики неразрушающего контроля металла
В.1 В разделе "Назначение методики контроля металла" указывают, объекты и зоны контроля, на которые распространяется настоящая методика, для выявления каких эксплуатационных и (или) технологических дефектов она предназначена и на основе требований каких нормативных документов она разработана.
В.2 В разделе "Описание применяемых методов и способов контроля" указывают выбранные методы и способы НК, краткое описание их физических принципов, последовательность или совокупность их применения в методике контроля металла, позволяющей выявлять требуемые дефекты, несплошности, изменения размеров и формы в объекте (зоне) контроля и определять или измерять их характеристики.
В.3 В разделе "Требования к аппаратуре, средствам и вспомогательным приспособлениям" указывают:
а) тип (марка) применяемой аппаратуры и условия ее эксплуатации;
б) типы или конструкции автоматизированных средств доставки преобразователей в зону контроля (для автоматизированных и полуавтоматизированных средств контроля);
в) типы преобразователей или аналогичных им устройств, используемых для получения информации;
г) контрольные и настроечные образцы, вспомогательные устройства настройки аппаратуры для проверки основных параметров контроля, настроечные и испытательные стенды или сборки;
д) типы и основные характеристики аппаратуры сбора, обработки и хранения информации по ГОСТ 4.177;
е) описание программных средств и программных изделий (для автоматизированных и полуавтоматизированных средств контроля);
ж) требования к вспомогательным и расходным материалам и вспомогательным приспособлениям и их типы.
При применении контрольных, настроечных образцов и вспомогательных устройств должны быть приведены необходимые данные для их изготовления. Если в качестве настроечных образцов используют сами объекты (зоны) контроля, то должны быть даны требования и критерии по их отбору для использования в этих целях.
В.4 В разделе "Подготовка к контролю" указывают:
а) положение объекта (зоны) контроля, при котором осуществляют контроль;
б) порядок операций подготовки объекта (зоны) контроля;
в) требования к температуре объекта (зоны) контроля, качеству поверхности, на которой будут располагаться преобразователи или аналогичные им устройства для получения информации;
г) способы обеспечения контакта между преобразователем и объектом (зоной) контроля (для контактных методов контроля) и применяемые при этом контактирующие среды;
д) порядок размещения аппаратуры и проверки ее работоспособности перед проведением контроля;
е) требования к параметрам окружающей среды и способы учета их нестабильности, если это влияет на результаты контроля;
ж) выбор основных параметров контроля, процедура настройки аппаратуры.
В.5 В разделе "Проведение контроля" приводят:
а) последовательность применения выбранных методов или способов контроля и их вариантов;
б) процедуры и схемы поиска и фиксации дефектов, такие как - сканирование, прозвучивание, просвечивание, запись, архивирование и т.д.;
в) пример технологической карты контроля;
г) периодичность проверки основных параметров контроля в процессе контроля;
д) признаки выявления дефектов по показаниям индикаторов аппаратуры;
е) характеристики выявляемых дефектов, несплошностей, изменений размеров и формы и способы их определения;
ж) определяемые характеристики выявленных дефектов, несплошностей, изменений размеров и формы, способы их измерения;
и) порядок выполнения заключительных операций с указанием способов очистки объектов (зон) контроля от контактных сред и их защиты от коррозии, последовательности приведения аппаратуры в нерабочее состояние после проведения контроля;
к) показатели достоверности НК, достигаемые при применении данной аппаратуры, методики контроля металла и соответствующей квалификации персонала, которые подтверждены в ходе аттестационных испытаний.
Если методика контроля металла предусматривает выявление различных дефектов (технологических, эксплуатационных) с различными характеристиками и в разных объектах и (или) зонах контроля, то значения достоверности контроля должны быть приведены для каждого конкретного случая отдельно.
В.6 В разделе "Оценка качества объекта (зоны) контроля и оформление результатов контроля" указывают:
а) ссылку на документ, содержащий нормы оценки качества объекта (зоны) по результатам контроля;
б) предельные значения определяемых характеристик выявленных дефектов, несплошностей, изменений размеров и формы, обусловленные принятой системой оценки;
в) принятые условные обозначения выявляемых дефектов, несплошностей, изменений размеров и формы;
г) форму заключения (протокола) контроля, в котором фиксируют результаты контроля.
В.7 Методика контроля металла должна содержать четкие и однозначные процедуры по сбору и анализу данных. Схема анализа данных, используемая для принятия решения о том, что выявленные несплошности или изменения идентифицируются как дефекты, является важной частью методики контроля металла. В методике должны быть изложены в четкой и логической последовательности все решения, относящихся к комбинации и интерпретации результатов, полученных различными методами или способами НК и позволяющие сделать окончательное заключение. Схема анализа данных результатов контроля должна быть подробной.
В последовательность действий для подготовки заключений, которые должны быть сделаны в результате контроля включают:
а) критерии, использованные для разделения сигналов, соответствующих геометрии контролируемых элементов и реальных дефектов, несплошностей, изменений размеров и формы;
б) способы, при помощи которых результаты различных методов или приемов были скомбинированы для принятия решения о соответствии или несоответствии сигнала дефекту (изменению);
в) критерии, использованные для определения типа дефекта (объемный или плоскостной, несплавление или трещина и т.д.);
г) критерии (методы), использованные для определения размеров выявленных дефектов.
В.8 В разделе "Требования к квалификации персонала, выполняющего неразрушающий контроль" указывают общие требования к квалификации и аттестации персонала, проводящего НК в соответствии с требованиями ГОСТ Р 50.05.11 и дополнительные требования к аттестации персонала для контроля конкретных объектов (зон) контроля, по конкретной методике контроля металла, с использованием конкретных средств и методики НК.
В.9 В разделе "Требования к метрологическому обеспечению" приводят требования к метрологическому обеспечению аппаратуры НК, используемых контрольных, настроечных или стандартных образцов, вспомогательных устройств и дополнительных средств измерений с учетом требований ГОСТ Р 50.05.16.
Для методик контроля металла с выполнением измерений в раздел включают подраздел "Контроль качества измерений", содержащий процедуры, периодичность проведения и критерии (нормативы) внутрилабораторного оперативного и периодического контроля качества измерений.
В.10 В разделе "Требования безопасности" указывают требования, соблюдение которых обязательно при контроле объектов (зон) выбранными методами НК в соответствии с требованиями нормативной документации.
Приложение Г
(справочное)
Структура и содержание основных разделов технического обоснования
Г.1 Содержание каждого конкретного раздела технического обоснования зависит от требований к аттестуемой системе НК.
В техническое обоснование включают следующие разделы:
а) введение;
б) краткое изложение исходной информации;
в) краткое описание системы НК;
г) анализ существенных параметров;
д) анализ методики контроля;
е) физическое обоснование;
ж) расчетное обоснование;
и) объединение объектов (зон) контроля в одну группу (при необходимости);
к) экспериментальные данные, полученные в ходе разработки средств и методики контроля металла;
л) анализ параметрических исследований;
м) анализ средств контроля и процедуры расшифровки данных контроля;
н) анализ требований к квалификации и аттестации персонала;
п) выводы и рекомендации.
Г.2 В раздел "Введение" включены задачи, поставленные перед системой НК, и перечень экспериментальных и расчетных материалов, которые представлены в техническом обосновании, свидетельствующие о возможности системы НК выполнить ТТ.
Г.3 В разделе "Краткое изложение исходной информации" приводят общие данные об объекте (зоне) контроля, используемых материалах, дефектах, условиях проведения контроля, ограничениях доступа и т.д., то есть все факторы, влияющие на результаты применения аттестуемой системы НК.
Г.4 В разделе "Краткое описание системы НК" приводят описание аттестуемой системы НК, включая ее состав (средства и методику контроля металла, требования к квалификации персонала, выполняющего контроль).
Г.5 В разделе "Анализ существенных параметров" приводят параметры, изменение значений которых существенно влияет на проведение и результаты контроля. В каждом конкретном случае выполняется анализ, позволяющий определить существенные параметры для испытуемой системы НК.
Г.6 В разделе "Анализ методики контроля" приводят результаты оценки следующих показателей:
а) четкость и логическая последовательность изложения методики контроля металла, т.е. что содержащиеся в ней руководства просты, понятны персоналу, выполняющему НК;
б) наличие возможных недостатков (в полноте и стиле изложения методики);
в) четкость описания всех параметров, которые являются существенными для рассматриваемой методики контроля металла;
г) правильность выбора значений существенных параметров;
д) соответствие ТТ или иных нормативных документов в том, что касается зон и объемов контроля, предполагаемых местоположений и ориентаций дефектов, несплошностей, изменений размеров и формы, регистрации признаков дефектов, измерения размеров (характеристических размеров, условных размеров) дефектов, определения типа дефектов;
е) пошаговое изложение анализа собранных данных и описание процедуры оценки результатов контроля;
ж) правильность применения метрологических требований к средствам и методам измерений и требований к аттестации и квалификации персонала, выполняющего контроль.
Г.7 В разделе "Физическое обоснование" приводят обоснование выбора методики и способа ее применения.
Объяснив выбор методики контроля металла, необходимо обосновать и способ ее применения.
Примечание - Если взять в качестве примера ультразвуковой контроль, необходимо обосновать выбор способа контроля (эхо, теневой, зеркально-теневой, дифракционный и т.д.).
Г.8 В раздел "Расчетное обоснование" включают результаты расчетов, выполненных в ходе имитационного моделирования, подтверждающие выбор параметров контроля (прогнозирование сигналов от дефектов с учетом их характеристик, а также влияния местоположения и ориентации дефектов, прогнозирования зоны и объема контроля конкретного объекта (зоны) контроля).
При использовании имитационной модели к техническому обоснованию прилагается верификационный отчет для использованной расчетной модели с четким указанием диапазонов существующих параметров контроля, для которых они верифицированы.
Имитационное моделирование должно воспроизводить функционирование испытуемой системы НК на основе результатов анализа взаимосвязей между всеми ее составляющими (средство контроля, методика контроля металла, персонал, выполняющий контроль).
Г.8.1 Расчетная процедура оценки достоверности контроля относительно испытуемой системы НК в техническом обосновании должна основываться на статистическом имитационном моделировании для всех объектов и (или) зон контроля и всех типов дефектов, заданных в ТТ, и должна содержать следующие этапы:
а) подбор, систематизация и классификация данных НК для дальнейшего статистического анализа. Классификация проводится по типу дефекта, месту его расположения и ориентации в объекте контроля (тип сварного соединения, типам оборудования АС), размеру;
б) определение набора информативных признаков и связанных с ними параметров сигналов, получаемых от средств контроля. Из всего комплекса признаков сигналов следует выбирать те, для которых разность значений между дефектной и бездефектной областями максимальна;
в) определение области всех возможных значений информативных параметров;
г) построение статистической модели, которая представляет собой совокупность функций распределения вероятности информативных параметров для сигналов от дефектов и сигналов от бездефектных областей, в области значений информативных параметров. Эти функции могут быть получены расчетным способом либо установлены экспериментально на представительной выборке данных;
д) выбор критериев принятия решения о наличии дефекта, достоверности контроля и порога выявления несплошностей (изменений) с учетом последствий ошибок первого и второго рода, т.е. ошибки перебраковки и недобраковки. Выбранный порог выявления дефекта считается оптимальным в том случае, если ошибки перебраковки и недобраковки минимизированы;
е) расчет вероятности правильного обнаружения дефекта и бездефектной области на основании функций распределения.
Г.8.2 В процессе имитационного моделирования используют расчеты для решения следующих задач:
а) определение наиболее сложных для выявления дефектов из числа приведенных в ТТ;
б) выявление дефектов в наихудших дефектных ситуациях;
в) экстраполяция и обоснование экспериментальных данных по полному диапазону существенных параметров;
г) демонстрация применимости смоделированной ситуации ко всем элементам в группе объектов контроля вне зависимости от различий в геометрических формах и размерах;
д) проведение статистического анализа практических и теоретических результатов с учетом погрешностей;
е) определение вероятности наличия постулированного дефекта в конкретной области объекта (зоне) контроля на основе расчетов напряженно-деформированного состояния конструкции и эксплуатационных нагрузок.
Г.8.3 Для ультразвукового контроля используют модели, позволяющие:
а) вычислять прохождение ультразвуковых волн или акустические поля в элементах сложной геометрии с учетом отражений от постулированных дефектов;
б) прогнозировать амплитуды сигналов от постулированных дефектов как функции положения преобразователя;
в) прогнозировать прохождение волн или акустические поля в анизотропном и неоднородном материале (в аустенитных или разнородных сварных швах) с учетом отражений от постулированных дефектов;
г) продемонстрировать наличие дифрагированных сигналов от дефектов на выбранных уровнях чувствительности для обоснования использования их при определении размеров дефектов.
Г.8.4 Для вихретокового контроля используют модели, позволяющие:
а) прогнозировать изменение импеданса от постулированных дефектов в зависимости от положения и частоты преобразователя, геометрии объекта контроля и мешающих факторов (отложения, дистанционирующие решетки);
б) прогнозировать распределение электрических и магнитных полей в зависимости от материала и геометрии объекта (зоны) контроля.
Г.9 В раздел "Объединение объектов (зон) контроля в одну группу" включают:
а) анализ изменений геометрии и размеров объектов (зон) контроля, объединенных в одну группу. Обоснование возможности использования одних и тех же испытательных образцов и одинаковых типов дефектов ко всем объектам (зонам) контроля в группе;
б) анализ имеющихся различий в методиках контроля для различных объектов контроля с целью подтверждения применимости результатов испытаний с использованием отдельных испытательных образцов ко всем объектам (зонам) контроля в группе.
Г.10 В раздел "Экспериментальные данные, полученные в ходе разработки средств и методики контроля металла" включают:
а) результаты испытаний, проводившихся в рамках предшествующих работ (результаты заводских испытаний, результаты контроля реальных объектов (зон) контроля);
б) результаты экспериментальных исследований, проводившихся в лабораторных условиях с использованием репрезентативных или упрощенных образцов;
в) результаты опыта контроля аналогичных объектов (зон) контроля по аналогичной методике контроля и с использованием аналогичных средств контроля.
Г.11 Раздел "Анализ параметрических исследований" содержит анализ значимости влияния параметров на результаты и достоверность результатов контроля, проводимый с помощью исследований на испытательных образцах.
Параметрические исследования следует проводить для оценки:
а) шероховатости и волнистости поверхности объекта (зоны) контроля;
б) шероховатости несплошности;
в) геометрических параметров несплошности, изменения размеров и формы;
г) различия сигналов от реальных и искусственных дефектов;
д) геометрии корня и усиления сварного шва;
е) отклонений геометрических размеров объекта (зоны) контроля от установленных требований.
Г.12 В раздел "Анализ средств контроля и процедуры расшифровки результатов контроля" включают:
а) информацию, обосновывающую выбор существенных параметров, относящихся к средству контроля;
б) обоснование пригодности средства контроля для целей контроля с учетом диапазонов параметров и соответствующих погрешностей;
в) информацию о возможности автоматической регистрации данных контроля (включая информацию о качестве процесса сбора данных и выявленных дефектах);
г) анализ процедур сопоставления результатов контроля и критериев браковки (критерии того, что полученные сигналы являются сигналами от дефектов или нет).
Г.13 В раздел "Анализ требований к квалификации и аттестации персонала" включают результаты анализа положительных и отрицательных факторов, связанных с персоналом и оказывающих влияние на результаты контроля.
К факторам, оказывающим положительное влияние, относятся: опыт (стаж работы), квалификация, специальное образование, интеллект (творческие способности), дисциплинированность, внимательность (переключаемость внимания), ответственность за выполнение контроля.
К факторам, оказывающим отрицательное влияние, относятся: отсутствие опыта (недостаточный стаж работы), недостаточная квалификация, отсутствие специального образования, недисциплинированность, рассеянность, невнимательность (непереключаемость внимания), однообразие и монотонность деятельности, усталость.
В этом разделе приводят результаты анализа достаточности требований к квалификации и аттестации персонала, как к базовой аттестации, так и к той, которая добавляется в соответствии с методикой контроля металла в составе испытуемой системы НК.
Г.13.1 Следует рассмотреть необходимость дополнительной специальной подготовки и аттестации персонала в случаях применения методик контроля, для которых не существует типовой процедуры аттестации.
_______________
Методики контроля: разнородных сварных соединений, наплавок; контроль при наличии сложной геометрии объекта контроля или изменяющейся толщины металла оборудования АС.
Г.13.2 С целью уменьшения влияния "человеческого фактора" следует проанализировать вопросы, предназначенные для персонала, выполняющего анализ данных контроля, и в частности автоматизированного контроля:
а) знание системы координат, связанной с объектом контроля (это относится главным образом к объектам (зонам) контроля со сложной геометрией);
б) определение влияния геометрии объекта (зоны) контроля на анализ результатов контроля;
в) неблагоприятное влияние свойств материала (анизотропия и неоднородность в аустенитных или разнородных сварных швах) на выполнение анализа результатов контроля;
г) специфические вопросы, касающиеся пакетов программ, используемых персоналом при выполнении анализа результатов контроля.
Г.13.3 Следует проанализировать факторы, которые необходимо моделировать в ходе дополнительной аттестации персонала:
а) ограничения времени проведения контроля, являющиеся результатом повышенных радиационного и температурного уровней или уровня шума;
б) проведение контроля в труднодоступных зонах или неудобных положениях.
Г.14 В раздел "Выводы и рекомендации" включают:
а) соответствие параметров аттестуемой системы НК параметрам, заданным в ТТ;
б) оценку разработанного проекта методики НК;
в) оценку достоверности контроля по результатам: экспериментальных данных, полученных в ходе разработки средств и проекта методики контроля металла; расчетного обоснования; имитационного моделирования;
г) рекомендации о возможности дальнейшего использования по назначению системы НК.
Приложение Д
(справочное)
Процедуры определения показателей выявляемости дефектов и достоверности неразрушающего контроля
Д.1 Анализ выявляемости дефектов и расчет достоверности контроля в отношении испытуемой системы НК при выполнении аттестационных испытаний выполняют одним из следующих способов:
а) сравнение результатов контроля, выполненного испытуемой системой НК, с паспортными данными на испытательные образцы - прямое сравнение;
б) сравнение результатов контроля, выполненного испытуемой системой НК, с результатами контроля, выполненного по эталонному методу, - относительное сравнение;
в) сравнение, основанное на информации о дефектах, полученной испытуемой системой НК при контроле объектов (зон) контроля или испытательных образцов, с результатами разрушающего контроля этих объектов (зон) контроля или испытательных образцов - абсолютное сравнение;
г) сравнение, аналогичное изложенным в б) и в), но с использованием кривых вероятности выявления дефектов, несплошностей, изменений размеров и формы и кривых вероятности перебраковки.
Д.1.1 Для прямого сравнения данные о дефектах, несплошностях, изменениях размеров и формы, указанные в паспорте испытательного образца, являются абсолютными данными. При прямом сравнении количественную оценку достоверности контроля в отношении испытуемой системы НК следует производить по результатам аттестационных испытаний, которые включают в себя проведение НК испытательных образцов.
Д.1.2 Абсолютное сравнение основано на информации о содержащихся дефектах в объектах контроля (или в испытательных образцах), полученной по результатам проведения разрушающих испытаний или другими методами НК, основанных на иных физических принципах. Для реальных объектов контроля подобные разрушающие испытания проводятся только после их удаления из оборудования АС. В этом случае вычисление значения вероятности выявления дефектов следует производить по формуле (Д.1), где в качестве эталонных данных принимаются данные разрушающего контроля.
Д.1.3 Использование кривых вероятности выявления дефектов POD для оценки достоверности контроля в отношении испытуемой системы НК базируется на том, что между значениями POD для различных по размеру групп дефектов, несплошностей, изменений размеров и формы существует корреляция. Это облегчает задачу сравнения значений POD и позволяет использовать меньшее число дефектов, несплошностей, изменений размеров и формы при испытаниях, чем при сравнении групп дефектов, которые оценивались без построения кривых вероятности выявления дефектов POD.
_______________
POD - вероятность выявления дефектов.
Д.2 При сравнении результатов НК, полученных в ходе аттестационных испытаний, с данными, приведенными в паспортах на испытательные образцы или с результатами разрушающих испытаний по способу "общей оценки" производят сравнение выявленных дефектов, несплошностей, отклонений размеров и формы для всего образца. При сравнении по способу "интервалов" производят сравнение выявленных дефектов для соответствующего участка испытательного образца, при этом если дефект оказывается расположенным в нескольких интервалах, то его часть в отдельном интервале должна рассматриваться как отдельный дефект, но с учетом результата выявления в соседнем интервале. Пример процедуры сравнения для способа "интервалов" приведен в приложении Е.
В зависимости от типа объекта и (или) зоны контроля, определяемых характеристик реальных или реалистичных дефектов и длины участка, подлежащего НК для конкретного типа объекта (зоны) контроля, испытательный образец следует разбивать на одинаковые интервалы.
Показатели выявляемости должны быть определены для каждого дефекта в испытательном образце с учетом установленных в программе и методике испытаний дополнительных интервалов, прибавляемых к эталонному дефекту, размеры которого отражены в паспорте испытательного образца.
Д.3 Выявляемость дефектов может быть представлена как достоверность контроля без учета перебраковки (). Оценка выявляемости дефектов, несплошностей, изменений размеров и формы, как и достоверности контроля, может быть точечной и с доверительной вероятностью (уровнем доверия). Для расчета точечной оценки выявляемости следует использовать следующую формулу:
![]() , (Д.1)
, (Д.1)
где V - выявляемость дефектов заданного типа и размеров;
- событие, состоящее в выявлении (обнаружении) заданных дефектов при контроле аттестуемой системой НК;
- сумма негодных элементов (или дефектов в испытательном образце), определенных эталонным методом и занесенных в паспорт испытательного образца.
После определения точечной оценки выявлемости дефектов по формуле (Д.1), с учетом объема выборки в соответствии с биноминальным распределением случайной величины V определяется нижняя граница доверительного интервала выявляемости для доверительной вероятности 0,95% (в соответствии с приложением Ж).
Д.4 Для оценки оперативной характеристики выявляемости, заданной в качестве показателя достоверности контроля в отношении испытуемой системы НК следует получить функцию выявляемости - кривую, показывающую вероятность выявления (обнаружения) испытуемой системой НК дефектов заданных размеров (характеристических размеров, условных размеров)
, называемую оперативной характеристикой метода (методики) контроля - ОХМК. Форма кривых
для дефектов заданного размера имеет вид, показанный на рисунке Д.1.
Величина интервала выявленных дефектов для размера
связана с размерами (характеристическими размерами, условными размерами) дефекта и чувствительностью контроля. В идеальном случае кривая
может быть найдена как интегральная функция
для кривой ошибок, являющейся плотностью нормального распределения.
При учете всех обнаруживаемых дефектов независимо от их размера (характеристического размера, условного размера) кривая их суммарной выявляемости ![]() будет иметь вид восходящей экспоненты (рисунок Д.2). При этом граничный размер наименьшего выявляемого дефекта
будет иметь вид восходящей экспоненты (рисунок Д.2). При этом граничный размер наименьшего выявляемого дефекта входит в показатель экспоненты и зависит от чувствительности метода (методики) контроля.
Количество испытательных образцов с дефектами, несплошностями, изменениями размеров и формы или дефектов в испытательных образцах должно быть не менее 30, а количество испытательных образцов без дефектов или изменений (или бездефектных участков в испытательных образцах) - в три раза больше.
|
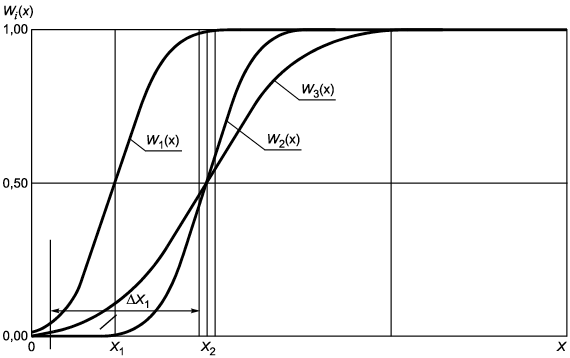
- кривая выявляемости для размера дефекта
,
- величина интервала выявляемых дефектов для размера
,
![]() - кривая выявляемости для размера дефекта
- кривая выявляемости для размера дефекта ,
![]() - кривая выявляемости для размера дефекта
- кривая выявляемости для размера дефекта по методике контроля, отличной от той, для которой построена кривая
![]() .
.
Рисунок Д.1 - Характер кривых выявляемости ![]() для дефектов заданного размера
для дефектов заданного размера
Д.5 Недостатком оценки контроля в отношении испытуемой системы НК по выявляемости дефектов является отсутствие учета перебраковки, поскольку ремонт ложно забракованного объекта (зоны) контроля может привести к значительным материальным затратам и переоблучению персонала в процессе ремонта или замены забракованного объекта (зоны) контроля.
|
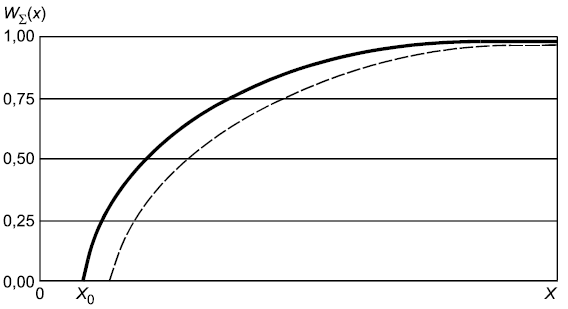
![]() - суммарная выявляемость дефектов, X - размер (характеристический размер) дефекта,
- суммарная выявляемость дефектов, X - размер (характеристический размер) дефекта, - размер наименьшего выявляемого дефекта,
![]() - кривая средних значений суммарной выявляемости,
- кривая средних значений суммарной выявляемости, ![]() - нижний 95%-ный уровень доверительной вероятности.
- нижний 95%-ный уровень доверительной вероятности.
Рисунок Д.2 - Кривая суммарной выявляемости дефектов различного размера
Вариант между выявляемостью дефектов и достоверностью контроля в отношении испытуемой системы НК, учитывающий перебраковку при оценке выявляемости, может быть выражен формулой (Д.2). В формулу помимо общего количества дефектов, выявленных эталонным методом, и количества выявленных дефектов испытуемой системой НК входит перебраковка
![]() , (Д.2)
, (Д.2)
где V - выявляемость дефектов заданного типа и размеров;
- событие, состоящее в обнаружении (фиксации) заданных дефектов при контроле испытуемой системой НК;
- перебраковка, негодные только по результатам контроля испытуемой системой НК;
- сумма негодных элементов, определенных эталонным методом.
Выявляемость дефектов, рассчитанная по формуле (Д.2), зависит от уровня дефектности объектов (зон) контроля, что снижает эффективность применения этого показателя для оценки контроля в отношении испытуемой системы НК. На рисунке Д.3 приведена зависимость выявляемости дефектов от уровня дефектности реальных объектов контроля.
|
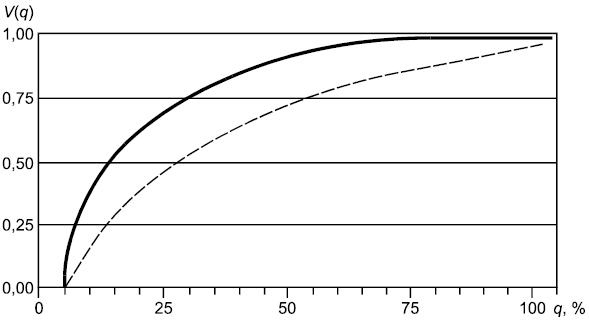
V(q) - выявляемость, q - дефектность, - вероятность перебраковки,
![]() - контроль по методике с вероятностью перебраковки
- контроль по методике с вероятностью перебраковки =0,05,
![]() - контроль по методике с вероятностью перебраковки
- контроль по методике с вероятностью перебраковки =0,15.
Рисунок Д.3 - Изменение выявляемости, определенной по формуле (Д.1) в зависимости от дефектности реальных объектов (зон) контроля в конкретной выборке
При увеличении дефектности реальных объектов и (или) зон контроля влияние перебраковки снижается, и при 100%-ной дефектности достигает значения точечной выявляемости дефектов, рассчитанной в соответствии с формулой (Д.1). Более объективной является оценка достоверности неразрушающего контроля.
Д.6 Достоверность неразрушающего контроля в отношении испытуемой системы НК связана с конкретными нормами оценки качества, чувствительностью контроля и значением дефектности объектов и (или) зон контроля.
Достоверность контроля может быть определена по следующей формуле:
![]() , (Д.3)
, (Д.3)
где Д - достоверность контроля;
- сумма правильно определенных элементов;
- сумма всех элементов;
- перебраковка, негодные только по результатам контроля испытуемой системой НК;
- пропуск, признаны годными по результатам контроля испытуемой системой НК из числа негодных элементов, определенных эталонным методом.
Достоверность контроля, определенная по формуле (Д.3), верна для конкретной статистически репрезентативной выборки. При изменении значения уровня дефектности в выборке и (или) чувствительности контроля значение достоверности контроля также изменится.
Д.7 Оценка достоверности контроля может быть выполнена и по методике, изложенной в приложении Б к ГОСТ 33514. При этом также выполняют расчеты вероятности выявления дефектов и вероятности перебраковки.
Д.7.1 Оценка вероятности выявления дефектов
В качестве оценки вероятности выявления дефектов при контроле испытуемой системой НК принимают относительную частоту выявления:
![]() , (Д.4)
, (Д.4)
где m - количество дефектов, выявленных при контроле испытуемой системой НК;
n - общее количество дефектов во всех испытательных образцах.
Если выполняется соотношение ![]() , то нижняя граница доверительного интервала для оценки
, то нижняя граница доверительного интервала для оценки рассчитывается по формуле
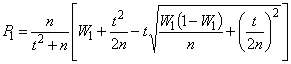 , (Д.5)
, (Д.5)
где t - коэффициент Стьюдента, который для выбранной доверительной вероятности в зависимости от n определяется по ГОСТ 27.202.
Д.7.2 Оценка вероятности перебраковки
В качестве оценки вероятности перебраковки при контроле испытуемой системой НК следует принимать относительную частоту перебраковки
![]() , (Д.6)
, (Д.6)
где - количество ошибочно забракованных испытательных образцов (участков испытательных образцов);
- количество испытательных образцов (участков испытательных образцов) без дефектов.
Если выполняется соотношение ![]() , верхняя граница доверительного интервала для оценки
, верхняя граница доверительного интервала для оценки рассчитывается по формуле
 . (Д.7)
. (Д.7)
Д.7.3 Для построения ОХМК и оценки вероятности выявления для различных значений размеров (характеристических размеров, условных размеров) дефектов полученные экспериментально данные аппроксимируют функцией логарифма разности для определения коэффициентов ,
;
 , (Д.8)
, (Д.8)
где X - размер (характеристический размер, условный размер) дефекта.
По полученным значениям коэффициентов ,
строят оперативную характеристику выявления во всем необходимом диапазоне размеров (характеристических размеров, условных размеров) дефектов, используя формулу
![]() . (Д.9)
. (Д.9)
Д.8 Для оценки достоверности контроля для партий (или групп) объектов и (или) зон контроля с переменным уровнем дефектности следует использовать показатели достоверности контроля, учитывающие уровень дефектности партии (или группы) объектов и (или) зон контроля. В этом случае достоверность контроля следует определять по формуле
![]() , (Д.10)
, (Д.10)
где - достоверность контроля партии (или группы) объектов и (или) зон контроля с заданным уровнем дефектности;
Д - достоверность, фактически определенная как выявляемость дефектов по формуле (Д.1);
q - доля дефектных объектов (зон) контроля в партии (или группе);
p - доля годных объектов (зон) контроля в партии (или группе).
Данная формула, учитывая уровень дефектности партии (или группы) объектов (зон) контроля, тем не менее не полностью учитывает перебраковку.
Д.9 Для расчета достоверности контроля партии (или группы) объектов (зон) контроля с учетом влияния перебраковки следует пользоваться формулой
![]() , (Д.11)
, (Д.11)
где - достоверность контроля партии (или группы) объектов (зон) контроля с заданным уровнем дефектности;
q - доля дефектных объектов (зон) контроля в партии (или группе);
p - доля годных объектов (зон) контроля в партии (или группе);
- перебраковка, негодные только по результатам контроля испытуемой системой НК;
- пропуск, признаны годными по результатам контроля испытуемой системой НК из числа негодных объектов (зон) контроля, определенных эталонным методом.
Д.10 При низком уровне дефектности реальных объектов (зон) контроля при проведении аттестационных испытаний систем НК приоритет следует отдавать системам НК, имеющим меньшую перебраковку, а при высоком уровне дефектности реальных объектов (зон) контроля приоритет следует отдавать системам НК, имеющим меньший пропуск дефектов.
Д.10.1 Выбор процедуры оценки достоверности неразрушающего контроля в отношении испытуемой системы НК металла оборудования АС, в котором несплошности (изменения размеров и формы) независимо от их характера и величины не допускаются, следует проводить по одной из следующих методик:
а) по методике определения достоверности контроля, изложенной в Д.8, формула (Д.10);
б) по методике определения интервальной выявляемости дефектов с построением графиков зависимости выявляемости дефектов, изложенной в Д.3;
в) по методике определения выявляемости дефектов, изложенной в Д.7.1.
Д.10.2 Выбор процедуры оценки достоверности неразрушающего контроля в отношении к испытуемой системе НК металла оборудования АС, в котором могут допускаться несплошности (изменения размеров и формы) в зависимости от их характера и величины, оценку достоверности неразрушающего контроля следует проводить по одной из следующих методик:
а) по методике определения достоверности контроля, изложенной в Д.9;
б) по методике определения достоверности контроля, изложенной в Д.7.1 и Д.7.2;
в) по методике определения достоверности контроля, изложенной в Д.7 с построением оперативной характеристики метода (методики) контроля.
Приложение Е
(справочное)
Пример процедуры сравнения результатов неразрушающего контроля с действительной дефектной ситуацией для расчета показателей достоверности результатов неразрушающего контроля
|
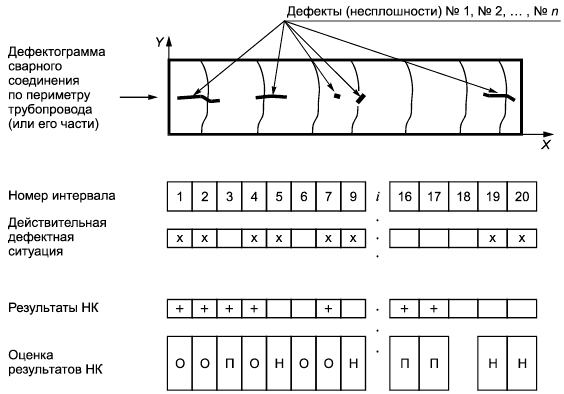
О - обнаружено (оценено) правильно, П - перебраковка, Н - не обнаружено.
Рисунок Е.1 - Пример процедуры сравнения результатов НК с действительной дефектной ситуацией для расчета показателей достоверности результатов контроля
Примечания
1 Дефектограмма должна быть привязана к реперной точке на сварном соединении.
2 Каждому дефекту на дефектограмме должен быть присвоен свой порядковый номер.
3 Дефектограмма должна быть разбита на одинаковые по протяженности интервалы. Протяженность и количество интервалов будут зависеть от периметра сварного соединения или его контролируемой части.
4 На дефектограмме должны быть указаны координаты начала и окончания каждого дефекта.
Приложение Ж
(справочное)
Нижний односторонний 95%-ный уровень доверительной вероятности для биноминального распределения
Таблица Ж.1
N/D | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 22 |
1 | 0.050 | ||||||||||||||||||||
2 | 0.025 | 0.224 | |||||||||||||||||||
3 | 0.017 | 0.135 | 0.368 | ||||||||||||||||||
4 | 0.013 | 0.098 | 0.249 | 0.473 | |||||||||||||||||
5 | 0.010 | 0.076 | 0.189 | 0.343 | 0.549 | ||||||||||||||||
6 | 0.009 | 0.063 | 0.153 | 0.271 | 0.418 | 0.607 | |||||||||||||||
7 | 0.007 | 0.053 | 0.129 | 0.225 | 0.341 | 0.479 | 0.652 | ||||||||||||||
8 | 0.006 | 0.046 | 0.111 | 0.193 | 0.289 | 0.400 | 0.529 | 0.688 | |||||||||||||
9 | 0.006 | 0.041 | 0.098 | 0.169 | 0.251 | 0.345 | 0.450 | 0.571 | 0.717 | ||||||||||||
10 | 0.005 | 0.037 | 0.087 | 0.150 | 0.222 | 0.304 | 0.393 | 0.493 | 0.606 | 0.741 | |||||||||||
11 | 0.005 | 0.033 | 0.079 | 0.135 | 0.200 | 0.271 | 0.350 | 0.436 | 0.530 | 0.636 | 0.762 | ||||||||||
12 | 0.004 | 0.030 | 0.072 | 0.123 | 0.181 | 0.245 | 0.315 | 0.391 | 0.473 | 0.562 | 0.661 | 0.779 | |||||||||
13 | 0.004 | 0.028 | 0.066 | 0.113 | 0.166 | 0.224 | 0.287 | 0.355 | 0.427 | 0.505 | 0.590 | 0.684 | 0.794 | ||||||||
14 | 0.004 | 0.026 | 0.061 | 0.104 | 0.153 | 0.206 | 0.264 | 0.325 | 0.390 | 0.460 | 0.534 | 0.615 | 0.703 | 0.807 | |||||||
15 | 0.003 | 0.024 | 0.057 | 0.097 | 0.142 | 0.191 | 0.244 | 0.300 | 0.360 | 0.423 | 0.489 | 0.560 | 0.637 | 0.721 | 0.819 | ||||||
16 | 0.003 | 0.023 | 0.053 | 0.090 | 0.132 | 0.178 | 0.227 | 0.279 | 0.333 | 0.391 | 0.452 | 0.516 | 0.583 | 0.656 | 0.736 | 0.829 | |||||
17 | 0.003 | 0.021 | 0.050 | 0.085 | 0.124 | 0.166 | 0.212 | 0.260 | 0.311 | 0.364 | 0.420 | 0.478 | 0.539 | 0.604 | 0.674 | 0.750 | 0.838 | ||||
18 | 0.003 | 0.024 | 0.057 | 0.097 | 0.142 | 0.191 | 0.244 | 0.300 | 0.360 | 0.423 | 0.392 | 0.446 | 0.502 | 0.561 | 0.623 | 0.690 | 0.762 | 0.847 | |||
19 | 0.003 | 0.019 | 0.044 | 0.075 | 0.110 | 0.147 | 0.188 | 0.230 | 0.274 | 0.320 | 0.368 | 0.418 | 0.470 | 0.524 | 0.581 | 0.641 | 0.704 | 0.774 | 0.854 | ||
20 | 0.003 | 0.018 | 0.042 | 0.071 | 0.104 | 0.140 | 0.177 | 0.217 | 0.259 | 0.302 | 0.347 | 0.394 | 0.442 | 0.492 | 0.544 | 0.599 | 0.656 | 0.717 | 0.784 | 0.861 | |
22 | 0.002 | 0.016 | 0.038 | 0.065 | 0.094 | 0.126 | 0.160 | 0.196 | 0.233 | 0.271 | 0.311 | 0.353 | 0.395 | 0.439 | 0.485 | 0.532 | 0.580 | 0.631 | 0.684 | 0.741 | 0.873 |
24 | 0.002 | 0.015 | 0.035 | 0.059 | 0.086 | 0.115 | 0.146 | 0.178 | 0.212 | 0.246 | 0.282 | 0.319 | 0.358 | 0.397 | 0.437 | 0.479 | 0.521 | 0.565 | 0.611 | 0.658 | 0.760 |
26 | 0.002 | 0.014 | 0.032 | 0.054 | 0.079 | 0.106 | 0.134 | 0.163 | 0.194 | 0.226 | 0.258 | 0.292 | 0.327 | 0.362 | 0.398 | 0.436 | 0.474 | 0.513 | 0.553 | 0.595 | 0.682 |
28 | 0.002 | 0.013 | 0.030 | 0.050 | 0.073 | 0.098 | 0.124 | 0.151 | 0.179 | 0.208 | 0.238 | 0.269 | 0.301 | 0.333 | 0.366 | 0.400 | 0.435 | 0.470 | 0.506 | 0.543 | 0.620 |
30 | 0.002 | 0.012 | 0.028 | 0.047 | 0.068 | 0.091 | 0.115 | 0.140 | 0.166 | 0.193 | 0.221 | 0.250 | 0.279 | 0.308 | 0.339 | 0.370 | 0.402 | 0.434 | 0.467 | 0.501 | 0.570 |
35 | 0.001 | 0.010 | 0.024 | 0.040 | 0.058 | 0.077 | 0.098 | 0.119 | 0.141 | 0.164 | 0.187 | 0.211 | 0.236 | 0.260 | 0.286 | 0.312 | 0.338 | 0.365 | 0.392 | 0.419 | 0.476 |
40 | 0.001 | 0.009 | 0.021 | 0.035 | 0.051 | 0.067 | 0.085 | 0.104 | 0.123 | 0.142 | 0.163 | 0.183 | 0.204 | 0.226 | 0.247 | 0.269 | 0.292 | 0.315 | 0.338 | 0.361 | 0.409 |
45 | 0.001 | 0.008 | 0.018 | 0.031 | 0.045 | 0.060 | 0.075 | 0.092 | 0.109 | 0.126 | 0.144 | 0.162 | 0.180 | 0.199 | 0.218 | 0.237 | 0.257 | 0.277 | 0.297 | 0.317 | 0.359 |
50 | 0.001 | 0.007 | 0.017 | 0.028 | 0.040 | 0.054 | 0.068 | 0.082 | 0.097 | 0.113 | 0.129 | 0.145 | 0.161 | 0.178 | 0.195 | 0.212 | 0.230 | 0.247 | 0.265 | 0.283 | 0.320 |
60 | 0.001 | 0.006 | 0.014 | 0.023 | 0.033 | 0.044 | 0.056 | 0.068 | 0.081 | 0.093 | 0.106 | 0.120 | 0.133 | 0.147 | 0.161 | 0.175 | 0.189 | 0.204 | 0.218 | 0.233 | 0.263 |
70 | 0.001 | 0.005 | 0.012 | 0.020 | 0.029 | 0.038 | 0.048 | 0.058 | 0.069 | 0.080 | 0.091 | 0.102 | 0.113 | 0.125 | 0.137 | 0.149 | 0.161 | 0.173 | 0.186 | 0.198 | 0.223 |
80 | 0.001 | 0.004 | 0.010 | 0.017 | 0.025 | 0.033 | 0.042 | 0.051 | 0.060 | 0.069 | 0.079 | 0.089 | 0.099 | 0.109 | 0.119 | 0.130 | 0.140 | 0.151 | 0.161 | 0.172 | 0.194 |
90 | 0.001 | 0.004 | 0.009 | 0.015 | 0.022 | 0.029 | 0.037 | 0.045 | 0.053 | 0.062 | 0.070 | 0.079 | 0.088 | 0.097 | 0.106 | 0.115 | 0.124 | 0.133 | 0.143 | 0.152 | 0.172 |
100 | 0.001 | 0.004 | 0.008 | 0.014 | 0.020 | 0.026 | 0.033 | 0.040 | 0.048 | 0.055 | 0.063 | 0.071 | 0.079 | 0.087 | 0.095 | 0.103 | 0.111 | 0.120 | 0.128 | 0.137 | 0.154 |
120 | 0.000 | 0.003 | 0.007 | 0.011 | 0.017 | 0.022 | 0.028 | 0.034 | 0.040 | 0.046 | 0.052 | 0.059 | 0.065 | 0.072 | 0.079 | 0.085 | 0.092 | 0.099 | 0.106 | 0.113 | 0.128 |
140 | 0.000 | 0.003 | 0.006 | 0.010 | 0.014 | 0.019 | 0.024 | 0.029 | 0.034 | 0.039 | 0.045 | 0.050 | 0.056 | 0.061 | 0.067 | 0.073 | 0.079 | 0.085 | 0.091 | 0.097 | 0.109 |
160 | 0.000 | 0.002 | 0.005 | 0.009 | 0.012 | 0.016 | 0.021 | 0.025 | 0.030 | 0.034 | 0.039 | 0.044 | 0.049 | 0.054 | 0.059 | 0.064 | 0.069 | 0.074 | 0.079 | 0.084 | 0.095 |
180 | 0.000 | 0.002 | 0.005 | 0.008 | 0.011 | 0.015 | 0.018 | 0.022 | 0.026 | 0.030 | 0.035 | 0.039 | 0.043 | 0.048 | 0.052 | 0.057 | 0.061 | 0.066 | 0.070 | 0.075 | 0.084 |
200 | 0.000 | 0.002 | 0.004 | 0.007 | 0.010 | 0.013 | 0.017 | 0.020 | 0.024 | 0.027 | 0.031 | 0.035 | 0.039 | 0.043 | 0.047 | 0.051 | 0.055 | 0.059 | 0.063 | 0.067 | 0.076 |
250 | 0.000 | 0.001 | 0.003 | 0.005 | 0.008 | 0.011 | 0.013 | 0.016 | 0.019 | 0.022 | 0.025 | 0.028 | 0.031 | 0.034 | 0.037 | 0.041 | 0.044 | 0.047 | 0.050 | 0.054 | 0.060 |
300 | 0.000 | 0.001 | 0.003 | 0.005 | 0.007 | 0.009 | 0.011 | 0.013 | 0.016 | 0.018 | 0.021 | 0.023 | 0.026 | 0.028 | 0.031 | 0.034 | 0.036 | 0.039 | 0.042 | 0.045 | 0.050 |
500 | 0.000 | 0.001 | 0.002 | 0.003 | 0.004 | 0.005 | 0.007 | 0.008 | 0.009 | 0.011 | 0.012 | 0.014 | 0.015 | 0.017 | 0.019 | 0.020 | 0.022 | 0.023 | 0.025 | 0.027 | 0.030 |
Окончание таблицы Ж.1
N/D | 24 | 26 | 28 | 30 | 35 | 40 | 45 | 50 | 60 | 70 | 80 | 90 | 100 | 120 | 140 | 160 | 180 | 200 | 250 | 300 | 500 |
24 | 0.883 | ||||||||||||||||||||
26 | 0.777 | 0.891 | |||||||||||||||||||
28 | 0.702 | 0.792 | 0.899 | ||||||||||||||||||
30 | 0.643 | 0.720 | 0.805 | 0.905 | |||||||||||||||||
35 | 0.534 | 0.594 | 0.657 | 0.723 | 0.918 | ||||||||||||||||
40 | 0.458 | 0.508 | 0.560 | 0.613 | 0.755 | 0.928 | |||||||||||||||
45 | 0.401 | 0.445 | 0.489 | 0.534 | 0.652 | 0.780 | 0.936 | ||||||||||||||
50 | 0.357 | 0.395 | 0.434 | 0.474 | 0.576 | 0.684 | 0.801 | 0.942 | |||||||||||||
60 | 0.293 | 0.324 | 0.356 | 0.387 | 0.469 | 0.554 | 0.641 | 0.734 | 0.951 | ||||||||||||
70 | 0.249 | 0.275 | 0.301 | 0.328 | 0.396 | 0.466 | 0.538 | 0.612 | 0.770 | 0.958 | |||||||||||
80 | 0.216 | 0.239 | 0.261 | 0.284 | 0.343 | 0.403 | 0.464 | 0.527 | 0.658 | 0.797 | 0.963 | ||||||||||
90 | 0.191 | 0.211 | 0.231 | 0.251 | 0.303 | 0.355 | 0.409 | 0.463 | 0.576 | 0.694 | 0.819 | 0.967 | |||||||||
100 | 0.171 | 0.189 | 0.207 | 0.225 | 0.271 | 0.318 | 0.365 | 0.414 | 0.513 | 0.616 | 0.723 | 0.836 | 0.970 | ||||||||
120 | 0.142 | 0.156 | 0.171 | 0.186 | 0.224 | 0.262 | 0.301 | 0.341 | 0.421 | 0.504 | 0.589 | 0.677 | 0.767 | 0.975 | |||||||
140 | 0.121 | 0.134 | 0.146 | 0.159 | 0.191 | 0.223 | 0.256 | 0.290 | 0.358 | 0.427 | 0.498 | 0.571 | 0.645 | 0.799 | 0.979 | ||||||
160 | 0.106 | 0.116 | 0.127 | 0.138 | 0.166 | 0.194 | 0.223 | 0.252 | 0.311 | 0.371 | 0.432 | 0.494 | 0.558 | 0.687 | 0.824 | 0.981 | |||||
180 | 0.094 | 0.103 | 0.113 | 0.123 | 0.147 | 0.172 | 0.198 | 0.223 | 0.275 | 0.328 | 0.382 | 0.436 | 0.492 | 0.604 | 0.721 | 0.843 | 0.983 | ||||
200 | 0.084 | 0.093 | 0.101 | 0.110 | 0.132 | 0.155 | 0.177 | 0.200 | 0.247 | 0.294 | 0.342 | 0.390 | 0.440 | 0.540 | 0.642 | 0.748 | 0.858 | 0.985 | |||
250 | 0.067 | 0.074 | 0.081 | 0.088 | 0.105 | 0.123 | 0.141 | 0.159 | 0.196 | 0.233 | 0.271 | 0.310 | 0.348 | 0.426 | 0.506 | 0.587 | 0.669 | 0.754 | 0.988 | ||
300 | 0.056 | 0.061 | 0.067 | 0.073 | 0.087 | 0.102 | 0.117 | 0.132 | 0.163 | 0.194 | 0.225 | 0.256 | 0.288 | 0.353 | 0.418 | 0.484 | 0.551 | 0.619 | 0.794 | 0.990 | |
500 | 0.033 | 0.037 | 0.040 | 0.044 | 0.052 | 0.061 | 0.070 | 0.079 | 0.097 | 0.115 | 0.134 | 0.152 | 0.171 | 0.209 | 0.247 | 0.286 | 0.324 | 0.363 | 0.462 | 0.563 | 0.994 |
N - число наблюдений (дефектов), D - число выявленных дефектов. | |||||||||||||||||||||
Библиография
[1] | НП 084-15 Федеральные нормы и правила в области использования атомной энергии. Правила контроля основного металла, сварных соединений и наплавленных поверхностей при эксплуатации оборудования, трубопроводов и других элементов атомных станций |
[2] | Федеральный закон от 26 июня 2008 г. N 102-ФЗ "Об обеспечении единства измерений" |
УДК 620.179: 006.354 | ОКС 27.120 | ||
Ключевые слова: система неразрушающего контроля, средства и методики контроля, достоверность контроля, аттестационные испытания | |||
Электронный текст документа
и сверен по:
, 2018
{kind=link}