ГОСТ Р 57039-2016
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГАЗЫ УГЛЕВОДОРОДНЫЕ СЖИЖЕННЫЕ
Определение коррозионного воздействия на медную пластинку
Liquefied petroleum gases. Determination of corrosiveness to copper strip
ОКС 75.160.30
Дата введения 2017-07-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт сырья, материалов и технологий" (ФГУП "ВНИИ СМТ") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 5 сентября 2016 г. N 1040-ст
4 Настоящий стандарт идентичен стандарту АСТМ Д 1838-16* "Стандартный метод определения коррозионного воздействия на медную пластинку сжиженных углеводородных газов (СУГ)" [ASTM D 1838-16 "Standard test method for copper strip corrosion by liquefied petroleum (LP) gases", IDT].
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования стандарта ASTM для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных стандартов АСТМ соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
(Измененная редакция, Изм. N 1).
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Сентябрь 2019 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие Приказом Федерального агентства по техническому регулированию и метрологии от 18.03.2020 N 144-ст с 01.07.2020
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 5, 2020
1 Область применения
1.1 Настоящий стандарт устанавливает метод определения наличия в сжиженных углеводородных газах компонентов, способных вызывать коррозию меди.
Примечание 1 - Для менее летучих нефтепродуктов применяют эквивалентный метод испытаний на медной пластинке по АСТМ Д 130.
1.2 Значения в единицах СИ рассматривают как стандартные. Значения в скобках приведены для информации.
1.3 В настоящем стандарте не предусмотрено рассмотрение всех вопросов обеспечения безопасности, связанных с его применением. Пользователь настоящего стандарта несет ответственность за установление соответствующих правил по технике безопасности и охране здоровья, а также определяет целесообразность применения законодательных ограничений перед его использованием. Особые меры предосторожности приведены в 7.1, 10.3.1 и приложении А1.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
2.1 Стандарты АСТМ:
________________
Уточнить ссылки на стандарты АСТМ можно на сайте АСТМ: www.astm.org, или в службе поддержки клиентов АСТМ: [email protected]. В информационном томе ежегодного сборника стандартов (Annual Book of АСТМ Standards) следует обращаться к сводке стандартов ежегодного сборника стандартов на странице сайта.
ASTM D 130, Test method corrosiveness to copper from petroleum products by copper strip test (Метод определения коррозионного воздействия нефтепродуктов на медь испытанием на медной пластинке)
ASTM D 1265, Practice for sampling liquefied petroleum gases, manual method (Практика по отбору проб сжиженных углеводородных газов, ручной метод)
ASTM D 3700, Practice for obtaining LPG samples using a floating piston cylinder (Практика по отбору проб LPG с использованием цилиндра с плавающим поршнем)
2.2 Приложение АСТМ:
ADJD0130, Copper Strip Corrosion Standard for Petroleum (Эталон коррозии медной пластинки для нефтепродуктов)
________________
Можно приобрести в ASTM International Headquarters. Номер приложения - ADJD0130.
3 Сокращения
3.1 В настоящем стандарте применены следующие сокращения:
3.1.1 CAMI - Институт изготовителей абразивной бумаги.
3.1.2 FEPA - Федерация европейских изготовителей абразивов.
4 Сущность метода
4.1 Погружают отполированную медную пластинку в цилиндр для испытания (далее - цилиндр), содержащий примерно 100 мл образца, и выдерживают при соответствующем рабочем давлении и температуре 37,8°С (100°F) в течение 1 ч. После завершения испытания удаляют медную пластинку из цилиндра и оценивают коррозию медной пластинки по одному из четырех классов эталона коррозии медной пластинки АСТМ (ADJD0130).
(Измененная редакция, Изм. N 1).
5 Назначение и применение
5.1 Предельные значения, полученные при определении коррозионного воздействия на медную пластинку, гарантируют отсутствие снижения качества меди, фитингов из медного сплава и соединений, разные типы которых обычно используются при утилизации, хранении и транспортировании оборудования.
6 Аппаратура
6.1 Цилиндр для испытания
Цилиндр из нержавеющей стали, оснащенный уплотнительным кольцом, расположенным в верхней съемной крышке, размеры которого приведены на рисунке 1. Цилиндр оснащают гибкой трубкой из инертного материала, например из алюминия или нержавеющей стали, позволяющей поворачивать цилиндр в соответствии с требуемой процедурой (см. 6.1.1). Конструкция аппарата, включая цилиндр, должна выдерживать гидростатическое давление не менее 6900 кПа (1000 psig). Должна отсутствовать утечка газа при испытаниях давлением 3450 кПа (500 psig).
(Измененная редакция, Изм. N 1).
6.1.1 Для присоединения трубки диаметром 6,4 мм (1/4 дюйма) используют поворотные соединения с адаптером.
6.1.2 Перед первым использованием аппарата уполномоченная организация должна провести гидростатическое испытание при давлении не менее 6900 кПа (1000 psig) или аналогичную процедуру проверки. При проверке уполномоченной организацией возможны дополнительные испытания.
6.1.3 Перед первым использованием аппарата, после замены деталей, находящихся под давлением, а также ежегодно проверяют герметичность аппарата с использованием инертного газа при давлении не менее 3450 кПа (500 psig).
6.1.4 Для обеспечения безопасности при работе аппарата используют выпускную трубку длиной приблизительно 60 мм (см. рисунок 1) для обеспечения необходимого свободного объема. При необходимости конструкция цилиндра может включать предохранительное устройство для сброса давления. При наличии предохранительного устройства следует убедиться, что материалы, из которых оно изготовлено, не будут оказывать влияния на результаты испытаний.
(Измененная редакция, Изм. N 1).
6.2 Водяная баня, обеспечивающая поддержание температуры (37,8±0,5)°С [(100±1)°F], оснащенная устройством для удерживания цилиндра в вертикальном положении. Глубина бани должна обеспечивать во время испытания погружение цилиндра и клапанов.
(Измененная редакция, Изм. N 1).
6.3 Датчик температуры (TSD), обеспечивающий контроль установленной температуры в бане при испытании с точностью не менее ±0,5°С (1°F).
6.4 Зажимы для полировки пластинки, позволяющие прочно удерживать медную пластинку, не повреждая края. Удобные зажимы приведены в АСТМ Д 130.
|
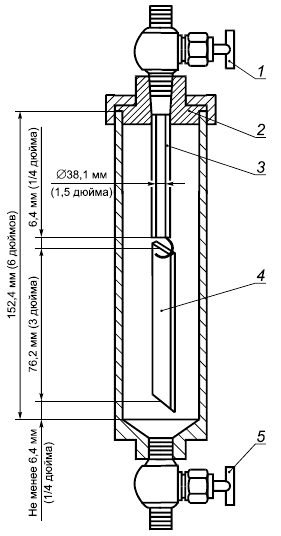
1 - игольчатый клапан A диаметром 6,4 мм (1/4 дюйма); 2 - неопреновое уплотнительное кольцо; 3 - выпускная трубка; 4 - медная пластинка; 5 - игольчатый клапан B диаметром 6,4 мм (1/4 дюйма)
дюймы | мм | дюймы | мм |
1/8 | 3,2 | 3 | 76 |
1/4 | 6,4 | 6 | 152 |
1 1/2 | 38,1 |
Рисунок 1* - Цилиндр для испытания
________________
* Измененная редакция, Изм. N 1.
7 Материалы
7.1 Промывочный растворитель
Можно использовать низкокипящий углеводородный растворитель с содержанием серы не более 5 мг/кг при условии, что он не вызывает потускнение при испытании в течение 3 ч при температуре 50°С (122°F). При разногласиях используют 2,2,4-триметилпентан (изооктан) чистотой не менее 99,75%. (Предупреждение - Легковоспламеняющийся, см. приложение А1).
7.2 Медная пластинка
Используют пластинки шириной (12,5±2,0) мм (1/2 дюйма), толщиной от 1,5 до 3,2 мм (от 1/16 до 1/8 дюйма) и длиной (75±5) мм (3 дюйма) из меди чистотой 99,9%, холоднотянутые с гладкой поверхностью, максимальной твердости; можно использовать полосовой прокат электрических шин. С одного конца просверливают отверстие диаметром 3,2 мм (1/8 дюйма) по центру пластинки на расстоянии примерно 3,2 мм (1/8 дюйма) от края. Пластинки можно использовать многократно, их меняют, если на поверхности появляются точечная коррозия или глубокие царапины, которые не удаляются при полировке пластинок, а также если поверхность деформирована или размеры не соответствуют установленным значениям.
7.3 Подготовка поверхности полировочными материалами
Для подготовки поверхности используют стальную шерсть класса не ниже 00, шлифовальную бумагу или ткань с нанесенным карбидом кремния разной зернистости, включая размер частиц 65 мкм (класса зернистости 220 по CAMI или Р220 по FEPA), а также гранулы или порошок карбида кремния с размером частиц 105 мкм (от 120 до 150 класса зернистости по CAMI или от Р120 до Р150 по FEPA) и гигроскопическую вату. Можно использовать техническую вату, но наиболее доступной является медицинская вата.
7.4 Эталон АСТМ коррозии медной пластинки (ADJD0130) (см. сноску 2)
Правила ухода за пластинками и контроль их стабильности - по АСТМ Д 130.
8 Подготовка пластинок
8.1 Подготовка поверхности
Удаляют с поверхностей пластинки все дефекты, полученные при предыдущем испытании. Для этого используют стальную шерсть не ниже класса 00 или шлифовальную бумагу, или ткань с карбидом кремния, зернистость которой обеспечивает достижение желаемых результатов. Окончательную обработку для удаления следов, которые могли остаться от ранее использованных сортов бумаги, выполняют шлифовальной бумагой или тканью с карбидом кремния с размером частиц 65 мкм (класса зернистости 220 по CAMI или Р220 по FEPA). Подготовленную медную пластинку для защиты от окисления до окончательной подготовки (полировки) погружают в промывочный растворитель или хранят в нем до следующего использования.
8.1.1 Для имеющихся в продаже предварительно отполированных пластинок необходима только заключительная подготовка по 8.2.
8.1.2 При подготовке поверхности вручную помещают лист шлифовальной бумаги или ткани с нанесенным карбидом кремния на плоскую поверхность, затем смачивают ее промывочным растворителем и полируют пластинку круговыми движениями. Защищают пластинку от контакта с пальцами, например с помощью беззольной фильтровальной бумаги. Можно подготовить поверхность пластинки с помощью шлифовальной машины с сухой бумагой или тканью соответствующей зернистости.
8.2 Окончательная подготовка
Пластинки, подготовленные по 8.1, или новые, используемые впервые пластинки вынимают из защитной ячейки или из промывочного растворителя. Полируют сначала торцы пластинки, а затем боковые поверхности порошком карбида кремния с размером частиц 105 мкм (класса зернистости от 120 до 150 по CAMI или от Р120 до Р150 по FEPA), который набирают на тампон из гигроскопической ваты, смоченный в моющем растворителе. Следует убедиться, что поверхность пластинки защищена от контакта с пальцами, например с помощью беззольной фильтровальной бумаги. Пластинку тщательно протирают чистым тампоном из гигроскопической ваты, не касаясь пальцами. При перемещении пластинки для предотвращения повреждения поверхности используют пинцет с мягкими наконечниками. Закрепляют медную пластинку в зажимном устройстве или подходящем держателе и полируют основные поверхности тампоном из гигроскопической ваты с порошком карбида кремния. Не полируют поверхность пластины круговыми движениями. Полируют пластинки в направлении продольной оси, изменяя направление движения за поверхностью пластины. Удаляют с пластинки металлическую пыль чистым тампоном из гигроскопической ваты до тех пор, пока свежий тампон не будет чистым. Сразу после очистки подвешивают пластинку на выпускную трубку и опускают в цилиндр, подготовленный для определения коррозионной стойкости (см. рисунок 1).
8.2.1 Для получения однородного коррозионного воздействия важно равномерно отполировать поверхность пластинки. Если края пластинки изношены (эллиптическая поверхность), то коррозия по краям будет больше, чем в центре. Применение зажимов способствует равномерной полировке пластинки.
8.2.2 Важно соблюдать процедуру подготовки пластинок и использовать порошок карбида кремния с заданным размером частиц (см. 8.1 и 8.2). Окончательную подготовку проводят, используя порошок карбида кремния с размером частиц 105 мкм (зернистостью от 120 до 150 по CAMI или от Р120 до Р150 по FEPA), что больше 65 мкм (класс зернистости 220 по CAMI или Р220 по FEPA) - размера частиц шлифовальной бумаги, используемой на этапе подготовки поверхности пластинки. Частицы карбида кремния большего размера на заключительном этапе подготовки поверхности пластинки используют для формирования контролируемой шероховатости на поверхности меди, которая будет действовать как центры начала коррозии.
9 Отбор проб
9.1 Отбирают представительную пробу сжиженного углеводородного газа из потока или из контейнера после тщательного перемешивания содержимого в зависимости от конкретного случая. По возможности отбирают пробу непосредственно в предварительно подготовленный (см. 10.1) цилиндр. Следует соблюдать технику безопасности и предупреждения, приведенные в АСТМ Д 1265 и АСТМ Д 3700.
(Измененная редакция, Изм. N 1).
9.2 Можно отбирать пробу по АСТМ Д 1265 или АСТМ Д 3700.
9.2.1 Если пробу сначала отбирают в пробоотборный цилиндр, следует убедиться, что внутренняя поверхность цилиндра из инертного материала и не вступает в реакции с коррозионно-активными компонентами. Можно использовать пробоотборные цилиндры с защитным (инертным) внутренним покрытием или обработанной поверхностью (например, из спеченного стекла).
Примечание 2 - Внутреннее покрытие может быть пористым и адсорбировать или выделять загрязняющие вещества, влияющие на результаты испытаний. Стальная поверхность может реагировать с некоторыми соединениями серы, вызывающими коррозию, и разрушать их, что может привести к недостоверному результату определения коррозии медной пластинки.
9.3 Промывание подготовленного (смоченного) цилиндра для испытания сжиженного углеводородного газа, практикуемое на поточной пробоотборной станции, может привести к получению недостоверных результатов испытаний из-за высушивания стенок цилиндра. Несмотря на то, что поточная пробоотборная станция может обеспечить отбор представительной пробы, при отборе пробы для настоящего метода испытаний следует удалять воздух, но не пропускать избыточный поток сжиженного углеводородного газа через цилиндр для исключения высушивания цилиндра (см. 10.3).
9.4 Время от отбора пробы до начала испытания должно быть минимальным - не более нескольких минут (см. примечание 3).
9.3-9.4. (Измененная редакция, Изм. N 1).
9.5 При разногласиях в оценке качества продукта пробу отбирают в цилиндр для определения коррозионного воздействия.
(Введен дополнительно, Изм. N 1).
10 Проведение испытаний
10.1 При открытом клапане В (см. рисунок 1) вводят в чистый цилиндр для испытания примерно 1 мл дистиллированной воды и вращательными движениями увлажняют стенки. Удаляют остаток воды из цилиндра. Помещают подвешенную на крючок выпускной трубки свежеотполированную медную пластинку в цилиндр таким образом, чтобы нижняя часть пластинки находилась на расстоянии не менее 6,4 мм (1/4 дюйма) от его дна. После сборки аппарата закрывают клапаны А и В (см. рисунок 1).
(Измененная редакция, Изм. N 1).
10.2. Перед отбором пробы вытесняют воздух из цилиндра для испытаний испытуемой пробой таким образом, чтобы не высушить стенки цилиндра.
10.2.1 Устанавливают цилиндр для испытания вертикально, стараясь не намочить медную пластинку водой, и присоединяют источник образца к клапану А (см. рисунок 1) цилиндра с помощью короткой гибкой соединительной трубки, промытой образцом. Подают небольшое количество образца, открывая сначала клапан на источнике образца, затем - клапан А.
10.2.2 Закрывают клапан А, не отсоединяя цилиндр от источника образца. Переворачивают цилиндр и открывают клапан В для удаления из цилиндра воздуха. Возвращают цилиндр в исходное положение и сливают остаток жидкости через открытый клапан В. Закрывают клапан В.
10.3 Во время отбора проб удерживают цилиндр в вертикальном положении. При закрытом клапане В открывают клапан А и заполняют цилиндр пробой. После заполнения цилиндра закрывают клапан А, клапан источника образца и отсоединяют гибкую трубку.
10.2-10.3. (Измененная редакция, Изм. N 1).
10.3.1 Предупреждение - Следует обеспечить безопасное удаление паров и жидкостей при проведении данной и последующих процедур.
10.4 После отсоединения гибкой трубки при вертикальном расположении цилиндра приоткрывают клапан А для удаления жидкости из цилиндра для испытания до уровня выпускной трубки. Закрывают клапан А при появлении из него пара.
(Измененная редакция, Изм. N 1).
10.5 Сразу после заполнения и удаления жидкости из цилиндра для испытания по 10.4 (см. примечание 3) погружают цилиндр в водяную баню с температурой (37,8±0,5)°С [(100±1°F)]. Выдерживают цилиндр в водяной бане в течение (60±5) мин.
Примечание 3 - Задержка между подготовкой цилиндра для испытания, отбором образца и погружением цилиндра в водяную баню приводит к большему времени выдерживания медной пластинки в образце и, таким образом, к большему времени для образования и изменения цвета, если в образце присутствуют вещества, вызывающие коррозию.
10.6 После завершения испытания вынимают цилиндр из водяной бани и, удерживая его в вертикальном положении, открывают нижний клапан и удаляют в подходящее для утилизации устройство (см. 10.3.1) всю жидкость и ![]() часть паров.
часть паров.
10.7 Сразу после выравнивания давления в цилиндре с атмосферным разбирают аппарат и для определения коррозии медной пластинки сравнивают медную пластинку, подвергнутую воздействию сжиженных углеводородных газов, с эталоном АСТМ (ADJD0130).
(Измененная редакция, Изм. N 1).
10.8 Используют щипцы из нержавеющей стали для удерживания подвергнутой воздействию медной пластинки при ее сравнении с эталоном коррозии АСТМ (ADJD0130). Далее следуют указаниям по разделу 11. Располагают медную пластинку и эталон таким образом, чтобы отраженный ими свет был виден под углом примерно 45°. При осмотре и сравнении пластинок можно избежать пятен и загрязнений, если поместить пластинку в плоскую пробирку, закрытую гигроскопической ватой.
10.9 Если медная пластинка контактировала с водой, смачивающей стенки цилиндра, или на нее попали капли воды при заполнении образцом, это может привести к появлению отдельных пятен на пластинке, которые, как правило, имеют круглую форму и/или располагаются вдоль края пластинки. При оценке медной пластинки не учитывают наличие таких отдельных пятен, за исключением условий по 10.9.1. В таком случае следуют указаниям по 10.9.1. Наличие шероховатостей и изменение цвета медной пластинки являются свидетельством коррозионной активности образца.
10.9.1 Если наличие и/или количество пятен на медной пластинке влияют на оценку медной пластинки в соответствии с критериями, приведенными в таблице 1, результаты анализа признают недостоверными и проводят повторное испытание образца.
10.10 Если на медной пластинке проявляется любое заметное изменение цвета, внутреннюю поверхность цилиндра полируют с использованием стальной ваты и промывают растворителем перед использованием цилиндра для другого испытания.
11 Обработка результатов
11.1 Оценивают коррозионную активность образца в соответствии с классификацией, приведенной в таблице 1.
Таблица 1 - Классификация медных пластинок по АСТМ
Класс | Описание состояния коррозии | Описание эталона |
Свежеотполированная пластинка | - | |
1 | Легкое потускнение | Светло-оранжевый, почти такой же, как у свежеотполированной пластинки. |
2 | Умеренное потускнение | Темно-красный. |
3 | Сильное потускнение | Пурпурно-красный на медной пластинке. |
4 | Коррозия | Прозрачно-черный, темно-серый или коричневый с едва заметным зеленым отливом. |
| ||
11.1.1 Если цвет поверхности пластинки находится между двумя соседними классификациями, образцу присваивают класс большего потускнения, за исключением случая, когда оранжевый цвет пластинки более темный, чем цвет класса 1. В этом случае считают цвет наблюдаемой пластинки соответствующим классу 1. При наличии красного цвета пластинке присваивают класс 2.
11.1.2 Пластинка класса 2 темно-красного цвета может быть ошибочно оценена как класса 3 (пурпурно-красный на медной пластинке), если медный цвет пластинки класса 3 полностью скрыт пурпурным оттенком. Для выявления отличия опускают пластинку в промывочный растворитель; пластинка класса 2 (темно-красный) примет вид пластинки класса 1 (темно-оранжевый), в то время как вид пластинки класса 3 (пурпурно-красный на медной пластинке) не изменится.
11.1.3 Чтобы отличить пластинку класса 2 (многоцветный с лавандово-синим и/или серебристым оттенками, нанесенными на темно-красный) от пластинки класса 3 [многоцветный с красным и оттенками зеленого цвета (павлиний), но без серого], помещают пластинку в испытательную пробирку размерами 25150 мм и нагревают 4-6 мин в горизонтальном положении на плитке до температуры (340±30)°С, при необходимости контролируя температуру датчиком температуры, помещенным во вторую пробирку. Пластинка класса 2 будет приобретать серебристый цвет или один из последующих при потускнении в пределах класса 2, в то время как на пластинке класса 3 проявятся оттенки класса 4 (прозрачно-черный, темно-серый или коричневый с едва заметным зеленым отливом).
12 Протокол испытаний
12.1 Записывают результаты испытаний в соответствии с классификацией по таблице 1 с указанием обозначения настоящего стандарта. Указывают продолжительность испытания и температуру.
13 Прецизионность и смещение
Для классификации медных пластинок в настоящее время отсутствует общепринятый метод определения прецизионности и смещения.
Приложение А1
(обязательное)
Меры предосторожности
А1.1 2.2.4-Триметилпентан
А1.1.1 Следует хранить вдали от источников тепла, искр и открытого пламени.
А1.1.2 Следует хранить в закрытым контейнере*.
________________
* Текст документа соответствует оригиналу. - .
А1.1.3 Следует использовать при наличии соответствующей вентиляции.
А1.1.4 Следует избегать накопления паров и устранять все источники возгорания, особенно невзрывозащищенное электрооборудование и нагреватели.
А1.1.5 Следует избегать длительного вдыхания паров или распыленного вещества.
А1.1.6 Следует избегать длительного или многократного контакта с кожей.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного стандарта ASTM | Степень соответствия | Обозначение и наименование соответствующего |
ASTM D 130 | IDT | ГОСТ 32329-2013 "Нефтепродукты. Определение коррозионного воздействия на медную пластинку" |
ASTM D 1265 | - | * |
ASTM D 3700 | - | * |
* Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного стандарта. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичный стандарт. | ||
УДК 665.723/.725:620.193.53:006.354 | ОКС 75.160.30 |
Ключевые слова: сжиженные углеводородные газы, определение коррозионного воздействия, медная пластинка | |
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}