ГОСТ EN 848-2-2013
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Безопасность деревообрабатывающих станков
СТАНКИ ФРЕЗЕРНЫЕ ОДНОСТОРОННИЕ
Часть 2. Станки фрезерные одношпиндельные с верхним расположением шпинделя
Safety of woodworking machines - One side milling machines - Part 2: Single spindle milling machines with vertical upper arrangement of spindle
ОКС 13.110; 79.120.10
ОКП 38 1000
Дата введения 2015-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Экспериментальным научно-исследовательским институтом металлорежущих станков (ОАО "ЭНИМС") на основе собственного аутентичного перевода стандарта, указанного в п.4
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 5 ноября 2013 г. N 61-П )
За принятие стандарта проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минторгэкономразвития |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 13 марта 2014 г. N 133-ст межгосударственный стандарт ГОСТ EN 848-2-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2015 г.
5 Настоящий стандарт идентичен европейскому стандарту EN 848-2:2007+А1:2009* Safety of woodworking machines - One side moulding machines with rotating tool - Part 2: Single spindle hand fed/integrated fed routing machines (Безопасность деревообрабатывающих станков. Станки фрезерные односторонние с вращающимся инструментом. Часть 2: Станки фрезерно-копировальные с верхним расположением шпинделя, с ручной/встроенной подачей).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5-2001 (подраздел 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных (региональных) стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении Д.А.
Введено дополнительное приложение Д.Б "Перечень действующих межгосударственных стандартов, касающихся деревообрабатывающих фрезерных станков".
Степень соответствия - идентичная (IDT).
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Настоящий стандарт разработан как идентичный с европейским стандартом EN 848-2:2007+А1:2010 "Безопасность деревообрабатывающих станков. Станки фрезерные односторонние с вращающимся инструментом. Часть 1: Станки фрезерно-копировальные с верхним расположением шпинделя, с ручной/встроенной подачей (EN 848-2+А1 Safety of woodworking machines - One side moulding machines with rotating tool - Part 2: Single spindle hand fed/integrated fed routing machines) и соответствует основным требованиям безопасности Директив Европейского Союза и связанными с ними нормами EFTA.
Серия европейских стандартов EN 848 "Безопасность деревообрабатывающих станков. Станки фрезерные односторонние" состоит из следующих частей:
EN 848-1 Часть 1: Станки фрезерные одношпиндельные с вертикальным нижним расположением шпинделя
EN 848-2 Часть 2: Станки фрезерные одношпиндельные с верхним расположением шпинделя
EN 848-3 Часть 3: Сверлильные и фрезерные станки с числовым программным управлением (ЧПУ) [3]
Настоящий стандарт является стандартом типа С в соответствии с EN 414, EN ISO 12100.
В настоящем стандарте рассмотрены основные опасности, опасные ситуации и опасные случаи, характерные при работе на фрезерных станках с вертикальным верхним расположением шпинделя, и установлены требования безопасности и/или защитные меры по устранению опасностей и снижению рисков при эксплуатации этих станков.
В настоящий стандарт также включена информация, которой производитель обязан обеспечить пользователя.
Настоящий стандарт предназначен для конструкторов, производителей, поставщиков и импортеров одношпиндельных фрезерных станков с вертикальным верхним расположением шпинделя.
Требования безопасности к инструментам для деревообработки приведены в EN 847-1, EN 847-2 и EN 847-3.
1 Область применения
Настоящий стандарт определяет основные опасности, опасные ситуации и случаи, перечисленные в разделе 4, которые относятся к стационарным и передвижным фрезерным одношпиндельным станкам с вертикальным верхним расположением шпинделя, с ручной или механической подачей обрабатываемой заготовки, с закрепленной фрезерной головкой, имеющей возможность перемещения во время обработки только вдоль оси шпинделя (далее - "станки") и устанавливает требования безопасности и/или защитные меры по устранению опасностей и снижению рисков при эксплуатации этих станков, предназначенных для резания цельной и модифицированной древесины, и этих же материалов, если они покрыты на кромках ламинированным пластиком, при использовании станков по назначению и в соответствии с условиями изготовителя станков.
Примечание 1 - Определение стационарного и передвижного станка см. 3.2.17 и 3.2.18.
Настоящий стандарт не распространяется на:
a) станки с переставляемым или с радиально регулируемым копирным пальцем (станки, в которых установка обрабатываемой заготовки и перемещение фрезерной головки осуществляются вручную);
b) станки сверлильные и фрезерные с числовым программным управлением;
Примечание 2 - Сверлильные и фрезерные станки с числовым программным управлением см. EN 848-3 [3].
c) ручные электроприводные деревообрабатывающие устройства или любые приспособления, допускающие их использование в различных условиях, в том числе при установке на верстаке;
Примечание 3 - Ручные электроприводные устройства см. EN 60745-1 [6] и EN 60745-2-17 [7].
d) переносные (настольные) фрезерно-копировальные станки, приспособленные для переноса их вручную одним человеком, устанавливаемые на верстаке или на столе, подобно верстаку, для стационарного использования в работе. Верстаки для этих станков могут также быть встроенной частью станка, если они имеют высокие шарнирно закрепленные ножки, которые могут складываться при переносе станка вручную.
Примечание 4 - Переносные (настольные) электроприводные станки см. EN 61029-1 [10] и EN 61029-2-8 [11].
Настоящий стандарт применяется к указанным выше станкам, изготовленным после даты его введения.
2 Нормативные ссылки
В настоящем стандарте использованы датированные и недатированные ссылки на международные (региональные) стандарты*, обязательные для применения. При датированных ссылках последующие редакции международных (региональных) стандартов или изменения к ним действительны для настоящего стандарта только после введения изменений к настоящему стандарту или путем подготовки новой редакции настоящего стандарта. При недатированных ссылках действительно последнее издание приведенного стандарта (включая все его изменения).
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
EN 414:2000 Безопасность оборудования. Правила разработки и оформления стандартов по безопасности (EN 414:2000, Safety of machinery - Rules for the drafting and presentation of safety standards)
EN 847-1:2005 Инструменты станочные для деревообработки. Требования безопасности. Часть 1. Фрезерные инструменты, дисковые пилы (EN 847-1:2005, Tools for woodworking - Safety requirements - Part 1: Milling tools, circular saw blades)
EN 847-2:2001 Инструменты деревообрабатывающие. Требования безопасности. Часть 2. Требования к концевому фрезерному инструменту (EN 847-2:2001, Tools for woodworking - Safety requirements - Part 2: Requirements for the shank of shank mounted milling tools)
EN 847-3:2004 Инструменты станочные для деревообработки. Требования безопасности. Часть 3. Зажимные устройства (EN 847-3:2004, Tools for woodworking - Safety requirements - Part 3: Clamping devices)
EN 894-1:1997 Безопасность машин. Эргономические требования по конструированию средств отображения информации и органов управления. Часть 1. Общие основы взаимодействия пользователя со средствами отображения информации и органами управления (EN 894-1:1997, Safety of machinery - Ergonomic requirements for the design of displays and control actuators - Part 1: General principles for human interactions with displays and control actuators)
EN 894-2:1997 Безопасность машин. Эргономические требования по конструированию средств отображения информации и органов управления. Часть 2. Дисплеи (EN 894-2:1997, Safety of machinery - Ergonomic requirements for the design of displays and control actuators - Part 2: Displays)
EN 894-3:2000 Безопасность машин. Эргономические требования по конструированию средств отображения информации и органов управления. Часть 3. Исполнительные механизмы системы управления (EN 894-3:2000, Safety of machinery - Ergonomic requirements for the design of displays and control actuators - Part 3: Control actuators)
EN 1005-1:2001 Безопасность машин. Физические возможности человека. Часть 1. Термины и определения (EN 1005-1:2001, Safety of machinery - Human physical performance - Part 1: Terms and definitions)
EN 1005-2:2003 Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами (EN 1005-2:2003, Safety of machinery - Human physical performance - Part 2: Manual handling of machinery and component parts of machinery)
EN 1005-3:2002 Безопасность машин. Физические возможности человека. Часть 3. Рекомендуемые пределы усилий для работы на машинах (EN 1005-3:2002, Safety of machinery - Human physical performance - Part 3: Recommended force limits for machinery operation)
EN 1005-4:2005 Безопасность машин. Физические возможности человека. Часть 4. Положение тела человека при работе с машинами и механизмами (EN 1005-4-2005, Safety of machinery - Human physical performance - Part 4: evaluation of working postures and movements in relation to machinery)
EN 1037:1995 Безопасность машин. Предотвращение неожиданного повторного пуска (EN 1037:1995, Safety of machinery - Prevention of unexpected start-up)
EN 1088:1995 Безопасность машин. Устройства блокировочные, соединённые с предохранительными приспособлениями. Основные принципы для проектирования и выбора (EN 1088:1995, Safety of machinery - Interlocking devices associated with guards - Principles for design and selection)
EN 1837:1999 Безопасность машин. Встроенное освещение станков (EN 1837:1999, Safety of machinery - Integral lighting of machines)
EN 50370-1:2005 Электромагнитная совместимость (EMC). Стандартные изделия для установки на станках. Часть 1. Излучение (EN 50370-1:2005, Electromagnetic compatibility (EMC) - Product family standard for machine tools - Part 1: Emission)
EN 50370-2:2003 Электромагнитная совместимость (EMC). Стандартные изделия для установки на станках. Часть 2. Защищенность (EN 50370-2:2003, Electromagnetic compatibility (EMC) - Product family standard for machine tools - Part 2: Immunity)
EN 60204-1:2006 Безопасность машин. Электрооборудование машин. Часть 1. Общие требования (МЭК 60204-1:2005, модифицированный) (EN 60204-1:2006, Safety of machinery - Electrical equipment of machines - Part 1: General requirements (IEC 60204-1:2005 modified))
EN 60439-1:1999 Аппаратура коммутационная и механизмы управления низковольтные комплектные. Часть 1. Узлы, подвергаемые полным или частичным типовым испытаниям (МЭК 60439-1:1999) (EN 60439-1:1999, Low-voltage switchgear and control gear assemblies - Part 1: Type-tested and partially type-tested assemblies (IEC 60439-1:1999))
EN 60529:1991 Степени защиты, обеспечиваемые корпусами (IP-код) (МЭК 60529:1989) (EN 60529:1991, Degrees of protection provided by enclosures (IP code) (IEC 60529:1989))
EN ISO 3743-1:1995 Акустика. Определение уровней звуковой мощности источников шума. Технические методы для небольших подвижных источников шума в реверберационных полях. Часть 1. Сравнительный метод для твёрдостенных испытательных камер (ИСО 3743-1:1994) (EN ISO 3743-1:1995, Acoustics - Determination of sound power levels of noise sources - Engineering methods for small, movable sources in reverberant fields - Part 1: Comparison for hard-walled test rooms (ISO 3743-1:1994))
EN ISO 3743-2:1996 Акустика. Определение уровней звуковой мощности источников шума с использованием звукового давления. Технические методы для небольших подвижных источников шума в реверберационных полях. Часть 2. Методы для специальных реверберационных испытательных камер (ИСО 3743-2:1994) (EN ISO 3743-2-1996, Acoustics - Determination of sound power levels of noise sources using sound pressure - Engineering methods for small, movable sources in reverberant fields - Part 2: Methods for special reverberation test rooms (ISO 3743-2-1994))
EN ISO 3744:1995 Акустика. Определение уровней звуковой мощности источников шума с использованием звукового давления. Технический метод в условиях свободного звукового поля над отражающей поверхностью (ISO 3744:1994) (EN ISO 3744:1995, Acoustics - Determination of sound power levels of noise sources using sound pressure - Engineering method in an essentially free field over a reflecting plane (ISO 3744:1994))
EN ISO 3745:2003 Акустика. Определение уровней звуковой мощности источников шума по звуковому давлению. Точные методы для заглушенных и полузаглушенных камер (ИСО 3745:2003) (EN ISO 3745:2003, Acoustics - Determination of sound power levels of noise sources using sound pressure - Precision methods for anechoic and hemi-anechoic rooms (ISO 3745:2003))
EN ISO 3746:1995 Акустика. Определение уровней звуковой мощности источников шума с применением звукового давления. Контрольный метод с использованием огибающей поверхности измерения над плоскостью отражения (ИСО 3746:1995) (EN ISO 3746-1995, Acoustics - Determination of sound power levels of noise sources using sound pressure - Survey method using an enveloping measurement surface over a reflecting plane (ISO 3746:1995))
EN ISO 4413:2010 Гидравлика. Общие правила и требования безопасности систем и их компонентов (EN ISO 4413:2010, Hydraulic fluid power - General rules and safety requirements for systems and their components)
EN ISO 4414:2010 Пневматика. Общие правила и требования безопасности систем и их компонентов (EN ISO 4414:2010, Pneumatic fluid power - General rules and safety requirements for systems and their components)
EN ISO 4871:1996 Акустика. Заявленные значения шумоизлучения машин и оборудования и их проверка (ИСО 4871:1996) (EN ISO 4871:1996, Acoustics - Declaration and verification of noise emission values of machinery and equipment (ISO 4871:1996))
EN ISO 9614-1:1995 Акустика. Определение уровней звуковой мощности источников шума по интенсивности звука. Часть 1. Измерения в отдельных точках (ISO 9614-1:1993) (EN ISO 9614-1:1995, Acoustics - Determination of sound power levels of noise sources using sound intensity - Part 1: Measurement at discrete points (ISO 9614-1:1993))
EN ISO 11202:1995/AC:1997 Акустика. Шум, издаваемый машинами и оборудованием. Измерение уровней звукового давления на рабочем месте и в других установленных точках. Контрольный метод измерения на месте (ISO 11202:1995/Кор.1:1997); (EN ISO 11202:1995/АС: 1997, Acoustics - Noise emitted by machinery and equipment - Measurement method of emission sound pressure levels at a work station and at other specified positions - Survey method in situ (ISO 11202:1995/Cor. 1:1997))
EN ISO 11204:1995/AC: 1997 Акустика. Шум, издаваемый машинами и оборудованием. Измерение уровней звукового давления на рабочем месте и в других контрольных точках. Метод, требующий поправок на внешние воздействующие факторы (ISO 11204:1995/АС:1997) (EN ISO 11204:1995/АС:1997, Acoustics - Noise emitted by machinery and equipment - Measurement of emission sound pressure levels at a work station and other specified positions - Method requiring environmental corrections (ISO 11204:1995/Cor/1:1997))
EN ISO 11688-1:1998/AC:1998 Акустика. Рекомендуемая практика проектирования машин и оборудования с уменьшенным уровнем производимого шума. Часть 1. Планирование (ISO/TR 11688-1:1995) (EN ISO 11688-1:1998/AC: 1998, Acoustics - Recommended practice for the design of low-noise machinery and equipment - Part 1: Planning (ISO/TR 11688-1:1995))
EN ISO 12100-2010 Безопасность машин. Основные концепции, общие принципы проектирования (EN ISO 12100:2010, Safety of machinery - Basic concepts, general principles for design)
EN ISO 13849-1:2008 Безопасность машин. Детали систем управления, связанные с обеспечением безопасности. Часть 1. Общие принципы проектирования (ISO 13849-1:2006) (EN ISO 13849-1:2006, Safety of machinery - Safety-related parts of control systems - Part 1: General principles for design (ISO 13849-1:2006))
EN ISO 13850:2006 Безопасность машин. Аварийный останов. Принципы проектирования (ISO 13850:2006) (EN ISO 13850:2006, Safety of machinery - Emergency stop - Principles for design (ISO 13850:2006))
ISO 7948:1987 Станки деревообрабатывающие. Фасонно-фрезерные станки с ручным управлением. Номенклатура и условия приемки (ЕН 7948:1987, Woodworking machines - Routing machines - Nomenclature and acceptance conditions)
ISO 7960:1995 Шумы, распространяющиеся по воздуху при работе станков. Режимы работы деревообрабатывающих станков (ISO 7960:1995, Airborne noise emitted by machine tools - Operating conditions for woodworking machines)
HD 22.4 C4:2004 Силовые кабели с номинальным напряжением до 450/750 В включительно с изоляцией из сшитого полиэтилена. Часть 4. Провода и гибкие кабели (HD 22.4 S4:2004, Cables of rated voltages up to and including 450/750 V and having crosslinked insulation - Part 4: Cords and flexible cables)
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
3.1 Общие положения
В настоящем стандарте применены термины и определения из EN ISO 12100, а также приведенные ниже термины и определения, характерные для одношпиндельных фрезерных станков с верхним расположением шпинделя.
3.2 Термины и определения
3.2.1 копировально-фрезерный станок (routing machine): Фрезерный станок, предназначенный для прямолинейного и профильного фрезерования обрабатываемых заготовок по копирам при хорошем обзоре зоны обработки, состоящий из следующих основных элементов:
a) одного шпинделя инструмента, расположенного над столом и имеющего частоту вращения от 6000 до 24000 об/мин. Фрезерная головка может быть наклоняемой или ненаклоняемой и может перемещаться во время обработки только вдоль оси инструмента;
b) стола для размещения обрабатываемой заготовки или специального зажимного приспособления с закрепленной на нем заготовкой;
c) шпинделя инструмента или фрезерной головки с возможностью вертикального перемещения во время обработки вручную или с использованием механических, гидравлических или пневматических устройств. Обрабатываемая заготовка обычно подается на станке вручную или посредством встроенного механизма подачи в направлении, перпендикулярном к направлению движения шпинделя инструмента.
3.2.3* прямолинейная обработка (straight work): Фрезерование обрабатываемой заготовки от начала и до конца по всей длине. При этом заготовка одной стороной перемещается по столу, а другая сторона заготовки находится в постоянном контакте с прямолинейной направляющей линейкой, установленной на столе станка (см. рисунок 1).
_________________
* Нумерация соответствует оригиналу. - .
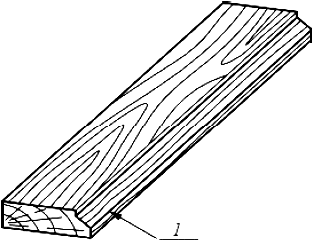
1 - обрабатываемая кромка
Рисунок 1 - Пример прямолинейной обработки
3.2.3 ограниченная прямолинейная обработка (stopped straight work): Фрезерование только части длины обрабатываемой заготовки (см. рисунок 2).
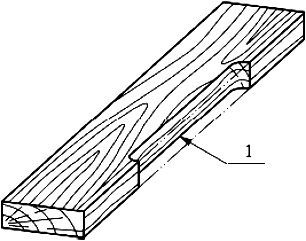
1 - обрабатываемая кромка
Рисунок 2 - Пример ограниченной прямолинейной обработки
3.2.4 фасонная обработка (shaped work): обработка фасонного профиля на кромке или верхней поверхности обрабатываемой заготовки.
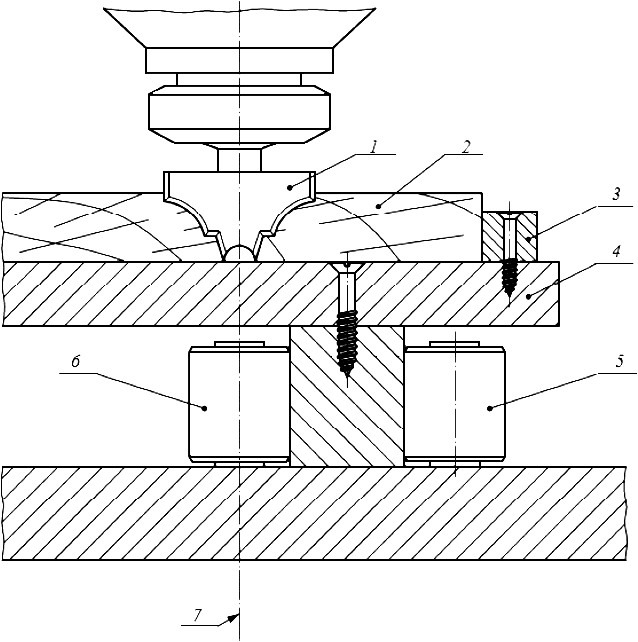
Примечание 1 - Одним из технических решений является закрепление заготовки в специальном зажимном приспособлении. На нижней стороне зажимного приспособления закреплен шаблон, который находится в постоянном контакте с направляющим пальцем, расположенным в центре стола. Во время обработки при перемещении приспособления с закрепленной на нем заготовкой шаблон находится в постоянном контакте с направляющим пальцем и при этом на обрабатываемой заготовке образуется поверхность, воспроизводящая форму шаблона (см. рисунки 3, 4 и 5).
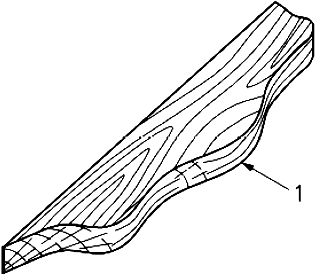
1 - обрабатываемая кромка
Рисунок 3 - Пример фасонной обработки
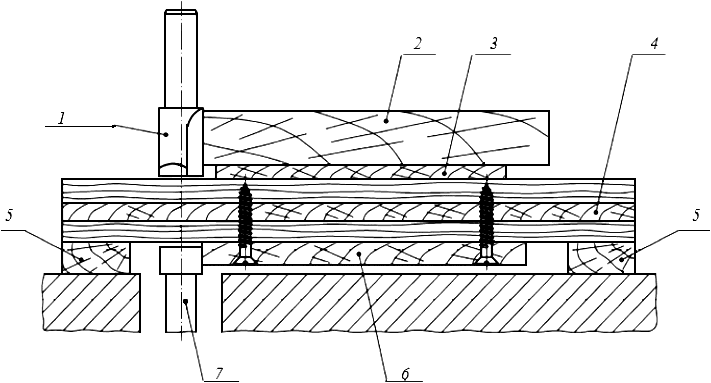
1 - инструмент; 2 - обрабатываемая заготовка; 3 - базовая поверхность; 4 - специальное зажимное приспособление с закрепленным на нем шаблоном; 5 - твердая деревянная рейка; 6 - шаблон; 7 - направляющий палец
Рисунок 4 - Пример фасонной обработки на станках с ручной подачей с использованием шаблона
1 - фасонный инструмент; 2 - обрабатываемая заготовка; 3 - упор; 4 - специальное зажимное приспособление; 5 - приводной ролик; 6 - свободно вращающийся ролик; 7 - центральная линия
Рисунок 5 - Пример фасонной обработки на станке со встроенным механизмом подачи
3.2.5 вылет шпинделя (throat capacity): Наименьшее расстояние между осью шпинделя (центральной линией) и колонной станины.
3.2.6 ручная подача на одношпиндельном фрезерно-копировальном станке с верхним расположением шпинделя (hand feed on single spindle hand fed routing machines): Ручная загрузка и/или подача обрабатываемой заготовки во время обработки. Ручная подача включает использование зажимного приспособления с закрепленным на нем шаблоном и обрабатываемой заготовкой.
3.2.7 механическая подача на одношпиндельном фрезерно-копировальном станке с верхним расположением шпинделя (integrated feed on single spindle integrated feed routing machines): Подача обрабатываемой заготовки или инструмента во время обработки с использованием встроенного механизма подачи.
3.2.8 загрузка станка (loading the machine): Размещение обрабатываемой заготовки вручную на зажимном приспособлении с шаблоном и подача обрабатываемой заготовки в зону обработки вручную или с применением встроенного механизма подачи.
3.2.9 диапазон частоты вращения (speed range): Диапазон между наименьшей и наибольшей частотами вращения шпинделя инструмента, предусмотренных конструкцией станка.
3.2.10 отдача (kickback): Особая форма выброса, выраженная в неожиданном резком движении обрабатываемой заготовки или ее частей, или частей станка против направления подачи обрабатываемой заготовки во время обработки.
3.2.11 противовыбрасывающее устройство (anti-kickback device): Устройство, которое либо снижает возможность отдачи, либо задерживает движение обрабатываемой заготовки, ее частей или частей станка во время отдачи.
3.2.12 время выбега (run-down time): Время от момента приведения в действие командного устройства управления остановкой станка до полной остановки шпинделя.
3.2.13 сменный шпиндель (removable spindle): Шпиндель, способный быть замененным без разборки основных коренных подшипников шпинделя.
3.2.14 привод станка (machine actuator): Силовой механизм, используемый для движений на станке.
3.2.15 информация поставщика (information from the supplier): Официальные бюллетени, литература по сбыту, проспекты или другие документы, в которых изготовитель (или поставщик) декларирует характеристики и другие данные на поставляемую продукцию или подтверждает соответствие продукции действующим стандартам.
3.2.16 револьверная головка (revolving stop): Устройство, оснащенное несколькими регулируемыми винтовыми упорами, расположенное на движущейся части фрезерной головки, позволяющее быструю установку по высоте шпинделя фрезерной головки относительно стола при многоступенчатой обработке.
3.2.17 стационарный станок (stationery machine): Станок, предназначенный для установки и закрепления на полу или других частях рабочего помещения и неподвижный во время использования.
3.2.18 передвижной станок (displaceable machine): Станок, устанавливаемый на полу рабочего помещения, неподвижный во время работы и оборудованный устройством, обычно колесами, позволяющими передвигать его на другое место.
3.3 Основные элементы станка
Основные элементы станка и их наименования приведены на рисунке 6.
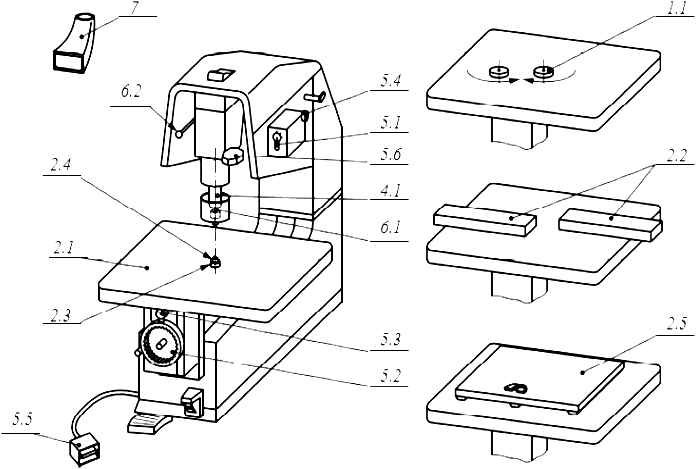
1 - подача обрабатываемой заготовки и/или инструмента:
1.1 автоматический привод подачи
2 - опора обрабатываемой заготовки, зажим и направление:
2.1 стол
2.2 направляющая линейка
2.3 кольцо стола
2.4 направляющий палец
2.5 специальное зажимное приспособление
3 - держатели инструмента
4 - привод фрезерной головки и инструмента
4.1 шпиндель
5 - органы управления
5.1 переключатель частоты вращения шпинделя
5.2 маховик подъема стола и установки стола по высоте
5.3 рукоятка подъема направляющего пальца
5.4 фиксатор наклона фрезерной головки
5.5 педаль управления перемещением фрезерной головки (от пневматики)
5.6 револьверная головка для установки фрезерной головки по высоте
6 - устройства, обеспечивающие безопасность (примеры)
6.1 ограждение инструмента при резании
6.2 тормозное устройство шпинделя
7 - патрубок для удаления стружки и пыли
Рисунок 6 - Пример фрезерно-копировального станка с верхним расположением шпинделя
4 Перечень основных опасностей
В данном разделе рассмотрены основные опасности, опасные ситуации и случаи (далее - основные опасности) в том порядке, в котором они перечислены в EN ISO 12100 (приложение В), характерные по результатам оценки рисков для станков, указанных в разделе 1. В настоящем стандарте также установлены требования безопасности и/или защитные меры по устранению этих опасностей и снижению рисков, а также приведены ссылки на другие соответствующие стандарты (см. раздел 5).
В таблице 1 представлен перечень основных видов опасностей в соответствии с EN ISO 12100 и указаны пункты EN ISO 12100 и настоящего стандарта, содержащие защитные меры по обеспечению безопасности и снижению рисков для станков, указанных в разделе 1.
Таблица 1 - Перечень основных опасностей
Номер раздела, пункта и наименование опасности по EN ISO 12100 | Обеспечение безопасности | |
Пункт в EN ISO 12100 | Соответствующий пункт в настоящем стандарте | |
1 Механические опасности, вызванные воздействием: | ||
a) формы; | 6.2.2, 6.2.8 | 5.3.3, 5.3.6, 5.3.7, 5.4.10 |
b) относительного расположения; | 5.2.2, 5.3.5, 5.3.7, 5.3.9 | |
d) массы и устойчивости (потенциальной энергии составных частей, которые могут начать двигаться под действием силы тяжести); | 5.2.5, 5.3.3 | |
e) механической прочности; | 5.3.2, 5.3.3, 5.3.7, 5.3.8 | |
- накопления энергии, внутри машины, например: | ||
f) упругими элементами (пружинами) | 6.2.2.1, 6.2.10, 6.2.14, 6.3.3.2.6, таблица B.1 приложение B | 5.3.3, 5.3.6.2 |
g) жидкостями и газами под давлением | 6.2.10 | 5.4.6, 5.4.7 |
1.1 Опасность раздавливания | 6.2.2 | 5.3.7, 5.3.10 |
1.2 Опасность ранения | ||
1.3 Опасность разрезания или разрыва | 5.3.7 | |
1.4 Опасность запутывания | 5.3.7, 5.4.3 | |
1.5 Опасность затягивания или попадания в ловушку | 5.3.7 | |
1.6 Опасность удара | 5.3.5 | |
1.9 Опасности, обусловленные выбросом жидкости | 5.4.6, 5.4.7 | |
2 Электрические опасности, вследствие: | ||
2.1 Контакта персонала с токоведущими частями (прямой контакт) | 6.2.9, 6.3.2, 6.3.3.2, 6.3.5.4, 6.4.4, 6.4.5 | 5.4.4 |
2.2 Контакта с частями станка, которые в неисправном состоянии находятся под напряжением (косвенный контакт) | ||
4 Опасности, вызванные шумом, приводящие к: | ||
4.1 Потере слуха (глухоте), другим физиологическим расстройствам (например, потере равновесия, ослаблении внимания) | 6.2.2.2, 6.2.3 c), 6.2.4 c), 6.2.8 c), 6.3.1, 6.3.2.1 b), 6.3.2.5.1, 6.3.3.2.1, 6.3.4.2, 6.4.3, 6.4.5.1 b) и c) | 5.4.2 |
4.2 Ухудшению восприятия речи, звуковых сигналов и т.д. | ||
7 Опасности, вызванные материалами и веществами (или их составляющими), используемыми или выделяемыми машиной: | ||
7.1 Опасности от контакта или вдыхания паров вредных жидкостей, газов, пыли, тумана, дыма | 6.2.4 b), 6.2.8 b), 6.3.2.7, 6.3.3.2.1, 6.3.4.5 | 5.4.3 |
7.2 Опасности воспламенения или взрыва | 5.3.6.2, 5.4.1, 5.4.9 | |
8 Опасности, возникающие при пренебрежении принципами эргономики при конструировании машины от: | ||
8.1 Вредных для здоровья поз, приводящих к чрезмерным напряжениям тела | 6.2.2.1, 6.2.7, 6.2.8, 6.2.11.8, 6.3.2.1, 6.3.3.2.1 | 5.2.2, 5.4.5 |
8.2 Несоответствия анатомическим возможностям рук и ног человека | 5.2.12, 6.3 | |
8.3 Скованности, вызываемой применением средств индивидуальной защиты | 5.2.2 | |
8.6 Ошибок в поведении людей | 5.4.5, 5.4.11 | |
8.7 Неадекватной конструкции, расположения или опознания органов управления | 5.2.2 | |
8.8 Неадекватной конструкции или расположения средств отображения информации | 5.2.2, 5.4.5 | |
9 Комбинация опасностей | Приложение B, таблица B.1 | 5.2.3, 5.2.6, 5.2.7, 5.2.8, 5.2.9, 5.2.10, 5.3.5, 5.4.10, 5.4.11 |
10 Неожиданные пуски, повороты, прокручивания (или любые подобные нештатные состояния) от: | ||
10.1 Неполадок или повреждения систем управления | 6.2.11, 6.3.5 | 5.2.1, 5.2.7 |
10.2 Возобновления энергоснабжения после его прерывания | 6.2.11.4, 6.2.11.5 | 5.2.9 |
10.3 Внешнего воздействия на электрооборудование | 6.2.11 | 5.2.1, 5.2.7, 5.2.11, 5.4.8 |
10.4 Ошибок оператора (вследствие несоответствия станка характеристикам и возможностям человека) (см. 8.6) | 6.2.8, 6.2.11, 4.11.10, 6.3.5, 6.4 | 5.4.5, 5.4.11, 6.3 |
11 Невозможность остановки машины в желаемом положении | 6.2.11, 6.3.5 | 5.2.4, 5.2.5, 5.2.6, 5.3.4 |
12 Нарушение частоты вращения инструмента | 6.2.2.2, 6.2.3 | 5.2.6 |
13 Нарушение энергоснабжения | 6.2.11 | 5.2.6 |
14 Нарушение в цепи управления | 6.2.11, 6.3.5 | 5.2.1 |
15 Ошибки монтажа | 6.2.7, 6.4.5 | 5.4.10, 6.3 |
16 Разрушение во время работы | 6.2.3 | 5.3.2 |
17 Падение или выброс предметов или жидкостей | 6.2.3, 6.2.10 | 5.3.3, 5.3.5, 5.3.9 |
18 Потеря устойчивости, опрокидывание станка | 6.3.2.6 | 5.3.1 |
5 Требования безопасности и/или защитные меры
5.1 Общие положения
Станок должен соответствовать требованиям безопасности и/или защитным мерам, описанным в настоящем разделе.
Примечание 1 - При проектировании станка для обеспечения безопасности следует руководствоваться положениями EN ISO 12100.
Примечание 2 - Для принятия мер по снижению риска при проектировании следует руководствоваться EN ISO 12100 (подраздел 6.2), а для принятия защитных мер - EN ISO 12100 (подраздел 6.3).
5.2 Контроль органов управления
5 2.1 Безопасность и надежность систем управления
5.2.1.1 Общие положения
Настоящий стандарт устанавливает требования безопасности ко всей системе управления станком - от исходного органа управления (например, рукоятки, позиционного переключателя или датчика) до конечного исполнительного механизма станка (например, двигателя или тормозного устройства).
Элементы системы управления станком, связанные с обеспечением безопасности, должны соответствовать требованиям нижеуказанных категорий безопасности по EN ISO 13849-1 в соответствии со следующими выполняемыми функциями:
- пуск: категория 1 (см. 5.2.3);
- рабочая остановка: категория 1 (см. 5.2.4, 5.2.5);
- аварийная остановка: категория 1 (см. 5.2.6);
- регулировка перемещения шпинделя электромеханическая: категория 1 или 3 (см. 5.3.3.2.1);
- контроль частоты вращения шпинделя: категория 1, 2 или 3 (см. 5.2.8);
- управление скоростью подачи: категория 1 (см. 5.2.9);
- удержание фрезерной головки в установленной позиции: категория 1 (см. 5.3.3.2.1);
- возврат шпинделя в исходное положение: категория 1 (см. 5.3.3.2.1);
- блокировка: категория 1, 2 или 3 (см. 5.3.4.1, 5.3.9);
- контроль усилия прижима: категория 1 (см. 5.3.9);
- предотвращение неожиданного повторного пуска при сбое в подаче энергии: категория 1 (см. 5.2.10);
- выбор режима: категория 1 (см. 5.2.7);
- торможение: категория B, 1 или 2 (см. 5.3.4);
- отключение тормозной системы: категория 1 (см. 5.3.4);
- управление обратным ходом: категория B (см. 5.3.3.2.1).
Если для конкретного элемента системы управления допускается применять несколько категорий безопасности, то в соответствующем пункте следует указывать конкретную применяемую категорию безопасности.
Если требуется категория 1, то требование категорий 3 и 4 также выполняется. Если требуется категория 2, требование категорий 3 и 4 также выполняется. Если требуется категория 3, то требование категории 4 также выполняется.
Примечание - Информация о комбинациях элементов систем управления, связанных с обеспечением безопасности, с одинаковыми или различными категориями даны в EN ISO 13849-1 (см. 6.3).
Контроль: проверка соответствующих чертежей и/или электрических схем и визуальный контроль станка.
5.2.1.2 Применение "успешно испытанных" компонентов
Компоненты считаются "успешно испытанными", если они выполнены по EN ISO 13849-1, пункт 6.2.4 (см. приложение A).
Примечание 1 - "Успешно испытанные" электрические компоненты перечислены в EN 13849-2 [15] (таблица D.3).
Примечание 2 - Полезная информация по оценке "успешно испытанных" компонентов, возможности исключения их неисправностей и т.п. приведена в EN 13849-2 [15].
Контроль: проверка соответствующих чертежей и/или электрических схем и визуальный контроль станка.
5.2.2 Расположение органов управления
Органы управления электрическими командными устройствами для пуска, рабочей остановки, аварийной остановки (см. 5.2.6), регулировки частоты вращения шпинделя (см. 5.2.8), направления вращения шпинделя (см. 5.3.3.5) и выбора режима (см. 5.2.7) должны быть расположены следующим образом:
a) на 50 мм ниже передней кромки стола и не ниже 600 мм от уровня пола (см. рисунок 7) или
b) на передней стороне неподвижного пульта управления, если он постоянно соединен со станком посредством кабеля, как показано на рисунке 7.

1 - середина стола; 2 - середина лицевой поверхности пульта
Рисунок 7 - Расположение органов управления
Механические органы управления не должны быть расположены на задней стороне станка.
Контроль: проверка соответствующих чертежей, измерение и визуальный контроль станка.
5.2.3 Пуск
Система управления должна быть спроектирована так, чтобы пуск или повторный пуск станка был возможен, только если установлены и приведены в рабочее состояние все защитные ограждения. Это достигается посредством блокирующих устройств, как описано в 5.3.7 и 5.3.9.
Пуск или повторный пуск должны быть возможны только посредством предназначенного для этих целей командного устройства управления пуском (например, пусковой кнопки) (см. 5.4.5).
Для станков с электрическим устройством управления должны быть выполнены требования EN 60204-1 (пункт 9.2.5.2).
Пуск шпинделя должен быть возможен только в исходной позиции фрезерной головки.
Часть системы управления пуском вращения шпинделя, связанная с обеспечением безопасности (см. 5.2.1), должна соответствовать категории 1 по EN ISO 13849-1. Для исключения самопроизвольного повторного пуска можно использовать, например, защитный кожух, закрывающий соответствующее устройство управления пуском.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.4 Рабочая остановка
Станок должен быть снабжен системой управления рабочей остановкой, позволяющей надежно и безопасно осуществить полную остановку всех узлов станка путем отключения электропитания от всех исполнительных механизмов станка.
Система управления рабочей остановкой для станков, снабженных быстродействующим, механически управляемым тормозным устройством, должна быть выполнена по категории 0 в соответствии с EN 60204-1 (пункт 9.2.2).
Система управления рабочей остановкой для станков с другими типами тормозных устройств, например электрически управляемым тормозным устройством, с или без встроенного механизма подачи должна быть выполнена по категории 1 в соответствии с требованиями EN 60204-1 (пункт 9.2.2).
Если рабочая остановка выполнена по категории 1 в соответствии с требованиями EN 60204-1 (пункт 9.2.2), то должна быть следующая последовательность рабочей остановки:
a) удержание фрезерной головки в установленном положении;
b) отключение энергии от привода встроенной подачи (если имеется);
c) отключение энергии от всех приводов станка, за исключением зажима обрабатываемой заготовки (если имеется) и включение тормозного устройства;
d) отключение тормоза(ов) после полного торможения (например, посредством задержки времени способом, не дающим погрешности, например, устройством емкостного типа или другим устройством, выполненным по категории 3 в соответствии с EN ISO 13849-1).
Часть системы управления рабочей остановкой, связанная с обеспечением безопасности, для рабочей остановки должна выполняться по категории 1 в соответствии с требованиями EN ISO 13849-1.
Конструкция электрической цепи управления должна быть такой, чтобы соблюдалась последовательность рабочей остановки. Если использовано устройство задержки времени, то время задержки должно быть, как минимум, равно наибольшему времени выбега и либо время задержки должно быть зафиксировано или устройство, регулирующее задержку времени, после установки времени задержки должно быть опломбировано.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.5 Дополнительная остановка (Additional stop)
Дополнительная остановка предусмотрена для возможности раздельной остановки вращения шпинделя и встроенного механизма подачи (если предусмотрен) посредством органов управления остановкой по категории 0 или 1 в соответствии с требованиями EN 60204-1 (пункт 9.2.2).
Включение органа управления остановкой встроенного механизма подачи не должно приводить к перемещению фрезерной головки, а остановка двигателя привода шпинделя должна приводить к остановке привода встроенного механизма подачи.
Часть системы управления дополнительной остановкой, связанная с обеспечением безопасности (см. также 5.2.1), должна быть выполнена по категории 1 в соответствии с требованиями EN ISO 13849-1.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.6 Аварийная остановка
Должны выполняться требования EN ISO 13850 и, кроме того, станки более чем с одним приводом (электрическим, пневматическим, гидравлическим или их комбинацией) должны быть снабжены одним устройством управления аварийной остановкой за исключением станков, в которых механическое перемещение фрезерной головки осуществляется за счет отдельного привода (электрического, пневматического или гидравлического).
Устройство управления аварийной остановкой должно отключать все двигатели станка и включать тормозное устройство (если предусмотрено) в соответствии с EN 60204-1 (пункт 9.2.5.4.2).
Если станок оснащен механически управляемым тормозным устройством, система управления аварийной остановкой должна быть выполнена по категории 0 в соответствии с требованиями EN ISO 13850 (пункт 4.1.4) и должна соответствовать требованиям EN 60204-1 (см. подраздел 10.7 за исключением пункта 10.7.4). Устройство управления аварийной остановкой должно быть самозапирающегося типа.
Если станок оснащен электрически управляемым тормозным устройством, система управления аварийной остановкой должна быть выполнена по категории 1 в соответствии с требованиями EN 60204-1 (пункт 9.2.5.4.2) и категории 1 в соответствии с требованиями EN ISO 13850 (пункт 4.1.4).
См. также 5.2.2.
Часть системы управления аварийной остановкой, связанная с обеспечением безопасности, должна быть выполнена по категории 1 в соответствии с требованиями EN 13849-1.
Аварийная остановка не должна приводить к разжиму обрабатываемой заготовки, несмотря на то что все двигатели будут полностью остановлены.
Конструкция электрической цепи управления должна быть такой, чтобы соблюдалась последовательность рабочей остановки (см. 5.2.4). Если использовано устройство задержки времени, то время задержки должно быть, как минимум, равно наибольшему времени выбега и либо время задержки должно быть зафиксировано или устройство, регулирующее задержку времени, после установки времени задержки должно быть опломбировано.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.7 Выбор режима
Должны выполняться требования EN 60204-1 (пункт 9.2.3) и, кроме того, станки, снабженные встроенным механизмом подачи, должны быть оснащены переключателем выбора режима.
Переключатель выбора режима должен соответствовать следующим требованиям:
a) его система управления не должна выполнять команды других систем управления за исключением команды аварийной остановки;
b) он должен быть заблокирован в нужном положении, например, посредством механического ключа переключателя;
c) переключение режима должно быть возможным только после полной остановки станка; повторный пуск станка должен осуществляться в соответствии с 5.2.3;
d) переключение режима не должно приводить к самопроизвольным движениям на станке.
Переключение режима не должно приводить к пуску привода шпинделя, однако должна сохраняться возможность проворачивания шпинделя вручную в целях регулировки. Все движения на станке, за исключением вращения шпинделя, должны включаться только посредством удерживающего управляющего устройства по категории 1 в соответствии с требованиями EN ISO 13849-1.
Следующие движения на станке должны включаться независимо от переключателя выбора режима:
1) вращение шпинделя;
2) вращение шпинделя до включения встроенного механизма подачи.
Часть системы управления, связанная с обеспечением безопасности, при выборе режима должна соответствовать категории 1 по EN ISO 13849-1.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующие функциональные испытания станка.
5.2.8 Контроль частоты вращения шпинделя
На станках более чем с одной частотой вращения шпинделя следует на рабочем месте размещать табличку с указанием выбираемой частоты вращения шпинделя.
На станках без автоматического устройства бесступенчатого изменения частоты вращения шпинделя система управления изменением частоты вращения шпинделя должна соответствовать категории 1 по EN ISO 13849-1.
На станках, снабженных устройством автоматического управления (например, преобразователь частоты электрического тока) для постоянного бесступенчатого изменения частоты вращения шпинделя, устройство должно обеспечивать фактическую частоту вращения шпинделя, которая не превышала бы выбранную более чем на 10% (например, посредством вспомогательной электрической цепи). Если фактическая частота вращения превышает выбранную больше чем на 10%, то вращение шпинделя должно быть автоматически остановлено. Система управления для изменения частоты вращения должна соответствовать категории 2 по EN ISO 13849-1. Фактическая частота вращения шпинделя должна автоматически сравниваться с заданной частотой вращения. Преобразователю, используемому для этих целей, необходим дисплей, на который должны выводиться фактические значения частоты вращения в сравнении с заданной. При этом должны быть приняты следующие меры, исключающие потери или искажение данных:
a) меры по обеспечению сохранения в системе управления станком данных по режущему инструменту и частоте вращения шпинделя инструмента, обеспечивающих в результате автоматической настройки требуемую скорость резания:
1) данные, связанные с обеспечением безопасности для инструментов, должны быть сохранены либо на двух независимых запоминающих устройствах (накопителях), либо методом двойной записи данных на одном накопителе;
2) после ввода данных, связанных с обеспечением безопасности для инструментов, эти данные должны быть подтверждены оператором;
3) обе записи данных должны автоматически сравниваться при каждом включении главного силового выключателя не менее одного раза за производственную смену. Если эти записи не идентичны, возможность пуска двигателя шпинделя должна быть исключена или вращение шпинделя должно быть остановлено и должен быть дан предупреждающий сигнал;
4) для контроля отказов процессор, сравнивающий записи данных, должен иметь дисплей, показывающий фактическое состояние системы;
b) меры против искажения записи данных при передаче их между устройством ввода данных вручную, накоплением их в системе автоматического управления и выводом их на дисплей:
1) частота вращения шпинделя инструмента должна быть постоянной в системе управления преобразователя;
2) выбранная частота вращения шпинделя инструмента, переданная в систему управления преобразователя, должна быть выведена на дисплей для проверки оператором.
Категория цепей управления (см. также 5.2.1) для указания выбранной частоты вращения шпинделя должна соответствовать требованиями EN 13849-1 и, кроме того:
1) категории 1 для электрических цепей управления, выполненных по схеме соединения электропроводами с использованием контактной электроаппаратуры;
2) категории 3 для электрических цепей управления, включающих электронные компоненты.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.9 Встроенная подача
На станках, оборудованных встроенной системой подачи обрабатываемой заготовки, система подачи не должна работать без вращения шпинделя инструмента. Шпиндель должен оставаться в рабочем положении, если встроенная подача обрабатываемой заготовки отключена.
Категория цепей управления (см. также 5.2.1) для механического движения обрабатываемой заготовки встроенной системой подачи должна соответствовать категории 1 по EN ISO 13849-1, электрические цепи управления должны быть выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры.
Контроль: проверка соответствующих чертежей и/или электрических схем, измерения, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.10 Нарушение энергоснабжения
В случае прерывания электропитания в станках с электрическим приводом должен быть исключен самопроизвольный пуск станка после возобновления электропитания в соответствии с требованиями EN 60204-1 (см. 7.5).
Автоматический повторный пуск станка должен быть также исключен после восстановления подачи пневматической и гидравлической энергии.
Станки с механическим перемещением фрезерной головки должны быть снабжены устройством, удерживающим обрабатывающую головку в заданном положении в случае прекращения энергоснабжения.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.11 Сбои в цепях управления
Должны выполняться требования EN 1037 (раздел 6) и, кроме того, цепи управления должны быть выполнены таким образом, чтобы повреждение в любой цепи (например, разрыв электропровода, трубы или шланга) не могло приводить к потере функций безопасности станка, например к самопроизвольному пуску станка, разжиму режущего инструмента или ослаблению прижима обрабатываемой заготовки (если имеется) в соответствии с EN 60204-1, EN ISO 4414.
См. также 5.2.1.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3 Защитные меры против механических опасностей
5.3.1 Устойчивость
Станки и вспомогательное оборудование должны быть оборудованы приспособлениями для крепления их к полу или к другим неподвижным частям рабочего помещения, например посредством отверстий, предусмотренных в станине станка.
Передвижные станки, оборудованные колесами, должны иметь приспособления, обеспечивающие их устойчивость во время обработки, например:
a) тормоза для колес или
b) комбинацию колес и стопоров или
c) устройства для подъема колес от пола.
Контроль: проверка соответствующих чертежей, визуальный контроль станка, а для передвижных станков - проведение испытания в соответствии с приложением B.
5.3.2 Опасность поломки во время работы
Следует соблюдать принципы EN ISO 12100 (пункт 6.3.3) и выполнять требования 5.3.3, 5.3.5, 5.3.6.2 и 5.3.8 для снижения вероятности поломки во время работы и требования 5.3.7 для снижения последствий поломки во время работы.
Контроль: проверка соответствующих чертежей.
5.3.3 Инструменты и держатели инструментов
5.3.3.1 Инструменты
Если станок комплектуется режущими инструментами, эти инструменты должны соответствовать требованиям EN 847-1 и/или EN 847-2 (см. также перечисление g) 6.3).
Контроль: проверка соответствующих чертежей.
5.3.3.2 Крепление инструмента
Если конструкция станка предусматривает использование оправок с закрепленными на них инструментами, устройство крепления должно соответствовать требованиям EN 847-3, а узел крепления должен обеспечивать длину крепления не меньше длины, установленной в EN 847-2 (таблица 2).
Если шпиндель инструмента снабжен гидравлической системой крепления инструмента, то конструкция станка должна исключать возможность ослабления крепления инструмента в случае неполадок в гидравлической системе.
См. перечисления e), f), m) 6.3.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.3.3 Шпиндель
5.3.3.3.1 Общие положения
Все шпиндели должны быть изготовлены с точностью посадочных частей шпинделей g5 по ISO 7948.
Контроль: проверка соответствующих чертежей и измерение.
5.3.3.3.2 Регулирование положения шпинделя инструмента/фрезерной головки по высоте
Конструкция станка должна предусматривать возможность регулирования положения шпинделя/фрезерной головки по высоте, при этом должна быть предусмотрена их механическая фиксация в требуемом положении. Опускание шпинделя/фрезерной головки должно быть возможным только под управлением оператора.
Категория системы управления (см. также 5.2.1) для регулирования положения шпинделя/фрезерной головки должна соответствовать категории 1 по EN ISO 13849-1.
Для обеспечения быстрой установки шпинделя/фрезерной головки в рабочую позицию должна быть предусмотрена, например, револьверная головка, оснащенная регулируемыми винтовыми упорами. Револьверная головка должна фиксироваться в выбранной позиции, например посредством шарика и пружины.
Станки должны быть оборудованы указателем высоты подъема шпинделя/фрезерной головки над столом.
Цепи управления (см. также 5.2.1) для механического перемещения шпинделя/фрезерной головки по высоте должны соответствовать категории 1 по EN ISO 13849-1. Система управления движением возврата в исходную, безопасную позицию должна соответствовать категории 1 по EN ISO 13849-1. Любые регулировки положения шпинделя/фрезерной головки должны выполняться только посредством удерживающего управляющего устройства, соответствующего категории B по EN ISO 13849-1, с использованием отдельного дополнительного устройства управления остановкой в соответствии с EN ISO 12100 (перечисление b) 6.2.11.8).
Контроль: проверка соответствующих чертежей, электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.3.3.3 Регулирование наклона шпинделя/фрезерной головки
Если конструкцией станка предусмотрена возможность наклона шпинделя или фрезерной головки на заданный угол, то должен быть предусмотрен указатель угла их наклона относительно вертикальной оси. Устройство регулирования наклона должно иметь устройство фиксации в требуемом положении.
Конструкция шпинделя/фрезерной головки, включая систему их опор, должна обеспечивать сохранение их устойчивости в любом установленном положении.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и выполнение следующего испытания на устойчивость; в вертикальном положении шпинделя к верхнему концу шпинделя приложить в горизонтальном направлении усилие в 300 Н. Упругое изменение угла наклона шпинделя не должно превышать 1°.
5.3.3.4 Фиксация (стопорение) шпинделя
Если необходимо исключить возможность вращения шпинделя, например при замене инструмента, то должно быть предусмотрено устройство фиксации шпинделя, например вилка или штифт. Это устройство может быть неотъемлемой частью станка. Устройство фиксации должно надежно исключать вращение шпинделя, если двигатель шпинделя будет неосторожно включен, и не должно деформироваться при попытке пуска двигателя шпинделя при включенной фиксации.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.3.5 Направление вращения шпинделя
Шпиндели инструмента, которые имеют возможность вращения только в одном направлении, должны всегда вращаться только в направлении по часовой стрелке, если смотреть сверху.
Шпиндели инструмента, которые имеют возможность вращения в обоих направлениях вращения, по часовой стрелке и против часовой стрелки, должны соответствовать следующим требованиям:
a) должно быть установлено устройство выбора направления вращения, обычно на рабочей позиции станка. При этом положение органа управления при выборе направления вращения должно соответствовать направлению вращения;
b) если выбрано направление вращения против часовой стрелки, на дисплее (устройстве отображения информации) должен включаться предупреждающий световой сигнал. Цвет светового сигнала должен быть желтым;
c) при остановке шпинделя, вращающегося против часовой стрелки, устройство выбора направления вращения должно автоматически возвращаться:
1) в положение вращения по часовой стрелке, если применено устройство выбора с двумя положениями и при этом:
i) направление вращения против часовой стрелки должно быть заблокировано;
ii) при необходимости включения направления вращения против часовой стрелки эта блокировка должна быть отключена вручную или
2) в нейтральную позицию, если применено устройство выбора с тремя положениями. Каждый следующий выбор направления вращения должен быть возможен только путем приведения в действие устройства выбора оператором вручную;
d) работа устройства выбора направления вращения не должна вызывать пуск шпинделя.
Конструкция (главного) шпинделя не должна вызывать ослабление крепления инструмента или съемного шпинделя ни при запуске, ни при работе, ни при торможении независимо от направления вращения.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.4 Торможение
5.3.4.1 Общие положения
Если время выбега шпинделя инструмента без торможения превышает 10 с, то должно быть предусмотрено автоматическое торможение.
Время выбега с торможением не должно превышать 10 с.
На станки, оснащенные механическим тормозным устройством, требования EN 60204-1 (пункт 9.3.4, последний абзац) не распространяются, но при этом должно выполняться следующее:
a) не допускается отключение тормозного устройства во время выбега шпинделя (например, посредством задержки времени между включением управляющего устройства остановки шпинделя и отключением тормозного устройства);
b) в документах для пользователя должен быть указан минимальный срок службы фрикционных накладок тормозного устройства;
c) часть системы управления, связанная с обеспечением безопасности при торможении, должна соответствовать категории 1 по EN ISO 13849-1.
Если установлено электрическое устройство торможения, содержащее электронные компоненты, система его управления для торможения должна быть спроектирована, как минимум, в соответствии с требованиями категории 2 по EN ISO 13849-1 и должна быть периодически автоматически испытана, например, посредством контроля времени выбега с торможением или контроля короткого торможения электрической цепи во время пуска (краткое торможение). Это испытание должно быть:
1) независимым от основной системы для торможения;
2) независимым от намерений оператора;
3) выполненным не менее одного раза в течение 8 часов использования станка.
Отрицательный результат испытания должен быть зафиксирован соответствующим образом. В случае повторения отрицательного результата испытания более трех раз подряд дальнейшая эксплуатация станка не допускается.
В порядке исключения к 5.2.1 электронное тормозное устройство (без использования программируемого логического контроллера (PLC - ПЛК)), сконструированное по категории B в соответствии с требованиями EN ISO 13849-1, приемлемо, если вероятность отказа за час (PFH - ВОЧ) менее чем 3x10/ч. Для расчета вероятности возникновения опасного отказа в течение часа (ВОЧ) компонентов простого электронного тормозного устройства при отсутствии допусков на погрешности и данных по ресурсным испытаниям (категория В) должна быть использована процедура, описанная в EN ISO 13849-1 (приложение D).
Торможение электродвигателей переменного тока допускается производить в режимах с использованием постоянного или переменного тока от частотного преобразователя.
Если станок снабжен преобразователем частоты электрического тока для бесступенчатого регулирования частоты вращения шпинделя и это устройство используется также для торможения электродвигателя, то оно должно надежно действовать при любой перегрузке.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка. Для определения времени выбега без торможения и с торможением следует проводить испытание в соответствии с приложением C.
5.3.4.2 Отключение тормозного устройства
Если имеется система управления отключением тормозного устройства шпинделя для возможности проворачивания его вручную, например при наладке, то отключение тормозного устройства должно быть возможным только после полной остановки вращения шпинделя, например посредством задержки времени между включением управляющего устройства остановки двигателя привода шпинделя (выключение двигателя) и отключением тормозного устройства.
Пуск станка должен быть возможен только после восстановления управления торможением шпинделя. Восстановление управления торможением не должно инициировать повторный пуск станка.
Часть электрических цепей управления (см. также 5.2.1) отключением тормозного устройства шпинделя, связанная с обеспечением безопасности, должна соответствовать категории 1 по EN ISO 13849-1, если электрические цепи управления выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.5 Устройства для снижения возможности или последствия отдачи
Чтобы защитить оператора от выброса обрабатываемой заготовки, должно быть установлено кольцеобразное ограждение (см. 5.3.7.1), выдерживающее усилие F 50-150 Н (см. рисунок 8).
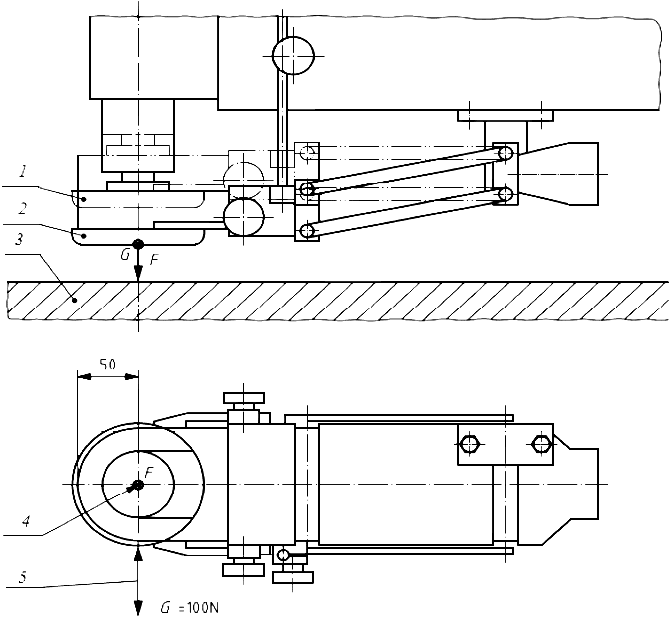
1 - верхнее рабочее положение кольцеобразного ограждения; 2 - нижнее рабочее положение кольцеобразного ограждения; 3 - стол; 4 - точка приложения силы F (для создания силы F следует использовать динамометр, устанавливаемый между ограждением и столом); 5 - усилие G для испытания боковой устойчивости опоры кольцеобразного ограждения (см. перечисление e) 5.3.7.1).
Рисунок 8 - Схема приложения усилий, прилагаемых к кольцеобразному ограждению при его испытании
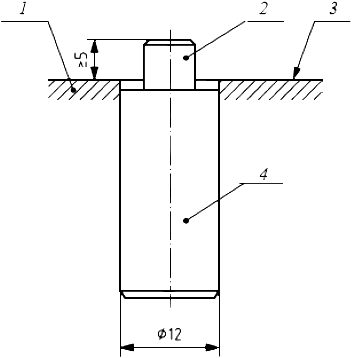
На станке, снабженном направляющей линейкой, должно быть предусмотрено место (например, отверстия или Т-образные пазы) на плите направляющей линейки (см. 5.3.6.2) для крепления противовыбрасывающего устройства (например, регулируемых конечных упоров).
Т-образные пазы должны быть параллельны направлению подачи; диаметры отверстий для крепления не должны превышать 12 мм.
Контроль: проверка соответствующих чертежей, измерение и визуальный контроль станка, соответствующее функциональное испытание станка. При приложении к противовыбрасывающему устройству статической нагрузки в 300 Н в направлении отдачи его упругое смещение не должно превышать 2 мм.
5.3.6 Опорные поверхности и направляющие для обрабатываемой заготовки
5.3.6.1 Общие положения
Размеры стола станка с каждой стороны от центральной линии, показанной на рисунке 5, при вертикальном положении шпинделя должны быть не менее 60% от величины вылета шпинделя, но при этом ширина стола перед осевой линией не должна превышать 300 мм.
Конструкция рабочего стола станка должна обеспечивать возможность его наклона до 45° от горизонтального положения. После установки стола на требуемый угол стол должен быть закреплен в этом положении. При этом направляющая линейка (см. 5.3.6.2) должна иметь возможность регулировки вперед и в стороны при ее установке параллельно нижней кромке на нижней части стола после его наклона.
Должна быть предусмотрена возможность крепления удлинителей с каждой стороны рабочего стола вдоль центральной линии шпинделя, как видно из рабочего положения (см. также 6.3).
Станки, спроектированные с учетом установки встроенного механизма подачи, с внутренним диаметром отверстия стола, превышающим 20 мм, должны быть оборудованы устройством, закрывающим предусмотренное для установки этого механизма отверстие в столе, если встроенный механизм подачи не установлен.
Контроль: проверка соответствующих чертежей, измерение, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.6.2 Направляющая для обрабатываемой заготовки при прямолинейной обработке
Станок должен быть оборудован средствами для крепления направляющей линейки к столу (например, пазы).
Направляющая линейка должна соответствовать следующим требованиям:
a) иметь возможность крепления на столе станка без применения вспомогательных инструментов;
b) иметь возможность регулировки на заданное расстояние от режущей кромки фрезы;
c) часть направляющей линейки или накладки направляющей линейки, расположенная ближе к инструменту, должна быть изготовлена из легкого сплава, пластмассы или дерева, чтобы любой контакт с инструментом не создавал опасную ситуацию (например, поломка инструмента или возникновение искры) и должна позволять кольцеобразному ограждению быть прижатым к обрабатываемой заготовке с наименьшей высотой 8 мм;
d) при прижиме обрабатываемой заготовки высотой меньше 8 мм длина направляющей линейки или накладок направляющей линейки должна быть соразмерной возможности станка, но не менее 500 мм, а высота - не менее 65 мм. На станках с наклоняемым столом высота направляющей линейки должна быть не менее 110 мм, за исключением центральной части, чтобы обеспечить прижим тонких обрабатываемых заготовок.
Станок должен быть оборудован устройством для поперечного прижима обрабатываемой заготовки к направляющей линейке (см. рисунок 9).
Это устройство должно иметь возможность использования прижимных башмаков разных размеров.
Контроль: проверка соответствующих чертежей, визуальный контроль станка, измерение и соответствующее функциональное испытание станка.
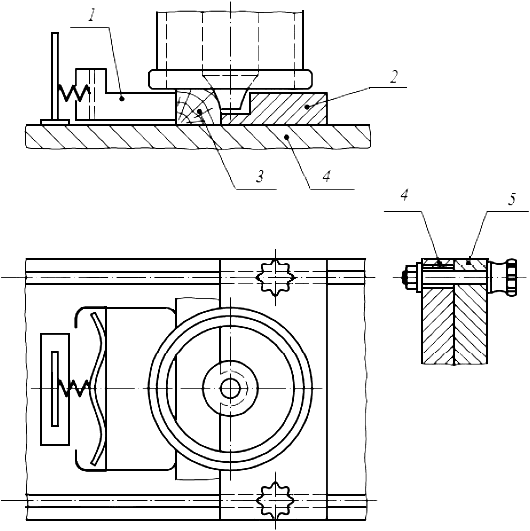
1 - устройство для поперечного прижима; 2 - направляющая линейка; 3 - обрабатываемая заготовка; 4 - стол станка; 5 - крепление направляющей линейки
Рисунок 9 - Направляющая линейка и поперечное устройство прижима
5.3.6.3 Направляющая для обрабатываемой заготовки при профильной обработке
Все станки должны быть снабжены направляющим пальцем, установленным в столе.
Направляющий палец и способ его установки показаны на рисунке 10.
1 - стол;
2 - головка направляющего пальца; 3 - поверхность стола; 4 - тело пальца
Рисунок 10 - Установка направляющего пальца
Контроль: проверка соответствующих чертежей, измерение и визуальный контроль станка.
5.3.7 Предотвращение доступа к движущимся частям станка
5.3.7.1 Защита инструментов
5.3.7.1.1 Общие положения
Для предотвращения доступа к режущему инструменту спереди и с каждой из сторон в любом горизонтальном направлении должны быть предусмотрены регулируемые и самозакрывающиеся ограждения (кольцеобразные ограждения). Эти ограждения обязательно должны быть прижаты к обрабатываемой заготовке во время обработки (см. рисунок 8).
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.7.1.2 Кольцеобразное ограждение
Кольцеобразное ограждение должно соответствовать следующим требованиям:
a) внутренний диаметр кольцеобразного ограждения должен быть таким, чтобы допускать установку инструмента с наибольшим диаметром, предусмотренным конструкцией станка. Если допускается использование инструмента с наибольшим диаметром, превышающим 80 мм, то на станке должно быть предусмотрено не менее двух кольцеобразных ограждений с различными внутренними диаметрами;
b) нижняя поверхность кольцеобразного ограждения в любом положении стола должна оставаться параллельной столу с допуском 0,5 мм на длине 100 мм;
c) кольцеобразное ограждение должно быть соединено с патрубком для отсоса стружки и пыли, расположенным на неподвижной части станка (см. 5.4.3).
Контроль: проверка соответствующих чертежей и электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.7.1.3 Опора кольцеобразного ограждения
Конструкция опоры кольцеобразного ограждения должна соответствовать следующим требованиям:
a) обеспечивать кольцеобразному ограждению возможность автоматического перемещения вместе с фрезерной головкой;
b) нижняя поверхность кольцеобразного ограждения должна быть параллельна столу в любом его положении;
c) обеспечивать возможность регулировки положения кольцеобразного ограждения, чтобы учесть ограждение инструмента наибольшей длины, предусмотренной конструкцией станка;
d) обеспечивать возможность регулирования положения кольцеобразного ограждения без применения вспомогательного инструмента;
e) под действием усилия G =100 Н его упругое смещение не должно превышать 3 мм (см. рисунок 8);
f) обеспечивать возможность замены инструмента без демонтажа элементов станка, кроме самого кольцеобразного ограждения.
Контроль: проверка соответствующих чертежей, измерения, испытание на прочность (см. рисунок 8), визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.7.1.4 Меры по обеспечению безопасности при прямолинейной обработке
Должна быть предусмотрена возможность установки перед направляющей линейкой дополнительного устройства, которое обеспечит надежный прижим обрабатываемой заготовки к направляющей линейке и закроет доступ к инструменту в горизонтальной плоскости во время обработки. Его высота не должна превышать 8 мм, а длина - 500 мм (см. 5.3.6.2).
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.7.2 Защита приводов
Доступ к приводному механизму инструмента и встроенной подаче (если имеется) должен быть предотвращен посредством неподвижного ограждения. Если предусмотрен часто повторяемый доступ для технического обслуживания или регулирования, то есть больше чем один раз в производственную смену, доступ должен быть через блокирующее защитное ограждение, сблокированное с двигателем привода шпинделя в соответствии с требованиями EN 1088.
Часть электрических цепей управления, связанная с обеспечением безопасности (см. 5.2.1), должна соответствовать категории безопасности по EN ISO 13849-1:
a) категория 1 - для электрических цепей управления, выполненных с использованием электропроводов и контактной электроаппаратуры;
b) категория 2 или 3 - для электрических цепей управления, включающих электронные компоненты. Если предусмотрена категория 2, то следует проводить испытание при каждом пуске станка.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.8 Требования к защитным ограждениям
Ограждения инструментов должны быть изготовлены с использованием одного из следующих материалов:
a) сталь с пределом прочности не менее 350 Н/мм и толщиной стенки не менее 1,5 мм;
b) легкий сплав с пределом прочности не менее 185 Н/мм и толщиной стенки не менее 3 мм;
c) поликарбонат с толщиной стенки не менее 3 мм или другой пластический материал с такой же толщиной стенки и ударной прочностью не меньше, чем у поликарбоната;
d) чугун с пределом прочности не менее 200 Н/мм и толщиной стенки не менее 5 мм.
Контроль: проверка соответствующих чертежей, измерения и визуальный контроль станка.
Примечание - Для получения данных по прочности материала могут быть использованы документы поставщика материала.
5.3.9 Устройство прижима
Если предусмотрен механизированный прижим, то во избежание опасности раздавливания конструкция станка должна обеспечивать следующие условия:
a) применение двухступенчатого прижима с предварительным усилием прижима в 50 Н с последующим включением вручную полного усилия прижима; или
b) снижение зазора между прижимом и обрабатываемой заготовкой до 6 мм посредством устройства ручной регулировки положения прижима, в сочетании с ограничением хода прижима до 10 мм; или
c) ограничение завершающей скорости прижима до 10 мм/с; или
d) установка неподвижного ограждения устройства прижима, обеспечивающего зазор между обрабатываемой заготовкой и этим ограждением не более 6 мм.
Цепи управления для контроля усилия прижима на первой стадии (см. перечисление а) 5.3.9) и для ограничения завершающей скорости прижима (см. перечисление с) 5.3.9) должны соответствовать категории 1 по EN ISO 13849-1 (см. 5.2.1).
Если предусмотрен пневматический или гидравлический прижим, должны быть выполнены соответственно требования EN ISO 4413 и EN ISO 4414.
При нарушении энергоснабжения должно быть обеспечено сохранение усилия прижима, например, путем использования обратного клапана в соответствии с EN ISO 4413 и EN ISO 4414.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка, измерение и соответствующее функциональное испытание станка.
5.3.10 Дополнительные приспособления, обеспечивающие безопасность
На всех станках должны быть предусмотрены места крепления дополнительных приспособлений, обеспечивающих безопасность (толкающей палки для подачи заготовки вручную, удлинителей столов и т.п.).
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
5.4 Защитные меры против немеханических опасностей
5.4.1 Возгорание
Для снижения риска возгорания должны выполняться требования 5.4.3 и 5.4.4.
Для исключения искр, как результат контакта между инструментом и направляющей линейкой, см. 5.3.6.2.
Нельзя допускать скопления стружки и пыли на нагреваемых элементах станка (например, двигателе привода шпинделя).
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
5.4.2 Шум
5.4.2.1 Снижение шума на стадии проектирования
При проектировании станков следует учитывать информацию и проводить технические мероприятия по снижению шума в соответствии с EN ISO 11688-1, EN ISO 11688-2 [14].
Наибольшим источником шума являются приводы вращающегося инструмента или прижима:
a) пневматическая система (если предусмотрена);
b) гидравлическая система (если предусмотрена).
5.4.2.2 Измерение шума
Производственные условия при измерении шума должны соответствовать ИСО 7960 (приложение L).
Условия при измерении шума станка на рабочем месте и уровней мощности звука должны быть идентичными установке и условиям работы станка.
Для станков, к которым требования ИСО 7960 (приложение L) не применимы, например для различной частоты вращения шпинделя и диаметров инструмента, в отчете об испытании должны быть подробно приведены условия использования станка.
Уровни звуковой мощности должны быть измерены по методу огибающей поверхности согласно требованиям EN ISO 3746 при соблюдении следующих условий:
a) показатель акустических условий окружающей среды K должен быть не более 4 дБ;
b) разница между фоновым уровнем звука и уровнем звука, издаваемого станком в каждой точке измерения, должна быть не менее 6 дБ. Формула корректировки для этой разницы должна применяться и для разницы, равной 10 дБА, согласно требованиям EN ISO 3746 (пункт 8.2);
c) огибающая поверхность измерения в форме прямоугольного параллелепипеда должна быть использована только для измерения на расстоянии 1,0 м от базовой поверхности измерения (источника звука);
d) дополнительное устройство должно быть включено в базовую поверхность (спецификацию), если расстояние от станка до дополнительного устройства меньше 2,0 м;
e) должно быть исключено время измерения, а именно 30 с, требуемое по EN ISO 3746 (пункт 7.5.3);
f) неопределенность, достигаемая при этом методе, составляет 3 дБА;
g) количество точек измерения (позиций микрофона) должно быть равно 9 по ISO 7960 (приложение L).
Альтернативно, там, где технически возможно применять методы измерения шума в зависимости от типа станка, уровни звуковой мощности можно измерять с более высокой точностью, используя метод измерения по EN ISO 3743-1, EN ISO 3743-2, EN ISO 3744 и EN ISO 3745 без указанных выше изменений.
Для определения уровня звуковой мощности по методу интенсивности звука, по взаимной договоренности между потребителем и поставщиком, допускается использовать метод по EN ISO 9614-1.
Уровень звукового давления на рабочем месте должен быть измерен в соответствии с требованиями EN ISO 11202 при соблюдении следующих изменений:
1) показатель акустических условий окружающей среды K или локальный показатель акустических условий окружающей среды на рабочем месте K
должен быть равен или меньше чем 4 дБА;
2) разница между уровнем звукового давления постороннего шума и уровнем звукового давления на рабочем месте должна быть не менее 6 дБ (дБА);
3) локальный показатель акустических условий окружающей среды K должен быть рассчитан в соответствии с EN ISO 11204 (приложение A, пункт A.2), EN ISO 11204/АС и измеряться по методу, установленному в EN ISO 3746 вместо метода, приведенного в EN ISO 11202 (приложение А) и EN ISO 11202/АС, или в соответствии с EN ISO 3743-1, EN ISO 3743-2, EN ISO 3744 или EN ISO 3745, если использовался метод измерения по одному из этих стандартов.
На основании проведенных измерений должна быть оформлена декларация по шуму (см. перечисление u) 6.3).
5.4.3 Удаление стружки и пыли
Должен быть обеспечен отсос стружки и пыли от станка либо посредством встроенных пылеприемников, либо подключением станка к централизованной системе удаления стружки и пыли посредством предусмотренных на станке специальных отсасывающих патрубков.
Если станки имеют два направления вращения шпинделя, устройство для удаления стружки и пыли должно быть спроектировано так, чтобы обеспечивать независимое эффективное удаление для каждого направления вращения.
Это должно быть возможным при использовании любого инструмента через соответствующий присоединительный патрубок для удаления пыли.
Чтобы гарантировать, что удаляемая от станка стружка и пыль от начальной точки образования транспортируется к вытяжной системе, конструкция кожухов, воздухопроводов, дросселей и т.п. должна обеспечивать скорость потока воздуха в воздухопроводе: 20 м/с для сухой стружки и 28 м/с для влажной стружки (содержание влаги не менее 18%).
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
5.4.4 Электробезопасность
Для обеспечения электробезопасности должны быть выполнены требования EN 60204-1 (подраздела 6.2) - по защите от поражения электрическим током при прямом контакте, EN 60204-1 (подраздела 6.3) - по защите от поражения электрическим током при косвенном контакте, EN 60204-1 (раздел 7) - по защите от токов короткого замыкания и перегрузок, если в настоящем стандарте не установлены другие требования.
Примечание - Защита от поражения электрическим током при косвенном контакте обычно обеспечивается посредством автоматического отключения подачи электрической энергии (см. перечисление bb) 6.3).
Наименьшая степень защиты всех электрических компонентов должна быть IP 54 в соответствии с EN 60529.
В первую очередь должны быть выполнены требования следующих разделов EN 60204-1:
a) раздел 7 - защита оборудования;
b) раздел 8 - эквипотенциальные соединения;
c) раздел 12 - кабели и провода;
d) раздел 13 - монтаж электропроводки;
e) раздел 14 - электродвигатели и сопутствующее им оборудование.
Электрические распределительные щитки и шкафы не должны подвергаться опасности от выброса инструментов и обрабатываемых заготовок. Доступ к находящимся под напряжением частям станка должен быть закрыт в соответствии EN 60204-1 (пункт 6.2.2). Риск возгорания не рассматривается, если силовые электрические цепи защищены в соответствии с EN 60204 (пункт 7.2.2).
Силовые питающие провода передвижных станков должны соответствовать типу H07 по HD 22.4 С4.
Проверку непрерывности защитных заземляющих электрических цепей следует проводить по EN 60204-1 (пункт 18.2.2, метод 1), проверку работоспособности - по EN 60204-1 (пункт 18.6).
Контроль: проверка соответствующих чертежей, электрических схем, визуальный контроль станка и соответственно испытания по EN 60204-1 (пункт 18.2.2, метод 1 и пункт 18.6).
Примечание - Для подтверждения характеристик электрических компонентов можно использовать документы их поставщиков.
5.4.5 Эргономика
Должны выполняться требования 5.2.2, 6.3, EN 614-1 [1], EN 1005-3, а также нижеприведенные требования.
Высота верхней поверхности стола для установки обрабатываемой заготовки должна быть 750-950 мм над уровнем пола.
Станок и его органы управления должны быть спроектированы согласно эргономическим принципам EN 1005-4, чтобы избавить оператора от чрезмерных нагрузок.
Расположение, обозначение и освещение (если необходимо) органов управления и приспособлений для подачи материалов и установки инструментов вручную должны соответствовать требованиям EN 894-1, EN 894-2, EN 894-3 и EN 1005-1, EN 1005-2, EN 1005-3.
Рабочие места и зоны, в которых расположены органы управления, ограждения и защитные устройства, должны иметь достаточное освещение, чтобы исключить чрезмерное напряжение зрения оператора в соответствии с требованиями EN 1837.
Части станка, весящие более 25 кг, которые необходимо перемещать в процессе эксплуатации, станки с использованием подъемных устройств должны иметь элементы, необходимые для использования этих устройств, например отверстия, рым-болты и т.п. в соответствии с EN 1005-2. Эти элементы должны быть расположены так, чтобы предохранить сам станок или его части от опрокидывания, падения или самопроизвольного движения во время транспортировки, сборки, демонтажа.
Резервуары для гидравлических жидкостей, приборы для сжатого воздуха и масленки должны быть расположены или ориентированы таким образом, чтобы был обеспечен свободный доступ к зарядным и разгрузочным устройствам.
Примечание - Дополнительные сведения см. в EN 60204-1, EN 614-1 [1] и EN 614-2 [2].
Контроль: проверка соответствующих чертежей и/или электрических схем, измерения и визуальный контроль станка.
5.4.6 Пневматика
Должны выполняться требования EN ISO 4414.
См. также 5.2.1, 5.2.10, 5.2.11, 5.3.9, 5.4.10, 6.1 и 6.2.
5.4.7 Гидравлика
Должны выполняться требования EN ISO 4413.
См. также 5.2.1, 5.2.10, 5.2.11, 5.3.9, 5.4.10, 6.1 и 6.2.
5.4.8 Электромагнитная совместимость
Для обеспечения нормальной работы станок должен быть надежно защищен от электромагнитных помех в соответствии с EN 60439-1, EN 50370-1 и EN 50370-2.
Примечание - Станки, у которых электрические компоненты маркированы "СЕ", и где каждый компонент и электропроводка отвечают требованиям, указанным в информации изготовителя, можно считать надежно защищенными от внешних электромагнитных воздействий.
Контроль: проверка соответствующих чертежей и/или электрических схем и визуальный контроль станка.
5.4.9 Статическое электричество
Если станок снабжен гибкими шлангами для отсоса стружки и пыли, то шланги должны быть заземлены для снятия статического электричества.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
5.4.10 Ошибки установки инструмента
Должна быть исключена возможность установки инструмента диаметром больше, чем предусмотрено конструкцией станка.
Также см. перечисление f) 6.3.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
5.4.11 Отключение энергоснабжения
Должны выполняться требования EN 1037 (раздел 5) и EN ISO 12100 (пункты 6.2.10 и 6.3.5.4).
Следует предусматривать средства для отключения от источников энергии (электрической, пневматической или гидравлической).
Устройства для отключения электропитания станка должны соответствовать EN 60204-1 (пункт 5.3).
Если пневматическая энергия используется только для прижимных устройств, то для отключения подачи воздуха следует использовать быстродействующее отключающее устройство в соответствии с EN ISO 4414, которое не нуждается в блокировке.
Во всех других случаях пневматические выключатели должны быть оборудованы устройством для их блокировки в отключенном состоянии, например посредством замка.
Если станок оснащен DC - системой торможения, то во избежание непреднамеренного включения, включающее устройство не должно быть расположено на той же стороне станка или пульта управления, что и органы управления пуском и остановкой станка.
Если станок снабжен гидравлическим и пневматическим оборудованием, электрическое отключающее устройство может быть также использовано для отключения двигателя привода гидравлического или пневматического узла (если установлен) и сброса остаточного давления от аккумулятора, если он установлен.
Если сбрасывание остаточного давления в гидравлической или пневматической системах может привести в движение любой элемент станка, давление в системе должно сохраняться неизменным для предотвращения этого движения, а сбрасывание давления следует осуществлять только под контролем оператора при помощи специального органа управления.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.4.12 Техническое обслуживание
Должны быть соблюдены принципы EN ISO 12100 (пункт 6.2.15, перечисление е) 6.4.5.1).
Если предусмотрены точки смазки, они должны быть расположены на наружной стороне ограждения инструмента и легкодоступны операторам, стоящим на полу.
Если остаточная энергия накапливается, например, в резервуаре высокого давления или трубопроводе, то должны быть предусмотрены устройства для сбрасывания остаточного давления, например, посредством использования предохранительного клапана.
Сбрасывание остаточного давления следует осуществлять без разъединения трубопровода.
Контроль: проверка соответствующих чертежей, руководства по эксплуатации, визуальный контроль станка и соответствующее функциональное испытание станка.
6 Информация для пользователя
6.1 Предупреждающие устройства
Должны быть соблюдены принципы EN ISO 12100 (пункт 6.4.3), выполнены требования перечисления b) 5.3.3.5, и, кроме того, если станок оборудован пневматической и/или гидравлической системами(ой), а отключение пневматической/гидравлической энергии не достигается путем отключения электропитания, то около главного электрического выключателя должна быть размещена предупреждающая табличка.
Предупреждения должны быть выполнены на языке той страны, в которой будет эксплуатироваться станок, или посредством пиктограмм.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
6.2 Маркировка
Должны быть соблюдены принципы EN ISO 12100 (пункт 6.4.4) и, кроме того, приведенная ниже информация должна быть легко читаемой и несмываемой в течение всего срока эксплуатации станка, она наносится непосредственно на станок, например, гравировкой, травлением или использованием самоклеющихся этикеток или табличек, либо фирменных табличек, закрепленных на станке, например, посредством заклепок или винтов:
a) наименование, юридический и фактический адрес производителя станка и полный адрес его уполномоченного представителя;
b) год изготовления станка;
c) модель, серия или тип станка;
d) серийный или идентификационный номер станка;
e) направление вращения шпинделей инструмента: одна стрелка, если шпиндель вращается по часовой стрелке, две стрелки - если шпиндель может вращаться в обоих направлениях;
f) номинальные данные (особенно для электротехнических изделий: напряжение, частота, мощность и т.п. в соответствии с EN 60204-1 подраздел 16.4);
g) если станок, не имеющий собственного генератора пневматической или гидравлической энергии, подключен к отдельной системе снабжения пневматической и/или гидравлической энергии, то для отключения этой системы на станке должны быть предусмотрены средства отключения этой энергии при выключении главного электрического выключателя станка, например специальный запорный клапан, сблокированный с главным выключателем. Если не предусмотрено отключение подачи этой энергии при выключении главного электрического выключателя, установленного на станке (например, посредством включения запорного клапана), то вблизи главного выключателя должна быть установлена предупреждающая об этом табличка;
h) номинальное давление для гидравлических и/или пневматических систем, если они установлены на станке;
i) если установлены гидравлические и/или пневматические силовые выключатели, их функции, размещение и рабочее положение(я) должны быть четко указаны, например, на фирменной табличке или в виде пиктограмм;
j) диаграмма, показывающая скорость резания в зависимости от частоты вращения шпинделя инструмента и наружного диаметра инструмента. Эта диаграмма должна быть четко видна оператору при регулировке им частоты вращения шпинделя. Должна быть указана частота вращения шпинделя также на каждой позиции устройства переключения частоты вращения шпинделя или на каждой паре шкивов, предназначенных для этой цели.
Таблички или пиктограммы с обозначением номинального давления и размыкающих устройств должны быть размещены вблизи от места установки главного силового выключателя станка.
Таблички или пиктограммы должны четко указывать функцию, расположение и рабочую позицию гидравлического силового выключателя. Они должны быть установлены вблизи от места расположения главного силового выключателя станка.
Таблички должны быть выполнены на языке той страны, где будет эксплуатироваться станок, или, если возможно, в виде пиктограмм.
См. также 5.2.7.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
6.3 Руководство по эксплуатации
Руководство по эксплуатации разрабатывается в соответствии с EN ISO 12100 (пункт 6.4.5) и содержит, как минимум, следующую информацию:
a) повторение информации, указанной на маркировке, пиктограммы и другая информация в соответствии с 6.1 и 6.2;
b) описание работы станка по назначению;
c) указание максимальных размеров обрабатываемой заготовки (длина, ширина, толщина);
d) предупреждение об оставшихся рисках, таких как:
1) снижение опасности от вдыхания выделяемой пыли (например, использование пылезащитных масок);
2) защите глаз (использование очков);
3) защите от шума для предотвращения ухудшения или потери слуха;
4) применение перчаток во избежание порезов при установке инструмента на станок и/или подаче заготовки вручную, при техническом обслуживании станка;
5) категорическое запрещение остановки руками вращающихся оправок с установленным на них инструментом;
6) категорическое запрещение работы на станке без установки находящихся в рабочем состоянии защитных ограждений и других предохранительных устройств, необходимых при обработке;
e) инструкцию по безопасной эксплуатации станка в соответствии с EN ISO 12100 (перечисление d) 6.4.5.1), включающую, как минимум, следующие положения:
1) использование направляющей линейки при прямолинейной обработке для направления обрабатываемой заготовки;
2) использование вспомогательной линейки для минимизации зазора между режущими кромками инструмента и плоскостью направляющей линейки;
3) максимально возможное применение механической подачи заготовки;
4) использование толкающей палки при прямолинейной обработке для подачи заготовки вручную при наличии защитного ограждения;
5) соответствующую настройку инструмента, обеспечивающую обработку при выбранном направлении вращения шпинделя инструмента и встречном резании;
6) использование удлинителей столов как опору для длинных обрабатываемых заготовок;
7) использование защитных ограждений шпинделя инструмента (см. 5.3.7.1) и их регулировку для предотвращения доступа к инструменту во время обработки;
8) использование устройства прижима с высотой прижимного башмака не больше толщины обрабатываемой заготовки;
9) использование специального зажимного приспособления с закрепленным на нем шаблоном и заготовкой при криволинейной обработке с применением направляющего пальца для гарантии устойчивости обрабатываемой заготовки по отношению к обрабатывающему инструменту и предотвращения доступа оператора к этому инструменту;
10) для исключения возможного риска выброса при криволинейной обработке;
11) использование удлинителей столов, обеспечивающих надежную опору для широких зажимных приспособлений с закрепленными на них шаблонами и обрабатываемыми заготовками, и максимально возможное использование встроенного или съемного механизмов подачи;
f) описание режима работы, типа и размеров инструментов, рекомендуемых для работы на станке, включая необходимую длину места для крепления инструментов, необходимость их балансировки и т.д.;
g) указание о том, что следует использовать только инструменты, маркированные MAN в соответствии с EN 847-1. При этом должны выполняться следующие требования:
1) инструменты должны быть заточены, подобраны, установлены и отрегулированы в соответствии с рекомендацией изготовителя инструмента;
2) диаметр головки применяемого направляющего пальца должен быть согласован с диаметром инструмента;
3) использование специальных устройств там, где их можно применить, например направляющие для заготовки;
4) согласование выбранной частоты вращения шпинделя и скорости подачи заготовки с техническими требованиями на применяемый режущий инструмент;
h) указание, что скорость резания не должна превышать 40 м/с, чтобы снизить риск отдачи, но не должна превышать 70 м/с, чтобы снизить риск разрушения инструмента;
i) инструкция по креплению к полу стационарных станков;
j) инструкция по перемещению и креплению во время обработки передвижных станков;
k) указание о необходимости обучения операторов работе на станке, включая его правильное использование и регулировку;
I) требования к местному и общему освещению;
m) требования об обязательном использовании дополнительных механических устройств против ослабления крепления инструмента в случае утечки в гидравлической системе для станков, оборудованных гидравлическим приспособлением для крепления инструмента;
n) рекомендации по обрабатываемой заготовке, включая тип древесины и наименьшие размеры заготовки;
o) рекомендации по выбору и использованию кольцевого ограждения соответствующего размера, если станок снабжен несколькими кольцевыми ограждениями разного размера$
p) рекомендации по регулировке устройства бокового прижима и креплению прижимных башмаков;
q) рекомендации по креплению противовыбрасывающего устройства (например, конечных упоров) на столе или на направляющей линейке;
r) рекомендации по креплению удлинителей столов;
s) рекомендации по безопасной очистке станка;
t) рекомендации по конструкции специального зажимного приспособления для крепления на нем шаблона и обрабатываемой заготовки, обеспечивающей безопасность при его применении, включая точное расположение и надежное крепление на нем обрабатываемой заготовки, надежное удержание этого приспособления рукой (для приспособлений, перемещаемых во время обработки вручную), а также прочность этого приспособления и толкателя для его перемещения вручную;
u) информация о шуме, издаваемом станком, содержащая фактические значения или значения, основанные на базе измерений, проведенных на аналогичном станке в соответствии с методами, приведенными в 5.4.2.2:
A - фактическое значение уровня звукового давления на рабочих местах.
A - фактическое значение уровня звуковой мощности, издаваемой станком.
Декларация должна содержать информацию об используемых методах измерения шума и производственных условиях во время проведения испытания, а также связанных с этими методами значениях погрешности К , используя при этом форму записи со сдвоенными числами в соответствии с EN ISO 4871:
К =4 дБА, при использовании EN ISO 3746 и EN ISO 11202;
К = 2 дБА, при использовании EN ISO 3743-1 или EN ISO 3743-2 или EN ISO 3744;
К =1 дБА, при использовании EN ISO 3745.
Например, для корректированного уровня звуковой мощности L=93 дБА (измеренное значение) при измерении, проведенном в соответствии с EN ISO 3746, погрешность К будет 4 дБА.
Проверку точности декларируемых значений уровня шума следует проводить с использованием того же метода измерения и при тех же условиях эксплуатации, которые приведены в декларации.
Декларация о шуме должна сопровождаться следующим заявлением:
"Приведенные цифры отражают предельные значения уровня шума, но необязательно являются безопасными рабочими уровнями. Несмотря на то что существует соотношение между уровнями излучения и уровнем звукового давления, они не могут быть надежно использованы для определения того, требуются или нет дополнительные меры предосторожности. Факторы, оказывающие влияние на фактический уровень воздействия шума на работников, включают в себя характеристики рабочего помещения, другие источники шума и т.п., например количество станков и других сопутствующих процессов. Допустимый уровень воздействия шума может быть также различным в зависимости от страны. Тем не менее указанная информация даст пользователю станка возможность наилучшим образом оценить опасности и риски".
Примечание 1 - Информация по издаваемому станком шуму должна также быть указана в материалах по продаже.
v) основные требования к вытяжным установкам для удаления стружки и пыли, к которым должен быть подсоединен станок:
1) наименьший объем отсасываемого воздуха, м/ч;
2) наименьшее допустимое разряжение на присоединительном патрубке для подключения станка к вытяжной системе при рекомендуемой скорости воздушного потока 20 м/с;
3) наименьшая допустимая скорость прохождения воздушного потока в вытяжном трубопроводе в м/с;
4) размеры поперечного сечения и характерные особенности для каждого присоединительного патрубка;
w) требования об обязательном подключении станка к внешней системе удаления стружки и пыли;
Примечание 2 - Сведения о наружных стационарных установках для удаления стружки и пыли, установленных отдельно от станка см. в EN 12779 [5].
x) инструкция о порядке проведения регулярного технического обслуживания станка, включая перечень устройств, подлежащих регулярной проверке (в особенности механических тормозов), с указанием частоты и методов проведения этих проверок, в особенности:
1) устройств включения аварийной остановки - путем функционального испытания;
2) защитных ограждений с блокировкой - путем открывания поочередно каждого ограждения для проверки невозможности включения станка при открытом положении любого ограждения;
3) устройств торможения - путем функционального испытания для проверки установленного времени торможения;
y) информации об условиях, обеспечивающих надежное крепление станка и его компонентов в течение всего срока службы, исключающее возможность его опрокидывания, падения, перемещения в неконтролируемом направлении во время транспортирования, сборки, эксплуатации и демонтажа;
z) описание оперативных методов, которые следует применять при типовых несчастных случаях или поломках, приводящих к блокировке станка и для безопасного разблокирования оборудования;
aa) спецификации запасных частей, которые могут влиять на здоровье и безопасность операторов;
bb) информацию о мерах по обеспечению защиты людей от поражения электрическим током при косвенном контакте.
Контроль: проверка руководства по эксплуатации и соответствующих чертежей.
Приложение A
(справочное)
Применение "успешно испытанных" компонентов
Для того чтобы считаться "успешно испытанными" компонентами, в соответствии с EN ISO 13849-1 (пункт 6.2.4), эти компоненты должны соответствовать требованиям следующих стандартов:
a) для электрических компонентов - EN ISO 13849-2 [15] (таблицы D.1-D.17) и, кроме того:
1) EN 60947-5-1 [9] - для переключателей управления с принудительно размыкающимся действием, используемых как механически действующие позиционные датчики для блокировки ограждений и для переключателей, используемых во вспомогательных цепях;
2) EN 60947-4-1 [8] - для электромеханических контакторов и пускателей электродвигателей, которые используются в силовых цепях;
3) HD 22.1 С4 [18] - для электропроводов с резиновой изоляцией;
4) HD 21.1 С4 [17] - для электропроводов с поливинилхлоридной (ПВХ) изоляцией, если эти провода дополнительно защищены от механических повреждений (например, внутри станин);
b) для электрических цепей управления - EN 60204-1 (пункт 9.4.2.1, первые четыре перечисления), (см. также EN ISO 13849-2 [15] (таблицы D.1 и D.2));
c) для механических элементов, воздействующих друг на друга, - EN ISO 12100 (пункт 6.2.5);
d) для механически действующих позиционных датчиков для блокировки приводных ограждений и контактных кулачков - EN 1088 (пункты 5.2 и 5.3), (см. также EN ISO 13849-2 [15] (таблицы А.1-А.5));
e) для пневматических и гидравлических компонентов и систем - EN ISO 4414 и EN ISO 4413 (см. также EN ISO 13849-2 [15] (таблицы B.1-B.18 и таблицы C.1-C.12)).
Эти условия должны быть учтены также для всех компонентов, подвергающихся воздействию окружающей среды, например пыли и/или газов.
Примечание - EN ISO 13849-2 [15] содержит полезную информацию для оценки "успешно испытанных" компонентов и возможных исключений ошибок.
Приложение B
(обязательное)
Испытания на устойчивость передвижных станков
Станок должен быть установлен в рабочее положение на древесно-стружечной плите, закрепленной на полу; колеса должны быть заторможены или подняты от пола (если имеются соответствующие устройства). Устройства, влияющие на устойчивость (например, съемный механизм подачи), могут быть установлены на станке. Горизонтальная сила F=500 Н должна быть приложена в середине передней поверхности стола в направлении, показанном на рис.B.1.
Горизонтальная сила F=500 Н должна быть приложена в середине боковой поверхности стола в направлении, показанном на рис.B.1. В обоих случаях станок не должен сдвигаться или наклоняться.
Рисунок В.1 - Испытание на устойчивость передвижных станков
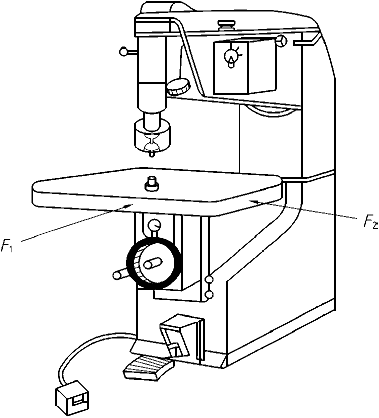
Приложение C
(обязательное)
Методика испытания тормозных устройств
C.1 Условия для всех испытаний
a) шпиндельный узел должен быть установлен в соответствии с инструкцией изготовителя по использованию станка по назначению (например, натяжение ремня), (см. также подраздел 6.3);
b) должны быть выбраны условия испытания, вызывающие наибольшую кинетическую энергию для конкретной конструкции станка (тип и размеры инструмента, частота вращения шпинделя и т.п.);
c) перед началом испытания шпиндель должен вращаться для прогрева не менее 15 минут без нагрузки (на холостом ходу);
d) отклонение фактической частоты вращения шпинделя от установленной не должно превышать ±10%;
e) прибор для измерения частоты вращения должен иметь погрешность в пределах шкалы измерения не более 1%;
f) прибор для измерения времени должен иметь погрешность не более 0,1 с.
С.2 Испытания
С.2.1 Время выбега без торможения
Время выбега без торможения должно быть измерено следующим образом:
a) отключить двигатель привода шпинделя и измерить время выбега без торможения до полной остановки шпинделя;
b) повторно запустить двигатель привода шпинделя и дождаться достижения шпинделем заданной частоты вращения;
c) повторить этапы по перечислениям a) и b) не менее двух раз.
Время выбега без торможения определяется как среднее арифметическое значение из трех произведенных измерений.
С.2.2 Время выбега с торможением
Время выбега с торможением должно быть измерено следующим образом:
a) отключить двигатель привода шпинделя с автоматическим включением тормозного устройства и измерить время выбега до полной остановки шпинделя;
b) обеспечить интервал до повторного пуска шпинделя не менее 1 мин;
c) повторить пуск двигателя привода шпинделя и обеспечить вращение шпинделя без нагрузки с установленной частотой вращения в течение 1 мин;
d) повторить этапы по перечислениям a)-c) не менее 9 раз.
Время выбега с торможением определяется как среднее арифметическое значение из десяти произведенных измерений.
Библиография
[1] | EN 614-1:2006 Safety of machinery - Ergonomic design principles - Part 1: Terminology and general principles (Безопасность машин и механизмов. Эргономические принципы проектирования. Часть 1. Терминология и общие принципы) |
[2] | EN 614-2:2000 Safety of machinery - Ergonomic design principles - Part 2: Interactions between the design of machinery and work tasks (Безопасность машин. Эргономические принципы проектирования. Часть 2. Взаимосвязь между конструкцией машин и рабочими заданиями) |
[3] | EN 848-3:2007 Safety of woodworking machines - One side moulding machines with rotating tool - Part 3: Numerically controlled (NC) boring and routing machines (Безопасность деревообрабатывающих станков. Станки фрезерные односторонние. Часть 3. Сверлильные и фрезерные станки с числовым программным управлением (ЧПУ)) |
[5] | EN 12779:2004 Safety of woodworking machines - Chip and dust extraction systems with fixed installation - Safety related performance and safety requirements (Безопасность деревообрабатывающих станков. Стационарные установки для удаления стружки и пыли. Рабочие характеристики, связанные с безопасностью) |
[6] | EN 60745-1:2006 Hand-held motor-operated electric tools - Safety - Part 1: General requirements (IEC 60745-1, modified) (Электроинструменты ручные с приводом от двигателя. Безопасность. Часть 1. Общие требования (МЭК 60745-1-2006, модифицированный)) |
[7] | EN 60745-2-17:2003 Hand-held motor-operated electric tools - Safety - Part 2-17: Particular requirements for planers (IES 607-2-17:2003, modified) (Электроинструменты ручные с приводом от двигателя. Безопасность. Часть 2-17. Частные требования к ручным фасонно-фрезерным станкам и машинам для обрезки кромок (МЭК 60745-2-17-2003, модифицированный)) |
[8] | EN 60947-4-1:2001 Low-voltage switchgear and controlgear - Part 4-1: Contactors and motor-starters - Electromechanical contactors and motor-starters (IEC 60947-4-1:2000) (Аппаратура коммутационная и механизмы управления низковольтные комплектные. Часть 4-1. Контакторы и пускатели электродвигателей. Электромеханические контакторы и пускатели электродвигателей (МЭК 60947-4-1-2000)) |
[9] | EN 60947-5-1:2004 Low-voltage switchgear and controlgear - Part 5-1: Control circuit devices and switching elements - Electromechanical control circuit devices (IEC 60947-5-1:2003) (Аппаратура коммутационная и механизмы управления низковольтные. Часть 5-1. Устройства и коммутационные элементы цепей управления. Электромеханические устройства цепей управления (МЭК 60947-5-1-2003)) |
[10] | EN 61029-1:2000 Safety of transportable motor-operated electric tools - Part 1: General requirements (IEC 61029-1:1999, modified) (Безопасность инструментов переносных с электроприводом. Часть 1. Общие требования (МЭК 61029-1-1999, модифицированный)) |
[11] | EN 61029-2-8:2003 Safety of transportable motor-operated electric tools - Part 2: Particular requirements for single spindle vertical moulders (IEC 61029-2-8: 1995+A1:1999+A2:2001, modified) (Безопасность инструментов передвижных с электроприводом. Часть 2. Частные требования к одношпиндельным вертикальным фрезерным станкам по дереву (МЭК 61029-2-8-1995+А1-1999+А2-2001, модифицированный)) |
[12] | EN 61310-1:2008 Safety of machinery - Indication, marking and actuation - Part 1: Requirements for visual, auditory and tactile signals (IEC 61310-1:1995) (Безопасность машин. Индикация, маркировка и приведение в действие. Часть 1. Требования к визуальным, звуковым и тактильным знакам (МЭК 61310-1-1995)) |
[13] | EN 62061:2005 Safety of machinery - Functional safety of safety-related electrical, electronic and programmable electronic control systems (IEC 62061:2005) (Безопасность машин и механизмов. Функциональная безопасность электрических, электронных и программируемых электронных систем контроля, связанных с безопасностью (МЭК 62061-2005)) |
[14] | EN ISO 11688-2:2000 Acoustics - Recommended practice for the design of low-noise machinery and equipment - Part 2: Introduction to the physics of low-noise design (ISO/TR 11688-2:1998) (Акустика. Рекомендуемая практика проектирования машин и оборудования с уменьшенным уровнем производимого шума. Часть 2. Введение в физику проектирования с уменьшенным уровнем звука (ИСО/ТО 11688-2-1998)) |
[15] | EN ISO 13849-2:2008 Safety of machinery - Safety-related parts of control systems - Part 2: Validation (ISO 13849-2:2003) (Безопасность машин. Детали систем управления, связанные с обеспечением безопасности. Часть 2. Валидация (ИСО 13849-2-2003)) |
[16] | EN ISO 13857:2008 Safety of machinery distances to prevent hazard zones being reached by upper and lower limbs (ISO 13857:2008) (Безопасность машин. Безопасные расстояния для обеспечения недоступности опасных зон для верхних и нижних конечностей (ИСО 13857-2008)) |
[17] | HD 21.1 S4:2002 Cables of rated voltages up to and including 450/750 V and having thermoplastic insulation - Part 1: General requirements (ГД 21.1 C4 Силовые кабели номинальным напряжением до 450/750 В включительно с изоляцией из термопластика. Часть 1. Общие требования) |
[18] | HD 22.1 S4:2002 Cables of rated voltages up to and including 450/750 V and having cross-linked insulation - Part 1: General requirements (ГД 22.1 C4 Силовые кабели номинальным напряжением до 450/750 В включительно с изоляцией из сшитого полиэтилена. Часть 1. Общие требования) |
Приложение ДА
(справочное)
Сведения о соответствии межгосударственных (региональных) стандартов ссылочным европейским (региональным) стандартам
Таблица ДА.1
Обозначение и наименование ссылочного европейского (регионального) стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
EN 414 Безопасность оборудования. Правила разработки и оформления стандартов по безопасности | - | * |
EN 847-1:2005+А1:2007 Инструменты станочные для деревообработки. Требования безопасности. Часть 1. Фрезерные инструменты, дисковые пилы | - | * |
EN 847-2:2001 Инструменты деревообрабатывающие. Требования безопасности. Часть 2. Требования к хвостовикам фрез | - | * |
EN 847-3:2004 Инструменты станочные для деревообработки. Требования безопасности. Часть 3. Зажимные устройства | - | * |
EN 894-2 Безопасность машин. Эргономические требования по конструированию средств отображения информации и органов управления. Часть 2. Дисплеи | - | * |
EN 894-3 Безопасность машин. Эргономические требования по конструированию средств отображения информации и органов управления. Часть 3. Исполнительные механизмы системы управления | - | * |
EN 1005-1:2001+А1:2008 Безопасность машин. Физические возможности человека. Часть 1. Термины и определения | - | * |
EN 1005-2:2003+А1:2008 Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами | IDT | ГОСТ EN 1005-2-2005 Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами |
EN 1005-3 Безопасность машин. Физические возможности человека. Часть 3. Рекомендуемые пределы усилий для работы на машинах | - | * |
EN 1005-4:2005 Безопасность машин. Физические возможности человека. Часть 4. Оценка рабочих поз и движений относительно машины | - | * |
EN 1037:1995 Безопасность машин. Предотвращение неожиданного повторного пуска | - | * |
EN 1088:1995 Безопасность машин. Блокировочные устройства, связанные с ограждениями. Основные принципы для проектирования и выбора | - | * |
EN 1837:1999+А1:2009 Безопасность машин. Встроенное освещение машин | IDT | ГОСТ EN 1837-2002 Безопасность машин. Встроенное освещение машин |
EN 50370-1:2005 Электромагнитная совместимость (ЕМС). Стандартные изделия для установки на станках. Часть 1. Излучение | - | * |
EN 50370-2:2003 Электромагнитная совместимость (ЕМС). Стандартные изделия для установки на станках. Часть 2. Защищенность | - | * |
EN 60204-1:2006 (МЭК 60204-1:2006) Безопасность машин. Электрооборудование машин. Часть 1. Общие требования | - | * |
EN 60529:1991 (IEC 529-1989) Степени защиты, обеспечиваемые оболочками (IP-код) | MOD | ГОСТ 14254-96 (IEC 529:1989). Степени защиты, обеспечиваемые оболочками (код IP) |
EN ISO 3743-1:1995 (ISO 3743-1-1995) Акустика. Определение уровней звуковой мощности источников шума. Технические методы для небольших подвижных источников в реверберационных полях. Часть 1. Сравнительный метод для твердостенных испытательных камер | - | * |
EN ISO 3743-2:1996 (ISO 3743-2-1996) Акустика. Определение уровней звуковой мощности источников шума. Технические методы для небольших подвижных источников в реверберационных полях. Часть 2. Методы для специальных реверберационных испытательных камер | - | * |
EN ISO 3744:1995 (ISO 3744-1994) Акустика. Определение уровней звуковой мощности источников шума с использованием звукового давления. Технический метод в условиях свободного звукового поля над отражающей плоскостью | - | * |
EN ISO 3745:2003 (ISO 3745-2003) Акустика. Определение уровня звуковой мощности источников шума по звуковому давлению. Точные методы для заглушенных и полузаглушенных камер | MOD | ГОСТ 31273-2003 Шум машин. Определение уровней звуковой мощности по звуковому давлению. Точные методы для заглушенных камер |
EN ISO 3746:1995 (ISO 3746:1995) Акустика. Определение уровня звуковой мощности источников шума по звуковому давлению. Контрольный метод с использованием огибающей поверхности измерения над плоскостью отражения | - | * |
EN ISO 4413-2010 Гидравлика. Общие правила и требования безопасности систем и их компонентов | - | * |
EN ISO 4414-2010 Пневматика. Общие правила и требования безопасности систем и их компонентов | - | * |
EN ISO 4871-1996 (ISO 4871:1996) Акустика. Заявленные значения шумоизлучения машин и оборудования и их проверка | MOD | ГОСТ 30691-2001 (ISO 4871-96) Шум машин. Заявление и контроль значений шумовых характеристик |
EN ISO 9614-1:1995 (ISO 9614-1:1993) Акустика. Определение уровней звуковой мощности источников шума на основе интенсивности звука. Часть 1. Измерение в отдельных точках | MOD | ГОСТ 30457-97 (ISO 9614-1-1993) Акустика. Определение уровней звуковой мощности источников шума на основе интенсивности звука. Измерение в дискретных точках. Технический метод |
EN ISO 11202:1995 (ISO 11202:1995) Акустика. Шум, издаваемый машинами и оборудованием. Измерение уровней звукового давления на рабочем месте и в других установленных точках. Контрольный метод измерения на месте | MOD | ГОСТ 31169-2003 (EN ISO 11202-1995) Шум машин. Измерение уровней звукового давления излучения на рабочем месте и в других контрольных точках. Ориентировочный метод измерений на месте установки |
EN ISO 11204:1995 Акустика. Шум, издаваемый машинами и оборудованием. Измерение уровней звукового давления на рабочем месте и в других установленных точках. Метод, требующий поправок на внешние воздействующие факторы | MOD | ГОСТ 30683-2000 (ISO 11204-1995) Шум машин. Измерение уровней звукового давления излучения на рабочем месте и в других контрольных точках. Метод с коррекциями на акустические условия |
EN ISO 11688-1:1998 (ISO/TR 11688-1:1998) Акустика. Рекомендуемая практика проектирования машин и оборудования с уменьшенным уровнем производимого шума. Часть 1. Планирование | - | * |
EN ISO 13849-1:2008 Безопасность машин. Детали систем управления, связанные с обеспечением безопасности. Часть 1. Общие принципы проектирования | - | * |
EN ISO 13850:2006 (ISO 13850:2006) Безопасность машин. Аварийный останов. Принципы проектирования | - | * |
ISO 7948:1987 Станки деревообрабатывающие. Ручные фасонно-фрезерные станки. Номенклатура и условия приемки | - | * |
ISO 7960:1995 Шумы, распространяющиеся по воздуху при работе станков. Режимы работы деревообрабатывающих станков | - | * |
HD 22.1 С4:2002 Силовые кабели номинальным напряжением до 450/750 В включительно с изоляцией из сшитого полиэтилена. Часть 1. Общие требования | - | * |
* Соответствующий межгосударственный или национальный стандарт отсутствуют. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты. | ||
Приложение ДБ
(справочное)
Перечень действующих межгосударственных стандартов, касающихся деревообрабатывающих фрезерных станков
Требования, установленные настоящим стандартом, соответствуют и расширяют требования действующих межгосударственных стандартов на деревообрабатывающие фрезерные станки, представленные в таблице ДБ.1.
Таблица ДБ.1
Обозначение стандарта | Наименование стандарта |
ГОСТ 12.2.026.0-93 | Оборудование деревообрабатывающее. Требования безопасности к конструкции (раздел 5, пункт 5.5) |
УДК 621.9.02-434.5:006.354 | ОКС 13.110; 79.120.10 | ОКП 38 1000 |
Ключевые слова: деревообрабатывающие станки, фрезерные станки, станки фрезерно-копировальные, опасности и опасные ситуации, безопасность станков, требования безопасности, риск, защитные меры против механических опасностей, защитные меры против немеханических опасностей, тормозные устройства, испытания, снижение шума, информация, маркировка, производитель, пользователь | ||
Электронный текст документа
и сверен по:
, 2015
{kind=link}