
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
ПОДДОНЫ ДУШЕВЫЕ ЧУГУННЫЕ ЭМАЛИРОВАННЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 10161-83
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ СТРОИТЕЛЬСТВА
Москва
РАЗРАБОТАН Министерством промышленности строительных материалов СССР
ИСПОЛНИТЕЛИ
О. П. Михеев, канд. техн. наук (руководитель темы); В. И. Горбунов, канд. техн. наук; В. И. Фельдман, канд. техн. наук; Н. Д. Воронцова; Н. Ф. Жукова
ВНЕСЕН Министерством промышленности строительных материалов СССР
Зам. министра А. Я. Анпилов
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 10 января 1983 г. № 2
УДК 621.648.4:669.13:006.354 Группа Ж21
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПОДДОНЫ ДУШЕВЫЕ ЧУГУННЫЕ ЭМАЛИРОВАННЫЕ
ГОСТ
10161-83
Технические условия
Cast-iron enamelled shower basins. Specifications
Взамен
ГОСТ 10161—73
ОКП 49 4500
Постановлением Государственного комитета СССР по делам строительства от 10 января 1983 г. № 2 срок введения установлен
Настоящий стандарт распространяется на душевые чугунные эмалированные поддоны (далее — поддоны), устанавливаемые в санитарно-бытовых помещениях, общественных и производственных зданий.
Поддоны должны удовлетворять всем требованиям ГОСТ 18297—80 и настоящего стандарта.
1.1. Поддоны следует изготовлять типов;
ПДЧМ 800 — поддон душевой чугунный эмалированный мелкий
размерами 800X800 мм (см. черт. 1);
ПДЧМ 900 — поддон душевой чугунный эмалированный мелкий
размерами 900X900 мм (см. черт. 2);
ПДЧГ 800 — поддон душевой чугунный эмалированный глубокий размерами 800x800 мм (см. черт. 3).
Примечание. Поддоны типа ПДЧМ 900 разрешается изготовлять да 1 января 1985 г.
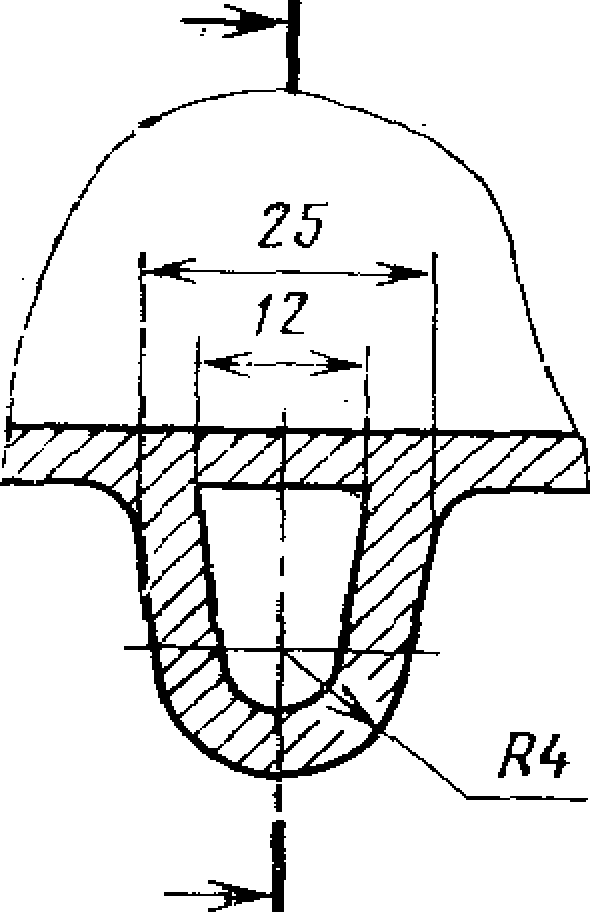
1.2. Основные размеры поддонов должны соответствовать указанным на черт. 1—3, размеры отверстия для выпуска — на черт. 4.
Предельные отклонения размеров; габаритных ±5 мм, присоединительных ±3 мм.
с 01.01.84
Несоблюдение стайдарта преследуется по закону
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
Издание официальное
Перепечатка воспрещена
© Издательство стандартов, 1983
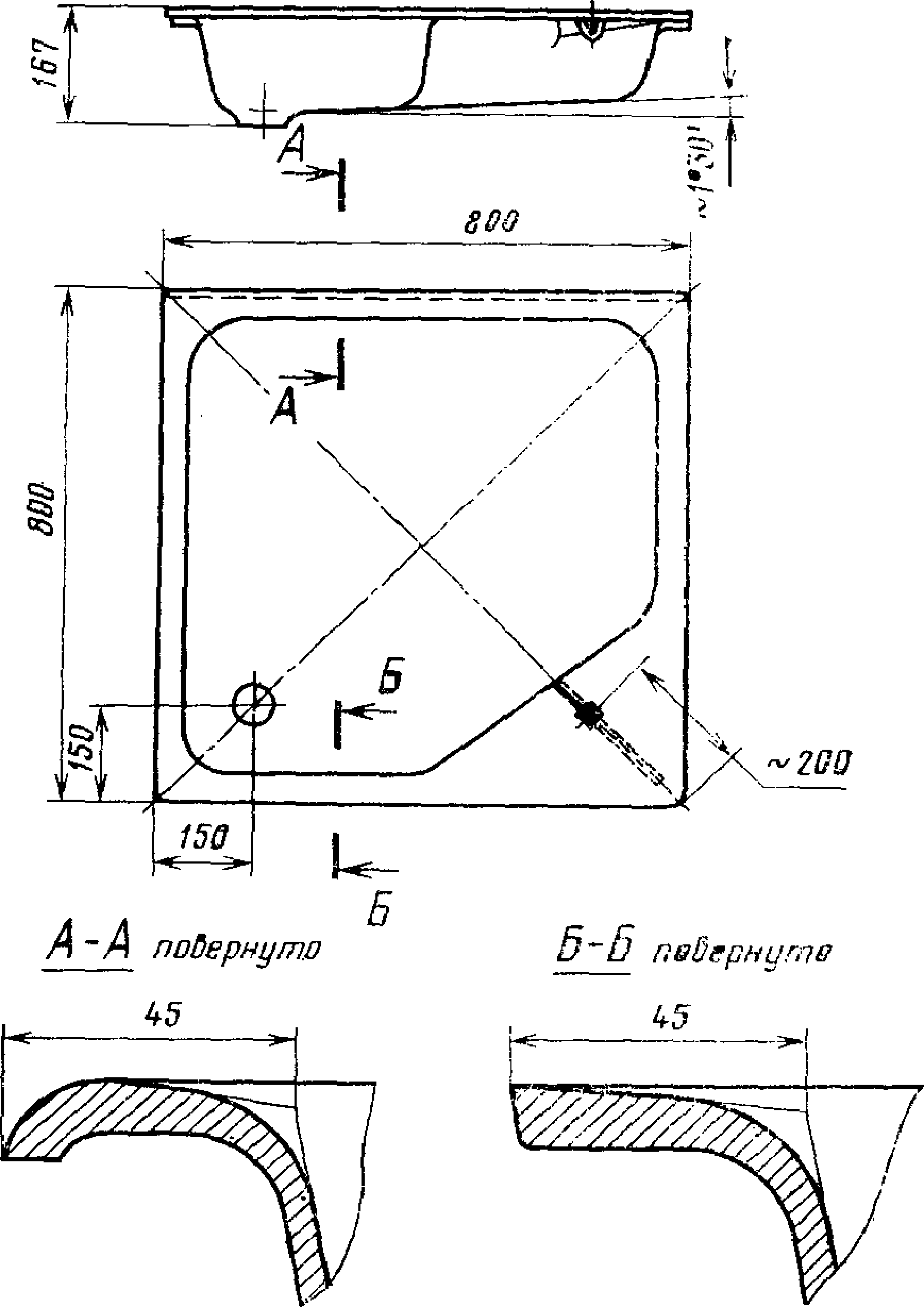
Справочная масса поддона после эмалирования 52,5 ш
Справочная площадь эмалированной поверхности поддона 0,95 м2
Черт. 1
Отклонения остальных размеров и по массе не должны превышать установленных в ГОСТ 1855—55 для отливок III класса точности.
1.3. Условное обозначение поддонов в технической документации и при заказе должно состоять из слова «Поддон», обозначений типа поддона и настоящего стандарта.
Пример условного обозначения мелкого душевого чугунного эмалированного поддона типа ПДЧМ 800:
Поддон ПДЧМ 800 ГОСТ 10161—83
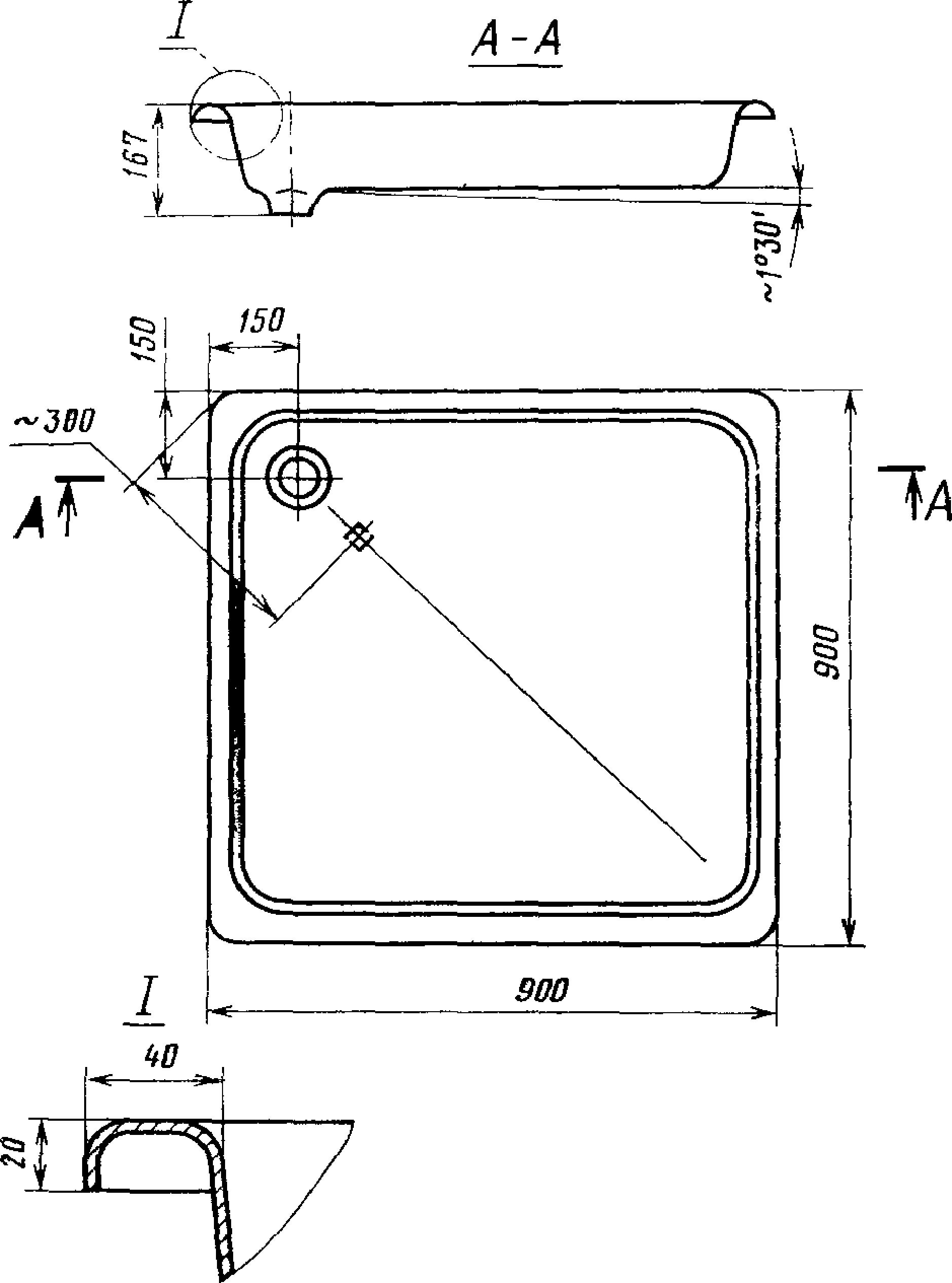
Справочная масса поддона после эмалирования 60,0 кг. Справочная плошадь эмалированной поверхности поддона 1,20 м2.
Черт. 2
А-А
Б-Б
подирнуто
аГ
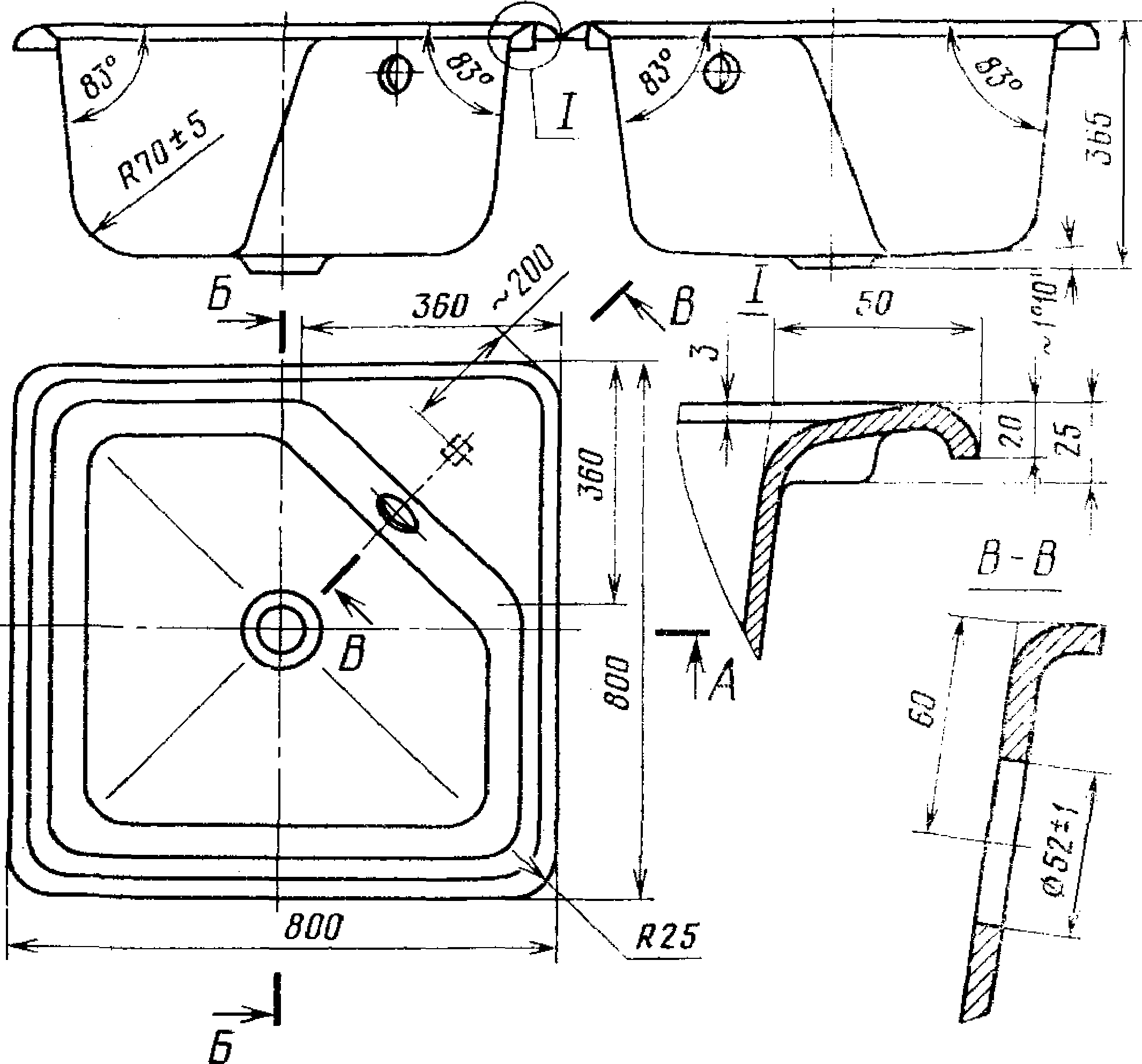
Справочная масса поддона после эмалирования 70,0 кг. Справочная площадь эмалированной поверхности поддона 1,35 м2.
'Черт. 3
Отверстие для выпуска (после эмалирования)
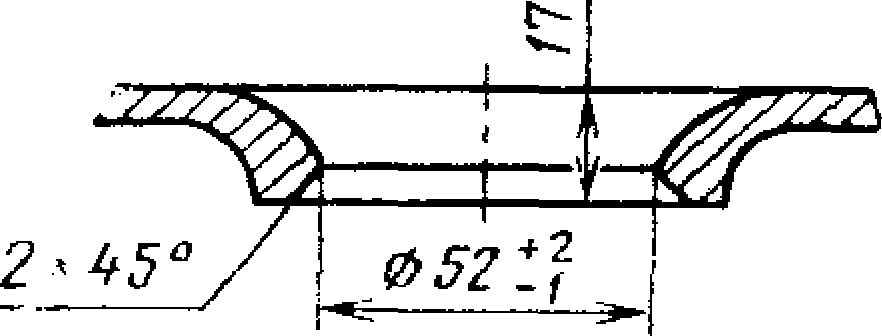
Черт. 4
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Поддоны следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Отклонения от прямолинейности в плоскости бортов (коробление) поддонов не должны превышать, мм:
2.5 -— в поддонах высшего сорта
3.0 » » первого »
4.5 » » второго »
6.0 » » третьего »
2.3. Сортность поддонов устанавливается низшей из оценок по величине отклонений от прямолинейности в плоскости бортов (короблению), указанных в п. 2.2., и по качеству эмалевого покрытия в соответствии с требованиями ГОСТ 18297—80.
2.4. Уплотняемые поверхности сливного и переливного отверстий поддонов должны быть ровными, без наплывов эмали.
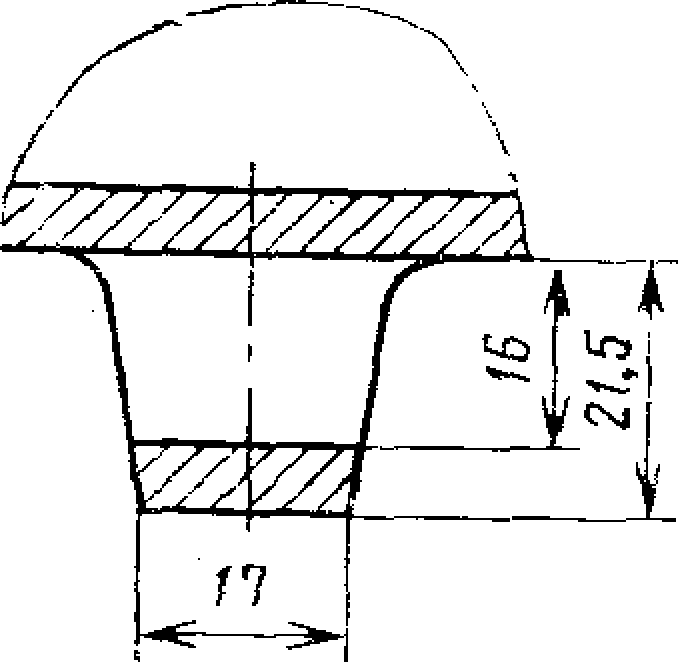
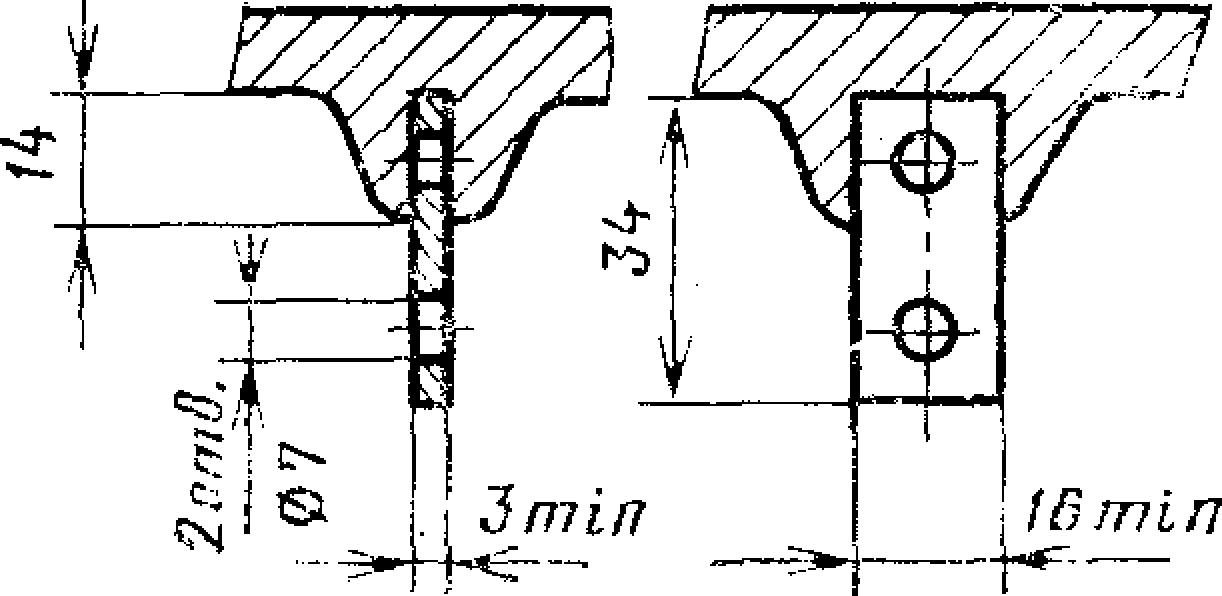
2.5. Поддон должен иметь прилив под полкой или днищем или залитую в том же месте в корпус поддона стальную пластинку, изготовленную из стали марки СтЗ по ГОСТ 380—71, толщиной не менее 3 мм и площадью сечения не менее 24 см2 для присоединения уравнителя электрических потенциалов между корпусом поддона и металлической водопроводной трубой холодной воды.
Конструкция и размеры приливов и стальных пластинок приведены в рекомендуемом приложении 1.
2.6. Уравнители электрических потенциалов между корпусом поддона и металлической водопроводной трубой должны удовлетворять требованиям правил устройства электрических установок Госэнергонадзора.
Длина проводника уравнителя электрических потенциалов указывается в спецификации потребителя; при отсутствии таких указаний проводник изготовляют длиной 365 мм.
Конструкция и размеры уравнителя электрических потенциалов приведены в рекомендуемом приложении 2.
2.7. По высшей категории качества могут быть аттестованы поддоны, у которых отклонения от прямолинейности в плоскости бортов не превышают значений, допускаемых для поддонов высшего сорта согласно требованиям п. 2.2, а эмалевое покрытие удовлетворяет требованиям, предъявляемым к покрытию приборов высшего сорта согласно ГОСТ 18297—80.
3. КОМПЛЕКТНОСТЬ
3.1. Поддоны должны поставляться предприятием-изготовителем комплектно. В комплект входят: поддон, водосливная арматура (сифон, выпуск с деталями крепления, а для глубокого поддона также пробка с цепочкой или капроновой нитью либо лесной и
детали перелива) по ГОСТ 23412—79 или по техническим условиям, уравнитель электрических потенциалов.
Поддоны высшей категории качества должны комплектоваться выпусками с пробками и цепочками, а также крышками переливов высшей категории качества.
По согласованию между потребителем и предприятием-изго-товителем поддоны допускается поставлять без комплектующих изделий или без части этих изделий.
3.2. При поставке поддонов в торговую сеть в комплект должна входить также инструкция по монтажу и эксплуатации.
4. ПРАВИЛА ПРИЕМКИ И МЕТОДЫ КОНТРОЛЯ
4.1. Правила приемки и методы- контроля поддонов — по ГОСТ 18297—80.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка поддонов — по ГОСТ 18297—80.
5.2. Поддоны перед погрузкой в транспортное средство упаковывают поштучно или пакетами.
5.3. При поштучной упаковке по верху бортов каждого поддона накладывают деревянную раму, скрепленную с двумя поперечными планками, подложенными под нижнюю сторону бортов, стальной упаковочной лентой по ГОСТ 3560—73 либо проволокой по ГОСТ 3282—74, или гвоздями.
5.4. При упаковке пакетами между поддонами укладывают прокладки, обеспечивающие зазор между поддонами не менее J0 мм. Прокладки изготовляют из дерева, картона или других мягких материалов. Пакет заключают в деревянную обрешетку и скрепляют стальной упаковочной лентой по ГОСТ 3560—73. Обрешетка по своей конструкции должна обеспечивать сохранность поддонов и их эмалевого покрытия при транспортировании и хранении.
Число поддонов в пакете устанавливается по согласованию между предприятием-изготовителем и потребителем.
5.5. Допускается упаковку поддонов осуществлять иными способами в тару по техническим условиям, согласованным с транспортной организацией, Всесоюзным научно-исследовательским экспериментально-конструкторским институтом тары и упаковки (ВНИЭКИТУ) Госснаба СССР и потребителем.
5.6. Водоразборную арматуру, входящую в комплект поставки поддонов, упаковывают в соответствии с требованиями нормативно-технической документации на эти изделия.
5.7. На тару с упакованными в нее поддонами и комплектующими изделиями наносят транспортную маркировку груза в соответствии с требованиями ГОСТ 14192—77.
5.8. Транспортированием поддонов может производиться любым видом транспорта в соответствии с правилами перевозок грузов, действующими на транспорте каждого вида.
5.9. Хранение поддонов — по ГОСТ 18297—80,
6. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
6.1. При чистке (мытье) поддонов не допускается применять моющие средства, содержащие абразивные материалы (песок, мел, тертый кирпич и т. п.) или агрессивные жидкости (концент-трированные кислоты и др.).
ПРИЛОЖЕНИЕ 1 Рекомендуемое
Прилив на наружной поверхности поддона для присоединения уравнителя электрических потенциалов
А
А
А-А
Стальная пластинка, залитая в корпус поддона, для присоединения уравнителя электрических потенциалов
ПРИЛОЖЕНИЕ 2 Рекомендуемы
Уравнитель электрических потенциалов между корпусом поддона и металлической водопроводной трубой холодной воды
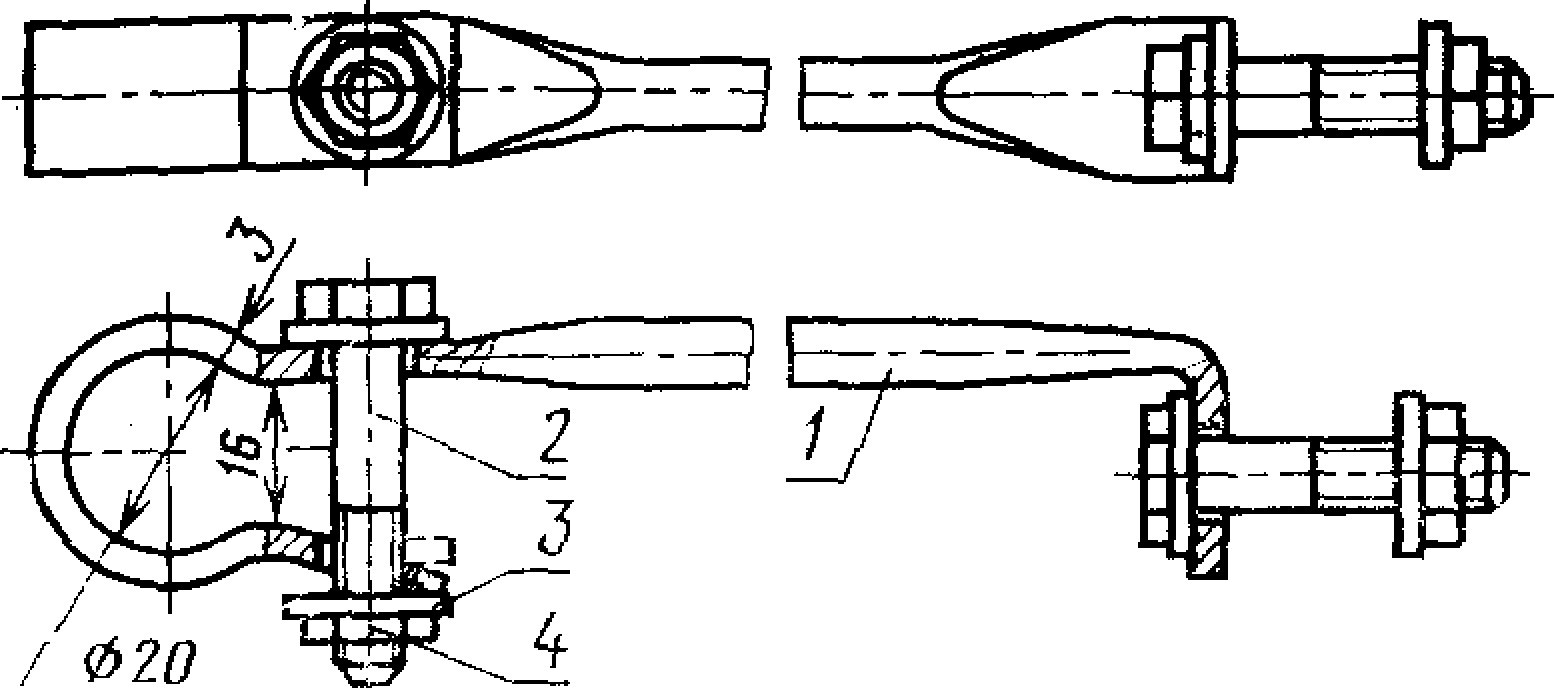
Номер пози ции | Наименование деталей | Количество | Материал |
1 | Проводник | 1 | Проволока стальная сечением не менее 24 см2 по ГОСТ 14085—79 нлн лента стальная по ГОСТ 503—81 или ГОСТ 16523—70 толщиной не менее 3 мм и сечением не менее 24 см2 |
2 | Болт М6Х35 по ГОСТ 7798—70 | 2 | Сталь марки не ниже 10 по ГОСТ 1050—74 |
3 | Шайба 6 по ГОСТ 11371—78 | 4 | То же |
4 | Гайка Мб по ГОСТ 5915—70 | 2 | » |
Редактор А. Л. Владимиров Технический редактор О. Н. Никитина Корректор Я. Б, Жуховцева
Сдано в наб. 08.02.83 Подп. в печ. 24.03.83 0,75 п. л. 0,48 уч.-изд. л. Тир. 12000 Цена 3 кои.
Ордена «Знак Почета» Издательство стандартов, 123557, Москва, Новопресненский пер., 3. Калужская типография стандартов, ул. Московская, 256. Зак. 467
{kind=link}