ГОСТ 23289-2016
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
АРМАТУРА САНИТАРНО-ТЕХНИЧЕСКАЯ ВОДОСЛИВНАЯ
Технические условия
Waste water drain sanitary accessories. Specifications
ОКС 91.140.70
Дата введения 2017-04-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "Научно-исследовательский институт санитарной техники" (ОАО "НИИсантехники")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 31 августа 2016 г. N 90-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 11 ноября 2016 г. N 1678-ст межгосударственный стандарт ГОСТ 23289-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 апреля 2017 г.
5 ВЗАМЕН ГОСТ 23289-94
6 ПЕРЕИЗДАНИЕ. Декабрь 2019 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт распространяется на санитарно-техническую водосливную арматуру: сифоны, выпуски, переливы и т.д. (далее - арматура), предназначенную для отведения в канализационную сеть сточных вод из санитарно-технических приборов (ванн, душевых поддонов, умывальников, моек, биде), устанавливаемых в зданиях различного назначения.
Обязательные требования к качеству арматуры изложены в 4.1, 5.2.1-5.2.20.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9.032 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.301 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 9.302 (ИСО 1463-82, ИСО 2064-80, ИСО 2106-82, ИСО 2128-76, ИСО 2177-85, ИСО 2178-82, ИСО 2360-82, ИСО 2361-82, ИСО 2819-80, ИСО 3497-76, ИСО 3543-81, ИСО 3613-80, ИСО 3882-86, ИСО 3892-80, ИСО 4516-80, ИСО 4518-80, ИСО 4522-1-85, ИСО 4522-2-85, ИСО 4524-1-85, ИСО 4524-3-85, ИСО 4524-5-85, ИСО 8401-86) Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 9.303 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования к выбору
ГОСТ 9.306 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Обозначения
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 380 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 494 Трубы латунные. Технические условия
ГОСТ 1412 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 2226 Мешки из бумаги и комбинированных материалов. Общие технические условия
ГОСТ 2689 Допуски и посадки размеров свыше 500 до 10000 мм
ГОСТ 2991 Ящики дощатые неразборные для грузов массой до 500 кг Общие технические условия
ГОСТ 3262 Трубы стальные водогазопроводные. Технические условия
ГОСТ 5582 Прокат тонколистовой коррозионно-стойкий, жаростойкий и жаропрочный. Технические условия
ГОСТ 6357 Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая
ГОСТ 7338 Пластины резиновые и резинотканевые. Технические условия
ГОСТ 7933 Картон для потребительской тары. Общие технические условия
ГОСТ 8433 Вещества вспомогательные ОП-7 и ОП-10. Технические условия
ГОСТ 9833 Кольца резиновые уплотнительные круглого сечения для гидравлических и пневматических устройств. Конструкция и размеры
ГОСТ 10354 Пленка полиэтиленовая. Технические условия
ГОСТ 11710 Допуски и посадки деталей из пластмасс
ГОСТ 14192 Маркировка грузов
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15527 Сплавы медно-цинковые (латуни), обрабатываемые под давлением. Марки
ГОСТ 15846 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 15897 Нить полиамидная для технических тканей. Технические условия
ГОСТ 16093 (ИСО 965-1:1998, ИСО 965-3:1998) Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 16337 Полиэтилен высокого давления. Технические условия
ГОСТ 16338 Полиэтилен низкого давления. Технические условия
ГОСТ 17711 Сплавы медно-цинковые (латуни) литейные. Марки
ГОСТ 24705 (ИСО 724:1993) Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 26996 Полипропилен и сополимеры пропилена. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 сифон: Узел водосливной арматуры для образования и сохранения гидравлического затвора.
3.2 гидравлический затвор: Столб воды в сифоне, перекрывающий его проходной канал.
3.3 выпуск: Узел водосливной арматуры, предназначенный для приема сточной воды из санитарно-технического прибора.
3.4 перелив: Узел водосливной арматуры, предназначенный для слива излишней воды из санитарно-технического прибора при достижении в нем максимального уровня воды.
3.5 пропускная способность: Расход воды через водосливную арматуру при незатопленной воронке выпуска.
3.6 присоединительный размер: Диаметр отводной трубы.
4 Сокращения
В настоящем стандарте применены следующие сокращения:
СБУ - | сифон бутылочный унифицированный с выпуском и вертикальным или горизонтальным отводом для умывальников, моек, раковин, биде; |
СБУ2 - | то же, для умывальников и моек с двумя чашами; |
СТУ - | сифон трубный с унифицированным выпуском, горизонтальным или вертикальным отводом для умывальников, моек, раковин, биде; |
СТУ2 - | то же, для умывальников и моек с двумя чашами; |
СВПГ - | сифон с выпуском и переливом для ванн и глубоких душевых поддонов; |
СПМ - | сифон с выпуском для мелких душевых поддонов; |
СТУНС - | сифон трубный с унифицированным выпуском, горизонтальным или вертикальным отводом для умывальников, моек, раковин из гофрированной трубы из нержавеющей стали для зданий повышенной этажности. |
5 Типы и основные размеры
5.1 Типы, основные размеры арматуры должны соответствовать указанным в таблице 1 и на рисунках 1-6.
Таблица 1
Тип сифона | Наименование | Номер рисунка |
СБУ | Сифон бутылочный унифицированный с выпуском и вертикальным или горизонтальным отводом для умывальников, моек, биде | 1 |
СБУ2 | То же, для умывальников и моек с двумя чашами | 2 |
СТУ | Сифон трубный с унифицированным выпуском, горизонтальным или вертикальным отводом для умывальников, моек, биде | 3 |
СТУ2 | То же, для умывальников и моек с двумя чашами | 4 |
СВПГ | Сифон с выпуском и переливом для ванн и глубоких душевых поддонов | 5 |
СПМ | Сифон с выпуском для мелких душевых поддонов | 6 |
СТУНС | Сифон трубный с унифицированным выпуском, горизонтальным или вертикальным отводом для умывальников, моек, раковин из гофрированной трубы из нержавеющей стали для зданий повышенной этажности | 3 |
Условное обозначение сифонов для применения в технической документации и при заказе должно состоять из слова "Сифон", названия материала, обозначения типа сифона, а для бутылочных и трубных пластмассовых сифонов - дополнительно букв "в" или "г", характеризующих вид отвода (вертикальный или горизонтальный), и обозначения настоящего стандарта.
Пример условного обозначения сифона бутылочного пластмассового с унифицированным выпуском и вертикальным отводом для умывальников, моек, биде, изготовляемого в соответствии с требованиями настоящего стандарта:
Сифон пластмассовый СБУ в ГОСТ 23289-2016
|
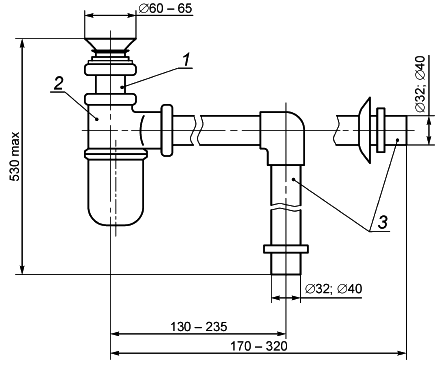
1 - выпуск; 2 - корпус сифона; 3 - отвод
Рисунок 1 - Сифон бутылочный унифицированный с выпуском и вертикальным или горизонтальным отводом для умывальников, моек, биде (тип СБУ)
|
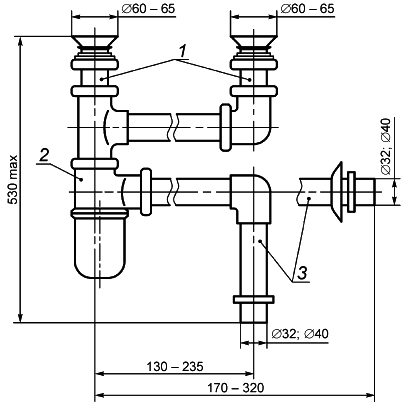
1 - выпуск; 2 - корпус сифона; 3 - отвод
Рисунок 2 - Сифон бутылочный унифицированный с выпуском и вертикальным или горизонтальным отводом для умывальников и моек с двумя чашами (тип СБУ2)
|
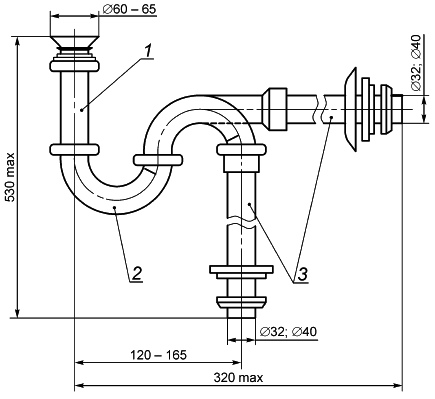
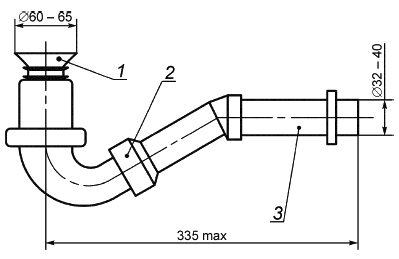
1 - выпуск; 2 - корпус сифона; 3 - отвод
Рисунок 3 - Сифон трубный с унифицированным выпуском, вертикальным или горизонтальным отводом для умывальников, моек, биде (тип СТУ, СТУНС)
|
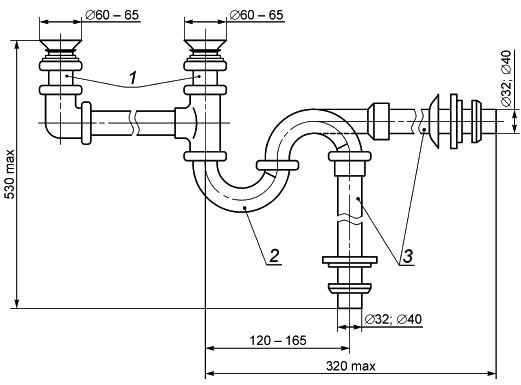
1 - выпуск; 2 - корпус сифона; 3 - отвод
Рисунок 4 - Сифон трубный с унифицированным выпуском, вертикальным или горизонтальным отводом для умывальников и моек с двумя чашами (тип СТУ2)
|
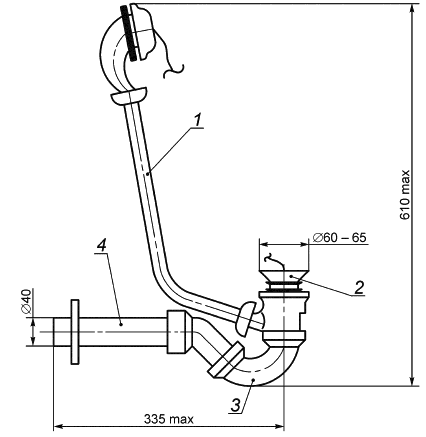
1 - перелив; 2 - выпуск; 3 - корпус сифона; 4 - отвод
Рисунок 5 - Сифон с выпуском и переливом для ванн и глубоких душевых поддонов (тип СВПГ)
|
1 - выпуск; 2 - корпус сифона; 3 - отвод
Рисунок 6 - Сифон с выпуском для мелких душевых поддонов (тип СПМ)
6 Общие технические требования
6.1 Арматуру следует изготовлять в соответствии с требованиями настоящего стандарта и по технической документации на арматуру конкретных типов. При разработке конструкторской и технологической документации на изделия конкретных типов необходимо применять показатели качества, указанные в приложении А.
6.2 Характеристики
6.2.1 Пропускная способность арматуры должна быть, л/с, не менее:
0,15 - выпуск с сифоном для умывальников, моек, биде;
0,25 - выпуск с сифоном для ванн и душевых поддонов, перелив для умывальников и моек;
0,35 - перелив для ванн и глубоких душевых поддонов.
6.2.2 Высота гидравлического затвора в сифонах для умывальников, моек, биде должна быть не менее 60 мм, в сифонах для ванн и душевых поддонов - не менее 55 мм.
6.2.3 Для зданий повышенной этажности высоту гидравлического затвора для умывальников, моек, биде следует предпочтительно принимать 80 мм (тип СТУНС).
6.2.4 Крышки переливов и выпуски должны иметь встроенные решетки для предотвращения засорения сифонов.
6.2.5 Свободное проходное сечение выпускного патрубка сифона должно быть больше свободного проходного сечения выпуска.
6.2.6 Конструкция сифона должна обеспечивать возможность монтажа и демонтажа деталей, предусмотренных для прочистки, преимущественно без применения инструмента.
6.2.7 Бутылочные сифоны должны обеспечивать возможность вертикального перемещения их отводов относительно выпуска, а трубные - возможность поворота отвода для изменения расстояния между его осью и осью выпуска.
6.2.8 Отвод сифона для ванн и глубоких душевых поддонов должен обеспечивать возможность поворота его под трубой перелива в горизонтальной плоскости.
6.2.9 Предельные отклонения свободных размеров металлических деталей арматуры не должны превышать установленных в ГОСТ 2689 для изделий 7-го класса точности, пластмассовых - в ГОСТ 11710.
6.2.10 Сифоны в собранном виде с выпусками и соединения выпусков и крышек переливов с санитарно-техническими приборами должны быть герметичными при давлении воды 0,01 МПа или воздуха при давлении 0,005 МПа при погружении проверяемого изделия в емкость с водой.
6.2.11 Пробка должна плотно закрывать отверстие выпуска.
6.2.12 Крепление цепочки или лески к пробке выпуска должно выдерживать усилие 100 Н без повреждений.
6.2.13 Пластмассовая арматура должна быть:
- стойкой к воздействию переменных температур и обеспечивать исправную работу при переменном воздействии на него горячей (температурой до 75°С и кратковременно до 80°С) и холодной [температурой (17±5)°С] воды;
- стойкой к воздействию внутренних напряжений;
- пластичной.
6.2.14 Детали арматуры, изготовленной из пластмассы, не должны иметь трещин, вздутий, наплывов, раковин, следов холодного спая и видимых без применения увеличительных приборов посторонних включений. Выступы и углубления в местах удаления литников не должны превышать 1 мм. Не допускается коробление деталей, влияющие на качество их сопряжений.
6.2.15 Литые латунные детали арматуры не должны иметь трещин, следов литников, наплывов и шлаковых включений.
Детали, отлитые в металлических и песчаных формах, должны быть очищены от пригоревшей формовочной и стержневой смеси.
На невидимых после установки арматуры поверхностях литых деталей не должно быть более пяти незаделанных раковин диаметром до 1 мм. Заваренные и зашлифованные раковины не должны ухудшать внешний вид деталей после нанесения на них гальванического покрытия.
6.2.16 Детали арматуры, изготовленные методом штамповки, должны быть гладкими и очищенными от смазочных материалов.
6.2.17 Внутренняя поверхность корпусов чугунных сифонов должна быть покрыта силикатной эмалью любого цвета.
Наружные поверхности стальных и чугунных деталей арматуры (переливной трубы, тройника, накидной гайки, корпусов сифона и перелива) должны иметь лакокрасочные покрытия одного цвета, соответствующие ГОСТ 9.032.
6.2.18 Защитные и/или защитно-декоративные металлические и неметаллические покрытия следует выбирать по ГОСТ 9.303.
Технические требования к покрытиям и к поверхности основного материала должны соответствовать ГОСТ 9.301. Обозначения покрытий - по ГОСТ 9.306.
6.2.19 Поверхность резиновых деталей должна быть гладкой, не должна иметь неровностей и заусенцев.
6.2.20 Основные размеры трубной резьбы на металлических деталях должны соответствовать требованиям ГОСТ 6357 (класс точности В), основные размеры метрической резьбы - требованиям ГОСТ 24705 с допусками по ГОСТ 16093, степень точности 7.Н - для внутренней резьбы и 8g - для наружной резьбы.
Резьба должна быть чистой и не должна иметь поврежденных ниток. На отдельных деталях допускаются зашлифованные нитки общей длиной не более 10% длины резьбы.
6.2.21 Резьба на пластмассовых деталях должна обеспечивать возможность свинчивания деталей вручную.
Не допускаются смещение ниток резьбы и облой в местах смыкания формы, коробления, утяжины, повреждение резьбы.
6.3 Требования к сырью, материалам и комплектующим изделиям
6.3.1 Для изготовления арматуры необходимо применять коррозионно-стойкие материалы, обеспечивающие выполнение требований настоящего стандарта при эксплуатации изделий в помещениях категории 4.2 по ГОСТ 15150-69 (см. приложение Б).
6.3.2 Материалы, из которых изготовляют арматуру, должны быть указаны в технической документации на арматуру конкретных типов.
6.4 Комплектность
6.4.1 Арматуру следует поставлять комплектно. Комплектность поставки должна быть указана в технической документации на арматуру конкретных типов.
6.4.2 К каждой партии отгружаемой арматуры должны быть приложены инструкция по монтажу и эксплуатации и паспорт, в котором указывают:
- наименование или товарный знак и адрес предприятия-изготовителя;
- условное обозначение водосливной арматуры;
- число изделий в партии;
- гарантийные сроки;
- дату приемки арматуры отделом технического контроля.
Допускается объединять паспорт с инструкцией по монтажу и эксплуатации.
6.5 Маркировка
6.5.1 На наружной стороне одной из деталей арматуры должен быть нанесен товарный знак предприятия-изготовителя или его наименование.
6.5.2 Маркировка должна быть четкой и сохраняться в течение всего срока службы арматуры.
6.5.3 Маркировку производят методом гравировки литьевых форм в процессе производства. Возможны и другие способы нанесения маркировки.
6.5.4 Транспортная маркировка должна соответствовать требованиям ГОСТ 14192 и содержать манипуляционные знаки: "Осторожно. Хрупкое", "Верх, не кантовать", "Боится сырости".
6.5.5 На каждое грузовое место должен крепиться ярлык из картона, фанеры или бумаги, покрытой пленкой, содержащий:
- наименование предприятия-изготовителя;
- наименование изделия;
- номер партии и дату изготовления;
- количество изделий в упаковке в штуках или массу в килограммах.
6.6 Упаковка
6.6.1 Упаковка должна обеспечивать сохранность арматуры при транспортировании и хранении.
6.6.2 При поставке потребителю арматуру упаковывают в коробки из картона по ГОСТ 7933, деревянные ящики по ГОСТ 2991, мешки из полиэтиленовой пленки по ГОСТ 10354 толщиной не менее 0,1 мм, бумажные мешки по ГОСТ 2226.
Арматура может поставляться в контейнерах по нормативной документации предприятия-изготовителя или по действующим стандартам.
6.6.3 При транспортировании и погрузочно-разгрузочных работах должна быть предусмотрена возможность пакетирования, исключающая механическое повреждение арматуры.
6.6.4 При поставке арматуры в торговую сеть ее поштучно упаковывают в полиэтиленовые мешочки и укладывают в картонные коробки.
Допускается иной вид упаковки, при этом должны быть приняты меры к предохранению арматуры от механических повреждений.
6.6.5 На упаковку наклеивают этикетку, в которой указывают:
- наименование или товарный знак предприятия-изготовителя;
- наименование изделия;
- обозначение настоящего стандарта;
- массу ящика брутто, которая не должна превышать 50 кг.
На упаковке с изделиями, в которую вложены паспорт и инструкция по монтажу и эксплуатации, должно быть указано "Документация", исключая поставки в торговую сеть.
6.6.6 При поставке водосливной арматуры в торговую сеть инструкцию по монтажу и эксплуатации и паспорт вкладывают в упаковку для каждого изделия.
6.6.7 Тара и упаковка изделий, поставляемых в районы Крайнего Севера и приравненные к ним местности, должны соответствовать требованиям ГОСТ 15846.
7 Правила приемки
7.1 Арматуру принимают партиями. В состав партии входят изделия одного типа, изготовленные из сырья одной марки по одной и той же технологической документации, одновременно предъявляемые на приемку.
7.2 Для проверки соответствия арматуры требованиям настоящего стандарта предприятие-изготовитель проводит приемо-сдаточные, периодические и типовые испытания. Для испытания отбирают изделия из партии методом случайного отбора.
7.3 Виды контроля и объемы выборки при приемо-сдаточных испытаниях указаны в таблице 2.
Таблица 2
Контролируемый параметр | Номер пункта настоящего стандарта | Объем выборки из партии | |
технических требований | методов испытаний | ||
1 Внешний вид, качество резьбы | 6.2.14-6.2.20 | 8.1, 8.2 | 1% партии, но не менее 5 шт. |
2 Основные размеры и предельные отклонения от них | 6.2.9, 6.2.20, рисунки 1-6 | 8.2 | То же |
3 Плотность закрывания отверстия выпуска пробкой | 6.2.11 | 8.5 | " |
4 Качество гальванопокрытия и его толщина | 6.2.18 в части адгезии и шероховатости | 8.3 | " |
5 Герметичность сифонов в сборе | 6.2.10 | 8.4 | 1% партии, но не менее 5 шт. |
6 Прочность крепления пробки и лески или цепочки | 6.2.11 | 8.6 | Для каждой новой партии лески, новой литьевой формы пробки или после ее ремонта, но не реже одного раза в месяц на пяти образцах |
7 Марки материалов | 6.3.1 | 8.13 | Каждая партия сырья |
7.4 Приемо-сдаточные испытания пластмассовой арматуры следует проводить не ранее чем через 5 ч после ее изготовления.
7.5 Если при приемо-сдаточных испытаниях хотя бы одно изделие не будет соответствовать требованиям настоящего стандарта, проводят повторную проверку по этому показателю удвоенного числа изделий, взятых из той же партии.
В случае неудовлетворительных результатов повторной проверки партия арматуры приемке не подлежит. Допускается поштучная приемка арматуры.
7.6 Периодические испытания на соответствие техническим требованиям настоящего стандарта по 6.2.8-6.2.21, 6.3, 6.4, 6.6.1, 6.6.2 проводят не реже одного раза в год не менее чем на пяти образцах.
7.7 При получении неудовлетворительных результатов по какому-либо показателю изготовитель переводит испытания по этому показателю в категорию приемо-сдаточных до достижения положительных результатов не менее чем на пяти партиях подряд.
7.8 Типовые испытания проводят в целях оценки эффективности и целесообразности внесения изменений в конструкцию арматуры, технологию ее изготовления или при изменении композиции сырья, которые могут повлиять на технические и эксплуатационные характеристики.
7.9 Арматура, подвергшаяся периодическим и типовым испытаниям, поставке потребителю не подлежит.
8 Методы испытаний
8.1 Внешний вид и качество поверхности арматуры и ее деталей согласно требованиям 6.2.14-6.2.19 проверяют визуально без применения увеличительных приборов при естественном или искусственном освещении, обеспечивающем освещенность не менее 200 лк, сравнением внешнего вида и качества поверхностей проверяемой арматуры с внешним видом и качеством поверхностей образцов-эталонов.
8.2 Размеры арматуры (6.2.9), выступы и углубления (6.2.14) проверяют универсальным или специальным измерительными инструментом и шаблонами, размеры раковин (6.2.14), резьб на металлических деталях (6.2.20) - соответствующими калибрами. Размеры резьб на пластмассовых деталях должны обеспечиваться точностью формующего инструмента, и их контролируют при приемке технологической оснастки или по требованию потребителя.
8.3 Толщину гальванического покрытия проверяют по ГОСТ 9.302.
8.4 Герметичность сифонов в собранном виде с выпусками и соединениями выпусков и крышек переливов с санитарно-техническими приборами (6.2.10) проверяют на стенде водопроводной водой температурой (20±15)°С и давлении 0,01 МПа в течение 30 с или сжатым воздухом при давлении 0,005 МПа при погружении изделия в емкость с водой.
Арматуру считают выдержавшей испытания, если при осмотре мест соединения не будут обнаружены течь воды или запотевания.
8.5 Плотность закрывания пробкой (6.2.11) проверяют наполнением санитарно-технического прибора с установленным в нем выпуском, закрытым пробкой, водой температурой (20±15)°С; при этом уровень воды над верхней кромкой выпуска для мойки, раковины, умывальника и биде должен быть не менее 120 мм, а над верхней кромкой выпуска для всех остальных приборов - не менее 250 мм.
Отверстия выпуска считают плотно закрытым пробкой, если через него в течение 1 мин просочится не более 15 см воды.
8.6 Прочность крепления цепочки (6.2.11), лески или капроновой нити к пробке проверяют подвешиванием груза массой 10 кг к свободному концу лески или цепочки при неподвижно закрепленной пробке. После выдержки в течение 1 мин и снятия груза крепление пробки не должно нарушиться.
8.7 Пропускную способность арматуры всех типов (кроме перелива для ванн) проверяют подачей в прибор с установленными в нем выпуском и сифоном воды с расходом, заданным в 6.2.1 и измеряемым расходомером. Выпуск с сифоном обеспечивает заданную пропускную способность, если через 300 с после достижения по показаниям расходомера стабильного заданного расхода воды толщина слоя воды над верхней кромкой выпуска, замеренная на расстоянии (100±20) мм от центра выпуска, не превышает 15 мм.
8.8 Пропускную способность переливов ванн и глубоких душевых поддонов, а также умывальников и моек проверяют подачей воды в заполненный ею до перелива прибор с расходом 0,35 и 0,25 л/с соответственно, измеряемым расходомером.
Перелив обеспечивает заданную пропускную способность (6.2.1), если через 300 с после достижения стабильного уровня воды, подаваемой в прибор с заданным расходом, этот уровень не будет превышать отметку верхней кромки отверстия перелива.
8.9 Стойкость пластмассовых деталей арматуры к воздействию внутренних напряжений (6.2.13) проверяют в последовательности, приведенной ниже.
Детали помещают в емкость с кипящим 20%-ным раствором вещества ОП-10 по ГОСТ 8433 и выдерживают в нем в течение 30 мин. Во избежание всплывания деталей к ним прикрепляют груз. По окончании испытания детали охлаждают и подвергают визуальному осмотру.
Деталь считают выдержавшей испытание, если при осмотре не будут обнаружены расслоения, пузыри, трещины. Глубину расслоения линий холодного спая, а также трещин или пузырей определяют распиливанием деталей поперек направления дефекта и измерением его штангенциркулем по ГОСТ 166.
В месте расположения литника расслоение линий холодного спая не должно превышать половины толщины стенки, а трещины не должны проникать в стенку на глубину более 20% ее толщины.
8.10 Стойкость пластмассовой арматуры к воздействию переменных температур (6.2.13) проверяют на стенде попеременным воздействием на нее горячей и холодной воды. Для этого изделие подсоединяют к емкостям с холодной и горячей водой и с помощью двухходового клапана обеспечивают чередующуюся подачу с паузой не более 60 с по 25 л воды из каждой емкости в течение 3 мин.
Температура холодной воды должна быть (17±5)°С, горячей - (80±2)°С. После 2500 циклов попеременного воздействия холодной и горячей водой изделие выдерживают в течение 15 мин и подвергают визуальному осмотру, а также проверяют его сборность и разборность.
Изделие считают выдержавшим испытание, если в нем не нарушена герметичность, не произошло ухудшение его внешнего вида и его можно вновь разобрать и собрать.
8.11 Пластичность деталей пластмассовой арматуры (6.2.13) определяют прибором (см. рисунок 7).
Прибор состоит из резервуара 12, помещенного в металлический корпус 11 со стеклянной дверцей 10, фиксирующих приспособлений 14, рычажного устройства 6 с регулирующим упором 9, передающим усилие груза через стержень 1 на испытуемую деталь 13. Стержень представляет собой цилиндрический штифт диаметром 6 мм со срезанным под углом 90° конусом и плоской площадкой рабочей поверхности диаметром 3 мм. В оправе 3 стержень зажимается двумя гайками 2.
Испытание проводят в последовательности, приведенной ниже.
Деталь закрепляют в фиксирующих приспособлениях 14 так, чтобы рабочая поверхность стержня 1 соприкоснулась с испытуемым участком детали 13, при этом не допускается закреплять или располагать фиксирующие держатели или их части внутри детали. С помощью груза 7, устанавливаемого на рычажном устройстве 6, и верньера 4 создают давление на стержень, равное 10 Н. Затем резервуар заполняют водой температурой (20±2)°С до полного погружения детали и выдерживают в течение 30 мин. После этого конус индикатора 8 устанавливают на нуль, спокойно без удара опускают стержень и через 25 с снимают показание индикатора 8, определяющее глубину вдавливания стержня в испытуемую деталь 13.
Цена деления индикатора должна быть не более 0,1 мм.
Деталь считают выдержавшей испытание, если глубина вдавливания стержня в испытуемую деталь не превышает 0,9 мм.
|
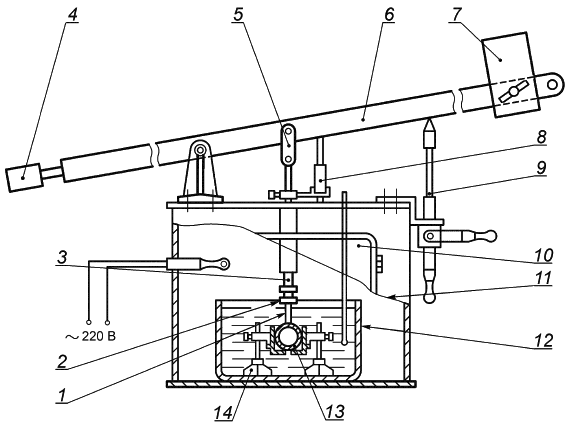
1 - стержень; 2 - гайка; 3 - оправа; 4 - верньер; 5 - серьга; 6 - рычажное устройство; 7 - груз; 8 - индикатор; 9 - регулирующий упор; 10 - стеклянная дверца; 11 - металлический корпус; 12 - резервуар; 13 - испытуемая деталь; 14 - фиксирующее приспособление
Рисунок 7
8.12 Высота гидравлического затвора (6.2.2), предотвращение засорения (6.2.4, 6.2.5), возможность монтажа и демонтажа (6.2.6-6.2.8) должны быть обеспечены на стадии конструирования изделия технологической оснасткой и проверены в соответствии с требованиями технологического регламента при приемке изделия.
8.13 Проверку марок материалов на соответствие требованиям 6.3 проводят по сертификатам при входном контроле каждой партии сырьевых материалов или по результатам лабораторных анализов.
9 Транспортирование и хранение
9.1 Арматуру следует перевозить крытыми транспортными средствами любого вида согласно правилам перевозки грузов, действующим на каждом виде транспорта.
9.2 Условия транспортирования и хранения арматуры в части воздействия климатических факторов должны соответствовать условиям хранения 2 (С) по ГОСТ 15150.
9.3 Арматуру необходимо хранить в неотапливаемых складских помещениях при условиях, исключающих вероятность механических повреждений, или в отапливаемых складах не ближе 1 м от отопительных приборов с защитой от воздействия прямых солнечных лучей и атмосферных осадков.
10 Указания по монтажу и эксплуатации
10.1 Монтаж и ремонт арматуры следует осуществлять в соответствии с инструкцией по монтажу и эксплуатации.
10.2 Для чистки пластмассовой арматуры не допускается применение моющих средств, содержащих абразивные материалы.
11 Гарантии изготовителя
11.1 Предприятие-изготовитель должно гарантировать соответствие арматуры требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации изделий.
11.2 Гарантийный срок эксплуатации арматуры - один год со дня сдачи объекта в эксплуатацию или реализации через торговую сеть, но не более полутора лет со дня ее отгрузки предприятием-изготовителем.
Приложение А
(рекомендуемое)
Номенклатура показателей качества санитарно-технической водосливной арматуры
А.1 Высота гидравлического затвора.
А.2 Расход сточной воды.
А.3 Пробное давление воды.
А.4 Стойкость к попеременному воздействию холодной и горячей воды.
А.5 Ударная прочность.
А.6 Стойкость к воздействию внутренних напряжений.
А.7 Пластичность.
А.8 Присоединительные размеры.
А.9 Показатели внешнего вида.
А.10 Шероховатость видимых поверхностей.
А.11 Вид покрытия.
Приложение Б
(справочное)
Перечень материалов для изготовления санитарно-технической водосливной арматуры
Б.1 Пластмассы: полиэтилен низкого давления первого и высшего сортов со стабилизирующими добавками по ГОСТ 16338; полиэтилен высокого давления первого и высшего сортов со стабилизирующими добавками по ГОСТ 16337; полипропилен литьевых марок по ГОСТ 26996; сэвилен по техническим условиям.
Б.2 Металл: латунь по ГОСТ 17711; латунные трубки по ГОСТ 494; серый чугун по ГОСТ 1412; стальные трубы по ГОСТ 3262; углеродистая сталь обыкновенного качества по ГОСТ 380 с защитным покрытием по ГОСТ 9.306; нержавеющая сталь по ГОСТ 5582 или по техническим условиям.
Б.3 Резина: резиновые уплотнительные кольца по ГОСТ 9833; резина по ГОСТ 7338; формовая резина по техническим условиям.
Б.4 Детали крепления пробки выпуска: капроновая нить по ГОСТ 15897, капроновая леска по действующим техническим условиям или цепочка из полиэтилена по ГОСТ 16338 или латуни по ГОСТ 15527.
УДК 621.643.4:696.14:006.354 | ОКС 91.140.70 |
Ключевые слова: арматура санитарно-техническая водосливная, сифоны, выпуски, переливы | |
Электронный текст документа
и сверен по:
, 2019
{kind=link}