ГОСТ 23695-2016
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРИБОРЫ САНИТАРНО-ТЕХНИЧЕСКИЕ СТАЛЬНЫЕ ЭМАЛИРОВАННЫЕ
Технические условия
Enameled steel sanitary equipment. Specifications
МКС 91.140.70
Дата введения 2017-04-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "Научно-исследовательский институт санитарной техники" (ОАО "НИИсантехники")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол 31 августа 2016 г. N 90-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 11 ноября 2016 г. N 1680-ст межгосударственный стандарт ГОСТ 23695-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 апреля 2017 г.
5 ВЗАМЕН ГОСТ 23695-94
6 ПЕРЕИЗДАНИЕ. Декабрь 2019 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт распространяется на санитарно-технические стальные эмалированные приборы (далее - приборы): ванны, душевые поддоны, мойки, устанавливаемые в зданиях различного назначения.
Стандарт не распространяется на приборы специального назначения, подвергаемые воздействию морской или минеральной воды, а также других агрессивных сред.
Обязательные требования к качеству продукции изложены в 5.2 (в части предельных отклонений и высоты), 5.3-5.5, 6.2.5, 6.2.13, 6.2.16-6.2.21.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 503 Лента холоднокатаная из низкоуглеродистой стали. Технические условия
ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 3282 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 4404 Графит для производства карандашных стержней. Технические условия
ГОСТ 4470 Реактивы Марганца (IV) окись. Технические условия
ГОСТ 5915* Гайки шестигранные класса точности В. Конструкция и размеры
_____________________
* Действуют ГОСТ ISO 4032-2014; ГОСТ ISO 8673-2014.
ГОСТ 6613 Сетки проволочные тканые с квадратными ячейками. Технические условия
ГОСТ 7798 Болты с шестигранной головкой класса точности В. Конструкция и размеры
ГОСТ 10905 Плиты поверочные и разметочные. Технические условия
ГОСТ 11371 Шайбы. Технические условия
ГОСТ 12026 Бумага фильтровальная лабораторная. Технические условия
ГОСТ 13451 Материалы полевошпатные и кварц-полевошпатные для стекольной промышленности. Технические условия
ГОСТ 14192 Маркировка грузов
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15846 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 16523 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
ГОСТ 23932 Посуда и оборудование лабораторные стеклянные. Общие технические требования
ГОСТ 25809 Смесители и краны водоразборные. Типы и основные размеры
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 мойка: Санитарный прибор в виде одной или двух чаш, с пристроенной сливной полкой или без нее, принимающий воду от смесителя или крана для осуществления мытья посуды и продуктов питания.
3.2 ванна: Санитарный прибор в виде открытой емкости, приспособленной для мытья и купания.
3.3 душевой поддон: Санитарный прибор в виде открытой емкости, приспособленной для принятия душа.
3.4 борт: Верхняя поверхность прибора.
3.5 стенки: Вертикально-наклонные поверхности прибора.
3.6 плоскостность днища: Отклонение поверхности дна в поперечном сечении по отношению к идеальной плоскости.
4 Обозначения и сокращения
ВСт - ванна стальная эмалированная;
ПДСм - поддон мелкий стальной эмалированный;
ПДСг - поддон глубокий стальной эмалированный;
МСН - мойка стальная эмалированная унифицированная накладная с одной чашей;
МСНП - мойка стальная эмалированная унифицированная накладная с одной чашей, со сливной полкой;
МСН-2 - мойка стальная эмалированная унифицированная накладная с двумя чашами;
МСВ - мойка стальная эмалированная унифицированная встраиваемая с одной чашей;
МСВ-2 - мойка стальная эмалированная встраиваемая с двумя чашами;
МСВП - мойка стальная эмалированная с одной чашей со сливной полкой встраиваемая.
5 Типы и основные размеры
5.1 По своему функциональному назначению приборы подразделяют на ванны, душевые поддоны, мойки.
5.2 Типы и основные размеры приборов должны соответствовать указанным на рисунках 1-7 и в таблице 1.
|
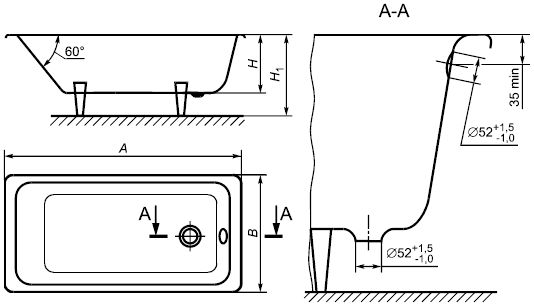
Рисунок 1 - Ванна стальная эмалированная (ВСт)
|
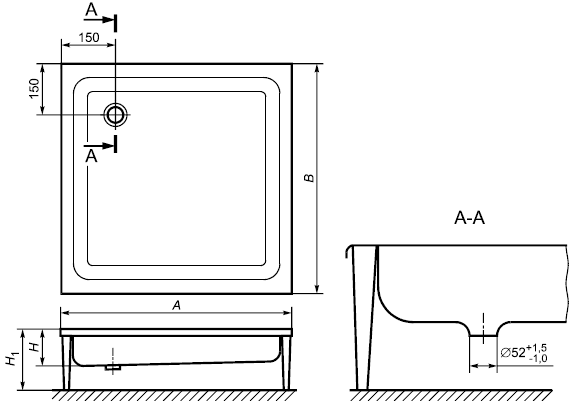
Рисунок 2 - Поддон мелкий стальной эмалированный (ПДСм)
|
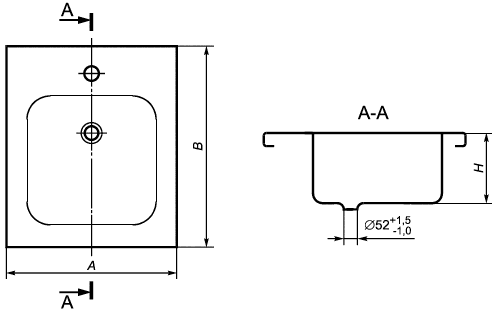
Рисунок 3 - Мойка стальная эмалированная с одной чашей накладная (тип МСН)
|
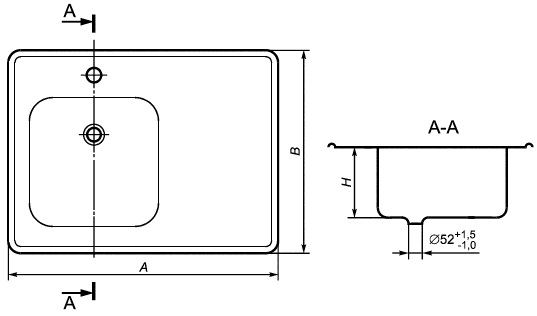
Рисунок 4 - Мойка стальная эмалированная с одной чашей встраиваемая со сливной полкой (тип МСВП)
|
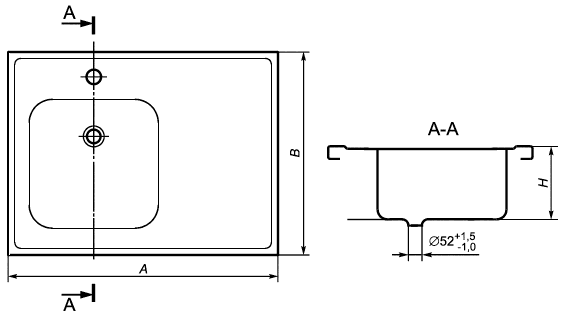
Рисунок 5 - Мойка стальная эмалированная с одной чашей накладная со сливной полкой (тип МСНП)
|
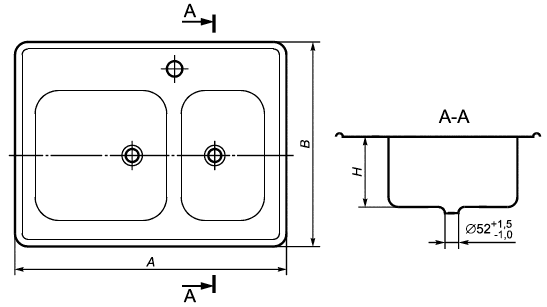
Рисунок 6 - Мойка стальная эмалированная с двумя чашами встраиваемая со сливной полкой (тип МСВП-2)
|
________________
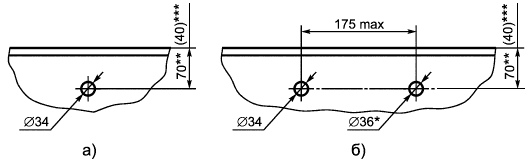
* Обязательные размеры.
** Для моек типов МСН, МСНП, МСН-2.
*** Для моек типов МСВ, МСВП, МСВ-2.
Примечание - Допускается вместо отверстия диаметром 34 мм выполнять квадратное отверстие 28х28 мм.
Рисунок 7 - Расположение и размеры отверстий на мойках для смесителей: а) центрального; б) смесителя со щеткой
Таблица 1
В миллиметрах
Тип прибора | Длина А | Ширина В | Глубина Н, не менее | Высота | ||
Номин. | Пред. откл. | Номин. | Пред. откл. | |||
Ванны | ||||||
ВСт 1500 | 1500 | 5 | 5 | 380 | 600 | |
ВСт 1600 | 1600 | 700 | ||||
ВСт 1700 | 1700 | 750 | ||||
Поддоны | ||||||
ПДСм 800 | 800 | 5 | 800 | 5 | 130 | 315 |
ПДСм 900 | 900 | 900 | ||||
ПДСг 800 | 800 | 800 | 280 | 445 | ||
Мойки | ||||||
МСН | 500 | +6 | +6 | 160 | - | |
МСНП | 800 | 600 | ||||
МСН-2 | 800 | |||||
МСВ | 450 | 3 | 505 | 3 | ||
МСВП, МСВ-2 | 750 | 520 | ||||
5.3 Конструкция ванн и глубоких душевых поддонов должна предусматривать наличие выпускного и переливного отверстий, а моек - выпускного отверстия и отверстий для установки водоразборной арматуры. По согласованию с заказчиком мойки могут иметь отверстия под перелив.
5.4 Диаметры выпускного и переливного отверстий ванн и душевых поддонов должны быть 52 мм с отклонениями +1,5... -1,0 мм (рисунки 1-6). Сечение переливного отверстия мойки должно составлять половину от выпускного отверстия. Допускается превышение диаметра выпускного отверстия мойки выше 53,5 мм по согласованию с заказчиком.
5.5 Размеры и расположение отверстий в мойках для установки смесителей должны соответствовать указанным на рисунке 7 с отклонениями ±1 мм. По требованию заказчика мойки допускается изготовлять без отверстий для смесителей.
5.6 Расстояния между центрами отверстий для установки водосливной арматуры и смесителя должно соответствовать вылету излива смесителя для соответствующих типов моек (ГОСТ 25809).
5.7 Ванны и душевые поддоны должны комплектоваться ножками, регулируемыми по высоте, или опорными рамами.
Конструкция моек типов МСН, МСНП и МСН-2 должна обеспечивать возможность их установки на подстолье (шкафу кухонной мебели) и комплектоваться соответствующими средствами крепления. Конструкция моек типов МСВ, МСВП и МСВ-2 должна обеспечивать возможность их установки на столешнице и комплектоваться соответствующими средствами крепления и герметизации.
5.8 Конструкция приборов настоящим стандартом не регламентируется, а определяется рабочими чертежами, утвержденными в установленном порядке.
Условное обозначение приборов в технической документации и при заказе должно состоять из слова, обозначающего вид изделия: ванна, душевой поддон, мойка; обозначения типа прибора и обозначения настоящего стандарта.
Для моек после обозначения типа прибора указывают буквы:
Ц - для моек с отверстиями для установки центрального смесителя;
Щ - для моек с отверстиями для установки смесителя со щеткой (в случае применения смесителя с нижним присоединением шланга щетки);
Р - для моек с отверстиями для установки смесителя с одной рукояткой;
Н - для моек с отверстиями для установки смесителями* с нижней камерой смешения;
________________
* Текст документа соответствует оригиналу. - .
Бо - для моек без отверстия под смеситель;
Л - для моек типов МСНП, МСВП, изготовленных в левом исполнении (чаша расположена слева при взгляде на мойку спереди);
К - для моек, устанавливаемых на кронштейнах.
5.9 Пример условного обозначения ванны стальной эмалированной длиной 1500 мм: Ванна ВСт 1500 ГОСТ 23635-2016*. То же для мойки стальной унифицированной накладной эмалированной с одной чашей, с отверстиями для смесителя со щеткой, для установки на подстолье (шкафу кухонной мебели): Мойка МСНЩ ГОСТ 23695-2016.
________________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ 23695-2016. - .
6 Общие технические требования
6.1 Приборы следует изготовлять в соответствии с требованиями настоящего стандарта, конструкторской и технологической документации, утвержденной предприятием-изготовителем. При разработке конструкторской и технологической документации на изделия конкретных видов необходимо применять показатели качества, указанные в приложении А.
6.2 Характеристики
6.2.1 Приборы должны быть покрыты слоем белой или цветной стекловидной силикатной эмали в соответствии с утвержденной в установленном порядке технологической документацией.
6.2.2 Поверхности приборов подразделяют на функциональную (А), видимую (Б), невидимую наружную (В) и монтажную (Г), указанные в приложении Б.
6.2.3 Эмалевое покрытие поверхностей А и Б приборов должно быть термически стойким, химически стойким по отношению к щелочам, стойким к истиранию и воздействию красящих веществ.
6.2.4 Эмалевое покрытие поверхностей А и Б моек должно быть химически стойким к кислотам.
6.2.5 Ударная прочность эмалевого покрытия поверхностей А и Б приборов должна быть не менее 0,6 Дж (0,06 кгс·м).
6.2.6 Эмалевое покрытие поверхностей А и Б приборов должно удовлетворять следующим требованиям: толщина эмалевого покрытия должна быть не более 0,6 мм, неравномерность толщины эмалевого покрытия не должна превышать 25%.
Коэффициент диффузного отражения эмалевого покрытия должен быть не менее 78%.
Блеск поверхности эмалевого покрытия приборов должен быть не менее 45%.
6.2.7 В зависимости от показателей внешнего вида, качества эмалевого покрытия поверхностей А и Б приборы подразделяют на первый и второй сорта в соответствии с таблицей 2.
Сортность приборов принимают по качеству эмалевого покрытия поверхностей А и В, по допускам плоскостности и формы этих поверхностей, по низшей из двух оценок.
Таблица 2
Наименование дефекта | Норма на 1 м | |
первого сорта | второго сорта | |
Темные разрозненные точки диаметром до 1 мм, не более | 1 | 3 |
Булавочные уколы размером до 1 мм, не более | 1 | 3 |
Пузыри диаметром до 2 мм, не более | - | 2 |
6.2.8 Поверхность В приборов, кроме моек, устанавливаемых на кронштейнах, допускается покрывать силикатной грунтовой эмалью толщиной не менее 0,1 мм.
6.2.9 На поверхности В приборов, покрытой силикатной грунтовой эмалью, допускаются участки, покрытые белой или цветной эмалью, применяемой для нанесения на поверхности А и Б приборов.
6.2.10 В ваннах и поддонах первого сорта поверхность А (функциональная) от выпуска до середины должна быть противоскользящей.
6.2.11 Эмалевое покрытие поверхности Г приборов должно быть ровным, без наплывов эмали.
6.2.12 На бортах моек допускается заварка незначительных трещин, образующихся при штамповке стального листа, с тщательной зачисткой заваренных мест.
Зачистке подлежат также сварные швы в местах приварки деталей к мойкам.
6.2.13 Допуски плоскостности и формы заданной поверхности приборов не должны превышать значений, указанных ниже:
- допуск плоскостности продольных и поперечных бортов приборов не должен превышать двух процентов от длин соответствующих бортов;
- допуск плоскостности поверхности кронштейна, прилегающей к стене, для комплектации моек - 2,0 мм;
- допуск формы заданной поверхности (гофры) для стенок, бортов, днища и радиусов перехода борта к стенкам - 0,5 мм.
6.2.14 Приборы на поверхности В должны иметь шумопоглощающее покрытие (накладку).
6.2.15 Приборы, установленные на опоры (ножки, подставки, кронштейны, рамы), должны выдерживать механическую нагрузку, быть устойчивы (ванна, поддон), их опоры прочно закреплены. Поверхность А ванн и поддонов должна быть стойкой к действию сосредоточенных нагрузок до 150 кг; моек, соответственно, - не менее 50 кг.
6.2.16 Приборы должны иметь плоские днища и уклон к выпускному отверстию, обеспечивающий полный слив воды через выпуск.
6.2.17 Ванны и поддоны должны иметь уравнитель электрических потенциалов (для соединения с металлической водопроводной трубой). Длину проводника уравнителя электрических потенциалов указывают при заказе. При отсутствии указаний проводник изготовляют длиной 1000 мм.
6.2.18 Уравнитель электрических потенциалов изготовляют из стальной проволоки диаметром не менее 5 мм или стальной ленты толщиной не менее 2 мм и сечением не менее 24 мм. Конструкция уравнителя потенциалов приведена в приложении В.
6.2.19 Уравнитель электрических потенциалов должен иметь защитное покрытие, соответствующее месту размещения при эксплуатации по категории 4.2 по ГОСТ 15150.
6.2.20 Для крепления уравнителя электрических потенциалов ванны и поддоны должны иметь приваренную стальную пластину толщиной не менее 2 мм и сечением не менее 24 мм.
6.2.21 Контактные поверхности пластин для крепления уравнителя электрических потенциалов и самих проводников должны быть зачищены, не иметь следов эмали, краски и коррозии и покрыты консервирующей смазкой.
6.3 Требования к сырью, материалам и комплектующим изделиям
6.3.1 Приборы следует изготовлять из стали, пригодной для штамповки и эмалирования, в соответствии с утвержденной технической документацией.
6.3.2 Поверхности кронштейнов должны быть покрыты силикатной эмалью такого же цвета, что и мойка. Поверхности кронштейнов, прилегающие к стене, могут иметь силикатное грунтовое покрытие. Эмалевое покрытие должно иметь ровную, гладкую, блестящую поверхность и прочное сцепление с металлом кронштейна.
6.3.3 Подставки или ножки для ванн и глубоких душевых поддонов должны иметь покрытие, соответствующее месту размещения при эксплуатации по категории 4.2. по ГОСТ 15150.
6.4 Комплектность
6.4.1 Приборы должны поставляться предприятием-изготовителем комплектно.
6.4.2 В состав комплекта ванн и душевых поддонов входят:
- ванна, поддон;
- опоры (рамы или ножки);
- уравнитель электрических потенциалов (в комплекте);
- водосливная арматура (по требованию заказчика).
6.4.3 В состав комплекта моек входят:
- мойка;
- водосливная арматура (по требованию заказчика).
6.4.4 В состав комплекта встраиваемых моек должны дополнительно входить детали крепления мойки к подстолью и детали для обеспечения водонепроницаемости соединений мойки с подстольем, а в состав комплекта моек, устанавливаемых на кронштейнах, - два кронштейна и детали крепления мойки к ним, по требованию заказчика - дополнительно детали крепления кронштейнов к стене.
6.4.5 По согласованию с заказчиком поддоны допускается поставлять частично или полностью без комплектующих изделий.
6.4.6 Приборы, отгружаемые потребителю в одной транспортной единице по одному сопроводительному документу, должны сопровождаться паспортом.
6.4.7 В паспорте должны быть указаны:
- наименование предприятия-изготовителя, его товарный знак и адрес;
- условное обозначение прибора;
- комплектность;
- срок службы и хранения;
- гарантии предприятия-изготовителя;
- инструкция по монтажу и эксплуатации;
- дата выпуска;
- штамп ОТК.
6.4.8 При поставке в торговую сеть паспорт следует прикладывать к каждому прибору.
6.5 Маркировка
6.5.1 На наружной поверхности прибора должны быть нанесен цветной эмалью или несмываемой водой краской товарный знак предприятия-изготовителя и наклеен ярлык технического контроля, на котором указывают сорт и дату выпуска.
6.5.2 Маркировка должна быть четкой, сохраняющейся в течение всего срока службы приборов.
6.5.3 Место и способ нанесения маркировки определяет предприятие-изготовитель.
6.5.4 Упакованные изделия должны иметь транспортную маркировку в соответствии с ГОСТ 14192.
6.6 Упаковка
6.6.1 Приборы должны быть упакованы.
6.6.2 Упаковка должна обеспечивать сохранность изделий при транспортировании и хранении.
7 Правила приемки
7.1 Приборы принимают партиями. В состав партии входят приборы одного типа. Объем партии устанавливается предприятием-изготовителем, но не более сменной выработки.
7.2 Приборы должны быть приняты техническим контролем предприятия-изготовителя.
7.3 Для проверки соответствия приборов требованиям настоящего стандарта следует проводить приемо-сдаточные, периодические и типовые испытания.
7.4 Приемо-сдаточные испытания
7.4.1 При приемо-сдаточных испытаниях каждый прибор проверяют на соответствие требованиям 5.3, 5.7, 6.2.1, 6.2.7 (таблица 2), 6.2.8-6.2.12, 6.2.14, 6.2.19, 6.2.21, 6.3.2, 6.3.3, 6.5.
7.4.2 Проверке на соответствие требованиям 5.2, 5.4, 5.5, 6.2.3-6.2.6, 6.2.13, 6.2.15-6.2.17, 6.2.20 подвергают 1% количества приборов каждой партии, но не менее трех приборов.
7.4.3 Проверке на соответствие требованиям 6.3.1 подвергают каждую партию стальных листов, поступивших на завод.
7.4.4 Проверке на соответствие требованиям 6.4 подвергают партию приборов, подготовленную к отправке и поставляемую по одному сопроводительному документу. Проверку проводят не реже одного раза в квартал.
7.4.5 Проверку на соответствие требованиям 6.6 проводят согласно нормативным документам и технической или конструкторской документации на упаковку.
7.4.6 При получении неудовлетворительных результатов проверки хотя бы по одному показателю при выборочном контроле проводят повторный контроль по этому показателю удвоенного количества приборов, отбирая их от той же партии.
В случае неудовлетворительных результатов повторного контроля партию приборов бракуют или проводят проверку каждого прибора с контролем показателей, по которым при повторной проверке были получены неудовлетворительные результаты.
7.5 Периодические испытания проводят на соответствие всем требованиям настоящего стандарта.
Проверке подвергают не менее трех приборов, прошедших приемо-сдаточные испытания, не реже одного раза в год.
7.6 Типовые испытания проводят в целях определения эффективности и целесообразности предполагаемых изменений конструкций и технологии изготовления, которые могут повлиять на технические характеристики продукции.
Типовые испытания проводят на образцах приборов, в конструкцию которых были внесены изменения. Виды и объем испытаний определяет организация-разработчик по согласованию с головной организацией по стандартизации.
8 Методы испытаний
8.1 Внешний вид и качество поверхностей приборов [6.2.1, 6.2.7 (таблица 2), 6.2.9-6.2.12, 6.2.17, 6.3.2, 6.3.3] проверяют визуально, сравнивая с образцом-эталоном, без применения увеличительных приборов при естественном или искусственном освещении с расстояния 0,7 м и при освещенности не менее 200 лк.
8.2 Размеры приборов (5.2, 5.4-5.6, 6.2.13, 6.2.17, 6.2.18, 6.2.20) определяют универсальными или специальными средствами измерений, обеспечивающими необходимую точность измерений (металлической линейкой, штангенрейсмасом, высотомером) или шаблонами.
8.3 Термическую стойкость эмалевого покрытия приборов (6.2.3) определяют путем четырехкратного обливания внутренней поверхности прибора попеременно холодной и горячей водой, нагретой до температуры (90±5)°C. Разность между температурой холодной и горячей воды должна быть не менее 70°C. Продолжительность каждой поливки должна быть не менее 30 с, а расход воды - не менее 0,1 л/с.
Проверку термической стойкости эмалевого покрытия допускается проводить путем четырехкратного попеременного погружения прибора в холодную и горячую воду указанными выше температурой и продолжительностью.
Эмалевое покрытие считают термически стойким, если при осмотре в нем после испытания не будут обнаружены отколы или трещины.
8.4 Проверка химической стойкости эмалевого покрытия по отношению к щелочам (6.2.3)
8.4.1 Средства контроля и вспомогательные материалы
Безводный углекислый натрий (сода кальцинированная техническая), 10%-ный раствор.
Порошок графита по ГОСТ 4404 или порошок двуокиси марганца по ГОСТ 4470.
Секундомер.
Мягкая хлопчатобумажная ткань.
8.4.2 Порядок проведения контроля
Заполняют объем одного из углов наклоненного прибора 2 л раствора безводного углекислого натрия и выдерживают в приборах в течение 20 мин. После чего раствор удаляют, поверхность, подвергшуюся его воздействию, протирают насухо мягкой хлопчатобумажной тканью и затем в нее втирают порошок графита или двуокиси марганца.
После удаления порошка испытанную поверхность подвергают визуальному осмотру при естественном рассеянном свете.
Испытание проводят при температуре окружающего воздуха не ниже 288 К (+15°C).
8.4.3 Правила определения результатов испытаний
Эмалевое покрытие считают химически стойким по отношению к щелочам, если на нем не будет обнаружено заметного потемнения.
8.5 Проверка химической стойкости эмалевого покрытия моек и по отношению к кислотам (6.2.3)
8.5.1 Средства контроля и вспомогательные материалы
Спирт или ацетон.
Секундомер.
Уксусная кислота, 10%-ный раствор.
Лабораторная капельница по ГОСТ 23932.
Фильтровальная бумага диаметром 40 мм по ГОСТ 12026.
Карандаш марки ТМ.
Мягкая хлопчатобумажная ткань.
8.5.2 Порядок проведения контроля
На ровный горизонтальный участок эмалированной поверхности прибора, очищенный спиртом или ацетоном, кладут фильтровальную бумагу, на которую с помощью капельницы наносят раствор уксусной кислоты в количестве, необходимом для полного смачивания бумаги, и выдерживают в течение 20 мин на поверхности прибора. После этого фильтровальную бумагу удаляют, участок испытанной поверхности промывают проточной водой, протирают и тщательно высушивают.
Затем на него карандашом наносят (без нажима) штриховку с просветом между линиями не более 1 мм. Штриховку удаляют чистой тканью без нажима.
Испытание проводят при температуре окружающего воздуха не ниже 288 К (+15°C).
8.5.3 Правила определения результатов испытаний
Эмалевое покрытие считают химически стойким по отношению к кислотам, если на нем не останется следов карандаша.
8.6 Проверка стойкости эмалированной поверхности приборов к истиранию (6.2.3)
8.6.1 Средства контроля и вспомогательные материалы
Порошок N 6 (полевой шпат по ГОСТ 13451) по шкале твердости Mooca с частицами, которые проходят сквозь сито с 320 отверстиями в 1 см (сетка N 04 по ГОСТ 6613) и задерживаются ситом с 445 отверстиями в 1 см
(сетка N 0315 по ГОСТ 6613).
Стальной груз массой, обеспечивающей удельное давление 0,025 МПа (0,25 кгс/см).
Мягкая хлопчатобумажная ткань.
Лупа, обеспечивающая не менее чем трехкратное увеличение.
8.6.2 Порядок проведения контроля
На испытуемую поверхность прибора площадью не менее 4 см насыпают порошок ровным слоем толщиной 1,5-2,0 мм, накрывают его тканью и на нее устанавливают груз. Затем груз без нажима перемещают 10 раз возвратно-поступательным движением вместе с тканью на длину 10 см. После этого груз и ткань снимают, порошок удаляют и с помощью лупы исследуют испытанную поверхность.
8.6.3 Правила определения результатов испытаний
Эмалевое покрытие считают стойким к истиранию, если на его поверхности не будет обнаружено царапин.
8.7 Устойчивость эмалированной поверхности к воздействию красящих веществ (6.2.3)
8.7.1 Средства контроля и вспомогательные материалы
Чернила, растворенные в воде в соотношении 1:50.
Хлопчатобумажная ткань.
8.7.2 Порядок проведения контроля
На внутреннюю поверхность приборов с помощью щетки или хлопчатобумажной ткани наносят тонкий слой раствора чернил. Через 2 мин красящее вещество удаляют хлопчатобумажной тканью с последующей промывкой водой.
8.7.3 Правила определения результатов испытаний
Эмалированную поверхность считают устойчивой к воздействию красящих веществ, если при сравнении с контрольным образцом на ней после испытания визуально не будет обнаружено следов краски.
8.8 Испытание на ударную прочность эмалевого покрытия функциональной поверхности приборов (6.2.5)
8.8.1 Средства контроля и вспомогательные материалы
Стальной шарик массой 350 г.
Металлическая трубка длиной 175 мм, внутренним диаметром, обеспечивающим свободное перемещение стального шарика массой 350 г, или устройство с пружинным бойком, обеспечивающим энергию удара 0,6 Дж (0,06 кгс·м).
8.8.2 Порядок проведения контроля
Металлический шарик массой 350 г бросают с высоты 175 мм через металлическую трубку на проверяемую поверхность прибора перпендикулярно испытуемой поверхности.
Испытание (по одному удару шарика) проводят в трех местах: на дне, на одной из стенок и на борту прибора.
Допускается проводить испытание при помощи устройства с пружинным бойком с энергией удара 0,6 Дж (0,06 кгс·м).
8.8.3 Правила определения результатов испытаний
Эмалевое покрытие считают выдержавшим испытание, если в нем не появятся трещины или отколы.
8.9 Определение толщины эмалевого покрытия (6.2.6 и 6.2.8)
8.9.1 Средства контроля и вспомогательные материалы
Толщиномер.
8.9.2 Порядок проведения контроля
Толщину эмалевого покрытия определяют при помощи толщиномера по методике, изложенной в инструкции по пользованию прибором, в пяти точках, равномерно расположенных на участке размером 50х50 мм.
8.9.3 Правила определения результатов испытаний
Неравномерность толщины покрытия Н в процентах вычисляют по формуле
![]() ,
,
где В - максимальная или минимальная толщина эмалевого покрытия на участке, мм;
- средняя арифметическая величина, полученная по результатам замеров толщин эмалевого покрытия в пяти точках на выбранном участке, мм;
0,5 - максимальная нормативная толщина эмалевого покрытия, мм.
8.10 Коэффициент диффузного отражения эмалевого покрытия (белизна) и блеск (4.2.6) определяют с помощью фотоэлектрических приборов по методике, изложенной в инструкции по пользованию приборами.
Коэффициент диффузного отражения определяют как процентное отношение количества света, отраженного от поверхности испытуемого прибора, к количеству света, отраженного от поверхности плоского образца сернокислого бария, принятого за эталон.
Блеск поверхности прибора, выраженный в процентах, определяют сравнением с блеском пластины из полированного стекла, принятой за эталон.
8.11 Определение допуска плоскостности приборов и формы заданной поверхности (6.2.13)
8.11.1 Средства контроля и вспомогательные материалы
Поверочная плита по ГОСТ 10905.
Набор щупов.
Линейка измерительная металлическая по ГОСТ 427.
Индикатор рычажно-механического типа.
8.11.2 Порядок проведения контроля
На поверочной плите измеряют наибольший зазор между плитой и проверяемой поверхностью набором щупов.
Отклонение формы заданной поверхности (гофры) определяют с помощью индикатора рычажно-механического типа.
Допускается проводить проверку плоскостности с помощью поверочной линейки и набора щупов.
Допускаются другие методы контроля, обеспечивающие заданную точность.
8.12 Проверку наличия шумопоглощающего материала (6.2.14), комплектности (6.4), маркировки (6.5) осуществляют визуально.
8.13 Определение прочности крепления и установки приборов на опорах (6.2.15)
8.13.1 Средства контроля и вспомогательные материалы
Деревянная доска размерами 200х300 мм и толщиной 40 мм.
Резина листовая размерами 250х400 мм и толщиной 15 мм.
Набор грузов массой 300 кг.
8.13.2 Порядок проведения контроля
Устойчивость ванн и душевых поддонов, установленных на опоры, определяют с помощью нагрузки в 100 кг, приложенной к продольному борту прибора между опорами в любом месте вертикально вниз.
Прочность крепления ножек ванн при статической нагрузке определяют плавным нагружением дна ванны через деревянную доску и резиновую прокладку грузом до 300 кг в течение 10 мин.
8.13.3 Правила определения результатов испытаний
Прибор считают выдержавшим испытание, если он не будет опрокидываться или не будет обнаружено нарушений крепления петель и ножек, а также нарушения эмалевого покрытия на внутренней поверхности ванны.
8.14 Определение механической прочности приборов (6.2.15)
8.14.1 Средства контроля и вспомогательные материалы
Деревянная доска из мягких пород дерева (липа, сосна), толщиной 30 мм, шириной 100 мм и длиной на 10 мм больше ширины прибора.
То же, длиной, совпадающей с длиной прибора.
Гидропресс рычажного типа.
Динамометрическая приставка.
8.14.2 Порядок проведения контроля
а) Определение прочности приборов на действие симметрично приложенной нагрузки.
Постепенно в течение 1 мин прикладывают нагрузку 100 кг с помощью гидропресса на середину доски, положенной на противоположные борта по центру прибора.
б) Определение прочности приборов при действии нагрузки, приложенной к борту прибора (кроме моек).
Постепенно в течение 1 мин прикладывают нагрузку 100 кг с помощью гидропресса на середину доски, положенной на передний борт прибора.
8.14.3 Правила определения результатов испытаний
Приборы считают выдержавшими испытание, если:
- после проверки габаритных и присоединительных размеров не обнаружено отклонений, выходящих за пределы допусков;
- после проверки при осмотре с помощью лупы 4-кратного увеличения не обнаружено цека, отколов, трещин, дефектов деталей крепления приборов (деформации крепежных деталей).
8.15 Определение плоскостности бортов (6.2.13)
Прибор бортами вниз устанавливают на поверочной плите, после чего замеряют расстояние от плоскости поверочной плиты до борта в четырех точках по углам. При этом зазор не должен превышать 2% длин соответствующих бортов.
8.16 Контроль уклона дна к отверстию для выпуска (6.2.16) определяют частичным заполнением прибора водой (10 л).
После слива в приборе не должна оставаться вода.
8.17 Проверку мест присоединения уравнителя электрических потенциалов (6.2.19-6.2.21), а также наличия смазки на уравнителе электрических потенциалов осуществляют визуально.
8.18 Контроль применяемых материалов осуществляют по сопроводительной документации на материалы при входном контроле или путем лабораторных анализов.
9 Транспортирование и хранение
9.1 Приборы следует перевозить крытым транспортом любого вида согласно правилам перевозки грузов, действующим на данном виде транспорта.
9.2 При транспортировании изделий в районы Крайнего Севера и в приравненные к ним местности тара и упаковка должны соответствовать ГОСТ 15846.
9.3 Приборы следует хранить в закрытом помещении или под навесом, исключающим возможность попадания на них атмосферных осадков.
10 Указания по монтажу и эксплуатации
10.1 Сведения по монтажу и эксплуатации должны быть изложены в эксплуатационной документации (паспорте).
10.2 Присоединять уравнитель электрических потенциалов необходимо при монтаже ванны.
11 Гарантия изготовителя
11.1 Предприятие-изготовитель должно гарантировать соответствие приборов требованиям настоящего стандарта, стандартов или технических условий на приборы конкретных типов при соблюдении условий транспортирования и хранения, установленных настоящим стандартом.
11.2 Гарантийный срок эксплуатации приборов - полтора года со дня сдачи объекта в эксплуатацию или продажи (при реализации приборов через розничную сеть), но не более двух лет со дня их отгрузки предприятием-изготовителем.
Приложение А
(обязательное)
Критерии качества санитарно-технических стальных эмалированных приборов
1 Термическая стойкость покрытия.
2 Химическая стойкость покрытия.
3 Стойкость покрытия к истиранию.
4 Ударная прочность покрытия.
5 Механическая прочность.
6 Блеск.
7 Габаритные размеры, отклонения от них.
8 Отклонение от плоскостности.
9 Высота от пола до верха прибора.
10 Показатели внешнего вида.
11 Коэффициент диффузного отражения (белизна).
12 Наличие шумопоглощающей накладки.
Приложение Б
(обязательное)
Распределение поверхностей стальных эмалированных приборов на примере ванны по назначению, условиям монтажа и эксплуатации
|
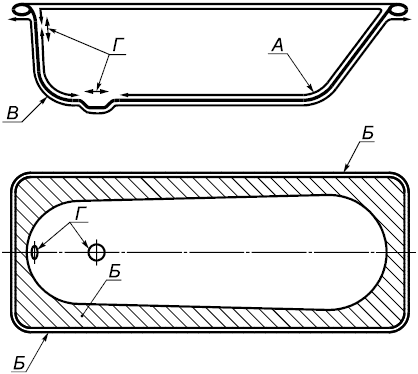
А - функциональная поверхность; Б - наружная поверхность, видимая после монтажа; В - наружная поверхность, не видимая после монтажа; Г - монтажная поверхность, перекрываемая водосливной или водоразборной арматурой
Рисунок Б.1
Приложение В
(обязательное)
Уравнитель электрических потенциалов между корпусом ванны и водопроводной трубой
|
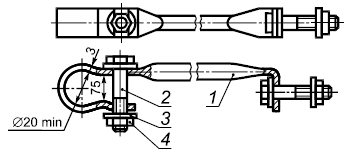
1-4 - см. таблицу В.1
Рисунок В.1
Таблица В.1
Номер детали (см. рисунок В.1) | Наименование детали | Количество | Материалы |
1 | Проводник | 1 | Проволока стальная диаметром не менее 5 мм по ГОСТ 3282 или лента стальная по ГОСТ 503 или ГОСТ 16523 толщиной не менее 2 мм и сечением не менее 24 мм |
2 | Болт М6-6gх35.58.019 по ГОСТ 7798 | 2 | Сталь марки не ниже Ст10 по ГОСТ 1050 |
3 | Шайба 6.01.08кп019 по ГОСТ 11371 | 4 | То же |
4 | Гайка М6-6Н.5.019 по ГОСТ 5915 | 2 | " |
УДК 621.643.4:669.14:006.354 | МКС 91.140.70 |
Ключевые слова: приборы санитарные эмалированные санитарно-технические, ванны, мойки, раковины, поддоны, технические требования, маркировка, упаковка, транспортирование, хранение | |
Электронный текст документа
и сверен по:
, 2019
{kind=link}