ГОСТ Р 55020-2012
Группа Г18
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Арматура трубопроводная
ЗАДВИЖКИ ШИБЕРНЫЕ ДЛЯ МАГИСТРАЛЬНЫХ НЕФТЕПРОВОДОВ
Общие технические условия
Pipeline valves. Knife gate valves for trunk pipelines. General specifications
ОКС 23.060.30
ОКП 37 0000
Дата введения 2013-03-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 РАЗРАБОТАН Закрытым акционерным обществом "Научно-производственная фирма "Центральное конструкторское бюро арматуростроения" (ЗАО "НПФ "ЦКБА") и Обществом с ограниченной ответственностью "Научно-исследовательский институт транспорта нефти и нефтепродуктов" (ООО "НИИ ТНН")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 259 "Трубопроводная арматура и сильфоны"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 24 сентября 2012 г. N 411-ст
4 Настоящий стандарт разработан с учетом основных нормативных положений международного стандарта ИСО 14313:2007* "Промышленность нефтяная и газовая. Системы трубопроводного транспорта. Арматура трубопроводная" (ISO 14313:2007 "Petroleum and natural gas industries - Pipeline transportation systems - Pipeline valves")
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт распространяется на задвижки шиберные (далее - задвижки) номинальных диаметров от 100 до
1200 на номинальное давление от
16 до
125 (от 1,6 до 12,5 МПа), предназначенные для эксплуатации на магистральных нефтепроводах, нефтепродуктопроводах, перекачивающих станциях и других объектах магистральных нефтепроводов и нефтепродуктопроводов.
Стандарт может быть использован для подтверждения соответствия.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 8.568-97 Государственная система обеспечения единства измерений. Аттестация испытательного оборудования. Основные положения
ГОСТ Р 15.201-2000 Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство
ГОСТ Р 27.002-2009 Надежность в технике. Термины и определения
ГОСТ Р 27.403-2009 Надежность в технике. Планы испытаний для контроля вероятности безотказной работы
ГОСТ Р ИСО 6507-1-2007 Металлы и сплавы. Измерение твердости по Виккерсу. Часть 1. Метод измерения
ГОСТ Р 51105-97 Топлива для двигателей внутреннего сгорания. Неэтилированный бензин. Технические условия
ГОСТ Р 51164-98 Трубопроводы стальные магистральные. Общие требования к защите от коррозии
ГОСТ Р 51330.0-99 (МЭК 60079-0-98) Электрооборудование взрывозащищенное. Часть 0. Общие требования
ГОСТ Р 51330.1-99 (МЭК 60079-1-98) Электрооборудование взрывозащищенное. Часть 1. Взрывозащита вида "взрывонепроницаемая оболочка"
ГОСТ Р 51330.5-99 (МЭК 60079-4-75) Электрооборудование взрывозащищенное. Часть 4. Метод определения температуры самовоспламенения
ГОСТ Р 51330.9-99 (МЭК 60079-10-95) Электрооборудование взрывозащищенное. Часть 10. Классификация взрывоопасных зон
ГОСТ Р 51330.11-99 (МЭК 60079-12-78) Электрооборудование взрывозащищенное. Часть 12. Классификация смесей газов и паров с воздухом по безопасным экспериментальным максимальным зазорам и минимальным воспламеняющим токам
ГОСТ Р 51866-2002 (ЕН 228-2004) Топлива моторные. Бензин неэтилированный. Технические условия
ГОСТ Р 52368-2005 (EH 590:2004) Топливо дизельное ЕВРО. Технические условия
ГОСТ Р 52720-2007 Арматура трубопроводная. Термины и определения
ГОСТ Р 52760-2007 Арматура трубопроводная. Требования к маркировке и отличительной окраске
ГОСТ Р 52857.1-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Общие требования
ГОСТ Р 52857.2-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Расчет цилиндрических и конических обечаек, выпуклых и плоских днищ и крышек
ГОСТ Р 52857.3-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Укрепление отверстий в обечайках и днищах при внутреннем и внешнем давлениях. Расчет на прочность обечаек и днищ при внешних статических нагрузках на штуцер
ГОСТ Р 52857.4-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Расчет на прочность и герметичность фланцевых соединений
ГОСТ Р 52857.5-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Расчет обечаек и днищ от воздействия опорных нагрузок
ГОСТ Р 52857.6-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Расчет на прочность при малоцикловых нагрузках
ГОСТ Р 53228-2008 Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания
ГОСТ Р 53402-2009 Арматура трубопроводная. Методы контроля и испытаний
ГОСТ Р 53561-2009 Арматура трубопроводная. Прокладки овального, восьмиугольного сечения, линзовые стальные для фланцев арматуры. Конструкция, размеры и общие технические требования
ГОСТ Р 53672-2009 Арматура трубопроводная. Общие требования безопасности
ГОСТ Р 54432-2011 Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление от 1 до
200. Конструкция, размеры и общие технические требования
ГОСТ Р 54808-2011 Арматура трубопроводная. Нормы герметичности затворов
ГОСТ 2.610-2006 Единая система конструкторской документации. Правила выполнения эксплуатационных документов
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.301-86 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 9.302-88 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.1.010-76 Система стандартов безопасности труда. Взрывобезопасность. Общие требования
ГОСТ 12.3.009-76 Система стандартов безопасности труда. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 112-78 Термометры метеорологические стеклянные. Технические условия
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 305-82 Топливо дизельное. Технические условия
ГОСТ 411-77 Резина и клей. Методы определения прочности связи с металлом при отслаивании
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1770-74 (ИСО 1042-83, ИСО 4788-80) Посуда мерная лабораторная стеклянная. Цилиндры, мензурки, колбы, пробирки. Общие технические условия
ГОСТ 1778-70 (ИСО 4697-79) Сталь. Металлографические методы определения неметаллических включений
ГОСТ 2405-88 Манометры, вакуумметры, мановакуумметры, напоромеры, тягомеры и тягонапоромеры. Общие технические условия
ГОСТ 2999-75 Металлы и сплавы. Метод измерения твердости по Виккерсу
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 5762-2002 Арматура трубопроводная промышленная. Задвижки на номинальное давление не более 250. Общие технические условия
ГОСТ 6359-75 Барографы метеорологические анероидные. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной сталей. Общие технические условия
ГОСТ 8731-74 Трубы стальные бесшовные горячедеформированные. Технические требования
ГОСТ 8732-78 Трубы стальные бесшовные горячедеформированные. Сортамент
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013-59 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9450-76 Измерение микротвердости вдавливанием алмазных наконечников
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10227-86 Топлива для реактивных двигателей. Технические условия
ГОСТ 10692-80 Трубы стальные, чугунные и соединительные части к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 10877-76 Масло консервационное К-17. Технические условия
ГОСТ 12971-67 Таблички прямоугольные для машин и приборов. Размеры
ГОСТ 13109-97 Электрическая энергия. Совместимость технических средств электромагнитная. Нормы качества электрической энергии в системах электроснабжения общего назначения
ГОСТ 13837-79 Динамометры общего назначения. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 18322-78 Система технического обслуживания и ремонта техники. Термины и определения
ГОСТ 21120-75 Прутки и заготовки круглого и прямоугольного сечения. Методы ультразвуковой дефектоскопии
ГОСТ 21752-76 Система "Человек-машина". Маховики управления и штурвалы. Общие эргономические требования
ГОСТ 22727-88 Прокат листовой. Методы ультразвукового контроля
ГОСТ 23170-78 Упаковка для изделий машиностроения. Общие требования
ГОСТ 23304-78 Болты, шпильки, гайки и шайбы для фланцевых соединений атомных энергетических установок. Технические требования. Приемка. Методы испытаний. Маркировка, упаковка, транспортирование и хранение
ГОСТ 24054-80 Изделия машиностроения и приборостроения. Методы испытаний на герметичность. Общие требования
ГОСТ 24297-87 Входной контроль продукции. Основные положения
ГОСТ 24507-80 Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии
ГОСТ 24642-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Основные термины и определения
ГОСТ 30546.1-98 Общие требования к машинам, приборам и другим техническим изделиям и методы расчета их сложных конструкций в части сейсмостойкости
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения, сокращения и обозначения
3.1 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р 52720, ГОСТ Р 27.002, ГОСТ 16504, ГОСТ 18322, ГОСТ 24054, ГОСТ 24642, а также следующие термины с соответствующими определениями:
3.1.1 безотказность: Свойство задвижки непрерывно сохранять работоспособное состояние в течение некоторого времени или наработки.
3.1.2 вероятность безотказной работы: Вероятность того, что в пределах заданной наработки отказ задвижки не возникает.
3.1.3 вероятность безотказной работы по отношению к критическим отказам: Вероятность того, что в пределах заданной наработки критический отказ задвижки не возникнет.
Примечание - Вероятность безотказной работы по отношению к критическим отказам в пределах назначенных показателей должна быть близка к единице.
3.1.4 долговечность: Свойство задвижки сохранять работоспособное состояние до наступления предельного состояния при установленной системе технического обслуживания и ремонта.
3.1.5 задвижка: Тип арматуры, у которой запирающий элемент перемещается перпендикулярно оси потока рабочей среды.
3.1.6 задвижка литая: Задвижка, корпусные детали которой изготовлены методом литья.
3.1.7 задвижка литосварная: Задвижка, корпусные детали которой изготовлены методом литья и соединены сваркой.
3.1.8 задвижка литоштампосварная: Задвижка, корпусные детали которой изготовлены методом литья и штамповки (ковки или вальцовки обечаек из листового проката) и соединены сваркой.
3.1.9 задвижка параллельная: Задвижка, у которой уплотнительные поверхности элементов затвора взаимно параллельны.
3.1.10 задвижка полнопроходная: Задвижка, в которой площадь проходного сечения затвора равна площади номинального проходного сечения присоединительных патрубков или фланцев задвижки.
3.1.11 задвижка шиберная: Параллельная задвижка, у которой запирающий элемент выполнен в форме шибера.
3.1.12 задвижка штампосварная: Задвижка, корпусные детали которой изготовлены методом штамповки, ковки или вальцовки обечаек из листового проката и соединены сваркой.
3.1.13 затвор: Совокупность подвижных (шибер) и неподвижных (седло) элементов задвижки, образующих проходное сечение и соединение, препятствующее протеканию рабочей среды.
3.1.14 испытательный стенд (установка): Комплекс технологических систем, оборудования, измерительных средств, оснастки, средств механизации и автоматизации, а также коллективных средств защиты, обеспечивающих безопасное проведение технологического процесса испытаний изделий.
3.1.15 катушка приварная: Деталь трубопровода, имеющая обработанные механическим способом торцы и предназначенная для соединения труб и деталей трубопроводов с арматурой.
3.1.16 коэффициент оперативной готовности: Вероятность того, что задвижка окажется в работоспособном состоянии в произвольный момент времени, кроме планируемых периодов, в течение которых применение задвижки по назначению не предусматривается, и, начиная с этого момента, будет работать безотказно в течение заданного интервала времени.
3.1.17 коэффициент сопротивления : Отношение потерянного давления к скоростному (динамическому) давлению в условном (принятом) проходном сечении.
3.1.18 критерий отказа: Признак или совокупность признаков нарушения работоспособного состояния задвижки, установленные в нормативной и/или конструкторской (проектной) документации.
3.1.19 критический отказ: Отказ задвижки, возможными последствиями которого является причинение вреда жизни или здоровью граждан, имуществу физических или юридических лиц, государственному или муниципальному имуществу, окружающей среде, жизни или здоровью животных и растений, тяжесть последствий которого признана недопустимой и требует принятия специальных мер по снижению его вероятности и/или возможного ущерба, связанного с его возникновением.
3.1.20 критическое предельное состояние: Состояние задвижки, при котором ее дальнейшая эксплуатация недопустима из-за возможности наступления критического отказа.
3.1.21 назначенный ресурс: Суммарная наработка, при достижении которой эксплуатация задвижки должна быть прекращена независимо от ее технического состояния.
3.1.22 назначенный срок службы: Календарная продолжительность эксплуатации, при достижении которой эксплуатация задвижки должна быть прекращена независимо от ее технического состояния.
3.1.23 наработка до отказа: Наработка задвижки от начала эксплуатации до возникновения первого отказа.
3.1.24 номинальное давление : Наибольшее избыточное рабочее давление при температуре рабочей среды 20 °С, при котором обеспечивается заданный срок службы (ресурс) корпусных деталей арматуры, имеющих определенные размеры, обоснованные расчетом на прочность при выбранных материалах и характеристиках прочности их при температуре 20 °С.
3.1.25 номинальный диаметр : Параметр, применяемый для трубопроводных систем в качестве характеристики присоединяемых частей арматуры.
3.1.26 основной металл: Металл подвергающихся сварке соединяемых частей.
3.1.27 основные детали: Детали задвижки, разрушение которых может привести к разгерметизации задвижки по отношению к окружающей среде.
3.1.28 отказ: Событие, заключающееся в нарушении работоспособного состояния задвижки.
3.1.29 плотность: Свойство материала деталей и сварных швов препятствовать газовому или жидкостному обмену между средами, разделенными этим материалом.
3.1.30 полный срок службы: Календарная продолжительность эксплуатации изделия, при достижении которой изделие подлежит списанию и утилизации независимо от его технического состояния.
3.1.31 полный ресурс: Суммарная наработка изделия в течение срока службы, при достижении которого изделие подлежит списанию и утилизации независимо от его технического состояния.
3.1.32 предельное состояние: Состояние задвижки, при котором ее дальнейшая эксплуатация недопустима или нецелесообразна либо восстановление ее работоспособного состояния невозможно либо нецелесообразно.
3.1.33 пробное давление : Избыточное давление, при котором должно проводиться испытание задвижки на прочность.
3.1.34 ремонтопригодность: Свойство задвижки, заключающееся в приспособленности к поддержанию и восстановлению работоспособного состояния путем технического обслуживания и ремонта.
3.1.35 сейсмостойкость: Способность задвижки сохранять прочность, герметичность относительно внешней среды и затвора и работоспособность во время и после сейсмических воздействий.
3.1.36 сохраняемость: Свойство задвижки сохранять в заданных пределах значения параметров, характеризующих способность задвижки выполнять требуемые функции, в течение и после хранения и/или транспортирования.
3.1.37 строительная длина : Линейный размер задвижки между наружными торцевыми плоскостями ее присоединительных частей к трубопроводу (фланцев, патрубков под приварку, приварных катушек).
3.1.38 указатель утечки: Устройство, позволяющее определять наличие утечек затвора и производить их замер.
3.1.39 цикл: Перемещение запирающего элемента (шибера) из одного крайнего положения ("Открыто" или "Закрыто") в противоположное и обратно.
3.2 Сокращения и обозначения
В настоящем стандарте применены следующие сокращения и обозначения:
ЗИП - запасные части, инструмент и принадлежности;
КД - конструкторская документация;
ЛКМ - лакокрасочные материалы;
НД - нормативная документация;
ННЭ - нарушение нормальной эксплуатации;
НЭ - нормальная эксплуатация;
ОТК - отдел технического контроля;
ПМ - программа и методика испытаний;
ПЭП - пьезоэлектрический преобразователь;
РЭ - руководство по эксплуатации;
ТЗ - техническое задание;
ТРГ - терморасширенный графит;
ТУ - технические условия;
ЭД - эксплуатационные документы;
- диаметр номинальный;
- строительная длина;
- давление номинальное;
- давление пробное;
- давление рабочее;
- максимальный перепад давления на затворе при открытии;
- минимальное значение предела текучести при остаточном удлинении 0,2% при расчетной температуре;
- коэффициент сопротивления.
4 Технические требования
4.1 Общие требования
4.1.1 Задвижки должны соответствовать требованиям настоящего стандарта, КД, ТУ, стандартам организаций и требованиям заказчика. Требования заказчика могут уточнять и дополнять отдельные положения, при условии, что характеристики задвижки будут не хуже установленных в настоящем стандарте. Требования заказчика могут быть оформлены в виде опросного листа, приведенного в приложении А.
4.1.2 Основные параметры, характеристики и размеры задвижек приведены в таблице 1. Схема условного обозначения задвижек при заказе приведена на рисунке 1. Дополнительно допускается указывать обозначение КД на задвижку и материал корпуса.
Таблица 1 - Основные параметры, характеристики и размеры задвижек
Наименование показателя | Значения или НД, определяющие показатель | |
Номинальное давление | 1,6 (16); 2,5 (25); 4 (40); 6,3 (63); 8 (80); 10 (100); 12,5 (125) | |
Номинальный диаметр | 100; 150; 200; 250; 300; 350; 400; 500; 600; 700; 800; 1000; 1050; 1200 | |
Максимальный перепад давлений на задвижке при открытии | 1,6 (16); 2,5 (25); 3 (30); 4 (40); 5 (50); 6,3 (63); 7 (70); 8 (80); 10 (100) | |
Максимальный перепад давлений на задвижке в закрытом положении | 1,1 | |
Пробное давление | 1,5 | |
Рабочие среды | По приложению Б | |
Температура рабочей среды | От минус 15 °С до плюс 80 °С | |
Коэффициент сопротивления | Не более 0,1 | |
Герметичность затвора | Класс А по ГОСТ Р 54808 | |
Строительная длина | По таблицам 7, 8, 9 | |
Привод (тип управления) | ЭП - электропривод; | |
Сейсмостойкость | С0 - исполнение для районов с сейсмичностью до 6 баллов по шкале [1] включительно; | |
Вид климатического исполнения | У1; ХЛ1 по ГОСТ 15150 | |
Установка | Подземная; надземная | |
Направление подачи рабочей среды | Двухстороннее | |
Установочное положение | По 9.1 | |
Тип присоединения к трубопроводу | Св - на сварке (корпус с концами под приварку или с приваренными катушками); | |
Типы, размеры присоединительные и уплотнительных поверхностей фланцев | По ГОСТ Р 54432 | |
Конструкция и размеры фланцев | Литые | |
Плоские приварные | ||
Приварные встык | ||
Концы патрубков под приварку к трубопроводу | По ГОСТ Р 54432, ГОСТ 16037 или таблице 13 (если иное не предусмотрено КД) | |
Масса | По ТУ | |
| ||

Рисунок 1 - Схема условного обозначения задвижек
Пример условного обозначения задвижки шиберной 1000,
8,0 МПа,
5,0 МПа, присоединение к трубопроводу - на сварке, тип управления - электропривод, в сейсмостойком исполнении - ПС, климатического исполнения У1, обозначение ХХХХХ-1000-02, из стали 09Г2С при заказе:
ЗШ-1000-8,0- 5,0-Св-ЭП-ПС-У1 (ХХХХХ-1000-02, сталь 09Г2С)
4.1.3 Задвижки для подземной установки эксплуатируются без сооружения колодцев (засыпкой в траншеи).
4.1.4 Задвижки для надземной установки эксплуатируются на открытом воздухе без защитных сооружений от атмосферных воздействий или с применением теплоизолирующих конструкций, а также в помещениях.
4.1.5 Материал деталей задвижек и их сварные швы, работающие под давлением, должны быть прочными и плотными.
4.1.6 Прочность основных деталей задвижек должна быть подтверждена расчетом и испытаниями при пробном давлении .
4.1.6.1 Расчет должен включать в себя силовой расчет задвижки, выбор толщин стенок корпуса и крышки задвижки (проектный расчет) и поверочный расчет узлов и деталей.
4.1.6.2 Силовой расчет задвижки проводится в целях предварительного определения усилий на шпинделе и крутящих моментов на приводе, необходимых для обеспечения работоспособности задвижки и герметичности в узле затвора. Исходные данные об удельных давлениях и коэффициентах трения принимаются с учетом опыта разработчика задвижки или по справочным данным. Окончательные значения необходимых крутящих моментов на приводе принимаются с учетом результатов испытаний.
4.1.6.3 Выбор толщин стенок корпуса и крышки проводят инженерным методом с учетом номинального давления. Расчет выполняют в соответствии с требованиями ГОСТ Р 52857.1, ГОСТ Р 52857.2, ГОСТ Р 52857.3.
4.1.6.4 Номинальные допускаемые напряжения для деталей арматуры [], кроме крепежных деталей, определяются в соответствии с ГОСТ Р 52857.1 (подразделы 8.1-8.4).
4.1.6.5 Поверочный расчет должен включать в себя силовые расчеты разъемных соединений, оценки статической и сейсмической прочности деталей, оценку продольной устойчивости шпинделя, оценку удельных давлений в зонах контакта. По специальному требованию заказчика должна также проводиться оценка сопротивления деталей хрупкому разрушению.
4.1.6.6 Поверочный расчет проводят с учетом следующих нагрузок:
- расчетное давление;
- давление гидроиспытаний;
- усилия на шпинделе, соответствующие моменту настройки привода (режим НЭ) и максимальному моменту, развиваемому приводом (режим ННЭ);
- нагрузки от трубопровода;
- сейсмические ускорения элементов арматуры.
4.1.6.7 Силовой расчет соединения "корпус-крышка" выполняют в соответствии с ГОСТ Р 52857.4. Силовой расчет других разъемных соединений выполняется в целях подтверждения нераскрытия стыка при действии нагрузок в режиме НЭ.
4.1.6.8 Поверочный расчет деталей выполняют инженерными методами (с применением действующих нормативных документов) и/или методом конечных элементов с применением сертифицированных программных комплексов. Оценка прочности деталей, кроме крепежных деталей и ходовой резьбы, должна проводиться в соответствии с ГОСТ Р 52857.1 (подраздел 8.10).
4.1.6.9 Оценку прочности крепежных деталей проводят для стержня шпильки и резьбы шпильки, гайки и фланца. Прочность стержня шпильки проверяют в соответствии с ГОСТ Р 52857.4 (раздел 7).
4.1.6.10 Прочность ходовой резьбы и резьб крепежных деталей проверяют по средним касательным напряжениям, которые не должны превышать 0,25 (в режиме НЭ) и 0,35
(в режиме ННЭ). При определении средних касательных напряжений в резьбе крепежных деталей должны учитываться полнота резьбы, а также изменение деформации витков по высоте.
4.1.6.11 Оценка продольной устойчивости шпинделя должна выполняться с учетом коэффициента запаса устойчивости по ГОСТ Р 52857.1, равного 2,4.
4.1.6.12 Удельные давления в зонах контакта деталей, в случае отсутствия движения под нагрузкой, не должны превышать 1,5 для каждой контактирующей детали. Удельные давления в ходовой резьбе и в других контактирующих деталях, имеющих взаимные перемещения под нагрузкой, не должны превышать 50 МПа в режиме НЭ, в режиме ННЭ они не регламентируются.
4.1.7 Задвижки должны быть герметичны относительно внешней среды.
4.1.8 Установочное положение задвижки должно быть указано в ТУ и ЭД.
4.1.9 Требования к разработке и постановке на производство - по ГОСТ Р 15.201.
4.2 Требования стойкости к внешним воздействиям
4.2.1 Сейсмостойкость
4.2.1.1 Задвижки должны сохранять работоспособность, прочность, герметичность по отношению к внешней среде и в затворе во время и после сейсмического воздействия до значения, указанного при заказе (в баллах по шкале [1]).
4.2.1.2 Сейсмостойкость должна подтверждаться расчетами, а по требованию заказчика - дополнительно подтверждаться испытаниями. Расчеты должны выполняться в соответствии с требованиями норм расчета на прочность (например, ГОСТ Р 52857.1 - ГОСТ Р 52857.6). В расчетах используют общеинженерные или специальные методики и/или компьютерные программы расчета. Ответственность за выбор методики и/или программы расчета несет выполняющая его организация.
4.2.1.3 Расчетам и/или испытаниям на сейсмостойкость должно предшествовать определение собственной частоты колебаний задвижки.
4.2.1.4 Низшая собственная частота колебаний должна рассчитываться по схеме жесткого крепления задвижек за патрубки. Низшая собственная частота колебаний задвижек должна быть не ниже 18 Гц.
4.2.1.5 Расчеты и испытания на сейсмостойкость должны выполняться на сочетание сейсмических и эксплуатационных нагрузок.
В расчетах необходимо учитывать одновременное воздействие сейсмических ускорений в вертикальном и горизонтальном направлениях, нагрузки, передаваемые от трубопровода в соответствии с 4.2.2, а также расчетное давление и усилие по шпинделю.
4.2.1.6 При проведении испытаний учитывают одновременное воздействие сейсмических ускорений в вертикальном и горизонтальном направлениях, а также расчетное давление и усилие по шпинделю.
4.2.1.7 При выполнении расчетов значения ответных максимальных амплитуд ускорений в горизонтальном направлении принимают по спектрам ответа по ГОСТ 30546.1 (рисунок 2) по кривой с 2%-ным относительным демпфированием.
4.2.1.8 При проведении испытаний значения максимальных амплитуд ускорений в горизонтальном направлении на места крепления задвижек принимают по спектрам воздействий в соответствии с ГОСТ 30546.1 (рисунок 1). Значения ускорений в вертикальном направлении составляют 0,7 соответствующих значений ускорения в горизонтальном направлении.
4.2.1.9 При проведении испытаний и расчетов значения ускорений для 10 баллов по шкале [1] удваивают по сравнению со значениями ускорения для 9 баллов по шкале [1].
4.2.1.10 Расчетные сейсмические нагрузки на элементы конструкции задвижки должны определяться умножением эквивалентного расчетного максимального ускорения на инерционные характеристики задвижки.
4.2.2 Нагрузки, передаваемые от трубопроводов
Корпусные детали арматуры должны быть рассчитаны на прочность при совместном действии номинального давления и дополнительных продольных усилий и моментов, передаваемых на патрубки от присоединяемых трубопроводов. Вектор изгибающего момента имеет произвольное направление в плоскости сечения патрубка. Дополнительное продольное усилие направлено вдоль оси патрубков арматуры.
Значения дополнительных нагрузок на патрубки арматуры от присоединяемых трубопроводов - в соответствии с приложением В.
4.2.3 Ветровая нагрузка
Нормативное значение ветрового давления - не менее 0,48 кПа.
Скорость ветра (верхнее значение) - 50 м/с.
При скоростях ветра, вызывающих колебание задвижки с частотой, равной частоте собственных колебаний, необходимо проводить поверочный расчет на резонанс.
Расчетные усилия и перемещения при резонансе должны определяться как геометрическая сумма резонансных усилий и перемещений, а также усилий и перемещений от других видов нагрузок и воздействий, включая расчетную ветровую нагрузку.
4.2.4 Климатические воздействия
4.2.4.1 Климатические исполнения, категории размещения и значения температуры окружающего воздуха при хранении, транспортировании, монтаже и эксплуатации задвижек приведены в таблице 2.
Таблица 2 - Климатические исполнения
Климатическое исполнение по ГОСТ 15150 | Категория размещения | Температура воздуха, °С | |
Верхнее значение | Нижнее значение | ||
У | 1 | 40 | Минус 40 |
ХЛ | 1 | 40 | Минус 60 |
Задвижки категории размещения 1 предназначены для эксплуатации на открытом воздухе (воздействие совокупности климатических факторов, характерных для данного макроклиматического района).
4.2.4.2 При транспортировании, хранении, монтаже и эксплуатации задвижки должны выдерживать колебания температур окружающего воздуха. Величина изменения температуры окружающего воздуха за 8 ч - до 40 °С.
4.2.4.3 Плотность потока ультрафиолетовой части спектра (длина волны от 280 до 400 нм) - 68 Вт/м.
4.2.4.4 Относительная влажность окружающего воздуха при транспортировании, хранении, монтаже и эксплуатации задвижек может достигать 100%.
4.2.4.5 Верхнее рабочее значение атмосферного давления - 106,7 кПа (800 мм рт.ст.), нижнее рабочее значение атмосферного давления - 84,0 кПа (630 мм рт.ст.).
4.2.4.6 Допускается следующее содержание в атмосфере на открытом воздухе коррозионно-активных агентов:
сернистый газ - от 20 до 250 мг/(м·сут) (от 0,025 до 0,31 мг/м
);
хлориды - от 0,3 до 30 мг/(м·сут).
4.3 Показатели надежности и показатели безопасности
4.3.1 Задвижки относятся к классу ремонтируемых, восстанавливаемых изделий с регламентированной дисциплиной восстановления.
4.3.2 Для задвижек должны быть установлены показатели надежности и показатели безопасности (в дополнение к показателям надежности или взамен их).
4.3.3 Номенклатура показателей надежности задвижек включает:
- показатели долговечности:
а) полный срок службы (в годах);
б) полный ресурс (в циклах).
Примечание - Дополнительно, по требованию заказчика, допускается устанавливать следующие показатели долговечности:
а) срок службы до капитального (среднего и т.п.) ремонта (в годах);
б) ресурс до капитального (среднего и т.п.) ремонта (в циклах);
- показатель ремонтопригодности (по требованию заказчика) - время восстановления работоспособного состояния (в часах);
- показатель сохраняемости - срок хранения (в годах) для задвижек, подверженных длительному хранению.
4.3.4 Номенклатура показателей безопасности включает:
- назначенные показатели:
а) назначенный срок службы (в годах);
б) назначенный ресурс (в циклах и часах);
в) назначенный срок службы выемных частей (подшипник бугельного узла, сальниковая набивка, седла, уплотнение "корпус-крышка") и комплектующих изделий (в годах);
г) назначенный ресурс выемных частей (в циклах и часах);
- вероятность безотказной работы по отношению к критическим отказам в течение назначенного срока службы (ресурса);
- коэффициент оперативной готовности в течение назначенного срока службы (ресурса).
При достижении одного из назначенных показателей эксплуатацию задвижки прекращают и проводят экспертизу ее технического состояния. По результатам экспертизы определяют остаточный ресурс и принимают решение о возможности продления назначенных показателей, необходимости ремонта (в том числе замены выемных частей) или списания.
4.3.5 Номенклатура и количественные значения показателей надежности и показателей безопасности должны быть приведены в ТУ и ЭД.
4.3.6 Нормативные значения показателей надежности и показателей безопасности - в соответствии с приложением Г.
4.3.7 Показатели надежности и показатели безопасности обеспечивают на этапе проектирования:
- правильным выбором материалов основных деталей, отвечающих требованиям условий эксплуатации (параметрам и характеристикам рабочей и окружающей среды, внешним воздействиям) и уплотнительных элементов, обеспечивающих герметичность затвора и герметичность относительно внешней среды;
- использованием узлов и деталей, апробированных в условиях эксплуатации или прошедших отработку в составе макетов и опытных или головных образцов;
- расчетом на прочность основных элементов конструкции с обеспечением запасов прочности с учетом сейсмических нагрузок и нагрузок от трубопровода, а также расчетом на сопротивление хрупкому разрушению.
4.3.8 Полный ресурс и назначенный ресурс в циклах, а также показатели ремонтопригодности подтверждают при приемочных испытаниях.
4.3.9 Показатели надежности и показатели безопасности в процессе изготовления обеспечивают стабильным технологическим процессом изготовления и системой контроля.
4.3.10 Показатели надежности и показатели безопасности подтверждают при приемочных и периодических испытаниях. Методики определения показателей безопасности и надежности устанавливают в ПМ с учетом ГОСТ Р 27.403.
Допускается подтверждать показатели надежности и показатели безопасности путем анализа технологических процессов изготовления и действующей на предприятии-изготовителе системы производственного контроля, а также сбором и анализом данных, полученных в процессе эксплуатации. В этом случае соответствующие методики определяет разработчик и согласует с предприятием-изготовителем или с эксплуатирующей организацией.
4.3.11 В ТУ и РЭ на задвижки приводят:
- перечень деталей, сборочных единиц, комплектующих элементов, имеющих ограниченный срок службы (ресурс) и требующих замены независимо от их технического состояния;
- перечень возможных отказов (в том числе критических);
- критерии предельных состояний (в том числе критических) деталей, узлов и комплектующих элементов, предшествующих возникновению отказов (или критических отказов).
В РЭ должны быть указаны вероятные причины и способ устранения отказов.
4.3.12 Перечень потенциально возможных отказов и критериев предельных состояний задвижек, по которым следует оценивать техническое состояние задвижек, приведен в приложении Д.
4.3.13 Задвижки должны быть пригодны для непрерывного или периодического контроля (оценки) технического состояния, в том числе с помощью технических средств диагностирования.
4.4 Требования к конструкции
4.4.1 Конструктивные варианты задвижек приведены в приложении Е.
4.4.2 В зависимости от и
могут применяться следующие типы соединения с трубопроводом:
- сварное - для задвижек до 1200 и от
16 до
125 (от 1,6 до 12,5 МПа);
- фланцевое:
а) для задвижек до 1200 и
16 (1,6 МПа);
б) для задвижек до 250 и от
16 до
125 (от 1,6 до 12,5 МПа);
- комбинированное - для задвижек до 250 и от
16 до
125 (от 1,6 до 12,5 МПа).
4.4.3 В конструкции задвижки должна быть предусмотрена возможность автоматического сброса давления из корпусной полости в патрубок при разнице давлений в корпусе и патрубках:
- не более 0,3 - для задвижек
40 (4,0 МПа);
- не более 0,1 - для задвижек
63 (6,3 МПа) (если другое не указано в ТУ).
4.4.4 Задвижки должны иметь ограничитель хода шпинделя при достижении шибером крайнего нижнего и крайнего верхнего положений.
4.4.5 Задвижки должны иметь местный указатель для визуального контроля положения шибера с метками "Открыто", "Закрыто" и указатель направления движения шибера.
4.4.6 В задвижках должны быть предусмотрены устройства для контроля герметичности затвора и промывки нижней части полости корпуса (дренажный трубопровод), изготовленные из коррозионно-стойких сталей. Порядок контроля герметичности затвора и промывки полости корпуса должен быть указан в РЭ. Дренажный трубопровод должен позволять проводить операции по контролю герметичности затвора и промывке нижней части полости корпуса задвижки без остановки нефтепровода.
4.4.7 Дренажный трубопровод должен быть расположен:
- снаружи корпуса - для задвижек ![]() 250;
250;
- внутри корпуса - для задвижек ![]() 300.
300.
Элементы дренажного трубопровода, находящиеся снаружи корпуса, должны иметь защитный кожух.
4.4.8 Задвижки ![]() 300 должны иметь опорные поверхности для установки на фундаменте.
300 должны иметь опорные поверхности для установки на фундаменте.
4.4.9 Задвижки должны иметь элементы для строповки, пригодные для подъема задвижки с приводом.
4.4.10 Конструкция и расположение строповых устройств должны исключать контакт строповых тросов с поверхностью задвижки при осуществлении погрузочно-разгрузочных работ в целях сохранения антикоррозионного покрытия.
4.4.11 При проектировании рекомендуется схема работы задвижки, при которой шибер при открытии должен перемещаться вниз, при закрытии - вверх (проходное отверстие должно быть в верхней части шибера).
4.4.12 Конструкция бугельного узла задвижек под электропривод должна предусматривать болт для крепления клеммы заземления.
4.4.13 Для задвижек с фланцевым и комбинированным присоединением фланцы должны соответствовать ГОСТ Р 54432 и/или КД.
4.4.14 Присоединительные размеры, тип и размеры уплотнительных поверхностей фланцев должны соответствовать исполнениям F (впадина), K (под линзовую прокладку) или J (под прокладку овального сечения) по ГОСТ Р 54432.
Присоединительные размеры, тип и размеры уплотнительных поверхностей ответных фланцев должны соответствовать исполнениям Е (выступ), K или J по ГОСТ Р 54432.
Требования к линзовым прокладкам и прокладкам овального сечения - по ГОСТ Р 53561.
4.4.15 Герметичность сальникового уплотнения задвижек должна быть обеспечена при условии, что втулка сальника входит в сальниковую камеру не более чем на 30% своей высоты, при этом заглубление втулки должно быть не менее 3 мм. При сборке разрезы на соседних кольцах сальниковой набивки смещают на угол (90±5)°.
4.4.16 Задвижки должны иметь верхнее уплотнение шпинделя. Верхнее уплотнение задвижки должно обеспечивать герметичность относительно внешней среды при принудительном поджатии (ручным дублером) усилием управления. Утечки через верхнее уплотнение не допускаются.
4.4.17 Размеры маховиков управления должны соответствовать ГОСТ 21752. Максимальная сила, прилагаемая к маховику или рукоятке при работе с предельно допустимым усилием тяги или вращающим моментом, не должна превышать 360 Н. В момент закрытия запирающего элемента ("страгивания" при открытии) усилие на маховике или рукоятке не должно превышать 450 Н.
4.4.18 Вращение по часовой стрелке маховика ручного дублера электропривода или маховика ручного привода должно соответствовать закрытию задвижки, а вращение против часовой стрелки - открытию задвижки.
4.4.19 Момент настройки муфты ограничения крутящего момента электропривода должен быть в пределах от 1,25 до 1,3 максимального крутящего момента, необходимого для управления задвижкой.
4.4.20 Задвижки должны быть работоспособны при максимальном перепаде давления при открытии (указанном в опросном листе при заказе и в ТУ).
4.4.21 Перемещение шибера должно осуществляться плавно, без рывков и заеданий. Допускается наличие рывка в момент "страгивания" шибера.
4.4.22 Время открытия или закрытия должно быть обеспечено при перепаде давления на затворе при открытии (указанном в опросном листе при заказе и в ТУ).
4.4.22.1 Электропривод задвижки должен обеспечивать время открытия или закрытия (полный ход в одну сторону), приведенное в таблице 3.
Таблица 3 - Время открытия или закрытия задвижки
Номинальный диаметр | Время открытия или закрытия, с | |||||||
От | 100 | до | 150 | включ. | Не | более | 100 | |
" | 200 | " | 300 | " | От | 100 | до | 180 |
Св. | 300 | " | 500 | " | " | 120 | " | 250 |
" | 500 | " | 800 | " | " | 180 | " | 320 |
" | 800 | " | 1200 | " | " | 300 | " | 440 |
4.4.22.2 Для задвижек с ручным управлением время открытия или закрытия не регламентируется.
4.4.23 Задвижки должны быть полнопроходными. Конструкция задвижек должна обеспечивать свободный проход внутритрубных средств очистки, диагностики, герметизации и разделительных устройств. В открытом положении узла затвора внутри проходного сечения не должно быть выступающих частей конструкции.
4.4.24 Минимальные диаметры проходного сечения задвижек приведены в таблице 4.
Таблица 4 - Минимальные диаметры проходного сечения задвижек
Размеры в миллиметрах
| Минимальный диаметр проходного сечения задвижки | |||||||||||||
100 | 150 | 200 | 250 | 300 | 350 | 400 | 500 | 600 | 700 | 800 | 1000 | 1050 | 1200 | |
1,6 (16) | 100 | 150 | 200 | 250 | 300 | 335 | 385 | 490 | 590 | 685 | 780 | 980 | 1020 | 1180 |
2,5 (25) | ||||||||||||||
4 (40) | 975 | |||||||||||||
6,3 (63) | 1015 | 1165 | ||||||||||||
8 (80) | 245 | 295 | 330 | |||||||||||
10 (100) | ||||||||||||||
12,5 (125) | 320 | 375 | 470 | 570 | 665 | 760 | 970 | |||||||
4.4.25 Тип присоединения задвижки к электроприводу в зависимости от крутящих моментов приведен в таблице 5.
Таблица 5 - Тип присоединения задвижки к электроприводу
Тип присоединения | Диапазон крутящих моментов, Н·м | ||||
МЧ или МК | Св. | 5 | до | 25 | включ. |
АЧ или АК | " | 25 | " | 100 | " |
Б | " | 100 | " | 250 | " |
В | " | 250 | " | 1000 | " |
Г | " | 1000 | " | 4000 | " |
Д | " | 4000 | " | 15000 | " |
F40 | " | 15000 | " | 20000 | " |
F48 | " | 20000 | " | 50000 | " |
Примечание - Типы присоединения к электроприводу приведены в [2]. | |||||
4.4.26 Строительные длины задвижек с фланцевым присоединением приведены в таблице 6.
Таблица 6 - Строительная длина задвижек с фланцевым присоединением
Размеры в миллиметрах
| Строительная длина задвижек с фланцевым присоединением | |||||||||||||||||||||||||||
100 | 150 | 200 | 250 | 300 | 350 | 400 | 500 | 600 | 700 | 800 | 1000 | 1050 | 1200 | |||||||||||||||
Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд | Ряд 2 | Ряд | Ряд 2 | Ряд | Ряд 2 | Ряд | Ряд 2 | Ряд 1 | Ряд 2 | Ряд | Ряд 2 | Ряд 1 | Ряд 2 | Ряд | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд | Ряд 2 | |
1,6 | 230 | 300 | 265 | 350 | 290 | 480 | 330 | 530 | 335 | 800 | 380 | 850 | 405 | 950 | 455 | 1150 | 510 | 1200 | 610 | 1300 | 710 | 1500 | 1010 | 1855 | 1100 | 1975 | 1300 | 2095 |
2,5 | 330 | 550 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | ||||||
4 | 305 | 350 | 405 | 450 | 420 | 550 | 455 | 680 | ||||||||||||||||||||
6,3 | 405 | 432 | 495 | 560 | 595 | 660 | 675 | 785 | ||||||||||||||||||||
8(80) | 430 | 560 | 660 | 785 | ||||||||||||||||||||||||
10 | ||||||||||||||||||||||||||||
12,5 | 455 | 610 | 735 | 840 | ||||||||||||||||||||||||
Примечание - Ряд 2 - только для штампосварных задвижек. | ||||||||||||||||||||||||||||
4.4.27 Строительные длины задвижек с концами под приварку до 250 включительно приведены в таблице 7.
Таблица 7 - Строительная длина задвижек с концами под приварку
Размеры в миллиметрах
| Строительная длина задвижек со сварным соединением | |||||||
100 | 150 | 200 | 250 | |||||
Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | Ряд 1 | Ряд 2 | |
1,6 (16) | 305 | 405 | 420 | 480 | 455 | 530 | ||
2,5 (25) | 550 | |||||||
4 (40) | 305 | 350 | 405 | 450 | 550 | 680 | ||
6,3 (63) | 405 | 430 | 495 | 560 | 560 | 660 | 675 | 785 |
8 (80) | 430 | 560 | 660 | 785 | ||||
10 (100) | ||||||||
12,5 (125) | 455 | 610 | 735 | 840 | ||||
Примечание - Ряд 2 - только для штампосварных задвижек. | ||||||||
4.4.28 Задвижки с концами под приварку ![]() 300 должны иметь приварные катушки.
300 должны иметь приварные катушки.
Длина приварных катушек должна быть не менее:
- 250 мм - для задвижек ![]() 500;
500;
- 400 мм - для задвижек ![]() 500.
500.
Строительные длины задвижек с приварными катушками приведены в таблице 8.
Таблица 8 - Строительная длина задвижек с концами под приварку к трубопроводу и с приварными катушками для различных
Размеры в миллиметрах
Строительная длина | 300 | 350 | 400 | 500 | 600 | 700 | 800 | 1000 | 1050 | 1200 |
Номинальный диаметр | 1550 | 1650 | 1700 | 1900 | 2400 | 2550 | 2700 | 3000 | 3050 | 3150 |
4.4.29 Строительные длины задвижек с комбинированным соединением приведены в таблице 9.
Таблица 9 - Строительная длина задвижек с комбинированным соединением
Размеры в миллиметрах
| Строительная длина задвижек с комбинированным соединением | |||
100 | 150 | 200 | 250 | |
1,6 (16) | 268/382 | 335/378 | 355/480 | 392/530 |
2,5 (25) | 268/382 | 335/378 | 355/480 | 392/550 |
4 (40) | 305/350 | 405/450 | 420/550 | 455/680 |
6,3 (63) | 405/430 | 495/560 | 560/660 | 675/785 |
8 (80) | 430 | 560 | 660 | 785 |
10 (100) | 430 | 560 | 660 | 785 |
12,5 (125) | 455 | 610 | 735 | 840 |
15 (150) | 455 | 610 | 735 | 840 |
Примечание - Строительные длины, приведенные через косую черту, - только для задвижек со штампосварным корпусом. | ||||
4.4.30 Предельные отклонения строительных длин задвижек с фланцевым и сварным и комбинированным присоединением к трубопроводу приведены в таблице 10.
Таблица 10 - Предельные отклонения строительных длин задвижек
Размеры в миллиметрах
Строительная длина | Предельные отклонения строительных длин | ||||||
для задвижек с фланцевым присоединением | для задвижек со сварным присоединением | для задвижек с комбинированным присоединением | |||||
До | 300 | включ. | ±2,0 | ±5,0 | ±3,5 | ||
Св. | 300 | " | 500 | " | ±3,0 | ±6,0 | ±4,5 |
" | 500 | " | 800 | " | ±4,0 | ±8,0 | ±6,0 |
" | 800 | " | 1000 | " | ±5,0 | ±10,0 | ±7,5 |
" | 1000 | " | 1600 | " | ±6,0 | ±12,0 | - |
" | 1600 | " | 2550 | " | ±8,0 | ±15,0 | - |
" | 2550 | ±10,0 | ±20,0 | - | |||
4.4.31 Неуказанные в КД допуски, отклонения линейных и угловых размеров, отклонения расположения поверхностей, отклонения формы, параметры и характеристики шероховатости поверхностей, основные размеры метрической резьбы, профиль резьбы, допуски посадок с зазором, сбеги, недорезы, проточки и фаски - по ГОСТ 5762.
4.4.32 Отклонения от параллельности и перпендикулярности (относительно оси корпуса) уплотнительных поверхностей присоединительных фланцев задвижек - по ГОСТ 5762.
4.4.33 Конструкция задвижки должна обеспечивать свободный доступ к элементам, подлежащим регулированию и настройке (привод, сигнализаторы и др.) без демонтажа как самой задвижки, так и отдельных ее деталей, сборочных единиц и комплектующих изделий.
4.4.34 Задвижки должны быть ремонтопригодны и допускать в условиях эксплуатации без демонтажа с трубопровода:
- текущее обслуживание и текущий ремонт с заменой быстроизнашиваемых и имеющих ограниченный срок службы деталей, сборочных единиц и комплектующих изделий;
- средний ремонт;
- замену узла затвора (шибера и седла из ЗИП);
- замену уплотнения шпинделя в условиях эксплуатации.
4.4.35 Запасные быстроизнашиваемые или имеющие ограниченный срок службы детали, сборочные единицы и комплектующие изделия должны быть поставлены по требованию заказчика для обеспечения требуемой долговечности и безотказности.
4.4.36 При наличии дополнительных требований при заказе задвижки ![]() 700 должны иметь возможность крепления площадки обслуживания на фланце крышки.
700 должны иметь возможность крепления площадки обслуживания на фланце крышки.
4.5 Нормы герметичности затвора
Герметичность затвора - класс А по ГОСТ Р 54808.
4.6 Требования к сырью, материалам, покупным изделиям
4.6.1 Корпусные детали задвижек, работающие под давлением, и катушки должны изготовляться из низкоуглеродистых или низколегированных сталей, обеспечивающих качественную сварку патрубков (катушек) задвижек с трубопроводом в полевых условиях.
4.6.2 Материалы должны соответствовать требованиям настоящего стандарта, стандартов или ТУ на материалы. Соответствие материалов этим требованиям должно подтверждаться сертификатами предприятий-поставщиков или протоколами испытаний предприятия-изготовителя по методике на соответствующий материал.
Использование материалов, поступивших без сертификатов, для изготовления основных деталей задвижек не допускается.
4.6.3 Материалы основных деталей задвижек и материалы уплотнений должны быть стойкими по отношению к рабочей среде и внешним воздействиям. Скорость коррозии материала корпуса и сварных швов должна быть не более 0,1 мм/год при воздействии рабочей среды и внешних факторов. Расчетная толщина корпусных деталей должна включать прибавку для компенсации коррозии, определяемой умножением скорости коррозии на срок службы.
Требования к механическим свойствам материалов основных деталей, уплотнительным кольцам и пружинам определяются разработчиком и указываются в КД.
4.6.4 Для применения новых материалов необходимо подтвердить результатами испытаний, согласованными со специализированной металловедческой организацией, соответствие свойств материалов требованиям настоящего стандарта, а также аттестовать технологию сварки (наплавки).
4.6.5 При выборе материалов для данного климатического исполнения (У, ХЛ по ГОСТ 15150) задвижек должно приниматься нижнее значение температуры окружающего воздуха в соответствии с таблицей 2.
4.6.6 Металл литых деталей задвижек необходимо подвергать контролю загрязненности неметаллическими включениями. Наличие неметаллических включений (оксиды, сульфиды, силикаты) определяется методом К по ГОСТ 1778 от каждой плавки. Сведения о результатах контроля загрязненности неметаллическими включениями заносятся в сертификат.
4.6.7 Размер зерна литых деталей задвижек - не крупнее номера 5 по ГОСТ 5639.
4.6.8 Сопротивление хрупкому разрушению материалов корпусных деталей, работающих при отрицательных температурах окружающего воздуха, и возможность испытания на прочность воздухом давлением 1,1 с выдержкой в течение 24 ч при температуре минус 40 °С (при наличии требований при заказе) должны быть подтверждены расчетом на сопротивление хрупкому разрушению.
4.6.9 Поковки и штамповки должны соответствовать группе IV по ГОСТ 8479.
4.6.10 Испытания на ударный изгиб основного металла следует проводить на образцах с концентратором вида V по ГОСТ 9454. Величина ударной вязкости должна быть не менее 24,5 Дж/см:
- при температуре минус 40 °С - для исполнения У;
- при температуре минус 60 °С - для исполнения ХЛ.
Примечание - Допускается величину ударной вязкости определять делением работы удара на площадь в месте надреза.
4.6.11 Эквивалент углерода для катушек, а также патрубков (в случае приварки непосредственно к трубопроводу или к катушкам на месте монтажа в полевых условиях) не должен превышать 0,43.
Расчет проводят по формуле
![]() , (1)
, (1)
где ,
,
,
,
,
,
- массовые доли в стали углерода, марганца, хрома, молибдена, ванадия, никеля и меди соответственно в процентах.
Медь, никель, хром, содержащиеся в сталях как примеси, при расчете не учитывают, если их суммарное содержание не превышает 0,20%.
Эквивалент углерода углеродистых марок стали (сталь 10, 20) и низколегированной стали только с кремнемарганцевой системой легирования (17ГС, 17Г1С, 09Г2С) определяют по формуле
![]() . (2)
. (2)
Для остальных материалов расчет эквивалента углерода проводят по формуле (1).
4.6.12 Шпиндель должен изготовляться из коррозионно-стойких сталей или из углеродистых и низколегированных сталей с нанесенным покрытием, обеспечивающим коррозионную стойкость и работоспособность.
4.6.13 Материалы крепежных деталей должны выбираться с коэффициентом линейного расширения, близким по значению коэффициенту линейного расширения материала фланца. Разница в значениях коэффициентов линейного расширения не должна превышать 10%.
Разница между твердостью заготовок для шпилек и гаек должна быть не менее 15 НВ, при этом твердость гайки должна быть ниже твердости шпильки.
Значение ударной вязкости гаек и шпилек на образцах с концентратором вида V по ГОСТ 9454 должно быть не менее 30 Дж/см (3 кгс·м/см
) при температуре минус 40 °С (для климатического исполнения У) и минус 60 °С (для климатического исполнения ХЛ).
Примечание - Допускается величину ударной вязкости определять делением работы удара на площадь в месте надреза.
4.6.14 Скорость коррозии материала уплотнительных поверхностей узла затвора должна быть не более 0,02 мм/год.
Уплотнительные поверхности узла затвора должны быть работоспособны в заданных рабочих средах во всем интервале рабочих температур.
Требования к износостойкому покрытию шибера должны быть установлены в ТУ и КД с учетом специфики использования задвижки и требований заказчика.
Твердость уплотнительных поверхностей седел - не менее 35 HRC.
При применении шиберов с износостойким покрытием микротвердость покрытия шибера - не менее 1000 HV. Контроль - в соответствии с 4.7.19.
При использовании шиберов без покрытия требования к твердости уплотнительных поверхностей шибера устанавливают по согласованию с заказчиком.
4.6.15 В качестве уплотнительных прокладок для фланцевых соединений задвижки с трубопроводом должны применяться прокладки из ТРГ, прокладки линзовые или овального сечения.
4.6.16 Разъем "корпус-крышка" должен иметь два уплотнения (основное и дублирующее) из материалов, работоспособных во всем интервале температур рабочей среды и окружающего воздуха.
4.6.17 Сальниковое уплотнение должно быть работоспособно во всем интервале температур рабочей среды и окружающего воздуха.
4.6.18 Уплотнение разъема "корпус-крышка" и сальниковое уплотнение должны обеспечивать герметичность в течение назначенного срока службы (ресурса) выемных частей.
4.7 Требования к изготовлению
4.7.1 Задвижки должны изготовляться в соответствии с требованиями настоящего стандарта, ГОСТ 5762, КД и ТУ.
4.7.2 При изготовлении задвижек должна применяться система контроля качества (входной, операционный и приемочный).
Изготовитель должен подтвердить обеспечение качества технологическими процессами, системой производственного контроля количественных значений показателей безотказности, заданных в ТУ.
4.7.3 Входной контроль материалов и комплектующих изделий - по ГОСТ 24297 и [3]. Входному контролю должны подвергаться материалы и покупные изделия, качество которых должно быть подтверждено сертификатами. Для контроля приведенных в сертификате характеристик и при отсутствии в сертификатах отдельных свойств материалов допускается проводить проверку этих характеристик в аттестованной лаборатории.
4.7.4 Операционному контролю должны подвергаться сборочные единицы и детали задвижки. Контроль должен проводить ОТК предприятия-изготовителя.
К сборке допускаются детали, принятые ОТК предприятия-изготовителя.
4.7.5 При изготовлении задвижки должна быть обеспечена и документально подтверждена реализация всех требований настоящего стандарта, ТУ и КД в части применяемых материалов и их свойств, требований к сварным соединениям, геометрическим размерам и допускам узлов и деталей, требований к объему неразрушающего и разрушающего контроля отдельных деталей и узлов.
По требованию заказчика (по условию договора) приемку, контроль качества и приемо-сдаточные испытания задвижек проводят с участием представителя заказчика силами и средствами ОТК предприятия-изготовителя.
4.7.6 Поковки, штамповки, заготовки из проката для задвижек 63 (6,3 МПа) необходимо подвергать ультразвуковому контролю (100%). Для задвижек
63 (6,3 МПа) ультразвуковой контроль проводят по требованию заказчика. Ультразвуковой контроль и нормы оценки поковок и штамповок рекомендуются по [4].
Заготовки из листового проката должны соответствовать 1-му классу сплошности по ГОСТ 22727.
Заготовки из фасонного и круглого проката должны соответствовать 1-й группе качества по ГОСТ 21120.
4.7.7 Контроль литых корпусных деталей
4.7.7.1 Корпусные литые детали должны подвергаться неразрушающему контролю следующими методами:
- визуальным и измерительным. Контролю подвергаются все доступные поверхности каждой детали (в том числе внутренние);
- ультразвуковым или радиографическим или в сочетании их между собой с обеспечением максимально возможного объема контроля;
- капиллярным или магнитопорошковым. Контролю подлежат радиусные переходы, а также поверхности, при визуальном осмотре которых оценка результатов контроля вызывает сомнения.
В местах, недоступных для ультразвукового или радиографического контроля, проводится контроль капиллярной или магнитопорошковой дефектоскопией.
Нормы оценки при проведении контроля неразрушающими методами - в соответствии с приложением Ж. Методы и объем контроля приводят в ТУ и КД с учетом возможности и технической доступности контроля.
Контроль поверхности отливок из углеродистых и низколегированных сталей после дробеструйной обработки должен осуществляться только магнитопорошковым методом.
Контролю подвергаются отливки после их окончательной обработки (термической, механической).
Перед радиографическим контролем припуск на сторону при окончательной механической обработке допускается оставлять:
- не более 20% толщины - для стенок толщиной от 10 до 150 мм;
- до 30 мм - для стенок толщиной свыше 150 мм.
4.7.7.2 Механические свойства литых заготовок корпусных деталей контролируют на одном образце от плавки. Контроль режимов термообработки проводят на соответствие требованиям технологического процесса на изготовление.
4.7.8 Заготовки шпинделей, шпилек основного разъема должны проходить 100%-ный контроль ультразвуковым методом. Нормы оценки для шпилек - по ГОСТ 23304, для шпинделей - по ГОСТ 24507, группа качества - по КД (рекомендуемая группа качества 2).
4.7.9 Корпусные детали должны подвергаться термообработке. Вид, режимы термообработки и твердость после термообработки должны быть приведены в КД.
Твердость после термообработки должна быть:
- не более 200 (200 НВ) - для низкоуглеродистой стали;
- не более 240 (240 НВ) - для низколегированной стали.
Для высокопрочных сталей (К60 и выше) допускается твердость не более 270 (270 НВ).
Твердость деталей измеряют в местах, указанных в КД. При отсутствии таких указаний место измерения твердости выбирает изготовитель. Твердость должна контролироваться на поверхности отливок, предварительно зачищенной от окалины и обезуглероженного слоя. Измерение твердости не должно вести к порче рабочих поверхностей деталей, влияющих на работоспособность изделия. Если измерение твердости невозможно без повреждения рабочих поверхностей, допускается проводить проверку на образце-свидетеле из того же материала, что и детали, прошедшем термическую обработку одновременно с деталями.
Методы измерения твердости - по ГОСТ 2999, ГОСТ 9012 и ГОСТ 9013.
4.7.10 Сварка и контроль сварных соединений
4.7.10.1 Сварочные работы должны выполняться сварщиками, аттестованными в соответствии с [5] и [6]. К руководству работами по сварке и ремонту допускаются аттестованные специалисты, имеющие допуск к руководству и техническому контролю за выполнением сварочных работ технических устройств группы "Нефтегазодобывающее оборудование" (НГДО) или "Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывоопасных производств" (ОХНВП).
4.7.10.2 При изготовлении задвижек должна применяться технология сварки (наплавки), аттестованная в установленном порядке (рекомендуется по [7]).
4.7.10.3 Контроль задвижек должны проводить аттестованные специалисты неразрушающего контроля не ниже уровня II, имеющие соответствующие удостоверения. (Аттестация персонала в области неразрушающего контроля - в соответствии с [8].)
4.7.10.4 Сварка и термическая обработка сварных соединений должны быть выполнены в соответствии с требованиями КД (рекомендуется в соответствии с [9]).
Сварка должна выполняться после подтверждения правильности сборки и отсутствия (устранения) дефектов на всех поверхностях, подлежащих сварке.
Все сварочные работы при изготовлении задвижки и ее элементов должны проводиться при положительных температурах в закрытых помещениях.
4.7.10.5 Все сварные швы подлежат клеймению, позволяющему установить сварщика, выполнявшего эти швы.
Клеймо должно наноситься на расстоянии от 20 до 50 мм от кромки сварного шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны в виде дроби: в числителе - клеймо сварщика с наружной стороны шва, в знаменателе - клеймо сварщика с внутренней стороны. Если сварные соединения выполняются одним сварщиком, то допускается клеймо ставить около таблички или на другом открытом участке.
На продольных и других незамкнутых сварных соединениях клейма следует ставить на расстоянии от 100 до 200 мм от конца шва. Для кольцевого шва клеймо выбивается в месте пересечения кольцевого шва с продольным, но при этом должно быть не менее двух клейм на каждом шве. На кольцевой шов задвижки до 700 допускается ставить одно клеймо.
Место клеймения заключается в хорошо видимую рамку, выполняемую несмываемой краской.
По согласованию с заказчиком вместо клеймения сварных швов допускается прилагать к паспорту задвижки схему расположения швов с подписью исполнителей.
4.7.10.6 Количество допустимых исправлений одного и того же дефекта деталей (кроме сварных швов), работающих под давлением, требующих проведения сварочных работ либо повторной термообработки:
- для задвижек до 80 (8 МПа) включительно - не более двух;
- для задвижек 100 (10 МПа) и выше - не более одного.
Исправление дефекта на одном и том же участке сварного соединения допускается проводить не более трех раз.
Результаты исправлений дефектов (вид дефекта, расположение, размеры, метод исправления, контроль исправленных участков и т.д.) должны фиксироваться в отчетной документации и прикладываться к паспорту на задвижку.
Количество исправлений дефектов, не требующих проведения сварочных работ и термообработки, не нормируется.
В случаях, предусмотренных технологической документацией, исправление дефектных сварных соединений допускается проводить путем полного удаления сварного шва с последующей подготовкой кромок механическим способом и выполнением сварного соединения вновь по требованиям КД.
Контроль исправления дефектов отливки приведен в приложении И.
4.7.10.7 Контроль качества сварных соединений проводится по КД и [9]. Методы и объем контроля сварных соединений назначаются разработчиком КД с учетом необходимости, возможности и технической доступности контроля из числа нижеперечисленных:
- визуальный и измерительный контроль;
- механические испытания сварных соединений (при наличии термообработки после сварки или по требованию КД), в том числе определение ударной вязкости (энергии удара) при отрицательной температуре;
- радиографический и ультразвуковой контроль;
- капиллярная или магнитопорошковая дефектоскопия;
- металлографическое исследование стыковых сварных соединений корпусов задвижек (кольцевые и продольные);
- измерение твердости;
- определение эквивалента углерода на патрубках (или катушках), предназначенных для приварки к трубопроводу.
Контроль проводят после окончательной термической обработки.
4.7.10.8 В случае недоступности проведения контроля сварных соединений ультразвуковым или радиографическим методами контроль проводят одним из доступных методов в сочетании с капиллярной или магнитопорошковой дефектоскопией. В случае недоступности проведения ультразвукового и радиографического контроля необходимо проведение визуального послойного контроля с дополнительной капиллярной или магнитопорошковой дефектоскопией.
При проведении радиографического и/или ультразвукового контроля сварных соединений, подлежащих термообработке после сварки, радиографический контроль разрешается производить до термообработки, а ультразвуковой контроль - после термообработки.
4.7.10.9 Визуальный и измерительный контроль должны предшествовать контролю другими методами (рекомендуется в соответствии с [10]).
Визуальный контроль и измерение сварных соединений необходимо проводить после очистки от шлака, брызг и других загрязнений сварных соединений и прилегающих участков основного металла шириной не менее 50 мм в обе стороны от соединения.
Визуальный и измерительный контроль, при возможности доступа, должен проводиться с двух сторон по всей длине сварного соединения.
Визуальному и измерительному контролю подлежат все сварные соединения для выявления наружных недопустимых дефектов. В сварных соединениях не допускаются дефекты, указанные в [9], а также следующие наружные дефекты:
- трещины всех видов и направлений;
- свищи и пористость наружной поверхности шва;
- подрезы;
- наплавы, прожоги и незаплавленные кратеры;
- смещение и совместный увод кромок свариваемых элементов более предусмотренных КД;
- грубая чешуйчатость поверхности шва (превышение гребня над впадиной не должно быть более 1,5 мм);
- западание (глубина межваликовой канавки) не должно превышать 1,0 мм.
Сварные соединения деталей, не подлежащие дальнейшей механической обработке (в том числе снятию усиления шва), должны иметь плавный переход от основного металла к металлу шва (высота усиления от 0,5 до 3,5 мм) без наплавлений и непроваров.
Механическая обработка сварных швов и околошовной зоны корпусных деталей разрешается при условии обеспечения минимальной расчетной толщины стенки.
4.7.10.10 В сварных швах не допускаются следующие внутренние дефекты, выявленные радиографическим или ультразвуковым методами:
- трещины всех видов и направлений;
- непровары (несплавления), расположенные в сечении сварного соединения;
- поры, шлаковые, вольфрамовые и окисные включения, выявленные радиографическим методом, выходящие за пределы норм, установленных в таблице 11;
- одиночные несплошности, выявленные ультразвуковым методом, выходящие за пределы норм, установленных ТУ.
Таблица 11 - Допустимые размеры дефектов
Толщина свариваемых элементов | Размер пор или включений, не более | Суммарная длина, не более | ||||||||
Ширина (диаметр) | Длина | |||||||||
|
|
|
|
|
| |||||
До | 3 | вкпюч. | 0,4 | 0,3 | 1,2 | 0,6 | 4,0 | 3,0 | ||
Св. | 3 | " | 5 | " | 0,5 | 0,4 | 1,5 | 0,8 | 5,0 | 4,0 |
" | 5 | " | 8 | " | 0,6 | 0,5 | 2,0 | 1,0 | 6,0 | 5,0 |
" | 8 | " | 11 | " | 0,8 | 0,6 | 2,5 | 1,2 | 8,0 | 6,0 |
" | 11 | " | 14 | " | 1,0 | 0,8 | 3,0 | 1,5 | 10,0 | 8,0 |
" | 14 | " | 20 | " | 1,2 | 1,0 | 3,5 | 2,0 | 12,0 | 10,0 |
" | 20 | " | 26 | " | 1,5 | 1,2 | 5,0 | 2,5 | 15,0 | 12,0 |
" | 26 | " | 34 | " | 2,0 | 1,5 | 6,0 | 3,0 | 20,0 | 15,0 |
" | 34 | " | 45 | " | 2,5 | 2,0 | 8,0 | 4,0 | 25,0 | 20,0 |
" | 45 | " | 67 | " | 3,0 | 2,5 | 9,0 | 5,0 | 30,0 | 25,0 |
" | 67 | " | 90 | " | 4,0 | 3,0 | 10,0 | 6,0 | 40,0 | 30,0 |
" | 90 | " | 120 | " | 5,0 | 4,0 | 10,0 | 8,0 | 50,0 | 40,0 |
" | 120 | 5,0 | 5,0 | 10,0 | 10,0 | 60,0 | 50,0 | |||
Поры и включения с расстояниями между ними не более трех максимальных ширин или диаметров не допускаются.
Рекомендуется объем контроля и оценку дефектов производить по [9] с учетом категории сварного соединения. Категория сварного соединения устанавливается в КД.
4.7.10.11 Механическим испытаниям должны подвергаться контрольные стыковые сварные соединения в целях проверки соответствия их механических свойств требованиям КД.
Механические свойства сварных соединений должны отвечать следующим требованиям:
- временное сопротивление разрыву должно быть не ниже минимального значения временного сопротивления разрыву основного металла по стандарту или ТУ для данной марки стали;
- минимальное значение угла изгиба должно быть не менее 120° при отсутствии трещин или надрывов длиной более 12,5% его ширины, но не более 3 мм;
- твердость металла и зоны (от 1 до 3 мм от линии сплавления) термического влияния сварных соединений для низкоуглеродистой стали должна быть не более 250 (250 НВ), для низколегированной стали - не более 275
(275 НВ). Если после сварки проводится термообработка, контроль твердости следует проводить после термообработки.
Значения ударной вязкости сварных соединений на образцах с концентратором вида (канавка в середине шва) по ГОСТ 6996 должны соответствовать таблице 12.
Таблица 12 - Величина ударной вязкости сварного соединения
Номинальная толщина стенки свариваемых деталей, мм | Ударная вязкость при температуре минус 40 °С (для климатического исполнения У) и минус 60 °С (для климатического исполнения ХЛ), Дж/см |
До 25 вкпюч. | 39,2 |
Св. 25 | 49,0 |
Испытания сварного соединения проводятся повторно в случае, если перерыв сварщика в работе по выполнению сварного соединения данного типа составляет более 6 мес.
4.7.10.12 Стыковые сварные соединения корпусных деталей задвижки (кольцевые, продольные) и другие сварные соединения, определяющие ее прочность, необходимо подвергать металлографическим исследованиям. Металлографические макро- и/или микроисследования должны проводиться не менее чем на одном образце от каждого контрольного сварного соединения.
Металлографические исследования проводятся для всех вариантов сварных соединений, изготовленных из элементов различных марок стали и выполненных с применением различных сварочных материалов, но не реже одного раза в 6 мес.
Повторные металлографические исследования сварного соединения проводятся в случае, если перерыв сварщика в работе по выполнению сварного соединения данного типа составляет более 6 мес.
Если при рассмотрении макрошлифов в контрольном сварном соединении будут обнаружены недопустимые внутренние дефекты, которые должны были быть выявлены радиографическим или ультразвуковым контролем, все сварные соединения, контролируемые данным методом, подлежат повторному испытанию тем же методом неразрушающего контроля в объеме 100%. При этом повторная проверка качества всех сварных соединений должна осуществляться после калибровки оборудования неразрушающего контроля на эталонных образцах.
В случае подтверждения по результатам повторного неразрушающего контроля наличия в сварных соединениях недопустимых дефектов сварные соединения бракуются.
4.7.10.13 Результаты всех видов контроля и испытаний при изготовлении задвижек, приведенных в настоящем стандарте, должны оформляться записью в журналах (или актах) и в паспорте на задвижку.
4.7.11 Отверстия под дренажный, продувочный трубопроводы должны располагаться вне сварных швов. Расстояние между краем шва приварки внутренних и внешних устройств (деталей) и краем ближайшего шва корпуса должно быть не менее толщины наиболее толстой стенки, но не менее 20 мм.
4.7.12 Допускается пересечение стыковых швов корпуса угловыми швами приварки внутренних и внешних устройств (опорных элементов и т.п.) при условии контроля всего перекрываемого участка шва корпуса и прилегающего к нему участка шириной не менее 50 мм радиографическим или ультразвуковым методом.
4.7.13 Проверка резьб должна проводиться внешним осмотром, средствами измерений и резьбовыми шаблонами. Резьбы на деталях должны быть чистыми, без заусенцев и забоин. Разрывы ниток на стяжных винтах и гайках фланцевого соединения "корпус-крышка" не допускаются.
4.7.14 Уплотнительные и трущиеся поверхности не должны иметь сколов, задиров, рисок, вмятин и других дефектов, обнаруживаемых визуальным контролем и оказывающих влияние на работоспособность задвижки.
4.7.15 В случае хранения уплотнительных колец при температуре ниже 0 °С перед сборкой они должны быть выдержаны при температуре (23±5) °С в течение не менее 24 ч. Перекручивание колец не допускается.
4.7.16 В КД, ТУ и ЭД на задвижку должен быть указан момент затяжки основных (расчетных) резьбовых соединений (соединения "корпус-крышка", "крышка-стойка", "стойка-бугель", "бугель-привод", затяжка шпилек сальника).
4.7.17 В собранных задвижках шпильки должны быть завернуты до упора.
4.7.18 Во фланцевых соединениях концы болтов и шпилек должны выступать из гаек не менее чем на один шаг резьбы.
4.7.19 Контроль износостойкого покрытия каждого шибера необходимо проводить по ГОСТ 9.301, ГОСТ 9.302, ГОСТ 9450 или ГОСТ Р ИСО 6507-1 методами, установленными в КД (ТУ).
4.8 Требования к приварным катушкам
4.8.1 Приварные катушки должны представлять собой цилиндрическую обечайку, один конец которой механически обработан для стыковки с торцом патрубка задвижки, а другой конец обработан для стыковки с присоединяемой трубой.
Разделка кромок приварных катушек должна обеспечивать приварку к патрубку задвижки и к присоединяемой трубе в соответствии с действующей НД.
4.8.2 Приварные катушки могут изготовляться из бесшовных и электросварных прямошовных труб, обечаек, вальцованных из листовой стали либо из поковок. Количество продольных сварных швов при изготовлении катушки - не более двух.
4.8.3 Приварные катушки, изготовленные из обечаек и поковок, должны быть термообработаны.
4.8.4 Приварные катушки являются корпусными деталями задвижки. Материалы приварных катушек должны соответствовать всем требованиям, предъявляемым к корпусным деталям задвижки согласно настоящему стандарту.
4.8.5 Разность значений временного сопротивления разрыву основного металла приварной катушки и присоединяемой трубы не должна превышать 98 МПа.
4.8.6 Объем и методы контроля материала приварных катушек, изготовляемых из труб, должны соответствовать требованиям настоящего стандарта к корпусным деталям.
4.8.7 При изготовлении приварных катушек из бесшовных труб должны использоваться трубы по ГОСТ 8731 и ГОСТ 8732.
4.8.8 Механические свойства металла сварного шва катушки, а также сварного соединения катушки с патрубком задвижки, проверенные на образцах, должны быть не ниже механических свойств основного металла (для шва приварки к патрубку задвижки проверяются по более слабому материалу). Допускается применение катушек с механическими свойствами сварного шва меньшими, чем свойства основного металла, при условии подтверждения прочности данного соединения расчетом.
4.8.9 Приварные катушки, изготовляемые из прямошовных труб и вальцованных листов, могут изготовляться с механической обработкой по наружному и внутреннему диаметру трубы (при соблюдении условия 4.8.8) или без механической обработки при условии выполнения требований по отклонениям геометрических размеров (при этом высота усиления должна соответствовать указанной в документе на соответствующую примененную трубу).
4.8.10 Приварка катушки к корпусу, как правило, должна осуществляться до сборки узла затвора. В случае приварки катушек к собранной задвижке (в заводских или полевых условиях) должна быть обеспечена защита узла затвора (шибер и седла) от попадания сварочного грата, окалины и других загрязняющих факторов. Кроме того, должны быть приняты меры по недопущению повышения температуры выше 100 °С в местах установки седел в корпус вследствие нагрева при сварке. Температура нагрева в местах установки седел в корпусе в ходе проведения сварочных работ, а также местной термообработки должна контролироваться равномерно установленными по окружности датчиками (не менее шести штук на одну сторону).
4.9 Требования к соединению с трубопроводами
4.9.1 Концевые участки задвижки (концы под приварку патрубков и приварных катушек), предназначенные для сварного соединения с трубопроводами, должны удовлетворять следующим требованиям:
- отклонения от перпендикулярности, наружного диаметра, диаметра расточки и некруглость - по таблице 13;
- предельное отклонение толщины стенки (разнотолщинность), в том числе в расточке и местах разделки под сварку - в пределах сочетания допусков на наружный и внутренний диаметры при условии обеспечения условий прочности (разнотолщинность не должна выводить размер за предельные отклонения по диаметру и толщине стенки).
Таблица 13 - Отклонения от перпендикулярности, наружного диаметра, диаметра расточки и некруглость
Номинальный диаметр | Предельное отклонение наружного диаметра | Отклонение от перпендикулярности торца относительно образующей (косина реза), мм | Допуск на овальность | ||
в торцевом сечении (разделка кромки под приварку), мм | в неторцевом сечении, мм | в торцевом сечении (разделка кромки под приварку), не более | в неторцевом сечении, не более | ||
50 | ±0,5 | ±1,3 | 1,0 | Овальность не должна выводить размеры патрубков за предельные отклонения по диаметру | |
80, 100 | ±1,0 | ||||
150 | ±1,5 | ±1,5 | |||
200, 250 | ±2,0 | ±2,0 | 1,0 | ||
От 300 до 400 | ±3,0 | ±3,0 | 1,5 | ||
500, 600 | ±3,0 | ±1% величины диаметра | 1,6 | 1% для соединения с трубой с толщиной стенки менее 20 мм или 0,8% для соединения с трубой с толщиной стенки 20 мм и более, но не более 6 мм | 2% величины диаметра |
700, 800 | ±3,5 | ||||
От 1000 до 1200 | ±4,0 | ||||
| |||||
В зоне сварного шва допуск круглости не контролируется.
Конец приварной катушки, изготовленной из листа, поковки и т.д., предназначенный для приварки к трубопроводу, на участке не менее 50 мм после подготовки кромки под сварку должен быть проконтролирован ультразвуковым или радиографическим методом на расслоение, а по торцу разделки - капиллярной дефектоскопией.
4.9.2 Разделка кромок присоединительных концов задвижки должна удовлетворять условию равнопрочности сварного соединения с трубопроводом:
![]() , (3)
, (3)
где - присоединительный размер кромки патрубка (катушки) под приварку к трубе, мм;
- присоединительный размер кромки трубы, мм;
- значение временного сопротивления материала патрубка (катушки), МПа;
- значение временного сопротивления материала присоединяемой трубы, МПа.
Примечание - Если при заказе не указан присоединительный размер кромки трубы, то в качестве величины принимается значение толщины стенки трубы.
4.9.3 Разделка кромок приварных катушек или патрубков под приварку, в том числе при разной толщине свариваемых элементов, должна соответствовать рисункам 2 и 3. Размер высоты фаски должен соответствовать значениям, приведенным в таблице 14.
Таблица 14 - Размеры высоты фаски
Размеры в миллиметрах
Толщина стенки | Размер | ||||
Св. | 15,0 | до | 19,0 | включ. | 9,0±0,5 |
" | 19,0 | " | 21,5 | " | 10,0±0,5 |
" | 21,5 | " | 32,0 | " | 12,0±0,5 |
" | 32,0 | 16,0±0,5 | |||
4.9.4 В зависимости от толщины стенки присоединяемой трубы должны применяться следующие типы концов патрубков под приварку (см. рисунки 2 и 3):
- до 5 мм включительно - типы 1, 4, 11, 14;
- до 15 мм включительно - типы 2, 5, 7, 9, 12, 15, 17, 19;
- свыше 15 мм - типы 3, 6, 8, 10, 13, 16, 18, 20.
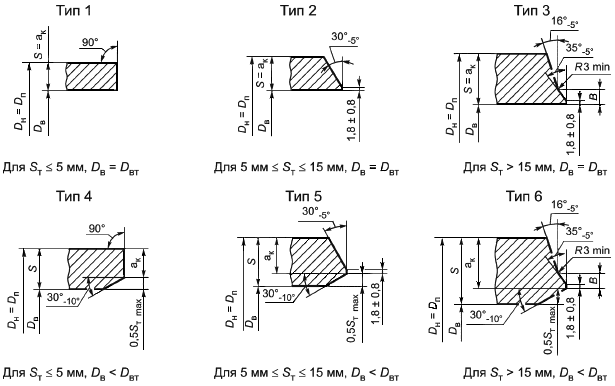
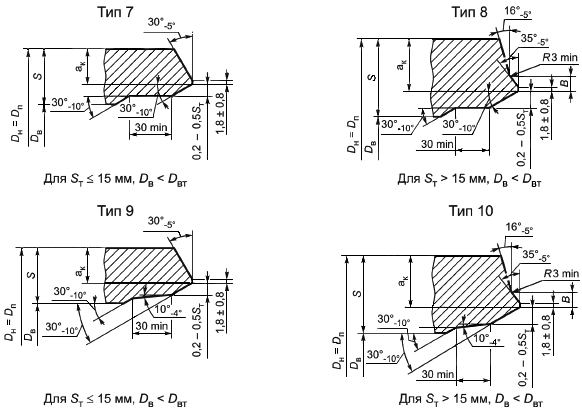
- толщина стенки патрубка (катушки);
- толщина стенки присоединяемой трубы;
- наружный диаметр патрубка (катушки);
- внутренний диаметр патрубка (катушки);
- внутренний диаметр присоединяемой трубы;
- присоединительный диаметр патрубка (катушки)
Рисунок 2 - Концы патрубков под приварку к трубопроводу без наружного скоса
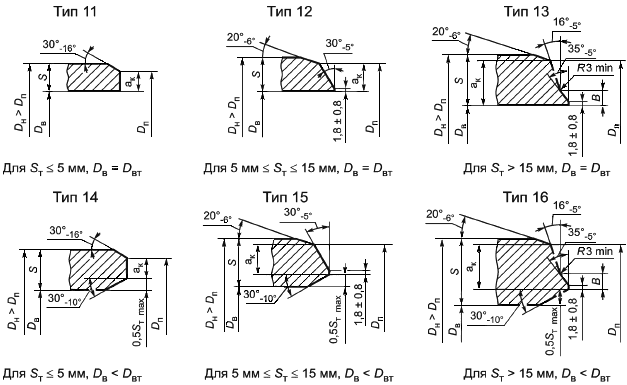
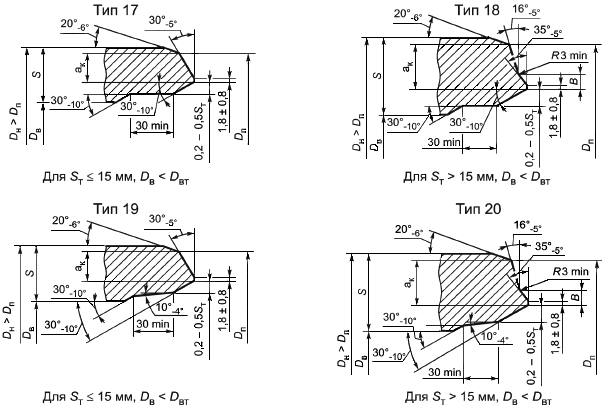
- толщина стенки патрубка (катушки);
- толщина стенки присоединяемой трубы;
- наружный диаметр патрубка (катушки);
- внутренний диаметр патрубка (катушки);
- внутренний диаметр присоединяемой трубы;
- присоединительный диаметр патрубка (катушки)
Рисунок 3 - Концы патрубков под приварку к трубопроводу с наружным скосом
Присоединительный размер кромки патрубка (катушки) под приварку к трубе не должен превышать
(
![]() ). В случае превышения должна выполняться разделка кромок с наружным скосом (типы 11-20).
). В случае превышения должна выполняться разделка кромок с наружным скосом (типы 11-20).
Если разность толщин по внутренним диаметрам присоединительных концов патрубков под приварку (катушек) и присоединяемой трубы не превышает 2,0 мм, то внутренний скос не производится (типы 1-3, 11-13).
Если разность толщин по внутренним диаметрам присоединительных концов патрубков под приварку (катушек) и присоединяемой трубы превышает 2,0 мм, но не более 0,5 толщины стенки трубы, то производится внутренний скос кромки (типы 4-6, 14-16).
При разности внутренних диаметров стыкуемых стенок более 0,5 толщины стенки трубы производят цилиндрическую или коническую проточку (типы 7-10, 17-20).
При выполнении разделки кромки допускается неравномерное по ширине или частичное образование внутренней фаски и наружного скоса.
4.9.5 Размеры, форма и материалы приварных переходных колец (патрубков под приварку) должны предусматривать возможность выполнения сварного соединения на открытом воздухе без специальных мероприятий, а также возможность контроля сварного соединения и вырезки задвижки из трубопровода.
4.9.6 Задвижки должны поставляться с приваренными в заводских условиях катушками. По согласованию с заказчиком допускается поставка приварных катушек в комплекте с задвижкой без приварки.
4.10 Требования к покрытиям
4.10.1 Задвижки должны иметь наружное антикоррозионное покрытие, выполненное в заводских условиях.
Покрытие должно обеспечивать защиту задвижек от коррозии в процессе их хранения, транспортирования и последующей эксплуатации. Допускается по согласованию с заказчиком поставлять загрунтованные задвижки без наружного антикоррозионного покрытия с последующим нанесением основного покрытия на месте эксплуатации заказчиком задвижек.
4.10.2 Для нанесения наружного антикоррозионного покрытия должны использоваться материалы, согласованные с заказчиком и приведенные в ТУ на задвижки.
Выбор системы защитного антикоррозионного покрытия и его номинальная толщина, а также применяемых материалов проводится с учетом климатической зоны, температуры рабочей среды, категории размещения оборудования, конструктивных особенностей изделия и коррозионной агрессивности атмосферы.
Соответствие свойств ЛКМ требованиям ТУ и/или НД должно быть подтверждено сертификатом качества.
При поставке ЛКМ производитель должен представить технические данные материала, включающие жизнеспособность, рекомендации по нанесению краски, толщине покрытия, требования безопасности при работе с данным материалом и другую необходимую для работы информацию.
Производитель ЛКМ при поставке обязан предоставить заказчику и подрядной организации работ следующие документы и информацию:
- сертификат качества на каждую партию поставляемого ЛКМ;
- сертификаты качества на вспомогательные материалы (растворители, разбавители);
- инструкцию по применению ЛКМ;
- требования по хранению ЛКМ с указанием срока хранения, при котором гарантируется сохранение качества материалов в соответствии с сертификатом качества;
- санитарно-эпидемиологическое заключение на ЛКМ.
Нанесение защитного покрытия в заводских и трассовых условиях должно осуществляться в соответствии с технической документацией (технологические инструкции, технологические карты и т.д.) с учетом рекомендаций завода - изготовителя ЛКМ.
4.10.3 Места, не подлежащие окраске, должны быть указаны в КД на задвижку.
На крепежные детали соединения "корпус-крышка" до покрытия корпуса и крышки должна быть нанесена консервационная смазка и установлены защитные колпаки. Пломбирование крепежа при этом не производят. Концевые участки задвижек должны быть свободными от защитного покрытия для последующего выполнения в трассовых условиях сварочных работ. Длина свободных от покрытия концевых участков задвижек должна составлять от 60 до 120 мм (по согласованию с заказчиком допускается другая длина), на которые должно быть нанесено консервационное покрытие. Концевые участки покрытия должны иметь плавный переход к металлической поверхности с углом не более 30°.
Покрытие должно наноситься равномерным слоем. В процессе работы необходимо контролировать сплошность покрытия (визуально) и толщину мокрой и сухой пленки каждого слоя с помощью толщиномера.
4.10.4 Покрытие должно быть однородным, не иметь пропусков, пузырей, вздутий и мест отслоений. На поверхности покрытия допускаются "шагрень", локальные утолщения и наплывы (до 1 мм), не снижающие толщину покрытия менее указанной в технической документации.
4.10.5 Толщина покрытия должна соответствовать технической документации на выбранную систему покрытия изготовителя ЛКМ.
Допускаемое отклонение толщины отвержденного покрытия в меньшую сторону - 20% при условии, что среднее значение толщины на измеренном участке будет соответствовать номинальной толщине или превышать ее. Допускаемое отклонение толщины отвержденного покрытия в большую сторону определяет производитель ЛКМ с учетом критической толщины конкретного ЛКМ.
Толщина защитного покрытия не нормируется на крепежных деталях (шпильки, гайки), на защитных колпаках, а также на ребрах жесткости, основаниях и проушинах. Диэлектрическая сплошность на этих поверхностях, а также на поверхностях радиусом кривизны менее 10 мм должна быть не менее 2 кВ/мм толщины.
4.10.6 Допускается проводить ремонт (восстановление) локальных дефектов покрытия (повреждений) тем же ЛКМ, которым окрашена задвижка, или ремонтным материалом, аналогичным материалу основного покрытия.
Работы по ремонту (восстановлению) покрытия должны выполняться в соответствии с технологической инструкцией, утвержденной в установленном порядке с учетом рекомендаций предприятия - изготовителя ЛКМ.
По показателям свойств покрытие на отремонтированных участках должно отвечать требованиям ТУ на ЛКМ.
4.10.7 Перемещение, транспортирование и укладка задвижек с покрытием должны осуществляться после достижения покрытием необходимой степени твердости, установленной предприятием - изготовителем ЛКМ.
4.10.8 Правила приемки покрытия
4.10.8.1 Проверку качества и приемку задвижек с покрытием осуществляет ОТК предприятия-изготовителя (или производителя работ).
4.10.8.2 Задвижки с покрытием предъявляют к приемке партиями или единичными изделиями.
Партия состоит из задвижек с наружным покрытием, нанесенным по установившейся технологии изготовителя с использованием материалов покрытия одной марки. Количество задвижек в партии не должно превышать количество изделий, окрашенных в одну рабочую смену.
4.10.8.3 На каждую партию задвижек с покрытием (на каждую задвижку с покрытием) изготовитель оформляет сертификат или паспорт, в котором помимо сведений о задвижках должны указываться данные о качестве покрытия:
- внешний вид;
- длина неизолированных концевых участков;
- угол скоса покрытия к телу трубы (для задвижек подземной установки);
- толщина;
- диэлектрическая сплошность;
- прочность при ударе (для задвижек подземной установки);
- адгезия к стали;
- наличие маркировки (по 4.10.9);
- сведения об используемых ЛКМ.
4.10.8.4 Внешний вид покрытия задвижек оценивают визуально на каждой задвижке без применения увеличительных средств.
4.10.8.5 Длину неизолированных концевых участков измеряют на каждой задвижке шаблоном или с помощью металлической линейки по ГОСТ 427 с точностью ±1 мм.
4.10.8.6 Угол скоса покрытия к поверхности задвижки измеряют с помощью шаблона-угломера, изготовленного с точностью не менее ±5°.
4.10.8.7 Толщину покрытия определяют толщиномером с погрешностью измерения не более ±5%. Контроль толщины осуществляется на каждой задвижке не менее чем в десяти точках по длине задвижки, начиная от края.
4.10.8.8 Диэлектрическую сплошность покрытия определяют по ГОСТ Р 51164 искровым дефектоскопом постоянного тока, дефектоскопом высокого напряжения или низковольтным электролитическим дефектоскопом типа "мокрая губка" в соответствии с [11] или ТУ на ЛКМ с погрешностью измерения не более ±5%.
Контролю сплошности подлежит вся наружная поверхность задвижки с покрытием, за исключением неизолированных концевых участков и фасок.
4.10.8.9 Прочность покрытия при ударе при температуре (20±5) °С определяют на задвижках либо на образцах-свидетелях по методу, изложенному в ГОСТ Р 51164 (приложение А). Расстояние между точками удара должно быть не менее 20 мм.
4.10.8.10 Адгезию покрытия к стали в зависимости от типа ЛКМ и толщины покрытия определяют одним из следующих методов:
- методом нормального отрыва (для жестких покрытий любой толщины);
- методом отслаивания полосы покрытия под углом 90° (для эластичных покрытий любой толщины);
- методом решетчатого надреза по [12] - при суммарной толщине покрытия до 250 мкм;
- методом Х-образного надреза по [13] - при толщине покрытия свыше 250 мкм.
Измерение адгезии покрытия методом нормального отрыва проводится в соответствии с требованиями [14] и методиками, приведенными в ТУ на ЛКМ.
Измерение адгезии покрытия методом отслаивания полосы покрытия под углом 90° при скорости отслаивания (10±3) мм/мин проводят по ГОСТ 411 (метод А) и методикам, приведенными в ТУ на ЛКМ.
4.10.8.11 Контроль качества изолированных задвижек включает в себя:
- проверку соответствия применяемых ЛКМ выданным сертификатам качества;
- приемо-сдаточные испытания;
- периодические испытания;
- типовые испытания.
4.10.8.12 Приемо-сдаточные испытания следует проводить на каждой партии окрашенных изделий.
Приемо-сдаточные испытания включают:
- измерение длины неизолированных концов и угла скоса покрытия к телу трубы (проводят на каждой задвижке);
- проверку качества наружного покрытия на соответствие требованиям ТУ на покрытие, включая:
а) контроль внешнего вида покрытия (проводят на каждой задвижке);
б) измерение толщины покрытия (проводят на каждой задвижке);
в) испытание покрытия на диэлектрическую сплошность проводят на каждой задвижке. Контролю подлежит вся наружная поверхность задвижек, за исключением неизолированных концевых участков;
г) определение ударной прочности покрытия при температуре (20±5) °С - для задвижек подземной установки (проводят выборочно, на одной задвижке от партии или на образцах-свидетелях);
д) определение адгезии покрытия к стали (проводят выборочно, на одной задвижке от партии или на образцах-свидетелях);
- проверку наличия маркировки на окрашенных задвижках (проводят на каждом изделии).
Испытания проводят после полного отверждения покрытия.
При неудовлетворительных результатах приемо-сдаточных испытаний покрытия хотя бы по одному из показателей свойств следует проводить повторные испытания покрытия по данному показателю на удвоенном количестве изделий, взятых из той же партии. При повторном получении неудовлетворительных результатов проводят поштучный контроль и сдачу окрашенных задвижек по показателю, имеющему неудовлетворительные результаты.
4.10.8.13 Периодические испытания проводят в целях периодического подтверждения стабильности технологического процесса изготовления задвижек не реже одного раза в три года. Периодические испытания проводят также по требованию заказчика.
Типовые испытания следует проводить при изменении марки ЛКМ, при изменении основных параметров технологического процесса, указанных изготовителями материалов и оборудования.
Периодические и типовые испытания необходимо проводить по всем показателям требований ТУ на ЛКМ на образцах-свидетелях в соответствии с методами, указанными в ТУ на ЛКМ.
При подготовке образцов-свидетелей - металлических пластин с наружным покрытием - очистка поверхности пластин и нанесение на них защитного покрытия должны осуществляться по тем же технологическим режимам, с применением тех же абразивных материалов и ЛКМ, которые используются для очистки и защиты задвижек. При этом внешний вид, толщина и диэлектрическая сплошность покрытия на образцах-свидетелях должны быть аналогичны покрытию задвижек.
Испытания проводят после полного отверждения покрытия.
При неудовлетворительных результатах периодических и типовых испытаний покрытия необходимо проводить повторные испытания по неудовлетворительному показателю на удвоенном количестве образцов. При повторном получении отрицательных результатов технологический процесс защиты задвижек должен быть приостановлен до выяснения и устранения причин несоответствия покрытия требованиям ТУ на ЛКМ.
4.10.8.14 Задвижки, покрытие которых не отвечает требованиям ТУ на ЛКМ, должны выбраковываться. При невозможности ремонта покрытия или повторном окрашивании задвижки могут поставляться по согласованию с потребителем как задвижка без покрытия.
4.10.9 Маркировка задвижек с покрытием
4.10.9.1 На наружную или внутреннюю поверхность задвижки с заводским покрытием в соответствии с требованиями ГОСТ 10692, ГОСТ 14192 и НД должна наноситься основная маркировка с дополнительными данными, включающими:
- наименование (товарный знак) предприятия-изготовителя;
- номер партии и дату выпуска покрытых изделий (месяц, год - две последние цифры);
- обозначение технических условий на задвижку с покрытием;
- тип покрытия;
- отметку ОТК о приемке продукции.
4.10.9.2 Маркировка должна быть выполнена с помощью трафарета или печати, которые создают четкие и несмываемые надписи красками, обеспечивающими сохранность маркировки на период гарантированного срока хранения задвижек.
4.11 Требования к электроприводам
4.11.1 Для управления задвижками должны применяться взрывозащищенные многооборотные электроприводы.
4.11.2 Электроприводы должны быть работоспособны в наружных установках и в помещениях во взрывоопасных зонах 1-го и 2-го классов по ГОСТ Р 51330.9, в которых возможно образование паро- и газовоздушных взрывоопасных смесей категорий IIA, IIB групп Т3, Т4 по ГОСТ Р 51330.5, ГОСТ Р 51330.11 и [15].
Электротехнические устройства в составе электроприводов должны иметь взрывозащищенность не ниже:
- 2ExdllBT3 по ГОСТ Р 51330.1 - для блоков коммутации и выключателей;
- 1ExdllBT4 по ГОСТ Р 51330.1 -для электродвигателей и блоков электронного управления;
- 1ЕхbIIВТ4 по ГОСТ Р 51330.0 - для пультов дистанционного управления.
4.11.3 Электроприводы в составе задвижек должны обеспечивать:
- закрытие-открытие проходного сечения задвижки и остановку шибера задвижки в любом промежуточном положении по команде оператора;
- автоматическое отключение электродвигателя при достижении шибером задвижки крайних положений или при превышении нагрузки на выходном звене электропривода заданных крайних значений крутящего момента в пределах заданного диапазона перемещений;
- выдачу информации на пульты о достижении шибером задвижки крайних положений и об аварийном отключении электродвигателя;
- перемещение шибера от ручного дублера электропривода и автоматическое перемещение при включении электродвигателя;
- указание текущего положения шибера задвижки в пределах заданного диапазона перемещения.
4.11.4 Требования надежности и безопасности электроприводов:
- коэффициент оперативной готовности - не ниже 0,99;
- вероятность безотказной работы в течение назначенного ресурса - 0,9;
- наработка на отказ - не менее 750 циклов;
- назначенный срок службы - 30 лет;
- назначенный ресурс - 3000 циклов;
- среднее время восстановления - 2 ч (без учета времени подъезда);
- средний срок сохраняемости без переконсервации в заводской упаковке - 3 года (в местах с условиями хранения по группе 4 по ГОСТ 15150).
4.11.5 Параметры электропитания:
- показатели и нормы качества - по ГОСТ 13109;
- питание электродвигателя и блока электронного управления должно осуществляться от трехфазной сети напряжением до 380 В. Допускается питание блока электронного управления от однофазного напряжения 220 В переменного тока;
- резервное напряжение питания блока электронного управления 220 В переменного тока;
- допустимое отклонение напряжения питания - от минус 15% до плюс 10%;
- частота питающей сети - (50±0,4) Гц;
- питание дискретных выходов типа "сухой контакт" должно осуществляться от внешнего источника питания 24 В постоянного тока или 220 В переменного тока. Ток нагрузки дискретного выхода не более 1 А.
4.11.6 Электроприводы должны соответствовать классу по электробезопасности I (в соответствии с [15]) и иметь основную (рабочую) изоляцию и зажим защитного заземления.
4.12 Комплектность
4.12.1 В комплект поставки задвижки должны входить:
- полностью собранная задвижка со всеми деталями, узлами и комплектующими изделиями в соответствии со спецификацией;
- комплект быстроизнашиваемых деталей, инструмента и принадлежностей, деталей и узлов с ограниченным сроком службы, необходимых для эксплуатации и технического обслуживания задвижек, в соответствии с ведомостью ЗИП, оговариваемый при оформлении договора на поставку;
- комплект эксплуатационной и сопроводительной документации.
4.12.2 По условиям, особо оговариваемым в договоре на поставку, задвижки поставляются укомплектованными указателем утечек, ответными фланцами с крепежными деталями и прокладками.
4.12.3 В комплект эксплуатационной и сопроводительной документации должны входить:
- паспорт;
- расчет на прочность (или выписка из расчета);
- расчет на сейсмостойкость или выписка из расчета (если он не входит составной частью в расчет на прочность);
- чертеж общего вида (или сборочный чертеж задвижки);
- РЭ;
- акт приемо-сдаточных испытаний и протокол испытаний антикоррозионного покрытия. По согласованию с заказчиком допускается вместо акта приводить в паспорте результаты приемо-сдаточных испытаний и испытаний антикоррозионного покрытия;
- копии разрешительных документов в соответствии с действующим законодательством Российской Федерации;
- упаковочный лист.
Вся документация, входящая в комплект поставки, должна быть выполнена на русском языке в одном экземпляре на каждую задвижку.
4.12.4 В паспорте на задвижку должны быть приведены:
- общие сведения:
а) полное наименование и обозначение задвижки;
б) наименование изготовителя;
в) дата выпуска;
г) заводской номер;
д) номера разрешительных документов и сроки их действия;
- технические характеристики, соответствующие ТУ, в том числе:
a) ,
,
(°C),
при открытии, коэффициент сопротивления
, вид климатического исполнения и категория размещения, сейсмостойкость;
б) наименование рабочей среды, ее характеристика или НД;
в) марки материалов основных деталей и крепежа;
г) пусковое усилие тяги, момент настройки муфты ограничения крутящего момента электропривода, максимально допустимое усилие тяги и крутящий момент, действующий на шпиндель, количество оборотов, необходимое для открытия/закрытия задвижки;
д) показатели надежности и показатели безопасности;
- результаты приемо-сдаточных испытаний задвижки и испытаний антикоррозионного покрытия (или ссылка на прилагаемые к паспорту акт приемо-сдаточных испытаний задвижки и протокол испытаний антикоррозионного покрытия);
- сведения о разделке кромок (патрубка или катушки) для приварки к трубопроводу;
- сведения о наплавочных материалах;
- сведения о химическом составе и механических характеристиках материалов корпусных деталей, материалов, используемых для сварных соединений, шпинделя, крепежа основного разъема и деталей узла затвора (шибер, седла);
- сведения о сварных швах и методах контроля;
- сведения о проведении неразрушающего контроля задвижки;
- свидетельство о приемке;
- свидетельство о консервации (в том числе о дате консервации и сроке защиты без переконсервации);
- сведения об исправлении дефектов в процессе изготовления (при наличии исправлений), с указанием вида, характеристики, места расположения дефекта, метода его исправления и контроля;
- гарантии изготовителя.
К паспорту прикладывают протокол результатов исправления дефектов (при наличии исправлений), схему расположения сварных швов с указанием и подписью исполнителей (при отсутствии клеймения).
Форма паспорта на задвижку приведена в приложении К.
4.12.5 РЭ должно соответствовать ГОСТ 2.610 и включать следующие разделы:
- описание и работа;
- использование по назначению;
- техническое обслуживание;
- ремонт;
- техническое освидетельствование;
- транспортирование и хранение;
- утилизация.
В РЭ должны быть указаны момент настройки муфты ограничения крутящего момента электропривода, максимально допустимые усилие тяги и крутящий момент, действующие на шпиндель задвижки.
В РЭ должны быть приведены рекомендации по объему, методам и периодичности технического обслуживания, среднего и капитального ремонтов.
4.13 Маркировка
4.13.1 Маркировка задвижки - по ГОСТ Р 52760, КД и ТУ.
4.13.2 Маркировка должна быть расположена на лицевой стороне корпуса задвижки на видном месте (допускается наносить маркировку на верхнем фланце крышки) и на металлической табличке из коррозионно-стойкой стали или цветных металлов и их сплавов.
Табличка должна быть выполнена в соответствии с требованиями ГОСТ 12971. Табличка должна быть размещена на видном месте. Для задвижек, не подлежащих теплоизоляции, табличка должна крепиться в верхней части стойки. Для задвижек, подлежащих теплоизоляции, табличка должна крепиться к стойке на приварной скобе, планке или кронштейне, размеры которых должны обеспечивать доступ к табличке после нанесения теплоизоляции.
4.13.3 Содержание маркировки на корпусе и на табличке:
- наименование или товарный знак предприятия-изготовителя;
- обозначение задвижки (в соответствии с 4.2.1);
- диаметр номинальный ;
- давление номинальное (в кгс/см
без указания размерности и в скобках в МПа с указанием размерности);
- максимальный перепад давления при открытии (в кгс/см
без указания размерности и в скобках в МПа с указанием размерности);
- класс герметичности затвора по ГОСТ Р 54808;
- масса, кг;
- марка или условное обозначение материала корпуса;
- заводской номер и год изготовления;
- клеймо ОТК.
Фактическое значение эквивалента углерода материала патрубков (или катушек) должно быть нанесено несмываемой краской на внутренней поверхности патрубков корпуса (или катушек) на расстоянии от 30 до 50 мм от торца по внутреннему диаметру и отражено в паспорте на задвижку.
4.13.4 В зависимости от вида климатического исполнения наружные поверхности элементов задвижек подземной установки, эксплуатирующиеся в атмосферных условиях (стойка, бугельный узел, дренажные элементы) и все наружные поверхности задвижек надземной установки должны быть окрашены в отличительный цвет в соответствии с таблицей 15.
Таблица 15 - Отличительные цвета задвижек
Климатическое исполнение | Цвет отличительной окраски |
У | Серый |
ХЛ | Синий |
При наличии требований заказчика наружные поверхности задвижек могут быть окрашены в другие цвета.
4.13.5 Маркировку запасных частей задвижки располагать непосредственно на деталях (запасных частях) либо на прикрепленных к ним бирках с обозначением изделия, которое они комплектуют. Маркировка должна содержать данные, необходимые для идентификации конкретной запасной части.
4.13.6 Маркировка транспортной тары - по ГОСТ 14192.
На торцевой и боковой поверхностях транспортной тары наносят:
- адрес и наименование получателя;
- адрес и наименование отправителя;
- обозначение задвижки;
- масса нетто и брутто, кг;
- габаритные размеры в сантиметрах (длина, ширина и высота).
На ящике (крышке, на передней и боковой стенках), в который упаковывают ремонтный и групповой ЗИП, должно быть нанесено:
- адрес и наименование получателя;
- адрес и наименование отправителя;
- обозначение задвижки в сочетании с "ЗИП изделия";
- количество комплектов ЗИП в ящике;
- номер ящика;
- количество ящиков в партии;
- масса ЗИП с тарой (брутто);
- манипуляционные знаки "Беречь от влаги", "Верх, не кантовать".
4.13.7 На задвижке должны быть нанесены условные обозначения для строповых устройств. На упакованной задвижке должны быть нанесены манипуляционные знаки "Центр тяжести" и "Место строповки". Непосредственно на задвижку несмываемой краской должны быть нанесены условные обозначения для строповых устройств.
4.13.8 Способ нанесения маркировки:
- для литых, литосварных и литоштампосварных корпусов - литьем или ударным способом;
- для штампосварных корпусов - ударным способом;
- для транспортной тары - несмываемой краской.
4.14 Упаковка
4.14.1 Упаковка должна обеспечивать сохранность задвижек (в том числе антикоррозионного покрытия) при транспортировании и хранении.
4.14.2 При подготовке задвижек к упаковыванию должно быть соблюдено следующее:
- затвор должен быть установлен в положение "Открыто";
- поверхности задвижек, не имеющие защитного антикоррозионного покрытия, а также лакокрасочного или другого атмосферостойкого покрытия, необходимо подвергнуть временной антикоррозионной защите по ГОСТ 9.014 (вариант защиты ВЗ-4 или ВЗ-8, вариант упаковки ВУ-0);
- на время транспортирования и хранения задвижку необходимо консервировать по ТУ или инструкции на консервацию;
- крепежные детали и другие неокрашиваемые поверхности необходимо консервировать смазкой К-17 по ГОСТ 10877 или другим консервантом;
- патрубки задвижки, а также бугельный узел при поставке без привода или со снятым приводом должны быть защищены заглушками, предохраняющими полости от загрязнения, попадания влаги и защищающими кромки от повреждения;
- при использовании деревянной тары внутренняя упаковка должна быть по ГОСТ 9.014.
4.14.3 Порядок размещения и способ укладывания продукции должны обеспечить сохранность задвижек при транспортировании и хранении.
4.14.4 Эксплуатационную и сопроводительную документацию, прилагаемую к задвижке, завертывают в водонепроницаемую бумагу или бумагу с полиэтиленовым покрытием и вкладывают в герметичный пакет, изготовленный из полиэтиленовой пленки толщиной не менее 0,15 мм. Швы пакета должны свариваться (заклеиваться). Пакет дополнительно должен быть обернут водонепроницаемой бумагой или полиэтиленовой пленкой, края которых должны свариваться (заклеиваться).
4.14.5 Эксплуатационная и сопроводительная документация должна размещаться в первом ящике отправляемых по заказу задвижек, при этом на ящик должна быть нанесена надпись "Документация находится здесь". В случае транспортирования задвижек без тары документация должна размещаться в проходе задвижки.
5 Требования безопасности и охраны окружающей среды
5.1 Требования безопасности - по ГОСТ Р 53672.
5.2 Требования безопасности и охраны окружающей среды должны быть обеспечены:
- подбором материалов элементов задвижек с учетом параметров и условий эксплуатации;
- проведением расчетов на прочность основных элементов задвижек с учетом сейсмических нагрузок и нагрузок, передаваемых от трубопровода;
- герметичностью по отношению к окружающей среде;
- проведением расчетов на сопротивление хрупкому разрушению для возможности опрессовки воздухом давлением 1,1 при температуре минус 40 °С;
- утилизацией деталей, вышедших из строя или отработавших ресурс, предварительно отпаренных специализированными предприятиями, имеющими лицензию на обращение с опасными отходами.
Содержание вредных веществ возле разъемных соединений задвижек не должно превышать норму для класса опасности 3 по ГОСТ 12.1.007. Концентрация вредных веществ, методы и периодичность контроля - по ГОСТ 12.1.005 для класса опасности III.
5.3 Требования безопасности при эксплуатации
5.3.1 В ТУ и РЭ на задвижки должны быть приведены перечень отказов и критерии предельных состояний.
5.3.2 В РЭ должны быть установлены требования, обеспечивающие безопасность при эксплуатации задвижек:
- к установке и монтажу задвижек в соответствии с требованиями РЭ;
- к входному контролю, эксплуатации, техническому обслуживанию, ремонту, техническому освидетельствованию, к квалификации персонала для допуска к проведению работ.
Задвижки должны эксплуатироваться в соответствии с РЭ.
Эксплуатация задвижек без паспорта и РЭ запрещается.
При эксплуатации задвижек должны проводиться техническое обслуживание, ремонты и периодические проверки.
При эксплуатации должен вестись учет наработки, обеспечивающий контроль достижения назначенных показателей.
Эксплуатация задвижек должна быть остановлена при достижении критического предельного состояния и назначенных показателей.
Персонал должен иметь инструкцию или другой документ, устанавливающий порядок действий при обнаружении предельного состояния.
5.3.3 Для обеспечения безопасной работы категорически запрещается:
- использовать задвижки для работы при параметрах, превышающих указанные в РЭ;
- производить работы по устранению дефектов при наличии избыточного давления среды в корпусе задвижки;
- производить работы, связанные с разборкой разъема "корпус-крышка" и/или сальникового узла, при наличии давления среды в корпусе задвижки;
- опрессовывать задвижку водой при температуре окружающего воздуха ниже 5 °С;
- использовать задвижки в качестве опор для оборудования и трубопроводов;
- использовать дополнительные рычаги при ручном управлении задвижкой и применять гаечные ключи, большие по размеру, чем необходимые по размерам крепежных деталей;
- проводить работы на задвижке с незаземленным электрооборудованием;
- применять задвижки вместо заглушек при испытаниях на монтаже.
5.3.4 Уровень шума, создаваемый задвижкой, не должен превышать 85 дБ на расстоянии 1,0 м от корпуса задвижки.
Требования к уровню шума не предъявляются в переходных режимах при открытии и закрытии задвижки.
5.3.5 При разборке и сборке задвижки необходимо предохранять уплотнительные и направляющие поверхности от повреждения.
5.3.6 Монтаж, эксплуатация, техническое обслуживание и ремонт задвижек должны производиться в соответствии с РЭ, ГОСТ 12.1.010, ГОСТ 12.1.004 (рекомендуется также учитывать [16]).
5.4 Требования безопасности при транспортировании и хранении
5.4.1 Требования безопасности при погрузочно-разгрузочных работах - по ГОСТ 12.3.009.
5.4.2 Строповка задвижек должна производиться в соответствии со схемой строповки, которая должна быть приведена в КД и РЭ.
5.4.3 В РЭ должны быть установлены следующие требования, обеспечивающие безопасность при транспортировании и хранении задвижек:
- транспортирование и хранение задвижек должно проводиться с учетом всех требований по безопасности, предусмотренных разработчиком задвижек;
- по истечении установленного срока хранения задвижки должны быть подвергнуты переконсервации; в случае планируемого применения по назначению - техническому диагностированию и испытаниям на работоспособность и герметичность;
- транспортирование задвижек должно проводиться в соответствии с правилами, действующими на конкретных видах транспорта;
- погрузка, разгрузка, транспортирование и складирование задвижек должны проводиться аттестованным персоналом с соблюдением требований безопасности при выполнении данных работ.
5.4.4 Материалы и вещества, применяемые для упаковки и консервации, должны быть безопасными для людей и окружающей среды.
Установка и крепление задвижек на транспортном средстве должны исключать возможность механических повреждений и загрязнений внутренних поверхностей задвижек и концов патрубков, обработанных под приварку к трубопроводу.
6 Правила приемки
6.1 Общие правила
6.1.1 Приемка и контроль качества задвижек (сборочные единицы и детали), материалов, комплектующих изделий и отдельных операций должны производиться ОТК предприятия-изготовителя на соответствие требованиям ТУ и КД, утвержденной в установленном порядке. Результатами приемки являются клеймо ОТК на детали, сборке, задвижке и штамп ОТК с подписью в паспорте на задвижку.
6.1.2 К изготовлению и сборке должны допускаться материалы и детали, качество которых отвечает требованиям технической документации и которые приняты органами технического контроля предприятия - изготовителя задвижек.
6.1.3 Изготовитель задвижек должен проводить испытания следующих категорий:
- приемочные;
- квалификационные;
- приемо-сдаточные;
- периодические;
- типовые.
6.1.4 Приемочные и квалификационные испытания проводят по ГОСТ Р 15.201.
6.1.5 Приемо-сдаточные испытания проводит предприятие-изготовитель по ТУ с учетом ГОСТ 15.309. Периодические и типовые испытания проводят по соответствующим ПМ с учетом ГОСТ 15.309 и [17].
6.1.6 По требованию заказчика (по условию договора) испытания проводят с участием представителя заказчика силами и средствами ОТК предприятия-изготовителя.
6.1.7 Коэффициент сопротивления определяют в процессе приемочных испытаний опытных образцов.
Допускается устанавливать гидравлические характеристики задвижек расчетом или на основе анализа геометрических размеров проточной части и характеристик подобных конструкций, если вследствие отсутствия испытательных стендов или по другим причинам их экспериментальные значения определить невозможно или нецелесообразно.
6.1.8 Контроль массы задвижек проводят при изготовлении первой партии задвижек одного типоразмера, а также при проведении периодических и типовых испытаний.
6.1.9 Порядок проведения повторных испытаний и условия окончательного забракования - по ГОСТ 15.309.
Результаты испытаний задвижек оформляют по ГОСТ Р 15.201 и/или ГОСТ 15.309.
В процессе испытаний ход и результаты испытаний должны заноситься в журнал.
6.1.10 Допускается распространять результаты приемочных, квалификационных, периодических и типовых испытаний конкретной задвижки на группу конструктивно-подобных задвижек, изготовляемых по одинаковой технологии, при условии согласования решения предприятия-изготовителя с разработчиком и заказчиком.
6.2 Виды испытаний
6.2.1 Приемо-сдаточные испытания
6.2.1.1 Испытаниям подвергают задвижку в сборе до консервации и нанесения антикоррозионного и/или лакокрасочного покрытия, если в КД не указано иное.
6.2.1.2 Испытания проводятся по ТУ (или ПМ приемо-сдаточных испытаний).
6.2.1.3 Результаты приемо-сдаточных испытаний вносятся в журнал испытаний и паспорт или акт приемо-сдаточных испытаний, прилагаемый к паспорту.
6.2.1.4 Объем приемо-сдаточных испытаний:
- проверка ЭД и разрешительной документации;
- визуальный и измерительный контроль;
- испытание на герметичность верхнего уплотнения;
- испытания на прочность и плотность материала корпусных деталей и сварных швов;
- испытание на герметичность относительно внешней среды подвижных и неподвижных соединений;
- испытание на функционирование (работоспособность);
- испытание системы автоматического сброса давления из корпуса;
- испытание на герметичность затвора;
- испытание на герметичность сальника воздухом;
- проверка качества наружного антикоррозионного покрытия.
6.2.1.5 После проведения гидравлических испытаний проверяют соответствие момента затяга фланцевого соединения "корпус-крышка", указанному в КД (ТУ, РЭ) и наносят антикоррозионное покрытие.
6.2.1.6 После нанесения антикоррозионного покрытия задвижки проводится его контроль с оформлением протокола испытаний антикоррозионного покрытия.
6.2.1.7 Если при приемо-сдаточных испытаниях будет обнаружено несоответствие задвижек хотя бы по одному пункту программы приемо-сдаточных испытаний, то они бракуются до выявления причин возникновения несоответствий и их устранения в соответствии с ГОСТ 15.309.
6.2.1.8 После устранения обнаруженных несоответствий задвижки должны подвергаться повторным испытаниям по конкретному пункту ТУ или ПМ.
6.2.1.9 При положительных результатах повторных приемо-сдаточных испытаний задвижки считаются принятыми ОТК.
6.2.1.10 Разница температур стенки корпуса задвижки и окружающего воздуха во время гидравлических испытаний не должна вызывать конденсацию влаги на поверхности стенки корпуса.
6.2.1.11 Скорость подъема давления при проведении гидравлических испытаний задвижек не должна превышать 0,5 МПа (5 кгс/см) в минуту.
6.2.2 Периодические испытания
6.2.2.1 Периодические испытания проводит предприятие-изготовитель в объеме и порядке, предусмотренными ПМ, разработанной изготовителем или разработчиком.
6.2.2.2 Периодические испытания проводятся для контроля стабильности технологического процесса изготовления задвижек и подтверждения возможности продолжения их выпуска.
6.2.2.3 Периодические испытания проводят не реже одного раза в три года.
Количество образцов, подвергаемых испытаниям, методика испытаний - в соответствии с ПМ периодических испытаний, утвержденной в установленном порядке, и ГОСТ 15.309 (рекомендуемые правила проведения периодических испытаний и разработки ПМ - в соответствии с [17]).
6.2.2.4 Положительные результаты периодических испытаний подтверждают возможность дальнейшего изготовления и приемки по той же документации, по которой изготовлены отобранные для испытаний задвижки, до очередных периодических испытаний.
6.2.2.5 При отрицательных результатах периодических испытаний приемка и отгрузка партии принятых задвижек приостанавливается, анализируются причины отказа, намечают и выполняют мероприятия по их устранению. Испытания продолжают с того этапа испытаний, на котором был выявлен дефект.
6.2.3 Типовые испытания
6.2.3.1 Типовые испытания задвижки проводят в целях оценки эффективности и целесообразности предлагаемых изменений в КД или технологии изготовления, которые могут повлиять на технические характеристики задвижки, связанные с безопасностью, либо могут повлиять на эксплуатацию задвижки, в том числе на важнейшие потребительские свойства задвижки или на соблюдение условий охраны окружающей среды.
6.2.3.2 Испытания проводят по ГОСТ 15.309.
6.2.3.3 ПМ типовых испытаний составляет разработчик КД.
6.2.3.4 ПМ типовых испытаний должна содержать:
- необходимые проверки из состава приемо-сдаточных или периодических испытаний;
- требования по количеству образцов, необходимых для проведения типовых испытаний;
- указания об использовании образцов, подвергнутых типовым испытаниям;
- условия, при которых результаты типовых испытаний считаются положительными и достаточными для оценки эффективности (целесообразности) внесения изменений в КД или технологию изготовления задвижек.
6.3 Требования к испытательному оборудованию и средствам измерений
6.3.1 Испытательное оборудование, в том числе установленные на нем контрольно-измерительные приборы, должно обеспечивать условия испытаний.
6.3.2 Со стороны испытательного оборудования должны быть исключены механические воздействия на задвижки, не предусмотренные ЭД.
6.3.3 При проведении испытаний необходимо обеспечить измерение давления, температуры и времени с точностью:
±1,5% - для давления;
±5 °С - для температуры;
±1 с - для времени.
6.3.4 Давление при гидравлическом испытании должно контролироваться двумя манометрами. Оба манометра выбираются одного типа, предела измерения, одинаковых классов точности, цены деления. Класс точности манометров должен быть не ниже 1,5 во всем диапазоне измерений.
6.3.5 Измеряемые величины давлений должны находиться во второй трети шкалы манометра.
6.3.6 Испытания должны проводиться на испытательном оборудовании, аттестованном в соответствии с ГОСТ Р 8.568, укомплектованном средствами защиты и средствами измерений.
6.3.7 Для измерений при изготовлении, контроле и испытании задвижек применяют средства измерений утвержденного типа, внесенные в Федеральный информационный фонд по обеспечению единства измерений, имеющие действующие отметки о поверке или калибровке.
6.3.8 Перечень рекомендуемого оборудования и средств измерения приведен в приложении Л.
7 Методы контроля и испытаний
7.1 Общие указания
7.1.1 Методы контроля и испытаний - по ГОСТ Р 53402 и ГОСТ 5762.
7.1.2 Испытательные среды, используемые при контроле задвижек:
- вода водопроводная температурой от 5 °С до 40 °С с добавлением ингибитора коррозии (для снижения коррозионного воздействия на задвижки и испытательный стенд);
- воздух.
7.1.3 После гидравлических испытаний на предприятии-изготовителе:
- вода из задвижек должна быть полностью удалена, а корпус задвижки просушен;
- в патрубках задвижки должна быть установлена герметичная защитная лента из негорючих материалов, обеспечивающая защиту от попадания грата и окалины в затвор при сварке с трубопроводом. До начала эксплуатации задвижки лента должна быть удалена из трубопровода.
7.1.4 Последовательность проведения испытаний может быть уточнена в ПМ и/или ТУ.
7.2 Проверка ЭД и разрешительной документации
В состав ЭД и разрешительной документации должны входить документы в соответствии с 4.12.3 или ТУ на конкретную задвижку.
7.3 Визуальный и измерительный контроль
7.3.1 Визуальный контроль
При визуальном контроле задвижки следует проверить:
- комплектность на соответствие требованиям ТУ;
- наличие заглушек, обеспечивающих защиту фланцев или стыковых кромок под сварку;
- маркировку (по 4.13.3);
- отсутствие на корпусе и торцах вмятин, задиров, механических повреждений, коррозии;
- отсутствие расслоений любого размера на торцах патрубков;
- качество поверхности задвижки под нанесение защитного антикоррозионного покрытия на соответствие 4.10 и требованиям ТУ на задвижку;
- состояние сварных швов задвижки;
- отсутствие отслоений, механических повреждений износостойкого покрытия шибера, а также рисок и задиров износостойкого покрытия шибера, достигающих основного металла после проведения пневмогидравлических испытаний. Контроль осуществляется визуально через патрубки задвижки при снятых заглушках;
- отсутствие механических повреждений, рисок и задиров на уплотнительных поверхностях седел после проведения пневмогидравлических испытаний. Контроль осуществляется визуально через патрубки задвижки при снятых заглушках и приподнятом шибере;
- упаковку на соответствие 4.14 и ТУ на задвижку.
7.3.2 Измерительный контроль
7.3.2.1 Измерительный контроль в объеме 7.3.2.2 должен проводиться в соответствии с технологическим процессом после испытаний на прочность с помощью средств измерений с погрешностью не более 30% допуска на эти размеры.
7.3.2.2 При измерительном контроле проверяют:
- габаритные и присоединительные размеры (диаметр проходного сечения, присоединительные и уплотнительные размеры фланцев, строительная длина );
- разделку стыковых кромок под сварку (толщина стенок) на соответствие КД. Отклонение толщины стенки по торцам патрубков не должно превышать предельных значений, установленных в КД или ТУ;
- форму и размеры кромок под сварку на соответствие требованиям 4.9.3;
- толщину стенки корпусных деталей в контрольных точках (рекомендуется по [3]). На основе измерений толщин стенок выполняется эскиз корпуса задвижки с указанием точного положения мест замера. Эскиз прилагается к паспорту;
- отклонение от перпендикулярности торца приварной катушки относительно образующей (косину реза) на соответствие требованиям КД (рекомендуется по [10]).
7.3.2.3 При проверке габаритных и присоединительных размеров должен проводиться контроль соответствия механической обработки патрубков (фланцев) требованиям КД. Проверка проводится после гидравлических испытаний на прочность и окончательной обработки патрубков.
7.3.2.4 Отклонение наружного диаметра приварных катушек для задвижек от 500 до
1200 допускается контролировать путем измерения периметра. В случае измерения периметра рулеткой необходимо проводить пересчет
, мм, по формуле
![]() , (4)
, (4)
где - периметр поперечного сечения, мм;
- толщина рулетки, мм.
7.4 Испытание на герметичность верхнего уплотнения
7.4.1 Испытания проводят без сальникового уплотнения.
7.4.2 Устанавливают затвор в положение "Приоткрыто" на 15%-20%.
Заполняют задвижку водой до полного удаления воздуха из полости корпуса.
7.4.3 Затвор переводят в положение "Открыто" и перекрывают верхнее уплотнение. Для электроприводных задвижек перекрытие верхнего уплотнения на расстоянии от 10 до 15 мм проводят вручную маховиком электропривода.
7.4.4 Поднимают давление воды в корпусе задвижки до 1,1. Время выдержки при установившемся давлении 1,1
- по таблице 16. Проводят контроль герметичности верхнего уплотнения на отсутствие утечки.
7.5 Испытание на прочность и плотность материала корпусных деталей и сварных швов
7.5.1 Последовательность испытания:
- установить задвижку на испытательный стенд;
- произвести настройку путевых и моментных (для электропривода) выключателей в крайних положениях затвора "Открыто" - "Закрыто";
- затвор привести в положение "Приоткрыто" на 15%-20%;
- установить на патрубки задвижки заглушки;
- заполнить задвижку водой до полного удаления воздуха из полости корпуса, поднять давление воды в корпусе задвижки до ![]() ; время выдержки под испытательным давлением - в соответствии с таблицей 16, при этом осуществлять постоянный контроль давления в корпусе задвижки;
; время выдержки под испытательным давлением - в соответствии с таблицей 16, при этом осуществлять постоянный контроль давления в корпусе задвижки;
- снизить давление до ;
- произвести осмотр корпуса, крышки, дренажного трубопровода (при наличии), сварных швов в течение времени, необходимого для осмотра.
Таблица 16 - Время выдержки под испытательным давлением
Время выдержки под испытательным давлением, мин, не менее при испытании | |||
на прочность и плотность | на герметичность относительно внешней среды | на герметичность верхнего уплотнения; на герметичность затвора | |
100 | 10 | 5 | 2 |
От 150 до 250 | 30 | 15 | 5 |
" 300 " 1200 | 60 | 30 | 10 |
Примечание - Перед контролем герметичности затвора время выдержки при установившемся давлении не менее 10 мин. | |||
7.5.2 Для задвижек с литым (литосварным) корпусом дополнительно проводят контроль плотности материала элементов корпуса, разделяющих полости патрубков и корпусную полость. Проверку проводят в ходе контроля герметичности затвора путем контроля утечек в выходном патрубке задвижки.
7.5.3 Материал деталей и сварные швы считают прочными, если не обнаружено механических разрушений или видимых остаточных деформаций. Материал деталей и сварных швов считают плотным, если при испытании не обнаружено течей или "потений".
7.6 Испытание на герметичность относительно внешней среды подвижных и неподвижных соединений
7.6.1 Последовательность испытания:
- поднять давление воды до 1,1;
- наработать три цикла "Открыто-Закрыто";
- выдержать задвижку под давлением 1,1 в течение времени по таблице 16;
- провести осмотр соединения "корпус-крышка", сальникового уплотнения.
7.6.2 Метод контроля - визуальный. Утечки не допускаются.
7.6.3 Утечку через сальниковое уплотнение контролируют в зазоре между втулкой (гайкой) сальника и шпинделем и коробкой сальника.
7.7 Испытание на функционирование (работоспособность)
7.7.1 Последовательность испытания:
- установить затвор в положение "Приоткрыто" на 15%-20%;
- заполнить задвижку водой до полного удаления воздуха из полости корпуса;
- поднять давление воды в корпусе задвижки до ;
- затвор задвижки установить в положение "Закрыто" рабочим усилием (крутящим моментом);
- провести три цикла "Открыто-Закрыто" при одностороннем давлении на затвор при каждом цикле. Подачу давления производить в патрубок с одной стороны. Перемещение затвора должно производиться без рывков и заеданий, утечки через сальниковое уплотнение не допускаются.
7.7.2 При испытании необходимо проводить замер фактического крутящего момента на валу задвижки во время открытия при одностороннем давлении на затвор
с занесением результатов измерений в паспорт задвижки.
Проверяют срабатывание путевых и моментных (для электропривода) выключателей.
7.7.3 Повторяют испытание с подачей давления с другой стороны.
7.8 Испытание системы автоматического сброса давления из корпуса
Последовательность испытания:
- установить затвор в положение "Приоткрыто" на 15%-20%;
- заполнить задвижку водой до полного удаления воздуха из полости корпуса, поднять давление воды в корпусе задвижки до ;
- установить затвор в положение "Открыто";
- поднять давление среды в корпусе задвижки, контролируя повышение давления по манометру;
- зафиксировать значение рабочего давления, при котором произойдет сброс среды из корпуса в проход патрубка задвижки. Сброс должен произойти при давлении в корпусе не более (с учетом 4.4.3):
а) 1,3 - для задвижек
40 (4 МПа);
б) 1,1 - для задвижек
63 (6,3 МПа);
- установить затвор в положение "Приоткрыто" на 15%-20%;
- заполнить задвижку водой до полного удаления воздуха из полости корпуса;
- поднять давление воды в корпусе задвижки до ;
- установить затвор в положение "Закрыто";
- поднять давление среды в корпусе задвижки, контролируя повышение давления по манометру;
- зафиксировать значение рабочего давления, при котором произойдет сброс среды из корпуса в проход патрубка задвижки. Сброс должен произойти при давлении в корпусе не более (с учетом 4.4.3):
а) 1,3 - для задвижек
40 (4 МПа);
б) 1,1 - для задвижек
63 (6,3 МПа).
7.9 Испытание на герметичность затвора
7.9.1 Последовательность испытания:
- затвор задвижки перевести в положение "Приоткрыто" на 15%-20%;
- установить в верхнее отверстие крышки или в дренажный трубопровод указатель утечки;
- заполнить задвижку водой до полного удаления воздуха из полости корпуса;
- затвор задвижки установить в положение "Закрыто" рабочим усилием (крутящим моментом);
- создать перепад давления на затворе, для этого поднять давление во входном патрубке.
7.9.2 Контроль герметичности затвора следует проводить для каждого фиксированного значения перепада давления на затворе 0,1; 0,5
; 1,1
. Время выдержки при установившемся давлении и время контроля - по таблице 16.
Контроль герметичности затвора необходимо проводить через указатель утечки в крышке задвижки.
7.9.3 Задвижка должна соответствовать классу герметичности А по ГОСТ Р 54808.
7.9.4 Провести испытания задвижки при подаче воды в другой патрубок (фланец) по 7.9.1 и 7.9.2.
7.10 Испытание на герметичность сальника воздухом
7.10.1 Последовательность испытания:
- подать воздух давлением (0,5±0,1) МПа в крышку задвижки;
- выдержать под давлением 5 мин;
- проверить герметичность сальникового уплотнения методом обмыливания.
7.10.2 Пропуск воздуха не допускается.
7.11 Испытание на прочность приварных катушек
В случае невозможности испытания на прочность приварных катушек в составе изделия они должны быть отдельно подвергнуты испытанию пробным давлением, соответствующим пробному давлению задвижки, в такой последовательности:
- установить приварную катушку на стенд для испытания приварных катушек;
- заполнить полость приварной катушки водой до полного удаления воздуха, поднять давление воды в приварной катушке до . Величина пробного давления
должна соответствовать пробному давлению задвижки. Время выдержки испытательным давлением - 10 мин. При этом осуществлять постоянный контроль давления по показаниям манометров;
- снизить давление до ;
- произвести осмотр приварной катушки в течение времени, необходимого для осмотра. Пропуск воды через металл и сварные швы не допускается. Материал детали считается прочным, если не обнаружено механических разрушений или видимых остаточных деформаций;
- снизить давление до 0, слить воду, снять приварную катушку со стенда.
7.12 Проверка качества наружного антикоррозионного покрытия
Проверка качества наружного антикоррозионного покрытия задвижки должна проводиться по ТУ с учетом 4.10.8.12.
8 Транспортирование и хранение
8.1 Транспортирование
8.1.1 Транспортирование задвижек разрешается проводить любым видом транспорта и на любые расстояния, при этом должно быть исключено их повреждение или повреждение транспортной тары.
8.1.2 Условия транспортирования задвижки в части воздействия климатических факторов должны соответствовать группе 8 (ОЖ3) ГОСТ 15150 (открытые площадки в макроклиматических районах с умеренным и холодным климатом в атмосфере любых типов):
- плотность потока ультрафиолетовой части спектра (длина волны от 280 до 400 нм) - 68 Вт/м (0,016 кал/см
·с);
- верхнее значение температуры окружающего воздуха - плюс 40 °С;
- нижнее значение температуры окружающего воздуха - минус 40 °С для климатического исполнения У1 и минус 60 °С для климатического исполнения ХЛ1 по ГОСТ 15150;
- относительная влажность окружающего воздуха - до 100%;
- верхнее значение атмосферного давления - 106,7 кПа (800 мм рт.ст.);
- нижнее значение атмосферного давления - 84,0 кПа (630 мм рт.ст.).
8.1.3 Условия транспортирования задвижек в части воздействия механических факторов - Ж по ГОСТ 23170:
- перевозки автомобильным транспортом с любым количеством перегрузок (расстояние свыше 1000 км);
- перевозки воздушным, железнодорожным транспортом и водным путем в сочетании их между собой и с автомобильным транспортом с общим числом перегрузок более четырех;
- перевозки, включающие транспортирование морем.
8.1.4 При транспортировании задвижки должны выдерживать условия хранения по 8.2.
8.1.5 В случае транспортирования задвижек без тары предприятие-изготовитель или поставщик должны обеспечить установку и крепление задвижек на транспортном средстве, исключающие возможность механических повреждений и загрязнений внутренних поверхностей задвижек и концов патрубков, обработанных под приварку к трубопроводу.
8.1.6 При транспортировании проходные отверстия магистральных патрубков должны быть закрыты заглушками.
8.1.7 При выполнении погрузочно-разгрузочных работ должны выполняться требования ГОСТ 12.3.009.
8.2 Хранение
8.2.1 Условия хранения должны обеспечивать сохраняемость геометрических размеров, прочности, герметичности и работоспособности задвижки, а также заводской упаковки в течение всего срока хранения, установленного в ТУ.
8.2.2 Условия хранения в части воздействия климатических факторов группа 8 (ОЖЗ) по ГОСТ 15150 (открытые площадки в макроклиматических районах с умеренным и холодным климатом в атмосфере любых типов):
- плотность потока ультрафиолетовой части спектра (длина волны от 280 до 400 нм) - 68 Вт/м (0,016 кал/см
·с);
- верхнее значение температуры окружающего воздуха плюс 40 °С;
- нижнее значение температуры окружающего воздуха - минус 40 °С для климатического исполнения У1 и минус 60 °С для климатического исполнения ХЛ1;
- относительная влажность окружающего воздуха - до 100%;
- верхнее значение атмосферного давления - 106,7 кПа (800 мм рт.ст.);
- нижнее значение атмосферного давления - 84,0 кПа (630 мм рт.ст.).
8.2.3 Методы консервации и применяемые для этого материалы должны обеспечивать возможность расконсервации задвижек без их разборки.
8.2.4 Консервация должна обеспечить срок хранения задвижки в неповрежденной заводской упаковке не менее 24 мес. По истечении 24 мес при необходимости следует провести переконсервацию с отметкой в паспорте.
8.2.5 В случае хранения свыше срока консервации или обнаружения дефектов временной противокоррозионной защиты при контрольных осмотрах в процессе хранения необходимо провести переконсервацию согласно РЭ и ГОСТ 9.014 с отметкой в паспорте на задвижку.
9 Указания по эксплуатации
9.1 Установочное положение на трубопроводе:
- до 300 включительно - любое (рекомендуемое - вертикальное приводом вверх);
- свыше 300 - вертикальное, с отклонением от вертикальной оси до 4° в вертикальной плоскости, проходящей через ось трубопровода, а также с отклонением от вертикальной оси до 4° в вертикальной плоскости, перпендикулярной оси трубопровода.
9.2 Допустимые режимы эксплуатации задвижек:
- с полностью открытым затвором;
- с полностью закрытым затвором.
Эксплуатация задвижек в режиме дросселирования не допускается.
9.3 Запрещается эксплуатация задвижки при отсутствии на нее паспорта и РЭ.
9.4 Запрещается использовать задвижку на параметрах, превышающих указанные в паспорте и РЭ.
9.5 Расконсервацию проводят согласно ГОСТ 9.014 и РЭ.
9.6 Места установки задвижки должны обеспечивать условия для осмотров, технического обслуживания и ремонтных работ.
9.7 Задвижки, предназначенные для подземной установки, следует устанавливать при монтаже на трубопровод таким образом, чтобы сальниковые узлы задвижек находились выше уровня засыпки задвижек грунтом не менее чем на 100 мм.
9.8 Перед вводом в эксплуатацию наружная поверхность задвижки, подлежащей теплоизоляции, должна быть теплоизолирована негорючими материалами. Теплоизоляцию выполняют в соответствии с требованиями специального проекта производства работ, при этом необходимо руководствоваться требованиями РЭ.
9.9 После монтажа задвижка с катушками должна допускать комплексные испытания совместно с примыкающими магистральными и технологическими трубопроводами, а именно:
- гидравлические испытания на прочность давлением не выше , указанного в таблице 1, с выдержкой в течение 24 ч и на герметичность давлением не выше
с выдержкой в течение 12 ч при температуре окружающей среды от 5 °С и выше;
- пневматические испытания на прочность давлением выше на 10% с выдержкой в течение 24 ч и на герметичность давлением не выше
с выдержкой в течение 12 ч при температуре окружающей среды до минус 40 °С.
После гидравлических испытаний вода из задвижки должна быть полностью удалена, а корпус задвижки просушен.
9.10 При эксплуатации задвижки должен вестись учет наработки в циклах (часах), обеспечивающий контроль достижения назначенных показателей.
9.11 Эксплуатация задвижки должна быть остановлена при достижении предельных состояний и назначенных показателей, приведенных в паспорте и РЭ.
9.12 Мероприятия по содержанию задвижки в готовности к эксплуатации, подготовке к действию, вводу в эксплуатацию проводят в соответствии с ЭД.
9.13 К эксплуатации и обслуживанию задвижки должен допускаться персонал, аттестованный в установленном порядке.
9.14 При эксплуатации задвижки должны выполняться требования безопасности, указанные в РЭ.
9.15 При сварке катушек с задвижкой необходимо обеспечить защиту внутренних полостей задвижки и приварных катушек от попадания грата и окалины.
После приварки к трубопроводу необходимо удалить защитные материалы, установленные на предприятии-изготовителе для предотвращения от попадания грата и окалины в затвор при сварке с трубопроводом.
9.16 При эксплуатации необходимо проводить техническое обслуживание и ремонты задвижки (замена комплектующих элементов, выемных частей и т.п.), а также профилактические осмотры.
9.17 После достижения назначенных показателей задвижки должны подвергаться техническому освидетельствованию (рекомендуется с учетом [18]) в целях определения их технического состояния, необходимости проведения ремонта в специализированном ремонтном предприятии или предприятии - изготовителе задвижек, установления новых назначенных показателей или списания.
9.18 После проведения капитального ремонта задвижки должны подвергаться испытаниям в соответствии с РЭ (техническому освидетельствованию), по результатам которого продлеваются назначенные показатели и определяется срок очередного технического освидетельствования.
10 Гарантии изготовителя (поставщика)
10.1 Изготовитель (поставщик) должен гарантировать соответствие задвижек требованиям настоящего стандарта, КД и ТУ при соблюдении условий транспортирования, хранения, монтажа и эксплуатации.
10.2 Гарантийные обязательства (гарантийный срок хранения, гарантийный срок эксплуатации, гарантийная наработка) должны быть указаны в ТУ и паспорте.
Рекомендуемые гарантийные обязательства:
- гарантийный срок хранения без переконсервации - 24 мес;
- гарантийный срок эксплуатации - 24 мес со дня ввода задвижек в эксплуатацию, но не более 36 мес со дня отгрузки;
- гарантийная наработка - не менее 500 циклов в пределах гарантийного срока эксплуатации.
10.3 В течение гарантийного срока предприятие-изготовитель должно безвозмездно устранять дефекты производства, выявленные в процессе эксплуатации, а при невозможности устранения дефектов - выполнить замену поставленного изделия.
Приложение А
(рекомендуемое)
Форма опросного листа
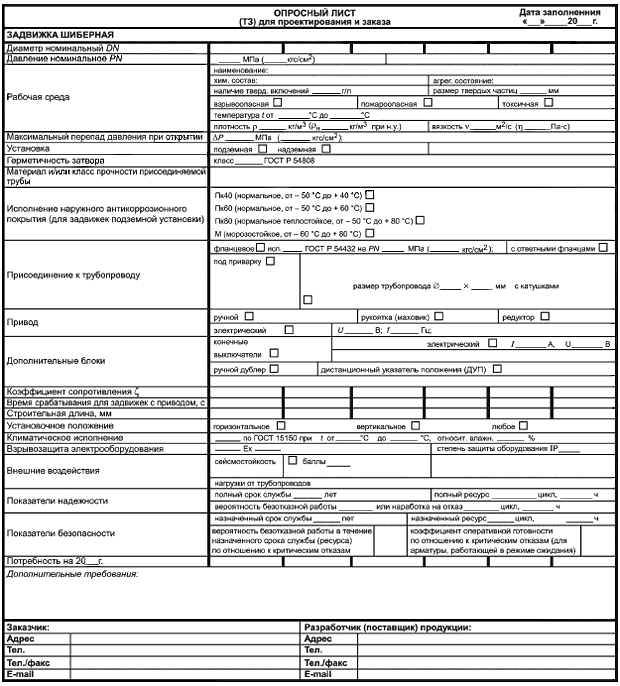
Приложение Б
(справочное)
Рабочие среды
Б.1 Параметры рабочих сред:
а) товарная нефть:
- плотность: от 700 до 900 кг/м;
- давление насыщенных паров: не более 500 мм рт.ст;
- вязкость: от 0,05·10 до 3,0·10
м
/с;
- массовая доля парафина: до 7,0%;
- массовая доля серы: до 3,5%;
- массовая доля воды: до 1,0%;
- воды в отдельных случаях: до 5,0%;
- концентрация хлористых солей: до 900 мг/дм;
- массовая доля механических примесей: до 0,05%;
- максимальный размер механических примесей твердостью до 7 по шкале Мооса: 5,0 мм;
- класс опасности 3 по ГОСТ 12.1.007;
б) нефтепродукты:
- бензин по ГОСТ Р 51105, ГОСТ Р 51866;
- дизельное топливо по ГОСТ 305, ГОСТ Р 52368;
- керосин по ГОСТ 10227.
Б.2 Рабочие среды и их параметры могут уточняться и записываться в опросных листах для конкретных поставок задвижек.
Приложение В
(обязательное)
Дополнительные нагрузки от трубопровода на патрубки задвижек
Дополнительные нагрузки от трубопровода на патрубки задвижек приведены в таблицах В.1-В.6.
Таблица В.1 - Дополнительное продольное усилие от присоединяемых трубопроводов для задвижек несейсмостойкого исполнения
Номинальный диаметр | Дополнительное продольное усилие, кН, для задвижек номинального давления | |||||||
1,6 | 2,5 | 4 | 6,3 | 8 | 10 | 12,5 | 15 | |
100 | 38,2 | 36,9 | 34,8 | 31,6 | 29,2 | 26,3 | 22,8 | 19,2 |
150 | 55,1 | 52,3 | 47,5 | 40,3 | 34,9 | 28,6 | 28,8 | 34,2 |
200 | 73,5 | 68,1 | 58,9 | 45,0 | 35,8 | 44,3 | 54,7 | 64,8 |
250 | 123 | 115 | 101 | 78,9 | 62,9 | 68,9 | 85,0 | 101 |
300 | 143 | 131 | 111 | 80,2 | 78,9 | 97,6 | 121 | 143 |
350 | 162 | 146 | 119 | 84,4 | 106 | 131 | 162 | 192 |
400 | 180 | 159 | 124 | 108 | 136 | 168 | 207 | 245 |
500 | 212 | 179 | 125 | 166 | 209 | 259 | 319 | 378 |
600 | 239 | 193 | 151 | 236 | 297 | 367 | 453 | 536 |
700 | 255 | 192 | 207 | 321 | 404 | 500 | 616 | 730 |
800 | 273 | 191 | 268 | 417 | 524 | 648 | 800 | 947 |
1000 | 295 | 261 | 415 | 645 | 811 | 1000 | 1240 | 147* |
1050 | 271 | 286 | 453 | 704 | 886 | 1090 | 1350 | 1600 |
1200 | 269 | 373 | 592 | 921 | 1160 | 1430 | 1760 | 2090 |
_______________
* Текст документа соответствует оригиналу. - .
Таблица В.2 - Дополнительное продольное усилие от присоединяемых трубопроводов для задвижек сейсмостойкого исполнения
Номинальный диаметр | Дополнительное продольное усилие, кН, для задвижек номинального давления | |||||||
1,6 | 2,5 | 4 | 6,3 | 8 | 10 | 12,5 | 15 | |
100 | 38,7 | 37,6 | 36,0 | 33,3 | 31,4 | 29,2 | 26,3 | 23,5 |
150 | 56,1 | 53,8 | 50,0 | 44,2 | 40,0 | 34,9 | 36,7 | 43,4 |
200 | 75,5 | 71,1 | 63,8 | 52,6 | 45,6 | 56,4 | 69,6 | 82,4 |
250 | 126 | 119 | 108 | 90,8 | 78,0 | 87,6 | 108 | 128 |
300 | 148 | 138 | 122 | 97,2 | 100 | 124 | 153 | 182 |
350 | 168 | 155 | 134 | 107 | 135 | 167 | 206 | 244 |
400 | 187 | 170 | 142 | 137 | 172 | 213 | 263 | 312 |
500 | 224 | 198 | 154 | 211 | 266 | 329 | 406 | 481 |
600 | 256 | 219 | 192 | 300 | 377 | 466 | 576 | 682 |
700 | 278 | 227 | 263 | 408 | 514 | 635 | 784 | 928 |
800 | 302 | 236 | 341 | 530 | 666 | 824 | 1017 | 1204 |
1000 | 340 | 332 | 527 | 820 | 1030 | 1280 | 1570 | 1860 |
1050 | 321 | 363 | 576 | 895 | 1130 | 1390 | 1720 | 2030 |
1200 | 335 | 475 | 753 | 1170 | 1470 | 1820 | 2240 | 2650 |
Таблица В.3 - Дополнительное продольное усилие от присоединяемых трубопроводов для задвижек исполнения повышенной сейсмостойкости
Номинальный диаметр | Дополнительное продольное усилие, кН, для задвижек номинального давления | |||||||
1,6 | 2,5 | 4 | 6,3 | 8 | 10 | 12,5 | 15 | |
100 | 46,4 | 45,2 | 43,1 | 40,0 | 37,7 | 35,0 | 31,6 | 28,2 |
150 | 67,3 | 64,6 | 60,1 | 53,1 | 48,0 | 41,9 | 44,0 | 52,1 |
200 | 90,6 | 85,3 | 76,6 | 63,1 | 54,7 | 67,6 | 83,5 | 98,9 |
250 | 151 | 143 | 130 | 109 | 93,6 | 105 | 130 | 154 |
300 | 177 | 166 | 146 | 117 | 120 | 149 | 184 | 218 |
350 | 202 | 186 | 160 | 129 | 162 | 200 | 247 | 293 |
400 | 224 | 204 | 171 | 164 | 207 | 256 | 316 | 374 |
500 | 268 | 237 | 185 | 253 | 319 | 395 | 487 | 577 |
600 | 307 | 263 | 231 | 359 | 452 | 560 | 691 | 818 |
700 | 333 | 273 | 315 | 490 | 617 | 762 | 940 | 1110 |
800 | 363 | 284 | 409 | 636 | 800 | 989 | 1220 | 1440 |
1000 | 408 | 399 | 632 | 984 | 1240 | 1530 | 1890 | 2240 |
1050 | 386 | 436 | 691 | 1070 | 1350 | 1670 | 2060 | 2440 |
1200 | 402 | 570 | 904 | 1400 | 1770 | 2180 | 2690 | 3190 |
Таблица В.4 - Изгибающий момент от присоединяемых трубопроводов для задвижек несейсмостойкого исполнения
Номинальный диаметр | Изгибающий момент, кН·м, для задвижек номинального давления | |||||||
1,6 | 2,5 | 4 | 6,3 | 8 | 10 | 12,5 | 15 | |
100 | 5,53 | 5,35 | 5,04 | 4,57 | 4,22 | 3,81 | 3,30 | 2,79 |
150 | 12,0 | 11,3 | 10,3 | 8,73 | 7,57 | 6,20 | 6,22 | 7,32 |
200 | 22,2 | 20,6 | 17,8 | 13,6 | 10,8 | 13,3 | 16,3 | 19,1 |
250 | 46,3 | 43,1 | 37,8 | 29,6 | 23,6 | 25,7 | 31,5 | 37,0 |
300 | 64,5 | 59,0 | 50,0 | 36,1 | 35,3 | 43,4 | 53,2 | 62,5 |
350 | 85,0 | 76,5 | 62,2 | 44,1 | 55,2 | 67,8 | 83,0 | 97,5 |
400 | 106 | 93,9 | 73,2 | 63,6 | 79,6 | 97,8 | 120 | 141 |
500 | 156 | 132 | 92,5 | 122 | 152 | 187 | 229 | 269 |
600 | 211 | 170 | 133 | 206 | 257 | 316 | 387 | 455 |
700 | 258 | 194 | 208 | 320 | 400 | 492 | 601 | 706 |
800 | 314 | 219 | 307 | 473 | 592 | 726 | 888 | 1040 |
1000 | 423 | 374 | 590 | 910 | 1140 | 1400 | 1710 | 2010 |
1050 | 407 | 428 | 674 | 1040 | 1300 | 1590 | 1950 | 2280 |
1200 | 463 | 639 | 1010 | 1550 | 1940 | 2380 | 2910 | 3410 |
Таблица В.5 - Изгибающий момент от присоединяемых трубопроводов для задвижек сейсмостойкого исполнения
Номинальный диаметр | Изгибающий момент, кН·м, для задвижек номинального давления | |||||||
1,6 | 2,5 | 4 | 6,3 | 8 | 10 | 12,5 | 15 | |
100 | 5,60 | 5,45 | 5,20 | 4,83 | 4,55 | 4,22 | 3,81 | 3,40 |
150 | 12,2 | 11,7 | 10,9 | 9,60 | 8,66 | 7,57 | 7,91 | 9,30 |
200 | 22,8 | 21,5 | 19,3 | 15,9 | 13,8 | 16,9 | 20,7 | 24,3 |
250 | 47,4 | 44,9 | 40,6 | 34,1 | 29,3 | 32,7 | 40,1 | 47,1 |
300 | 66,4 | 62,0 | 54,8 | 43,7 | 44,9 | 55,2 | 67,6 | 79,4 |
350 | 88,1 | 81,2 | 69,8 | 56,0 | 70,1 | 86,2 | 105 | 124 |
400 | 111 | 101 | 84,3 | 80,9 | 101 | 124 | 152 | 179 |
500 | 165 | 146 | 114 | 155 | 194 | 238 | 291 | 343 |
600 | 225 | 193 | 169 | 262 | 327 | 402 | 492 | 579 |
700 | 280 | 229 | 264 | 407 | 509 | 625 | 765 | 898 |
800 | 348 | 272 | 390 | 601 | 752 | 924 | 1130 | 1330 |
1000 | 488 | 475 | 750 | 1160 | 1450 | 1780 | 2170 | 2550 |
1050 | 482 | 544 | 857 | 1320 | 1650 | 2030 | 2470 | 2900 |
1200 | 575 | 813 | 1280 | 1970 | 2470 | 3030 | 3700 | 4340 |
Таблица В.6 - Изгибающий момент от присоединяемых трубопроводов для задвижек исполнения повышенной сейсмостойкости
Номинальный диаметр | Изгибающий момент, кН·м, для задвижек номинального давления | |||||||
1,6 | 2,5 | 4 | 6,3 | 8 | 10 | 12,5 | 15 | |
100 | 6,72 | 6,54 | 6,24 | 5,80 | 5,46 | 5,06 | 4,57 | 4,08 |
150 | 14,6 | 14,0 | 13,0 | 11,5 | 10,4 | 9,08 | 9,49 | 11,2 |
200 | 27,3 | 25,8 | 23,1 | 19,1 | 16,5 | 20,3 | 24,8 | 29,2 |
250 | 56,9 | 53,8 | 48,7 | 40,9 | 35,1 | 39,3 | 48,1 | 56,5 |
300 | 79,7 | 74,4 | 65,7 | 52,4 | 53,9 | 66,3 | 81,1 | 95,3 |
350 | 106 | 97,5 | 83,8 | 67,3 | 84,2 | 103 | 127 | 149 |
400 | 133 | 121 | 101 | 97,0 | 121 | 149 | 183 | 215 |
500 | 198 | 175 | 137 | 186 | 233 | 286 | 350 | 411 |
600 | 271 | 231 | 203 | 314 | 393 | 483 | 591 | 694 |
700 | 336 | 275 | 317 | 489 | 611 | 750 | 917 | 1080 |
800 | 417 | 326 | 468 | 722 | 903 | 1110 | 1360 | 1590 |
1000 | 586 | 571 | 900 | 1390 | 1740 | 2130 | 2610 | 3060 |
1050 | 578 | 652 | 1030 | 1590 | 1980 | 2430 | 2970 | 3480 |
1200 | 689 | 975 | 1540 | 2370 | 2960 | 3630 | 4440 | 5210 |
Приложение Г
(обязательное)
Нормативные значения показателей надежности и показателей безопасности
Нормативные значения показателей надежности и показателей безопасности задвижек приведены в таблице Г.1.
Таблица Г.1 - Нормативные значения показателей надежности и показателей безопасности
Наименование показателя | Значение показателя |
Полный срок службы, лет | 50 |
Полный ресурс, циклов | Не менее 3000 |
Назначенный срок службы, лет | 30 |
Назначенный ресурс, циклов | 1500 |
Назначенный срок службы выемных частей, лет | 15 |
Назначенный ресурс выемных частей, циклов | 750 |
Вероятность безотказной работы в течение полного ресурса, не менее | 0,99 |
Вероятность безотказной работы по критическому отказу "невыполнение функции "закрытие" в течение назначенного ресурса, не менее | 0,999 |
Коэффициент оперативной готовности, не менее | 0,999999 |
Примечание - Номенклатура и количественные значения показателей могут уточняться в соответствии с 4.3 по согласованию с заказчиком. | |
Приложение Д
(справочное)
Перечень возможных отказов и критерии предельных состояний
Д.1 Перечень возможных отказов:
- потеря плотности корпусных деталей и сварных соединений;
- потеря герметичности сальникового уплотнения;
- потеря герметичности уплотнений неподвижных соединений;
- потеря герметичности затвора (наличие утечек в затворе, превышающих установленные нормы по условиям эксплуатации);
- невыполнение функции "Закрыто";
- невыполнение функции "Открыто";
- несоответствие времени срабатывания (открытие, закрытие).
Д.2 Критерии предельных состояний:
- начальная стадия нарушения цельности корпусных деталей (потение, капельная течь);
- протечка через сальниковое уплотнение, неустранимая подтяжкой и поднабивкой уплотнителей;
- необходимость приложить крутящий момент затяжки фланцевого прокладочного соединения для достижения герметичности последнего, превышающий предельно допустимую расчетную величину;
- увеличение крутящего момента на закрытие или открытие задвижки более 10% установленной в РЭ величины;
- дефекты шпинделя, которые могут привести к его разрыву (трещины всех видов и направлений);
- превышение предельно допустимых дефектов металла корпусных деталей и сварных швов при сплошном контроле методами неразрушающего контроля;
- изменение геометрических размеров и состояния поверхностей внутренних деталей, в том числе корпусных, влияющих на функционирование задвижки, в результате эрозионного, коррозионного и кавитационного разрушений.
Приложение Е
(справочное)
Конструктивные варианты задвижек
Е.1 По конструктивному исполнению задвижки могут быть:
- литые;
- литосварные;
- литоштампосварные;
- штампосварные.
Е.2 Литая задвижка выполнена из полностью литого корпуса (совместно с днищем) и литой крышки.
Литосварная задвижка имеет литую крестовину корпуса с приваренным к ней литым днищем и литой крышкой.
Литоштампосварная задвижка имеет литую крестовину корпуса, к которой приварены штампованное днище и фланец основного разъема из поковки, и штампованную крышку с приварным фланцем основного разъема из поковки.
Штампосварная задвижка имеет основные детали (корпус, крышка, днище), изготовленные из листового проката штамповкой (вальцовкой) или поковок с применением сварки.
Е.3 Конструкция литосварной задвижки под приварку к трубопроводу приведена на рисунке Е.1.
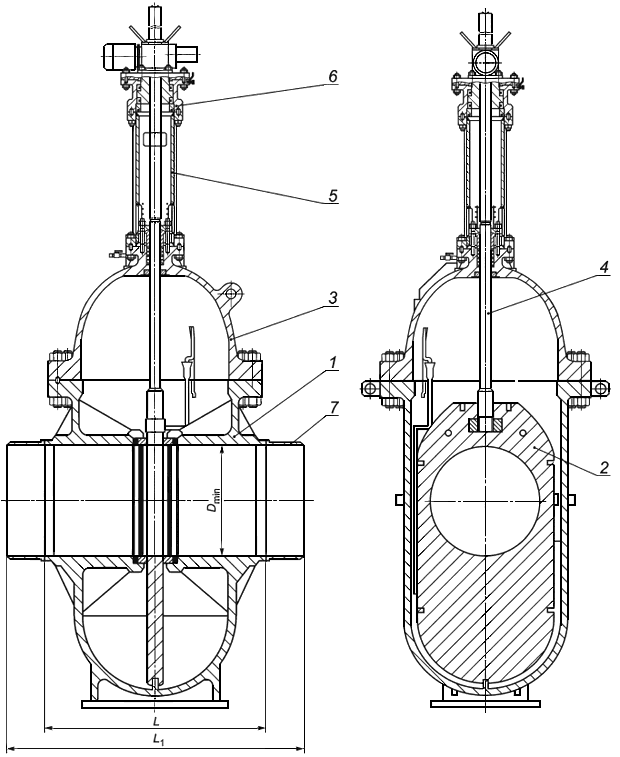
1 - корпус; 2 - шибер; 3 - крышка; 4 - шпиндель; 5 - стойка; 6 - бугельный узел; 7 - приварная катушка
Рисунок Е.1 - Литосварная задвижка под приварку к трубопроводу
Е.4 Конструкция штампосварной задвижки под приварку к трубопроводу приведена на рисунке Е.2.
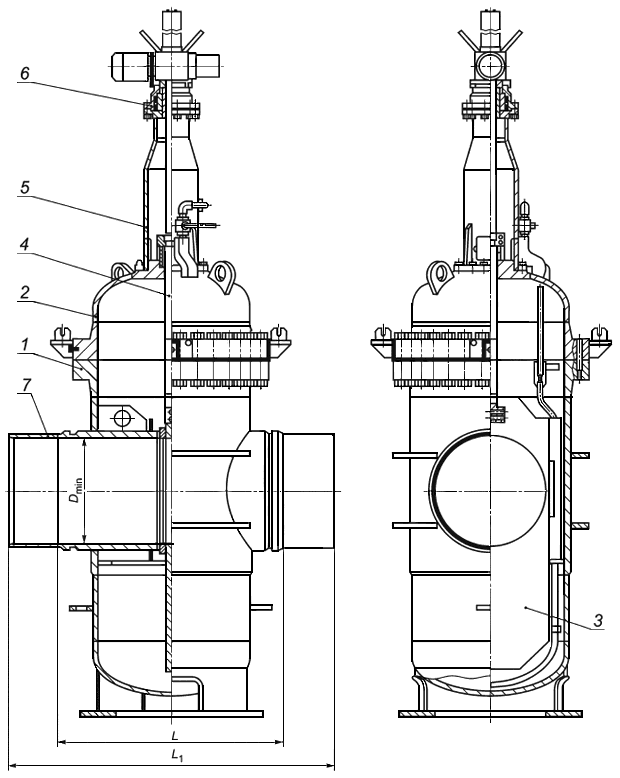
1 - корпус; 2 - крышка; 3 - шибер; 4 - шпиндель; 5 - стойка; 6 - бугельный узел; 7 - приварная катушка
Рисунок Е.2 - Штампосварная задвижка под приварку к трубопроводу
Приложение Ж
(обязательное)
Нормы оценки при проведении контроля отливок
Ж.1 Нормы оценки при визуальном контроле
Ж.1.1 Визуальному контролю подвергается каждая литая деталь, объем контроля - 100% внутренних и внешних поверхностей.
Ж.1.2 На механически не обработанной поверхности отдельных труднодоступных мест литых деталей шиберных задвижек (под седлами, в радиусных переходах, углублениях и т.п.) допускается наличие отдельных участков с плотно приставшим металлизированным пригаром общей площадью не более 20% поверхности литой детали.
На механически необработанной внутренней поверхности литых деталей, соприкасающихся с рабочей средой, наличие пригара (кроме случаев, указанных выше), песчаных и шлаковых включений, трещин, плен, пористой поверхности, несглаженных насечек не допускается.
Допускаются рассредоточенные чистые раковины размером не более 2 мм в количестве не более трех на площади размером 100х100 мм при расстоянии между ними не менее 10 мм, отдельные скопления поверхностных раковин до 1 мм, общей площадью до 0,5 см, не более одного участка на площади 200х200 мм поверхности.
Ж.1.3 На остальных механически не обрабатываемых поверхностях, не подвергающихся капиллярному контролю, допускаются без исправления отдельные чистые раковины размером в плане не более 4 мм и глубиной не более 15% толщины стенки отливки, но не более 3 шт. на площади 100х100 мм, а также сглаженные насечки от зубил.
Глубина расположения раковин устанавливается контрольной зачисткой одного места (по указанию ОТК) на участке 100х100 мм. При этом количество участков для замера глубины раковин на отливке не должно быть более трех.
Ж.1.4 На поверхностях литых деталей, соприкасающихся со средой, подлежащих механической обработке, допускаются без исправления любые дефекты (кроме трещин) в пределах 2/3 припуска на механическую обработку.
Ж.1.5 На обрабатываемых нерабочих поверхностях литых деталей не допускаются без исправления раковины, размеры и количество которых превышают указанные в таблице Ж.1.
Таблица Ж.1 - Нормы оценки качества литой детали при внешнем осмотре на обрабатываемых нерабочих поверхностях
Номинальный диаметр | Диаметр раковины, мм | Количество раковин, шт. | ||||
До | 100 | включ. | 3 | 12 | ||
Св. | 100 | " | 400 | " | 5 | 18 |
" | 400 | 7 | 25 | |||
Примечания 1 Глубина раковины более 15% толщины стенки литой детали в данном сечении не допускается. Раковины не должны быть расположены на расстоянии менее двух диаметров наибольшей из них. 2 Мелкие раковины диаметром и глубиной не более 2 мм не учитываются, при условии обеспечения требуемой герметичности. | ||||||
Ж.1.6 Дефекты, расположенные в местах, не позволяющих произвести качественную сварку, не допускаются и исправлению не подлежат, деталь бракуется.
Ж.1.7 На каждой обработанной поверхности не допускаются без исправления раковины диаметром более 2 мм в количестве более трех на участке площадью 100х100 мм.
Ж.1.8 Недопустимые дефекты, выявленные при визуальном и измерительном контроле, должны быть устранены до выполнения контроля другими методами неразрушающего контроля.
Ж.2 Нормы оценки при капиллярном и магнитопорошковом контроле
Ж.2.1 Наличие несплошностей на поверхности отливок, контролируемых капиллярным или магнитопорошковым методами, определяется по индикаторным следам.
Под индикаторным следом при капиллярном контроле понимают след, образованный индикаторным пенетрантом на слое проявителя, а при контроле магнитопорошковым методом - видимую длину валика осаждения магнитного порошка над несплошностью.
Ж.2.2 При оценке поверхностных несплошностей в отливках фиксации подлежат индикаторные следы размером более 2 мм.
Не допускаются:
а) любые индикаторные следы размером:
- (0,1+1) мм для отливок с толщиной стенки
до 20 мм включительно;
- 3 мм для отливок с толщиной стенки свыше 20 до 60 мм включительно;
- 5 мм для отливок с толщиной стенки свыше 60 мм;
б) любые округлые индикаторные следы размером:
- 0,3 для отливок с толщиной стенки
не более 15 мм;
- 5 мм для отливок с толщиной стенки свыше 15 мм;
в) более трех индикаторных следов, расположенных на одной линии на расстоянии менее 2 мм друг от друга (расстояние измеряется по ближайшим кромкам индикаторных следов);
г) более девяти индикаторных следов в любом прямоугольнике площадью 40 см, наибольший размер которого не превышает 150 мм.
При этом линейными считаются индикаторные следы, длина которых в три и более раз превышает ширину, а под длиной и шириной понимают размеры прямоугольника с наибольшим отношением длины к ширине, в который может быть вписан данный индикаторный след.
Ж.2.3 Не допускаются несплошности на окончательно обработанных уплотнительных поверхностях, индикаторные следы на которых имеют размер более 1 мм, если на этот счет не имеется особых указаний на чертежах. Отливки, которые имеют газовую (ситовидную) пористость, не допускаются к исправлению и бракуются.
Ж.3 Нормы оценки при радиографическом контроле
Ж.3.1 Нормы оценки качества литых деталей при радиографическом контроле приведены в таблицах Ж.2 и Ж.3.
Ж.3.2 При оценке качества отливок по результатам радиографического контроля учитываются несплошности размером:
- более 1 мм - для отливок с толщиной стенки до 50 мм включительно;
- 2% толщины стенки отливки - для отливок с толщиной стенки свыше 50 мм.
Несплошности, один из критериев оценки которых превышает нормы, приведенные в таблице Ж.2, не допускаются.
Таблица Ж.2 - Нормы оценки качества литых деталей при радиографическом контроле
Толщина стенки отливки, мм | Размеры участка отливки, мм | Наибольший размер несплошностей на снимке, мм | Количество несплошностей, шт. | Минимальное расстояние на снимке между близлежащими краями несплошностей, мм | ||||
Св. | 25 | до | 50 | включ. | 130х180 | 4 | 8 | 15 |
" | 50 | " | 100 | " | 130х180 | 5 | 11 | 25 |
" | 100 | " | 300 | " | 180х280 | 5 | 14 | 25 |
" | 300 | 180х280 | 6 | 14 | 25 | |||
Ж.3.3 При расшифровке радиографических снимков не учитываются видимые на них и допускаемые без исправления поверхностные дефекты и отдельные поверхностные неровности, связанные с исправлением дефектов или зачисткой поверхности.
Ж.3.4 В случае если на одном и том же радиографическом снимке зафиксированы несплошности типа газовых раковин, песчаных и шлаковых включений, то без исправления допускаются несплошности одного из этих типов, если их показатели не превышают норм, указанных в таблице Ж.3. При этом количество несплошностей других типов должно быть вдвое меньше норм, приведенных в таблице Ж.2, а минимальное расстояние между несплошностями должно соответствовать таблице Ж.2.
Таблица Ж.3 - Нормы оценки качества отливок при радиографическом контроле
Толщина стенки отливки, мм | Тип несплошности | Размеры участка отливки, мм | Наибольший размер несплошности на снимке, мм |
До 25 включ. | Газовая раковина, песчаное и шлаковое включения | 130x180 | 4 |
Усадочная рыхлота | 0,2 | ||
Св. 25 " 50 " | Газовая раковина, песчаное и шлаковое включения | 130x180 | 5 |
Усадочная рыхлота | 0,2 | ||
" 50 " 100 " | Газовая раковина, песчаное и шлаковое включения | 130x180 | 6 |
Усадочная рыхлота | 0,2 | ||
" 100 " 300 " | Газовая раковина, песчаное и шлаковое включения | 180х280 | 6 |
Усадочная рыхлота | 0,1 | ||
" 300 | Газовая раковина, песчаное и шлаковое включения | 180х280 | 0,025 |
Усадочная рыхлота | 0,1 | ||
Примечания 1 2 Скопление газовых раковин или песчаных и шлаковых включений, имеющих размеры меньше приведенных в таблице Ж.3, допускается принимать за единичную несплошность. В пределах скопления расстояние между несплошностями не учитывается, при этом линейный размер скопления определяется как наибольшее расстояние между краями самых удаленных друг от друга несплошностей, входящих в скопление. | |||
Ж.3.5 На любом участке отливок размером 130х180 мм с толщиной стенки до 100 мм и отливок размером 180х280 мм с толщиной стенки свыше 100 мм не должно быть несплошностей, показатели которых превышают значения, приведенные в таблицах Ж.2 и Ж.3. В случае если размеры отливки менее 130х180 или 180х280 мм, то количество несплошностей, допускаемых без исправления, должно быть уменьшено по отношению к приведенному в таблицах Ж.2 и Ж.3 пропорционально отношению площади этой отливки к площади участка с размерами, приведенными в таблицах Ж.2 и Ж.3 для соответствующей толщины стенки отливки.
Ж.3.6 В случае если на отдельных участках отливки, где ранее при ультразвуковом контроле были обнаружены дефекты и при последующем радиографическом контроле выявлены дефекты, выходящие за пределы радиографического участка, то радиографическому контролю следует подвергать участки отливок, на которых продолжаются обнаруженные дефекты, до тех пор, пока дефекты не будут выявлены полностью.
Ж.3.7 Трещины любого характера, обнаруженные в отливке при контроле, подлежат удалению с последующим исправлением заваркой.
Ж.4 Нормы оценки при ультразвуковом контроле
Ж.4.1 Оценку качества металла литых корпусных деталей проводят в соответствии с таблицей Ж.4 по значениям измеренных характеристик обнаруженных несплошностей: эквивалентной площади (амплитуде эхо-сигнала), условной протяженности несплошностей, количеству несплошностей и минимальному расстоянию между несплошностями.
Фиксации подлежат несплошности, если их эквивалентная площадь равна или больше наименьшей фиксируемой эквивалентной площади.
Ж.4.2 Протяженным дефектом считают дефект, если его условная протяженность ![]() , где
, где - условная протяженность контрольного отражателя, определяющего размер максимального допустимого дефекта. Условная протяженность измеряется на чувствительности фиксации.
Ж.4.3 К допустимым несплошностям относятся непротяженные несплошности, проектируемые на любой участок поверхности ввода ультразвука размером 200х300 мм, если их количество и эквивалентные площади не более, а расстояния между несплошностями не менее значений, указанных в таблице Ж.2. При меньших размерах участка поверхности ввода количество несплошностей должно быть уменьшено пропорционально отношению площадей этого участка и участка размером 200х300 мм.
Несплошность является недопустимой при выполнении хотя бы одного из следующих условий:
- обнаружена несплошность с эквивалентной площадью, равной или превышающей наибольшую эквивалентную площадь, указанную в таблице Ж.4, в зависимости от толщины стенки;
- обнаружена протяженная несплошность с эквивалентной площадью, большей или равной фиксируемой эквивалентной площади, указанной в зависимости от толщины в таблице Ж.4;
- суммарное количество несплошностей на площади 200х300 мм больше значений, указанных в таблице Ж.4;
- расстояние между фиксируемыми несплошностями меньше минимального расстояния, указанного в таблице Ж.4 (расстояние между границами несплошностей измеряется на чувствительности фиксации);
- несплошность вызывает при контроле прямым ПЭП ослабление донного сигнала до уровня фиксации и ниже.
Таблица Ж.4 - Нормы оценки качества отливок при ультразвуковом контроле
Толщина стенки отливки, мм | Наименьшая фиксируемая эквивалентная площадь, мм | Наибольшая допустимая эквивалентная площадь, мм | Количество несплошностей, шт. | Минимальное расстояние между несплошностями, мм | ||||
До 50 | включ. | 10 | 20 | 12 | 15 | |||
Св. | 50 | " | 100 | " | 15 | 30 | 12 | 25 |
" | 100 | " | 300 | " | 20 | 40 | 12 | 25 |
" | 300 | 30 | 50 | 12 | 25 | |||
Ж.4.4 Ультразвуковой контроль мест фрезеровки литейных прибылей следует проводить на расчетную толщину корпуса.
Приложение И
(рекомендуемое)
Контроль исправления дефектов в отливках
И.1 Результаты исправлений дефектов (вид дефекта, расположение, размеры, метод исправления и т.д.) должны фиксироваться в отчетной документации и прикладываться к паспорту задвижки.
И.2 Исправлению подлежат все дефекты, наличие которых в отливках и кромках под сварку и на их поверхности не допускается настоящим стандартом.
И.3 На отливках и их сварных кромках места расположения дефектов, подлежащих исправлению, должны быть отмечены несмываемой краской или другим способом, обеспечивающим сохранность разметки до исправления дефекта.
И.4 Исправление дефектов в отливках и кромках под сварку в зависимости от марки стали необходимо выполнять по технологической документации предприятия - изготовителя отливок, отвечающей настоящим требованиям.
И.5 В случае если суммарная площадь участков поверхности кромки, подлежащих исправлению, превышает 50% всей площади поверхности кромки, допускается наплавлять кромку по всему периметру.
И.6 Если на поверхности отливки после удаления дефектов размер каждого из углублений не превышает 1 мм плюс 5% толщины стенки, то проводят зачистку кромок углублений с обеспечением плавного перехода к основной поверхности без последующего исправления их заваркой, если это допускается расчетом.
И.7 В случае совмещения дефектов на наружной и внутренней поверхностях суммарная глубина выборок не должна превышать следующих требований: если на поверхности отливки после удаления дефектов размер каждого из углублений не превышает 1 мм плюс 5% толщины стенки, то проводят зачистку кромок углублений с обеспечением плавного перехода к основной поверхности без последующего исправления их заваркой.
И.8 Масса удаляемого металла для каждой выборки не должна превышать 2,5% черновой массы отливки, а суммарная масса удаляемого металла для всех выборок - 5% черновой массы отливки.
Площадь заварки каждой выборки не должна превышать:
- 50 см - для толщины стенки до 20 мм (включительно);
- 100 см - для толщины стенки от 20 до 40 мм;
- 150 см - для толщины стенки свыше 40 мм.
И.9 Дефекты, выявленные в литых кромках под сварку визуальным контролем и капиллярной дефектоскопией не допускаются и подлежат заварке.
И.10 Поверхность каждой выборки (кроме разделки кромок) при ремонте должна подвергаться капиллярному контролю.
Не допускаются:
- трещины;
- любые линейные индикаторные следы размером более 10% толщины стенки отливки плюс 1 мм для стенки толщиной до 20 мм;
- любые линейные индикаторные следы размером более 3 мм для стенки толщиной от 20 до 60 мм и более 5 мм для стенки толщиной свыше 60 мм;
- любые округлые индикаторные следы размером более 30% толщины стенки отливки для стенки толщиной до 15 мм включительно и 5 мм для толщины стенки свыше 15 мм;
- более трех индикаторных следов, расположенных на одной линии на расстоянии менее 2 мм друг от друга (расстояние измеряется по ближайшим кромкам индикаторных следов);
- более девяти индикаторных следов в любом прямоугольнике площадью 40 см, наибольший размер которого не превышает 150 мм.
И.11 Участки отливок, находящиеся под давлением рабочей среды, должны подвергаться (при доступности) контролю радиографическим или ультразвуковым методами контроля, указанными в КД.
Если при радиографическом или ультразвуковом контроле обнаружены дефекты, то после выборки дефекта оставшийся металл должен быть проконтролирован тем же методом. Результаты заносятся в журнал исправления дефектов литья и после исправления не учитываются.
Нормы оценки участков до и после удаления дефектов:
- при радиографическом контроле: основного металла - по [19], кромок под сварку - по [9] (категория 1);
- при ультразвуковом контроле: основного металла - согласно таблице Ж.4, кромок - по таблице И.1.
Таблица И.1 - Нормы допустимости одиночных несплошностей при ультразвуковом контроле литых кромок из углеродистых и низколегированных сталей перлитного класса
Номинальная толщина свариваемых элементов, мм | Наименьшая фиксируемая эквивалентная площадь | Наибольшая допустимая эквивалентная площадь | Максимальное количество допустимых несплошностей на любые 100 мм длины кромки, шт. | ||||
От | 5,5 | до | 7 | включ. | 2,0 | 4,0 | 3 |
" | 7 | " | 10 | " | 2,0 | 4,0 | 4 |
" | 10 | " | 18 | " | 2,5 | 5,0 | 4 |
" | 18 | " | 30 | " | 3,5 | 7,0 | 5 |
" | 30 | " | 50 | " | 5,0 | 10,0 | 5 |
" | 50 | " | 80 | " | 7,5 | 15,0 | 6 |
" | 80 | " | 120 | 10,0 | 20,0 | 7 | |
И.12 Необходимость и режимы термической обработки отливок после исправления дефектов заваркой устанавливаются в технологической документации, главным металлургом, главным сварщиком, главным технологом предприятия или другим лицом, ответственным за исправление дефектов, в зависимости от материала отливки, способа заварки, места расположения, размеров и конфигурации дефектов.
При совпадении режимов термической обработки отливок и отливок после заварки допускается совмещение термической обработки.
Повторной термической обработке разрешается не подвергать отливки, если:
- глубина заварки не превышает 30 мм;
- объем заварки одного места не превышает 250 см с глубиной наплавки до 80 мм.
Режим термической обработки должен быть указан в журнале заварки дефектов.
И.13 Визуальный контроль качества заварки проводят с наружной и внутренней (если это возможно) сторон. При этом проверке подвергают каждую исправленную отливку.
При визуальном контроле не допускаются:
- трещины всех видов и направлений на поверхности наплавленного металла и в зоне термического влияния;
- раковины;
- непровары;
- западание между валиками более 1 мм;
- свищи;
- прожоги;
- незаваренные кратеры;
- поры, шлаковые и вольфрамовые включения;
- наплывы и подрезы в зоне перехода наплавленного металла шва заваренного участка к основному.
Наплавленный металл каждого прохода необходимо подвергать визуальному послойному контролю в присутствии представителя ОТК и ответственного лица по заварке с отметкой контроля в журнале заварки дефектов.
И.14 Заваренные участки отливок должны подвергаться капиллярной дефектоскопии на отсутствие трещин заваренного участка и прилегающей зоны на расстоянии не менее 20 мм от линии сплавления. Нормы оценки других дефектов - в соответствии с [9] (категория 1) и таблицей И.2.
Таблица И.2 - Нормы поверхностных дефектов при визуальном, капиллярном контроле
Наименование дефекта | Максимально допускаемый дефект в сварных соединениях |
Трещины, наплывы, прожоги, незаваренные кратеры | Не допускаются |
Подрезы | Не допускаются |
Поры, шлаковые включения | Допускаются одиночные поры и включения размером до 5% толщины свариваемого металла, но не более 1 мм в количестве не более трех штук на каждые 100 мм длины шва |
И.15 Заваренные участки отливок, находящиеся под давлением рабочей среды, должны подвергаться (при доступности) контролю радиографическим или ультразвуковым методом.
Нормы оценки участков после заварки дефектов:
- при радиографическом контроле основного металла приведены в [19], кромок под сварку - в [9] (категория 1);
- при ультразвуковом контроле основного металла - по таблице Ж.4 и кромок - по таблице И.1.
И.16 Если при контроле в исправленных участках вновь будут обнаружены дефекты, то производится повторное исправление в том же порядке, что и первое. Вопрос о дальнейшем исправлении данного участка решается главным сварщиком или лицом, ответственным за исправление дефектов.
Приложение К
(рекомендуемое)
Форма паспорта
_______________
Здесь и далее обозначение приводится в соответствии с 4.1.2 настоящего стандарта.
СОДЕРЖАНИЕ
_______________
Поскольку на основе формы паспорта оформляется конкретный паспорт, то в ней использована нумерация отдельного документа, а не приложения к настоящему стандарту.
1 Основные сведения об изделии
2 Основные технические данные
3 Конструктивное исполнение
4 Присоединительные размеры
5 Сведения о материалах основных деталей, крепежа и уплотнений
6 Сведения о химическом составе материалов основных деталей и крепежа
7 Данные механических свойств материала основных деталей и крепежа
8 Сведения о результатах контроля качества сварочных материалов, сварных соединений и наплавки
9 Сведения о результатах контроля основных деталей и крепежа
10 Данные пневмогидравлических испытаний
11 Комплектность
12 Консервация и упаковка
13 Сведения о расконсервации и переконсервации
14 Перечень отклонений, выявленных при изготовлении
15 Данные об исправлении дефектов в процессе изготовления
16 Гарантии изготовителя
17 Свидетельство о приемке
18 Сведения об утилизации
Приложение А Протокол измерительного контроля
Приложение Б Сертификаты качества на материалы основных деталей и комплектующих
Приложение В Протоколы неразрушающих видов контроля основных деталей
_______________
Приложения А-В к паспорту в настоящем стандарте не приводятся.
Место знака обращения на рынке | Сведения о разрешительных документах (декларация о соответствии или сертификат соответствия и др.), номер, дата выдачи и срок действия |
1 Основные сведения об изделии
Наименование изделия | |
Обозначение изделия | |
Обозначение основного конструкторского документа | |
Документ на изготовление и поставку (технические условия) | |
Изготовитель (наименование завода-изготовителя, адрес, контактные данные) | |
Заказчик | |
Контракт N | |
Заказ N | |
Заводской номер | |
Дата выпуска | |
Назначение |
_______________
Здесь и далее обозначение приводится в соответствии с 4.1.2 настоящего стандарта.
2 Основные технические данные
Наименование параметра | Показатель | |||
Номинальный диаметр | ||||
Давление номинальное | ||||
Максимально допустимый перепад давления на затворе при открытии/закрытии | ||||
Рабочая среда | ||||
Температура рабочей среды | ||||
Вид климатического исполнения и категория размещения по ГОСТ 15150 | ||||
Герметичность затвора | ||||
Коэффициент сопротивления | ||||
Привод, марка | ||||
Время открытия/закрытия изделия, с (для электроприводных изделий) | ||||
Пусковое усилие тяги, Н | ||||
Пусковой крутящий момент, Н·м | ||||
Настройка муфты ограничения крутящего момента, Н·м | на открытие | |||
на закрытие | ||||
Максимально допустимое усилие тяги, Н | ||||
Максимально допустимый крутящий момент, действующий на шпиндель, Н·м | ||||
Максимально допустимый момент при обтяжке фланцевого соединения "корпус-крышка", Н·м | ||||
Расчетный объем неудаляемого остатка рабочей среды, л | ||||
Масса, кг, не более | без электропривода | |||
с электроприводом | ||||
Тип присоединения к трубопроводу | ||||
Исполнение по сейсмостойкости | ||||
Установка (надземная, подземная) | ||||
Вид антикоррозионного покрытия (надземное, подземное), марка покрытия | ||||
Показатели надежности и безопасности | ||||
3 Конструктивное исполнение
_______________
Здесь и далее указания по выполнению приведены курсивом*.
* В бумажном оригинале обозначения и номера стандартов и нормативных документов в Приложении К приводятся обычным шрифтом. - .
В разделе приводится эскиз общего вида в разрезе с указанием:
- номеров позиций основных деталей;
- номеров сварных шов, отвечающих за герметичность относительно внешней среды (при их наличии);
- габаритных размеров.
Рисунок 1 - Общий вид изделия и схема расположения сварных швов
4 Присоединительные размеры
В разделе приводится эскиз кромок для приварки к трубопроводу или присоединительные размеры фланца изделия.
Рисунок 2 - Разделка кромок для приварки к трубопроводу (присоединительные размеры фланца изделия)
5 Сведения о материалах основных деталей, крепежа и уплотнений
Позиция по рисунку 1 | Наименование | Марка материала | Количество, шт. | Примечание |
1 | ||||
2 |
6 Сведения о химическом составе материалов основных деталей и крепежа
Позиция по рисунку 1 | Наиме- | Марка мате- | Номер плавки | N серти- | Норма факт. | Содержание элементов, % | |||||||||
С | Si | Мn | Р | S | Сr | Ni | Mo | Сu | |||||||
1 | норма |
| |||||||||||||
факт. | |||||||||||||||
2 | норма | ||||||||||||||
факт. | |||||||||||||||
7 Данные механических свойств материала основных деталей и крепежа
Позиция по рисунку 1 | Наиме- | Марка мате- | Сведения о термо- | Норма факт. | Механические свойства при температуре 20 °С, не менее | Твердость | Ударная вязкость, KCV | ||||
Пре- | Предел теку- | Отно- | Отно- | HRC | |||||||
1 | норма | ||||||||||
факт. | |||||||||||
2 | норма | ||||||||||
факт. | |||||||||||
8 Сведения о результатах контроля качества сварочных материалов, сварных соединений и наплавки
Наиме- | Метод выпол- | N серти- | Тип свароч- | Марка электро- | Методы и объем контроля сварочных соединений и наплавки | Механические свойства | Резуль- | N про- | |||||||
Визуаль- | Радио- | Ультра- | Капил- | Магни- | Предел проч- | Ударная вязкость, KCU | Угол изгиба | Твер- | |||||||
Результаты механических испытаний сварных швов на контрольных образцах согласно протоколу.
Результаты металлографических исследований стыковых сварных соединений корпуса согласно протоколу.
9 Сведения о результатах контроля основных деталей и крепежа
Поз. по рисунку 1 | Наиме- | Методы и объем контроля основных деталей и крепежа | Неметалл- | Размер зерна, балл | Резуль- тат испы- таний | N про- токола испы- таний | |||||
Визуально- | Акустико- | Радио- | Ультра- | Капил- | Магни- | ||||||
1 | |||||||||||
2 | |||||||||||
10 Данные пневмогидравлических испытаний
Виды испытаний | Контролируемый параметр | Значение параметра | Среда | Критерии оценки | Результат испытаний |
Акт приемо-сдаточных испытаний N____________от______________20___г.
11 Комплектность
Заполняется в соответствии с ТУ.
12 Консервация и упаковка
Задвижка | , заводской N | , | ||||||||||
(обозначение изделия) | ||||||||||||
подвергнута консервации и упакована согласно требованиям, предусмотренным в ТУ | ||||||||||||
Дата консервации | ||||||||||||
(год, месяц, число) | ||||||||||||
Срок защиты без переконсервации - 2 года | ||||||||||||
Консервацию произвел | ||||||||||||
(должность) | (личная подпись) | (расшифровка подписи) | ||||||||||
Изделие после | ||||||||||||
консервации принял | ||||||||||||
(должность) | (личная подпись) | (расшифровка подписи) | ||||||||||
Дата упаковки | ||||||||||||
(год, месяц, число) | ||||||||||||
Упаковку произвел | ||||||||||||
(должность) | (личная подпись) | (расшифровка подписи) | ||||||||||
Изделие после | ||||||||||||
упаковки принял | (должность) | (личная подпись) | (расшифровка подписи) | |||||||||
13 Сведения о расконсервации и переконсервации
Дата | Наименование работ | Срок действия, год | Должность, фамилия, подпись |
14 Перечень отклонений, выявленных при изготовлении
Наименование и обозначение детали, сборочной единицы | Краткое содержание отклонения, несоответствия | Номер отчета по несоответствию | Номер разрешения, дата |
15 Данные об исправлении дефектов в процессе изготовления
В процессе изготовления корпусных деталей дефекты | - не обнаружены | ||||||
- были обнаружены | |||||||
В процессе изготовления дефекты сварных соединений | - не обнаружены | ||||||
- были обнаружены | |||||||
Вид дефекта(ов) | |||||||
корпусных деталей | |||||||
Характер | |||||||
дефекта(ов) | |||||||
корпусных деталей | |||||||
Вид дефекта(ов) | |||||||
сварных соединений | |||||||
Характер | |||||||
дефекта(ов) | |||||||
сварных соединений | |||||||
Метод исправления | |||||||
дефекта(ов) | |||||||
корпусных деталей | |||||||
Метод исправления | |||||||
дефекта(ов) сварных | |||||||
соединений | |||||||
Дефекты исправлены | |||||||
(личная подпись) | (расшифровка подписи) | (год, число, месяц) | |||||
(личная подпись) | (расшифровка подписи) | (год, число, месяц) | |||||
16 Гарантии изготовителя
Заполняется в соответствии с ТУ или договором на поставку.
17 Свидетельство о приемке
Задвижка | , заводской N | , | ||||||||||||
(обозначение изделия) | ||||||||||||||
изготовлена и принята в соответствии с ТУ | и признана годной для эксплуатации. | |||||||||||||
Начальник ОТК | м. п. | |||||||||||||
(личная подпись) | (расшифровка подписи) | |||||||||||||
Представитель технического надзора | ||||||||||||||
м. п. | ||||||||||||||
(наименование организации) | (личная подпись) | (расшифровка подписи) | (год, месяц, число) | |||||||||||
18 Сведения об утилизации
Заполняет организация, осуществляющая утилизацию.
Приложение Л
(рекомендуемое)
Перечень рекомендуемого оборудования и средств измерения
Наименование оборудования, тип | Обозначение стандарта, документа | Верхний предел измерений | Погрешность, класс точности |
Гидравлический стенд | - | В соответствии с параметрами испытаний | - |
Пневматический стенд | - | - | |
Манометры | ГОСТ 2405 | Класс точности не более 1,5 | |
Измерительная металлическая линейка | ГОСТ 427 | В соответствии с массой арматуры | ±1,0 мм |
Штангенциркуль | ГОСТ 166 | ±0,1 мм | |
Микрометр | ГОСТ 6507 | - | Класс точности 1 |
Весы для статического взвешивания | ГОСТ Р 53228 | В соответствии с весом арматуры | Класс точности средний |
Динамометры общего назначения | ГОСТ 13837 | В соответствии с весом арматуры | Класс точности 1 |
Секундомер | - | 60 мин | Класс точности 2 |
Пробирка | ГОСТ 1770 | 5 см | ±0,1 см |
Цилиндры | В соответствии с измеренным значением утечки | Класс точности 1 | |
Колбы | |||
Ключ динамометрический | - | В соответствии с измеренным значением крутящего момента | ±4,0% |
Термометр | ГОСТ 112 | 40 °С | 0,5 °С |
Толщиномер магнитный | - | - | - |
Психрометр МВ-4-2М | ГОСТ 112, [20] | 100% (при температуре от минус 5 °С до плюс 40 °С) | От 2 до 6 |
Барограф М-22 | ГОСТ 6359 | 1060,0 гПа | ±1,5 гПа |
Средства контроля (измерения) утечек | - | В соответствии с параметрами испытаний | - |
Толщиномер магнитный | - | До 5 мм | От 1% до 2% |
Адгезиметр | - | От 1 до 10 МПа | ±0,1 МПа |
Электроискровой дефектоскоп | - | От 0,5 до 30 кВ | Не более 5% |
Примечание - Допускается использовать оборудование и средства измерений по другим стандартам и документам с аналогичными характеристиками. | |||
Библиография
[1] | MSK-64 | Шкала сейсмической интенсивности MSK-1964 |
[2] | СТ ЦКБА 062-2009 | Арматура трубопроводная. Приводы вращательного действия. Присоединительные размеры (разработчик - ЗАО "НПФ "ЦКБА") |
[3] | СТ ЦКБА 041-2008 | Арматура трубопроводная. Входной контроль материалов, полуфабрикатов и комплектующих изделий (разработчик - ЗАО "НПФ "ЦКБА") |
[4] | СТ ЦКБА 010-2004 | Арматура трубопроводная. Поковки, штамповки и заготовки из проката. Технические требования (разработчик - ЗАО "НПФ "ЦКБА") |
[5] | ПБ 03-273-99 | Правила аттестации сварщиков и специалистов сварочного производства |
[6] | РД 03-495-02 | Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства |
[7] | РД 03-615-03 | Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов |
[8] | ПБ 03-440-02 | Правила аттестации персонала в области неразрушающего контроля |
[9] | СТ ЦКБА 025-2006 | Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования (разработчик - ЗАО "НПФ "ЦКБА") |
[10] | РД 03-606-03 | Инструкция по визуальному и измерительному контролю |
[11] | ASTM G62-07 | Стандартные методы определения пропусков в защитном покрытии трубопровода (ASTM G62-07 Standard Test Methods for Holiday Detection in Pipeline Coatings) |
[12] | ИСО 2409:2007 | Краски и лаки. Испытание методом решетчатого надреза. (ISO 2409:2007 Paints and varnishes - Crosscut test) |
[13] | ИСО 4624:2002 | Краски и лаки. Определение адгезии методом отрыва. (ISO 4624:2002 Paints and varnishes. Pull-off test for adhesion) |
[14] | ASTM D3359-09 | Стандартные методы испытаний для измерения адгезии методом клейкой ленты (ASTM D3359-09 Standard Test Methods for Measuring Adhesion by Tape Test) |
[15] | ПУЭ | Правила устройства электроустановок |
[16] | РД-25.160.00-КТН-011-10 | Руководящий документ. Сварка при строительстве и ремонте магистральных нефтепроводов (разработчик- ОАО "АК "Транснефть") |
[17] | СТ ЦКБА 028-2007 | Арматура трубопроводная. Периодические испытания. Общие требования (разработчик - ЗАО "НПФ "ЦКБА") |
[18] | РД-19.100.00-КТН-062-10 | Положение о порядке проведения технического освидетельствования и продления срока службы трубопроводной арматуры нефтепроводов (разработчик - ОАО "АК "Транснефть") |
[19] | ПНАЭ Г-7-025-90 | Стальные отливки для атомных энергетических установок. Правила контроля |
[20] | ТУ 52-07-ГРПИ-405132-001-92* | Технические условия. Психрометры аспирационные |
________________ * Вероятно, ошибка оригинала. Следует читать ТУ 52.07-(ГРПИ.405132.001)-92. - . | ||
Электронный текст документа
и сверен по:
, 2013
{kind=link}