ГОСТ 1131-76
Группа В57
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СПЛАВЫ АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ В ЧУШКАХ
Технические условия
Strained aluminium alloys in pigs. Technical requirements
ОКП 17 1340
Дата введения 1978-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 16.06.76 N 1450
2. ВЗАМЕН ГОСТ 1131-67
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 7727-81 | 4.2 |
ГОСТ 11739.1-90 | 4.2 |
ГОСТ 11739.2-90 | 4.2 |
ГОСТ 11739.3-99 | 4.2 |
ГОСТ 11739.4-90 | 4.2 |
ГОСТ 11739.5-90 | 4.2 |
ГОСТ 11739.6-99 | 4.2 |
ГОСТ 11739.7-99 | 4.2 |
ГОСТ 11739.8-90 - ГОСТ 11739.10-90 | 4.2 |
ГОСТ 11739.11-98-ГОСТ 11739.13-98 | 4.2 |
ГОСТ 11739.14-99 | 4.2 |
ГОСТ 11739.15-99 | 4.2 |
ГОСТ 11739.16-90-ГОСТ 11739.19-90 | 4.2 |
ГОСТ 11739.20-99 | 4.2 |
ГОСТ 11739.21-90 | 4.2 |
ГОСТ 11739.22-90 | 4.2 |
ГОСТ 11739.23-99 | 4.2 |
ГОСТ 11739.24-98 | 4.2 |
ГОСТ 21399-75 | 5.2 |
ГОСТ 21650-76 | 5.2 |
ГОСТ 24231-80 | 4.2 |
ГОСТ 25086-87 | 4.2 |
4. Ограничение срока действия снято Постановлением Госстандарта от 07.09.92 N 1118
5. ИЗДАНИЕ (декабрь 2000 г.) с Изменениями N 1, 2, утвержденными в декабре 1980 г., июне 1987 г. (ИУС 3-80, 10-87)
Настоящий стандарт распространяется на алюминиевые деформируемые сплавы в чушках, предназначенные для изготовления слитков, обрабатываемых давлением, а также для подшихтовки при изготовлении алюминиевых сплавов.
1. МАРКИ И РАЗМЕРЫ
1.1. В зависимости от применения сплавы подразделяются на сплавы для обработки давлением и на сплавы для подшихтовки.
1.1.1. Сплавы, предназначенные для обработки давлением, допускается применять для подшихтовки.
1.2. Марки и химический состав алюминиевых сплавов, предназначенных для обработки давлением, должны соответствовать указанным в табл.1.
(Измененная редакция, Изм. N 1, 2).
1.3. Марки и химический состав алюминиевых сплавов, предназначенных для подшихтовки, должны соответствовать указанным в табл.2.
Таблица 1
Марка | Химический состав, % | ||||||||||||||
Алю- миний | Легирующие компоненты | Примеси, не более | |||||||||||||
Медь | Магний | Марга- нец | Крем- ний | Цинк | Же- лезо | Крем- ний | Ни- кель | Цинк | Хром | Цир- коний | Титан | Прочие примеси | |||
Каждая в отдель- ности | Сумма | ||||||||||||||
ВД1 | Основа | 2,0-5,0 | 0,4-1,6 | 0,3-0,8 | - | - | 1,0 | 1,0 | 0,2 | 0,7 | - | - | 0,2 (титан+хром+цирконий) | 0,05 | 0,2 |
1105 | " | 2,0-5,0 | 0,4-2,0 | 0,3-1,0 | - | - | 1,5 | 3,0 | 0,2 | 1,0 | - | - | 0,2 Титан+хром+ +цирконий | 0,05 | 0,2 |
АВД1 | " | 2,5-5,0 | 0,1-1,0 | 0,1-1,0 | - | - | 0,8 | 0,8 | 0,1 | 0,5 | - | - | - | 0,05 | 0,2 |
АВД1-1 | " | 2,5-3,5 | 0,2-0,7 | 0,1-0,7 | - | - | 0,8 | 0,8 | 0,1 | 0,3 | - | - | - | 0,05 | 0,2 |
АКМ | " | 1,2-2,6 | 0,8-1,4 | 0,2-0,8 | 0,8-2,2 | - | 1,0 | - | 0,1 | 1,0 | 0,2 | - | 0,2 | - | 0,2 |
В95-1 | " | 1,0-3,0 | 0,6-2,6 | 0,2-0,8 | - | 0,8-2,0 | 1,0 | 1,5 | 0,2 | - | 0,25 | - | 0,20 Титан+цирконий | 0,05 | 0,2 |
В95-2 | " | 1,0-3,0 | 1,0-2,8 | 0,2-0,8 | - | 2,0-6,5 | 0,9 | 1,5 | 0,2 | - | 0,25 | - | 0,15 (титан+цирконий) | 0,05 | 0,2 |
АКЦМ | " | 1,4-3,0 | 1,2-2,5 | 0,1-0,7 | 0,8-1,6 | 3,5-6,0 | 1,0 | - | 0,2 | - | 0,25 | 0,1 | 0,15 (титан+цирконий) | - | 0,2 |
Таблица 2
Марка | Химический состав, % | |||||||||||||||||
старая | новая | Алю- миний | Легирующие компоненты, не более | Примеси, не более | ||||||||||||||
Медь | Магний | Мар- ганец | Ни- кель | Же- лезо | Крем- ний | Хром | Цир- коний | Же- лезо | Крем- ний | Мар- ганец | Ни- кель | Цинк | Титан | Прочие примеси | ||||
Каждая в отдель- | Сумма | |||||||||||||||||
ВДч | ВД | Основа | 7,0 | 2,6 | 1,0 | - | - | - | - | 0,2 | 0,8 | 0,7 | - | 0,1 | 0,5 | 0,2 | 0,05 | 0,2 |
АК4ч | ВАК4 | " | 3,0 | 1,8 | - | 1,5 | 1,3 | 1,2 | - | - | - | - | 0,3 | - | 0,5 | 0,1 | 0,05 | 0,2 |
АК6ч | ВАК6 | " | 4,8 | 1,0 | 1,2 | - | - | 1,2 | 0,35 | - | 0,8 | - | - | 0,1 | 0,5 | 0,15 | 0,05 | 0,2 |
1.4. Марки алюминиевых сплавов, лом и отходы которых используются при изготовлении сплавов для подшихтовки, приведены в приложении.
1.5. Форма, размеры и масса чушек должны соответствовать указанным на черт.1-4 и в табл.3.
Размеры чушек, указанные в таблице, являются справочными и даны для конструирования и изготовления изложниц.
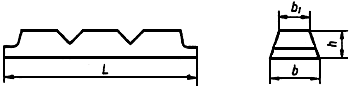
Черт.1
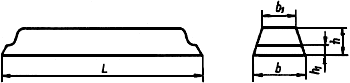
Черт.2
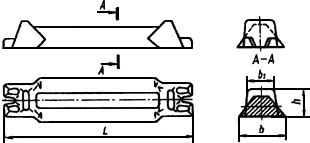
Черт.3
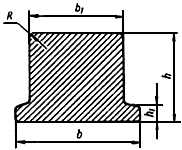
Черт.4
(Измененная редакция, Изм. N 1).
Таблица 3
Номер чер- тежа | Размеры, мм | Масса, кг | ||||||||||||
Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | |
1 | 415 | ±0,5 | 93 | ±5 | - | - | 60 | ±5 | - | - | - | - | 5 | ±0,5 |
2 | 640 | ±0,5 | 170 | ±5 | - | - | 75 | ±5 | - | - | - | - | 15 | ±1,5 |
3 | 740 | ±10 | 170 | ±5 | - | - | 90 | ±5 | - | - | - | - | 15 | ±1,5 |
2 | 1300 | ±20 | 500 | ±10 | 330 | ±10 | 200 | ±10 | 100 | ±10 | - | - | 200 | ±30 |
2 | 1300 | ±20 | 900 | ±10 | 750 | ±10 | 200 | ±10 | 100 | ±10 | - | - | 500 | ±50 |
2 | 1600 | ±20 | 660 | ±20 | 500 | ±20 | 410 | ±20 | 140 | ±10 | - | - | 800 | ±50 |
4 | 1360 | ±50 | 800 | ±20 | 600 | ±20 | 450 | ±20 | 200 | ±10 | 25 | ±10 | 1000 | ±100 |
1000 | ±60 | 600 | 120 | |||||||||||
2 | 1750 | ±20 | 1050 | ±20 | 700 | ±20 | 450 | ±20 | 150 | ±10 | - | - | 1600 | ±100 |
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Поверхность чушек не должна иметь заливов, неслитин, наплывов, шлаковых и других инородных включений.
На поверхности крупногабаритных чушек не допускаются трещины, по глубине превышающие 10 мм.
2.1.1. Допускаются следы зачистки или вырубки дефектов.
(Измененная редакция, Изм. N 2).
2.2. Чушки в изломе не должны содержать шлаковых и других инородных включений.
2.3. Сплавы, предназначенные для обработки давлением, могут изготовляться в виде слитков.
Форма и размеры слитков, а также требования к их качеству должны удовлетворять нормативно-технической документации, утвержденной в установленном порядке.
3. ПРАВИЛА ПРИЕМКИ
3.1. Чушки предъявляются к приемке партиями. Партия должна состоять из чушек одного размера и одной марки, одной или нескольких плавок и сопровождаться документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
марку сплава;
номера плавок;
номер партии;
массу партии;
результаты определения химического состава каждой плавки;
обозначение настоящего стандарта.
(Измененная редакция, Изм. N 2).
3.2. Контролю качества поверхности подвергают каждую чушку.
3.3. Для проверки излома отбирают 1% чушек от каждой плавки, но не менее двух чушек.
Объем выборки для проверки излома крупногабаритных чушек массой 200 кг и более устанавливается по соглашению изготовителя с потребителем.
3.4. Для контроля химического состава чушек отбирают не менее двух чушек от каждой плавки.
Для контроля химического состава чушек на предприятии-изготовителе допускается отбирать пробы от каждой плавки в начале и конце литья.
3.5. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторное испытание на удвоенной выборке, взятой от двух чушек проверяемой плавки.
Результаты повторных испытаний распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль качества поверхности и излома производят визуально, без применения увеличительных приборов.
Для проверки излома каждую проверяемую чушку надпиливают на половину высоты и ломают.
Порядок проверки крупногабаритных чушек массой 200 кг и более по внутренним дефектам устанавливается по соглашению изготовителя с потребителем.
4.2. Отбор и подготовку проб для определения химического состава проводят по ГОСТ 24231. Сверление чушек проводится на глубину не менее 50 мм.
Химический анализ проводят по ГОСТ 25086, ГОСТ 11739.1, ГОСТ 11739.2, ГОСТ 11739.3, ГОСТ 11739.4, ГОСТ 11739.5, ГОСТ 11739.6, ГОСТ 11739.7, ГОСТ 11739.8-ГОСТ 11739.10, ГОСТ 11739.11-ГОСТ 11739.15, ГОСТ 11739.16-ГОСТ 11739.19, ГОСТ 11739.20, ГОСТ 11739.21, ГОСТ 11739.22, ГОСТ 11739.23, ГОСТ 11739.24 или спектральным методом по ГОСТ 7727, или другими методами, по точности не уступающими стандартным.
Арбитражный анализ проводят по ГОСТ 25086, ГОСТ 11739.1, ГОСТ 11739.2, ГОСТ 11739.3, ГОСТ 11739.4, ГОСТ 11739.5, ГОСТ 11739.6, ГОСТ 11739.7, ГОСТ 11739.8-ГОСТ 11739.10, ГОСТ 11739.11-ГОСТ 11739.15, ГОСТ 11739.16-ГОСТ 11739.19, ГОСТ 11739.20, ГОСТ 11739.21, ГОСТ 11739.22, ГОСТ 11739.23, ГОСТ 11739.24.
(Измененная редакция, Изм. N 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На каждой чушке должна быть нанесена маркировка с указанием:
а) наименования или товарного знака предприятия-изготовителя;
б) марки сплава;
в) номера плавки.
5.1.1. Для обозначения марки сплава на одном из торцов несмываемой краской наносят цветные полосы в соответствии с табл.4.
Таблица 4
Марка | Количество и цвет полос |
ВД | Одна красная, одна зеленая, одна черная |
ВАК4 | Одна красная и две черных |
ВАК6 | Одна красная и одна синяя |
ВД1 | Одна зеленая и одна белая |
АВД1 | Одна красная и одна желтая |
АВД1-1 | Одна красная, одна желтая и цифра 1 |
АКМ | Одна синяя и три желтых |
В95-1 | Одна зеленая и две желтых |
В95-2 | Одна синяя и одна желтая |
АКЦМ | Одна синяя и две желтых |
1105 | Одна зеленая и две белых |
(Измененная редакция, Изм. N 2).
5.1.2. Номер плавки наносят металлическим клеймом или на торце чушки несмываемой краской. Высота цифр должна быть не менее 10 мм.
5.1.3. На крупногабаритных чушках массой 200 кг и более металлическим клеймом или несмываемой краской наносят массу чушки.
5.2. Чушки массой 5 и 15 кг транспортируют в пакетах по ГОСТ 21399. Средства скрепления пакетов должны соответствовать требованиям ГОСТ 21650.
Крупногабаритные чушки транспортируют в неупакованном виде.
5.3. Чушки транспортируют транспортом всех видов в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
По требованию потребителя допускается транспортирование чушек на открытом подвижном составе (на открытых платформах, полувагонах и открытых автомашинах).
Крупногабаритные чушки транспортируют на открытом подвижном составе.
Примечание. Крупногабаритные чушки транспортируют широкой гранью "В" вверх.
5.2, 5.3. (Измененная редакция, Изм. N 2).
5.4. (Исключен, Изм. N 2).
5.5. Чушки хранят в условиях, исключающих попадание на них влаги и активных химических веществ.
ПРИЛОЖЕНИЕ
Рекомендуемое
Марки алюминиевых сплавов, лом и отходы которых используются при изготовлении сплавов для подшихтовки
Марки сплавов, используемых в виде лома и отходов | Марки сплавов, используемых для подшихтовки |
АМцС, AMг1, АМг2, АМг4, АМг5, АМг6, В65, Д16, Д16П, Д18 | ВД |
АК4, АК4-1 | ВАК4 |
ММ, АМц, Д12, АМг3, АД31, АД33, АД35, АВ, Д1, АК6, АК8 | ВАК6 |
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 2001
{kind=link}