ГОСТ 6688-91
Группа В55
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРУТКИ ЛАТУННЫЕ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ
Технические условия
Brass bars of rectangular section.
Specifications
ОКП 18 4570
Дата введения 1992-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
РАЗРАБОТЧИКИ
В.Н.Федоров, д-р техн. наук; Ю.М.Лейбов, канд. техн. наук; Н.В.Сифорова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 27.06.91 N 1053
3. ВЗАМЕН ГОСТ 6688-75
4 ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение нормативно-технического документа, на который дана ссылка | Номер пункта |
ГОСТ 427-75 | 3.4.1, 3.4.2 |
ГОСТ 1497-84 | 3.6 |
ГОСТ 1652.1-77-ГОСТ 1652.13-77 | 3.7 |
ГОСТ 2060-90 | 3.5, 3.8 |
ГОСТ 3282-74 | 1.5.1, 1.5.2, 1.5.3. |
ГОСТ 3560-73 | 1.5.3 |
ГОСТ 3749-77 | 3.4.1 |
ГОСТ 6507-90 | 3.2 |
ГОСТ 7502-89 | 3.3 |
ГОСТ 8026-92 | 3.4.2 |
ГОСТ 8828-89 | 1.5.2 |
ГОСТ 9557-87 | 1.5.3 |
ГОСТ 9716.1-79-ГОСТ 9716.3-79 | 3.7 |
ГОСТ 10198-91 | 1.5.2 |
ГОСТ 10905-86 | 3.4.2 |
ГОСТ 14192-77 | 4.2 |
ГОСТ 15527-70 | 1.3.1.1, 1.3.2.2, 3.7 |
ГОСТ 15846-79 | 1.5.4 |
ГОСТ 18242-72 | 2.2 |
ГОСТ 18321-73 | 2.2 |
ГОСТ 20435-75 | 1.5.3 |
ГОСТ 21140-88 | 1.5.2 |
ГОСТ 24047-80 | 3.6 |
ГОСТ 24231-80 | 3.7 |
ГОСТ 24597-81 | 1.5.3 |
ГОСТ 26653-90 | 4.1 |
ГОСТ 26877-91 | 3.4 |
ТУ 2-034-225-87 | 3.4.2 |
5. ПЕРЕИЗДАНИЕ.
Настоящий стандарт распространяется на прессованные и тянутые латунные прутки прямоугольного сечения, предназначенные для применения в различных отраслях народного хозяйства.
Требования пп.1.1, 1.2, 1.3.1, 1.4, 1.5 и разд.2, 3 и 4 являются обязательными.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Прутки изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
1.2. Основные параметры и размеры
1.2.1. Размеры прессованных прутков и предельные отклонения по ним должны соответствовать требованиям, указанным в табл.1.
Таблица 1
мм
Толщина прутков | Ширина прутков | |||||||||
Номин. | Пред. | 10-0,4 | 15-0,4 | 20-0,6 | 22-0,7 | 25-0,7 | 30-0,7 | 40-0,8 | 50-0,8 | 60-1,0 |
5 | - | - | + | - | + | + | - | - | - | |
6 | + | + | + | - | + | + | + | + | - | |
8 | - | + | + | - | + | + | + | + | - | |
9 | -0,4 | - | - | - | - | - | + | - | - | - |
10 | - | + | + | + | + | + | + | + | - | |
12 | - | - | + | - | + | + | + | + | - | |
14 | - | - | - | - | - | + | - | + | - | |
15 | - | - | + | - | + | + | + | + | - | |
18 | -0,6 | - | - | + | - | + | + | + | + | - |
20 | - | - | - | - | + | + | + | + | + | |
25 | -0,7 | - | - | - | - | - | - | + | + | + |
1.2.2. Размеры тянутых прутков и предельные отклонения по ним должны соответствовать требованиям, указанным в табл.2.
Таблица 2
мм
Толщина прутков | Ширина прутков | ||||||||||||||||
Номин. | Пред. | 5-0,12 | 6-0,15 | 7-0,15 | 8-0,15 | 9-0,15 | 10-0,15 | 11-0,15 | 12-0,15 | 13-0,15 | 14-0,15 | 15-0,20 | 16-0,20 | 18-0,20 | 20-0,20 | 25-0,30 | 30-0,30 |
3 | -0,10 | - | + | + | - | - | + | - | - | - | - | + | - | - | + | + | + |
4 | -0,12 | + | + | + | + | - | + | - | - | - | - | + | - | - | + | + | + |
5 |
| - | - | - | + | - | - | - | - | - | - | - | - | - | - | - | - |
6 | - | - | + | - | + | + | + | + | + | + | - | + | + | + | - | - | |
7 |
| - | - | - | - | - | - | - | + | + | - | - | - | - | - | - | - |
8 | - | - | - | - | - | + | - | + | - | + | - | + | + | + | - | - | |
9 | - | - | - | - | - | - | - | - | + | + | - | - | - | - | - | - | |
10 | - | - | - | - | - | - | - | - | - | - | - | + | + | - | - | - | |
Примечания к табл.1 и 2:
1. Знак "+" означает, что прутки данного размера изготовляют.
2. Теоретическая масса 1 м прутков приведена в приложении.
Условные обозначения прутков проставляют по схеме:
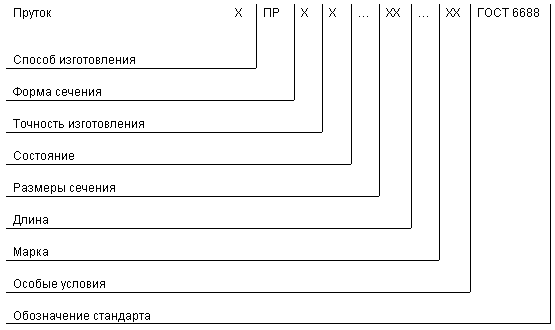
при следующих сокращениях:
Способ изготовления: | |
холоднодеформированный (тянутый) | - Д; |
горячедеформированный (прессованный) | - Г. |
Форма сечения: | |
прямоугольная | - ПР. |
Точность изготовления: | |
нормальная | - Н; |
повышенная | - П. |
Длина: | |
немерная | - НД; |
мерная повышенной точности | - ПД; |
в бухтах | - БТ. |
Особые условия: | |
антимагнитный | - AM. |
Точность изготовления указывается:
для тянутых прутков по показателям предельного отклонения скручивания и кривизны;
для прессованных прутков по показателям кривизны.
Вместо отсутствующих данных ставится знак "X", кроме особых условий.
Примеры условных обозначений:
Пруток прессованный, нормальной точности изготовления, толщиной 20 мм, шириной 30 мм, длиной 3000 мм повышенной точности, из латуни марки Л63:
Пруток ГПРНХ 20х30х3000 ПД Л63 ГОСТ 6688-91
То же, тянутый, повышенной точности изготовления, толщиной 4 мм, шириной 15 мм, немерной длины, из латуни марки ЛС59-1, антимагнитный:
Пруток ДПРПХ 4х15 НД ЛС59-1 AM ГОСТ 6688-91
То же, прессованный, повышенной точности изготовления, толщиной 10 мм, шириной 20 мм, в бухтах, из латуни марки ЛС59-1:
Пруток ГПРПХ 10х20 БТ ЛС59-1 ГОСТ 6688-91
1.3. Характеристики
1.3.1. Характеристики обязательного исполнения
1.3.1.1. Прутки изготовляют из латуней марок Л63, ЛМц58-2, ЛО62-1 и ЛС 59-1 с химическим составом по ГОСТ 15527.
1.3.1.2. Прессованные прутки из латуни марки ЛС59-1 изготовляют толщиной 5 мм и более, из латуней марок Л63, ЛМц58-2 и ЛО62-1 - толщиной 10 мм и более.
1.3.1.3. Тянутые прутки изготовляют из латуни марки ЛС59-1.
1.3.1.4. Поверхность прутков должна быть чистой, свободной от загрязнений, затрудняющих осмотр, без трещин, раковин и пузырей. На поверхности прутков допускаются отдельные дефекты - мелкие плены, царапины, вмятины, забоины, задиры, не выводящие размеры прутков при контрольной зачистке за предельные отклонения.
Допускаются местные покраснения, потемнения и цвета побежалости.
1.3.1.5. В изломе прутков не должно быть внутренних дефектов: инородных включений, расслоений, пустот, пресс-утяжин.
1.3.1.6. Прутки должны быть обрезаны под прямым углом и не должны иметь значительных заусенцев.
Тянутые прутки допускается изготовлять с обрубленными концами, при этом косина реза не нормируется.
Обломанные концы прутков после удаления пресс-утяжин не обрезают.
1.3.1.7. Тянутые прутки должны быть изготовлены без остаточных поверхностных растягивающих напряжений. Остаточные напряжения снимают термическим (низкотемпературным отжигом) или механическим методом.
1.3.1.8. Прутки изготовляют немерной длины от 1 до 4 м.
Прутки толщиной до 18 мм включительно допускается изготовлять в бухтах массой до 200 кг. Длина прутков в бухте должна быть не менее 6 м.
Прутки в бухтах должны быть намотаны правильными неперепутанными рядами.
1.3.1.9. Кривизна прутков нормальной точности должна быть не более 5 мм на 1 м длины.
Кривизна прутков в бухтах не нормируется.
1.3.1.10. Скручивание тянутых прутков нормальной точности не должна превышать 3 мм на 1 м длины.
Общее скручивание тянутого прутка не должно превышать произведения величины скручивания на 1 м на длину прутка в метрах.
Скручивание прессованных прутков не нормируется.
1.3.1.11. Механические свойства прессованных прутков должны соответствовать требованиям, указанным в табл.3.
Таблица 3
Марка латуни | Временное сопротивление разрыву | Относительное удлинение после разрыва |
не менее | ||
Л63 | 295 (30) | 30 |
ЛМц58-2 | 420 (43) | 25 |
ЛО62-1 | 340 (35) | 25 |
ЛС59-1 | 370 (38) | 21 |
Механические свойства тянутых прутков не нормируются.
1.3.2. Характеристики исполнения, устанавливаемые по требованию потребителя
1.3.2.1. Прутки изготовляют мерной длины от 2 до 4 м. Предельные отклонения по длине должны соответствовать требованиям, указанным в табл.4.
Таблица 4
мм
Предельные отклонения по длине | ||
Способ изготовления | нормальной точности изготовления | повышенной точности изготовления |
Прессованные | ±10 | -15 |
Тянутые | ±10 | -10 |
Косина реза прутков не должна превышать величину предельного отклонения по длине.
1.3.2.2. Прутки из латуни марок Л63, ЛО62-1 и ЛС 59-1 изготовляют с антимагнитными свойствами в соответствии с требованиями ГОСТ 15527.
1.3.2.3. Кривизна прутков повышенной точности должна быть не более 3 мм на 1 м длины.
1.3.2.4. Скручивание тянутых прутков повышенной точности на 1 м длины должно быть не более:
1,5 мм - для прутков шириной менее 18 мм;
2,3 мм - для прутков шириной св.18 мм до 30 мм.
Общее скручивание тянутых прутков не должно превышать произведения величины скручивания на 1 м на длину прутка в метрах.
1.3.2.5. Допускается требования к качеству поверхности устанавливать по образцам, согласованным между потребителем и изготовителем.
1.3.3. Характеристики исполнения, устанавливаемые по согласованию изготовителя с потребителем.
1.3.3.1. Прутки изготовляют промежуточных размеров с предельными отклонениями для следующего большего размера, указанными в табл.1 и 2.
1.3.3.2. Прутки изготовляют других размеров, при этом предельные отклонения, требования к качеству поверхности, кривизне, скручиванию, косине реза устанавливают по согласованию изготовителя с потребителем.
1.3.3.3. Прутки связывают в пучки массой более 80 кг.
1.3.3.4. Прутки толщиной до 18 мм изготовляют в отрезках.
1.3.3.5. Прессованные прутки изготовляют с обрубленными концами.
1.3.3.6. Тянутые прутки изготовляют с нормированными механическими свойствами, при этом нормы механических свойств устанавливают по согласованию изготовителя с потребителем.
1.3.3.7. Прутки изготовляют кратной мерной длины в пределах немерной.
1.4. Маркировка
1.4.1. К каждому пучку прутков, отдельному прутку, бухте или ящику должен быть прочно прикреплен или наклеен на видном месте ярлык, на котором указывают:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение прутков;
номер партии;
клеймо технического контроля или номер контролера ОТК.
1.5. Упаковка
1.5.1. Прутки связывают в пучки массой не более 80 кг. Каждый пучок должен состоять не менее чем из трех прутков и должен быть перевязан проволокой диаметром 1,2 мм по ГОСТ 3282 в два оборота не менее чем в двух местах, исключая взаимное перемещение прутков в пучке. Концы проволоки соединяют скруткой не менее пяти витков.
Допускается прутки массой более 20 кг каждый в пучки не связывать.
1.5.2. Прутки длиной более 3 м, при условии транспортирования на открытых транспортных средствах, должны быть упакованы в плотные деревянные ящики по ГОСТ 10198, выложенные бумагой по ГОСТ 8828.
Размеры ящиков - по ГОСТ 21140.
Масса бухты должна быть не более 200 кг.
Каждая бухта должна быть перевязана проволокой по ГОСТ 3282 не менее чем в трех местах равномерно по окружности бухты.
1.5.3. Грузовые места должны быть сформированы в транспортные пакеты массой до 1250 кг с габаритными размерами по ГОСТ 24597.
Допускается транспортировать прутки в пакетах массой до 1500 кг, без увязки в пучки при отсутствии перегрузки в пути.
Пакетирование пучков, отдельных прутков, не связанных в пучки, бухт и прутков, упакованных в ящики, осуществляют на поддонах по ГОСТ 9557 или с использованием брусков сечением не менее 50х50 мм и длиной, равной ширине грузового места.
Транспортные пакеты должны быть обвязаны не менее чем в двух местах проволокой диаметром не менее 3 мм по ГОСТ 3282 в два оборота или лентой размерами не менее 0,5х30 мм по ГОСТ 3560, а также с использованием пакетируемых строп из проволоки диаметром не менее 5 мм по ГОСТ 3282. Концы обвязочной проволоки и проволоки для строп скрепляют скруткой не менее трех витков, ленты - в замок.
Допускается транспортировать прутки без упаковки в универсальных контейнерах по ГОСТ 20435 или в специализированных контейнерах по нормативно-технической документации.
В качестве упаковки и упаковочных материалов могут применяться также другие виды упаковки и упаковочных материалов по нормативно-технической документации, по прочности не уступающие указанным в стандарте и обеспечивающие сохранность качества продукции.
1.5.4. Упаковка продукции, отправляемой в районы Крайнего Севера и приравненные к ним районы, - по ГОСТ 15846.
2. ПРИЕМКА
2.1. Прутки принимают партиями. Партия должна состоять из прутков одной марки латуни, одного размера, одного способа изготовления. Партия должна быть оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение прутков;
номер партии;
массу партии;
результаты испытаний (по требованию потребителя);
обозначение настоящего стандарта.
Масса партии должна быть не более 4000 кг.
Допускается по согласованию с потребителем оформлять один документ о качестве на несколько партий прутков, отгружаемых одновременно одному потребителю.
2.2. Для контроля размеров и качества поверхности прутков применяют одноступенчатый нормальный план выборочного контроля по альтернативному признаку в соответствии с ГОСТ 18242, с приемочным уровнем дефектности 4,0%. План выборочного контроля приведен в табл.5. Отбор прутков в выборку осуществляют "вслепую" (методом наибольшей объективности) по ГОСТ 18321.
Таблица 5
шт.
Количество прутков (бухт) в партии | Количество контролируемых прутков (бухт) | Браковочное число |
4-25 | 3 | 1 |
26-90 | 13 | 2 |
91-150 | 20 | 3 |
151-280 | 32 | 4 |
281-500 | 50 | 6 |
501-1200 | 80 | 8 |
1201-3200 | 125 | 11 |
Примечание. Если объем партии не превышает три прутка, проверке подвергают каждый пруток.
Партия считается не соответствующей требованиям пп.1.2.1, 1.2.2, 1.3.1.4, 1.3.2.1, если количество дефектных прутков в выборке больше или равно браковочному числу, приведенному в табл.5.
Допускается изготовителю проводить сплошной контроль качества поверхности и размеров прутков.
2.3. Допускается изготовителю контролировать качество поверхности и размеры прутков в процессе производства.
2.4. Для проверки кривизны отбирают три прутка от каждых 2000 кг партии и менее.
2.5. Для проверки скручивания отбирают три прутка от каждых 2000 кг партии и менее.
2.6. Проверку на наличие внутренних дефектов прессованных прутков (пресс-утяжин) проводят на каждом прутке.
Для проверки внутренних дефектов тянутых прутков отбирают по два прутка или две бухты от каждых 2000 кг партии и менее.
2.7. Для испытания прутков на растяжение отбирают два прутка или две бухты от каждых 2000 кг партии и менее.
2.8. При проверке химического состава отбирают два прутка или две бухты от каждых 2000 кг партии и менее.
У изготовителя допускается проводить проверку химического состава на пробе от расплавленного металла.
2.9. Определение остаточных растягивающих напряжений изготовитель проводит по требованию потребителя на двух прутках или двух бухтах от каждых 2000 кг партии и менее.
2.10. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей, кроме показателей внешнего вида и размеров прутков, проводят повторные испытания на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяют на всю партию.
2.11. Допускается по согласованию изготовителя с потребителем применять статистические методы контроля механических свойств, скручивания и кривизны прутков.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Поверхность прутков осматривают без применения увеличительных приборов.
3.2. Толщину и ширину прутков измеряют микрометром по ГОСТ 6507 или другим инструментом, обеспечивающим требуемую точность измерения.
Измерение толщины прутков должно проводиться на расстоянии не менее 100 мм от конца прутка и посередине между продольными кромками.
Обмер проводят в трех местах: на обоих концах и в средней части прутка.
3.3. Длину прутков измеряют металлической рулеткой по ГОСТ 7502.
3.4. Косину реза, кривизну и скручивание прутков проверяют по ГОСТ 26877.
3.4.1. Косину реза измеряют с помощью металлической линейки по ГОСТ 427 и поверочных угольников по ГОСТ 3749.
3.4.2. Для проверки кривизны и скручивания применяют инструменты:
поверочную плиту по ГОСТ 10905;
поверочную линейку по ГОСТ 8026;
щуп по ТУ 2-034-225;
металлическую линейку по ГОСТ 427.
3.5. Проверку прутков на наличие внутренних дефектов проводят путем излома прутка:
прессованных прутков - с конца, примыкающего к пресс-остатку (до полного удаления пресс-утяжины);
тянутых прутков - с обоих концов.
Для испытания на излом пруток должен быть надрезан не более чем на 40% сечения, так чтобы излом проходил через центральную часть прутка.
Осмотр проводят без применения оптических приборов. Излом прутков не обрезается.
Допускается проверку прессованных прутков на наличие внутренних дефектов проводить неразрушающим методом контроля с конца, примыкающего к пресс-остатку по методике, приведенной в ГОСТ 2060 (приложение 6) или по методике, согласованной между изготовителем и потребителем.
3.6. Испытание прутков на растяжение проводят по ГОСТ 1497 на одном образце от контролируемого прутка или бухты. Отбор и подготовка образцов - по ГОСТ 24047.
Испытания на растяжение прессованных прутков проводят по требованию потребителя.
3.7. Отбор и подготовка проб для химического анализа материала прутков - по ГОСТ 24231.
Химический состав материала прутков определяют по ГОСТ 1652.1-ГОСТ 1652.13 или ГОСТ 9716.1-ГОСТ 9716.3 или другими методами, обеспечивающими необходимую точность определения.
Допускается изготовителю контролировать содержание висмута, сурьмы, фосфора - один раз в три месяца при условии гарантии их содержания требованиям ГОСТ 15527.
При возникновении разногласий в оценке качества химический состав прутков определяют по ГОСТ 1652.1-ГОСТ 1652.13 и ГОСТ 9716.1-ГОСТ 9716.3.
3.8. Остаточные растягивающие напряжения тянутых прутков контролируют ртутной пробой по методике, приведенной в ГОСТ 2060 (приложение 7).
По согласованию изготовителя с потребителем контроль наличия остаточных растягивающих напряжений в прутках допускается проводить другими методами, обеспечивающими необходимую точность.
3.9. Допускается изготовителю применять другие методы испытаний, обеспечивающие необходимую точность, установленную в настоящем стандарте. При возникновении разногласий в определении показателя контроль проводят методом, указанным в стандарте.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование прутков длиной до 3 м проводят всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте каждого вида.
Транспортные средства для прутков длиной более 3 м определяются в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Вид отправок при железнодорожных перевозках - повагонная, мелкая или малотоннажная.
Размещение и крепление грузовых мест в железнодорожных транспортных средствах должно соответствовать техническим условиям погрузки и крепления грузов, утвержденным Министерством путей сообщения СССР.
Подготовку грузов к перевозке морским путем проводят в соответствии с ГОСТ 26653.
4.2. Транспортная маркировка, способ и место ее нанесения - по ГОСТ 14192 с нанесением манипуляционного знака "Боится сырости".
4.3. Прутки хранят в крытых помещениях.
При хранении прутки должны быть защищены от механических повреждений, воздействия влаги и активных химических веществ.
При соблюдении указанных условий хранения потребительские свойства прутков не меняются.
ПРИЛОЖЕНИЕ
Справочное
Теоретическая масса 1 м латунных прессованных и тянутых прутков приведена в табл.6 и 7.
Таблица 6
Теоретическая масса 1 м прессованного прутка, кг, при ширине, мм | |||||||||
Толщина прутка, мм | 10 | 15 | 20 | 22 | 25 | 30 | 40 | 50 | 60 |
5 | - | - | 0,80 | - | 1,00 | 1,21 | - | - | - |
6 | 0,48 | 0,70 | 0,97 | - | 1,22 | 1,45 | 1,95 | 2,44 | - |
8 | - | 0,98 | 1,30 | - | 1,63 | 1,96 | 2,62 | 3,30 | - |
10 | - | 1,24 | 1,64 | 1,80 | 2,06 | 2,47 | 3,30 | 4,12 | - |
12 | - | - | 1,98 | - | 2,46 | 2,98 | 3,98 | 4,97 | - |
14 | - | - | - | - | - | 3,52 | - | 5,89 | - |
15 | - | - | 2,48 | - | 3,11 | 3,74 | 4,99 | 6,25 | - |
18 | - | - | 2,97 | - | 3,72 | 4,47 | 5,98 | 7,50 | - |
20 | - | - | - | - | 4,13 | 4,96 | 6,63 | 8,30 | 9,96 |
25 | - | - | - | - | - | - | 8,32 | 10,41 | 12,50 |
Примечание. Теоретическая масса вычислена по номинальной толщине и ширине прессованных прутков с исключением из них 50% предельных отклонений. Плотность латуни принята равной 8,5 кг/дм.
Таблица 7
Толщина | Теоретическая масса 1 м тянутого прутка, кг, при ширине, мм | |||||||||||||||
5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 18 | 20 | 25 | 30 | |
3 | - | 0,15 | - | 0,20 | - | 0,25 | - | - | - | - | 0,37 | - | - | 0,50 | 0,62 | 0,75 |
4 | 0,17 | 0,20 | 0,23 | 0,27 | - | 0,33 | - | - | - | - | 0,50 | - | - | 0,67 | 0,83 | 1,00 |
5 | - | - | - | 0,33 | - | - | - | - | - | - | - | - | - | - | - | - |
6 | - | - | 0,35 | - | 0,45 | 0,50 | 0,55 | 0,60 | 0,65 | 0,71 | - | 0,81 | 0,91 | 1,01 | - | - |
7 | - | - | - | - | - | - | - | 0,70 | 0,76 | - | - | - | - | - | - | - |
8 | - | - | - | - | - | 0,67 | - | 0,80 | - | 0,94 | - | 1,07 | 1,20 | 1,34 | - | - |
9 | - | - | - | - | - | - | - | - | 0,98 | 1,06 | - | - | - | - | - | - |
10 | - | - | - | - | - | - | - | - | - | - | - | 1,34 | 1,51 | - | - | - |
Примечание. Теоретическая масса вычислена по номинальной толщине и ширине тянутых прутков с исключением из них 50% предельных отклонений. Плотность латуни принята равной 8,5 кг/дм.
Текст документа сверен по:
Сортамент цветных металлов. Часть 2.
Том 2. Сортовой и фасонный прокат: Сб. ГОСТов. -
М.: Издательство стандартов, 1993
{kind=link}