ГОСТ 1628-2019
Группа В55
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРУТКИ БРОНЗОВЫЕ
Технические условия
Bronze rods. Specifications
МКС 77.150.30
ОКП 18 4670
Дата введения 2019-12-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Акционерным обществом "Научно-исследовательский, проектный и конструкторский институт сплавов и обработки цветных металлов" (АО "Институт Цветметобработка")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 106 "Цветметпрокат"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 марта 2019 г. N 117-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркмения | ТМ | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
(Поправка. ИУС N 1-2021).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 29 августа 2019 г. N 554-ст межгосударственный стандарт ГОСТ 1628-2019 введен в действие в качестве национального стандарта Российской Федерации с 1 декабря 2019 г.
5 ВЗАМЕН ГОСТ 1628-78
6 ПЕРЕИЗДАНИЕ. Март 2020 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
ВНЕСЕНА поправка, опубликованная в ИУС N 1, 2021 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на тянутые прутки круглого, квадратного и шестигранного сечений и на прутки прессованные и горячекатаные круглого сечения из безоловянных бронз, применяемые в различных отраслях промышленности.
Настоящий стандарт устанавливает сортамент, технические требования, правила приемки, методы контроля и испытаний, правила маркировки, упаковки, транспортирования и хранения прутков.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 2060-2006 Прутки латунные. Технические условия
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 14019-2003 (ИСО 7438:1985) Материалы металлические. Метод испытания на изгиб
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15027.1-77 Бронзы безоловянные. Метод определения меди
ГОСТ 15027.2-77 Бронзы безоловянные. Методы определения алюминия
ГОСТ 15027.3-77 Бронзы безоловянные. Методы определения железа
ГОСТ 15027.4-77 Бронзы безоловянные. Методы определения марганца
ГОСТ 15027.5-77 Бронзы безоловянные. Методы определения никеля
ГОСТ 15027.6-77 Бронзы безоловянные. Методы определения кремния
ГОСТ 15027.7-77 Бронзы безоловянные. Методы определения свинца
ГОСТ 15027.8-77 Бронзы безоловянные. Методы определения мышьяка
ГОСТ 15027.9-77 Бронзы безоловянные. Методы определения сурьмы
ГОСТ 15027.10-77 Бронзы безоловянные. Методы определения олова
ГОСТ 15027.11-77 Бронзы безоловянные. Методы определения фосфора
ГОСТ 15027.12-77 Бронзы безоловянные. Методы определения цинка
ГОСТ 15027.13-77 Бронзы безоловянные. Методы определения бериллия
ГОСТ 15027.14-77 Бронзы безоловянные. Методы определения титана
ГОСТ 15027.15-83 Бронзы безоловянные. Методы определения кобальта
ГОСТ 15027.16-86 Бронзы безоловянные. Методы определения кадмия
ГОСТ 15027.17-86 Бронзы безоловянные. Методы определения серебра
ГОСТ 15027.18-86 Бронзы безоловянные. Методы определения хрома
ГОСТ 15027.19-86 Бронзы безоловянные. Методы определения теллура
ГОСТ 15027.20-88 Бронзы безоловянные. Методы определения магния
ГОСТ 15846-2002 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 18175-78 Бронзы безоловянные, обрабатываемые давлением. Марки
ГОСТ 18242-72 Статистический приемочный контроль по альтернативному признаку. Планы контроля*
_______________
* В Российской Федерации действует ГОСТ Р ИСО 2859-1-2007 "Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества".
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 20068.1-79 Бронзы безоловянные. Метод спектрального анализа по металлическим стандартным образцам с фотографической регистрацией спектров
ГОСТ 20068.2-79 Бронзы безоловянные. Метод спектрального анализа по металлическим стандартным образцам с фотоэлектрической регистрацией спектров
ГОСТ 20068.3-79 Бронзы безоловянные. Метод спектрального анализа по окисным стандартным образцам с фотографической регистрацией спектра
ГОСТ 20068.4-88 Бронзы безоловянные. Метод рентгеноспектрального флуоресцентного определения алюминия
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 22235-2010 Вагоны грузовые магистральных железных дорог колеи 1520 мм. Общие требования по обеспечению сохранности при производстве погрузочно-разгрузочных и маневровых работ
ГОСТ 24047-80 Полуфабрикаты из цветных металлов и их сплавов. Отбор проб для испытания на растяжение
ГОСТ 24231-80 Цветные металлы и сплавы. Общие требования к отбору и подготовке проб для химического анализа
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 25086-2011 Цветные металлы и их сплавы. Общие требования к методам анализа
ГОСТ 26663-85 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
ГОСТ 26877-2008 Металлопродукция. Методы измерений отклонений формы
ГОСТ 32597-2013 Медь и медные сплавы. Виды дефектов заготовок и полуфабрикатов
ГОСТ 33757-2016 Поддоны плоские деревянные. Технические условия
СТ СЭВ 543-77 Числа. Правила записи и округления
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 32597, а также следующие термины с соответствующими определениями:
3.1 пруток: Сплошное изделие, полученное обработкой давлением однородного сечения по всей длине в форме круга, квадрата, правильных многоугольников, поставляемое в виде прямых отрезков или свернутое в бухту.
3.2 бухта: Отрезок изделия, свернутый в серию непрерывных витков.
3.2.1 бухта свободной намотки: Бухта, в которой витки не упорядоченно удерживаются вплотную друг к другу.
3.3 мерная длина: Изделие определенной длины, указанной в заказе, в прямом отрезке или бухте.
3.4 кратная длина: Отрезок целого кратного числа основной длины с припуском на резку и допуском на общую длину.
4 Сортамент
4.1 Номинальный диаметр тянутых прутков круглого, квадратного и шестигранного сечений и предельные отклонения по диаметру должны соответствовать значениям, указанным в таблице 1.
4.1.1 За диаметр прутков квадратного и шестигранного сечения принимается диаметр вписанной окружности, то есть расстояние между параллельными гранями прутка.
Таблица 1 - Номинальный диаметр или диаметр вписанной окружности тянутых прутков круглого, квадратного и шестигранного сечений и предельные отклонения по диаметру
В миллиметрах
Номинальный диаметр или диаметр вписанной окружности прутка | Предельное отклонение по номинальному диаметру при точности изготовления | |
повышенной | нормальной | |
От 5,0 до 6,0 включ. | 0 | 0 |
Св. 6,0 до 10,0 включ. | 0 | 0 |
Св. 10,0 до 18,0 включ. | 0 | 0 |
Св. 18,0 до 30,0 включ. | 0 | 0 |
Св. 30,0 до 41,0 включ. | 0 | 0 |
Примечание - Квадратные и шестигранные прутки из бронзы марки БрАМц9-2 изготовляют размерами от 14,0 до 36,0 мм включительно. | ||
4.2 Номинальный диаметр прессованных прутков круглого сечения и предельные отклонения по диаметру должны соответствовать значениям, указанным в таблице 2.
Таблица 2 - Номинальный диаметр прессованных прутков круглого сечения и предельные отклонения по диаметру
В миллиметрах
Номинальный диаметр | Предельное отклонение по номинальному диаметру при точности изготовления | ||
высокой | повышенной | нормальной | |
От 16,0 до 18,0 включ. | 0 | 0 | 0 |
Св. 18,0 до 30,0 включ. | 0 | 0 | 0 |
Св. 30,0 до 50,0 включ. | - | 0 | 0 |
Св. 50,0 до 80,0 включ. | - | 0 | 0 |
Св. 80,0 до 100,0 включ. | - | 0 | 0 |
Св. 100,0 до 160,0 включ. | - | 0 | 0 |
Св. 160,0 до 180,0 включ. | - | - | 0 |
Св. 180,0 до 220,0 включ. | - | - | 0 |
Примечание - По согласованию изготовителя с потребителем допускается изготовлять прутки нормальной точности диаметром от 130,0 до 140,0 мм с предельным отклонением по диаметру минус 3,0 мм и диаметром от 150,0 до 160,0 мм с предельным отклонением по диаметру минус 3,5 мм. | |||
4.3 Марка бронзы и номинальный диаметр прессованных прутков высокой и повышенной точности изготовления указаны в таблице 3.
Таблица 3 - Марка бронзы и номинальный диаметр прессованных прутков
В миллиметрах
Марка бронзы | Номинальный диаметр при точности изготовления | |
высокой | повышенной | |
БрАМц9-2 | - | От 25 до 145 включ. |
БрАЖ9-4 | От 16 до 30 включ. | От 16 до 50 включ. |
БрАЖН10-4-4 | - | От 20 до 160 включ. |
БрАЖМц10-3-1,5 | От 16 до 18 включ. | От 16 до 50 включ. |
БрКМц3-1 | - | От 30 до 130 включ. |
БрКН1-3 | - | От 20 до 90 включ. |
4.4 Номинальный диаметр горячекатаных прутков круглого сечения и предельные отклонения по диаметру должны соответствовать значениям, указанным в таблице 4.
Таблица 4 - Номинальный диаметр горячекатаных прутков круглого сечения и предельные отклонения по диаметру
В миллиметрах
Номинальный диаметр | Предельное отклонение |
До 30,0 включ. | 0 |
Св. 30,0 до 50,0 включ. | 0 |
Св. 50,0 до 80,0 включ. | 0 |
Св. 80,0 до 100,0 включ. | 0 |
4.5 Диаметры, площадь поперечного сечения и теоретическая масса 1 м круглых, квадратных и шестигранных прутков приведены в приложении А.
4.6 По длине прутки изготовляют:
4.6.1 Немерной длины в отрезках и бухтах. Форма поставки, номинальный наружный диаметр и длина немерных прутков приведены в таблице 5.
Таблица 5 - Форма поставки, номинальный наружный диаметр и длина немерных прутков
Форма поставки | Номинальный наружный диаметр, мм | Длина, м |
В отрезках немерной длины | От 5 до 40 включ. | От 2 до 5 |
Св. 40 до 80 включ. | От 1 до 4 | |
Св. 80 до 120 включ. | От 1 до 3 | |
Св. 120 | От 0,5 до 2 | |
В бухтах | До 14 | От 3 |
Примечание - По требованию потребителя прутки диаметром 14 мм и более допускается сматывать в бухты. | ||
В партии прутков немерной длины допускаются укороченные прутки в количестве не более 10% массы партии для прутков диаметром:
- не более 40 мм включительно - длиной не менее 1 м;
- свыше 40 мм - длиной не менее 0,5 м.
4.6.2 Мерной длины в пределах немерной длины с предельными отклонениями по длине:
- для тянутых прутков всех размеров - плюс 10 мм;
- прессованных и горячекатаных прутков диаметром:
1) не более 50 мм - плюс 15 мм,
2) более 50 мм - плюс 20 мм.
Прессованные прутки мерной длины изготовляют по требованию потребителя.
4.6.3 Кратной мерной длины в пределах немерной длины с припуском 5 мм на каждый рез и с общим допуском по длине в соответствии с перечислением, установленным для прутков мерной длины.
4.7 Предельные отклонения по длине мерных прессованных прутков повышенной точности составляют для прутков диаметром:
- не более 80 мм - плюс 10 мм;
- более 80 мм - плюс 15 мм.
По требованию потребителя тянутые прутки изготовляют с предельным отклонением по длине плюс 6 мм.
4.8 По согласованию потребителя с изготовителем допускается изготовление прутков длиной, превышающей указанную, с допусками, установленными по согласованию между потребителем и изготовителем.
4.9 Условные обозначения прутков проставляют по схеме:
|
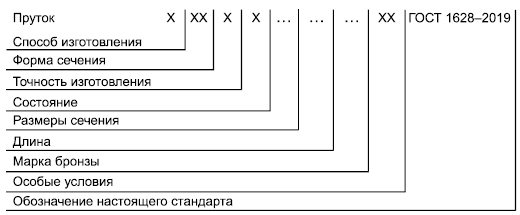
Для условного обозначения прутков используют следующие сокращения:
- способ изготовления: | холоднодеформированный (тянутый) - Д, прессованный - П, горячекатаный - Г; |
- форма сечения: | круглый - КР, квадратный - КВ, шестигранный - ШГ; |
- точность изготовления: | нормальная - Н, повышенная - П, высокая - В; |
- состояние: | полутвердый - П, твердый - Т; |
- длина: | немерная - НД, кратная мерной - КД, мерная - МД, в бухтах - БТ; |
- особые условия: | мерная повышенной точности по длине - МП, для обработки на автоматах - АВ, с закруглением ребра углов граней - СК, без указания механических свойств - К, регламентированные требования по испытанию на растяжение - Р, регламентированные требования измерения твердости - НВ. |
Знак "X" ставится вместо отсутствующих данных, кроме обозначения длины и особых условий.
Примеры условных обозначений
Пруток тянутый, круглый, повышенной точности изготовления, полутвердый, диаметром 12,0 мм, немерной длины, из бронзы марки БрАМц9-2, для обработки на автоматах:
Пруток ДКРПП 12,0 НД БрАМц9-2 АВ ГОСТ 1628-2019
Пруток тянутый, квадратный, нормальной точности изготовления, твердый, размером 20 мм, длины, кратной 3 м, из бронзы марки БрКМц3-1:
Пруток ДКВНТ 20 КД 3000 БрКМц3-1 ГОСТ 1628-2019
Пруток прессованный, круглый, высокой точности изготовления, диаметром 18,0 мм, мерной длины 2,0 м, из бронзы марки БрАЖ9-4, повышенной точности по длине:
Пруток ПКРВХ 18,0 2000 БрАЖ9-4 МП ГОСТ 1628-2019
Пруток горячекатаный, круглый, диаметром 50,0 мм, мерной длины 2,5 м, из бронзы марки БрКМц3-1:
Пруток ГКРХХ 50,0 МД 2500 БрКМц3-1 ГОСТ 1628-2019
Если в заказе потребителем особые условия не указаны, то прутки изготовляют с условиями исполнения на усмотрение изготовителя.
5 Технические требования
5.1 Прутки изготовляют в соответствии с требованиями настоящего стандарта по технологической документации изготовителя, утвержденной в установленном порядке.
5.2 Прутки изготовляют из бронзы марок БрАМц9-2, БрАЖ9-4, БрАЖН10-4-4, БрАЖМц10-3-1,5, БрКМц3-1 и БрКН1-3 с химическим составом по ГОСТ 18175.
5.3 В бронзе марки БрКМц3-1 по согласованию изготовителя с потребителем допускается уменьшение массовой доли железа до 0,08%, увеличение массовой доли железа до 1,5-2,0% за счет уменьшения массовой доли меди.
5.4 В бронзе марки БрАМц9-2 по требованию потребителя допускается ограничение массовой доли алюминия в пределах 8%-9,2%.
5.5 Способ изготовления, форма поперечного сечения, марка бронзы и номинальные диаметры изготовляемых прутков приведены в таблице 6.
Таблица 6 - Способ изготовления, форма поперечного сечения, марка бронзы и номинальные диаметры прутков
Способ изготовления прутков | Форма поперечного сечения прутков | Марка бронзы | Номинальный диаметр прутков, мм |
Тянутые | Круглые | БрАМц9-2 | 5-40 |
БрКМц3-1 | 5-40 | ||
Квадратные и шестигранные | БрАМц9-2 | 14-36 | |
БрКМц3-1 | 5-41 | ||
Прессованные | Круглые | БрАМц9-2 | 25-145 |
БрАЖ9-4 | 16-160 | ||
БрАЖН10-4-4 | 16-160 | ||
БрАЖМц10-3-1,5 | 16-220 | ||
БрКМц3-1 | 30-130 | ||
БрКН1-3 | 20-90 | ||
Горячекатаные | Круглые | БрКМц3-1 | 30-100 |
5.6 Поверхность прутков должна быть свободной от загрязнений, затрудняющих визуальный осмотр.
На поверхности допускаются малозначительные плены, раковины, трещины, вмятины, задиры, царапины, чешуйчатость, пузыри и окалина глубиной не более предельного отклонения по диаметру. Допускаются следы технологической смазки, а также цвета побежалости после низкотемпературного отжига тянутых прутков.
5.7 В прутках не допускаются внутренние дефекты в виде неметаллических включений, расслоений, пустот и пресс-утяжин.
5.8 Прутки мерной длины должны быть ровно обрезаны с обеих сторон и не должны иметь значительных заусенцев. Рез должен быть перпендикулярным к оси прутка.
Косина реза не должна выводить прутки за половину предельных отклонений по длине.
5.9 Если не указана потребителем форма концов, прутки диаметром 40 мм и менее немерной длины допускается обрубать. По согласованию изготовителя с потребителем допускается изготовлять прутки диаметром 80 мм и менее с обрубленными концами. Косину реза при этом не оговаривают.
5.10 Отклонение от формы поперечного сечения (овальность, ромбичность, огранка) допускается в пределах допуска по размерам.
По требованию потребителя тянутые прутки изготовляют с отклонениями от формы поперечного сечения в пределах половины допусков по размерам.
5.11 Скручивание квадратных и шестигранных тянутых прутков в полутвердом и твердом состояниях, намотанных в бухты, не должно превышать значений, указанных на рисунке 1 и в таблице 7.
|
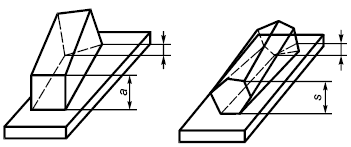
Рисунок 1
Таблица 7 - Скручивание квадратных и шестигранных тянутых прутков, намотанных в бухты
В миллиметрах
Расстояние между параллельными гранями прутка (a, s) | Предельное значение скручивания на 1 м длины |
До 17,0 включ. | 1,0 |
Св. 17,0 до 41,0 | 2,0 |
Общее скручивание прутка не должно превышать произведения величины допускаемого скручивания 1 м на длину прутка в метрах.
5.12 Тянутые прутки квадратного и шестигранного сечений могут иметь закругление ребер (углов граней) по всей длине прутка. Радиусы закругления ребер тянутых прутков квадратного и шестигранного сечений приведены в таблице 8.
Таблица 8 - Радиусы закругления ребер (углов граней) тянутых прутков квадратного и шестигранного сечений
В миллиметрах
Номинальный диаметр | Радиус закругления углов граней | |
(расстояние между параллельными гранями прутка) | для ребер без закругления, не более | для ребер с закруглением |
До 25 влюч. | 0,5 | Св. 0,6 до 1,8 включ. |
Св. 25 до 41 включ. | 1,0 | Св. 1,0 до 2,8 включ. |
5.13 Тянутые прутки из бронзы марки БрКМцЗ-1* должны выдерживать при комнатной температуре испытание на изгиб без появления следов надрыва и отслоений.
________________
* Текст документа соответствует оригиналу. Здесь и далее. - .
5.14 Прутки должны быть выправлены. Максимальная кривизна прутков на 1 м длины не должна превышать значений, указанных в таблице 9.
Таблица 9 - Максимальная кривизна прутков на 1 м длины
В миллиметрах
Способ изготовления прутков | Максимальная кривизна прутка на 1 м длины при номинальном диаметре или расстоянии между параллельными гранями прутка | |||
Св. 5 до 18 включ. | Св. 18 до 40 включ. | Св. 40 до 120 включ. | Св. 120 | |
Тянутые, полутвердые и твердые | 2,0 | 1,5 | - | - |
Тянутые (для обработки на автоматах) | 1,25 | 1,0 | - | - |
Прессованные | 4,0 | 4,0 | 6,0 | 10,0 |
Горячекатаные | - | 5,0 | 6,0 | - |
Кривизна прутка не должна превышать значения допустимой кривизны на 1 м, умноженной на общую длину прутка, выраженную в метрах.
Кривизну не устанавливают:
- для прутков, изготовленных в бухтах;
- тянутых прутков в отрезках в полутвердом и твердом состоянии диаметром не более 10 мм включительно;
- для тянутых и прессованных прутков длиной менее 1 метра.
Кривизна таких прутков устанавливается по согласованию потребителя с изготовителем.
Кривизна прутков длиной менее 1 м не регламентируется.
5.15 Механические свойства прутков должны соответствовать требованиям, указанным в таблице 10.
5.16 По требованию потребителя прутки из бронзы марки БрАЖМц10-3-1,5 изготовляют с твердостью НВ 130-170 и временным сопротивлением разрыву не менее 540 (55) МПа (кгс/мм).
Таблица 10
Марка бронзы | Способ изготовления, состояние материала | Вид испытаний* | Номинальный диаметр или расстояние между параллель- | Временное сопротивление | Относительное удлинение после разрыва | Твердость по Бринеллю НВ |
БрАМц9-2 | Тянутые, полутвердые | Без указания механических свойств | Все размеры | - | - | - |
Н | От 5 до 12 включ. | - | - | Не менее 115 | ||
Св. 12 до 40 включ. | - | - | ||||
Р | От 5 до 12 включ. | 540 (55) | 12 | - | ||
Св. 12 до 40 включ. | - | 15 | - | |||
БрАМц9-2 | Прессованные | Без указания механических свойств | Все размеры | - | - | - |
Н | От 25 до 45 включ. | - | - | Не менее 95 | ||
Св. 45 до 145 включ. | - | - | Не менее 90 | |||
Р | От 25 до 45 включ. | 490 (50) | 20 | - | ||
Св. 45 до 145 включ. | 470 (48) | - | ||||
БрАЖ9-4 | Прессованные | Без указания механических свойств | Все размеры | - | - | - |
Н | От 16 до 160 включ. | - | - | 110-180 | ||
Р | От 16 до 160 включ. | 540 (55) | 15 | - | ||
БрАЖМц10-3-1,5 | Прессованные | Без указания механических свойств | Все размеры | - | - | - |
Н | От 16 до 180 включ. | - | - | 130-200 | ||
Св. 180 до 220 включ. | - | - | 129-220 | |||
Р | От 16 до 180 включ. | 590 (60) | 12 | - | ||
Св. 180 до 220 включ. | 540 (55) | 10 | - | |||
БрАЖН10-4-4 | Прессованные | Без указания механических свойств | Все размеры | - | - | - |
Н | От 16 до 160 включ. | - | - | 170-220 | ||
Р | От 16 до 160 включ. | 640 (65) | 5 | - | ||
БрКМц3-1 | Тянутые, твердые | Без указания механических свойств | Все размеры | - | - | - |
Р | 5-12 | 490 (50) | 10 | - | ||
13-41 | 490 (50) | 15 | - | |||
БрКМц3-1 | Катаные | Без указания механических свойств | Все размеры | - | - | - |
Р | От 30 до 100 включ. | 390 (40) | 15 | - | ||
Прессованные | Без указания механических свойств | Все размеры | - | - | - | |
Р | От 30 до 130 включ. | 340 (35) | 20 | - | ||
БрКН1-3 | Прессованные | Без указания механических свойств | Все размеры | - | - | - |
Р | От 20 до 90 включ. | 490 (50) | 10 | - | ||
* Виды испытаний: | ||||||
5.17 Для прутков марки БрАМц9-2 с ограниченным содержанием алюминия временное сопротивление разрыву должно составлять:
- для тянутых - не менее 510 (52) МПа (кгс/мм);
- прессованных диаметром от 25 до 45 мм - не менее 470 (48) МПа (кгс/мм);
- прессованных диаметром от 48 до 120 мм - не менее 450 (46) МПа (кгс/мм).
5.18 При контроле механических свойств определяют или временное сопротивление и относительное удлинение, или твердость. По требованию потребителя определяют временное сопротивление, относительное удлинение и твердость.
5.19 По требованию потребителя прутки марки БрАЖМц10-3-1,5 изготовляют с относительным удлинением не менее 14%.
5.20 По требованию потребителя тянутые твердые прутки марки БрКМцЗ-1 диаметрами от 5 до 12 мм изготовляют с временным сопротивлением разрыву не менее 540 (55) МПа (кгс/мм).
5.21 Твердость по Бринеллю прутков из сплава марки БрКМцЗ-1 приведена в приложении Б.
5.22 У тянутых прутков из бронзы марки БрКМц3-1 должно быть снято внутреннее напряжение.
5.23 Справочные значения по удельному электрическому сопротивлению прутков приведены в приложении В.
6 Правила приемки
6.1 Прутки принимают партиями. Партия должна состоять из прутков одной марки бронзы, одной формы сечения, одного размера, одного способа изготовления, одного состояния материала, одной точности изготовления.
Партия должна быть оформлена одним документом о качестве, содержащим:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- наименование страны-изготовителя;
- юридический адрес изготовителя и/или продавца;
- условное обозначение прутков;
- результаты испытаний (по требованию потребителя);
- номер партии;
- массу партии.
Масса партии должна быть не более 3000 кг.
Допускается оформлять один документ о качестве для нескольких партий прутков, отгружаемых одновременно одному потребителю.
6.2 Проверке размеров подвергают 10% прутков партии.
6.3 Для контроля качества поверхности прутков от партии отбирают прутки (пучки, бухты) "вслепую" (методом наибольшей объективности) по ГОСТ 18321. Планы контроля соответствуют ГОСТ 18242. Количество контролируемых прутков (пучков, бухт) определяют по таблице 11.
Таблица 11 - Количество контролируемых прутков
В штуках
Количество прутков (бухт) в партии | Количество контролируемых прутков (бухт) | Браковочное число |
2-8 | 2 | 1 |
9-15 | 3 | 1 |
16-25 | 5 | 1 |
26-50 | 8 | 2 |
51-90 | 13 | 2 |
91-150 | 20 | 3 |
151-280 | 32 | 3 |
281-500 | 50 | 4 |
501-1200 | 80 | 6 |
1201-3200 | 125 | 8 |
Партию считают годной, если число прутков (пучков, бухт), не соответствующих требованиям, менее браковочного числа, приведенного в таблице 11. Когда браковочное число равно или более приведенного в таблице 11, партию бракуют.
При получении неудовлетворительных результатов изготовитель проводит сплошной контроль.
Допускается изготовителю контролировать качество поверхности прутков в процессе производства непосредственно на технологическом оборудовании.
6.4 Для проверки кривизны отбирают не менее трех прутков или трех пучков от 3000 кг и менее.
6.5 Для проверки механических свойств - твердости или временного сопротивления и относительного удлинения, а также для испытания на изгиб отбирают два прутка, два пучка или две бухты от партии.
6.6 Для проверки скручивания отбирают пять прутков или пять пучков от партии. Если в партии менее пяти прутков, то контролируют 100% прутков.
6.7 Отсутствие внутренних дефектов в прессованных и катаных из прессованной заготовки прутках проверяют на каждом прутке.
Для проверки отсутствия внутренних дефектов в тянутых прутках отбирают два прутка, два пучка или две бухты от партии.
6.8 Для проверки химического состава отбирают два прутка, два пучка или две бухты от партии. Допускается изготовителю проверку химического состава проводить на пробе, взятой от расплавленного металла, при этом допускается контроль химического состава готовых прутков не проводить.
6.9 При получении неудовлетворительных результатов испытаний как минимум по одному из показателей, кроме качества поверхности, по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяют на всю партию.
Допускается изготовителю проводить поштучное испытание прутков.
7 Методы контроля и испытаний
7.1 Поверхность прутков осматривают без применения увеличительных приборов.
7.2 Контроль размеров прутка проводят не менее чем в двух взаимно перпендикулярных направлениях одного сечения прутка микрометром по ГОСТ 6507. Длину измеряют рулеткой по ГОСТ 7502 или металлической линейкой по ГОСТ 427.
7.3 Скручивание, кривизну, косину реза, отклонение от формы поперечного сечения прутков измеряют в соответствии с ГОСТ 26877.
Радиусы закругления продольных ребер углов тянутых прутков квадратного и шестигранного сечений обеспечиваются технологией изготовителя. Допускается применять радиусный шаблон или любые другие измерительные инструменты, если они обеспечивают заданную точность измерения.
7.4 Проверку на наличие внутренних дефектов и отсутствие пресс-утяжины в прессованных и катаных из прессованной заготовки прутках проводят на конце прутка, примыкающего к пресс-остатку неразрушающим методом контроля по методике приложения Б ГОСТ 2060 или по методике, согласованной между изготовителем и потребителем.
7.5 Проверку тянутых прутков на наличие внутренних дефектов проводят неразрушающим методом контроля по методике, согласованной между изготовителем и потребителем, или методом излома. Испытанию подвергают оба конца прутка.
Для проверки металла на наличие внутренних дефектов путем излома пруток надрезают с одной или с обеих сторон, после чего ломают. Надрез должен быть сделан таким образом, чтобы излом проходил через центральную часть прутка.
Ширина излома должна быть:
- не менее 60% диаметра - для прутков диаметром до 16 мм включительно;
- не менее 10 мм - для прутков диаметром свыше 16 мм.
Осмотр излома проводят без применения увеличительных приборов.
В изломе прутков не должно быть пресс-утяжин, раковин, неметаллических включений.
После осмотра допускается обломанный конец прутков не обрезать.
7.6 Испытание прутков на растяжение (определение временного сопротивления и относительного удлинения после разрыва) проводят на двух образцах, взятых от каждого отобранного от партии прутка или бухты.
От каждого пучка, взятого от партии, отбирают по одному прутку и от каждого из прутков берут один образец.
Испытание на растяжение проводят по ГОСТ 1497.
Испытания проводят на образцах с расчетной длиной, равной десятикратному диаметру.
Для прутков из бронзы марки БрКМц3-1 испытание механических свойств проводят на образцах с расчетной длиной, равной пятикратному диаметру.
Отбор образцов для испытания на растяжение проводят по ГОСТ 24047.
7.7 Испытание прутков на твердость по Бринеллю (НВ) проводят на пяти образцах. При этом от отобранных от партии двух прутков или двух бухт берут пять образцов (два образца от одного прутка или бухты и три образца от другого прутка или бухты). От отобранных от партии двух пучков берут пять прутков (два прутка от одного пучка и три прутка от другого пучка), и от каждого из прутков берут один образец.
Испытание на твердость по Бринеллю (НВ) проводят по ГОСТ 9012. Прутки диаметром от 5 до 10 мм испытывают при условии НВ 2,5/187, 5/30. Прутки диаметром от 11 до 28 мм испытывают для интервала твердости 110-130 при условии НВ 5/250/30, для интервала твердости 130-220 - при условии НВ 5/750/30. Прутки диаметром более 28 мм испытывают для интервала твердости 110-130 при условии НВ 10/1000/30, для интервала твердости 130-220 - при условии НВ 10/3000/30.
7.8 Испытание прутков на изгиб проводят на двух образцах, отобранных от каждого прутка или бухты, взятых от партии. От каждого пучка отбирают по одному прутку и от каждого из прутков берут один образец. Испытания проводят по ГОСТ 14019.
Изгиб делают на 90° вокруг оправки с радиусом закругления, равным диаметру прутка, без появления следов надрыва и без отслоения.
Прутки диаметром от 5 до 14 мм испытывают не обточенными, диаметром 16 мм и более обтачивают до диаметра 15 мм эксцентрично, чтобы на одной стороне оставалась необточенная поверхность.
При изгибе образца его необточенная поверхность должна быть наружной.
7.9 Для проверки химического состава отбирают по одному образцу от каждого отобранного прутка или бухты и по одному образцу от каждого отобранного пучка. Отбор и подготовку проб для химического анализа проводят по ГОСТ 24231.
Химический состав прутков определяют методами по ГОСТ 25086, ГОСТ 15027.1-ГОСТ 15027.20, ГОСТ 20068.1-ГОСТ 20068.4 или другими методами, не уступающими по точности стандартным.
При возникновении разногласий в оценке качества химический состав прутков определяют по ГОСТ 25086, ГОСТ 15027.1-ГОСТ 15027.20, ГОСТ 20068.1-ГОСТ 20068.4.
7.10 Допускается изготовителю применять другие методы испытаний, обеспечивающие необходимую точность, установленную в настоящем стандарте.
7.11 При разногласиях в оценке качества прутков потребитель и изготовитель руководствуются требованиями, установленными настоящим стандартом.
7.12 Результаты измерений округляют по правилам округления, установленным СТ СЭВ 543.
8 Маркировка, упаковка, транспортирование и хранение
8.1 Прутки диаметром не более 35 мм связывают в пучки массой не более 80 кг каждый. Каждый пучок должен состоять не менее чем из трех прутков и должен быть перевязан проволокой диаметром не менее 1,2 мм по ГОСТ 3282 в два оборота не менее чем в двух местах таким образом, чтобы исключалось взаимное перемещение прутков в пучке.
Концы проволоки соединяют скруткой не менее пяти витков.
По согласованию изготовителя с потребителем при механизированной погрузке и выгрузке допускается масса пучков и бухт более 80 кг.
Каждый пучок должен быть перевязан проволокой диаметром не менее 3,0 мм по ГОСТ 3282 в два оборота не менее чем в двух местах таким образом, чтобы исключалось взаимное перемещение прутков в пучке.
Каждая бухта должна быть перевязана проволокой по ГОСТ 3282 не менее чем в трех местах равномерно по окружности бухты.
Допускается связка пучков и бухт стальной упаковочной лентой сечением не менее 0,3х30 по ГОСТ 3560 или другим материалом по технической документации, обеспечивающим сохранность прутков.
8.2 По требованию потребителя тянутые прутки диаметром до 10 мм включительно повышенной точности изготовления, связанные в пучки или бухты, упаковывают в синтетические или нетканые материалы по нормативным документам, обеспечивающие сохранность качества прутков.
8.3 К каждому пучку или бухте должен быть прикреплен металлический, картонный, фанерный, пластиковый ярлык или плотно наклеен стикер, на котором указывают:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- наименование страны-изготовителя;
- юридический адрес изготовителя и (или) продавца;
- условное обозначение прутков;
- номер партии;
- обозначение настоящего стандарта;
- штамп (клеймо) технического контроля или номер контролера.
На торце прутков диаметром более 35 мм должны быть выбиты:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- марка сплава или условное обозначение марки сплава;
- номер партии;
- клеймо технического контроля или номер контролера.
Допускается указанные данные наносить несмываемой краской на боковую поверхность прутка или наклеивать маркировочную этикетку.
8.4 Для маркировки прутков допускается применять условные обозначения, представляющие собой сокращенные буквенные обозначения марок бронзы, приведенные в таблице 12.
Таблица 12 - Сокращенные буквенные обозначения марок бронзы
Марка бронзы | Условное обозначение | Марка бронзы | Условное обозначение |
БрАМц9-2 | Бр | БрАЖН10-4-4 | БН |
БрАЖ9-4 | БЖ | БрКМц3-1 | ХК |
БрАЖМц10-3-1,5 | БЧ | БрКН1-3 | КН |
Примечание - Для маркировки прутков марки БрАМц9-2 с ограниченным содержанием алюминия допускается применять условное обозначение "БрС". | |||
8.5 Укрупнение грузовых мест в транспортные пакеты массой не более 1000 кг проводят в соответствии с требованиями ГОСТ 26663.
Габаритные размеры пакетов - по ГОСТ 24597.
Средства крепления в транспортные пакеты - по ГОСТ 21650.
Максимальная масса грузового места при железнодорожных перевозках должна соответствовать требованиям ГОСТ 22235.
Масса транспортного пакета при транспортировании в крытых вагонах не должна превышать 1250 кг.
Допускается транспортировать прутки в пакетах массой не более 1500 кг без увязки в пучки, при отсутствии перегрузки в пути.
8.6 Пакетирование пучков и отдельных прутков, не связанных в пучки, осуществляют на поддонах по ГОСТ 33757 или без поддонов с использованием брусков высотой не менее 50 мм, или (при длине прутка не более 1,2 м) с обвязкой проволокой диаметром не менее 2 мм по ГОСТ 3282 в два оборота, или лентой размером не менее 0,3х30 мм по ГОСТ 3560, а также с использованием пакетируемых строп из проволоки по ГОСТ 3282 диаметром не менее 5 мм со скруткой не менее трех витков.
8.7 Требования к средствам пакетирования и упаковке прутков, отправляемых в районы Крайнего Севера и приравненные к ним местности, - по ГОСТ 15846.
8.8 Прутки транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Для грузов длиной более 3 м транспортные средства определяют в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
8.9 Транспортная маркировка - по ГОСТ 14192 с нанесением дополнительно номера партии.
8.10 Прутки должны храниться в крытых помещениях или под навесом, в ящиках или на полках, поддонах или стеллажах в условиях отсутствия контакта с влагой и должны быть защищены от механических повреждений и воздействия активных химических веществ.
При соблюдении указанных условий хранения бронзовые прутки свои потребительские свойства при хранении не изменяют.
Приложение А
(рекомендуемое)
Теоретическая масса прутков
Таблица А.1 - Теоретическая масса прутков круглого сечения
Номинальный | Площадь | Теоретическая масса 1 м длины прутков, кг, из бронзы марок | |||||
диаметр, мм | поперечного сечения прутков, мм | БрАЖМц10-3-1,5; БрАЖ9-4 | БрАМц9-2 | БрАЖН10-4-4 | БрКМц3-1 | БрКМц3-1 | БрКН1-3 |
5,0 | 19,625 | - | 0,149 | - | 0,166 | 0,169 | - |
5,5 | 23,746 | - | 0,181 | - | 0,201 | 0,204 | - |
6,0 | 28,260 | - | 0,215 | - | 0,239 | 0,243 | - |
6,5 | 33,166 | - | 0,252 | - | 0,281 | 0,285 | - |
7,0 | 38,465 | - | 0,292 | - | 0,326 | 0,331 | - |
7,5 | 44,156 | - | 0,336 | - | 0,374 | 0,380 | - |
8,0 | 50,240 | - | 0,382 | - | 0,426 | 0,432 | - |
8,5 | 56,716 | - | 0,431 | - | 0,480 | 0,488 | - |
9,0 | 63,585 | - | 0,483 | - | 0,539 | 0,547 | - |
9,5 | 70,846 | - | 0,538 | - | 0,600 | 0,609 | - |
10,0 | 78,500 | - | 0,597 | - | 0,665 | 0,675 | - |
11,0 | 94,985 | - | 0,722 | - | 0,805 | 0,817 | - |
12,0 | 113,040 | - | 0,859 | - | 0,957 | 0,972 | - |
13,0 | 132,665 | - | 1,008 | - | 1,124 | 1,141 | - |
14,0 | 153,860 | - | 1,169 | - | 1,303 | 1,323 | - |
15,0 | 176,625 | - | 1,342 | - | 1,496 | 1,519 | - |
16,0 | 200,960 | 1,507 | 1,527 | 1,547 | 1,702 | 1,728 | 1,789 |
17,0 | 226,865 | 1,701 | 1,724 | 1,747 | 1,922 | 1,951 | 2,019 |
18,0 | 254,340 | 1,908 | 1,933 | 1,958 | 2,154 | 2,187 | 2,264 |
19,0 | 283,385 | - | 2,153 | - | 2,400 | 2,437 | - |
20,0 | 314,000 | 2,355 | 2,386 | 2,418 | 2,660 | 2,700 | 2,794 |
21,0 | 346,185 | 2,596 | 2,631 | 2,666 | 2,932 | 2,977 | 3,081 |
22,0 | 379,940 | 2,850 | 2,888 | 2,926 | 3,218 | 3,267 | 3,381 |
23,0 | 415,265 | 3,114 | 3,156 | 3,198 | 3,517 | 3,571 | 3,696 |
24,0 | 425,160 | - | 3,436 | - | 3,830 | 3,656 | - |
25,0 | 490,625 | 3,680 | 3,729 | 3,778 | 4,156 | 4,219 | 4,367 |
27,0 | 572,265 | - | 4,349 | 4,406 | 4,847 | 4,921 | 5,093 |
28,0 | 615,440 | 4,616 | 4,677 | 4,739 | 5,213 | 5,293 | 5,477 |
30,0 | 706,500 | 5,299 | 5,369 | 5,440 | 5,984 | 6,076 | 6,288 |
32,0 | 803,840 | 6,029 | 6,109 | 6,190 | 6,809 | 6,913 | 7,154 |
35,0 | 961,625 | 7,212 | 7,308 | 7,405 | 8,145 | 8,270 | 8,558 |
36,0 | 1017,360 | - | 7,732 | - | 8,617 | 8,748 | - |
38,0 | 1133,540 | 8,501 | 8,615 | 8,728 | 9,601 | 9,748 | 10,088 |
40,0 | 1256,000 | 9,420 | 9,546 | 9,671 | 10,638 | 10,800 | 11,178 |
42,0 | 1384,740 | 10,385 | 10,524 | 10,662 | 11,729 | 11,909 | 12,324 |
45,0 | 1589,625 | 11,922 | 12,081 | 12,240 | 13,464 | 13,671 | 14,148 |
48,0 | 1808,640 | 13,565 | 13,746 | 13,927 | 15,319 | 15,554 | 16,097 |
50,0 | 1962,500 | 14,719 | 14,915 | 15,111 | 16,622 | 16,878 | 17,466 |
55,0 | 2374,625 | 17,810 | 18,047 | 18,285 | 20,113 | 20,422 | 21,134 |
60,0 | 2826,000 | 21,195 | 21,478 | 21,760 | 23,936 | 24,303 | 25,151 |
65,0 | 3316,625 | 24,875 | 25,206 | 25,538 | 28,092 | 28,523 | 29,518 |
70,0 | 3846,500 | 28,849 | 29,233 | 29,618 | 32,580 | 33,080 | 34,234 |
75,0 | 4415,625 | 33,117 | 33,559 | 34,000 | 37,400 | 37,974 | 39,299 |
80,0 | 5024,000 | 37,680 | 38,182 | 38,684 | 42,553 | 43,206 | 44,714 |
85,0 | 5671,625 | 42,537 | 43,104 | 43,672 | 48,039 | 48,776 | 50,477 |
90,0 | 6358,500 | 47,689 | 48,325 | 48,960 | 53,856 | 54,683 | 56,591 |
95,0 | 7084,625 | 53,135 | 53,843 | 54,552 | 60,007 | 60,928 | 63,053 |
100,0 | 7850,000 | 58,875 | 59,660 | 60,445 | 66,490 | 67,510 | 69,865 |
110,0 | 9498,500 | 71,239 | 72,189 | 73,138 | 80,452 | 81,687 | 84,537 |
120,0 | 11304,000 | 84,780 | 85,910 | 87,041 | 95,745 | 97,214 | 100,606 |
130,0 | 13266,500 | 99,499 | 100,825 | 102,187 | 112,367 | 114,191 | 118,172 |
140,0 | 15386,000 | 115,395 | 116,934 | 118,472 | 130,319 | 132,319 | 136,935 |
145,0 | 16504,625 | 123,784 | 125,435 | 127,085 | 139,794 | 141,940 | 146,891 |
150,0 | 17662,500 | 132,469 | 134,235 | 136,001 | 149,601 | 151,898 | 157,196 |
160,0 | 20096,000 | 150,720 | 152,730 | 154,739 | 170,213 | 172,826 | 178,854 |
170,0 | 22687,000 | 170,153 | - | - | - | - | - |
180,0 | 25434,000 | 190,755 | - | - | - | - | - |
190,0 | 28339,000 | 212,543 | - | - | - | - | - |
200,0 | 31400,000 | 235,500 | - | - | - | - | - |
210,0 | 34619,000 | 259,643 | - | - | - | - | - |
220,0 | 37994,000 | 284,955 | - | - | - | - | - |
Примечание - Плотность бронзы, г/см | |||||||
Таблица А.2 - Теоретическая масса прутков квадратного и шестигранного сечений
Расстояние | Площадь | Теоретическая масса 1 м длины прутков, кг, из бронзы марок | ||||||
между параллельными гранями прутка, мм | поперечного сечения прутков, мм | БрКМц3-1 | БрКМц3-1 | БрАМц9-2 | БрКМц3-1 | БрКМц3-1 | БрАМц9-2 | |
квадрат- | шести- | квадратных | шестигранных | |||||
5,0 | 25,0 | 21,7 | 0,212 | 0,215 | 0,190 | 0,181 | 0,187 | 0,165 |
5,5 | 30,25 | 26,2 | 0,256 | 0,260 | 0,230 | 0,222 | 0,228 | 0,199 |
6,0 | 36,0 | 31,2 | 0,305 | 0,310 | 0,274 | 0,264 | 0,268 | 0,237 |
6,5 | 42,25 | 36,6 | 0,358 | 0,363 | 0,321 | 0,310 | 0,315 | 0,278 |
7,0 | 49,0 | 42,4 | 0,415 | 0,421 | 0,372 | 0,360 | 0,365 | 0,322 |
7,5 | - | - | - | - | - | - | - | - |
8,0 | 64,0 | 55,4 | 0,542 | 0,550 | 0,486 | 0,470 | 0,477 | 0,421 |
8,5 | - | - | - | - | - | - | - | - |
9,0 | 81,0 | 70,2 | 0,686 | 0,697 | 0,616 | 0,595 | 0,604 | 0,534 |
9,5 | - | - | - | - | - | - | - | - |
10,0 | 100,0 | 86,6 | 0,847 | 0,860 | 0,760 | 0,734 | 0,744 | 0,658 |
11,0 | 121,0 | 104,8 | 1,025 | 1,041 | 0,920 | 0,888 | 0,896 | 0,796 |
12,0 | 144,0 | 124,7 | 1,220 | 1,238 | 1,094 | 1,056 | 1,071 | 0,948 |
13,0 | - | - | - | - | - | - | - | - |
14,0 | 196,0 | 169,7 | 1,660 | 1,686 | 1,490 | 1,437 | 1,460 | 1,290 |
15,0 | - | - | - | - | - | - | - | - |
16,0 | 256,0 | 221,7 | 2,168 | 2,202 | 1,946 | 1,878 | 1,972 | 1,685 |
17,0 | 289,0 | 250,3 | 2,448 | 2,485 | 2,196 | 2,120 | 2,146 | 1,902 |
18,0 | 324,0 | 280,6 | 2,744 | 2,786 | 2,462 | 2,377 | 2,416 | 2,133 |
19,0 | 361,0 | 312,6 | 3,058 | 3,105 | 2,744 | 2,648 | 2,682 | 2,376 |
20,0 | 400,0 | 345,4 | 3,388 | 3,440 | 3,040 | 2,934 | 2,968 | 2,633 |
21,0 | 441,0 | 381,9 | 3,735 | 3,793 | 3,352 | 3,235 | 3,282 | 2,902 |
22,0 | 484,0 | 419,1 | 4,099 | 4,162 | 3,678 | 3,550 | 3,600 | 3,185 |
23,0 | - | - | - | - | - | - | - | - |
24,0 | 576,0 | 498,8 | 4,879 | 4,954 | 4,378 | 4,225 | 4,280 | 3,791 |
25,0 | 625,0 | 541,3 | 5,294 | 5,375 | 4,750 | 4,585 | 4,660 | 4,114 |
27,0 | 729,0 | 631,0 | 6,175 | 6,269 | 5,540 | 5,345 | 5,425 | 4,796 |
28,0 | 784,0 | 678,9 | 6,641 | 6,742 | 5,958 | 5,750 | 5,840 | 5,160 |
30,0 | 900,0 | 779,0 | 7,623 | 7,740 | 6,840 | 6,598 | 6,700 | 5,920 |
32,0 | 1024,0 | 887,0 | 8,673 | 8,806 | 7,782 | 7,513 | 7,625 | 6,741 |
35,0 | - | - | - | - | - | - | - | - |
36,0 | 1296,0 | 1122,0 | 10,977 | 11,146 | 9,850 | 9,503 | 9,640 | 8,527 |
38,0 | - | - | - | - | - | - | - | - |
40,0 | - | - | - | - | - | - | - | - |
41,0 | 1681,0 | 1457,0 | 14,238 | 14,457 | 12,776 | 12,330 | 12,665 | 11,063 |
Примечание - Плотность бронзы, г/см | ||||||||
Приложение Б
(справочное)
Твердость по Бринеллю прутков из сплава марки БрКМц3-1
Таблица Б.1
Марка бронзы | Способ изготовления прутков | Диаметр прутка, мм | Твердость по Бринеллю, НВ |
БрКМц3-1 | Тянутые (твердые) | 5-12 | Не менее 150 |
13-41 | Не менее 150 | ||
Катаные | 30-100 | - | |
Прессованные | 30-100 | Не менее 65 |
Приложение В
(справочное)
Удельное электрическое сопротивление прутков
Таблица В.1
Марка бронзы | Удельное электрическое сопротивление при температуре 20°С, Ом·м·10 |
БрАМц9-2 | 0,110 |
БрАЖ9-4 | 0,123 |
БрАЖМц10-3-1,5 | 0,189 |
БрАЖН10-4-4 | 0,193 |
БрКМц3-1 | 0,150 |
БрКН1-3 | 0,083 |
УДК 669.35.5.422:006.354 | МКС 77.150.30 | В55 | ОКП 18 4670 |
Ключевые слова: прутки, номинальный диаметр, марки, химический состав, скручивание, кривизна, механические свойства, радиус углов | |||
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}