ГОСТ 5220-78
Группа В74
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРОВОЛОКА НЕЙЗИЛЬБЕРОВАЯ
Технические условия
Germen silver wire.
Technical requirements
Дата введения 1979-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 13.03.78 N 693
Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
ВЗАМЕН ГОСТ 5220-71
ПЕРЕИЗДАНИЕ (июнь 1998 г.) с Изменениями N 1, 2, 3, утвержденными в марте 1983 г., декабре 1987 г., январе 1986 г. (ИУС 6-86, 3-88, 3-96)
Изменение N 3 ГОСТ 5220-78 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 7 от 26.04.95)
Зарегистрировано Техническим секретариатом МГС N 1621
За принятие проголосовали:
Наименование государства | Наименование национального органа |
Республика Белоруссия | Госстандарт Белоруссии |
Российская Федерация | Госстандарт России |
Украина | Госстандарт Украины |
Настоящий стандарт распространяется на нейзильберовую холоднодеформированную проволоку круглого сечения, применяемую в приборостроении и других отраслях народного хозяйства.
(Измененная редакция, Изм. N 2).
1. СОРТАМЕНТ
1.1. Диаметр проволоки и предельные отклонения по нему должны соответствовать указанным в табл.1.
Таблица 1
мм
Диаметр | Предельное отклонение по диаметру проволоки при точности изготовления | |
повышенной | нормальной | |
0,10 | ||
0,15 | ||
0,20 | -0,01 | -0,02 |
0,25 | ||
0,30 | -0,015 | -0,02 |
0,40 |
| |
0,50 | -0,015 | -0,025 |
0,60 | ||
0,70 | ||
0,80 | -0,02 | -0,03 |
0,90 | ||
1,00 | ||
1,10 | -0,03 | -0,04 |
1,20 | ||
1,30 | ||
1,40 | ||
1,50 | -0,03 | -0,04 |
1,60 | ||
1,80 | ||
2,00 | ||
2,20 | ||
2,50 | -0,04 | -0,06 |
2,80 | ||
3,00 | ||
3,50 | ||
4,00 | ||
4,50 | -0,05 | -0,08 |
5,00 | ||
Примечания:
1. Проволоку повышенной точности диаметрами от 0,10 до 0,90 мм изготовляют только в твердом состоянии.
2. Проволоку в полутвердом состоянии изготовляют диаметрами от 0,60 до 5,00 мм.
3. Проволоку повышенной точности диаметрами от 0,4 до 1,80 мм изготовляют для изделий коммутационной техники.
1.2. Овальность проволоки не должна превышать половины предельного отклонения по диаметру.
Условные обозначения проволоки проставляются по схеме:
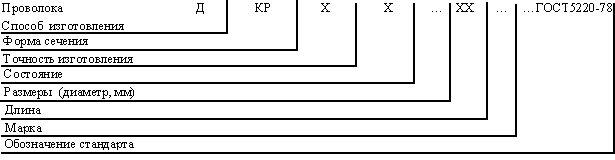
при следующих сокращениях:
способ изготовления: | холоднодеформированная - Д. |
форма сечения: | круглая - КР. |
точность изготовления: | нормальная - Н; |
повышенная - П. | |
состояние: | мягкая - М; |
полутвердая - П; | |
твердая - Т. | |
длина: | на катушках - КТ; |
в мотках, бухтах - БТ. |
Вместо отсутствующих данных ставится знак X.
Примеры условного обозначения
Проволока нормальной точности изготовления, твердая, диаметром 1,00 мм, в бухтах, из нейзильбера марки МНЦ 15-20:
Проволока ДКРНТ 1,00 БТ МНЦ 15-20 ГОСТ 5220-78
То же, повышенной точности изготовления, полутвердая, диаметром 2,50 мм, в бухтах, из нейзильбера марки МНЦ 15-20:
Проволока ДКРПП 2,50 БТ МНЦ 15-20 ГОСТ 5220-78
То же, повышенной точности изготовления, твердая, диаметром 0,10 мм, на катушках, из нейзильбера марки МНЦ 15-20:
Проволока ДКРПТ 0,10 КТ МНЦ 15-20 ГОСТ 5220-78
1.1, 1.2. (Измененная редакция, Изм. N 2).
1.3. Площадь поперечного сечения и теоретическая линейная плотность (кг/м) проволоки приведена в приложении 1.
(Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Проволоку изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Проволоку должны изготовлять из нейзильбера марки МНЦ 15-20 с химическим составом по ГОСТ 492-73.
Допускается по согласованию изготовителя с потребителем содержание серы и фосфора в сплаве до 0,01% каждого без ухудшения технологических свойств проволоки.
(Измененная редакция, Изм. N 1, 3).
2.2. Проволока должна изготовляться в мягком, полутвердом и твердом состояниях.
(Измененная редакция, Изм. N 2).
2.3. Поверхность проволоки должна быть чистой, без плен, трещин, расслоений, раковин и других дефектов.
На поверхности допускаются дефекты, глубиной не более предельных отклонений по диаметру (после контрольной зачистки), а также цвета побежалости. По требованию потребителя проволока должна изготовляться без потемнений на поверхности.
Допускается устанавливать требования к качеству поверхности по образцам, согласованным с потребителем.
(Измененная редакция, Изм. N 1, 2).
2.4. Механические свойства проволоки должны соответствовать указанным в табл.2.
Таблица 2
Диаметр проволоки, мм | Состояние материала | Временное сопротивление | Относительное удлинение после разрыва |
0,10-0,20 | 15 | ||
0,25-0,50 | 20 | ||
0,60-1,00 | Мягкое | Не менее 343 (35) | 25 |
1,10-5,00 | 30 | ||
0,60-1,00 |
| 3 | |
1,10-5,00 | Полутвердое | Не менее 441 (45) | 5 |
0,10-0,50 | |||
0,60-1,00 | Твердое | 686-1078 (70-110) | - |
1,10-2,00 | |||
2,20-5,00 | Не менее 539 (55) |
По требованию потребителя изготовляют проволоку в твердом состоянии с более узким интервалом временного сопротивления.
(Измененная редакция, Изм. N 1, 2).
2.5. Средняя величина зерна проволоки в мягком состоянии не должна быть крупнее 4-го номера микроструктуры при 100-кратном увеличении.
2.6. Твердая проволока диаметром 1,50-5,00 мм должна выдерживать без разрушения не менее четырех перегибов.
2.7. Масса проволоки в мотке (на катушке) приведена в приложении 2.
2.6, 2.7. (Измененная редакция, Изм. N 1).
2.8. Каждый моток или катушка должны состоять из одного отрезка проволоки без сростков, скруток и узлов.
2.9. Намотка проволоки в моток и на катушку должна быть правильными неперепутанными рядами, без резких изгибов. Концы проволоки на катушках должны быть прочно закреплены.
3. ПРАВИЛА ПРИЕМКИ
3.1. Проволока принимается партиями.
Партия должна состоять из проволоки одного диаметра, одной точности изготовления, одного состояния материала и должна быть оформлена одним документом о качестве, содержащим:
- условное обозначение проволоки;
- номер партии;
- массу партии;
- количество мест;
- результаты испытаний (по требованию потребителя).
Масса партии не должна превышать 1000 кг.
(Измененная редакция, Изм. N 1, 2).
3.2. Контроль внешнего вида и размеров проволоки проводят с приемочным уровнем дефектности 2,5%, для чего от партии отбирают мотки (катушки) "вслепую" (методом наибольшей объективности) по ГОСТ 18321-73. Планы контроля соответствуют ГОСТ 18242-72. Количество отбираемых мотков (катушек) определяют по табл.4.
Таблица 4
шт. | ||
Количество мотков (катушек) в партии | Количество контролируемых мотков (катушек) | Браковочное число |
2-8 | 2 | 1 |
9-15 | 3 | 1 |
16-25 | 5 | 1 |
26-50 | 8 | 2 |
51-90 | 13 | 2 |
91-150 | 20 | 2 |
151-280 | 32 | 3 |
281-500 | 50 | 4 |
501-1200 | 80 | 6 |
1201-3200 | 125 | 8 |
Партия считается годной, если число мотков (катушек) с результатами измерений, не соответствующими требованиям, менее браковочного числа, приведенного в табл.4.
При получении неудовлетворительных результатов проводят сплошной контроль.
По требованию потребителя контролю внешнего вида и размеров проволоки подвергают каждый моток (катушку).
Допускается изготовителю контролировать качество поверхности проволоки и размеры в процессе производства.
(Измененная редакция, Изм. N 2, 3).
3.3. Для контроля механических свойств, величины зерна и перегиба от каждой партии отбирают три мотка или катушки проволоки. Контроль величины зерна производят на проволоке диаметром 1,0-5,0 мм по согласованию между изготовителем и потребителем.
Испытание на перегиб проводится периодически по требованию потребителя.
(Измененная редакция, Изм. N 1, 2).
3.4. Для определения соответствия марки сплава требованиям ГОСТ 492-73 отбирают два мотка или катушки от партии.
Допускается определять химический состав на предприятии-изготовителе на пробах, отобранных от расплавленного металла.
3.5. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей, приведенных в пп.3.3 и 3.4, по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяются на всю партию.
(Измененная редакция, Изм. N 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Осмотр поверхности проволоки производят без применения увеличительных приборов.
Дефекты, обнаруженные на поверхности проволоки, зачищают до полного исчезновения. За величину дефекта принимают разность диаметра проволоки в месте зачистки и рядом с ним.
(Измененная редакция, Изм. N 2, 3).
4.2. Диаметр проволоки измеряют в двух взаимно перпендикулярных направлениях одного сечения в двух местах катушки или мотка микрометрами по ГОСТ 6507-90, ГОСТ 4381-87 или прибором, обеспечивающим необходимую точность измерения.
При возникновении разногласий в определении диаметра измерения проводят микрометрами по ГОСТ 6507-90, ГОСТ 4381-87.
(Измененная редакция, Изм. N 2, 3).
4.3. Для испытания на растяжение от каждого отобранного мотка (катушки) вырезают по одному образцу.
Отбор проб проводят по ГОСТ 24047-80. Испытание проволоки на растяжение проводят по ГОСТ 10446-80 на образцах с расчетной длиной 100 мм.
4.4. Для испытания на перегиб от каждого отобранного мотка (катушки) вырезают по одному образцу.
Испытание проволоки на перегиб должно проводиться по ГОСТ 1579-93.
4.2-4.4. (Измененная редакция, Изм. N 2).
4.5. Для определения химического состава от каждого отобранного мотка (катушки) вырезают по одному образцу. Отбор и подготовку проб проводят по ГОСТ 24231-80.
Химический состав проволоки определяют по ГОСТ 25086-87, ГОСТ 6689.1-92, ГОСТ 6689.3-92-ГОСТ 6689.7-92, ГОСТ 6689.10-92, ГОСТ 6689.12-92, ГОСТ 6689.13-92, ГОСТ 6689.18-92, ГОСТ 6689.20-92 или другими методами, обеспечивающими необходимую точность определения.
При возникновении разногласий в оценке химического состава анализ проводят по ГОСТ 25086-87, ГОСТ 6689.1-92, ГОСТ 6689.3-92-ГОСТ 6689.7-92, ГОСТ 6689.10-92, ГОСТ 6689.12-92, ГОСТ 6689.13-92, ГОСТ 6689.18-92, ГОСТ 6689.20-92.
(Измененная редакция, Изм. N 2, 3).
4.6. Измерение средней величины зерна производят по ГОСТ 21073.0-75, ГОСТ 21073.1-75 и ГОСТ 21073.3-75.
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Проволоку диаметром менее 0,50 мм наматывают на катушки, проволоку диаметром 0,50 мм и более свертывают в мотки.
(Измененная редакция, Изм. N 1, 2).
5.2. Каждый моток проволоки должен быть перевязан термически обработанной проволокой диаметром не менее 0,35 мм по ГОСТ 3282-74 не менее чем в двух местах симметрично по окружности мотка со скручиванием концов проволоки не менее трех витков.
5.3. Мотки проволоки одного диаметра, одной точности изготовления, одного состояния материала связывают в бухты.
5.4. Каждая бухта должна быть перевязана не менее чем в трех местах термически обработанной проволокой диаметром не менее 1 мм по ГОСТ 3282-74 с бумажной прокладкой в местах перевязки со скручиванием проволоки не менее пяти витков.
5.2-5.4. (Измененная редакция, Изм. N 2).
5.5. К каждой бухте (мотку) должен быть прочно прикреплен деревянный или металлический ярлык. На каждую катушку должен быть наклеен ярлык. На ярлыках должны быть указаны следующие данные:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- условное обозначение проволоки;
- номер партии;
- штамп технического контроля.
(Измененная редакция, Изм. N 2).
5.6. Проволока диаметром 1 мм и менее должна быть упакована в плотные деревянные ящики типа I или II по ГОСТ 2991-85 или другие ящики или металлические ящичные поддоны, выстланные бумагой по ГОСТ 8273-75, ГОСТ 8828-89 или картоном по ГОСТ 9347-74, ГОСТ 9421-80. Габаритные размеры ящиков по ГОСТ 21140-88.
Мотки или бухты проволоки диаметром более 1 мм должны быть обернуты по длине окружности нетканым материалом или другими видами упаковочных материалов, обеспечивающими сохранность продукции, за исключением льняных и хлопчатобумажных тканей, и перевязаны проволокой диаметром не менее 0,5 мм по ГОСТ 3282-74 или синтетическим шпагатом по спирали. Наружный диаметр мотка или бухты не должен превышать 1000 мм.
Упаковка продукции, отправляемой в районы Крайнего Севера и труднодоступные районы, - по ГОСТ 15846-79.
Масса грузового места не должна превышать 80 кг.
По согласованию изготовителя с потребителем допускается применять другие ящики и другие перевязочные и упаковочные материалы, по прочности не уступающие перечисленным выше и обеспечивающие сохранность качества продукции.
(Измененная редакция, Изм. N 2, 3).
5.7. Грузовые места должны быть сформированы в транспортные пакеты в соответствии с требованиями ГОСТ 24597-81 на поддонах по ГОСТ 9078-84 или без поддонов с использованием пакетируемых строп из проволоки диаметром не менее 3 мм по ГОСТ 3282-74. Формирование пакетов из ящиков допускается осуществлять без поддонов с применением деревянных брусков размером не менее 50х50 мм.
Масса транспортного пакета не должна превышать 1250 кг, высота - 1350 мм.
Для обеспечения сохранности пакета при транспортировании и погрузочно-разгрузочных работах транспортные пакеты должны быть скреплены продольно и поперечно с обвязкой каждого ряда грузовых мест проволокой диаметром не менее 3 мм по ГОСТ 3282-74 со скручиванием концов проволоки не менее пяти витков или лентой размерами не менее 0,3х30 мм по ГОСТ 3560-73 со скреплением концов в замок.
Для обеспечения устойчивости пакетов при многоярусной загрузке сверху пакета должен быть установлен щит или другое приспособление.
5.8. Бухты или мотки проволоки допускается транспортировать в универсальных контейнерах по ГОСТ 20435-75 или по ГОСТ 22225-76 или ящичных поддонах без упаковки в ящики, при этом каждая бухта или моток проволоки должны быть обернуты по длине окружности в бумагу по ГОСТ 8828-89 или по ГОСТ 9569-79 и перевязаны проволокой диаметром не менее 0,5 мм по ГОСТ 3282-74 или синтетическим шпагатом по спирали. Бухты или мотки проволоки диаметром более 1 мм допускается транспортировать в ящичных поддонах без упаковки в упаковочные материалы.
5.9. В каждый ящик или контейнер должен быть вложен упаковочный лист с указанием сведений, приведенных в п.5.5, с дополнением массы брутто и нетто грузового места.
5.7-5.9. (Измененная редакция, Изм. N 2).
5.9а. Транспортная маркировка - по ГОСТ 14192-96.
(Введен дополнительно, Изм. N 2).
5.10. (Исключен, Изм. N 1).
5.11. Проволоку перевозят транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида; железнодорожным транспортом - мелкими или малотоннажными отправками.
(Измененная редакция, Изм. N 2).
5.12. Проволока должна храниться в крытых помещениях, в ящиках или на полках, поддонах или стеллажах в условиях отсутствия контакта с влагой и активными химическими веществами.
При соблюдении указанных условий хранения потребительские свойства проволоки при хранении не изменяются.
(Измененная редакция, Изм. N 1, 2, 3).
ПРИЛОЖЕНИЕ 1
Справочное
Площадь поперечного сечения и теоретическая линейная плотность проволоки
Диаметр проволоки, мм | Площадь поперечного сечения, мм | Теоретическая линейная плотность 1000 м проволоки, кг |
0,10 | 0,00785 | 0,06829 |
0,15 | 0,01767 | 0,15382 |
0,20 | 0,03142 | 0,27335 |
0,25 | 0,04909 | 0,42788 |
0,30 | 0,07069 | 0,615 |
0,40 | 0,1257 | 1,09359 |
0,50 | 0,1964 | 1,70868 |
0,60 | 0,2827 | 2,45849 |
0,70 | 0,3848 | 3,34776 |
0,80 | 0,5027 | 4,37349 |
0.90 | 0,6362 | 5,53494 |
1,00 | 0,785 | 6,8295 |
1,10 | 0,950 | 8,2650 |
1,20 | 1,1310 | 9,8397 |
1,30 | 1,3273 | 11,5475 |
1,40 | 1,5395 | 13,3936 |
1,50 | 1,7671 | 15,3737 |
1,60 | 2,011 | 17,4957 |
1,80 | 2,545 | 22,1415 |
2,00 | 3,142 | 27,3354 |
2,20 | 3,8013 | 33,0713 |
2,50 | 4,9090 | 42,7083 |
2,80 | 6,1575 | 53,5702 |
3,00 | 7,069 | 61,5003 |
3,50 | 9,6162 | 83,6609 |
4,00 | 12,560 | 109,272 |
4,50 | 15,896 | 138,295 |
5,00 | 19,638 | 170,737 |
Примечание. При вычислении теоретической линейной плотности проволоки плотность принята равной 8,7 кг/дм.
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 2
Обязательное
Масса проволоки в мотке (на катушке)
Диаметр проволоки, мм | Масса проволоки в мотке | |
нормальная | пониженная | |
не менее | ||
0,10-0,20 | 0,15 | 0,075 |
0,25-0,40 | 0,60 | 0,30 |
0,50-1,00 | 0,80 | 0,40 |
1,10-1,50 | 1,80 | 0,90 |
1,60-3,00 | 3,00 | 1,50 |
3,50-5,00 | 6,00 | 3,00 |
Примечание. Мотков (катушек) пониженной массы допускается не более 15% массы партии.
ПРИЛОЖЕНИЕ 2. (Введено дополнительно, Изм. N 1).
Текст документа сверен по:
М.: ИПК Издательство стандартов, 1998
{kind=link}