ГОСТ 32601-2013
(ISO 13709:2009)
Группа Г82
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
НАСОСЫ ЦЕНТРОБЕЖНЫЕ ДЛЯ НЕФТЯНОЙ, НЕФТЕХИМИЧЕСКОЙ И ГАЗОВОЙ ПРОМЫШЛЕННОСТИ
Общие технические требования
Centrifugal pumps for petroleum, petrochemical and natural gas industries. General technical requirements
МКС 71.120.99
75.180.20
Дата введения 2014-11-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "ТЕХНОНЕФТЕГАЗ" (ООО "ТЕХНОНЕФТЕГАЗ")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии (Росстандарт)
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 декабря 2013 г. N 63-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
(Поправка. ИУС N 1-2022).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 29 апреля 2014 г. N 427-ст межгосударственный стандарт ГОСТ 32601- 2013 (ISO 13709:2009) введен в действие в качестве национального стандарта Российской Федерации с 1 ноября 2014 г.
5 Настоящий стандарт является модифицированным по отношению к международному стандарту ISO 13709:2009* Centrifugal pumps for petroleum, petrochemical and natural gas industries (Насосы центробежные для нефтяной, нефтехимической и газовой промышленности).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Дополнительные положения и требования, а также сноски, включенные в текст настоящего стандарта для учета потребностей национальной экономики и особенностей российской национальной стандартизации, выделены курсивом*.
________________
* В бумажном оригинале обозначения и номера стандартов и нормативных документов в разделе "Предисловие" и приложении ДБ приводятся обычным шрифтом, остальные по тексту документа выделены курсивом. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта в связи с особенностями построения межгосударственной системы стандартизации.
Перевод с английского языка (en).
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам приведены в дополнительном приложении ДБ.
Степень соответствия - модифицированная (MOD)
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНА поправка, опубликованная в ИУС N 1, 2022 год, введенная в действие с 23.08.2021
Поправка внесена изготовителем базы данных
Введение
Необходимо, чтобы лица, использующие настоящий стандарт, были осведомлены о том, что для его применения в конкретных условиях могут понадобиться дополнительные или специфические требования. Настоящий стандарт не накладывает запрета на право поставщика/изготовителя предлагать, а потребителя/заказчика - приобретать и использовать альтернативное оборудование и технические решения для конкретных областей применения. Данное обстоятельство особенно важно в случае использования инновационных или разрабатывающихся технологий. Если предлагается указанная альтернатива, необходимо, чтобы поставщик/изготовитель указал на любые отклонения от положений настоящего стандарта и дал их подробное описание.
Знак () в начале параграфа или его раздела указывает на то, что здесь требуется принятие решения или представление потребителем/заказчиком дополнительной информации. Такую информацию необходимо привести в перечнях технических данных или указать в запросе либо заказе на поставку.
Из соображений удобства и в информационных целях в настоящем стандарте в скобках приводятся единицы измерения в системе США или других системах.
1 Область применения
Настоящий стандарт устанавливает требования к центробежным насосам, включая насосы, работающие в реверсивном режиме, т.е. в качестве турбин для отбора гидравлической мощности, и предназначенные для использования в технологических процессах нефтяной, нефтехимической и газовой промышленности.
Настоящий стандарт распространяется на консольные, двухопорные (межподшипниковые), (далее по тексту - двухопорные), и вертикальные полупогружные насосные агрегаты (далее - насосы) согласно таблице 1. Раздел 9 настоящего стандарта устанавливает требования к конкретным видам насосов. Все другие разделы настоящего стандарта применимы ко всем типам насосов. В настоящем стандарте представлены иллюстрации разных типов насосов, а также приведены условные обозначения для каждого отдельного типа насоса.
Опыт промышленной эксплуатации показывает, что производство насосов в соответствии с требованиями настоящего стандарта рентабельно в случае, если параметры перекачиваемых жидкостей превосходят или равны нижеследующим:
- давление нагнетания (манометрическое) - 1,9 МПа (275 psi; 19,0 бар);
- давление всасывания (манометрическое) - 0,05-0,5 МПа (7,5-75 psi; 0,5-5,0 бар);
- температура перекачиваемой среды - 150°С (300°F) - частота вращения - 1000-3600 об/мин;
- номинальный напор - 120000 мм (400 фут);
- диаметр рабочего колеса консольного насоса - 330 мм (13 дюймов).
Примечание - Для бессальниковых насосов требования установлены в [1]. Для сверхмощных насосов, применяемых во всех отраслях промышленности, кроме нефтяной, нефтехимической и газоперерабатывающей, - в [2].
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты*:
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.1.044-89 Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.062-81 Оборудование производственное. Ограждения защитные
ГОСТ ИСО 1940-1-2007 Вибрация. Требования к качеству балансировки жестких роторов. Часть 1. Определение допустимого дисбаланса
ГОСТ 520-2002 Подшипники качения. Общие технические условия
ГОСТ 6134-2007 (ИСО 9906:1999) Насосы динамические. Методы испытаний
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8724-2002 (ИСО 261-98) Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ ИСО 10816-1-97 Вибрация. Контроль состояния машин по результатам измерений вибрации на невращающихся частях. Часть 1. Общие требования.
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
ГОСТ 16093-2004 (ИСО 965-1:1998, ИСО 965-3:1998) Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 17398-72 Насосы. Термины и определения
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 18855-94 (ИСО 281-89) Подшипники качения. Динамическая расчетная грузоподъемность и расчетный ресурс (долговечность)
ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод.
ГОСТ 22247-96 Насосы центробежные консольные для воды. Основные параметры и размеры. Требования безопасности. Методы контроля
ГОСТ 24069-97 (ИСО 3117-77) Основные нормы взаимозаменяемости. Тангенциальные шпонки и шпоночные пазы
ГОСТ 24705-2004 (ИСО 724:1993) Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 31252-2004 (ИСО 3740:2000) Шум машин. Руководство по выбору метода определения уровней звуковой мощности
ГОСТ 31320-2006 (ИСО 11342:1998) Вибрация. Методы и критерии балансировки гибких роторов
ГОСТ 32600-2013 (ISO 21049:2004) Насосы. Уплотнительные системы вала для центробежных и роторных насосов. Общие технические требования и методы контроля
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом, следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения и сокращения
В настоящем стандарте применены термины и определения по ГОСТ 17398, а также следующие термины с соответствующими определениями:
3.1 аналогичный насос (similar pump): Насос, который по соглашению между поставщиком/изготовителем и потребителем/заказчиком принят в качестве аналога предыдущему и не требует проведения анализа, принимая во внимание факторы, указанные в 3.14, - идентичный насос.
3.2 барьерная жидкость (barrier fluid): Жидкость, находящаяся под более высоким давлением, чем рабочее давление, подаваемая в сдвоенное торцевое уплотнение для полной изоляции технологической жидкости от окружающей среды.
3.3 буферная жидкость (buffer fluid): Жидкость, находящаяся под давлением меньшим, чем рабочее давление, подаваемая как смазка, или буфер в негерметизированное сдвоенное торцевое уплотнение (тандем).
3.4 вертикальный насос с патрубками в линию (vertical in-line pump): Консольный насос с вертикальной осью, всасывающий и напорный патрубки которого имеют общую центральную ось, которая пересекает ось вала.
Примечание - Типы VS6 и VS7 не считаются линейными насосами.
3.5 вертикальный полупогружной насос (vertically suspended pump): Насос с вертикальной осью, у которого часть насоса, находящаяся в контакте с жидкостью, спускается с колонны и монтажной плиты.
Примечание - Часть насоса, находящаяся в контакте с жидкостью, обычно погружается в перекачиваемую жидкость.
3.6 вставной элемент (cartridge-type element): Внутренний корпус насоса.
3.7 гидродинамический подшипник (hydrodynamic bearing): Подшипник, в конструкции которого использованы принципы гидродинамической смазки.
3.8 двойной корпус (double casing): Тип конструкции насоса, в котором корпус, работающий под давлением, отделен от элементов для перекачки продукта.
Примечание - Примерами насосных деталей являются направляющий аппарат, диафрагмы, цилиндры и спиральные внутренние корпуса
3.9 двухкорпусный насос (barrel pump): Горизонтальный насос двухкорпусного типа.
3.10 допускаемый (имеющийся) кавитационный запас (net positive suction head available); NPSHA: NPSH, устанавливаемое потребителем/заказчиком значение кавитационного запаса насоса на месте его эксплуатации, при котором насос должен обеспечивать требуемые технические показатели.
3.11 допускаемый рабочий диапазон (allowable operating region): Доля общего рабочего ресурса гидравлической системы насоса, в пределах которой допускается его эксплуатация; определение основано на предельном значении вибрации, установленном в настоящем стандарте, либо на максимальной температуре или другом предельном значении параметра, указанном поставщиком/изготовителем.
3.12 дросселирующая втулка (throat bushing): Устройство, образующее ограничительный узкий зазор вокруг муфты (или вала) между уплотнением и рабочим колесом.
3.13 засвидетельствованная проверка, засвидетельствованное испытание (witnessed inspection, witnessed test): Испытание или проверка, о времени проведения которой оповещен потребитель, которая проведена в соответствии с запланированным временем и в присутствии потребителя/заказчика или его представителя при исполнении служебных обязанностей.
3.14 идентичный насос (identical pump): Насос, имеющий одинаковый размер, гидравлические параметры, количество ступеней, частоту вращения, зазоры, тип уплотнения вала (аксиальную поверхность или перекрывающую втулку), тип подшипников, массу муфты, вылет муфты и гидравлические параметры при перекачивании аналогичного продукта
3.15 кавитационный запас (net positive suction head); NPSH: Полное абсолютное давление всасывания, характеризующее превышение значения давления на всасывании над значением давления насыщенных паров перекачиваемой жидкости
Примечание - Напор перекачиваемой жидкости выражается в метрах (футах).
3.16 классически жесткий режим (classically stiff): Характеризующийся первой критической частотой вращения на воздухе, превышающей максимальную непрерывную частоту вращения на:
20% для роторов, предназначенных только для "мокрой" эксплуатации
30% для роторов, допускающих "сухую" эксплуатацию.
3.17 комплексная ответственность (unit responsibility): Ответственность за координацию документации, поставку и технические характеристики оборудования и всех вспомогательных систем, включенных в заказ.
Примечание - Рассматриваемые технические характеристики включают такие факторы, как потребность в электроэнергии, скорость, направление вращения, общее размещение, муфты, динамику, смазку, уплотнительную систему, отчеты по испытаниям материалов, измерительную аппаратуру, трубопровод, соответствие техническим требованиям и испытанию деталей.
3.18 консольный насос (overhung pump): Насос, у которого рабочие органы расположены на консольной части его вала. [ГОСТ 17398-72, статья 91] |
3.19 корпус, работающий под давлением (pressure casing): Соединение всех неподвижных деталей, работающих под давлением, включая все патрубки, втулки уплотнений, камеры уплотнений и другие закрепляемые детали за исключением неподвижных и вращающихся деталей торцевых уплотнений.
Примечание - Наружная часть сальника, система (трубопровод) промывки уплотнений, вспомогательные трубопроводы и арматура не являются частью корпуса, работающего под давлением.
3.20 коэффициент быстроходности (удельная частота вращения) (specific speed): Коэффициент быстроходности - это частота вращения геометрически подобного насоса, имеющего такой размер, что при напоре 1 м он дает подачу 75 л/с. Служит для сравнения различных типов рабочих колес по производительности, напоре и числе оборотов в минуту, значения которых берутся для оптимального режима, отвечающего максимальному КПД насоса.
3.21 критическая частота вращения (critical speed): частота вращения вала, при которой система опорных подшипников ротора находится в состоянии резонанса.
3.22 максимальное давление всасывания (maximum suction pressure): Максимальное давление на линии всасывания, воздействующее на насос при эксплуатации (исключая гидроудар).
3.23 максимальное давление нагнетания (maximum discharge pressure): Максимальное установленное давление всасывания плюс максимальный перепад давления, который способен обеспечить оборудованный крыльчаткой насос при минимальной подаче для жидкости с определенной относительной плотностью.
3.24 максимальное динамическое давление герметизации (maximum dynamic sealing pressure): Максимально возможное давление в уплотнениях при их эксплуатации в установленных рабочих условиях, а также во время запуска и останова.
Примечание - Как статическое, так и динамическое давление герметизации имеют важное значение при выборе торцевого уплотнения. Они зависят от давления на приеме насоса, режима эксплуатации и зазоров насоса. На них также влияет давление при промывке уплотнений. Это давление указывается в технических требованиях к поставщикам/изготовителям уплотнений. См. ГОСТ 32600-2013 или [3].
3.25 максимальная допустимая частота вращения (maximum allowable speed): максимальная частота вращения, при которой конструкция допускает бесперебойную эксплуатацию насоса.
3.26 максимальная температура эксплуатации (maximum operating temperature): Максимальная температура перекачиваемой жидкости, включая возможные нештатные ситуации при работе насоса.
Примечание - Эта температура указывается в требованиях к поставщику/изготовителю уплотнений. См. ГОСТ 32600-2013 или [3].
3.27 максимально допустимая температура (maximum allowable temperature): Максимальная постоянная температура, предусмотренная поставщиком/изготовителем для конструкции насоса (либо другой детали, для которой применим данный термин) при перекачивании конкретной жидкости при конкретном максимально допустимом рабочем давлении (за исключением торцевых уплотнений) см. pressure casing - корпус, работающий под давлением по 3.20.
3.28 максимально допустимое рабочее давление (maximum allowable working pressure); MAWP: Максимальное постоянное давление, предусмотренное поставщиком/изготовителем для конструкции насоса (либо другой детали, для которой применим данный термин) при перекачивании конкретной жидкости при конкретной максимально допустимой рабочей температуре (за исключением торцевых уплотнений).
3.29 максимальное статическое давление герметизации (maximum static sealing pressure): Максимальное давление (исключая давления, возникающие при гидравлических испытаниях), которое может оказать воздействие на уплотнение остановленного насоса.
3.30 минимальная допустимая частота вращения (minimum allowable speed): Минимальная частота вращения, при которой конструкция обеспечивает непрерывную эксплуатацию насоса.
Примечание - Частота вращения выражается в оборотах в минуту.
3.31 минимальная расчетная температура металла (minimum design metal temperature): Минимальная средняя температура металла (по толщине), предполагаемая при эксплуатации металлического изделия, включая нештатные рабочие условия, автоохлаждение, изменение температуры окружающей среды, на которую рассчитано оборудование.
3.32 минимальный непрерывный стабильный расход (minimum continuous stable flow): Минимальный расход, при котором насос может работать без превышения предельных значений вибрации, установленных настоящим стандартом.
3.33 минимальный непрерывный тепловой расход (minimum continuous thermal flow): Минимальный расход, при котором насос может работать без ухудшения эксплуатационных характеристик, вызванных повышением температуры перекачиваемой жидкости.
3.34 многоступенчатый насос (multistage pump): Насос, в котором жидкая среда перемещается последовательно несколькими комплектами рабочих органов. |
3.35 "мокрая" критическая частота вращения (wet critical speed): Частота вращения ротора, определяемая с учетом дополнительной опоры, создаваемой перекачиваемой жидкостью во внутренних рабочих зазорах в рабочем режиме и учитывающая жесткость и наличие жидкости в подшипниках.
3.36 наблюдаемая проверка, наблюдаемое испытание (observed inspection, observed test): Проверка или испытания, о времени проведения которых сообщается потребителю/заказчику, или выполняемые по графику, независимо от того, присутствует ли на них потребитель/заказчик или его представитель.
3.37 допускаемый кавитационный запас насоса (net positive suction head required); NPSHR: Kaвитационный запас, обеспечивающий работу насоса без изменения основных технических показателей. [ГОСТ 17398-72, статья 168] |
3.38 номинальная рабочая точка (rated operating point): Точка, в которой рабочие характеристики насоса находятся в пределах допусков, подтвержденных поставщиком/изготовителем и установленных в настоящем стандарте.
Примечание - Обычно номинальной рабочей точкой считают точку, в которой подача максимальна.
3.39 номинальный размер трубы (nominal pipe size); NPS: Числовое обозначение размера, который примерно соответствует наружному диаметру трубы.
Примечание - NPS выражается в дюймах.
3.40 нормальная рабочая точка (normal operating point): Точка, в которой предполагается, что насос будет работать в нормальных технологических условиях.
3.41 нормально изнашиваемая деталь (normal-wear part): Деталь, обычно восстанавливаемая или заменяемая при каждом ремонте насоса.
Пример - Кольца щелевых уплотнений, промежуточные втулки, балансировочные барабаны, дросселирующие втулки, пары трения торцевых уплотнений, подшипники и прокладки.
3.42 осевой разъем (axially split): Разъем корпуса, который расположен параллельно центральной оси вала.
3.43 относительная плотность, относительный удельный вес (relative density, specific gravity): Характеристика жидкости, определяемая как отношение плотности жидкости к плотности воды при стандартной температуре.
Примечание - Стандартная температура составляет 4°С (39,2°F).
3.44 поднятие нивелирной линии (datum elevation): Отклонение нивелирной линии, относительно которой определяется значение кавитационного запаса по 6.1.8.
Ср. с net positive suction head (кавитационный запас) по 3.16.
3.45 полное показание индикатора, полное радиальное биение (total indicator reading, total indicated runout); TIR: Разность между максимальным и минимальным показаниями циферблатного индикатора или аналогичного прибора, осуществляющего мониторинг торца или цилиндрической поверхности в течение одного полного оборота контролируемой поверхности.
Примечание - В случае идеальной цилиндрической поверхности показание индикатора предполагает, что эксцентриситет равен половине показания. В случае идеально плоского торца показание индикатора дает отклонение от перпендикулярности, равное показанию. Если рассматриваемый диаметр не является идеально цилиндрическим или плоским, интерпретация значения TIR оказывается более сложной и может представлять овальность или огранку.
3.46 потребитель/заказчик (purchaser): Владелец или агент владельца, направляющий заказ и технические требования поставщику/изготовителю.
3.47 поставщик/изготовитель (vendor, supplier): Поставщик/изготовитель или его представитель, поставляющий оборудование и обеспечивающий техническое обслуживание.
3.48 предпочтительный рабочий диапазон (preferred operating region): Часть гидравлической характеристики насоса, в которой его вибрация остается в основных пределах, установленных в настоящем стандарте.
3.49 проектный (расчетный) параметр (design): Параметр, рассчитанный поставщиком/изготовителем.
Примечание - "Расчетный" - термин, который может использоваться поставщиком/изготовителем оборудования для описания различных параметров, таких, как расчетные мощность, давление, температура или частота вращения. Этот термин должен использоваться только поставщиком/изготовителем оборудования, его употребление в технических требованиях потребителя/заказчика недопустимо.
3.50 рабочий диапазон (operating region): Часть гидравлической характеристики насоса, в пределах которого он эксплуатируется.
3.51 ротор (rotor): Комплект всех вращающихся деталей центробежного насоса.
3.52 скорость рабочего хода электропривода (trip speed for electric motor driver): Частота вращения электропривода, имеющая постоянную скорость вращения.
3.53 скорость рабочего хода привода с переменной скоростью (trip speed for variable-speed driver): Частота вращения электропривода, имеющая переменную скорость вращения.
3.54 смазка масляным туманом (oil mist lubrication): Смазка, обеспечиваемая масляным туманом, путем распыления масла в корпусе подшипника или подаваемого в корпус сжатым воздухом.
3.55 смазка продувочным масляным туманом (purge oil mist lubrication): Система (мокрый картер) в которой масляный туман только продувает корпус подшипника.
3.56 смазка чистым масляным туманом (pure oil mist lubrication): Система (сухой картер), в которой туман одновременно смазывает подшипник(и) и продувает корпус, не оставляя масла в картере.
3.57 ступень (stage): Рабочее колесо и связанный с ним диффузор или спиральная камера и направляющий аппарат, если необходимо.
3.58 "сухая" частота вращения (dry critical speed): частота вращения ротора, при вычислении которой принимается, что воздействие жидкости отсутствует, ротор поддерживается только своими подшипниками и подшипники характеризуются высокой степенью жесткости.
3.59 радиальный разъем (radially split): Разъем с основным соединением, перпендикулярным центральной оси вала.
3.60 точка максимального КПД (best efficiency point); ВЕР: Подача жидкости, при которой насос достигает максимального КПД при номинальном диаметре рабочего колеса.
Примечание - Точка максимального КПД при максимальном диаметре рабочего колеса используется при определении коэффициентов быстроходности насоса и кавитационного запаса. При меньших диаметрах рабочего колеса точка максимального КПД пропорционально снижается от величины, полученной для максимального диаметра рабочего колеса.
3.61 турбина для отбора гидравлической мощности (hydraulic power recovery turbine); HPRT: Турбина, используемая для отбора мощности из потока жидкости.
3.62 кавитационный коэффициент быстроходности (suction-specific speed): Показатель, связывающий подачу, допускаемый кавитационный запас насоса и частоту вращения насосов аналогичной конструкции.
3.63 узел в сборе (element bundle): Ротор в сборе плюс внутренние стационарные детали центробежного насоса.
3.64 элемент цепи привода (drive-train component): Элемент оборудования, последовательно используемый в системе привода насоса.
Пример - Мотор, зубчатая передача, турбина, гидравлический привод, муфта.
4 Общие положения
4.1 Комплексная ответственность
Если не указано иначе, поставщик/изготовитель насоса несет полную ответственность за свои поставки. Поставщик/изготовитель должен гарантировать, что все субподрядчики по поставкам соответствуют требованиям настоящего стандарта и ссылочным документам.
4.2 Классификация и обозначения
4.2.1 Обозначение насосов
Классификация и условные обозначения насосов приведены в таблице 1 или по ГОСТ 22247 (для консольных насосов)
Таблица 1 - Идентификация типов и классификация насосов
Тип насоса | Ориентация | Тип | |||
Центро- | Консольный | С упругой муфтой | Горизонтальный | Монтируемый на лапах | ОН1 |
С осевыми опорами | ОН2 | ||||
Вертикальный с патрубками в линию, с кронштейном для подшипника | - | ОН3 | |||
С жесткой муфтой | Вертикальный с патрубками в линию | - | ОН4 | ||
Без муфтового соединения | Вертикальный с патрубками в линию | - | ОН5 | ||
Высокооборотный с зубчатой передачей | - | ОН6 | |||
Двухопорный | Одно- и двухсту- | С осевым разъемом корпуса | - | ВВ1 | |
С радиальным разъемом корпуса | - | ВВ2 | |||
Многосту- | С осевым разъемом корпуса | - | ВВ3 | ||
С радиальным разъемом корпуса | Однокорпусной | ВВ4 | |||
Двухкорпусной | ВВ5 | ||||
Вертикальный полупогружной | Однокорпусной | Осевой | Диффузор | VS1 | |
Спиральная камера | VS2 | ||||
Осевой поток | VS3 | ||||
Раздельный слив | С промежуточным валом | VS4 | |||
Консоль | VS5 | ||||
Двухкорпусной | С диффузором | - | VS6 | ||
Со спиральной камерой | - | VS7 | |||
| |||||
4.2.2 Обозначения и описания насосов
4.2.2.1 Насос типа ОН1 (рисунок 1)
Одноступенчатые консольные насосы, монтируемые на лапах, должны обозначаться ОН1. (Насосы данного типа не отвечают всем требованиям таблицы 3 настоящего стандарта.)
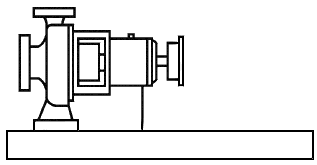
Рисунок 1 - Насос типа ОН1
4.2.2.2 Насос типа ОН2 (рисунок 2)
Одноступенчатые консольные насосы, монтируемые по центральной оси, должны обозначаться ОН2. Они должны иметь один корпус подшипника для амортизации всех сил, действующих на вал насоса, и сохранять положение ротора в процессе работы. Насосы должны монтироваться на опорной плите и соединяться с приводами упругими муфтами.
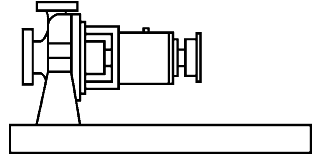
Рисунок 2 - Насос типа ОН2
4.2.2.3 Насос типа ОН3 (рисунок 3)
Вертикальные с патрубками в линию одноступенчатые консольные насосы с индивидуальными кронштейнами для подшипника должны обозначаться ОН3. Корпус их подшипника встроен в насос, для амортизации всех нагрузок насоса. Привод должен монтироваться на опоре, встроенной в насос. Привод должен быть соединен с насосом упругой муфтой.
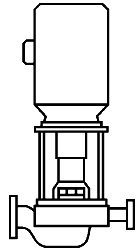
Рисунок 3 - Насос типа ОН3
4.2.2.4 Насос типа ОН4 (рисунок 4)
Вертикальные с патрубками в линию одноступенчатые консольные насосы с жесткой муфтой должны обозначаться ОН4. Насосы с жестким соединением должны быть оснащены валом, жестко связанным с валом приводного механизма. (Насосы данного типа не отвечают всем требованиям таблицы 3 настоящего стандарта.)
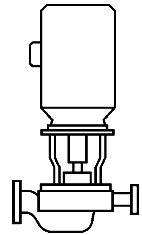
Рисунок 4 - Насос типа ОН4
4.2.2.5 Насос типа ОН5 (рисунок 5)
Вертикальные с патрубками в линию одноступенчатые консольные насосы без муфтового соединения, должны обозначаться ОН5. Насосы, не имеющие муфтового соединения, должны быть оснащены рабочими колесами, монтируемыми непосредственно на валу приводного механизма. (Насосы данного типа не отвечают всем требованиям таблицы 3 настоящего стандарта.)
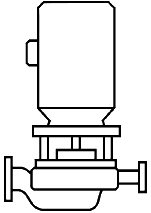
Рисунок 5 - Насос типа ОН5
4.2.2.6 Насос типа ОН6 (рисунок 6)
Высокооборотные встраиваемые одноступенчатые консольные насосы с приводом через зубчатую передачу, должны обозначаться ОН6. Эти насосы должны быть оборудованы повышающим редуктором, встроенным в насос, и составляющим одно целое с ним. Крыльчатка должна монтироваться непосредственно на вторичном валу редуктора. Муфта между редуктором и насосом не предусмотрена; однако редуктор должен быть связан с приводным механизмом упругой муфтой. Насосы должны иметь вертикальное и горизонтальное исполнения.
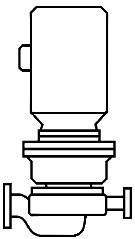
Рисунок 6 - Насос типа ОН6
4.2.2.7 Насос типа ВВ1 (рисунок 7)
Одно- и двухступенчатые двухопорные насосы с осевым разъемом должны обозначаться ВВ1.
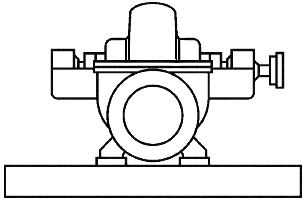
Рисунок 7 - Насос типа ВВ1
4.2.2.8 Насос типа ВВ2 (рисунок 8)
Одно- и двуступенчатые двухопорные насосы с радиальным разъемом должны обозначаться ВВ2.
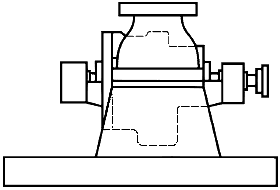
Рисунок 8 - Насос типа ВВ2
4.2.2.9 Насос типа ВВ3 (рисунок 9)
Многоступенчатые двухопорные насосы с осевым разъемом должны обозначаться ВВ3.
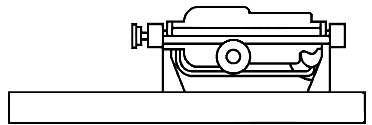
Рисунок 9 - Насос типа ВВ3
4.2.2.10 Насос типа ВВ4 (рисунок 10)
Однокорпусные многоступенчатые двухопорные насосы с радиальным разъемом должны обозначаться ВВ4. Они также называются кольцевыми, сегментарными насосами или насосами с поперечиной. Данные насосы должны иметь потенциальные каналы утечки между сегментами. (Насосы данного типа не отвечают всем требованиям таблицы 3 настоящего стандарта.)
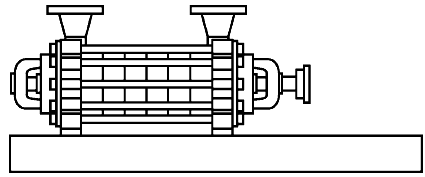
Рисунок 10 - Насос типа ВВ4
4.2.2.11 Насос типа ВВ5 (рисунок 11)
Двухкорпусные многоступенчатые двухопорные насосы с радиальным разъемом (двухкорпусные насосы) должны обозначаться ВВ5.
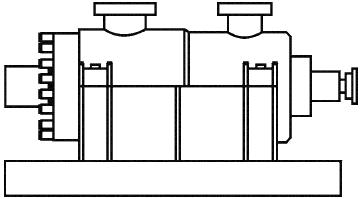
Рисунок 11 - Насос типа ВВ5
4.2.2.12 Насос типа VS1 (рисунок 12)
Вертикальные полупогружные однокорпусные насосы с диффузором, в которых жидкость к напорному патрубку проходит через колонну, должны обозначаться VS1.
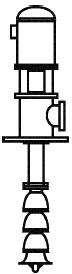
Рисунок 12 - Насос типа VS1
4.2.2.13 Насос типа VS2 (рисунок 13)
Вертикальные полупогружные однокорпусные насосы со спиральной камерой, в которых жидкость к напорному патрубку проходит через колонну, должны обозначаться VS2.
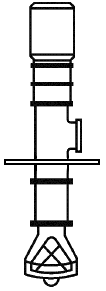
Рисунок 13 - Насос типа VS2
4.2.2.14 Насос типа VS3 (рисунок 14)
Вертикальные полупогружные однокорпусные насосы с осевым потоком, в которых жидкость к напорному патрубку проходит через колонну, должны обозначаться VS3.
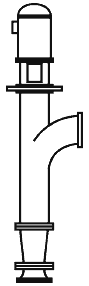
Рисунок 14 - Насос типа VS3
4.2.2.15 Насос типа VS4 (рисунок 15)
Вертикальные полупогружные однокорпусные насосы со спиральной камерой, в которых используется промежуточный вал, а жидкость к напорному патрубку проходит по отдельной колонне, должны обозначаться VS4.
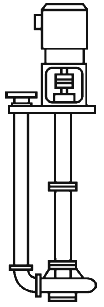
Рисунок 15 - Насос типа VS4
4.2.2.16 Насос типа VS5 (рисунок 16)
Вертикальные полупогружные однокорпусные с консолью насосы должны обозначаться VS5.
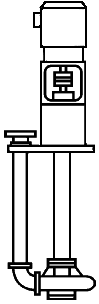
Рисунок 16 - Насос типа VS5
4.2.2.17 Насос типа VS6 (рисунок 17)
Вертикальные полупогружные двухкорпусные насосы с диффузором должны обозначаться VS6.
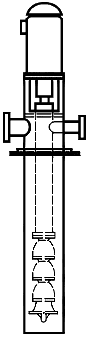
Рисунок 17 - Насос типа VS6
4.2.2.18 Насос типа VS7 (рисунок 18)
Вертикальные полупогружные двухкорпусные насосы со спиральной камерой должны обозначаться VS7.
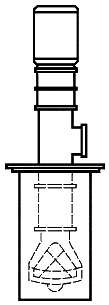
Рисунок 18 - Насос типа VS7
5 Требования соответствия
5.1 Единицы измерения
Потребитель/заказчик должен определить, в какой системе единиц измерений, а именно в системе СИ или в системе USC, должны приводиться данные, выполняться чертежи и указываться размеры насосов. Если указаны данные, в системе СИ приведенные в 3.1 (приложение Р), значит, используется стандартная система мер. При использовании данных USC, приведенных в 3.2 (приложение Р), должны использоваться единицы измерения системы USC.
5.2 Нормативные требования
Потребитель/заказчик и поставщик/изготовитель совместно должны определить меры, необходимые для соблюдения соответствия государственным нормативам, регламентам, постановлениям либо правилам, действующим в отношении оборудования, правил его упаковки и хранения.
5.3 Требования
5.3.1 В приложении ДА настоящего стандарта приведена форма бланка опросного листа при оформления заказа насоса с учетом технических требований, предъявляемых потребителем/заказчиком к изделию. В случае конфликта требований между настоящим стандартом и заявкой/опросным листом, предпочтение отдается заявке/опросному листу.
На период действия заказа приоритет отдается требованиям заказа.
5.3.2 Если требования, относящиеся к насосу конкретного типа в разделе 9 противоречат другим разделам, необходимо руководствоваться требованиями раздела 9.
6 Базовая конструкция
6.1 Общая часть
6.1.1 Срок службы насоса должен определяться исходя из условий эксплуатации насоса и коррозионной активности перекачиваемой среды. Оборудование (включая вспомогательные системы), на которое распространяется настоящий стандарт, должно конструироваться и изготавливаться в расчете на срок службы не менее 20 лет (исключая естественно изношенные детали, согласно таблице 20) и, не менее 3 лет непрерывной эксплуатации или по национальным стандартам государств, упомянутых в предисловии, как проголосовавших за принятие межгосударственного стандарта. Остановка оборудования для выполнения техобслуживания или проверки по указанию поставщика/изготовителя должна осуществляться в случае не соответствия требованиям по бесперебойной эксплуатации оборудования. Данные требования являются расчетными критериями. Насосные агрегаты могут изготавливаться в различном конструктивном исполнении и комплектации в зависимости от требований потребителя/заказчика.
6.1.2 Потребитель/заказчик должен определить рабочие условия, свойства жидкостей, условия рабочей зоны и условия эксплуатации, включая данные, приведенные в справочном листе технических данных (приложение Р). Потребитель/заказчик должен определить, будет ли насос использоваться как HPRT (турбина для отбора гидравлической мощности) и должны ли распространяться на него требования приложения В.
6.1.3 Оборудование должно работать в нормальном и номинальном рабочих режимах, а также в любых других предполагаемых рабочих режимах, установленных потребителем/заказчиком.
6.1.4 Насосы должны иметь возможность повышения напора как минимум на 5%, при номинальных условиях путем замены рабочего колеса (колес) на рабочее колесо (колеса) большего диаметра или путем использования другой гидравлической конструкции, переменной частоты вращения или наличия места для установки дополнительной ступени насоса.
Это требование должно исключить необходимость внесения изменений в выбранный насос, связанных с усовершенствованием гидравлических требований, после того, как насос был куплен. Оно не связано с дальнейшими возможностями повышения (увеличения) напора. Если такое требование возникнет в будущем, то оно должно быть установлено отдельно и рассмотрено при выборе насоса.
6.1.5 Насосы должны быть работоспособными на всех частотах вращения включая максимальную постоянную частоту. Максимальная постоянная частота вращения должна быть:
а) равна частоте вращения, соответствующей синхронной частоте вращения при максимальной частоте питающей сети электрических двигателей,
б) как минимум, равна 105% номинальной частоты вращения для насосов с переменной частотой вращения и заменяющего или заменяемого насоса, привод которого способен обеспечить частоту вращения, превышающую номинальную частоту вращения.
6.1.6 Насосы, работающие с переменной частотой вращения, должны конструироваться таким образом, чтобы при достижении частоты вращения рабочего хода не возникало повреждений.
6.1.7 Условия в камере уплотнения, необходимые для сохранения стойкой пленки на торцах уплотнений включающие температуру, давление и подача, а также меры по обеспечению соответствия уплотнений, защищающих их от атмосферного давления, когда насосы находятся в режиме холостого хода в условиях вакуума, должны быть согласованы с поставщиком/изготовителем насоса и изготовителем уплотнений, одобрены потребителем/заказчиком и внесены в лист технических данных.
Должны быть приняты меры по изоляции от атмосферного давления в условиях вакуума, если насос работает с жидкостями, давление которых близко к давлению их паров (например, сжиженные нефтяные газы). В процессе эксплуатации давление в камере уплотнения должно составлять не менее 35 КПа (0,35 бар; 5 psi); согласно ГОСТ 32600-2013 (ISO 21049:2004).
6.1.8 Поставщик/изготовитель должен указать в листе технических данных необходимое NPSHR, основываясь на воде [при температуре менее 55°С (130°F)] при номинальной подаче и номинальной скорости. Должно быть запрещено уменьшение необходимого кавитационного запаса насоса или введение поправочного коэффициента для жидкостей, не являющихся водой (например, углеводороды).
Потребитель/заказчик должен учитывать разницу между требуемым NPSH и допускаемым NPSHR значением кавитационного запаса. Разница значений кавитационных запасов должна характеризовать превышение доступного кавитационного запаса системы над допускаемым кавитационным запасом насоса. Для защиты насоса от повреждений, вызываемых рециркуляцией, разрывом и кавитацией потока необходимо иметь рабочий кавитационный запас, который достаточен для всех подач (от минимальной постоянной устойчивой подачи до максимально предполагаемой рабочей подачи). Поставщик/изготовитель должен согласовать с потребителем/заказчиком рекомендуемые значения кавитационного запаса для насоса конкретного типа с учетом его предполагаемых условий эксплуатации.
При определении NPSHA потребитель/заказчик и поставщик/изготовитель должны учитывать связь между минимальной постоянной устойчивой подачей и кавитационным коэффициентом быстроходности насоса. Минимальная постоянная устойчивая подача, выражаемая как процентная доля подачи в точке максимального КПД насоса, должна увеличиваться при росте кавитационного коэффициента быстроходности. Другие факторы, например, энергетический показатель и гидравлический расчет, перекачиваемая жидкость и кавитационный запас также оказывают влияние на способность насоса работать удовлетворительно в широком диапазоне подач. Проектирование насоса, в котором рассматривается его работа при малой подаче, является развивающейся технологией, и выбор значений удельной скорости всасывания и кавитационного запаса должен учитывать современный опыт, приобретенный в промышленности и поставщиком/изготовителем.
Нивелирная линия должна соответствовать центральной оси вала в случае горизонтальных насосов, центральной оси входного патрубка в случае вертикальных насосов в линию и верхней плоскости основания в случае вертикальных полупогружных насосов, если не требуется иное.
6.1.9 Определение кавитационного коэффициента быстроходности насоса приведено в приложении А, (если требуется), в противном случае, как указано в листе технических данных.
6.1.10 Насосы, работающие с жидкостями более вязкими, чем вода, должны использовать характеристики воды, скорректированные в соответствии с [4]. Поправочный коэффициент, используемый для вязких жидкостей должен быть представлен на рассмотрение вместе с предложенным расчетами и кривыми, полученными в результате испытаний.
Примечание - В рамках настоящего положения требования [5] эквивалентны [4].
6.1.11 Насосы, которые обладают стабильными кривыми зависимости напора от подачи (непрерывное увеличение напора до закрытия задвижки), являются предпочтительными для всех применений и необходимы, если установлен параллельный режим работы. В этом случае увеличение напора от номинального значения до закрытия задвижки должно составлять не менее 10% или по национальным стандартам государств, упомянутых в предисловии, как проголосовавших за принятие межгосударственного стандарта. Если дросселирование используется как средство обеспечения непрерывного увеличения напора до отключения, то это должно быть указано в заказе.
6.1.12 Предпочтительный рабочий диапазон насосов должен составлять от 70% до 120% подачи соответствующей максимальному КПД насоса. Номинальная подача должна составлять от 80% до 110% подачи, соответствующей максимальному КПД насоса или по национальным стандартам государств, упомянутых в предисловии, как проголосовавших за принятие межгосударственного стандарта.
Установочные пределы для предпочтительного рабочего диапазона и положения номинальной подачи не должны приводить к разработке дополнительных размеров небольших насосов или препятствовать использованию насосов с высоким коэффициентом быстроходности. Должны предлагаться, если это необходимо, небольшие насосы, которые работают удовлетворительно при подачах, выходящих за установленные пределы, и высокоскоростные насосы, которые могут иметь более узкий предпочтительный рабочий диапазон по сравнению с установленным диапазоном, а их предпочтительный рабочий диапазон четко указываться на соответствующей кривой. Определение коэффициента быстроходности насоса приведено в приложении А.
Примечание - Насосы с правильно выбранным диаметром рабочего колеса, в соответствии с техническими требованиями по характеристике напор - подача имеют подачу насоса, которая соответствует максимальному КПД в конкретной комплектации.
Насосы с низким коэффициентом быстроходности не могут достичь производительности выше 105% - 110% от точки максимального КПД. В таких случаях в кривых рабочих характеристик, указанных в заявках, необходимо вводить соответствующие ограничения в соответствии с 10.2.4.
6.1.13 Точка максимального КПД насоса предпочтительно должна находиться между точкой номинальной и нормальной подачи.
6.1.14 По требованию потребителя/заказчика поставщик/изготовитель должен предоставить данные как по максимальному звуковому давлению, так и по уровню звуковой мощности оборудования в расчете на октаву. Оборудование, предоставляемое поставщиком/изготовителем, должно соответствовать установленному допустимому уровню звукового давления. Для получения дополнительной информации - ГОСТ 31252, [6] и [7].
6.1.15 Для насосов с напорами, превышающими 200 м (650 футов) на ступень и с мощностью более 225 кВт (300 л.с.) в расчете на ступень могут потребоваться специальные меры для снижения вибрации, вызванной прохождением лопаток мимо входа в направляющий аппарат или спиральный отвод, и низкочастотных вибраций при пониженных подачах. Для таких насосов радиальный зазор между лопаткой направляющего аппарата или передней кромкой спиральной камеры (языком) и периферией лопастей рабочего колеса должен составлять не менее 3% максимального радиуса кромки лопастей рабочего колеса для конструкций с направляющими аппаратами и не менее 6% максимального радиуса кромки лопастей для спиральных отводов или иные значения зазоров по согласованию потребителя/заказчика. Максимальным радиусом кромки лопастей рабочего колеса является радиус наибольшего рабочего колеса, который может использоваться в корпусе насоса по 6.1.6. Зазор , %, вычисляют по формуле (6.1):
![]() , (6.1)
, (6.1)
где - радиус входной кромки спирального отвода или направляющего аппарата;
- максимальный радиус кромки лопастей рабочего колеса.
Общепризнанной практикой для рабочих колес насосов, попадающих под действие настоящего стандарта является их модифицирование после начальной проверки с целью корректировки гидравлических параметров путем затыловки или запиловки V-образного надреза в соответствии с перечислением в 8.3.3.7. Любые из указанных модификаций должны быть документально оформлены согласно 10.3.4.1.
6.1.16 Для насосов, работающих с частотой вращения более 3600 об/мин и потребляющих более 300 кВт (400 л.с.) в расчете на ступень, может потребоваться больший зазор и другие конструктивные решения. Для таких насосов специальные требования должны согласовываться между потребителем/заказчиком и поставщиком/изготовителем с учетом опыта, приобретенного в процессе эксплуатации насосов этих типов.
6.1.17 Потребность в охлаждении должна определяться поставщиком/изготовителем, а метод согласовываться с потребителем/заказчиком, если принудительное воздушное охлаждение невозможно, должен быть выбран один из вариантов в соответствии с приложением Б. Система охлаждения должна учитывать тип охлаждающей среды, давление и температуру, установленные потребителем/заказчиком. Поставщик/изготовитель должен определить требуемую подачу. Для исключения конденсации минимальная температура на входе охлаждающей жидкости в корпусы подшипников должна превышать температуру окружающего воздуха.
В случае эксплуатации насосов в условиях высокой температуры окружающей среды должна допускаться температура охлаждающей жидкости на входе в корпус подшипника ниже температуры окружающей среды при условии обеспечения слива конденсата.
6.1.18 Рубашки охлаждения, если они предусмотрены, должны иметь очистные каналы, располагаемые так, чтобы вся рубашка могла механически очищаться, промываться и осушаться.
6.1.19 Системы рубашек, если они предусмотрены, должны конструироваться таким образом, чтобы исключить утечку перекачиваемой жидкости в рубашку. Проходы рубашки не должны открываться в соединения корпуса.
6.1.20 Если не указано иное, системы водяного охлаждения должны разрабатываться для воды, как указано в таблице 2.
Таблица 2 - Системы водяного охлаждения - условия на воде
Параметр | Единицы СИ | Единицы USC |
Скорость по поверхностям теплообмена | 1,5-2,5 м/с | 5-8 фут/с |
Максимальное допустимое рабочее давление (МАWР), манометрическая ошибка должна быть минимальной | 700 кПа | 100 psi; |
Испытательное давление (>1,5 MAWP) манометрическое | 1050 кПа | 150 psi; |
Максимальное давление падения | 100 кПа | 15 psi; 1 бар |
Максимальная температура на входе | 30°С | 90°F |
Максимальная температура на выходе | 50°С | 120°F |
Максимальное повышение температуры | 20°С | 30°F |
Степень загрязнения на водяной стороне | 0,35 м | 0,002 h-фут |
Допустимая коррозия (не для труб) | 3,0 мм | 0,125" |
Должны быть предусмотрены меры по полной вентиляции и дренажу системы.
6.1.21 Потребитель/заказчик и поставщик/изготовитель должны совместно определить компоновку оборудования, в том числе трубной обвязки и вспомогательных приспособлений. Компоновка должна обеспечивать необходимые зазоры и безопасный доступ для выполнения работ по эксплуатации и техобслуживанию.
6.1.22 Двигатели, электрические компоненты и электрические установки должны соответствовать классификации помещений (класс, группа и отделение или зона), установленной потребителем/заказчиком, и должны отвечать требованиям применимых разделов [8] или пунктов 500, 501, 502, 504 и 505 [9], а также национальным нормативным документам, устанавливаемым и предоставляемым по запросу потребителя/заказчика.
6.1.23 Маслоотстойники и корпуса, огораживающие подвижные смазанные детали, например, подшипники, уплотнения вала, полированные детали, измерительные приборы и элементы управления, должны проектироваться так, чтобы свести к минимуму загрязнение влагой, пылью и другими посторонними материалами во время эксплуатации и простоя.
6.1.24 Все оборудование должно проектироваться таким образом, чтобы обеспечить быстрое и экономичное техническое обслуживание. Основные детали, например, компоненты корпуса насоса и корпуса подшипников должны проектироваться и изготавливаться таким образом, чтобы обеспечить точное совмещение или повторную сборку. Это должно достигаться с использованием заплечиков, штифтов или ключей.
6.1.25 Насосы, за исключением вертикальных полупогружных и встроенных шестеренных насосов, должны проектироваться так, чтобы ротор или внутренний элемент мог демонтироваться без отсоединения всасывающего или выпускного трубопроводов или перемещения привода (за исключением насосов ВВ4).
6.1.26 Насос и его привод должны устанавливаться на испытательные стенды и на постоянное основание в соответствии с критериями приемки, установленными в 6.9.3. Поставщик/изготовитель должен нести ответственность за поставленные детали, сборку, установку, пусконаладку, за рабочие характеристики агрегатов, собранных из отдельных компонентов. После ввода в эксплуатацию ответственность несет потребитель/заказчик.
6.1.27 Запасные и все сменные детали насоса, а также все предоставляемые вспомогательные системы, как минимум, должны отвечать требованиям настоящего стандарта.
6.1.28 Оборудование, включая все вспомогательные системы, должно проектироваться для установки вне помещения (по требованию потребителя/заказчика) и в указанных условиях окружающей среды на объекте. Поставщик/изготовитель должен дать рекомендации относительно защиты оборудования, необходимой на рабочем месте (т.е. подготовка оборудования к эксплуатации в зимних условиях при низкой температуре окружающей среды или защита от чрезмерной влажности, запыленности или коррозии и т.д.).
6.1.29 Болтовые соединения и резьбы
6.1.29.1 Резьбовые детали должны соответствовать ГОСТ 8724, ГОСТ 24705, ГОСТ 16093, [10] или [11]. Поставщик/изготовитель должен предложить тип болтовых соединений, соответствующий поставляемому насосу.
6.1.29.2 Если указаны резьбы согласно [11], то класс резьбы должен соответствовать классу резьбы с изменяемым шагом UNC. Резьбы должны соответствовать классу 2 для болтов, винтов и гаек. Для других болтов и гаек следует выбирать класс 2 или 3.
6.1.29.3 При применении ГОСТ 8724 и [10] должен быть выбран класс с крупным шагом резьбы. Резьбы должны соответствовать классу 6g для болтов и винтов и классу 6Н для гаек.
6.1.30 Специальный крепеж должен изготавливаться в соответствии с требованиями [12] или приобретаться у торговых агентов, имеющих системы обеспечения качества в соответствии с [12].
6.1.31 Должен быть предусмотрен соответствующий зазор во всех положениях болтов, позволяющий использовать торцевые и кольцевые гаечные ключи.
6.1.32 Если не указано иное, для всех основных корпусных разъемов, должны использоваться винты, а для других соединений и разъемов - болтовые соединения с шестигранной головкой.
6.1.33 Крепежные детали (за исключением шайб и винтов со шлицевой головкой) должны иметь маркировку с указанием класса материала и изготовителя, которая наносится на один конец шпилек диаметром не менее 10 мм (3/8 дюйма) и на головки болтов диаметром 6 мм (1/4 дюйма). Если имеющейся площади недостаточно, обозначение класса может быть нанесено на один конец, а обозначение изготовителя - на другой. Шпильки должны маркироваться на открытом конце.
Примечание - Установочные винты являются винтами со шлицевой головкой с шестигранным углублением (под ключ) на одном конце.
6.1.34 Для корпусов под давлением крепеж должен быть диаметром не менее 12 мм (0,5 дюймов).
6.2 Типы насосов
Типы насосов, приведенные в таблице 3, имеют специальные расчетные характеристики и должны предоставляться поставщиком/изготовителем в случае, если они необходимы потребителю/заказчику. Для этих типов насосов в таблице 3 приведены характеристики, требующие специального рассмотрения и в скобках указан соответствующий пункт настоящего стандарта.
Таблица 3 - Расчетные характеристики конкретных типов насосов
Тип насоса | Характеристики, требующие специального рассмотрения |
Горизонтальный консольный, монтируемый на лапах, ОН1 | а) Номинальное значение давления по 6.3.5 |
С жесткой муфтой вертикальный рядный - ОН4 | а) Конструкция двигателя по 7.1.7, 7.1.8 |
Тип насоса | Характеристики, требующие специального рассмотрения |
Горизонтальный консольный насос, монтируемый на лапах (рабочее колесо монтируется на валу двигателя) - ОН5 | а) Конструкция двигателя по 7.1.7, 7.1.8 |
Двухступенчатый консольный | а) Жесткость ротора по 6.9.1.3 |
Консольный с двухсторонним всасыванием | а) Жесткость ротора по 6.9.1.3 |
С кольцевым секционным корпусом (многоступенчатый) ВВ4 | а) Загрязнение под давлением по 6.3.3, 6.3.10 |
Встроенное механическое уплотнение (без съемных уплотнений) | а) Извлечение уплотнений по 6.8.2 |
6.3 Корпуса, работающие под давлением
6.3.1 Максимальное давление на выходе должно равняться максимальному давлению всасывания плюс максимальный перепад давлений, который может создать насос при работе с установленным рабочим колесом при номинальной скорости и заданной нормальной относительной плотности (при заданном удельном весе).
Примечание - Основой определяемого максимального давления на выходе являются условия применение насоса.
6.3.2 Максимальное давление на выходе должно указываться в листе технических данных. По требованию, максимальное давление на выходе повышается за счет выполнения одного или нескольких из нижеперечисленных рабочих условий:
а) максимально установленная относительная плотность при любых заданных рабочих условиях;
б) установка рабочего колеса максимального диаметра и/или нескольких ступеней, которые могут быть установлены в насосе;
в) работа на скорости рабочего хода.
Потребитель/заказчик должен оценить вероятность рабочих условий, приведенных выше в перечислениях а)-в) 6.3.2, перед тем, как укажет их.
Примечание - Отклонения, появление которых характеризуется низкой вероятностью, считаются укладывающимися в диапазон гидравлических испытаний. Дополнительный перепад давления, создаваемый на скорости рабочего хода, является обычно непродолжительным отклонением, которое укладывается в диапазон давлений гидравлических испытаний.
6.3.3 Корпуса, работающие под высоким давлением, должны соответствовать следующим условиям:
а) работа без утечки или контакта между вращающимися и неподвижными деталями, когда одновременно подвергается воздействию максимально допустимого рабочего давления (и максимальной рабочей температуры) и комбинации удвоенных допустимых нагрузок патрубков в наихудшем случае в соответствии с таблицей 5, передаваемых через каждый патрубок.
б) выдержка при гидравлических испытаниях по 8.3.2.
Примечание - Требование удвоенной нагрузки патрубков является расчетным критерием для корпуса, работающего под давлением. Значения допустимых нагрузок патрубков для проектировщиков трубопроводов приведены в таблице 5, которые в дополнение к конструкции корпуса, работающего под давлением, включают в себя другие факторы, которые влияют на допустимые нагрузки патрубков, такие как опора корпуса или жесткость опорной плиты.
6.3.4 Растягивающее напряжение, используемое при проектировании корпуса, работающего под давлением, для любого материала должно быть не более значения, равного 0,25 минимального предела прочности на разрыв или 0,67 минимального предела текучести для этого материала (выбирается минимальное значение) во всем диапазоне рабочих температур; а для отливок - значения, умноженного на соответствующий запас прочности отливки, приведенный в таблице 4. Поставщик/изготовитель в своем предложении должен указать источник информации о свойствах материалов, приведенных, например, в таблице Н.2, (например, ASTM, ISO, UNS, EN, JIS), а также значения коэффициентов отливок, используемых в его предложении. Национальные стандарты на материалы, отличные от приведенных в таблице Н.2, могут быть использованы с одобрения потребителя/заказчика.
Примечание 1 - Критерии в 6.3.3 приводят к необходимости определения нарушения геометрии (деформации) корпуса насоса. Предел прочности на разрыв или предел текучести редко являются ограничивающими факторами.
Примечание 2 - Для болтовых соединений допустимые значения временного сопротивления () используются для определения полной площади болтовых соединений, подвергаемых гидростатической нагрузке или предварительной нагрузке уплотнений. Для создания начальной нагрузки, необходимой для получения надежного болтового соединения, болтовое соединение должно быть затянуто для создания временного сопротивления, превышающего расчетное временное сопротивление. В общем случае значения находятся в диапазоне от 0,5 до 0,7 предела текучести.
Таблица 4 - Запасы прочности отливок
Тип неразрушающего контроля | Запас прочности |
Визуальный, магнитно-порошковый и/или капиллярная дефектоскопия | 0,8 |
Точечная радиография | 0,9 |
Ультразвуковой | 0,9 |
Полная радиография | 1,0 |
6.3.5 За исключением установленного в 6.3.6, максимально допустимое рабочее давление (MAWP) должно равняться, как минимум, максимальному давлению на выходе согласно 6.3.1 и 6.3.2 плюс 10% максимального перепада давления и должно быть не менее чем:
а) для двухопорных одноступенчатых и двухступенчатых насосов с осевым разъемом корпуса и однокорпусных вертикальных полупогружных насосов: номинальное давление равно номинальному давлению PN20 ([13], фланцы из чугуна) или номинальному давлению PN20 ([14], стальные фланцы) для класса материала, соответствующего классу материала корпуса, работающего под давлением.
Примечание 1 - Для справки: класс 125 [15] эквивалентен PN20 [13], а класс 150 [16] и класс 150 [17] эквивалентны [14];
б) для всех других насосов: минимальное номинальное давление 4 МПа (40 бар; 600 psi) при температуре 38°С (100°F).
Примечание 2 - Данный подраздел устанавливает минимальные требования, согласующие проектным и установленные на период публикации настоящего стандарта. Для следующей редакции все ОН, ВВ1 и ВВ2 насосы с фланцами по PN50 [14] должны иметь MAWP корпуса эквивалентные фланцам.
Уплотнительная камера и сальник насоса должны иметь номинальные значения давления и температуры, эквивалентные рабочим давлению и температуре корпуса насоса, согласно ГОСТ 32600-2013.
Примечание 3 - Увеличение перепада давления на 3%-10% обеспечивает увеличение напора по 6.1.4, более высокую частоту вращения в насосах, работающих с переменной частотой вращения по 6.1.5 и величину отклонения напора (при испытаниях) в соответствии с перечислением б) 8.3.3.3.
Примечание 4 - В рамках данного положения [16] и Class 300 [17] эквивалентны PN50 [14].
6.3.6 Если не требуется иное, вертикальные полупогружные двухкорпусные насосы с зубчатой передачей (типа ОН6) и горизонтальные многоступенчатые насосы (с тремя или более ступенями) могут быть рассчитаны на двойное номинальное давление. Если заявлено, зона всасывания должна рассчитываться для такого же значения максимально допустимого рабочего давления, как и зона нагнетания насоса.
6.3.7 Корпус, работающий под давлением, должен проектироваться с допуском на коррозию в соответствии с требованиями 6.1.1. Если не требуется иное, минимальный допуск на коррозию должен составлять 3 мм (0,12 дюйма). Может быть принято предложение поставщика/изготовителя установить альтернативный допуск на коррозию, если в конструкции используются материалы, обладающие большой коррозионной стойкостью и если их применение может привести к снижению затрат без ущерба безопасности и надежности.
6.3.8 Внутренний корпус двухкорпусных насосов должен быть спроектирован так, чтобы выдерживать максимальный перепад давления или 350 кПа (3,5 бар; 50 psi), в зависимости от того, какое из приведенных значений больше.
6.3.9 Если не указано иное, насосы с корпусами с радиальным разъемом используются для любого из перечисляемых ниже рабочих условий:
а) температура перекачиваемой жидкости равна 200°С (400°F) или выше (более низкая предельная температура должна рассматриваться в случае вероятности термоудара);
б) перекачиваемая жидкость является воспламеняемой или опасной с относительной плотностью менее 0,7 при установленной температуре перекачивания;
в) перекачиваемая жидкость является воспламеняемой или опасной при номинальном давлении на выходе, превышающем 10 МПа (100 бар; 1450 psi);
г) перекачиваемая жидкость с классами опасности по ГОСТ 12.1.007, с характеристиками пожарной опасности по [18], показателей пожаровзрывоопасности по ГОСТ 12.1.044.
Для внеплановых применений при более высоком давлении или более низкой относительной плотности (при более низком удельном весе) корпуса с осевым разъемом успешно используются за предельными значениями, указанными выше. Положительный результат таких применений зависит от приграничной области между расчетным и номинальным давлениями, опыта работы поставщика/изготовителя при аналогичных применениях, проектирования и изготовления разъемных соединений и способности пользователя заново правильно смонтировать разъемное соединение в полевых условиях. Поставщик/изготовитель должен учесть эти факторы, прежде чем указать их в спецификациях корпуса с осевым разъемом для работы в условиях, выходящих за пределы значений, указанных выше.
6.3.10 Корпуса с радиальным разъемом должны иметь плотную посадку металл - металл с использованием уплотнений с ограниченным контролируемым сжатием, например, уплотнений кольцевого типа или прокладки со спиральной навивкой. В случае необходимости по согласованию с заказчиком, можно использовать не только прокладки со спиральной навивкой. В конструкции соединений корпусов (в том числе болтовых), работающих под высоким давлением с радиальным разъемом должны применяться прокладки со спиральной навивкой (по 9.3.2.3 для насосов типа VS).
Примечание - В таблице Н.1 представлены только прокладки со спиральной навивкой для корпусных соединений. Прокладки этого типа предпочтительны, поскольку считается, что они более доступны, не препятствуют идентификации материала и имеют более широкие химическую совместимость, диапазон рабочих температур, поверхность контакта (и менее чувствительны к неровностям защищаемой поверхности), а также проще в обращении, чем кольцевые уплотнительные прокладки. ГОСТ 32600-2013 и [3], содержат особые требования к использованию кольцевых прокладок при низкотемпературных режимах [<175°С (350°F)].
6.3.11 Корпуса всех горизонтальных насосов должны быть с опорой по центральной оси, кроме исключений, изложенных в 9.2.1.2.
6.3.12 Максимальное значение средней величины шероховатости (Ra) поверхностей уплотнений, таких как кольца, включая все канавки и впадины, должно составлять 1,6 мкм (63 микродюйма) для неподвижных уплотнительных колец и 0,8 мкм (32 микродюйма) для подвижных поверхностей скольжения. Отверстия должны иметь минимальный радиус равный 3 мм (0,12 дюйма), или минимальную фаску для неподвижных уплотнительных колец равную 1,5 мм (0,06 дюйма), и минимальную фаску для подвижных уплотнительных колец равную 2 мм (0,08 дюйма). Фаски должны иметь максимальный угол 30°.
6.3.13 Для облегчения демонтажа корпуса должны использоваться винтовые домкраты. Одна из соприкасающихся поверхностей должна разгружаться (растачиваться или углубляться) для обеспечения герметичности в соединении с нарушенной посадкой, вызываемой наружными повреждениями.
6.3.14 Использование резьбовых отверстий в деталях, работающих под давлением, должно быть сведено к минимуму. Для предотвращения утечки в зонах корпуса, находящихся под давлением, металл, толщиной равной, как минимум, половине номинального диаметра болта или шпильки плюс допуск на коррозию, должен оставаться вокруг и ниже основания просверленных резьбовых отверстий.
6.3.15 Внутренние болтовые соединения должны изготавливаться из материала, стойкого к коррозионному воздействию перекачиваемой жидкости.
6.3.16 Если конструктивные особенности литых корпусов, работающих под высоким давлением требуют использования отверстий для опор сердечника, его извлечения или проверки и очистки сливных каналов, должна быть предусмотрена возможность последующих их устранений посредством сварки в процессе изготовления отливки с использованием утвержденного метода сварки.
6.4 Патрубки и соединения корпуса, работающие под давлением
6.4.1 Размеры отверстий корпуса
6.4.1.1 Отверстия для патрубков и другие соединения корпуса под давлением должны быть стандартными и соответствовать размерам труб. Отверстия диаметром DN 32, 65, 90, 125, 175 и 225 [NPS (номинальный размер трубы) 1 1/4, 2 1/2, 3 1/2, 5, 7 и 9] не должны использоваться.
6.4.1.2 Соединения корпуса, кроме входных и выходных патрубков, должны иметь диаметр не менее DN 15 (NPS 1/2) для насосов с отверстиями выходных патрубков диаметром DN 50 (NPS 2) или меньше. Для насосов с отверстиями выходных патрубков диаметром DN 80 (NPS 3) и больше соединения, как минимум, должны иметь диаметр DN 20 (NPS 3/4) за исключением того, что соединения для герметизированных промывочных трубопроводов и измерительных приборов могут иметь диаметр, равный DN 15 (NPS 1/2) независимо от размеров насосов или по национальным стандартам государств, упомянутых в предисловии, как проголосовавших за принятие межгосударственного стандарта.
6.4.2 Входные и выходные патрубки
6.4.2.1 Входные и выходные патрубки должны быть с фланцами за исключением патрубков для насосов с коваными корпусами с фрезерованными фланцами и со шпильками. Одно- и двухступенчатые насосы должны иметь входные и выходные фланцы одинаковых номинальных размеров. Если насос оборудован фланцевыми или соединениями со шпильками, поставщик/изготовитель насоса обязан предоставить чертеж с обозначениями размеров патрубков с резьбовыми соединениями, что обеспечит возможность оперативного отсоединения насоса от трубопровода. Допускаются иные виды соединений по национальным стандартам государств, упомянутых в предисловии, как проголосовавших за принятие межгосударственного стандарта.
6.4.2.2 Чугунные фланцы должны иметь плоские торцы и, за исключением указаний в 6.4.2.4, соответствовать требованиям к размерам [13] и требованиям к качеству поверхности [15] или [19]. Фланцы PN 20 (Класс 125) должны иметь минимальную толщину, равную толщине фланцев PN 40 (Класс 250), для размеров DN 200 (NPS 8) и меньше. Допускаются иные размеры по национальным стандартам государств, упомянутых в предисловии, как проголосовавших за принятие межгосударственного стандарта.
6.4.2.3 Фланцы, за исключением чугунных, как минимум, должны соответствовать требованиям к размерам по [14] PN 50, за исключением указаний в 6.4.2.4, и требованиям к качеству поверхности по [16] или [20] или по национальным стандартам государств, упомянутых в предисловии, как проголосовавших за принятие межгосударственного стандарта.
Примечание - Для справки: [16], [20], [17] эквивалентны [14].
6.4.2.4 Настоящий стандарт распространяется на фланцы из любых материалов с большей толщиной или фланцы, наружный диаметр которых превышает наружный диаметр, установленный соответствующими стандартами ISO или ASME. На сборочных чертежах расположение нестандартных (больше обычного размера) фланцев должны быть указаны все соответствующие размеры. Если для таких фланцев требуются шпильки или болты нестандартной длины, это требование должно быть вынесено на сборочный чертеж.
6.4.2.5 Фланцы должны быть полностью обработаны или их опорная поверхность должна быть подрезана под головку болта и должны проектироваться в расчете на сквозные болтовые соединения за исключением случаев, когда используются корпуса с рубашкой.
6.4.2.6 Для уменьшения нагрузки на патрубки насоса и упрощения процесса монтажа трубной обвязки, механически обработанные торцевые поверхности насосных фланцев должны быть параллельны плоскости опорной плиты, как показано на сборочном чертеже, при этом отклонение не должно превышать 0,5°. Осевые линии отверстий под болты или шпильки не должны отклоняться от центральных линий, параллельных главной оси насоса.
6.4.3 Вспомогательные соединения
6.4.3.1 Все вспомогательные соединения с корпусами, работающими под высоким давлением, за исключением сальников, должны иметь фланцы согласно 6.4.2.2 или 6.4.2.3. Эти соединения должны быть полностью фланцевыми, сваренными внахлест или встык (по указанию заказчика). Обварка резьбовых соединений не разрешается. Сквозные соединения по указанию заказчика должны заканчиваться фланцами.
6.4.3.2 В случае необходимости для насосов технологических трубопроводов с максимальной рабочей температурой не более 55°С (130°F), вспомогательные соединения могут быть нарезными.
6.4.3.3 Могут применяться специальные резьбовые соединения, обеспечивающие соединение корпуса с трубопроводами для подачи промывочной жидкости к концевому уплотнению, при условии применения вспомогательного уплотнительного элемента, как например кольцевого уплотнения, а также при обеспечении герметизации жидкости в этом резьбовом соединении. Соединительная бобышка должна иметь механически обработанную поверхность, обеспечивающую плотный контакт.
6.4.3.4 Соединения, включая промежуточные клиновые, приваренные к корпусу, по механическим свойствам и давлению-температуре, включая ударную вязкость должны соответствовать или превосходить требования к материалу трубной обвязки.
6.4.3.5 Приварка всех соединений должна завершаться до начала гидравлических испытаний отливки согласно 8.3.2.
6.4.3.6 Вспомогательные соединения с чугунными корпусами, работающими под высоким давлением должны быть резьбовыми.
6.4.3.7 Если не указано иначе, в качестве трубной резьбы должна использоваться коническая резьба, которая должна соответствовать [21]. Отверстия или втулки для трубных резьб должны соответствовать [16].
Примечание - Для справки: [22] эквивалентен [21].
6.4.3.8 Если требуется, должны использоваться цилиндрические резьбы, соответствующие [23]. При их использовании они должны уплотняться торцевой прокладкой ограниченной площади, а соединительная втулка должна иметь механически обработанную поверхность, пригодную для удержания прокладки согласно рисунку 19.
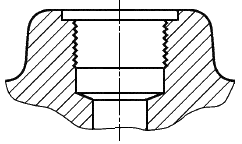
Рисунок 19 - Механически обработанная поверхность, пригодная для укладки и удержания прокладки при использовании цилиндрической резьбы
6.4.3.9 Первый сегмент трубной обвязки, навинчиваемый или привариваемый к корпусу, должен быть не более 150 мм (6 дюймов) в длину, бесшовным и соответствовать как минимум 160 Schedule (толщины стенки) для размеров не более DN 25 (NPS 1) или равен 80 Schedule для DN 40 (NPS 1 1/2). Первый сегмент трубной обвязки (ниппель) должен быть по возможности прямым, что позволит осуществлять дренаж. Первый сегмент присоединяется по оси, во избежание смещение осевой линии согласно 7.3.4. Для малых насосов, если это приводит, например, к взаимодействию со всасывающим патрубком, такое требование неприемлемо.
6.4.3.10 По требованию, боковые ребра жесткости на трубах должны устанавливаться во взаимно перпендикулярных плоскостях для повышения жесткости трубных соединений, в соответствии со следующими требованиями:
а) Они должны изготавливаться из материала, совместимого с материалом корпуса, работающего под высоким давлением и трубной обвязки, применяя либо плоский прокат с минимальным сечением 253 мм (1
0,12 дюйма) либо пруток с минимальным диаметром 9 мм (0,38 дюйма).
б) Конструкция ребер жесткости должна соответствовать типовой конструкции на рисунке 20.
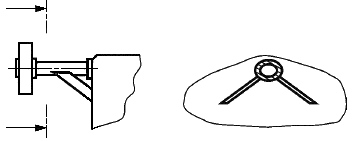
Рисунок 20 - Типовая конструкция ребер жесткости
б) Ребра жесткости должны располагаться непосредственно на или вблизи трубных соединений и являются основным средством обеспечения жесткости данных соединений. Длинная часть поперечного сечения ребра, изготовленного из квадратного прутка, должна быть перпендикулярна трубе и располагаться так, чтобы избежать пересечения с фланцевыми болтами или любым участком насоса, подлежащим обслуживанию.
в) Приварка ребер жесткости должна осуществляться согласно требованиям изготовителя по 6.12.3, включая при необходимости, послесварочный контроль твердости, а также проверку по 8.2.2.
г) Ребра жесткости присоединяются к корпусу болтами, если сверление и нарезание резьбы выполняются до опрессовки.
д) Использование клеммных или болтовых соединений ребер жесткости должны согласовываться с потребителем.
6.4.3.11 Открытые резьбовые соединительные отверстия к которым не подсоединены трубопроводы, должны применяться только в сальниковых набивках и в насосах из материалов классов I-1 и I-2 в соответствии с приложением И. Если такие отверстия имеются, то они должны быть заглушены. Конусные резьбовые заглушки должны иметь удлиненные, твердые полукруглые или шестигранные головки из прутковых заготовок в соответствии с [24]. Если цилиндрические резьбы соответствуют 5.4.3.3, то заглушки должны иметь твердую шестигранную головку в соответствии с [25]. Материал заглушек должен отвечать требованиям, предъявляемым к материалу корпуса. Для обеспечения герметичности резьбы в отношении паров, необходимо использовать смазку/герметик, подходящую для работы в условиях высоких температур. Запрещается использование пластиковых заглушек.
6.4.3.12 Использование механически обработанных соединений и соединений со шпильками при подсоединении корпуса, работающего под давлением к трубопроводам, требует согласования с потребителем/заказчиком.
Если одобрение получено, то такие соединения должны соответствовать требованиям, предъявляемым к обточке торца и к высверливанию, по [14] или [13]. Шпильки и гайки должны быть заранее установлены. Первые полтора витка резьбы на обоих концах каждой шпильки должны быть удалены.
Примечание - Для справки: [15] и [16] эквивалентны [14], [13] соответственно.
6.4.3.13 Все соединения должны быть пригодны для проведения гидравлических испытаний того участка корпуса, к которому они присоединены.
6.4.3.14 Все насосы должны иметь вентиляционные и дренажные отверстия, которые необязательны лишь в случае, если насос самовентилирующийся благодаря расположению патрубков-насадок. Несамовентилирующиеся насосы должны иметь вентиляционные отверстия в корпусах, работающих под высоким давлением, в соответствии с 6.8.10. Если из-за особенностей конструкции насос не может быть полностью дренирован, это должно указываться в инструкции по эксплуатации. Инструкция по эксплуатации должна содержать чертеж с указанием количества и расположения жидкости, остающейся в насосе. Насос считается самовентилируемым, если расположение патрубков и конфигурация корпуса обеспечивает достаточную вентиляцию газов из зоны рабочего колеса первой ступени и отвода их для предотвращения потерь во время пуска.
6.4.3.15 Все соединения должны быть доступными для демонтажа без перемещения насоса или его основных деталей.
6.5 Внешние силы и моменты, действующие на патрубок
6.5.1 Горизонтальные насосы из углеродистой и легированной стали и их опорные плиты, а также вертикальные полупогружные насосы, если они подвергаются воздействию сил и моментов, воздействующих одновременно на входные и выходные патрубки и представляющие собой наибольшую нагрузку для рассматриваемых насосов по таблице 5, должны проектироваться в расчете на удовлетворительные рабочие характеристики. В случае горизонтальных насосов рассматриваются два воздействия нагрузок на патрубки: деформация корпуса насоса по 6.3.3 и 6.3.4 и несоосность валов насоса и приводного механизма по 7.3.20.
Таблица 5 - Нагрузки на патрубки
Расположение/ | Нагрузка на патрубок в зависимости от размера фланца - единицы СИ (ньютон) | ||||||||
Номинальный размер фланца (DN), мм | |||||||||
| 80 | 100 | 150 | 200 | 250 | 300 | 350 | 400 | |
Каждый верхний патрубок | |||||||||
F | 710 | 1070 | 1420 | 2490 | 3780 | 5340 | 6670 | 7120 | 8450 |
F | 580 | 890 | 1160 | 2050 | 3110 | 4450 | 5340 | 5780 | 6670 |
F | 890 | 1330 | 1780 | 3110 | 4890 | 6670 | 8000 | 8900 | 10230 |
F | 1280 | 1930 | 2560 | 4480 | 6920 | 9630 | 11700 | 12780 | 14850 |
Каждый боковой патрубок | |||||||||
F | 710 | 1070 | 1420 | 2490 | 3780 | 5340 | 6670 | 7120 | 8450 |
F | 890 | 1330 | 1780 | 3110 | 4890 | 6670 | 8000 | 8900 | 10230 |
F | 580 | 890 | 1160 | 2050 | 3110 | 4450 | 5340 | 5780 | 6670 |
F | 1280 | 1930 | 2560 | 4480 | 6920 | 9630 | 11700 | 12780 | 14850 |
Каждый концевой патрубок | |||||||||
F | 890 | 1330 | 1780 | 3110 | 4890 | 6670 | 8000 | 8900 | 10230 |
F | 710 | 1070 | 1420 | 2490 | 3780 | 5340 | 6670 | 7120 | 8450 |
F | 580 | 890 | 1160 | 2050 | 3110 | 4450 | 5340 | 5780 | 6670 |
F | 1280 | 1930 | 2560 | 4480 | 6920 | 9630 | 11700 | 12780 | 14850 |
Момент (Ньютон-метр)* | |||||||||
Каждый патрубок | |||||||||
М | 46 | 950 | 1330 | 2300 | 3530 | 5020 | 6100 | 6370 | 7320 |
М | 0 | 470 | 680 | 1180 | 1760 | 2440 | 2980 | 3120 | 3660 |
М | 23 | 720 | 1000 | 1760 | 2580 | 3800 | 4610 | 4750 | 5420 |
М | 0 | 1280 | 1800 | 3130 | 4710 | 6750 | 8210 | 8540 | 9820 |
________________
* Письмом Росстандарта от 30.11.2017 г. N 1919-ОГ/03 разъясняется, что "В пункте 6.5.1, а именно таблице 5 ГОСТ 32601-2013 допущена опечатка". Данные не соответствуют данным международных стандартов API610/ISO13709. Несоответствие данных приведено в нижеуказанной таблице. - .
Момент (Ньютон-метр) | Moments(Nm) | |
ГОСТ 32601-2013 (стр.25, таблица 5) | ISO13709 (стр.25. табл.4) | |
Ккждый патрубок | ||
М | 46 | 460 |
М | 0 | 230 |
М | 23 | 350 |
М | 0 | 620 |
Окончание таблицы 5
Расположение/ | Нагрузка на патрубок в зависимости от размера фланца - единицы USC (фунт-сила) | |||||||||
Номинальный размер фланца (NPS) | ||||||||||
| 3 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | ||
Каждый верхний патрубок | ||||||||||
F | 160 | 240 | 320 | 560 | 850 | 1200 | 1500 | 1600 | 1900 | |
F | 130 | 200 | 260 | 460 | 700 | 1000 | 1200 | 1300 | 1500 | |
F | 200 | 300 | 400 | 700 | 1100 | 1500 | 1800 | 2000 | 2300 | |
F | 290 | 430 | 570 | 1010 | 1560 | 2200 | 2600 | 2900 | 3300 | |
Каждый боковой патрубок | ||||||||||
F | 160 | 240 | 320 | 560 | 850 | 1200 | 1500 | 1600 | 1900 | |
F | 200 | 300 | 400 | 700 | 1100 | 1500 | 1800 | 2000 | 2300 | |
F | 130 | 200 | 260 | 460 | 700 | 1000 | 1200 | 1300 | 1500 | |
F | 290 | 430 | 570 | 1010 | 1560 | 2200 | 2600 | 2900 | 3300 | |
Каждый концевой патрубок | ||||||||||
F | 200 | 300 | 400 | 700 | 1100 | 1500 | 1800 | 2000 | 2300 | |
F | 160 | 240 | 320 | 560 | 850 | 1200 | 1500 | 1600 | 1900 | |
F | 130 | 200 | 260 | 460 | 700 | 1000 | 1200 | 1300 | 1500 | |
F | 290 | 430 | 570 | 1010 | 1560 | 2200 | 2600 | 2900 | 3300 | |
Момент (фут | ||||||||||
Каждый патрубок | ||||||||||
М | 340 | 700 | 980 | 1700 | 2600 | 3700 | 4500 | 4700 | 5400 | |
М | 170 | 350 | 500 | 870 | 1300 | 1800 | 2200 | 2300 | 2700 | |
М | 260 | 530 | 740 | 1300 | 1900 | 2800 | 3400 | 3500 | 4000 | |
М | 460 | 950 | 1330 | 2310 | 3500 | 5000 | 6100 | 6300 | 7200 | |
Примечание 1 - На рисунках 21-25 даны направления нагрузок на патрубки (X, У, Z). Примечание 2 - Каждое вышеприведенное значение следует понимать как диапазон от указанной величины со знаком минус до нее - тоже со знаком плюс; например,160 указывает на диапазон от минус 160 до плюс 160. | ||||||||||
6.5.2 Допустимые значения нагрузки и моментов для боковых патрубков вертикальных линейных насосов, должны быть равны удвоенным значениям, приведенным в таблице 5.
6.5.3 Для корпусов насосов, изготовленных из материалов, отличных от углеродистой или легированной стали, или для насосов с размерами патрубков более DN 400 (NPS 16), поставщик/изготовитель должен указать допустимые нагрузки на патрубки, согласно таблице 5.
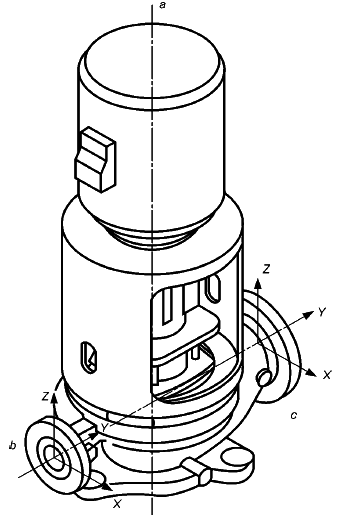
Рисунок 21 - Система координат для нагрузок и моментов, приведенных в таблице 5. Вертикальные линейные насосы
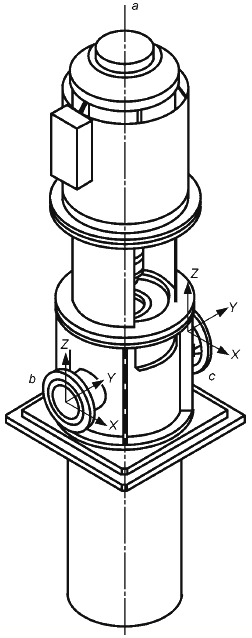
а - центральная ось вала; b - нагнетание; с - всасывание
Рисунок 22 - Система координат для нагрузок и моментов, приведенных в таблице 5. Вертикальные двухкорпусные полупогружные насосы
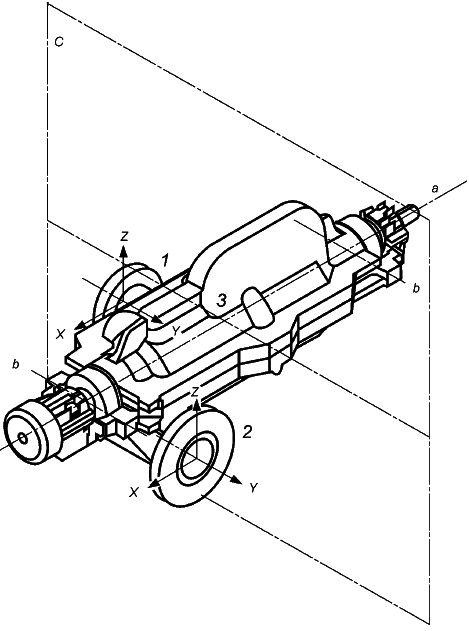
1 - выходной патрубок; 2 - входной патрубок; 3 - осевая линия насоса; а - ось вала; b - ось опорной плиты; с - вертикальная плоскость
Рисунок 23 - Система координат для нагрузок и моментов, приведенных в таблице 5. Горизонтальные насосы с патрубками на входе и выходе, направленными в стороны
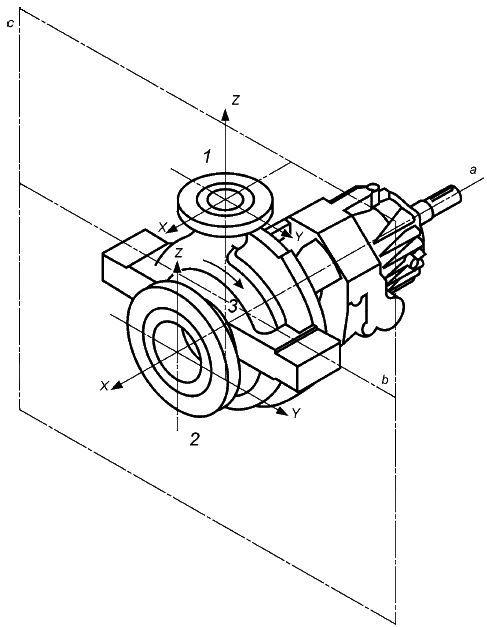
1 - нагнетательный патрубок; 2 - всасывающий патрубок; 3 - центр насоса; а - ось вала; b - ось основания; с - вертикальная плоскость
Рисунок 24 - Система координат для нагрузок и моментов, приведенных в таблице 5. Горизонтальные насосы с всасывающим патрубком и нагнетательным патрубком, направленным вверх
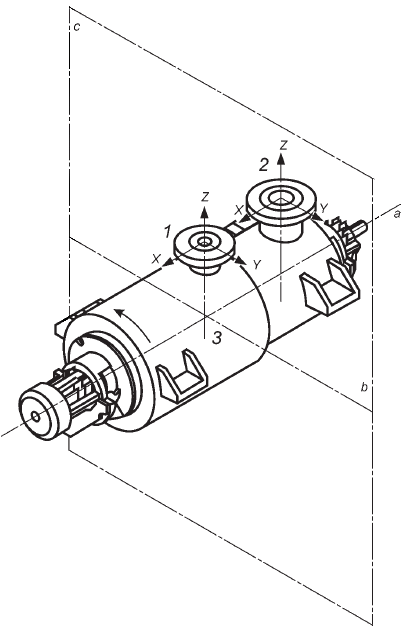
1 - нагнетательный патрубок; 2 - всасывающий патрубок; 3 - центр насоса; а - ось вала; b - ось основания; с - вертикальная плоскость
Рисунок 25 - Система координат для нагрузок и моментов, приведенных в таблице 5. Горизонтальные насосы с верхними патрубками
6.5.4 Системы координат на рисунках 21-25 должны быть приведены для нагрузок и моментов, приведенных в таблице 5.
6.5.5 Приложение Е содержит методы определения нагрузок на патрубки, превышающие значения из таблицы 5. Потребитель/заказчик должен знать, что использование методов приложения Е к несоосности, более чем на 50% превышающей несоосность, возникающую из-за нагрузок, приведенных в таблице 5 может повлиять на критерии монтажа оборудования. Использование методов приложения Е требует согласования с заказчиком и особых рекомендаций для разработчиков трубной обвязки.
6.6 Роторы
6.6.1 Если не указано иначе, колеса (ступени) должны быть закрытыми, полуоткрытыми и открытыми.
Закрытые (заключенные в корпус) колеса менее восприимчивы к аксиальному положению и поэтому предпочтительны для длинных валов, осевое смещение которых из-за теплового расширения/сжатия или удара может оказаться значительным. Полуоткрытые рабочие колеса могут обеспечить более высокую подачу благодаря отсутствию дискового трения одного из дисков. Рабочие зазоры полуоткрытых рабочих колес в вертикальных насосах могут регулироваться со стороны муфты или верхней части двигателя, тем самым возможно восстанавливать подачу и мощность насоса без демонтажа деталей насоса. Открытое рабочее колесо обычно является рабочим колесом насосов осевого типа, спроектированного для обеспечения высокой подачи при малом напоре; открытое рабочее колесо также может использоваться в насосах со спиральным отводом с независимым нагнетанием.
6.6.2 Колеса должны быть цельнолитыми, коваными или сварными. Для насосов с рабочими колесами двухстороннего входа допускается применять составное рабочее колесо (левое и правое).
Примечание - Рабочие колеса, изготовленные как кованые или сварные детали, имеют механически обработанные проходные каналы, которые могут улучшить рабочие характеристики конструкций, работающих на низких скоростях.
6.6.3 Рабочие колеса должны иметь шпоночное соединение с валом. Использование штифтового соединения недопустимо. При согласовании с потребителем/заказчиком в вертикальных полупогружных насосах могут использоваться конусные втулки. Консольные рабочие колеса должны крепиться на валу с помощью обтекаемого винта или гайки, которые не подвергают опасности резьбы вала. Крепежное устройство должно быть резьбовым для самозатягивания за счет гидродинамического сопротивления жидкости на рабочем колесе во время нормального вращения, и необходимо использовать метод принудительной механической блокировки (например, общие шпонки под рабочее колесо и обтекаемую гайку и коррозионностойкие штифты или стопорные шайбы с усиками). Винты с головкой должны иметь углубления в тело уменьшенного диаметра, что обеспечивает снижение концентрации напряжений.
6.6.4 Все шпоночные пазы должны иметь галтельные радиусы, по ГОСТ 24069.
Примечание - В рамках данного положения, [26] эквивалентно ГОСТ 24069.
6.6.5 Ступицы рабочих колес должны быть термообработаны. Рабочие колеса могут изготавливаться из полых шаблонов, если каркас полностью заполняется подходящим металлом, температура плавления которого равна не менее 260°С (500°F) для насосов с чугунными корпусами и не менее 540°С (1000°F) для насосов с корпусами излитой стали.
Примечание - Требование заполнить полости рабочего колеса позволяет свести к минимуму опасность персонала в случае, когда рабочие колеса перемещаются из-за нагревания.
6.6.6 Валы, для которых манжеты необходимо протягивать через резьбы, должны иметь радиальный зазор не менее 1,5 мм (0,06 дюйма) между резьбами и внутренним диаметром уплотнения, а переход с изменением диаметра должен быть скошен в соответствии с 6.3.12.
6.6.7 Посадка (посадки) втулок между валом и уплотнением должны соответствовать F7/h6, как установлено в [27]. Допускается иная посадка по согласованию с потребителем/заказчиком.
6.6.8 Участки валов, которые могут повреждаться штифтами, должны быть ослаблены для облегчения демонтажа втулок или других компонентов.
6.6.9 Валы должны механически обрабатываться и шлифоваться по всей длине так, чтобы полное радиальное биение (TIR) составляло не более 25 мкм (0,001 дюйма).
6.6.10 Если в соответствии с 7.4.2.2 валы снабжены бесконтактными датчиками вибрации, то чувствительные участки вала (в отношении радиальной вибрации и позиционирования по оси) для проверки с помощью датчиков радиальной вибрации должны быть:
а) соосны с опорными шейками вала;
б) свободными от трафаретных и разметочных отметок или других нарушений сплошности поверхности, таких как смазочное отверстие или шпоночный паз, находящихся на минимальном расстоянии, равном одному диаметру наконечника датчика от каждой стороны датчика,
в) не металлизированными, не имеющими втулок или без нанесения покрытия на ротор из материалов с совместимыми электрическими свойствами,
г) иметь шероховатость, равную 0,8 мкм (32 микродюйма) (Ra - среднее арифметическое отклонение профиля) или меньше, предпочтительно полученную путем хонингования или шлифования,
д) должным образом размагничены до уровней, установленных в [28], или механически обработаны так, чтобы общие электрическое и механические биения не превышали следующих значений:
1) для участков, исследуемых с помощью датчиков радиальной вибрации, 25% допустимой двойной амплитуды вибрации или 6 мкм (0,25 мил), в зависимости от того, какое значение больше;
2) для участков, исследуемых с помощью датчиков позиционирования по оси, 13 мкм (0,5 мил).
6.6.11 Если вал изготовлен из материала с нестабильными электрическими свойствами, его чувствительные участки можно оборудовать втулками при посадке с натягами или "целевыми кольцами", монтируемыми на валу, чистовая обработка которых должна соответствовать требованиям по 6.6.10 и содержаться в технической документации. Материалы, проявляющие противоречивые электрические свойства, - высокохромистые сплавы, например, 17-4 РН, двухфазные и некоторые из аустенитных нержавеющих сталей.
6.6.12 Если указано, что оборудование должно быть оснащено бесконтактными датчиками вибрации согласно 7.4.2.2, вал должен быть подготовлен в соответствии с требованиями 6.6.10 и [28].
6.6.13 Если устанавливаются бесконтактные датчики вибрации, в отчеты о механических испытаниях должны включать точные показания электрических и механических биений на полной окружности (360°) при каждом положении датчика.
6.6.14 Если поставщик/изготовитель может доказать наличие электрических и механических биений, установленная им величина векторно вычитается из величины вибрации, измеренной при заводских испытаниях, если она не превышает 25% допустимой двойной амплитуды вибрации или 6,5 мкм (0,25 мил), в зависимости от того, что меньше.
6.7 Компенсационные кольца и рабочие зазоры
6.7.1 Радиальные рабочие зазоры должны использоваться для ограничения внутренних утечек и, при необходимости, для балансировки осевого усилия. Лопатки рабочего колеса или закрытые осевые зазоры не должны использоваться для балансировки осевых сил. В корпусе насоса должны быть предусмотрены сменные кольца щелевых уплотнений, при этом рабочие колеса должны изнашиваться равномерно по всей поверхности.
6.7.2 Контактирующие поверхности трения и упрочняющиеся материалы должны иметь разницу в твердости по Бринеллю не менее чем в 50 единиц в случае, когда неподвижная и вращающаяся поверхность изнашивания имеет твердость по Бринеллю менее 400 единиц.
6.7.3 Сменные компенсационные кольца, в случае их использования, должны закрепляться на месте посадкой с натягом, с использованием стопорных штифтов, зажимных винтов (осевых или радиальных) либо прихваточных сварных швов. Диаметр отверстия в компенсационном кольце, предназначенного для радиальной шпильки или резьбового штифта, не должен превышать 1/3 ширины компенсационного кольца.
6.7.4 Рабочие зазоры должны отвечать требованиям перечислений а)-в), приводимым ниже:
а) При установлении рабочих зазоров между компенсационными кольцами щелевых уплотнений и другими подвижными деталями необходимо учитывать температуру перекачиваемой жидкости, режимы всасывания, свойства жидкости, характеристики теплового расширения и стойкость материалов к истиранию, а также подачу насоса. Зазоры должны быть достаточными для обеспечения надежности работы и отсутствия заедания во всех установленных рабочих режимах.
б) Для чугуна, бронзы, закаленной мартенситной нержавеющей стали и материалов, характеризуемых похожей способностью к слабому истиранию, должны выдерживаться минимальные зазоры, приведенные в таблице 6. Для материалов с более сильным истиранием и для всех материалов, работающих при температурах, более 260°С (500°F), к диаметральным зазорам должно быть прибавлено 125 мкм (0,005 дюйма).
в) Для неметаллических материалов колец щелевых уплотнений с очень слабым истиранием или с его отсутствием согласно таблице Н.4, изготовителем могут быть предложены зазоры с величинами меньше приведенных в таблице 6. Следует учитывать такие факторы как деформация и перепады температур, чтобы выбрать зазор, достаточный для обеспечения надежности работы и отсутствия схватывания при всех указанных режимах работы. Допускаются иные зазоры по согласованию с потребителем/заказчиком.
Примечание - Существуют опубликованные данные, подтверждающие успешное применение неметаллических материалов для изготовления компенсационных колец с зазорами, прописанными в 6.7.4 API, величина которых уменьшена на 50%. Считается, что такое значительное уменьшение зазоров связано с особенностями применяемых материалов и другими условиями, например, со степенью очистки и температурой поверхности.
Таблица 6 - Минимальные внутренние рабочие зазоры
Диаметр вращающейся детали при зазоре, мм | Минимальный диаметральный зазор, мм | Диаметр вращающейся детали при зазоре, дюйм | Минимальный диаметральный зазор, дюйм |
<50 | 0,25 | <2,000 | 0,010 |
50-64,99 | 0,28 | 2,000-2,499 | 0,011 |
65-79,99 | 0,30 | 2,500-2,999 | 0,012 |
80-89,99 | 0,33 | 3,000-3,499 | 0,013 |
90-99,99 | 0,35 | 3,500-3,999 | 0,014 |
100-114,99 | 0,38 | 4,000-4,499 | 0,015 |
115-124,99 | 0,40 | 4,500-4,999 | 0,016 |
125-149,99 | 0,43 | 5,000-5,999 | 0,017 |
150-174,99 | 0,45 | 6,000-6,999 | 0,018 |
175-199,99 | 0,48 | 7,000-7,999 | 0,019 |
200-224,99 | 0,50 | 8,000-8,999 | 0,020 |
225-249,99 | 0,53 | 9,000-9,999 | 0,021 |
250-274,99 | 0,55 | 10,000-10,999 | 0,022 |
275-299,99 | 0,58 | 11,000-11,999 | 0,023 |
300-324,99 | 0,60 | 12,000-12,999 | 0,024 |
325-349,99 | 0,63 | 13,000-13,999 | 0,025 |
350-374,99 | 0,65 | 14,000-14,999 | 0,026 |
375-399,99 | 0,68 | 15,000-15,999 | 0,027 |
400-424,99 | 0,70 | 16,000-16,999 | 0,028 |
425-449,99 | 0,73 | 17,000-17,999 | 0,029 |
450-474,99 | 0,75 | 18,000-18,999 | 0,030 |
475-499,99 | 0,78 | 19,000-19,999 | 0,031 |
500-524,99 | 0,80 | 20,000-20,999 | 0,032 |
525-549,99 | 0,83 | 21,000-21,999 | 0,033 |
550-574,99 | 0,85 | 22,000-22,999 | 0,034 |
575-599,99 | 0,88 | 23,000-23,999 | 0,035 |
600-624,99 | 0,90 | 24,000-24,999 | 0,036 |
625-649,99 | 0,95 | 25,000-25,999 | 0,037 |
| |||
6.8 Торцевые уплотнения вала
6.8.1 Насосы должны быть оснащены торцевыми уплотнениями и системами промывки торцевых уплотнений в соответствии с ГОСТ 32600, включающими присоединительные размеры насоса и уплотнения по таблице 7 и на рисунке 26. Потребитель/заказчик должен определить категорию необходимого уплотнения. Для этой цели потребитель/заказчик должен заполнить опросные листы, приведенные в ГОСТ 32600. На основании опросного листа изготовитель должен произвести анализ возможности применения торцевого уплотнения и производит его выбор.
Примечание - Для справки: [3] эквивалентен ГОСТ 32600.
6.8.2 Картриджное уплотнение должно выниматься без демонтажа привода.
6.8.3 Камера уплотнения должна соответствовать размерам, установленным на рисунке 26 и в таблице 7. Для насосов с расчетным давлением корпусов и фланцев, превышающим минимальные значения в 6.3.5, размеры болтов уплотнения и диаметр их расположения могут быть увеличены. Болты более крупных размеров должны использоваться только в случае, если необходимо выполнение требований к напряжению в 6.3.4 или, если спирально-навитые прокладки достаточно сжаты в соответствии с техническими требованиями поставщика/изготовителя. Допускаются иные размеры камер при наличии положительных референций на уплотнения.
Размеры в миллиметрах (дюймах)
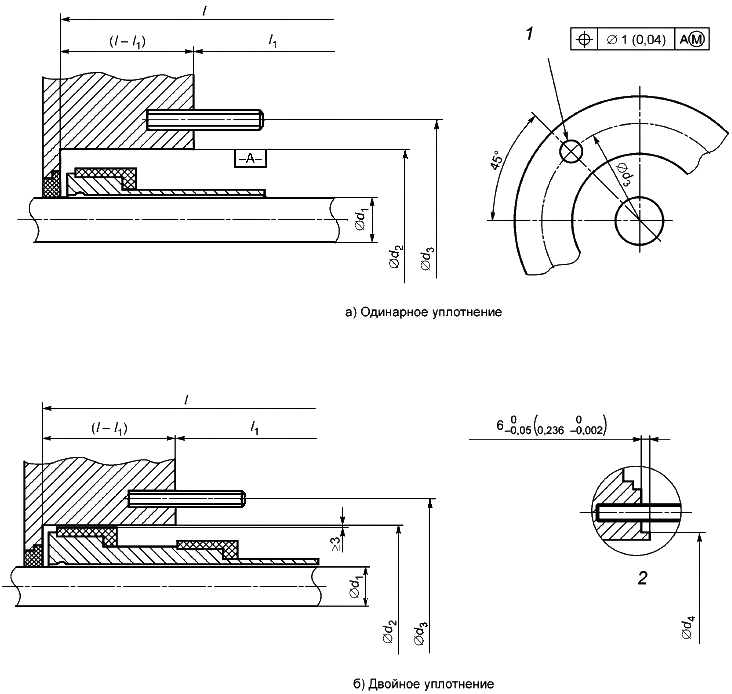
1 - болты уплотнения (четыре), 2 - необязательный наружный паз уплотнения, - общая длина до ближайшего заграждения,
- длина от торца камеры уплотнения до ближайшего заграждения
Рисунок 26 - Схема камеры
Таблица 7 - Стандартный размер камер уплотнений, креплений уплотнительных элементов и втулок картриджного торцевого уплотнения на рисунке 26
В миллиметрах (дюймах) | ||||||||
Размер камеры уплот- | Макси- | Диаметр отверстия камеры уплот- | Диаметр болтового уплотнения | Наружный паз уплот- | Общая мини- | Чистая мини- | Размер болта | |
СИ | USE | |||||||
1 | 20,00 (0,787) | 70,00 (2,756) | 105 (4,13) | 85,00 (3,46) | 150 (5,90) | 100 (3,94) | М12х1,75 | 1/2"-13 |
2 | 30,00 (1,181) | 80,00 (3,150) | 115 (4,53) | 95,00 (3,740) | 155 (6,10) | 100 (3,94) | М12х1,75 | 1/2"-13 |
3 | 40,00 (1,575) | 90,00 (3,543) | 125 (4,92) | 105,00 (4,134) | 160 (6,30) | 100 (3,94) | М12х1,75 | 1/2"-13 |
4 | 50,00 (1,968) | 100,00 (3,937) | 140 (5,51) | 115,00 (4,528) | 165 (6,50) | 110 (4,33) | М16х2,0 | 5/8"-11 |
5 | 60,00 (2,362) | 120,00 (4,724) | 160 (6,30) | 135,00 (5,315) | 170 (6,69) | 110 (4,33) | М16х2,0 | 5/8"-11 |
6 | 70,00 (2,756) | 130,00 (5,118) | 170 (6,69) | 145,00 (5,709) | 175 (6,89) | 110 (4,33) | М16х2,0 | 5/8"-11 |
7 | 80,00 (3,150) | 140,00 (5,512) | 180 (7,09) | 155,00 (6,102) | 180 (7,09) | 110 (4,33) | М16х2,0 | 5/8"-11 |
8 | 90,00 (3,543) | 160,00 (6,299) | 205 (8,07) | 175,00 (6,890) | 185 (7,28) | 120 (4,72) | М20х2,5 | 3/4"-10 |
9 | 100,00 (3,937) | 170,00 (6,693) | 215 (8,46) | 185,00 (7,283) | 190 (7,48) | 120 (4,72) | М20х2,5 | 3/4"-10 |
10 | 110,00 (4,331) | 180,00 (7,087) | 225 (8,86) | 195,00 (7,677) | 195 (7,68) | 120 (4,72) | М20х2,5 | 3/4"-10 |
| ||||||||
6.8.4 Должно быть предусмотрено центрирование уплотнительного элемента и/или камеры путем установки по внутреннему или наружному диаметру. Центрированная поверхность должна быть соосна валу и иметь суммарное отклонение по показаниям индикатора не более чем 125 мкм (0,005 дюйма). Не допускается использовать уплотнения болтов для центрирования деталей торцевых уплотнений согласно рисунку 27.
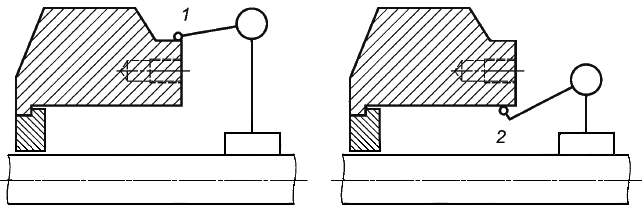
1 - место измерения внешнего диаметра; 2 - место измерения внутреннего диаметра
Рисунок 27 - Соосность камеры уплотнения
6.8.5 Биения торца уплотнения (TIR) не должны превышать 0,5 мкм/мм (0,0005 дюйм/дюйм) от размера отверстия камеры уплотнения согласно рисунку 28.
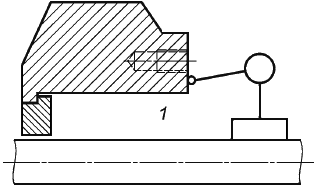
1 - место измерения торцевых биений
Рисунок 28 - Торцевые биения камеры уплотнений
6.8.6 Сопряженное соединение между уплотнительным элементом и торцом камеры уплотнения должно иметь прокладку для предотвращения выбросов. Прокладка должна иметь регулируемую степень сжатия, например, уплотнительное кольцо или спирально-навитая прокладка с контактом соединения металл - металлу. Если пространство или конструкция делают это требование непрактичным, покупателю на утверждение должна быть предложена альтернативная конструкция уплотнительного элемента.
6.8.7 Соединения уплотнения и насоса, соответствующие техническим требованиям, должны быть с нестираемо-нанесенными обозначениями на деталях (например, путем штамповки, отливки или химического травления). Обозначения должны соответствовать требованиям, установленным в ГОСТ 32600.
6.8.8 Уплотнительные элементы и камеры уплотнений должны использоваться только для тех соединений для которых предусмотрена промывка. При наличии неиспользуемых дополнительных отверстий для соединений они должны быть заглушены в соответствии с 6.4.3.11.
6.8.9 Площадь уплотнительных камер должна быть достаточной для обеспечения установки дополнительного промывочного порта, примерно по центру камеры с продолжением вверх. По требованию, такой порт должен высверливаться и подвергаться чистовой механической обработке для соединения с трубой. Использование конических резьбовых трубных соединений не допускается.
6.8.10 Следует обеспечить возможность полной вентиляции промывочной камеры.
6.8.11 При необходимости уплотнительные камеры должны оборудоваться рубашками для обогрева. Требования по обогреву должны формироваться на основе договоренности между поставщиком/изготовителем и потребителем/заказчиком уплотнений, и выбор производится из числа материалов с высокой температурой плавления.
6.8.12 Торцевые уплотнения и уплотнительные элементы для всех насосов, кроме вертикальных полупогружных насосов, транспортируемых без монтажа приводных механизмов, должны устанавливаться на насосе перед отгрузкой и быть чистыми и готовыми к эксплуатации. Если уплотнения должны быть отрегулированы или установлены в полевых условиях, поставщик/изготовитель должен прикрепить металлическую бирку, предупреждающую об этом требовании.
6.8.13 Потребитель/заказчик и поставщик/изготовитель должны согласовать максимальные величины давления уплотнения, появления которых можно предполагать в уплотнительной камере, и изготовитель должен указать эти величины в листе технических данных в соответствии с перечислением в)* 6.3.5.
_______________
* Очевидно, в примененном международном стандарте допущена неточность.
6.9 Динамика
6.9.1 Общие положения
6.9.1.1 Вопросы критической скорости и анализа поперечных колебаний установлены для каждого вида насоса в разделе 9.
6.9.1.2 Ротор одно- и двухступенчатых насосов должен быть сконструирован так, чтобы его первая частота вращения в сухом режиме была как минимум на 20% больше максимальной постоянной рабочей скорости насоса.
6.9.1.3 Для удовлетворительной работы уплотнения жесткость вала должна ограничивать его общее биение при наиболее жестких динамических условиях эксплуатации в пределах допустимого рабочего диапазона насоса с колесом максимального диаметра (диаметров), установленной частотой вращения и слоем жидкости на уплотнительной поверхности до 50 мкм (0,002 дюйма). Это предельное отклонение вала может быть достигнуто на основе правильного сочетания диаметра, величины пролета и консольной части вала, а также конструкции корпуса (включая использование спиральных камер и диффузоров). Для одно- и двухступенчатых насосов, не следует считать, что жидкость повышает жесткость компенсационных колец рабочего колеса. Для многоступенчатых насосов указанное влияние жидкости должно быть учтено, и следует выполнить расчеты с использованием одинарной и двойной величины номинального зазора. Жидкостное увеличение жесткости смазываемых подшипников и подшипниковых вкладышей должно рассчитываться с заложенной в расчет однократной и двойной величиной номинального зазора или по национальным стандартам государств, упомянутых в предисловии, как проголосовавших за принятие межгосударственного стандарта.
6.9.2 Анализ крутильных колебаний
6.9.2.1 Для насосов обычно применяют анализ крутильных колебаний следующих трех видов:
а) анализ частоты собственных свободных колебаний: определение собственных крутильных частот, формы колебаний и построение диаграммы Кэмпбелла для определения потенциальных точек резонанса;
б) анализ установившегося отклика затухания: оценка точек резонанса, не входящих в область анализа свободных колебаний посредством анализа вынужденных возвратных колебаний, использующего представленные величины возбуждения и затухания; результатом являются циклические вращающие моменты в элементах вала на модели, на основе которых определяют соответствие реального механизма конструктивным требованиям;
в) переходный анализ крутильных колебаний: сходен с анализом установившегося отклика затухания, но выполняется для переходных состояний, в результате получают временные зависимости циклических вращающих моментов и напряжений; до настоящего времени этот анализ чаще всего применялся при запуске синхронных двигателей.
Алгоритм анализа крутильных колебаний представлен на рисунке 29.
6.9.2.2 Если не указано иное, анализ собственных свободных колебаний должен выполняться изготовителем, несущим комплексную ответственность если используется одна из нижеследующих линий производственного оборудования:
а) линия, состоящая из трех или более сдвоенных механизмов номиналом 1500 кВт (2000 л.с.) и выше;
б) асинхронный двигатель или турбина, соединенные через редуктор, с номинальной мощностью 1500 кВт (2000 л.с.) и выше;
в) двигатель внутреннего сгорания с номинальной мощностью 250 кВт (335 л.с.) и выше;
г) синхронный двигатель с номинальной мощностью 500 кВт (670 л.с.) и выше;
д) электродвигатель с частотно-регулируемым приводом (ЧРП) с номинальной мощностью 1000 кВт (1350 л.с.) и выше.
е) вертикальный насос с приводом 750 кВт (1000 л.с.) и выше.
Опыт некоторых изготовителей показывает, что вертикальные насосы, особенно с длинными валами, имеют относительно большие интервалы между ступенями привода и насоса и обладают малой склонностью к возбуждению крутильных колебаний.
Анализ должен проводиться для линии оборудования в целом, если линия не содержит устройство со слабым динамическим взаимодействием, например, гидравлическую муфту или преобразователь крутящего момента. В любом случае, поставщик/изготовитель, несущий комплексную ответственность, должен отвечать за внесение любых модификаций, необходимых для соблюдения соответствия требованиям по 6.9.2.3-6.9.2.9.
6.9.2.3 Если требуется, для ЧРП должен проводиться анализ установившегося отклика затухания. Анализ должен учитывать все резонансные частоты вплоть до величины, в 12 раз превосходящей строчную частоту.
Большинство современных ЧРП, при условии правильной эксплуатации, генерируют незначительные крутильные колебания и напряжения на валу. Тем не менее, все еще существуют конструкции, допускающие значительные торсионные биения.
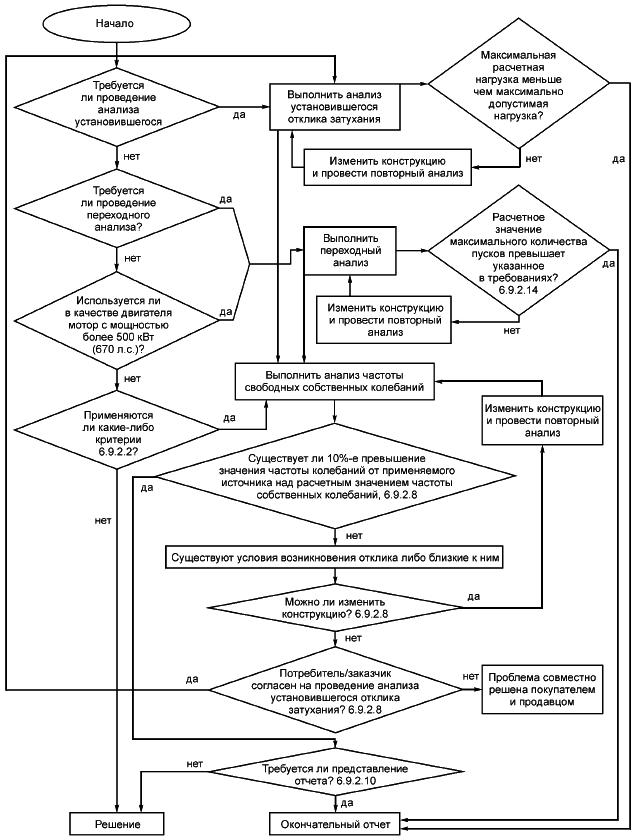
Рисунок 29 - Алгоритм анализа крутильных колебаний
6.9.2.4 В случае если приводом является синхронный двигатель с номинальной мощностью 500 кВт (670 л.с.) и выше, выполняется переходный анализ крутильных колебаний. Указанный анализ должен проводиться в соответствии с требованиями по 6.9.2.11-6.9.2.14.
Примечание - Некоторые потребители предпочитают проводить переходный анализ крутильных колебаний, если существует высокий риск возникновения короткого замыкания между фазами, либо между фазой и землей генератора, либо если при быстром подключении шины происходит резкое падение мощности.
6.9.2.5 Возбуждение собственных крутильных колебаний происходит от разных источников, которые могут зависеть, например, от рабочей скорости. Эти источники необходимо учитывать при анализе. Ниже приводится перечень некоторых из этих источников:
а) частоты колебаний лопасти рабочего колеса и потока воды;
б) колебания, возбуждаемые в зубчатом сцеплении;
в) все линии, включая цепочки с редуктором (редукторами): 1(частота вращения ротора) об/мин или 2
(частота вращения ротора) об/мин любого вала;
г) приводы двухтактных двигателей: n(частота вращения ротора), об/мин;
д) привод четырехтактного двигателя: n(частота вращения ротора) и 0,5
(частота вращения ротора), об/мин;
е) синхронный двигатель: n(частота скольжения) (только переходные явления), 1
и 2
(линейная частота);
ж) асинхронный двигатель: 1 и 2
(линейная частота);
и) привод с переменной частотой: n(частота вращения ротора), об/мин, для соответствующих гармонических составляющих - до 12
(линейная частота), где n целое число, определяемое изготовителем привода:
- для двигателей: определяется по числу рабочих тактов за оборот,
- для электродвигателей: определяется по числу полюсов.
6.9.2.6 Собственные частоты крутильных колебаний полной цепи должны быть на 10% больше или на 10% меньше возможной частоты возбуждения в пределах установленного диапазона рабочих скоростей (от минимальной до максимальной постоянной скорости).
6.9.2.7 Следует избегать возникновения собственных частот крутильных колебаний, в два или более раза превосходящих рабочие скорости вращения в системах, где имеют место соответствующие частоты возбуждения. Если величину собственной частоты изменить нельзя, следует подтвердить, что она не оказывает отрицательного воздействия.
6.9.2.8 Если расчетные значения резонансов крутильных колебаний укладываются в допуск, приведенный в 6.9.2.6 (а потребитель/заказчик и поставщик/изготовитель согласились, что все усилия по исключению резонанса в ограниченном диапазоне частот были исчерпаны), то должен быть проведен анализ напряжений, подтверждающий, что резонанс не оказывает вредного воздействия на всю цепь. Предположения, сделанные при проведении такого анализа, касающиеся величины возбуждения и степени затухания, должны быть четко обозначены. Критерии приемки результатов этого анализа должны быть согласованы потребителем/заказчиком и поставщиком/изготовителем.
Примечание - В общем случае анализ установившихся режимов затухающих крутильных колебаний насосов, оснащенных частотно-регулируемыми приводами с изменяемой длительностью импульса должен демонстрировать приемлемый уровень напряжений в условиях резонанса. Должно быть установлено, что такие колебания не оказывают негативного воздействия на оборудование.
6.9.2.9 Если не указано иначе и выполняется только анализ незатухающих крутильных колебаний в стационарном режиме, в порядке отчетности потребителю должна быть представлена диаграмма Кэмпбела с таблицами данных и кратким описанием методов расчета.
6.9.2.10 Если проводится любой из указанных выше видов анализа, поставщик/изготовитель должен представить подробный отчет по результатам расчета крутильных колебаний, включающий следующее:
а) описание метода, используемого для вычисления собственных частот;
б) диаграмма упругой системы масс;
в) таблица моментов масс и крутильной жесткости каждого элемента упругой системы масс;
г) диаграмма Кэмпбелла;
д) диаграмма формы колебаний с пиковыми напряжениями для каждой резонансной частоты, если анализ напряжений был проведен.
6.9.2.11 В дополнение к параметрам, используемым для проведения анализа незатухающих крутильных колебаний в стационарном режиме, указанного в 6.9.2.2, в переходный анализ крутильных колебаний необходимо включить следующее:
а) Средний крутящий момент двигателя, а также пульсирующий крутящий момент (по продольной и поперечной оси) в зависимости от параметров скорости.
б) Крутящий момент нагрузки в зависимости от скоростных параметров.
в) Характеристики электрических систем, влияющие на напряжение на клеммах электродвигателя либо допущения, касающиеся воздействия на напряжение на клеммах, включая методы пуска, такие, как безреостатный, либо с использованием понижения напряжения.
6.9.2.12 Анализ должен определить значение максимального крутящего момента, а также временную зависимость изменения момента для каждого из валов линии оборудования.
Максимальные значения моментов должны использоваться для оценки несущей способности по пиковым моментам элементов соединений, зубчатых передач и усилительных элементов, таких, как соединительные муфты. Временная зависимость крутящих моментов должна использоваться для проведения итогового анализа накопленных усталостных повреждений валов, стопорных и соединительных деталей.
6.9.2.13 Следует использовать сведения о концентраторах напряжений и соответствующих усталостных свойствах.
6.9.2.14 Для расчета допустимого количества пусков двигателя следует использовать алгоритм определения накопленной усталости. Окончательное допустимое количество пусков, безопасное для системы, должно определяться на основе взаимной договоренности потребителя/заказчика и поставщика/изготовителя.
Примечание - Используемые величины зависят от применяемой аналитической модели и практического опыта изготовителя. Число пусков на уровне 1000-1500 является стандартным. По требованиям [29] число пусков должно равняться 5000. Это является разумным требованием к двигателю, поскольку не приводит к значительному удорожанию проекта. Вместе с тем, конструкция приводного оборудования может быть пересмотрена в связи с вышеуказанным требованием.
Пример - 20-летний период работы с 1 пуском в неделю равен 1040 пускам. Оборудование данного типа обычно запускается раз в несколько лет, а не раз в неделю. В связи с этим необходимо указать разумное количество запусков.
6.9.3 Вибрация
6.9.3.1 Вибрация центробежного насоса изменяется с изменением подачи, обычно являясь минимальной в месте измерения скорости потока, соответствующей точке максимальной производительности, и возрастающей при увеличении или уменьшении подачи. Изменение вибрации с отклонением подачи от скорости, соответствующей максимальной подаче, зависит от плотности энергии насоса, его быстроходности и кавитационного коэффициента быстроходности. Как правило, вибрация возрастает при увеличении плотности энергии, быстроходности и кавитационного коэффициента быстроходности.
С учетом этих общих характеристик рабочий диапазон подач центробежного насоса может быть разделен на две области, одна из которых называется рабочей областью максимальной подачи или предпочтительной рабочей областью, в которой вибрация насоса мала, а вторая, называемая допустимой рабочей областью, имеет ограничения, устанавливаемые подачами, при которых вибрация насоса достигает более высокого, но все еще "приемлемого" уровня. На рисунке 30 показана эта концепция. Факторы, не являющиеся вибрацией, например, повышение температуры с уменьшением скорости потока или необходимое значение кавитационного запаса насоса с увеличением скорости потока, могут диктовать использование более узкого допустимого рабочего диапазона по 6.1.12.
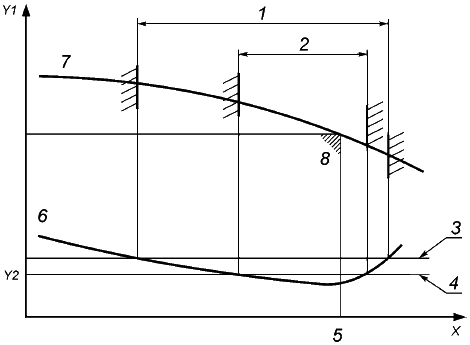
X - подача; Y1 - напор; Y2 - вибрация; 1 - допустимый рабочий диапазон подачи; 2 - предпочтительный рабочий диапазон подачи; 3 - максимально допустимая предельная вибрация при предельной подаче; 4 - основная предельная вибрация; 5 - точка максимального КПД, подача; 6 - зависимость типичной вибрации от подачи с указанием максимально допустимой вибрации; 7 - напор в зависимости от подачи; 8 - точка максимального КПД
Рисунок 30 - Связь между подачей и вибрацией
Допустимый рабочий диапазон должен устанавливаться в Заявке. Если допустимый рабочий диапазон ограничивается фактором, отличным от вибрации, этот фактор должен также указываться в Заявке.
6.9.3.2 В процессе определения рабочих характеристик измерения вибрации в диапазоне от 5 Гц до 1000 Гц и определения спектра с использованием быстрых преобразований Фурье (FFT) должны производиться в каждой испытательной точке за исключением точки отключения. Измерения вибрации должны быть выполнены в следующих положениях:
а) на корпусе (корпусах) подшипников или в равноценном положении (положениях) всех насосов, в положении, соответствующему на рисунках 31-33;
б) на валу насосов с гидродинамическими подшипниками с бесконтактным датчиком перемещения, если насос имеет условия для установки такого датчика.
Допускается замер вибрации производить только на корпусах подшипников.
Размеры в мм (дюймах),
если не указано иначе
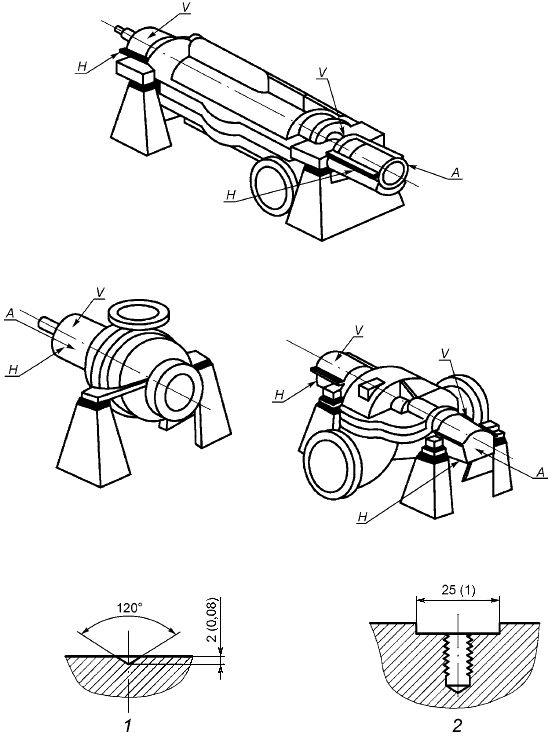
1 - выемка (6.10.2.9); 2 - приспособление для монтажа оборудования, измеряющего вибрацию в 6.10.2.10; А - осевое направление; Н - горизонтальное направление; V - вертикальное направление
Рисунок 31 - Места измерения вибрации на горизонтальных насосах
Размеры в мм (дюймах),
если не указано иначе
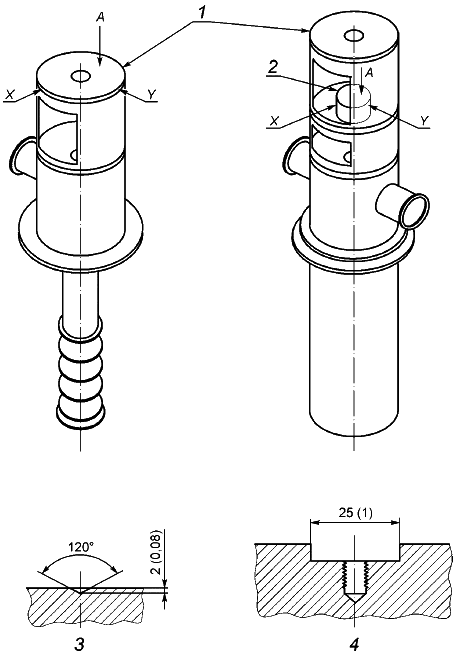
1 - установочная поверхность привода; 2 - корпус подшипника насоса; 3 - выемка по 6.10.2.9; 4 - приспособление для монтажа оборудования, измеряющего вибрацию по 6.10.2.10; А - осевое направление
Рисунок 32 - Места для измерения вибрации на вертикальных полупогружных насосах (VS)
Размеры в мм (дюймах),
если не указано иначе
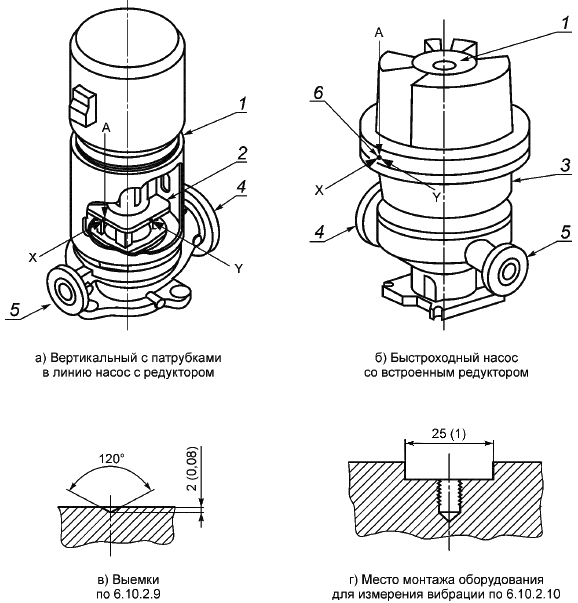
1 - установочная поверхность привода; 2 - корпус подшипника насоса; 3 - кратер редуктора; 4 - приемный патрубок; 5 - нагнетательный патрубок; 6 - резьбовое соединение для датчика вибрации штифтовой конструкции; А - осевое направление
Рисунок 33 - Положения для снятия показаний вибрации: а - на вертикальном линейном и б - на быстроходном насосе со встроенным редуктором
6.9.3.3 Спектр, полученный с использованием быстрого преобразования Фурье, должен иметь диапазон частот от 5 Гц до 2Z, умноженных на рабочую частоту вращения (где Z - число лопаток рабочего колеса; в многоступенчатых насосах с разными рабочими колесами, Z соответствует наибольшему числу лопаток рабочего колеса любой ступени насоса). Если требуется, спектры, нанесенные на график, должны быть представлены вместе с результатами испытаний насоса.
Примечание - Дискретные частоты 1,0; 2,0 и Z, умноженные на рабочую частоту вращения, связаны с разными явлениями в насосах и поэтому спектры представляют значительный интерес
6.9.3.4 Максимально допустимая вибрация корпуса подшипника должна характеризоваться среднеквадратичным значением (СКЗ) виброскорости, выражаемой в мм/с (дюйм/с).
6.9.3.5 Вибрация вала должна измеряться амплитудой смещения, выражаемой в микрометрах (тысячных долях дюйма).
6.9.3.6 Значения вибрации, измеренные в процессе эксплуатационных испытаний, не должны превышать значений, указанных в ГОСТ 12.1.012, ГОСТ ИСО 10816-1 и:
- для консольных и двухопорных насосов - в таблице 8;
- для вертикальных полупогружных насосов - в таблице 9.
Допускаются по согласованию с заказчиком иные величины вибрации.
Таблица 8 - Допустимая вибрация для консольных и двухопорных насосов
Критерии | Место измерения вибрации | |
Корпус подшипника на рисунке 31 и 33 | Вал насоса (вблизи подшипника) | |
Тип подшипника насоса | ||
Все | Гидродинамические опорные подшипники | |
Вибрация при любой скорости потока в предпочтительном рабочем диапазоне | ||
Общие | Для насосов, работающих с частотой вращения до 3600 об/мин включительно и потребляющих до 300 кВт (400 лошадиных сил) включительно в расчете на ступень: v | А |
Окончание таблицы 8
Критерии | Место измерения вибрации | |
Корпус подшипника на рисунке 31 и 33 | Вал насоса (вблизи подшипника) | |
Тип подшипника насоса | ||
Все | Гидродинамические опорные подшипники | |
Вибрация при любой подаче в предпочтительном рабочем диапазоне области насоса | ||
Общие | Для насосов, работающих при скорости свыше 3600 об/мин или потребляющих более 300 кВт (400 л.с.) в расчете на ступень; (в соответствии с рисунком 34) | |
Дискретные частоты | v | для f<n: A |
Допустимое увеличение вибрации при подачах, выходящих за пределы предпочтительного рабочего диапазона, но остающихся в пределах допустимого рабочего диапазона | 30% | 30% |
Мощность рассчитана для точки максимального КПД номинального рабочего колеса при относительной плотности (весе) жидкости равном 1,0. Значения скорости и амплитуды вибрации получены на основе базовых ограничений и округлены до двух значащих цифр, где: v v А A f - частота; n - частота вращения, выраженная в об/мин. | ||
Насосы, оснащенные датчиками близости, должны соответствовать предельным значениям вибрации для корпусов подшипников и валов.
Примечание - Полная предельная вибрация корпуса подшипника определяется только при определении среднеквадратических значений.
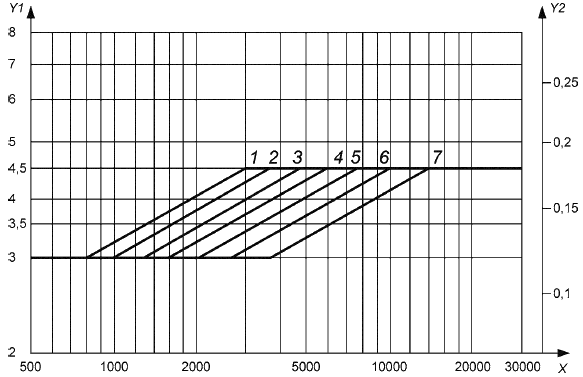
X - частота вращения, об/мин; Y1 - значение виброскорости, мм/с, СКЗ; Y2 - скорость вибрации, дюйм/с, СКЗ; 1 - Р3000 кВт/ступень; 2 - Р = 2000 кВт/ступень; 3 - Р = 1500 кВт/ступень; 4 - Р = 1000 кВт/ступень; 5 - Р = 700 кВт/ступень; 6 - Р = 500 кВт/ступень; 7 - Р
300 кВт/ступень
Примечание 1 - Формула перехода от 3,0 мм/с к 4,5 мм/с: v=3,0(n/3600)
[Р/300]
.
Примечание 2 - Допустимая вибрация для дискретных частот: v<0,67 v
- допустимое значение из рисунка 34.
Рисунок 34 - Допустимая вибрация для горизонтальных насосов с числом оборотов вала свыше 3600 об/мин или с поглощаемой мощностью свыше 300 кВт (400 л.с.) на ступень
Таблица 9 - Допустимая вибрация для вертикальных полупогружных насосов
Критерии | Место измерения вибрации | |
Корпус упорного подшипника скольжения насоса или монтажный фланец двигателя согласно рисунку 32 | Вал насоса (рядом с подшипником) | |
Тип подшипника насоса | ||
Все | Гидродинамический направляющий подшипник, смежный с доступной зоной вала | |
Вибрация при любой подаче в предпочтительном рабочем диапазоне | ||
Общие | v | А |
Дискретные частоты | v | для f<n: A |
Допустимое увеличение вибрации при подачах, выходящих за пределы предпочтительного рабочего диапазона, но остающихся в пределах допустимого рабочего диапазона | 30% | 30% |
Значения скорости и амплитуды вибрации найдены на основе базовых ограничений и округлены до двух значимых цифр, где: v v А A n - частота вращения, представленная в об/мин. | ||
6.9.3.7 При любой скорости от максимальной постоянной до скорости рабочего хода приводного механизма включительно вибрация не должна превышать 150% максимального значения при максимальной постоянной скорости.
6.9.3.8 Насосы с переменной частотой вращения должны работать во всем установленном диапазоне частот вращения без превышения допустимых значений вибрации, установленных в настоящем стандарте.
6.9.4 Балансировка
Рабочие колеса, балансировочные барабаны и основные аналогичные вращающиеся детали должны быть динамически сбалансированы в соответствии с классом G2.5 ГОСТ ИСО 1940-1. Масса балансировочной оправки не должна превышать массу балансируемой детали. Балансировка валов не требуется. Для роторов одноступенчатых насосов типа ВВ1 и ВВ2 с деталями, имеющими посадку с натягом, поставщик/изготовитель должен выбрать вариант балансировки ротора в сборе согласно 9.2.4.2 взамен балансировки основных вращающихся деталей по отдельности.
Балансировка детали должна происходить в одной плоскости, если величина отношения D/b по рисунку 35 не менее 6,0.
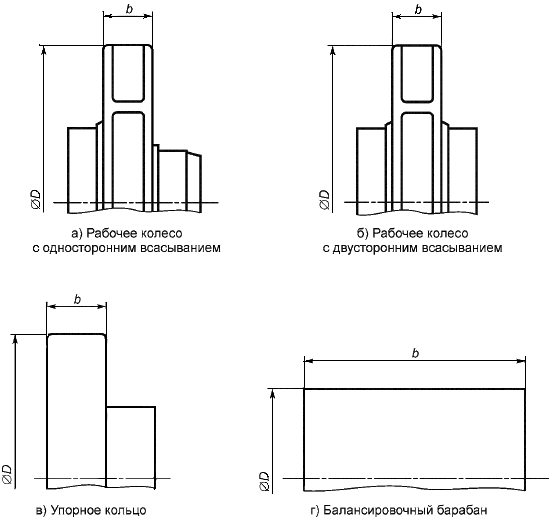
Примечание - b - ширина; D - диаметр
Рисунок 35 - Размеры вращающихся деталей, необходимые для балансировки в одной плоскости
6.9.4.3 Балансировка роторов должна происходить согласно требованиям соответствующих разделов, распространяющихся на конкретные типы насосов.
6.9.4.4 При необходимости, рабочие колеса, балансировочные барабаны и аналогичные вращающиеся детали должны динамически балансироваться согласно класса G1 ГОСТ ИСО 1940-1 (эквивалентен 4W/n в терминологии USC).
В единицах USC дисбаланс , унция-дюйм, определяют по формуле (6.2):
![]() , (6.2)
, (6.2)
где - константа;
- масса детали (деталей), (фунт); или нагрузка в расчете на цапфу балансировочной машины (для роторов), (фунт);
- частота вращения ротора насоса, об/мин.
![]() - допустимый баланс, в единицах USC. В международных стандартах дисбаланс определяется как класс точности балансировки по ГОСТ ИСО 1940-1.
- допустимый баланс, в единицах USC. В международных стандартах дисбаланс определяется как класс точности балансировки по ГОСТ ИСО 1940-1.
Каждый класс точности балансировки ГОСТ ИСО 1940-1 охватывает целый диапазон дисбалансов. Номинальные эквивалентные предельные значения в системе единиц USC, приведенные в настоящем стандарте, приблизительно соответствуют средней точке диапазона дисбаланса ГОСТ ИСО 1940-1.
При использованием современных балансировочных станков возможно осуществить балансировку деталей, устанавливаемых на их оправках, до значения U = 4W/n (в единицах измерения USC) (номинально эквивалентно классу G1 ГОСТ ИСО 1940-1) или с большей точностью в зависимости от массы сборочной единицы, и проверить дисбаланс сборочной единицы путем проверки остаточного дисбаланса. Однако эксцентриситет массы, е, связанный с дисбалансом менее чем U-8W/n (в единицах измерения USC) (что номинально эквивалентно классу G2.5 ГОСТ ИСО 1940-1), настолько мал [например, при U = AW/n (в единицах измерения USC) е = 0,000070 дюйма для сборочной единицы, работающей при скорости 3600 об/мин], что его значение не может быть сохранено, если она демонтирована и переделана. Поэтому классы балансировки компонентов ниже G2.5 (8W/n) (в единицах измерения USC) после указанных действий не повторяются.
6.10 Подшипники и корпуса подшипников
6.10.1 Подшипники
6.10.1.1 Каждый вал должен поддерживаться двумя радиальными подшипниками и одним осевым (упорным) подшипником двойного действия, который может быть соединен с одним из радиальных подшипников. Подшипники могут быть расположены одним из следующих вариантов:
- подшипники качения радиальные и упорные;
- гидродинамические радиальные и подшипники качения упорные;
- гидродинамические радиальные и упорные.
При отсутствии иных указаний, тип и расположение подшипника должны выбираться в соответствии с ограничениями, приведенными в таблице 10.
Таблица 10 - Выбор подшипников
Условие | Тип и расположение подшипников |
Частота вращения и долговечность радиальных и упорных подшипников в рамках предельных значений, установленных для подшипников качения и плотность энергии насоса ниже предельного значения | Подшипники качения, радиальный и упорный |
Частота вращения или долговечность радиальных подшипников, выходящие за предельные значения, установленные для подшипников качения | Гидродинамический радиальный; подшипник качения - упорный или гидродинамический, радиальный и упорный |
Частота вращения или долговечность радиальных и упорных подшипников, выходящие за предельные значения, установленные для подшипников качения или Плотность энергии насоса, превышающая установленное предельное значение | Гидродинамический, радиальный и упорный |
Предельные значения должны быть следующими: а) Частота вращения подшипника качения: Для всех типов подшипников ограничения по частоте, официально установленные изготовителем, не должны превышаться. Для шарикоподшипников коэффициент nd где d n - частота вращения, выраженная в об/мин. Примечание 1 - Ограничения по температуре подшипника, установленные в 6.10.2.4, могут лимитировать коэффициенты nd Примечание 2 - Роликовые и сферические подшипники имеют, как правило, более жесткие ограничения по скорости, чем шарикоподшипники. б) Срок службы роликовых подшипников определяется согласно 6.10.1.5 или 6.10.1.6. в) Гидродинамические радиальные и упорные подшипники должны использоваться, если плотность энергии составляет [т.е. произведение номинальной мощности насоса в кВт (л.с.), и номинальной скорости в об/мин] 4,0·10 | |
6.10.1.2 Упорные подшипники должны подбираться по размеру для непрерывной работы во всех установленных режимах, включая максимальный перепад давления, и соответствовать следующим требованиям:
а) все нагрузки должны определяться при одинарных и двойных расчетных внутренних зазорах;
б) осевые усилия, передаваемые через упругие внутренние муфты, должны рассчитываться с учетом предельно допустимых прогибов в соответствии с указаниями изготовителя муфт.
Если двигатель на роликовых подшипниках (без упорного подшипника) непосредственно соединен с валом насоса через муфту, следует считать, что передаваемая муфтой осевая нагрузка равна максимальной нагрузке двигателя;
в) осевые усилия, передаваемые через упругие муфты, должны рассматриваться как часть рабочей нагрузки любого из упорных подшипников в дополнение к осевой нагрузке от ротора к зубчатым колесам внутреннего зацепления, наблюдаемым в максимально допустимых условиях;
г) упорные подшипники должны обладать полной нагрузочной способностью, если изменено направление вращения ротора насоса.
6.10.1.3 Однорядные шарикоподшипники с глубоким желобом должны иметь внутренний радиальный зазор согласно Группе 3 [30], [внутренний зазор больше N (нормальный)]. Одно- и двухрядные подшипники не должны иметь канавок для ввода тел качения. Запрещается использовать неметаллические обоймы. Увеличение внутреннего зазора может привести к снижению нагрева смазки. Кроме того, при увеличении зазоров может увеличиться скорость вибрации. Изготовитель должен гарантировать, что величины роста температуры по 6.10.2.4 и вибрации по 6.9.3.6 соответствуют требованиям настоящего стандарта.
Примечание - В рамках настоящего положения Группа 3 [31] эквивалентна Группе 3 [30].
6.10.1.4 Упорные шарикоподшипники должны быть парными, однорядными, с контактом под углом 40° (0,7 рад) радиально-упорного типа (серия 7000) или по национальным стандартам государств, упомянутым в предисловии, как проголосовавших за принятие межгосударственного стандарта, с медными обоймами, прошедшими механическую обработку или по ГОСТ 520. Неметаллические обоймы не должны использоваться. Прессованные стальные обоймы должны использоваться с одобрения покупателя. Если не указано по-другому, подшипники должны устанавливаться по схеме "back-to-back" (вариант установки спаренных упорных шарикоподшипников). Необходимость в создании зазора или предварительной нагрузки должна определяться изготовителем в соответствии с назначением и требованиями к сроку эксплуатации подшипников, устанавливаемыми настоящим стандартом или по национальным стандартам государств, упомянутым в предисловии, как проголосовавших за принятие межгосударственного стандарта.
Примечание - Существуют области применения, в которых альтернативные расстановки подшипников могут оказаться приемлемыми, в частности, если подшипники работают непрерывно с минимальными осевыми нагрузками.
6.10.1.5 Срок эксплуатации роликовых подшипников (основной номинальный срок службы, L, для каждого подшипника или пары) должен быть рассчитан согласно ГОСТ 18855 и равняться не менее 25000 ч непрерывной эксплуатации в номинальных условиях, и не менее 16000 ч при максимальных радиальных и осевых нагрузках и номинальных скоростях.
Примечание 1 - ГОСТ 18855 устанавливает номинальный срок службы L, выраженный в миллионах оборотов. В промышленной практике принято выражать этот параметр в часах и обозначать как L
.
Примечание 2 - В рамках настоящего положения [32] эквивалентен ГОСТ 18855.
6.10.1.6 Срок службы системы подшипников (расчетный срок службы комбинированной системы подшипников в насосе) должен быть не менее 25000 ч при непрерывной эксплуатации в номинальных условиях и не менее 16000 ч при максимально допустимых радиальных и аксиальных нагрузках и номинальной скорости. Номинальный срок службы системы L
![]() , вычисляют по формуле (3):
, вычисляют по формуле (3):
![]() , (3)
, (3)
где
- номинальный срок службы,
, согласно ГОСТ 18855 для подшипника А;
- номинальный срок службы,
, согласно ГОСТ 18855 для подшипника В;
- номинальный срок службы,
, согласно ISO* ГОСТ 18855 для подшипника N;
________________
* Текст документа соответствует оригиналу. - .
- количество подшипников.
В случае необходимости по требованию должен быть рассчитан срок службы системы подшипников. Указания по определению срока службы системы подшипников приведены в М.2 (приложение М).
Примечание - Чтобы срок службы системы подшипников был 25000 ч и 16000 ч, необходимо, чтобы срок службы
каждого подшипника системы значительно превышал указанные значения.
6.10.1.7 Если нагрузки превышают несущую способность спаренных подшипников с угловым контактом, указанных в 6.10.1.5, в качестве альтернативы можно предложить систему роликовых подшипников.
6.10.1.8 Роликовые подшипники должны размещаться, крепиться и монтироваться в соответствии со следующими требованиями:
а) подшипники должны крепиться на вал по способу посадки с натягом и устанавливаться в корпусах с диаметральным зазором согласно [33]. Подшипники должны устанавливаться непосредственно на вал, в том числе посредством промежуточной втулки. Использование несущих корпусов в подшипниках возможно только с одобрения потребителя/заказчика.
б) подшипники должны монтироваться на валу с помощью заплечиков, муфты. Использование для этой цели пружинных стопорных колец и шайб не допускается.
в) устройство, используемое для крепления упорных подшипников на валу, должно включать только гайку, стопорную шайбу и ус.
Примечание - Настоящий подраздел применяется ко всем подшипникам качения, включая как шариковые, так и роликовые подшипники. Для некоторых роликовых подшипников, таких как цилиндрические роликовые подшипники, с раздельными дорожками качения, наличие диаметральных зазоров в корпусе является неприемлемым.
6.10.2 Корпуса подшипников
6.10.2.1 Корпуса подшипников должны быть установлены так, чтобы обеспечивалось их извлечение и замена без демонтажа привода и опор. Возможны альтернативные варианты установки по согласованию с потребителем/заказчиком.
6.10.2.2 Корпуса подшипников с системой подачи масла без давления должны иметь резьбовые и заглушаемые отверстия для залива и слива масла размером не менее DN 15 (1/2 NPS). Корпуса должны быть оснащены масленками постоянного уровня, объемом не менее 0,12 л (4 жидкие унции), с механизмом принудительного позиционирования уровня (не являющимся наружным винтом), термостойкими стеклянными колбами и защитными проволочными каркасами. Для обнаружения переполнения корпусов должны быть предусмотрены соответствующие устройства, например, смотровое окно или соответствующая заглушка. Указание необходимого уровня масла должно четко маркироваться на наружной стороне корпуса подшипника с использованием долговечных металлических бирок, отметок, в виде приливов на корпусе, или другими долговечными средствами. Уровнемерные стекла (смотровые окна) должны быть расположены так, чтобы надлежащая высота уровня масла находилась на уровне средней отметки. Потребитель/заказчик должен определить модель масленки.
6.10.2.3 Корпуса гидродинамических подшипников со смазкой под давлением должны располагаться таким образом, чтобы свести к минимуму пенообразование. Система слива должна поддерживать уровень масла и пены на уровне ниже торцевых уплотнений вала.
6.10.2.4 Должно обеспечиваться достаточное охлаждение, включая допуск на засор, для поддержания температуры масла и подшипника на основе установленных рабочих условий и температуры окружающего воздуха, равной 43°С (110°F), как изложено ниже:
а) для напорных систем температура выпуска масла должна быть не более 70°С (160°F), а температура металла подшипника (если установлены датчики температуры подшипников) должна быть не более 93°С (200°F). В процессе заводских испытаний и в наиболее неблагоприятных установленных рабочих условиях повышение температуры масла подшипников не должно быть более 63°С (146°F);
б) для систем с кольцевой смазкой или систем разбрызгивания масла температура маслосборника должна быть ниже 82°С (180°F). В процессе заводских испытаний повышение температуры отстойного масла не должно превышать температуру среды испытательной ячейки на величину более 88°С (190°F), а температура кольца не должна быть более 93°С (2000°F), если поставляются датчики температуры подшипников.
Примечание - Насосы, оборудованные системами кольцевой смазки или разбрызгивания масла, обычно не достигают температурной стабилизации в процессе краткосрочных рабочих испытаний, а иногда - ив течение четырехчасовых испытаний. Процесс проведения испытаний на температурную стабилизацию приведен в 8.3.4.2.1.
6.10.2.5 Если требуется водяное охлаждение, предпочтительными являются охлаждающие змеевики. Змеевики (включая фитинги) должны быть изготовлены из цветного металла или из аустенитной нержавеющей стали и не должны иметь внутренних обжимных соединений. Трубопровод или труба должны быть минимальной толщины, равной 1,0 мм (0,040 дюйма), а их наружный диаметр должен быть не менее 12 мм (0,50 дюйма). Водяные рубашки, если они используются, должны иметь только наружные соединения между верхней и нижней рубашками корпуса и не должны иметь уплотненных или резьбовых соединений, через которые вода могла бы утекать в бачок для масла. Водяные рубашки должны проектироваться с расчетом на охлаждение масла, а не внешнего кольца подшипника.
Примечание - Охлаждение наружного кольца может уменьшить внутренний зазор подшипника и привести к повреждению подшипника.
6.10.2.6 Корпуса для подшипников качения должны проектироваться так, чтобы предотвратить загрязнение влагой, пылью и другими посторонними предметами. Это должно достигаться без внешнего технического обслуживания, например, продувки воздухом. Корпуса подшипников должны оснащаться сменными уплотнениями типа лабиринтного или магнитного уплотнения и дефлекторами в местах, где вал проходит через корпус. Манжетные уплотнения не должны использоваться. Уплотнения и дефлекторы должны быть изготовлены из искроустойчивых материалов. Конструкция уплотнений и дефлекторов должна эффективно сохранять масло в корпусе и предотвращать попадание посторонних материалов в корпус.
Примечание - Многие потребители считают, что чистый алюминий и алюминиевые сплавы с максимальным содержанием магния 2% и меди 0,2%, а также медь и сплавы на ее основе (т.е. латунь или бронза) являются искроустойчивыми. Тем не менее некоторые стандарты, такие, как [34], запрещают использование алюминия и неметаллических материалов в потенциально взрывоопасных атмосферах.
6.10.2.7 В случае использования смазки масляным туманом, следует соблюдать требования по 6.10.2.7.1 или по 6.10.2.7.2.
6.10.2.7.1 В случае использования смазки чистым масляным туманом, подшипники и корпуса подшипников должны отвечать следующим требованиям:
а) Для подачи масляного тумана должно быть предусмотрено резьбовое входное соединение диаметром 6 мм (NPS 1/4) на корпусе или торцевой крышке каждого роликового отсека, подшипникового гнезда либо торцевого уплотнения корпуса подшипника.
б) Соединения для подачи масляного тумана должны быть расположены так, чтобы последний мог легко попадать между роликами подшипников.
Примечание - Переводники и фитинги для подачи масляного тумана, как правило, устанавливаются на месте эксплуатации.
в) Не должны использоваться смазочные кольца или пальцы и масленки с постоянным уровнем, указатели уровня масла не требуются.
г) Дренажные и все другие (например, подающие) отверстия для масла в корпусах подшипников должны оборудоваться заглушками, предотвращающими перетекание масляного тумана в обход подшипников.
д) Система водяного охлаждения не должна быть предусмотрена.
Примечание - При рабочих температурах, превышающих 300°С (570°F), корпуса подшипников со смазкой чистым масляным туманом могут нуждаться в особых приспособлениях для снижения нагрева дорожек подшипников с помощью теплоотвода. Используются такие приспособления, как:
- пальцы с емкостным охлаждением;
- валы из нержавеющей стали с низкой теплопроводностью;
- тепловые барьеры;
- принудительное воздушное охлаждение;
- смазка продувочным масляным туманом (вместо чистого масляного тумана с охлаждением масла в маслоотстойнике).
6.10.2.7.2 В случае смазки продувочным масляным туманом подшипники и их корпуса должны отвечать требованиям а)-г):
а) на верхней половине корпуса подшипника должно иметься резьбовое отверстие диаметром 6 мм или 12 мм (NPS 1/4 или 1/2) для подачи масляного тумана, которое служит одновременно вентиляционным и наливным отверстием;
б) следует использовать масленки постоянной смазки, а на корпусе подшипника должна иметься метка, регистрирующая уровень масла. Смазка подшипников осуществляется с использованием стандартной масляной ванны, пальца или системы смазочных колец;
в) масленки постоянной смазки с визуальным контролем подачи масла должны оборудоваться устройством контроля переполнения, позволяющим избыточному коалесцированному маслу, образующемуся из нефтяного тумана, удаляться с корпуса подшипника таким образом, чтобы уровень масла в маслосборнике был всегда постоянным. Масло должно содержаться в контейнере, не позволяющем ему вытекать на фундаментную плиту.
г) масленки постоянной смазки с визуальным контролем подачи должны иметь отводные трубы, что позволит им работать при том же внутреннем давлении, что и корпуса подшипников, не пропускать избыточный туман на корпус подшипника и не допускать перелива масла на плиту фундамента.
6.10.2.7.3 Для смазки как чистым, так и продувочным масляным туманом, дренажное отверстие должно располагаться на дне корпуса подшипника с целью обеспечения полного отвода масла по 6.10.2.7.5.
6.10.2.7.4 Для смазки как продувочным, так и чистым масляным туманом не подходят системы герметизированных подшипников либо подшипников с защитной шайбой.
6.10.2.7.5 Фитинги для распределения и отвода масляного тумана должны обеспечиваться потребителем. При отсутствии иных указаний, прямые переходники должны поставляться поставщиками/изготовителя оборудования.
6.10.2.8 Корпуса для кольцевых подшипников с масляной смазкой должны изготавливаться с отверстиями (закрываемыми) для визуального контроля состояния смазочных колец при эксплуатации насоса.
6.10.2.9 Все корпуса подшипников должны иметь углубления в местах, показанных на рисунках 31-33, для облегчения последовательных измерений вибрации. Углубления должны использоваться для точного позиционирования ручного датчика вибраций с удлиненным "зондом". Углубления должны быть либо литыми, либо подвергнутыми механической обработке, а их номинальная глубина должна составлять 2 мм (0,080 дюйма) с углом наклона 120°.
6.10.2.10 При наличии указаний, корпуса подшипников должны иметь резьбовое соединение (резьбовые соединения) для установки датчиков вибрации в соответствии с [28]. Если поставляются крепежные детали с метрической резьбой, то она должна быть М8
1,25, рисунки 31-33.
6.10.2.11 Для измерения вибрации, использующей магнитное поле, должна быть предусмотрена плоская поверхность установки диаметром не менее 25 мм (1 дюйм).
6.10.2.12 Потребитель/заказчик должен указать возможность использования синтетического масла и указать его тип. Поставщик/изготовитель должен гарантировать совместимость внутреннего покрытия корпуса, соприкасающегося с подшипником с указанным типом масла.
6.11 Смазка
6.11.1 При отсутствии иных указаний подшипники и их корпуса рассчитываются на применение минерального (углеводородного) масла.
6.11.2 В руководстве по эксплуатации и техническому обслуживанию должно быть описано, как система смазки обеспечивает циркуляцию масла.
6.11.3 Если указано, должны быть созданы условия для использования либо смазки чистым маслом, либо смазки продувочным масляным туманом (в части соответствующих требований, согласно 6.10.2.7).
6.11.4 Подшипники качения должны иметь консистентную смазку, отвечающую следующим требованиям:
а) Срок службы консистентной смазки (промежуток времени, по прошествии которого требуется новая смазка) должен оцениваться с использованием метода, рекомендованного поставщиком/изготовителем подшипников, или с использованием альтернативного метода, одобренного потребителем/заказчиком.
б) Не должна использоваться консистентная смазка, если оцененный срок ее службы составляет менее 2000 ч.
в) Если оцененный срок службы консистентной смазки составляет более 2000 ч, но менее 25000 ч, то должны быть созданы условия для повторной смазки подшипников в процессе эксплуатации, а также для эффективного удаления старой или избыточной консистентной смазки. Поставщик/изготовитель должен рекомендовать потребителю/заказчику, через какой промежуток времени следует провести повторную смазку.
г) Если оцененный срок службы консистентной смазки составляет более 25000 ч, то питатели консистентной смазки или любая другая система для введения смазки в процессе эксплуатации могут не устанавливаться.
6.12 Материалы
6.12.1 Общие положения
6.12.1.1 Потребитель/заказчик должен определить класс материалов для деталей насоса. В таблице Ж.1 (приложение Ж) рассмотрены классы материалов, которые могут подходить для разных условий эксплуатации. Альтернативные материалы, рекомендуемые поставщиком/изготовителем, включая материалы, которые могут продлить срок службы деталей и улучшить рабочие характеристики насосов, также должны быть включены в заявку и перечислены в листах технических данных.
6.12.1.2 Технические требования к материалам всех деталей, в соответствии с таблицей И.1 (приложение И), должны быть прописаны в заявке поставщика/изготовителя. Материалы должны быть идентифицированы путем ссылок на применимые международные стандарты, включая класс материалов в соответствии с таблицами И.2 и И.3 (приложение И) и могут использоваться в качестве руководства. Если материалы отсутствуют в международных стандартах, можно использовать национальные или другие стандарты. Если идентификация невозможна, технические требования к материалам поставщика/изготовителя, определяющие их физические свойства, химический состав и требования к испытаниям, должны быть включены в заявку.
6.12.1.3 Технические требования к материалам, из которых изготовлены все прокладки и уплотнительные кольца, подвергаемые воздействию со стороны перекачиваемой жидкости, должны быть идентифицированы в заявке. Уплотнительные кольца должны выбираться в соответствии с ГОСТ 32600.
6.12.1.4 Детали насоса, к которым предъявляются требования, касающиеся их прочности и целостности под давлением, обозначаются по таблице И.1 как "полностью соответствующие материалы" и должны отвечать всем положениям согласованных технических требований. Все другие характеристики (например, коррозионная стойкость рассматривается в первую очередь) должны только соответствовать установленному химическому составу. Материалы вспомогательных трубопроводов рассматриваются в 7.5.
6.12.1.5 Поставщик/изготовитель должен определить дополнительные испытания и процедуры проверки для материалов. Потребитель/заказчик должен определить, требуются ли дополнительные испытания и проверки, особенно материалов, используемых для деталей, критически оцениваемых покупателем. Требования к испытаниям и проверкам, установленные покупателем, должны идентифицироваться в разделе "замечания" листов технических данных, приведенных в приложении Р.
6.12.1.6 Материалы для насосов должны соответствовать требованиям таблицы И.1 (приложение И). Литые корпуса (Класс I-1 или I-2 в таблице И.1 (приложение И)) могут быть предложены только для варианта с максимально допустимым рабочим давлением не более 1725 кПа (17,25 бар; 250 psi) согласно 6.3.5.
6.12.1.7 Если детали из аустенитной нержавеющей стали подвергаются воздействиям, которые могут способствовать межкристаллической коррозии, то они должны быть изготовлены из низкоуглеродистой или стабилизированной стали и покрыты твердым сплавом; наплавлены или отремонтированы путем сварки.
Примечание - Покрытия или твердые поверхности, содержащие более 0,10% углерода, могут повышать чувствительность как марок низкоуглеродистой аустенитной нержавеющей стали, так и марок стабилизированной аустенитной нержавеющей стали, если только не применяется буферный слой, который нечувствителен к межкристаллической коррозии.
6.12.1.8 Если указано, поставщик/изготовитель должен предоставить сертификаты на материалы, которые включают результаты химического анализа и механические свойства контрольных образцов из тех же плавок, материал из которых должен поставляться для отливок и поковок, рабочих колес и валов. Если не определено иное, ниппели трубопроводов, вспомогательные трубопроводные компоненты и болтовые соединения должны быть исключены из этого требования.
6.12.1.9 Потребитель/заказчик должен определить эрозионные и коррозионные агенты (включая их следы), представленные в технологических жидкостях и окружающей среде на месте эксплуатации, включая детали, которые могут вызывать коррозионное растрескивание или воздействие на эластомеры.
Примечание 1 - Типовыми агентами, представляющими угрозу эластомеру, являются сероводород, амины, хлориды, бромиды, йодиды, цианиды, фториды, нафтеновая кислота и политионовая кислоты. Другие агенты, влияющие на выбор эластомера, включают кетоны, этиленоксид, едкий натр, бензол и растворители.
Примечание 2 - Если в перекачиваемой жидкости присутствуют хлориды с концентрацией выше 10 мг/кг (10 мг/м) нержавеющую сталь следует использовать с осторожностью.
6.12.1.10 Если указан тип покрытия, согласованный между потребителем/заказчиком и поставщиком/изготовителем, то он должен наноситься на рабочие колеса и другие смачиваемые детали для сведения к минимуму коррозии. Если покрытия наносятся на вращающиеся компоненты, после их нанесения должна быть проведена приемочная балансировка. Последовательность действий по балансировке и нанесению покрытий на вращающиеся компоненты должна быть согласована. Раздел "замечания" листов технических данных, приведенный в приложении Р, должен использоваться для установления требований к нанесению покрытий.
Вращающиеся детали должны быть отбалансированы перед нанесением покрытий с тем, чтобы свести к минимуму коррекцию балансировки для областей с покрытиями. Путем сведения к минимуму областей, на которые необходимо повторно нанести покрытия, заключительная проверочная балансировка после ремонта покрытий может не потребоваться.
6.12.1.11 Если используются сопрягаемые детали, например, шпильки или болты из аустенитной нержавеющей стали или из материалов с аналогичной тенденцией к истиранию, то они должны смазываться противозадирным составом, совместимым с материалом (материалами) и установленной технологической жидкостью (жидкостями).
Примечание - Значения момента, требуемые для обеспечения необходимой предварительной нагрузки, могут изменяться в зависимости от смазочного материала для резьбы.
6.12.1.12 Потребитель/заказчик должен указать минимально допустимое значение присутствующего влажного сероводорода H
S в нормальных производственных условиях, а также в условиях пуска, останова, простоя, при сбоях в работе оборудования и в нестандартных условиях, например, при регенерации катализатора. Во многих случаях небольших количеств сероводорода достаточно, чтобы использовать материалы, стойкие к коррозионному растрескиванию под действием сульфидов. Если известно, что присутствуют следы влажного сероводорода или что существует неопределенность в отношении количества влажного сероводорода, который может присутствовать, потребитель/заказчик должен указать в листах технических данных, что необходимы материалы, стойкие к коррозионному растрескиванию под действием сульфидов.
6.12.1.12.1 Потребитель/заказчик должен определиться с необходимостью материалов с пониженной твердостью.
6.12.1.12.2 Если в 6.12.1.12.1 указаны материалы с пониженной твердостью, они должны поставляться в соответствии с [35].
Примечание - [35] применим в отношении нефтеперерабатывающих заводов, установок сжижения природного газа и химических предприятий, а также в отношении материалов, потенциально подверженных сульфидному коррозионному растрескиванию под напряжением.
6.12.1.12.3 При необходимости, материалы с пониженной твердостью поставляются в соответствии с [36].
Примечание 1 - В рамках настоящего пункта [37] эквивалентно [36].
Примечание 2 - [36], [38], [39] эквивалентны [37] и применяются для материалов, потенциально подверженных сульфидному и хлоридному коррозионному растрескиванию под напряжением на объектах нефтегазовой промышленности и установках газоочистки.
6.12.1.12.4 Если требуется применение материалов с пониженной твердостью, черные металлы, не рассматриваемые в [35], [36], [37] должны иметь предел текучести не выше 620 Н/мм (90000 psi) и твердость не более HRC 22. Сварные элементы должны пройти послесварочную термообработку для того, чтобы как швы, так и зоны термического влияния соответствовали требованиям по твердости и пределу текучести.
Примечание - В рамках настоящего пункта [37] эквивалентно [36].
6.12.1.12.5 Если требуется применение материалов с пониженной твердостью, то ей должны обладать следующие детали:
а) корпус, работающий под давлением;
б) валы (включая смачиваемые гайки вала);
в) торцевые уплотнительные компоненты, удерживающие давление (исключая уплотняющие поверхности);
г) смачиваемые болтовые соединения;
д)цилиндры.
Внутренние детали корпуса двухкорпусных насосов, находящиеся под давлением, например, диффузоры, не рассматриваются как детали корпуса под давлением.
6.12.1.12.6 Сменные кольца щелевых уплотнений рабочих колес, которые должны пройти сквозную закалку для достижения твердости, превышающей HRC 22 (твердость по шкале Роквелла), не должны использоваться для работы насоса в кислой среде. Поверхность таких колец должна быть закалена или на нее может быть нанесено подходящее покрытие. С согласия покупателя вместо использования поставляемых сменных колец щелевых уплотнений можно подвергнуть закалке или упрочнить изнашиваемые поверхности путем нанесения на них подходящих покрытий.
6.12.1.13 Низкоуглеродистые стали должны быть чувствительны к надрезам и не склонны к хрупкому разрушению даже при комнатной температуре. Поэтому следует использовать только полностью спокойные нормализованные стали, имеющие структуру с мелким зерном.
6.12.1.14 При контакте разнородных материалов с существенно отличающимися электрохимическими потенциалами с раствором электролита, могут образоваться гальванические пары, которые приводят к серьезной коррозии менее инертного материала. Поставщик/изготовитель должен выбрать материалы для исключения условий, которые могут привести к электрохимической коррозии. Если такие условия не могут быть исключены, потребитель/заказчик и поставщик/изготовитель должны согласовать выбор материалов, а также необходимые меры предосторожности. В этих ситуациях необходимо руководствоваться [40], как источником для выбора подходящих материалов.
6.12.1.15 Корпуса подшипников, несущие покрытия корпусов подшипников и траверсы между корпусами или крышками насосов и корпусами подшипников должны быть стальными, за исключением насосов, изготовленных в соответствии с таблицей И.1, класса I-1 или I-2. Опоры приводов вертикальных насосов, в которых для поддержки валов используются упорные подшипники, должны быть стальными.
6.12.2 Отливки
6.12.2.1 Поверхности отливок должны очищаться путем пескоструйной, дробеструйной, химической обработки или любым другим стандартным методом, отвечающим визуальным требованиям [41]. Заусенцы, образующиеся в результате отделения от формы, и остатки литников и литейной прибыли должны быть обломаны, спилены или смыты.
6.12.2.2 Использование жеребеек в отливках, предназначенных для работы под давлением должно быть минимальным. Жеребейки должны быть чистыми и свободными от коррозии (разрешается нанесение гальванического покрытия), а по составу совместимы с отливкой. Жеребейки не должны использоваться в отливках рабочих колес.
6.12.2.3 Отливки из черных металлов, рассчитываемые на предельное давление, и отливки рабочих колес не должны ремонтироваться путем сварки, проковки сварного места, грубой очистки поверхности, выжиганием или пропиткой за исключением следующих случаев:
а) стальные отливки, выполненные из сталей свариваемых марок должны ремонтироваться путем сварки в соответствии с 6.12.3. Ремонт сварных швов должен проверяться в соответствии со стандартом качества, используемым для проверок отливок.
б) чугунные отливки должны ремонтироваться путем проковки сварного места в соответствии с техническими требованиями к материалу. Отверстия, просверленные для пробок, должны быть тщательно проверены с использованием капиллярной дефектоскопии для того, чтобы удостовериться в удалении всех дефектных слоев материалов. Все остальные ремонты должны быть согласованы с потребителем/заказчиком.
6.12.2.4 Не должны использоваться полностью закрытые стержневые полости, образуемые путем проковки, сварки или сборки.
6.12.2.5 В случае ремонта отливок, изготовленных на предприятии поставщика/изготовителя, ремонтные процедуры, включающие использование карт сварных швов, должны быть согласованы с потребителем/изготовителем. Потребитель/заказчик должен определиться перед тем, как приступить к ремонту. Ремонт, проводимый на уровне литейного цеха, должен контролироваться на основе технических требований к материалу отливок ("производственные технические требования").
6.12.2.6 Корпуса, работающие под давлением, изготовленные из углеродистой стали, должны быть термически обработанными, т.е. пройти процессы нормализации и отпуска.
6.12.3 Сварка
6.12.3.1 Сварка и ремонт сварных швов должны проводиться операторами в соответствии с учетом требований, установленных в таблице 11 или по национальным стандартам государств, упомянутых в предисловии, как проголосовавших за принятие международного стандарта. Поставщик/изготовитель может направить на одобрение покупателя альтернативные стандарты. Для этой цели может использоваться лист технических данных по сварке и проверке материала (приложение П).
Таблица 11 - Требования к сварке
Требование | Применяемый код или стандарт |
Квалификация сварщика/оператора | [42] или [43] |
Квалификация процедуры сварки | Применимые технические требования к материалам или, если процедуры сварки не охватываются техническими требованиями к материалам [44], [42] или [45] |
Сварка конструкций, не удерживающих давление, например, опорных плит или опор | [46] |
Проверка кромки листов с использованием магнитно-порошковой или капиллярной дефектоскопии | [47], раздел 1, UG-93(d) |
Термообработка сварных соединений после сварки | Применимые технические требования к материалам [48], [47] или [45] |
Послесварочная термообработка заводских корпусов | Применимые технические требования к материалам [48] или [47] |
Примечание - В рамках настоящего пункта [49] эквивалентно [46].
6.12.3.2 Поставщик/изготовитель несет ответственность за проверку отремонтированных сварных швов, чтобы обеспечить их надлежащую термообработку и неразрушающий контроль на соответствие требованиям применяемых квалификационных процедур в 6.12.3.1 и 8.2.2.1.
6.12.3.3 Корпуса, работающие под давлением, изготовленные из материалов, обрабатываемых давлением, или комбинаций литых и обработанных давлением материалов, должны соответствовать условиям, установленным в а)-г) (см. ниже). Эти требования не распространяются на патрубки корпусов и вспомогательные соединения по 6.12.3.4.
а) доступные поверхности сварных швов должны проверяться с использованием магнитно-порошковой или капиллярной дефектоскопии (после повторной очистки или поверхностной резки) и снова после термообработки сварных соединений. В случае аустенитных нержавеющих сталей поверхности сварных швов должны проверяться после термической обработки (отжига).
б) сварные швы, работающие под давлением, включая сварные швы корпуса, к которому привариваются осевые и радиальные соединительные фланцы, должны быть со сварными швами, полученными проплавлением основного металла.
в) термообработка сварного соединения должна проводиться независимо от его толщины.
г) кромки листов должны проверяться с использованием магнитопорошковых или капиллярных методов неразрушающего контроля, как указано в [47], или по ГОСТ 21105, ГОСТ 18442.
6.12.3.4 Соединения, приваренные к корпусам, работающим под давлением, должны устанавливаться, как указано в а)-г) (см. ниже).
а) Крепление всасывающих и нагнетательных патрубков должно осуществляться сварными швами, полученными сваркой оплавлением. Фланцы с шейками под приварку должны использоваться для насосов, работающих с воспламеняемыми или опасными жидкостями. Разнородные металлические сварные конструкции не должны использоваться.
б) Вспомогательный трубопровод, приваренный к корпусам из легированной стали, должен изготавливаться из материала с такими же свойствами, как и материал корпусов, или должен быть изготовлен из низкоуглеродистой аустенитной нержавеющей стали. Другие материалы, совместимые с материалами корпуса, могут использоваться, с одобрения потребителя/заказчика.
в) Термическая обработка сварных соединений, если она требуется, должна проводиться после окончательной сварки всех сварных швов, включая сварные швы трубопровода.
г) Если указано, предложенные конструкции соединений должны направляться на утверждение потребителя/заказчика перед изготовлением. На чертежах должны быть представлены конструкции сварных соединений, размеры, материалы, предварительная и последующая термообработка сварных швов.
д) Сварные швы всасывающих и нагнетательных патрубков должны проверяться с использованием магнитно-порошковой или капиллярной дефектоскопии после повторной очистки или поверхностной резки и снова после термообработки сварных соединений или, в случае аустенитных нержавеющих сталей, после термической обработки на твердый раствор. Потребитель/заказчик должен определиться с необходимостью дополнительной проверки:
1) сварных швов вспомогательных соединений магнитно-порошковой или капиллярной дефектоскопией;
2) ультразвуковой или радиографической дефектоскопией сварных швов корпуса.
6.12.4 Эксплуатация насосов при низких температурах
6.12.4.1 Потребитель/заказчик должен определить минимальную расчетную температуру металла, при которой будет работать насос. Эта температура должна использоваться для установления требований к испытаниям ударной вязкости. Обычно значение этой температуры должно быть меньше минимальной температуры окружающей среды или минимальной температуры перекачиваемой жидкости. Однако потребитель/заказчик может установить минимальную расчетную температуру металла на основе свойств жидкости, перекачиваемой насосом, например, эта температура может соответствовать температуре автоматического охлаждения при пониженном давлении.
6.12.4.2 Во избежание хрупких разрушений конструкционные материалы при работе в условиях низких температур должны соответствовать минимальной расчетной температуре металла в соответствии с установленными требованиями. Потребитель/заказчик и поставщик/изготовитель должны согласовать меры предосторожности, необходимые в отношении условий, которые могут возникнуть в процессе эксплуатации, технического обслуживания, транспортировки, монтажа, ввода в эксплуатацию и испытаний.
Соответствие материала условиям эксплуатации при температуре ниже точки перехода от вязкого к хрупкому состоянию зависит от выбора способа его изготовления и метода сварки. Опубликованные в международных стандартах (таких, как ASME BPVC и ANSI) расчетные данные по предельно допустимым напряжениям для металлических материалов основаны на минимальных значениях прочности при растяжении. Некоторые стандарты не делают разницы между кипящими, полууспокоенными и успокоенными горячекатаными нормализованными материалами, а также между крупно- и мелкозернистыми материалами. В связи с этим поставщик/изготовитель должен проявлять осторожность при выборе марки, метода изготовления и способа сварки материалов, эксплуатация которых будет проходить при температуре ниже 40°C (100°F).
6.12.4.3 Потребитель/заказчик должен определить, какой из стандартов: (все части) [48] или глава 1 [47] или по национальным стандартам государств, упомянутых в предисловии, как проголосовавших за принятие межгосударственного стандарта - будет регламентировать ход испытаний ударной вязкости материалов.
6.12.4.4 Основная толщина, используемая для определения требований к испытаниям ударной вязкости, должна быть больше, чем:
а) номинальная толщина наибольшего стыкового сварного соединения;
б) наибольшая номинальная толщина деталей, работающих под давлением, исключая:
1) опорные детали конструкции, например лапы или кронштейны;
2) детали увеличенной толщины, необходимые для обеспечения жесткости, что позволяет уменьшить прогиб вала;
3) детали конструкции, необходимые для крепления или присоединения рубашек или камер уплотнений.
6.12.4.5 При использовании главы 1 [47] согласно 6.12.4.3 необходимо использовать:
а) Все работающие под давлением стали, применяемые при температуре ниже установленной расчетной температуры в диапазоне минус 29°С (минус 20°F) должны пройти испытания ударной вязкости по Шарпи (cV-образным надрезом) как для металла основы, так и для сварных соединений, если в стандарте [46] или по ГОСТ 9454 не указано, что для них такие испытания необязательны.
б) Детали, работающие под высоким давлением, изготовленные из углеродистых и низколегированных сталей, эксплуатируемые в диапазоне минимально допустимых расчетных температур от минус 30°С (минус 20°F) до 40°С (100°F) должны подвергаться испытаниям на ударную вязкость в соответствии со следующими требованиями:
- для деталей толщиной не более 25 мм (1 дюйм) испытание на ударную вязкость не должны проводиться;
- для деталей с основной толщиной более 25 мм (1 дюйм) испытания на ударную вязкость проводятся в соответствии с главой 1, USC-66 [47]. Минимальная расчетная температура металла без испытаний на удар должна быть снижена, как показано на рисунке UCS-66.1 [47]. Если материал не освобождается от таких испытаний, результаты испытания на ударную вязкость по/или с использованием образца с V-образным надрезом должны отвечать минимальным требованиям к энергии удара согласно главе 1 UG-84 [47] или ГОСТ 9454.
6.13 Паспортные таблички и указатели направления вращения
6.13.1 Маркировочную табличку следует надежно крепить в доступном для обзора месте на основной детали или на главной части вспомогательного оборудования.
6.13.2 На маркировочной табличке должна быть нанесена информация в единицах измерений, согласующихся с единицами измерений, используемыми в листе технических данных:
а) Завод изготовитель, год изготовления;
б) типоразмер и номер модели;
в) серийный номер;
г) номинальная подача;
д) номинальный напор;
е) давление гидравлических статических испытаний корпуса;
ж) частота вращения;
и) идентифицирующие номера подшипников, указанные их изготовителем (если имеются);
к) максимальное допустимое рабочее давление (MAWP);
л) базовая температура для определения MAWP.
6.13.3 В дополнение к информации, нанесенной на маркировочную табличку, на корпусе насоса должен быть нанесен серийный номер изделия.
6.13.4 Стрелки, показывающие направление вращения ротора и движения перекачиваемой среды, должны быть отлиты на каждой основной вращающейся детали оборудования или прикреплены к ней на видном месте.
6.13.5 Маркировочные таблички и указатели направления вращения (при наличии) должны быть изготовлены из аустенитной нержавеющей стали или медно-никелевого сплава [эквивалента Монель]. Крепежные болты должны быть из того же материала, что и табличка с указателем вращения. Приварка как метод крепления табличек запрещена.
7 Вспомогательное оснащение
7.1 Приводы
7.1.1 Мощность приводного устройства должна выбираться в соответствии с указанными условиями эксплуатации. Подшипники, механические уплотнения, внешнее зацепление, муфты соединения (при наличии) должны соответствовать действующим техническим условиям, указанным в заказной спецификации и листе технических данных при заказе. Привод должен обеспечивать надежную эксплуатацию на площадках и при энергоресурсах, указанных заказчиком.
7.1.2 Мощность привода должна выбираться с учетом указанных возможных изменений параметров процесса: давление, температура, свойства используемых жидкостей, а также режимов пуска оборудования в заводских условиях.
7.1.3 При отсутствии других указаний, для вращающихся деталей с массой более 250 кг (500 фунтов), нижние опоры должны оснащаться вертикальными винтовыми домкратами.
7.1.4 Двигатели должны иметь паспортные таблички с указанием номинальной мощности, эксплуатационных показателей (при наличии), как минимум превышающий на несколько процентов расчетную мощность в номинальных рабочих условиях насоса, согласно таблице 12. Вместе с тем мощность в номинальных условиях не должна превышать значения, указанного на паспортной табличке двигателя. Минимально допустимая номинальная мощность двигателя должна составлять 4 кВт (5 л.с.). Если это приведет к необоснованному увеличению мощности двигателя, то потребителю/заказчику должно направляться альтернативное предложение.
Таблица 12 - Номинальные мощности приводов двигателей
Номинальная мощность в табличке | Процент расчетной мощности насоса, % | |
кВт | л.с. | |
<22 | <30 | 125 |
22-55 | 30-75 | 115 |
>55 | >75 | 110 |
7.1.5 Потребитель/заказчик должен определить тип двигателя, его характеристики и вспомогательные устройства, включая:
а) электрические характеристики;
б) режимы запуска (включая предполагаемое падение напряжения при запуске);
в) тип защиты;
г) уровень звукового давления;
д) классификацию зоны, основываясь на действующем нормативном документе или на [8] или [50];
е) тип изоляции;
ж) требуемый эксплуатационный показатель;
и) температуру окружающей среды и высоту над уровнем моря;
к) потери в передаче;
л) датчики температуры, датчики вибрации и нагреватели, если они требуются;
м) критерии оценки вибрации;
н) применимость [51], [52], [29]; [53] или [54].
7.1.6 При отсутствии других указаний, двигатель должен быть способен разгонять насос до номинальной скорости 80% при закрытии нагнетательного клапана.
Некоторые насосы оборудуются байпасами, в случае необходимости, используются альтернативные условия запуска.
7.1.7 При отсутствии других указаний, двигатели вертикальных насосов должны иметь массивные валы. Если упорный подшипник насоса находится в двигателе, то он должен отвечать требованиям рисунка 36 по допускам для приводного вала и базы.
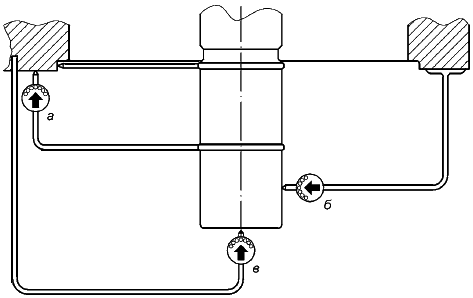
а) перпендикулярность сопряженных поверхностей вала и привода 25 мкм (0,001 дюйма) TIR;
б) максимальное отклонение вала со свободно вращающимся ротором 25 мкм (0,001 дюйма) TIR;
в) максимальное осевое смещение 125 мкм (0,005 дюйма) TIR
Все измерения должны проводиться с приводом в вертикальном положении.
Рисунок 36 - Приводы вертикальных насосов. Допуски для приводного вала и базы
7.1.8 Подшипники в системах приводов, рассчитанные на радиальные и аксиальные нагрузки, передаваемые насосами, должны соответствовать следующим требованиям:
а) Подшипники качения должны выбираться исходя из максимального срока эксплуатации, согласно ГОСТ 18855 (ИСО 281-89), который должен составлять не менее 25000 ч непрерывной работы в номинальных условиях.
б) Подшипники качения должны выбираться исходя из базового номинального срока службы не менее 16000 ч при максимальной прилагаемой несущей нагрузке (радиальной, осевой или суммарной) с указанными внутренними зазорами для насоса, в два раза превышающей расчетную величину или при работе в точке, лежащей между минимальной постоянной стабильной подачей и номинальной подачей. Вертикальные двигатели мощностью выше 750 кВт (1000 лошадиных сил), оснащенные сферическими или коническими роликовыми подшипниками, могут иметь в наихудших условиях срок службы менее 16000 ч, в отсутствии скольжения в условиях нормальной эксплуатации. В таких случаях поставщик/изготовитель устанавливает в заявке более короткий расчетный срок службы.
в) Для вертикальных двигателей и ортогональных зубчатых передач упорные подшипники скольжения должны находиться на не приводном конце и должны ограничивать осевое смещение до 125 мкм (0,005 дюйма).
г) Однорядные шариковые подшипники с глубокими дорожками качения должны иметь радиальный внутренний зазор в соответствии с группой 3 [30] [больше, чем внутренний зазор N (нормальный)]. Одно- и двухрядные подшипники не должны иметь канавок для ввода тел качения.
д) Упорные подшипники скольжения должны проектироваться так, чтобы выдерживать максимальную осевую нагрузку, создаваемую в насосе при пуске, остановке или работе при любой подаче.
е) Гидродинамические упорные подшипники должны выбираться при менее чем 50% номинальном значении, установленном изготовителем подшипников, при удвоенных внутренних зазорах насоса согласно 6.7.4.
7.1.9 Если не указано иное, приводы турбин должны соответствовать [55]. Приводные механизмы турбин должны быть рассчитаны таким образом, чтобы обеспечивать в постоянном режиме 110% от номинальной мощности насоса при нормальных условиях.
7.1.10 Если не указано иное, редукторы должны соответствовать [56].
7.2 Муфты и защитные ограждения
7.2.1 Если не указано иное, муфты и защитные ограждения между приводами и приводным оборудованием должны поставляться и монтироваться изготовителем насосов, несущим комплексную ответственность.
7.2.2 Если не указано иное, муфты с проставками и цельноупругими металлическими элементами узлов должны изготавливаться в соответствии с [57]. Кроме того, муфты должны соответствовать следующим требованиям:
а) Упругие детали должны быть изготовлены из коррозионностойкого материала.
б) Муфты должны проектироваться так, чтобы удерживать проставку в случае повреждения упругой детали.
Примечание 1 - Использование болтовых креплений или креплений упругими элементами для сохранения проставки в случае повреждения упругого элемента может не обеспечить необходимой опоры при возникновении повреждения гибкой диафрагмы, поскольку такие элементы в случае повреждения подвержены износу.
в) Соединительные втулки должны быть изготовлены из стали.
г) Расстояние между насосом и концами приводного вала (DBSE) должно превышать длину камер уплотнений для насосов всех типов кроме ОН и составлять не менее 125 мм (5 дюймов) и должна допускать удаление муфты, подшипников, уплотнения и ротора без перемещения/отсоединения привода или всасывающего и нагнетательного трубопровода. Для насосов типа ВВ и VS, данный размер (DBSE) должен всегда превышать суммарную длину всех уплотнений, приведенную в таблице 7, и должен указываться в листке технических данных насоса, приведенных в приложении Р.
Примечание 2 - Размер DBSE обычно соответствует номинальной длине муфтового проставка.
д) Следует предусмотреть возможность установки оборудования для проверки соосности без необходимости удаления проставки и демонтажа муфты.
Примечание 3 - Требования подпункта (д) можно выполнить, предусмотрев наличие открытого участка вала длиной более 25 мм (1 дюйма) между соединительной втулкой и корпусом подшипника, на котором можно установить кронштейн для контроля соосности.
е) Муфты, работающие при скоростях, превышающих 3800 об/мин, должны отвечать требованиям [58] или [59], предъявляемым к балансировке деталей.
7.2.3 При наличии указаний, следует провести балансировку муфтовых соединений в соответствии с указаниями ГОСТ ИСО 1940-1.
7.2.4 При наличии указаний, муфты должны отвечать требованиям [60], [58] или [59].
7.2.5 Информация по валам, размерам шпоночных пазов (при наличии), и отклонениям конца вала из-за осевого люфта либо тепловых эффектов должна быть предоставлена поставщику/изготовителю муфт.
7.2.6 Упругие муфты должны устанавливаться в шпоночные пазы вала. Шпоночные пазы и фитинги должны соответствовать промышленному классу [61]. Шпоночные пазы на валу для крепления муфт должны вырезаться под шпонку с квадратным поперечным сечением. Шпонки и шпоночные пазы галтельной формы не должны использоваться. Шпонки должны изготавливаться и поставляться исходя из минимизации дисбаланса.
7.2.7 Муфты и муфтовые соединения валов должны выбираться исходя из максимальной мощности приводного механизма, включая эксплуатационный коэффициент.
7.2.8 Если диаметр вала превышает 60 мм (2,5 дюйма) и если необходимо снять полумуфту для обслуживания торцевого уплотнения, втулка должна устанавливаться с использованием конической посадки. Посадочный конус для установки муфт должен составлять 1:10, 1:16 [60 мм/м (0,75 дюйма/фут), диаметральный]. Другие методы монтажа и конические посадки должны согласовываться между потребителем/заказчиком и поставщиком/изготовителем. Соединительные втулки с цилиндрическими отверстиями должны поставляться со скользящей посадкой на вал и установочными винтами, которые переносят нагрузку на шпонку.
Для обеспечения конусной посадки муфт с натягом должны использоваться соответствующие процедуры сборки и технического обслуживания. Скользящие посадки на отверстиях вала должны позволять регулировать осевое положение муфты в полевых условиях без нагревания.
7.2.9 Соединительные втулки, спроектированные для посадок с натягом на валу, должны поставляться с резьбовыми отверстиями для натяжного устройства диаметром более 10 мм (0,38 дюйма) для облегчения удаления.
7.2.10 Если указано, муфты должны устанавливаться гидравлически.
7.2.11 Если указано, муфты должны быть посажены с использованием специального зажимного приспособления. Применяемые зажимные приспособления должны включать конические втулки, узел фрикционной фиксации и стяжные диски. Поставщик/изготовитель, несущий ответственность за конечную механическую обработку отверстий втулок, должен выбрать приспособления с соответствующими характеристиками/размерами, подходящими для муфты.
Необходимо тщательно выбирать такие приспособления, т.к. они являются не самоцентрирующимися и могут способствовать возникновению эксцентриситета и дисбаланса в узлах муфт. Указанные последствия должны быть оценены и учтены при определении возможного дисбаланса муфт.
7.2.12 Если от поставщика/изготовителя не требуется монтаж приводного механизма, то полностью механически обработанная полумуфта должна быть доставлена на предприятие изготовителя приводных механизмов или в любое другое указанное место вместе с необходимыми инструкциями по монтажу полумуфты на приводном валу.
7.2.13 Каждая муфта должна иметь защитное ограждение, заменяемое без демонтажа деталей и отвечающее следующим требованиям:
а) Ограждать муфту и валы для защиты персонала от контакта с вращающимся деталями при эксплуатации оборудования; размеры зоны доступа должны отвечать требованиям соответствующих стандартов, таких, как [62], [63] или [64];
б) Изготавливаться с запасом прочности (жесткости), достаточным для противостояния статической нагрузке 900 Н (200 фунтов-силы) и точечной статической нагрузке в любом направлении без контакта ограждения с вращающейся деталью;
в) Изготавливаться из листа (сплошного или перфорированного), пластины или цельнотянутой металлической сетки; любые отверстия в ограждении должны соответствовать [62], [63] или [64], ГОСТ 12.2.003, ГОСТ 12.2.062, но не превышать 10 мм (0,375 дюйма); использование плетеных проволочных сеток запрещается;
г) Изготавливаться из стали, латуни, алюминия и неметаллических (полимерных) материалов.
7.2.14 При наличии указаний, ограждения муфт должны изготавливаться из согласованного искроустойчивого материала по примечанию 6.10.2.6.
7.2.15 При наличии указаний, в соответствии с [34] должна выполняться "оценка риска воспламенения" (анализ рисков) для ограждения муфт в потенциально взрывоопасных условиях, с предоставлением соответствующего отчета.
7.3 Опорные плиты
7.3.1 Горизонтальные насосы должны оснащаться опорными плитами с дренажными желобами и поддонами. Заказчик должен указать тип опорной плиты (с желобом или поддоном) исходя из следующих требований:
а) дренажный желоб должен окружать всю плиту;
б) дренажный поддон должен окружать всю плиту;
в) частичный дренажный поддон должен проходить под плитой по всей ее ширине.
Желоб или поддон опорной плиты должен иметь уклон не менее 1:120 по отношению к основанию насоса, в котором для полного слива жидкости должно иметься резьбовое дренажное отверстие размером не менее DN 50 (NPS2).
7.3.2 Опорная плита должна располагаться под насосом и деталями цепи привода так, чтобы любая утечка находилась в пределах опорной плиты. Для сведения к минимуму случайного повреждения деталей, все трубные соединения и опорные поверхности трубных фланцев, включая фланцы на входе и выходе насоса, должны находиться в пределах желоба или поддона. Все выступающие поверхности поставляемого оборудования должны находиться в пределах максимального периметра опорной плиты. Клеммные коробки увеличенных размеров могут выступать над периметром опорной плиты с одобрения потребителя/заказчика.
7.3.3 Если позволяет размер насоса опорные плиты должны иметь стандартные размеры, в соответствии с приложением Г и предусматривать возможность цементации. Такие опорные плиты должны называться "Стандартная опорная плита, 0,5 к 12".
7.3.4 Высота осевой линии вала насоса над опорной плитой должна быть минимальной. Между сливным патрубком корпуса и опорной плитой должен быть предусмотрен соответствующий дренаж. Дренажный трубопровод должен иметь тот же диаметр, что и сливной патрубок и монтироваться без использования внешнего резьбового колена.
7.3.5 Для насоса и деталей приводного механизма, например, для двигателей и редукторов, должны быть предусмотрены монтажные площадки. Площадки должны превосходить по площади опоры монтируемого оборудования, включая ширину прокладок под деталями приводного устройства, что обеспечивает возможность выравнивания опорной плиты без демонтажа оборудования. Опорные плиты должны пройти механическую обработку, быть параллельными и плоскими. Соответствующие поверхности должны лежать в той же плоскости в пределах расстояния между плитами 150 мкм/м (0,002 дюйм/фут).
При наличии соответствующего запроса, это требование должно быть выполнено поставщиком/изготовителем насоса на производственной площадке до монтажа оборудования, на этапе, когда опорная плита имеет только отверстия под фундаментные болты.
На плоскостность монтируемой опорной плиты может влиять транспортировка, погрузочно-разгрузочные операции и установка, за что поставщик/изготовитель не несет ответственности. В процессе установки следует руководствоваться "Практическими рекомендациями" в соответствии с [65].
7.3.6 Опорные плиты в местах установки элементов приводного механизма должны быть механически обработаны с учетом установки прокладок толщиной не менее 3 мм (0,12 дюйма) под каждой деталью. Если поставщик/изготовитель устанавливает компоненты, необходимо иметь в своем распоряжении набор прокладок из нержавеющей стали толщиной не менее 3 мм (0,12 дюйма). Наборы прокладок не должны быть толще 13 мм (0,5 дюйма) и не должны включать более 5 прокладок. Все наборы прокладок должны охватывать прижимные болты с двух сторон и выходить на расстояние не менее 5 мм (1/4 дюйма) за наружные края лап оборудования. Если поставщик/изготовитель не занимается монтажом деталей, площадки не должны просверливаться, и прокладки не требуются. Под насосом прокладки не используются.
При наличии указаний, кроме комплекта прокладок, применяются разделительные проставки из нержавеющей стали толщиной не менее 5 мм (0,2 дюйма). Стороны проставки должны быть механически обработаны, а длина и ширина должна быть равна соответствующим размерам монтажных опор. Проставки должны устанавливаться под лапами оборудования, включая насос, привод и любой передаточный механизм.
7.3.7 Все соединения, включая соединения настила к деталям конструкции, должны осуществляться посредством непрерывного сварного шва для предотвращения щелевой коррозии. Прерывистая сварка, верхняя или нижняя, не должна применяться.
7.3.8 Если опорная плита спроектирована в расчете на установку на бетонном фундаменте с заливкой цементным раствором, то нижняя ее часть между элементами конструкции должна быть открытой. Необходимо обеспечить доступ цементного раствора в места, располагаемые под всеми элементами, несущими нагрузку. Дно опорной плиты должно располагаться в одной плоскости, чтобы использовать один горизонтальный фундамент.
7.3.9 К нижней части опорной плиты под опорами насоса и привода должны привариваться поперечные ребра жесткости, и их форма должна обеспечивать возможность полного заполнения цементным раствором.
7.3.10 Все опорные плиты должны иметь, как минимум, одно отверстие для цементирования площадью не менее 125 см (19 дюймов
) и размерами не менее 75 мм (3 дюйма) в каждой секции с перегородками. Эти отверстия должны располагаться так, чтобы обеспечить заполнение всей полости под опорной плитой без образования воздушных карманов. Если на опорной плите установлены насос и приводной механизм то, по возможности, отверстия должны быть доступными для цементирования. Отверстия для цементирования в месте расположения поддона должны иметь отбортованные кромки размером 13 мм (0,5 дюйма). Если отверстия располагаются в месте, в котором жидкости могут попадать на открытый цементный раствор, необходимо установить металлические крышки, минимальная толщина которых составляет 1,5 мм (0,06 дюйма, калибр 16). В наивысшей точке каждой секции опорной плиты с перегородками должны быть предусмотрены отверстия диаметром не менее 13 мм (0,5 дюйма).
7.3.11 Наружные углы опорной плиты, контактирующие с цементным раствором, должны быть закругленными с радиусом не менее 50 мм (2 дюйма) согласно рисунку Г.1 (приложение Г).
7.3.12 В соответствии с [66] или [67] поставщик/изготовитель должен подвергать пескоструйной обработке все контактные поверхности опорной плиты, соприкасающиеся с цементным раствором, и наносить на эти поверхности грунтовочный слой, совместимый с эпоксидной смолой.
Использование жидких растворов отличных от эпоксидной смолы может потребовать альтернативной подготовки поверхности. Прочность эпоксидного соединения обычно не рассматривается как критический параметр, согласно 7.3.9.
7.3.13 При наличии указаний, опорные плиты и опоры фундамента в сборе должны иметь жесткость, достаточную для монтажа без цементного раствора.
7.3.14 При наличии указаний, опорные плиты должны поставляться без палубного настила, т.е. в виде открытых плит.
7.3.15 Опорная плита должна быть оснащена монтажными петлями в количестве не менее четырех. Подъем опорной плиты вместе со всем оборудованием, установленным на ней, не должен приводить к деформациям или другим повреждениям опорной плиты или механизмов, установленных на ней.
7.3.16 Монтажные петли, прикрепляемые к оборудованию, должны проектироваться с учетом максимально допустимых механических напряжений, равных одной трети установленного минимального предела текучести материала.
7.3.17 Для деталей цепи привода, масса которых превышает 250 кг (500 фунтов), должны использоваться установочные винтовые домкраты позиционирования в поперечном и осевом направлениях, что позволяет облегчить поперечную горизонтальную и продольные регулировки. Монтажные петли, поддерживающие такие установочные винты, должны прикрепляться в опорной плите так, чтобы не препятствовать установке или снятию детали. Эти винты, как минимум, должны соответствовать винтам М12 (1/2"-13). Механическая обработка монтажных площадок должна быть отложена, пока не будет завершена сварка на опорной плите в непосредственной близости от монтажных площадок для предотвращения деформации.
7.3.18 Вертикальные установочные винты, разнесенные для обеспечения устойчивости, должны располагаться на наружном периметре опорной плиты. Они должны размещаться рядом с анкерными болтами для сведения к минимуму деформаций в процессе установки. Такие винты должны использоваться в количестве, достаточном для того, чтобы выдерживать вес опорной плиты, насоса и деталей цепи привода без чрезмерной деформации.
7.3.19 Поставщик/изготовитель должен обеспечить крепление анкерными болтами, достаточное для противостояния силам реактивного воздействия пара на сопловой решетке в момент пуска и эксплуатации насоса.
Тип анкерных болтов выбирается потребителем/заказчиком.
7.3.20 Для уменьшения погрешности при центровке валов привода и насоса из-за влияния нагрузки на трубопровод, конструкция опорной плиты должна иметь достаточную жесткость, ограничивающую смещение вала насоса на приводном конце вала или в месте посадки втулки муфты до величин, указанных в таблице 13. Эти величины являются необходимыми для определения сил реакции патрубка согласно 7.3.21. Для придания конструкции необходимой жесткости в процессе испытаний запрещается использование цементного раствора.
Признано, что цементный раствор может существенно увеличить жесткость опорной плиты; пренебрегая этой возможностью, соответствие опорной плиты предъявляемым требованиям может быть проверено на предприятии поставщика/изготовителя. Рост температуры, ошибки при изготовлении труб и погрешности при центровке вносят свой вклад в фактическое отклонение от соосности на месте эксплуатации. Соблюдение требований по величине сил реакции патрубка, приведенных в таблице 5, ограничивает отклонения от соосности на насосных и приводных концах вала примерно до 250 мкм (0,010 дюйма) в соответствии с приложением Е.
7.3.21 При наличии соответствующих требований, изготовитель должен провести испытания, с целью подтверждения того, что насос, смонтированный на опорной плите и закрепленный фундаментными болтами, соответствует требованиям 7.3.20. Корпус насоса должен испытывать воздействие моментов М
и M
, приложенных к каждому из патрубков, так, чтобы величина соответствующих смещений вала могла быть измерена и зарегистрирована. М
и M
не должны прикладываться к обоим патрубкам одновременно. Величины смещения вала должны быть абсолютными, а не относительными к опорной плите. Для регистрации результатов испытаний, проведенных изготовителем, отчеты по испытаниям должны содержать схематический чертеж испытательной установки, расчетные значения испытательной нагрузки (М
и M
), а также приложенные нагрузки моментов и соответствующие им смещения на концах вала со стороны привода и насоса.
Таблица 13 - Критерии приемки испытаний на жесткость
Опорная плита, предназначенная для цементации | Опорная плита, не предназначенная для цементации | ||
Условия нагружения | Смещение вала насоса мкм (дюйм) | Смещение вала насоса мкм (дюйм) | Направление |
М | 175 (0,007) | 125 (0,005) | +Z |
М | 75 (0,003) | 50 (0,002) | -Y |
М М М | |||
7.4 Контрольно-измерительная аппаратура
7.4.1 Контрольно-измерительные приборы
Термометры и манометры, если они поставляются, должны соответствовать действующим национальным нормативным документам или [68].
Примечание - Для справки: [69] эквивалентен [68].
7.4.2 Датчики вибрации, положения и температуры
7.4.2.1 Если используются акселерометры, то они должны поставляться, устанавливаться и испытываться в соответствии с действующими нормативными документами или [28].
7.4.2.2 Если используется оборудование с гидродинамическими подшипниками, необходимо обеспечить возможность установки двух датчиков радиальной вибрации в каждом корпусе подшипника, двух датчиков осевого положения на опорном конце в каждом механизме и датчик тактов за оборот в каждом механизме. Потребитель/заказчик должен определить необходимость поставки таких датчиков поставщиком/изготовителем. Датчики, а также их крепления и средства калибровки должны поставляться, устанавливаться и испытываться в соответствии с действующими нормативными документами или [28].
7.4.2.3 Если указано, гидродинамические осевые и радиальные подшипники должны оснащаться датчиками температуры металла подшипников. Если гидродинамические осевые и радиальные подшипники, смазываемые под давлением, поставляются с датчиками температуры, то датчики, а также их крепления и средства калибровки должны поставляться, устанавливаться и испытываться в соответствии с действующими нормативными документами или [28].
7.4.2.4 Если указано, мониторы с соединительными кабелями для подключения датчиков вибрации, осевого положения или температуры должны поставляться и/или устанавливаться в соответствии с действующими нормативными документами или [28].
7.5 Трубопроводы и вспомогательные системы
7.5.1 Общие положения
7.5.1.1 Трубопроводы должны соответствовать [68] или по национальным стандартам государств, упомянутых в предисловии, как проголосовавших за принятие межгосударственного стандарта.
7.5.1.2 Вспомогательные системы определяются как системы трубопроводов, используемые для:
а) вспомогательных технологических жидкостей;
б) пара;
в) воды системы охлаждения;
г) смазочного масла, согласно 9.2.6.
Материалы вспомогательной системы должны соответствовать таблице И.5 (приложение И).
Примечание - Вспомогательные соединения рассматриваются в 6.4.3.
7.5.1.3 Системы трубопроводов должны быть полностью собранными и установленными. Если это требование вызывает трудности при отправке и погрузке - разгрузке, с одобрения потребителя/заказчика можно использовать альтернативную сборку.
7.5.1.4 Если указано, баки с барьерной/буферной жидкостью должны быть спроектированы для установки за пределами опорной плиты насоса и должны отгружаться отдельно. Эти баки должны быть полностью собранными за исключением того, что не должны поставляться трубы для циркуляции жидкости.
7.5.1.5 Поставщик/изготовитель должен поставлять и размещать все системы трубопроводов, включая установленные принадлежности в пределах опорной плиты.
7.5.1.6 Если указано, каждая система трубопроводов должна быть соединена с впускным или выпускным патрубком вблизи края и в пределах опорной плиты.
Примечание - Лист технических данных позволяет выбрать этот вариант для вентиляционного трубопровода, трубопровода для охлаждающей жидкости и выпускного трубопровода.
7.5.1.7 Требования к болтовым соединениям в соответствии 6.1.30 должны распространяться на соединение вспомогательного трубопровода с оборудованием. Крепежные детали фланцев для систем трубопроводов из нержавеющей стали, нуждающиеся в смазке маслом, не должны изготавливаться из нержавеющей стали, если это не определено. Если потребитель/заказчик не заказал крепежные детали из нержавеющей стали, то они должны изготавливаться из низколегированной стали (например, [70]) и потребитель/заказчик должен определить необходимость нанесения покрытия (например, покрытие из PTFE (тефлона)) или оцинковки в соответствии с [70], или же они должны быть окрашены.
7.5.1.8 Заглушки должны соответствовать 6.4.3.10.
7.5.2 Трубопроводы для технологической жидкости
7.5.2.1 Трубопроводы для вспомогательной технологической жидкости должны включать вентиляционные линии, сливные линии, производственные промывочные линии и линии для ввода внешней текучей среды.
7.5.2.2 Детали трубопровода должны иметь характеристику температура - давление, как минимум, соответствующую MAWP корпуса насоса, но в любом случае давление должно быть меньше, чем PN 50, установленного в [13], [14] для фланцев при температуре окружающей среды в соответствии с 6.3.5.
7.5.2.3 Трубопровод и детали, подвергаемые воздействию технологической жидкости, должны обладать стойкостью к коррозии/эрозии, лучшей, чем стойкость корпуса к коррозии/эрозии. В противном случае все детали должны изготавливаться из обычных углеродистых сталей.
7.5.2.4 Диаметр дроссельных отверстий должен быть не менее 3 мм (0,12 дюйма). Размер дроссельного отверстия должен быть проштампован на дроссельной шайбе. Требования к маркировке и идентификации определяются потребителем/заказчиком.
7.5.2.5 Выпускные клапаны и сливные патрубки должны поставляться вместе с насосами. Для насосов, требующих, более одного дренажного соединения, выпускные патрубки должны находиться внутри дренажного поддона.
Для насосов, которые дренируются одним сливным патрубком выпускные клапаны не требуются. Изготовитель должен предусмотреть место на опорной плите для поставляемого потребителем дренажного клапана внутри дренажного поддона или приемного резервуара.
7.5.2.6 Если клапаны не используются, резьбовые вентиляционные и нагнетательные патрубки должны быть заглушены. В случае чугунных корпусов должны использоваться заглушки из углеродистой стали.
7.5.2.7 Если предусмотрен нагрев или охлаждение, каждая деталь теплообменника должна подходить для технологической жидкости и охлаждающей воды, воздействию которых он подвергается.
7.5.2.8 Потребитель/заказчик должен определиться с возможностью замены использования фланцев на сварные соединения внахлест. С одобрения потребителя/заказчика, сварные соединения внахлест могут использоваться взамен фланцев в первом от сальника соединении.
Примечание - Сальниковые соединения могут быть резьбовыми, согласно 6.4.3.10. Если остальная часть трубопроводной системы оборудована фланцами, их периодическое присоединение и отсоединение может вызвать избыточное напряжение резьбы, поскольку сборка возможна только в положениях с шагом 90°. Сварные соединения из нержавеющей стали проявляют склонность к протечкам при повторном присоединении/отсоединении.
7.5.2.9 Резьбовые трубные соединения должны использоваться только для сальников, мест крепления КИП и насосов с литыми корпусами (класс I-1 или I-2 в таблице И.1 (приложение И)).
7.5.2.10 Измерительные преобразователи и манометры должны быть оборудованы запорно-регулирующей арматурой.
7.5.3 Трубопровод для охлаждающей воды
Размещение трубопровода для охлаждающей воды должно соответствовать рисункам Б.2-Б.7 (приложение Б).
Трубопровод для охлаждающей воды должен проектироваться с учетом условий 6.1.20.
7.6 Специальные инструменты
7.6.1 Если для демонтажа, монтажа или технического обслуживания сборочной единицы требуются специальные инструменты и приспособления, то они должны быть включены в заказ и поставляться как часть поставки оборудования. Для установок сборочных единиц требования к количеству специальных инструментов и приспособлений должны согласовываться между поставщиком/изготовителем и потребителем/заказчиком. Специальные инструменты должны использоваться в процессе заводской сборки и разборки оборудования для обследования после испытаний.
7.6.2 При поставке специальных инструментов они должны быть упакованы в прочные металлические ящики и должны иметь маркировку "специальные инструменты для (бирка/номер изделия)". На каждом инструменте должен иметься штамп или бирка, где указывается назначение инструмента.
8 Проверка, испытания и подготовка к отгрузке
8.1 Общие положения
8.1.1 Потребитель/заказчик должен определить степень своего участия в проверке и испытаниях:
а) Если проверка и испытания на предприятии были предусмотрены, то потребитель/заказчик и поставщик/изготовитель должны согласовать производственные вопросы.
б) Предполагаемые даты проведения испытаний должны сообщаться заблаговременно не менее чем за 30 дней до их начала, а фактические даты должны подтверждаться после согласования. Если не достигнуто иное соглашение, поставщик/изготовитель должен заблаговременно не менее чем за пять рабочих дней сообщить о проведении проверки или испытаний в присутствии потребителя/заказчика или под его наблюдением.
В случае небольших насосов, для которых время, затрачиваемое на их установку и испытания мало, заблаговременно за пять дней может быть сообщено, что насос должен быть снят с испытательного стенда в промежутке между предварительными испытаниями и испытаниями в присутствии потребителя/заказчика.
Все проверки и испытания в присутствии потребителя/заказчика должны проводить на месте. Что касается опытных испытаний на заводе, то потребитель/заказчик должен знать, что они займут больше времени, чем испытания в присутствии потребителя/заказчика.
в) Если определено, механические и эксплуатационные испытания в присутствии потребителя/заказчика должны проводиться после получения подтверждения, что предварительные испытания прошли успешно. Поставщик/изготовитель и потребитель/заказчик должны решить вопрос о необходимости снятия насоса с испытательного стенда в промежуток времени между предварительными испытаниями и испытаниями в присутствии потребителя/заказчика.
Условия проведения предварительных испытаний в присутствии или без представителя потребителя/заказчика определяется потребителем/заказчиком.
8.1.2 Поставщик/изготовитель должен сообщить субпоставщикам о требованиях, предъявляемых потребителем/заказчиком к проверке и испытаниям.
8.1.3 После предварительного извещения изготовителя потребителем/заказчиком представитель потребителя/заказчика должен иметь доступ на все предприятия изготовителя и субпоставщика, на которых в данный момент изготавливается, испытывается или проверяется оборудование. Уровень доступа определяется по согласованию.
8.1.4 Оборудование, материалы и приспособления для проведения особых испытаний и проверок должны обеспечиваться изготовителем.
8.1.5 Если определено, представитель потребителя/заказчика, представитель изготовителя или и тот и другой вместе должны подтвердить соответствие контрольной ведомости инспектора, например, такой, как приведена в Приложении Д, путем парафирования, датирования и представления итоговой контрольной ведомости потребителю/заказчику перед отгрузкой.
8.1.6 Представитель потребителя/заказчика должен иметь доступ к программе обеспечения качества, используемой поставщиком/изготовителем.
8.2 Проверка
8.2.1 Общие положения
8.2.1.1 Поставщик/изготовитель должен хранить соответствующие данные не менее 20 лет. К таким данным относятся:
а) сертификат на материалы, например, отчеты об испытаниях на предприятии;
б) данные и результаты испытаний по проверке выполнения требований, установленных в технических условиях;
в) если указано, подробное описание всех ремонтов и записи всех операций термообработки, как части процедуры ремонта;
г) результаты испытаний по контролю качества и проверок;
д) данные по фактическим рабочим зазорам;
е) другие данные, установленные потребителем/заказчиком или требуемые в соответствии с нормативной документацией и по 10.3.1 и 10.3.2.
8.2.1.2 Детали, находящиеся под давлением, до завершения установленных проверок и испытаний не должны быть окрашены.
8.2.1.3 В дополнение к требованиям 6.12.15 потребитель/заказчик должен установить:
а) детали, поверхность и подповерхностный слой которых должны проверяться;
б) тип требуемой проверки, например, проверка методом магнитно-порошковой или капиллярной, радиографической или ультразвуковой дефектоскопией.
8.2.1.4 Все предварительные рабочие испытания и механические проверки должны быть завершены изготовителем до проверки потребителем/заказчиком.
8.2.2 Проверка материалов корпусов, работающих под давлением
8.2.2.1 Если не указано иначе, материалы корпусов высокого давления должны проверяться в соответствии с требованиями таблицы 14.
Примечание - Несмотря на то, что конструкция насоса предполагает соответствие особым требованиям по давлению и температуре, а его корпус прошел гидравлические испытания в соответствии с требованиями настоящего стандарта, это не всегда гарантирует соответствие их материалов требованиям по качеству и функциональной пригодности. На качество отливки могут влиять значительные отклонения в технологии обработки материалов. Стандарты по материалам, такие, как ASTM, содержат минимальные требования к самим материалам. Качество отливок определяется такими категориями, как область усадки, газовая пористость, трещины, песчаные раковины, дефекты при ремонте сваркой, и т.д. Кроме того, некоторые материалы проявляют склонность к растрескиванию на границе зерен, либо возникновению трещин, распространяющихся от областей концентрации рабочих напряжений, вызываемых нагревом, давлением, колебаниями труб и возникающими в них напряжениями.
Таблица 14 - Требования к проверке материалов корпусов высокого давления
Тип детали | Требования согласно классу проверки | ||
I | II | III | |
- | минимальные | > 80% МДРД и > 200°С (392°F) | < 0,5 SG или |
Корпуса | VI | VI, + МТ или РТ критических зон | VI, + МТ или РТ критических зон, |
Корпуса | VI | VI, + МТ или РТ критических зон | VI, + МТ или РТ (критических зон), |
Шов патрубка: отливка | VI, +100% МТ или РТ | VI, + 100% МТ или РТ | VI, + 100% МТ или РТ + RT (100%) |
Вспомогательные приварочные швы | VI | VI, + МТ или РТ | VI, + МТ или РТ (100%) |
Внутренняя оснастка | VI | VI | VI |
Вспомогательные технологические трубопроводы: сварка внахлест | VI | VI, + 100% МТ или РТ | VI,+ 100% МТ или РТ |
Вспомогательные технологические трубопроводы: сварка встык | VI, + 5% RT | VI, + 100% МТ или РТ и 5% RT | VI, + 100% МТ или РТ и 10% RT |
VI: Визуальный контроль; RT: Радиографический контроль; МТ: магнитопорошковый контроль; UT: ультразвуковой контроль; РТ: капиллярный контроль.
| |||
8.2.2.2 Для насосов с двойным корпусом, давление/температура внешнего корпуса должны использоваться для определении класса проверки внешней отливки по 8.2.2.1. Внутренняя отливка должна быть проверена по классу I согласно таблице 14.
8.2.2.3 Продолжительность проверки по данным таблицы 14 должна быть следующей.
а) VI/MT/PT контроль выполняются после окончательной термообработки и первичной (черновой) механической обработки. После черновой механической обработки дополнительное количество материала остается в зонах, где требуется доведение до окончательных размеров и допусков. Дополнительное количество удаляемого материала не должно превышать 1 мм (0,04 дюйма) от общего запаса или 5% минимально допустимой толщины стенки, в зависимости от того, что меньше.
б) RT/UT контроль отливки должно выполняться после окончательной термообработки.
в) RT контроль сварных швов и UT контроль деформируемых изделий и швов должен выполняться после окончательной термообработки. UT контроль деформируемых изделий должен выполняться до механической обработки, которая может повлиять на результаты ультразвукового контроля.
8.2.2.4 Если радиографический контроль невозможен из-за конфигурации отливки, радиографический контроль должен быть заменен ультразвуковым.
8.2.2.5 При отсутствии других указаний, методы проверки и критерии приемки должны соответствовать указаниям таблицы 15, согласно требованиям спецификации материалов. Если потребитель/заказчик требует проведения дополнительной проверки методами радиографического, ультразвукового, магнитопорошкового или капиллярного контроля сварных швов или материалов, методы и критерии приемки должны также соответствовать стандартам, указанным в таблице 15. Альтернативные стандарты должны быть предложены изготовителем или указаны потребителем/заказчиком. С этой целью для проверки сварных швов должен использоваться лист технических данных, приведенный в приложении Р.
Таблица 15 - Стандарты на проверку материалов
Тип проверки | Метод | Критерий приемки | |
для деформируемого изделия | для отливки | ||
Радиографический метод | [72], параграф 2 и 22 или по ГОСТ 7512 | [47], раздел 1, UW-51 (для 100% радиографии) и UW-52 (для точечной радиографии) | [47], раздел 1, приложение 7 |
Ультразвуковой метод | [72], параграф 5 и 23 или по ГОСТ 14782 | [47], раздел 1, приложение 12 | [47], раздел 1, приложение 7 |
Метод капиллярной дефектоскопии | [72], параграф 6 и 24 или по ГОСТ 18442 | [47], раздел 1, приложение 8 | [47], раздел 1, приложение 7 |
Метод магнитно-порошковой дефектоскопии | [72], параграф 7 и 25 или по ГОСТ 21105 | [47], раздел 1, приложение 6 | [47], раздел 1, приложение 7 |
Метод визуальной проверки (все поверхности) | [72], параграф 9 | В соответствии со спецификацией на материалы и задокументированными процедурами изготовителя | [41] |
8.2.2.6 Если указано, потребитель/заказчик перед сборкой должен проверить качество комплектующих, а также все трубы и принадлежности, поставляемые изготовителем.
8.2.2.7 Если указано, твердость всех деталей, сварных швов и зон термического влияния должна проверяться на соответствие критериям допуска. Метод и объем испытаний, документация, а также присутствие заказчика при проведении испытаний должны подлежать согласованию между потребителем/заказчиком и поставщиком/изготовителем.
8.2.2.8 Если указано, детали внутри корпусов высокого давления из легированных материалов подлежат проверке химического состава материала (PMI) с использованием утвержденных методов проверки, измерительной аппаратуры и стандартов. Потребитель/заказчик и изготовитель должны согласовать вид проверяемых деталей, методы проверки и критерии приемки. Следует использовать только количественные методы. Не разрешается использовать протоколы заводских испытаний, сертификаты на химический состав. Не разрешается использовать штампы и маркировку, взамен испытаний PMI.
Примечание - PMI не позволяет различать марки углеродистых сталей.
8.3 Испытания
8.3.1 Общие положения
8.3.1.1 Как минимум за 6 недель перед проведением первого планового рабочего испытания, изготовитель должен направить на рассмотрение потребителя/заказчика подробно описанные методики всех рабочих дополнительных испытаний в соответствии 8.3.4. Методика испытаний должна включать фактические погрешности измерения для всех данных, используемых при определении подачи, напора и мощности, а также критерии приемки.
8.3.1.2 Эксплуатационные и NPSH - испытания (определение кавитационного запаса) должны проводиться с использованием методов и требований к точности измерений, указанных в ГОСТ 6134, [73]. Эксплуатационные допуски должны соответствовать указаниям таблицы 16. Оценка результатов должна проводиться в соответствии с б) 8.3.3.3.
8.3.1.3 В процессе гидравлических испытаний механические уплотнения не должны использоваться, но при рабочих и эксплуатационных испытаниях их необходимо использовать.
8.3.2 Гидравлические испытания
8.3.2.1 Целью гидравлических испытаний корпусов центробежных насосов - является подтверждение, что конструкция и исполнение деталей и соединений насоса, работающих под высоким давлением сохраняют герметичность во всем диапазоне условий эксплуатации, указанном в листе технических данных - от стандартных до максимально допустимых.
8.3.2.2 Все детали корпусов, работающих под действием высокого давления должны проходить гидравлические испытания в сборе. Испытания должны проводиться при давлении испытательной жидкости, превышающем предельно допустимое рабочее давление (MAWP) не менее чем в полтора раза.
8.3.2.3 Схема испытаний и испытательное оборудование не должны придавать испытываемому объекту дополнительную жесткость, необоснованно улучшающую результаты испытаний.
8.3.2.4 Уплотнительные прокладки, используемые при гидравлических испытаниях корпусов высокого давления в сборе, без сальниковых уплотнений, должны быть аналогичны поставляемым с насосом; герметик при испытаниях не применяется.
8.3.2.5 Температура испытательных жидкостей должна превышать температуру вязко-хрупкого перехода испытываемого материала.
8.3.2.6 Если испытываемая деталь работает при температуре, при которой прочность материала ниже прочности этого же материала при температуре испытаний, давление гидравлических испытаний должно быть умножено на коэффициент, получаемый путем деления допустимого рабочего напряжения материала при температуре испытаний на соответствующее напряжение при номинальной рабочей температуре. Значения используемого напряжения должны определяться в соответствии с 6.3.4. В случае испытаний трубопроводов напряжение должно соответствовать [75] или [45]. Давление, полученное таким способом, должно быть минимальным давлением, при котором должны проводиться гидравлические испытания. В листах технических данных должны быть указаны значения фактического давления гидравлических испытаний.
8.3.2.7 Жидкость, используемая в гидравлических испытаниях, должна содержать смачивающие вещества для уменьшения поверхностного натяжения, при условиях, перечисляемых ниже:
а) перекачиваемая жидкость имеет относительную плотность (удельный вес) менее 0,7 при температуре перекачивания;
б) температура перекачивания должна быть выше 260°С (500°F);
в) корпус был отлит по новой или измененной модели;
г) материал испытываемой детали обладает плохой жидкотекучестью.
8.3.2.8 Содержание хлоридов в жидкостях, используемых для испытаний материалов из аустенитной нержавеющей стали, не должно превышать 50 мг/кг. Для предотвращения осаждения хлоридов в результате сушки выпариванием вся остающаяся жидкость должна быть удалена с испытываемых деталей по окончании испытаний.
Примечание - Содержание хлоридов ограничивается, чтобы предотвратить коррозионное растрескивание.
8.3.2.9 Гидравлические испытания разрешается проводить без установки сальниковых пластин и извлекаемых уплотнительных камер. Механические уплотнения не должны включаться в гидравлические испытания корпусов насосов. Сальники и извлекаемые уплотнительные камеры должны испытываться в соответствии с указаниями ГОСТ 32600. Уплотнительные камеры, встроенные в насосы, не относятся к извлекаемым.
Примечание - В рамках данного положения [3] эквивалентно ГОСТ 32600.
8.3.2.10 Детали корпусов, работающих под действием высокого давления из аустенитных или двухфазных нержавеющих сталей должны подвергаться гидравлическим испытаниям после предварительной (черновой) механической обработки согласно 8.2.2.3.
Любые участки, механически обработанные после гидравлических испытаний, должны быть указаны в протоколах гидравлических испытаний.
Примечание - Из-за остаточных закалочных напряжений и относительно низкого предела пропорциональности, присущего таким материалам, при гидравлических испытаниях могут возникнуть небольшие остаточные деформации и изменение габаритных размеров деталей. Оставляя небольшое количество материала в указанных критических зонах, можно избежать добавления необходимого материала с помощью сварки, для восстановления размеров детали в пределах допустимых отклонений после испытаний.
8.3.2.11 Для полной проверки деталей, находящихся под давлением, испытания должны проводиться в течение достаточного промежутка времени. Гидравлические испытания считаются пройденными, если не наблюдались в течении, как минимум, 30 мин ни утечек, ни просачивание через детали, находящиеся под давлением. В случае крупных, тяжелых деталей, находящихся под давлением, испытания должны проводиться в течение более продолжительного промежутка времени, согласуемого между потребителем/заказчиком и изготовителем.
8.3.2.12 Насосы с двойным корпусом, многоступенчатые горизонтальные насосы, насосы со встроенным редуктором (как указано в 6.3.6), и другие насосы особой конструкции, утвержденные потребителем и изготовителем, должны проходить сегментарные испытания. При проведении последних, просачивание за пределами внутренних уплотнений, необходимое для проверки корпусов и работы испытательного насоса для поддержания давления, является допустимым.
8.3.2.13 Системы сварных трубопроводов должны подлежать обязательным гидравлическим испытаниям. Методы испытаний и уровни напряжений должны соответствовать требованиям [75] или [76] или по национальным стандартам государств, упомянутых в предисловии, как проголосовавших за принятие межгосударственного стандарта.
Примечание - Гидравлические испытания необязательны для систем трубопроводов, содержащих трубы с резьбовыми соединениями, смонтированными на них после общей сборки.
8.3.2.14 Детали корпусов одноступенчатых консольных насосов с диаметром радиальных соединений (средним диаметром прокладки), менее 610 мм (24 дюйма) должны проходить гидравлические испытания как отдельные детали или сборочные единицы, если целостность их конструкции была проверена в ходе квалификационных испытаний при указанных значениях номинальной мощности и размера насоса.
8.3.2.15 Проходы для охлаждающей жидкости и детали, такие, как рубашки охлаждения подшипников, уплотнительные камеры, охладители масла и уплотнений, должны испытываться при минимальном манометрическом давлении 1000 кПа (10 бар; 150 psi), за исключением использования чугуна в качестве материала для указанных деталей.
8.3.2.16 Если трубопроводы для подачи пара и охлаждающей жидкости и смазочного масла сварные, они должны испытываться при давлении в 1,5 раза превышающем максимальное рабочее манометрическое давление, либо при давлении 1050 кПа (10,5 бар; 150 psi) в зависимости от того, которое из них больше.
8.3.3 Параметрические испытания
8.3.3.1 Если не указано иное, каждый насос должен быть подвергнут параметрическим испытаниям.
8.3.3.2 Требования, перечисленные ниже должны выполняться в процессе работы насоса, установленного на испытательном стенде до проведения параметрических испытаний:
а) для параметрических испытаний в насосе должны использоваться уплотнения и подшипники указанные в контракте;
б) с одобрения потребителя/заказчика, в параметрических испытаниях могут использоваться уплотнения-заменители, если это необходимо для предотвращения повреждений уплотнений или если они несовместимы с испытательной жидкостью (см. ГОСТ 32600, пункт 10.3.5);
в) скорость утечки через уплотнение (или уплотнения) на любом этапе параметрических испытаний насоса не должна превышать скорость утечки, установленную в ГОСТ 32600, [3] или согласованную между изготовителем и потребителем/заказчиком. При любой утечке в процессе параметрических испытаний насоса необходимо демонтировать и заменить уплотнение. Если уплотнение демонтировано или удалено, то оно должно быть повторно испытано на герметичность с использованием критериев, установленных в перечислении г) 8.3.3.7.
Если насос установлен на испытательном стенде и в качестве испытательной жидкости используется вода, в жидкостных уплотнениях, подходящих для испытаний с использованием воды, не должны обнаруживаться видимые признаки утечки. Для подтверждения, что испытываемые уплотнения отвечают критерию нулевой видимой утечки, должен использоваться ГОСТ 32600, в соответствии с А.1.3 (приложение А). Особое внимание следует обратить на проверку герметичных двойных уплотнений с высокими значениями давления барьерной жидкости [более 4000 кПа (40 бар; 600 psi)].
Примечание - В рамках данного пункта [3] эквивалентен ГОСТ 32600;
г) при наличии утечки в процессе проведения испытаний необходимо перезапустить собранный насос для подтверждения удовлетворительных характеристик уплотнения;
д) все значения давления, вязкости и температуры смазочного масла должны соответствовать диапазону рабочих значений, рекомендованных в рабочих инструкциях поставщика/изготовителя для испытываемого блока;
е) подшипники, обычно смазываемые с использованием системы смазки чистым масляным туманом, перед проведением параметрических испытаний должны быть предварительно смазаны подходящим углеводородным маслом;
ж) все соединения и патрубки должны быть проверены на герметичность и любая утечка, если она обнаружена, должна быть устранена;
и) все предупреждающие, защитные и управляющие устройства, используемые при проведении испытаний, должны быть проверены и отрегулированы;
к) если не определено по-другому, вода, используемая при параметрических испытаниях, должна иметь температуру не выше 55°С (130°F).
8.3.3.3 Параметрические испытания должны быть проведены, как установлено в а)-д):
а) изготовитель должен собрать испытательные данные, включая данные по напору, подаче, мощности, и вибрации, как минимум, в пяти точках:
1) отключение (данные по вибрации не требуются);
2) минимальная постоянная подача, начиная с допустимого рабочего диапазона;
3) подача в диапазоне от 95% до 99% номинальной;
4) подача в диапазоне от номинальной до 105% от номинальной;
5) подача примерно соответствующая максимальному КПД (если номинальная подача отклоняется от подачи при максимальном КПД более чем на 5%);
6) максимальное значение допустимого рабочего диапазона;
б) данные анализа по напору и подаче должны подвергаться кусочно-полиномной или полиномной аппроксимации (третьего или четвертого порядка) с использованием метода наименьших квадратов. Значение номинального/гарантированного напора включается в полученное уравнение, на основе которого получают расчетные значения напора, расхода мощности. Полученные величины корректируются с учетом частоты вращения, вязкости и плотности (удельного веса). Скорректированные величины напора и расхода мощности должны находиться в пределах допуска, указанных в таблице 16;
в) в случае насосов большой мощности согласно 6.1.18, насосов со встроенным зубчатым передаточным механизмом и многоступенчатых насосов оказывается нереальным проведение испытаний в точке отключения.
Если не согласовано иное, частота вращения, при которой проводятся испытания, должна соответствовать номинальной частоте вращения в пределах 3%, как установлено в листе технических данных насоса (приложение Р). Результаты испытаний должны быть пересчитаны в предполагаемые результаты при номинальной скорости;
г) изготовитель должен хранить полные подробные записи всех заключительных испытаний, а также должен подготовить необходимое количество заверенных копий. Данные должны включать испытательные кривые и краткое изложение данных по испытательным характеристикам, сравниваемым в контрольных точках в 10.2.4, 10.3.2.2 и пример в приложении П;
д) если указано, в дополнение к формальной передаче окончательных данных в соответствии с 10.3.2.2 кривые и испытательные данные (с корректировкой скорости, удельного веса и вязкости) в течение 24 ч после завершения параметрических испытаний должны быть направлены потребителю/заказчику для технического анализа и приемки перед отгрузкой изделия.
Таблица 16 - Параметрические допуски
Условие | Номинальная точка, % | Точка при работе на закрытую задвижку, % |
Номинальный дифференциальный напор: | ||
0 м - 75 м (0-250 футов) | ±3 | ±10 |
>75 м - 300 м (>250 футов - 1000 футов) | ±3 | ±8 |
>300 м (1000 футов) | ±3 | ±5 |
Номинальная мощность | 4 | - |
КПД | - | |
Номинальное значение NPSH | 0 | - |
| ||
8.3.3.4 Для насосов большой мощности (>1 МВт) должны существовать эксплуатационные допуски, отличные от указанных в таблице 16. Если указано, значение КПД при номинальной подаче должно, с учетом допусков, заданных потребителем/заказчиком, быть включено в перечень номинальных характеристик насоса. Если допуск определен для номинального КПД, следует провести дополнительное испытание в точке, максимально близкой к точке номинальной подачи. Номинальные КПД и допуск должны соответствовать используемому тестовому коду, при этом особое внимание должно уделяться точности определения КПД, указанному для данного испытания в соответствующем коде.
Потребитель/заказчик должен знать, что добавление КПД с указанным допуском в перечень номинальных характеристик насоса влечет за собой увеличение стоимости насоса и сроков доставки.
8.3.3.5 В процессе параметрических испытаний должны выполняться требования а)-г), приводимые ниже:
а) значения вибрации в процессе проведения испытаний должны записываться в соответствии с 6.9.3.2. Значения вибрации не должны превышать значения, приведенные в 6.9.3.6;
б) для кольцевых смазочных систем и систем с разбрызгиванием масла, температура масла должны регистрироваться в начале и конце каждого теста. Для систем под давлением, температура металла подшипников должна регистрироваться в начале и конце каждого теста. Продолжительность испытания должна указываться в протоколе испытания;
в) насосы должны работать в пределах заданных значений температуры подшипников, как установлено в 6.10.2.4, и не должны обнаруживать признаков ненормальной работы, шума, вызываемого кавитацией;
г) при эксплуатации с номинальной частотой вращения насосы должны работать в пределах допусков, установленных в таблице 16 согласно перечислению б) 8.3.3.3.
8.3.3.6 Если определено, параметрические испытания должны выполняться на испытательном стенде для определения NPSHA при NPSHA, не превышающем 110% от величины, указанной в листе технических данных.
Примечание - Цель данного испытания - определение эксплуатационных характеристик насоса при установленном значении NPSHA на линии всасывания.
8.3.3.7 Требования а)-г), перечисленные ниже, должны выполняться после завершения параметрических испытаний:
а) если после завершения параметрических испытаний необходимо демонтировать насос с единственной целью механической обработки рабочих колес для того, чтобы обеспечить соответствие допускам на дифференциальный напор, повторные испытания не требуются, если уменьшение диаметра не превышает 5% от исходного диаметра. Значение диаметра рабочего колеса во время заводских испытаний, а также значение конечного диаметра рабочего колеса должны записываться на подтвержденной испытательной кривой рабочих характеристик после того, как диаметр рабочего колеса был уменьшен;
б) если определено, демонтаж многоступенчатых насосов для регулирования напора (включая изменение диаметра менее чем на 5%) после испытаний должен рассматриваться как причина проведения повторных испытаний;
в) если необходимо демонтировать насос для внесения других корректировок, например, для повышения мощности, кавитационного запаса (NPSH) или улучшения механической работы, результаты предварительного испытания не должны рассматриваться как окончательные и после внесения корректировок должны быть проведены заключительные параметрические испытания;
г) если после проведения параметрических испытаний необходимо снять торцевое уплотнение или если испытательные пары трения заменяются на рабочие пары трения, конечное уплотнение, входящее в поставку насоса должно быть испытано на герметичность, как описано ниже:
1) опрессовать каждое уплотнение отдельно с использованием воздуха, давлением, равным испытательному манометрическому давлению 172 кПа (1,72 бар, 25 psi);
2) изолировать испытательную установку от источника давления и поддерживать давление, как минимум, в течение 5 мин или 5 мин в расчете на 30 л (1 кубический фут) испытательного объема в зависимости от того, какая из этих двух величин больше;
3) максимальный допустимый перепад давления во время проведения испытаний должен составлять 14 кПа (0,14 бар, 2 psi).
8.3.3.8 При отсутствии других указаний, после окончательных параметрических испытаний насосы не демонтируются. Насос, включая уплотнительную камеру, должен быть дренирован до практически достижимой степени, заполнен замещающим воду ингибитором на период 4 ч и после этого повторно дренирован.
8.3.4 Дополнительные испытания
8.3.4.1 Общие положения
Заводские испытания должны проводиться в соответствии с 8.3.4.2-8.3.4.7. Перечень испытаний и необходимые данные (например, данные по вибрации и температуре) должны быть согласованы между потребителем/заказчиком и изготовителем до проведения испытаний.
8.3.4.2 Рабочие испытания механического оборудования
8.3.4.2.1 Если указано, насос должен работать на испытательном стенде до достижения стабильной температуры масла по 6.10.2.4.
8.3.4.2.2 Если не указано, насос должен обкатываться под нагрузкой в течение 4 ч.
8.3.4.3 Проверка необходимого кавитационного запаса (NPSH)
8.3.4.3.1 Если указано, допускаемый кавитационный запас должен определяться в каждой испытательной точке согласно а) 8.3.3.3 за исключением точки отключения.
8.3.4.3.2 Падение напора (напора в первой ступени многоступенчатых насосов) на 3% должно интерпретироваться как указывающее на ухудшение работы насоса. Напор в первой ступени насосов с двумя или более ступенями должен измеряться с использованием отдельного подсоединения к выходу первой ступени, если это возможно. Если это невозможно, то должны быть рассмотрены испытания только первой ступени. По согласованию с покупателем, напор первой ступени может быть определен путем деления общего развиваемого напора на число ступеней.
8.3.4.3.3 В ходе проверки необходимого кавитационного запаса определяется фактический кавитационный запас NPSH, требуемый при 3% падении напора. При отсутствии иных указаний или согласований, определяются графические зависимости при постоянной подаче путем снижения NPSHA до точки, где кривая напора отклоняется от значения, достигнутого при NPSHA в соответствии с 8.3.4.3.2 по меньшей мере на 3%. Проверка необходимого кавитационного запаса должна начинаться с NPSHA, равного аналогичной величине при параметрических испытаниях и не менее чем в два раза превышать NPSHR, указанную на кривых, представленных в техническом предложении. Первые две испытательные точки должны различаться на величину, не превышающую точность определения напора. Если при той же подаче вторая испытательная точка показывает падение дифференциального напора, следует повысить NPSHA до величины, достаточной для достижения двух последовательных точек при равном напоре. Расстояние между двумя точками должно быть не менее 1 м (3 футов) NPSHA. Указанные зависимости NPSHR должны быть получены и представлены в соответствии с требованиями [73] или [43]. Проверка не должна продолжаться после достижения 20% отклонения значения напора (20% напора первой ступени для многоступенчатых насосов).
Примечание - При указании на выполнение 8.3.3.6 существует возможность, что на величину напора оказала воздействие недостаточная величина NPSHA, и может понадобиться начать проверку с более высоких значений NPSHA.
8.3.4.3.4 Значение необходимого кавитационного запаса в номинальной точке не должно превышать значения по таблице 16. В случае демонтажа для корректировки необходимого кавитационного запаса требуется провести повторное испытание по 8.3.3.5, 8.4.3.1.
8.3.4.4 Испытания собранного агрегата
8.3.4.4.1 Если указано, насос и цепь привода со всеми вспомогательными устройствами, составляющими агрегат, должны испытываться вместе. Если указано, необходимо провести измерения вибрации для подтверждения результатов испытаний изготовителя. Испытания собранного агрегата должны выполняться вместо или в дополнение к раздельным испытаниям отдельных деталей, указанных потребителем/заказчиком.
8.3.4.4.2 Допустимые уровни вибрации каждой детали агрегата должны проверяться в соответствии с действующими стандартами и техническими условиями, за исключением поршневых двигателей (в этом случае допустимые значения выбираются по согласованию между потребителем/заказчиком, поставщиком/изготовителем насоса и поставщиком двигателя).
8.3.4.5 Измерения уровня звука
Измерения уровня звука должны проводиться по соглашению между потребителем/заказчиком и поставщиком/изготовителем.
Примечание - Как руководства могут использоваться ГОСТ 31252 (ИСО 3740:2000), [6] и [7].
8.3.4.6 Испытания вспомогательного оборудования
Если определено, вспомогательное оборудование, например, масляные системы, зубчатые передачи и системы управления должны испытываться на предприятии поставщика. Детали испытаний вспомогательного оборудования должны быть разработаны совместно потребителем/заказчиком и изготовителем.
8.3.4.7 Испытание на резонанс корпуса подшипника
Если указано требование испытаний на резонанс, корпус (корпуса) подшипников должны быть подвергнут ударному воздействию или другими подходящими средствами при отсоединенном насосе вынужденным колебаниям, а собственная частота (собственные частоты) должна определяться по резонансу. Между собственной частотой (собственными частотами) и частотами возбужденных вынужденных колебаний, приведенными ниже, должна существовать разделительная полоса:
а) частоты, кратные рабочей скорости (об/мин): 1,0; 2,0; 3,0;
б) частоты, кратные частоте следования лопаток: 1,0; 2,0.
Критерии приемки испытаний должны согласовываться потребителем/заказчиком и изготовителем.
8.4 Подготовка к отгрузке
8.4.1 Оборудование должно быть подготовлено для перевозки внутри страны. Такая подготовка предполагает подготовку оборудования к хранению вне помещения на период не менее 6 месяцев без предэксплуатационного демонтажа за исключением возможных случаев проверки подшипников и уплотнений. Подготовка к длительному хранению или экспортной поставке более тщательна и должна осуществляться поставщиком/изготовителем по согласованным процедурам.
8.4.2 Оборудование должно быть подготовлено к отгрузке после завершения всех испытаний и проверок, а также после приемки его покупателем. Подготовка должна включать действия, установленные в 8.4.2.1-8.4.2.9.
8.4.2.1 При необходимости следует блокировать роторы. Блокированные роторы должны быть идентифицированы посредством бирок, выполненных из коррозионностойких материалов, прикрепляемых проволокой из нержавеющей стали.
8.4.2.2 Внутренние поверхности корпусов подшипников и детали масляных систем, изготовленные из углеродистой стали, должны быть покрыты маслорастворимыми антикоррозионными средствами, совместимыми со смазочным маслом.
8.4.2.3 Узлы подшипников должны быть полностью защищены от попадания влаги и грязи. Если пакеты с кристаллами испаряемого ингибитора устанавливаются в больших полостях, то они должны прикрепляться в доступном месте для облегчения их удаления. Если возможно, пакеты должны устанавливаться в проволочной клетке, прикрепляемой к крышкам фланцев. Местоположение пакетов должно указываться на бирках, выполненных из коррозионностойких материалов, прикрепляемых с использованием проволоки из нержавеющей стали.
На наружные поверхности, кроме механически обработанных поверхностей должно быть нанесено одно покрытие из стандартной краски изготовителя. Краска не должна содержать свинца или хроматов. Детали из нержавеющей стали не должны окрашиваться. Обратные стороны опорных плит должны подготавливаться к цементированию в соответствии с 7.3.12.
8.4.2.5 Наружные механически обработанные поверхности кроме поверхностей из коррозионностойкого материала, должны быть покрыты антикоррозионными средствами.
8.4.2.6 Отверстия фланцев должны быть оснащены металлическими крышками толщиной не менее 5 мм (0,19 дюйма) с эластомерными прокладками, а также как минимум, четырьмя болтами, диаметр которых должен соответствовать наружному диаметру крепежных отверстий. Для отверстий под крепежные шпильки для крепления крышек должны быть использованы все необходимые шпильки.
8.4.2.7 Резьбовые отверстия должны оснащаться стальными колпачками или стальными пробками в соответствии с 6.4.3.11.
8.4.2.8 Отверстия, которые были скошены для сварки, должны быть оснащены крышками, предназначаемыми для предотвращения попадания посторонних материалов и повреждения скоса.
8.4.2.9 Открытые валы и муфты сцепления валов должны быть упакованы с использованием водонепроницаемой прессуемой парафинированной ткани или бумаги, пропитанной летучим антикоррозионным веществом. Швы должны быть изолированы при помощи маслостойкой липкой ленты.
8.4.3 Вспомогательные трубные соединения, предусмотренные на поставляемом оборудовании, должны быть проштампованы или снабжены бирками с данными, соответствующими данным таблицы соединений изготовителя или монтажному чертежу. Должны быть указаны режимы работы и обозначения соединений. Обозначения для всех соединений насоса, включая соединения с пробками, должны соответствовать приложению Б.
8.4.4 Точки подъема и монтажные петли должны четко идентифицироваться.
8.4.5 Оборудование должно идентифицироваться с указанием индивидуальных и серийных номеров. Материалы, отгруженные по отдельности, должны идентифицироваться посредством надежно прикрепленных коррозионностойких металлических бирок, на которых указаны деталь и серийный номер оборудования, для которого они предназначаются. Упакованное оборудование должно отгружаться с двумя упаковочными листами, один из которых находится внутри транспортировочного контейнера, а второй прикрепляется к его наружной поверхности.
8.4.6 Одна копия стандартного руководства по эксплуатации должна поставляться в комплекте в отгружаемым оборудованием (пакуется и отгружается вместе с ним).
8.4.7 Изготовитель должен обеспечить потребителя/заказчика согласующимися с [65] инструкциями по подготовке к хранению оборудования, направленной на обеспечение его целостности на месте работы перед пуском.
8.4.8 Горизонтальные насосы вместе со всеми приводами и вспомогательными устройствами должны отгружаться в сборе, за исключением нижеуказанных случаев. Проставки между муфтами с болтами и другими деталями, такими как шайбы ограничения расхода, не являющиеся сборочной частью насосного агрегата, должны паковаться в отдельные ящики и прочно крепиться на базовой плите.
8.4.9 Приводы для вертикальных насосов и горизонтальные приводы массой более 200 кг (450 фунтов) после заводского монтажа и центровки могут отсоединяться и поставляться отдельно, но в одной партии с насосом. Вертикальные насосы со всасывающими патрубками должны поставляться без последних.
8.4.10 При необходимости отдельной поставки других основных деталей требуется предварительное согласие потребителя/заказчика.
8.4.11 Элементы металлических сетчатых фильтров должны очищаться и переустанавливаться до отгрузки. Неметаллические фильтры поставляются и устанавливаются в неиспользованном состоянии.
8.4.12 Используемые ингибиторы коррозии должны быть растворимы в масле и совместимы со всеми перекачиваемыми жидкостями.
9 Отдельные типы насосов
9.1 Одноступенчатые консольные насосы
9.1.1 Горизонтальные насосы (типа ОН2)
9.1.1.1 Использование задних опор корпуса подшипника запрещается.
9.1.1.2 Расстояние между насосами и приводными концами валов (расстояние между концами вала, (DBSE) не должно препятствовать удалению и установке между муфтовых проставок без перемещения привода, ступиц муфт или корпусов.
9.1.1.3 Коэффициент упругости вала должен рассчитываться изготовителем как указано в М.1 (приложение М) и указываться в листе технических данных.
Проектные и эксплуатационные требования к роторам консольных насосов изложены в нескольких частях данного стандарта. В М.1 (приложение М) эти требования перечислены и представлены стандартные методики расчета коэффициентов упругости валов, которые могут быть использованы для оценки этих последних параметров, а также для определения основы сравнения величин упругости валов.
9.1.2 Вертикальные линейные насосы (типа ОН3)
9.1.2.1 Контактная поверхность дна корпуса насоса должна быть плоской, для обеспечения устойчивости насоса, если он устанавливается отдельно на опорной монтажной площадке или фундаменте. Отношение высоты центра тяжести установки к ширине контактной поверхности не должно превышать 3:1. Устойчивость должна достигаться благодаря конструкции корпуса или с использованием основания станины.
9.1.2.2 Насосы должны проектироваться так, чтобы они могли перемещаться совместно с всасывающим и нагнетательным патрубками, либо крепиться болтами к монтажной площадке или к фундаменту.
Нагрузка фланцев на насос может увеличиваться, если потребитель/заказчик решит закрепить агрегат болтами. В этом случае необходимо обратить внимание на конструкцию трубопровода.
9.1.2.3 Для того чтобы жидкость не собиралась на крышке или опоре привода должно быть предусмотрено сливное резьбовое отверстие с минимальным размером DN 15 (1/2 NPS).
9.1.2.4 Насос и камера уплотнения должны постоянно вентилироваться через отверстие либо в камере уплотнения, либо в трубопроводе промывки. Это отверстие должно находиться в верхней точке. Использование систем ручной вентиляции требует одобрения потребителя/заказчика.
Если вентиляция в атмосферу невозможна, вентиляционный канал должен быть подсоединен к технологическому трубопроводу таким образом, чтобы он находился выше уровня камеры уплотнения.
9.1.2.5 Расстояние между насосом и концами приводного вала (расстояние между концами вала, (DBSE) должно позволять производить удаление и последующую установку муфтовой проставки, не нарушая положения привода, ступицы муфты и корпуса.
9.1.2.6 Должно быть предусмотрено устройство, позволяющее непосредственно установить и снять ротор в сборе снаружи опоры двигателя, чтобы при этом двигатель оставался на своем месте.
9.1.2.7 С одобрения потребителя/заказчика корпуса подшипников должны быть подготовлены для смазки консистентным составом по 6.11.4. Стабильная температура корпусов подшипников при работе не должна превышать 82°С (180°F) при температуре окружающей среды, равной 43°С (110°F). Рекомендованные консистентные смазки должны подходить для работы при указанных температурах.
9.1.2.8 Двигатели должны центрироваться на предприятии поставщика/изготовителя перед отгрузкой.
9.1.3 Насосы с встроенным редуктором (типа ОН6)
9.1.3.1 Рабочее колесо должно прикрепляться шпонками или посредством шлицов к выходному валу редуктора.
9.1.3.2 Для демонтажа ротора и монтажа уплотнений насосов со встроенным редуктором может потребоваться отсоединение привода.
9.1.3.3 Тип рабочего колеса должен выбираться в соответствии с областью применения и оно может быть открытым, полуоткрытым или полностью закрытым.
9.1.3.4 Необходимость анализа поперечной скорости ротора должна определяться в соответствии с 9.2.4.1. Анализ поперечной скорости должен проводиться только для отдельных новых насосов или насосов, работающих в критическом режиме.
Примечание - Критические скорости в поперечном направлении могут представлять интерес для насосов типа ОН6. Обычно насосы этого типа детально исследуются на этапе проектирования и типичные динамические характеристики их роторов являются приемлемыми и применимыми.
9.1.3.5 Должны использоваться цельные гидравлические радиальные подшипники.
9.1.3.6 Датчики температуры и давления, устанавливаемые непосредственно на редукторе/мультипликаторе, должны соответствовать [68] за исключением того, что диаметр датчиков должен равняться 50 мм (2,0 дюйма). Если указано, для датчиков температуры должны быть предусмотрены резьбовые каналы из цельных прутков для ввода термопар.
9.1.3.7 Шнеки, рабочие колеса и аналогичные основные вращающиеся детали должны быть динамически отбалансированы в соответствии с ГОСТ ИСО 1940-1, класс G2.5 или до остаточного уровня дисбаланса 7 г·мм (0,01 унций - дюйм), в зависимости от того, какое из двух значений больше. По возможности масса балансировочной оправки не должна превышать массу балансируемой детали. Вибрация, измеряемая в процессе параметрических испытаний, не должна превышать уровни, приведенные в таблице 8.
9.2 Двухопорные насосы (типы ВВ1, ВВ2, ВВ3 и ВВ5)
9.2.1 Корпуса, находящиеся под давлением
9.2.1.1 Корпуса с осевым разъемом должны иметь прокладки из композиционного листового материала или притертое соединение; в предложении поставщика/изготовителя должно устанавливаться, какие прокладки или какое соединение должно использоваться.
9.2.1.2 Насосы, работающие при температурах ниже 150°С (300°F) могут устанавливаться на лапах.
9.2.1.3 В случае насосов с осевым разъемом корпуса, для подъема только верхней половины корпуса должны быть предусмотрены монтажные проушины или резьбовые отверстия для болтов с проушиной, и они должны быть снабжены бирками. Методы подъема собранного механизма должны определяться поставщиком/изготовителем по перечислению а) 10.2.2.1 и приложению М.
9.2.1.4 Если указано, предлагаемые конструкции соединений должны направляться покупателю на согласование перед их изготовлением. На чертеже должны быть представлены конструкции сварных швов, размеры, материалы, а также предсварочная и послесварочная термообработка.
9.2.1.5 Для насосов с всасывающим и напорным патрубками со штифтовым соединением и после механической обработки, изготовитель должен указать минимально допустимую длину, позволяющую раскреплять и скреплять подводящие патрубки с целью осуществления планового техобслуживания. Части труб для соединения подводящих трубопроводов должны обеспечиваться потребителем/заказчиком.
Примечание - Наличие скрепляющих патрубков снимает необходимость в демонтаже больших участков трубопроводов с целью удаления кожуха насоса в процессе капитального ремонта.
9.2.2 Ротор
9.2.2.1 Рабочие колеса многоступенчатых насосов должны быть по отдельности закреплены на валу с использованием пояска или разрезного кольца в направлении нормального воздействия гидравлического усилия.
Примечание - Допускаются альтернативные варианты установки и крепления рабочих колес на валу.
9.2.2.2 Роторы с рабочими колесами, посадка которых осуществляется с зазором, должны оснащаться механическими средствами для ограничения перемещения рабочего колеса в направлении, противоположном нормальному гидравлическому усилию, до 0,75 мм (0,03 дюйма).
9.2.2.3 Если указано, роторы с рабочими колесами, установленными по посадке с натягом, должны оснащаться механическими средствами для ограничения перемещения в направлении, противоположном нормальному гидравлическому усилию, до 0,75 мм (0,03 дюйма).
9.2.2.4 Биение валов и роторов в сборе, опирающихся на V-образный блок или стендовые ролики, измеряемое вблизи их подшипников, должно находиться в пределах, установленных в таблице 17.
Таблица 17 - Требования по биениям вала и ротора
Коэффициент упругости F | Допустимое биение вала TIR, мкм (дюйм) | Посадка компонента на валу | Допустимое радиальное биение ротора TIR |
>1,9·10 | 40 (0,0015) | Зазор | 90 (0,003 5) |
С натягом | 60 (0,002 5) | ||
| 25 (0,0010) | Зазор | 75 (0,003 0) |
С натягом | 50 (0,002 0) | ||
где
| |||
9.2.3 Рабочие зазоры
9.2.3.1 Сменные втулки корпуса и межступенчатые втулки на валу или равноценные им детали должны быть установлены во всех межступенчатых переходах.
9.2.3.2 Рабочие зазоры, связанные с деталями, используемыми для баланса осевой нагрузки или для смазки внутренних подшипников, могут соответствовать стандарту изготовителя при условии, что эти зазоры заявлены как исключения в соответствии с 6.7.4 настоящего стандарта в заявке и утверждаются потребителем/заказчиком. Если стандартные зазоры определяемые изготовителем на основе комбинаций материалов, обладают лучшими характеристиками износостойкости, то подтверждающие данные должны быть включены в заявку.
9.2.4 Динамика
9.2.4.1 Анализ поперечной критической скорости
9.2.4.1.1 В зависимости от конструкции насоса первая или вторая поперечная "мокрая" частота вращения многоступенчатых и высокоскоростных насосов могут совпадать с рабочей частотой вращения, в частности, при увеличении внутренних зазоров, возникших в результате износа. Анализ поперечных колебаний предсказывает, является ли это совпадение вероятным, а конечная вибрация приемлемой.
9.2.4.1.2 Если не указано иное, необходимость проведения анализа поперечных колебаний ротора насоса должна определяться с использованием таблицы 18.
Таблица 18 - Логика принятия решений для анализа поперечной критической скорости ротора
Шаг | Действие |
1 | Спроектируйте насос |
2 | Существует ли аналогичный (п.3.51) или идентичный, согласно 3.15 насос? |
3 | Является ли ротор классически жестким? (3.17)? |
4 | Требуется анализ |
5 | Анализ не рекомендуется |
9.2.4.1.3 Если анализ поперечной критической скорости ротора требуется процессом, рассмотренным в 9.2.4.1.2, или он установлен покупателем, то анализ должен быть проведен и его результаты должны быть оценены в соответствии с приложением К.
9.2.4.2 Балансировка ротора
9.2.4.2.1 Роторы категорий, перечисленных ниже, должны быть динамически отбалансированы в двух плоскостях при низкой скорости так, чтобы соответствовать классам балансировки, приведенным в таблице 19:
- многоступенчатые насосы (три или более ступеней);
- одноступенчатые и двухступенчатые насосы, максимальная постоянная частота вращения которая превышает 3800 об/мин.
Таблица 19 - Требования к балансировке ротора
Посадка компонентов на вал | Максимальная постоянная частота вращения об/мин | Коэффициент упругости, L | Методика балансировки ротора (s) | Класс балансировки ротора |
Зазор |
| Без ограничений | С | |
С натягом |
| Без ограничений | С + В или D | G2.5 (8W/n) |
>3800 |
| С + В или D | G1 (4W/n) | |
Примечание - Требования по биению ротора даны в таблице 17.
| ||||
9.2.4.2.2 Последовательность действий по сборке и корректировке балансировки ротора должна соответствовать ГОСТ 31320. При балансировке на роторе не должны быть установлены полумуфта насоса или вращающиеся детали торцевых уплотнений.
В таблице 19 представлен класс G2.5 ГОСТ ИСО 1940-1 для всех роторов, посадка которых осуществляется с натягом, а предельная частота вращения равна 3800 об/мин. Выбор этой частоты вращения основывается на факторах:
- при частоте вращения 3800 об/мин верхний предел балансировки класса G2.5 создает силу, возникающую как результат дисбаланса 10% веса ротора. Это означает, что дисбаланс не оказывает влияния на ротор в рабочем состоянии;
- в случае роторов, обладающих высокой упругостью по таблице 17, нецелесообразно достигать и поддерживать прямолинейность, требуемую для балансировки класса G1.
9.2.4.2.3 Эксцентриситет массы, связанный с балансировкой класса G1, мал, например, его максимальное значение при работе с частотой вращения 3800 об/мин равно 2,5 мкм (0,0001 дюйма). Это приводит к следующим последствиям:
- нецелесообразно осуществлять балансировку деталей лучше, чем это требуется классом G2.5, согласно 6.9.4.1, поскольку оправка эффективно изменяется при монтаже детали;
- качество балансировки может оказаться непроверяемым, если ротор отклоняется из его положения на балансировочном стенде или демонтируется и вновь собирается. Однако всегда можно провести проверку остаточного дисбаланса для определения точности балансировочного стенда.
9.2.4.2.4 При балансировке роторов пустые одиночные шпоночные канавки должны заполняться полушпонками.
9.2.4.2.5 Если ротор подвергается балансировке как узел, необходимо провести испытание на остаточный дисбаланс. Проверка должна проводиться после заключительной балансировки ротора с использованием процедуры в соответствии с приложением Л. Вес всех полушпонок, используемых в процессе заключительной балансировки собранного ротора, должен регистрироваться в рабочем листе остаточного дисбаланса (на эскизном чертеже ротора) либо схематически изображаться отдельно и приводиться на рабочем листе в соответствии с приложением Л.
9.2.5 Подшипники и корпуса подшипников
9.2.5.1 Гидравлические радиальные подшипники, в случае поставки, должны соответствовать 9.2.5.1.1-9.2.5.1.4.
9.2.5.1.1 Подшипники должны быть разъемными для облегчения сборки, с точным посадочным отверстием, типа подшипников скольжения с втулкой или вкладышем со сменными втулками, вкладышами или наружными кольцами, покрытыми антифрикционным слоем на стальной ленте и залитыми баббитом. Подшипники должны оснащаться штифтами, предотвращающими проворот, и принудительно крепиться в осевом направлении.
9.2.5.1.2 Втулки, вкладыши или наружные кольца должны находиться в корпусах с осевым разъемом и должны заменяться без демонтажа любой части корпуса или удаления соединительной втулки.
9.2.5.1.3 Подшипники должны проектироваться так, чтобы исключить установку в обратном направлении или верхней стороной вниз.
9.2.5.1.4 Если материал, из которого изготовлен вал, содержит более 1,0% хрома, а скорость поверхности шейки вала превышает значение, равное 20 м/с (65 футов/с), то шейка вала должна иметь твердое покрытие, покрытие с гальванически нанесенным слоем твердого хрома или иметь втулку из углеродистой стали.
Примечание - Назначение этой конструкции состоит в том, чтобы избежать повреждения (изнашивания) подшипника.
9.2.5.2 Гидродинамические упорные подшипники скольжения должны соответствовать 9.2.5.2.1-9.2.5.2.5.
9.2.5.2.1 Упорные подшипники должны быть многосегментными, покрытыми антифрикционным слоем, залитыми баббитом. Эти подшипники рассчитаны на одинаковую максимально допустимую нагрузку в обоих направлениях и размещаются на каждой стороне для постоянной смазки под давлением. Подшипники с обеих сторон должны быть типа подшипников с плавающими сегментами, имеющими функцию самоустанавливания, благодаря чему каждый сегмент несет одинаковую долю осевой нагрузки при незначительных изменениях в толщине сегмента.
9.2.5.2.2 Упорные диски должны быть заменяемыми. Они должны устанавливаться на вал с натягом для предотвращения колебаний и осевых перемещений.
9.2.5.2.3 Шероховатость поверхности обеих сторон упорных колец не должна превышать 0,4 мкм (16 микродюймов) Ra и после установки полные осевые биения на любой стороне не должны превышать 13 мкм (0,0005 дюйма).
9.2.5.2.4 Упорные подшипники скольжения должны быть рассчитаны на максимальную постоянную приложенную нагрузку согласно 6.10.1.2. При этой нагрузке и соответствующей скорости вращения значения параметров, указанных ниже, должны определяться следующим образом:
а) минимальная толщина масляной пленки - 8 мкм (0,0003 дюймов);
б) максимальное удельное давление (нагрузка, деленная на площадь) - 3500 кПа (35 бар; 500 psi);
в) максимальная расчетная температура поверхности баббита 130°С (265°F).
Если указано, размеры упорного подшипника скольжения должны пересматриваться и согласовываться с потребителем/заказчиком.
Допустимые значения, приведенные выше, соответствуют расчетному коэффициенту не менее 2, основанному на предельной несущей способности подшипника. Вычисленная температура поверхности баббита является проектным значением и не является в этих условиях репрезентативной реальной температурой баббита. Для подшипников, размеры которых отвечают критериям, приведенным выше, допустимые значения температуры металла при проведении заводских испытаний и в полевых условиях определяются по 6.10.2.4:
- заводские испытания должны проводиться с использованием воды и в нормальном рабочем режиме в полевых условиях по перечислению с) 8.3.3.5 при 93°С (200°F);
- необходимо наличие аварийного устройства или механизма автоматического отключения в полевых условиях при 115°С (240°F).
9.2.5.2.5 Упорные подшипники скольжения должны размещаться так, чтобы имелась возможность провести центровку каждого ротора относительно корпуса и установить зазоры или предварительное нагружение подшипника.
9.2.5.3 Если температура масла на входе превышает 50°С (120°F), необходимо уделить особое внимание конструкции подшипников, расходу масла и допустимому повышению температуры. Выпуск масла из упорных подшипников скольжения должен соответствовать рекомендациям изготовителя подшипников в отношении скорости колец и используемого метода смазки. Соединения для подачи масла на корпусах подшипников должны соответствовать 7.5.
9.2.5.4 Корпуса подшипников с осевым разъемом должны иметь соединение "металл-металл". Половины корпуса центрируются с помощью цилиндрических штифтов.
9.2.6 Смазка
9.2.6.1 Если указано или рекомендовано поставщиком/изготовителем и одобрено потребителем/заказчиком, система смазки под давлением должна подавать масло при соответствующем давлении в подшипники, приводной механизм и любое другое приводное оборудование насосов, включая зубчатые передачи.
9.2.6.2 Внешние системы смазки под давлением должны соответствовать требованиям части 3 [68] или национальным стандартам государств, упомянутых в предисловии, как проголосовавших за принятие межгосударственного стандарта. На рисунке Б.8 (приложение Б) и в таблице Б.1 (приложение Б) подробно представлена минимально допустимая система оборудования, использование которой допускается настоящим стандартом.
9.2.6.3 Если масло подается из общей системы в два или более механизмов (например, в насос, зубчатую передачу и двигатель), характеристики масла должны подходить для всего поставляемого оборудования. Поставщик/изготовитель, несущий комплексную ответственность за поставку всего агрегата, должен получить одобрение потребителя/заказчика и других поставщиков/изготовителей оборудования в отношении выбранного масла.
Примечание - Типичными смазочными материалами, используемыми в общей смазочной системе, являются минеральные (углеводородные) масла, соответствующее классам 32-68 по ISO, как установлено в [77].
9.2.6.4 Если указано, система смазки под давлением должна соответствовать требованиям [68]. К такой системе смазки должны прилагаться листы технических данных.
9.2.7 Испытания
9.2.7.1 Для подшипников, смазываемых под давлением, масло испытательного стенда и компоненты системы смазки, располагаемые за фильтрами, должны отвечать требованиям, предъявляемым к чистоте смазки, установленным в [68].
9.2.7.2 Во время заводских испытаний насосов с подшипниками, смазываемыми под давлением, подача масла в каждый корпус подшипника должна измеряться и регистрироваться.
9.2.7.3 В процессе проведения испытаний должны использоваться все приобретенные зондовые датчики вибрации, преобразователи и вибраторы-демодуляторы. Если зондовые датчики вибрации не поставляются поставщиком/изготовителем или если приобретенные зонды оказываются несовместимыми с заводской аппаратурой для считывания данных, должны использоваться заводские зонды и считывающие устройства, отвечающие требованиям [28] предъявляемым к точности. Вибрация, измеренная такими приборами, должна быть основой для приемки или отбраковки насоса. Вибрация, измеренная такими приборами, должна быть основой для приемки или отбраковки насоса по 6.9.3.6.
9.2.7.4 В случае одобрения потребителем/заказчиком одноступенчатые насосы с рабочим колесом двустороннего входа должны быть собраны для испытаний с присоединением привода с противоположного конца насоса по сравнению с нормальным размещением контрактного насоса и привода. После окончательной сборки повторное испытание не требуется. Если требуется такое размещение, то оно должно быть указано в заявке.
Примечание - Такое требование возникает в связи с ограничением испытательного стенда для трубопровода.
9.2.7.5 Если указано, гидродинамические подшипники должны быть удалены, осмотрены потребителем/заказчиком или его представителем и вновь собраны после завершения параметрических испытаний.
9.2.8 Подготовка к отгрузке
9.2.8.1 Если запасной ротор или картриджный сборочный элемент заказаны, необходимо подготовить их для хранения в необогреваемом помещении в течении 3 лет. Такая подготовка должна включать обработку антикоррозионными средствами и размещение их в упаковке, защищающей от паров, с медленно выделяющимся ингибитором в паровой фазе. Ротор или картриджный сборочный элемент должны помещаться в коробку в зависимости от способа отгрузки. Между ротором и его опорой должен находиться упругий материал [но не свинец, тефлон (TFE) или политетрафторэтилен (PTFE)] толщиной не менее 3 мм (0,12 дюйма); опора не должна находиться в месте установки подшипников ротора. Ротор картриджного сборочного узла должен закрепляться для предотвращения перемещения внутри статора.
9.2.8.2 Если указано, запасные роторы и картриджные сборочные элементы должны подготавливаться к хранению в вертикальном положении. Ротор должен поддерживаться за муфтовый конец при помощи приспособления, рассчитанного на нагрузку в 1,5 раза превышающую вес ротора, без повреждения вала. Картриджный сборочный элемент должен поддерживаться крышкой корпуса (с ротором, выступающим из упорного подшипника).
9.2.8.3 Если указано, должен быть предоставлен контейнер для отгрузки и хранения, предназначенный для хранения ротора или картриджа в вертикальном положении.
9.2.8.4 Если указано, контейнер для отгрузки и хранения должен допускать наличие инертного газа.
9.3 Вертикальные полупогружные насосы (типа VS1-VS7)
9.3.1 Общие положения
9.3.1.1 Указанное давление в нагнетательном патрубке должно соответствовать установленному покупателем давлению на выходе. Гидравлические характеристики должны корректироваться с учетом статических потерь напора и потерь напора при трении. Характеристические кривые чаши или корпуса насоса должны предоставляться с указанием внесенных поправок.
9.3.1.2 Корпуса подшипников для вертикальных полупогружных консольных насосов необязательно размещать так, чтобы подшипники могли быть заменены без демонтажа или перемещения привода или крепления.
9.3.2 Корпуса, работающие под давлением
9.3.2.1 Для стаканов с прорезанными пазами не должны требоваться винтовые домкраты и установочные штифты корпуса.
9.3.2.2 Насосы должны быть оборудованы вентиляционными патрубками под втулки линии всасывания и уплотнительные камеры.
9.3.2.3 Корпусам, предназначенным для использования только кольцевых уплотнений, не требуются фланцевые или болтовые соединения для посадки спирально-навитых прокладок по 6.3.10.
Всасывающий патрубок допускается располагать в стакане (наружном корпусе).
9.3.3 Роторы
9.3.3.1 Все насосные валы должны подлежать механической обработке, или шлифовке и полировке по всей длине. Номинальные биения по индикатору не должны превышать 40 мкм/м (0,0005 дюймов/фут) длины. Полные биения не должны превышать 80 мкм (0,003 дюйма) по всей длине вала.
Для насосов с валами длиной 4500 мм (177 дюймов), поставщик/изготовитель должен предложить на рассмотрение покупателя альтернативное значение предельно допустимого биения [но не более 80 мкм (0,003 дюйма)].
9.3.3.2 Валы насосов должны быть цельными, если по согласованию с потребителем (из-за общей длины вала или ограничений по доставке) не указано иное.
9.3.4 Изнашиваемые детали и рабочие зазоры
9.3.4.1 Сменные втулки корпуса должны быть установлены во всех межступенчатых переходах. При этом перепад давления в этих переходах и характер используемой жидкости (например, загрязненная или не обладающая смазывающими свойствами) должен определять потребность в соответствующих втулках вала.
9.3.4.2 Размеры рабочих зазоров, установленные в 6.7.4 не относятся к зазорам втулок. Используемые зазоры должны быть определены в заявке и одобрены покупателем.
9.3.4.3 Насосы с полуоткрытыми рабочими колесами при работе в эрозионной среде должны оснащаться сменной облицовкой корпуса.
9.3.5 Динамика
Если указано, поставщик/изготовитель должен представить результаты динамического анализа насоса и его опорной конструкции для подтверждения приемлемости конструкции. Потребитель/заказчик и поставщик/изготовитель должны согласовать объем и метод анализа, а также критерии приемки.
Вертикальные полупогружные насосы обычно являются упругими конструкциями, при этом скорости вращения вала не должны совпадать с его собственными колебаниями. Вследствие этого они являются чувствительными к резонансной вибрации, если коэффициенты ее запаса не используются в процессе проектирования. Основные детали конструкции обычно включают основание, детали насоса и раму двигателя. Обычно прогиб основания составляет менее 5% полного прогиба элементов конструкции. Если при проведении анализа данные по основанию отсутствуют, должно использоваться согласованное значение. Обычно между собственной частотой вращения опорной конструкции двигателя и рабочей частотой вращения должна быть 20% разделительная полоса.
9.3.6 Втулки и подшипники
9.3.6.1 Втулки должны быть коррозионностойкими и износостойкими для соответствующего перекачиваемого продукта и установленной температуры. Максимальное расстояние между втулками вала должно соответствовать рисунку 37, чтобы первая частота вращения превышала максимально допустимую постоянную частоту вращения.
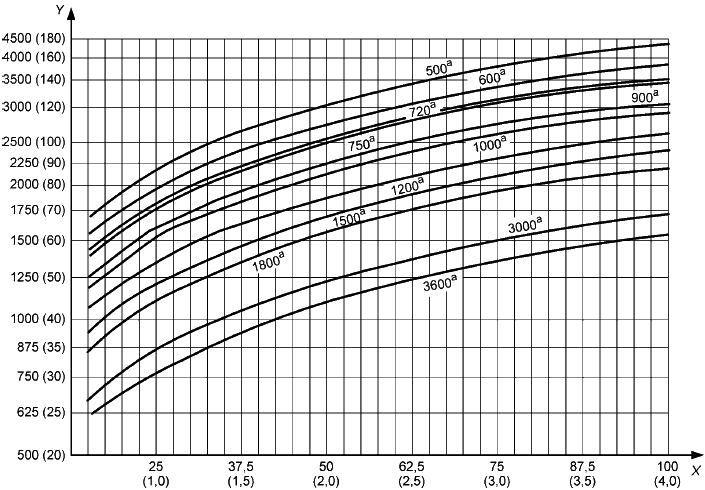
X - диаметр вала, мм (дюймы), Y - максимальное расстояние между втулками, мм (дюймы)
а) - Кривые для различных скоростей вращения, об/мин
Рисунок 37 - Максимальное расстояние между направляющими втулками вала
9.3.6.2 Упорные подшипники скольжения, составляющие одно целое с двигателем, должны отвечать требованиям 7.1.8. Упорные подшипники корпуса, составляющие одно целое с насосом, должны отвечать применимым требованиям 6.10. Для осевой регулировки ротора и смазки маслом упорный подшипник должен устанавливаться путем посадки с натягом на втулке со скользящей посадкой, передающей вращение через шпонку.
9.3.6.3 У всех насосов за исключением насосов типа VS4, рабочее колесо первой ступени должно размещаться между втулками.
Примечание - Хотя для рабочих колес первой ступени может потребоваться более совершенная опора ротора, в некоторых областях применения, например, для отстойников, требующих наилучшие характеристики всасывания рекомендуется консольное размещение рабочего колеса первой ступени.
9.3.7 Смазка
Втулки в вертикальных насосах должны смазываться перекачиваемой жидкостью. Если перекачиваемая жидкость не подходит, должны быть предложены альтернативные методы смазки.
9.3.8 Вспомогательные устройства
9.3.8.1 Приводы
9.3.8.1.1 Насосы и узлы двигателя, которые могут быть повреждены при вращении в обратную сторону, должны оснащаться нереверсивным храповым механизмом или другим устройством, одобренным потребителем/заказчиком, для предотвращения вращения в обратную сторону.
9.3.8.1.2 Если не указано иное, двигатели для вертикальных насосов должны оборудоваться твердыми валами. Если упорные подшипники насоса встроены в двигатель, последний должен иметь зазоры на валу и опоре, соответствующие требованиям рисунка 36.
9.3.8.2 Муфты и защитные ограждения
9.3.8.2.1 Торцы муфт должны быть перпендикулярными к их осям с точностью 0,1 мкм/мм (0,0001 дюйма/дюйм (в расчете на диаметр торца) или 13 мкм (0,0005 дюйма) (полное номинальное биение) в зависимости от того, какая из этих величин больше.
9.3.8.2.2 В вертикальных насосах без цельных упорных подшипников скольжения должны использоваться жесткие регулируемые муфты.
9.3.8.2.3 В вертикальных насосах, оснащенных жесткими муфтами и торцевыми уплотнениями, муфта должна иметь проставку. Проставка должна иметь длину, достаточную для замены уплотнения в сборе, включая втулку уплотнения, без удаления привода.
9.3.8.3 Монтажные плиты
9.3.8.3.1 Если указано, монтажная плита для двухкорпусных насосов должна быть отделена от основного корпусного фланца и размещена ниже него на достаточном расстоянии, позволяющем использовать сквозное болтовое соединение на корпусном фланце как на рисунке 38. Это расположение может привести к повышению целостности агрегата и рекомендуется к применению в случае работы в критических и низкотемпературных условиях.
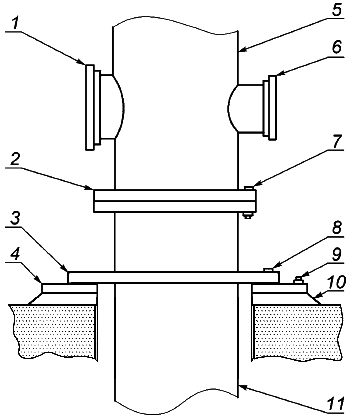
1 - всасывающий патрубок; 2 - основной корпусный фланец; 3 - монтажный фланец; 4 - опорная плита; 5 - напорная верхняя часть; 6 - напорный фланец; 7 - сквозное болтовое соединение (типичное) основного корпусного фланца; 8 - прижимные болты (типичные); 9 - анкерные болты (типичные); 10 - цементный раствор; 11 - легкий корпус (наружный корпус)
Рисунок 38 - Типовая установка вертикальных полупогружных двухкорпусных насосов (VS6 и VS7) с опорной плитой
9.3.8.3.2 Для каждой детали приводного механизма с массой более 250 кг (500 фунтов) необходимо использовать как минимум четыре регулировочно-установочных винта с целью повышения надежности горизонтальной регулировки.
9.3.8.3.3 Если указано, насосы должны оснащаться отдельной опорной плитой для болтового соединения и соединения с основанием посредством цементирования согласно рисунку 38. Верхняя поверхность такой плиты должна быть механически обработана для установки напорного патрубка, внешнего корпуса (емкости) или опоры двигателя.
9.3.8.3.4 Внешние углы опорной или монтажной плиты, погруженной в цементный раствор, должны иметь радиус не менее 50 мм (2 дюйма) в горизонтальной плоскости согласно рисунку Г.1 (приложение Г).
9.3.8.4 Трубопровод и принадлежности
Если торцевые уплотнения и приводы не установлены до отгрузки, система уплотнений трубопровода не должна быть полностью собрана.
9.3.9 Испытания
9.3.9.1 Насосы должны испытываться в полностью собранном виде. Испытания только стаканов и рабочих колес не рекомендуются. В случаях, когда проведение испытаний собранного блока нецелесообразно, изготовитель должен представить в своем предложении альтернативные процедуры испытаний. Всасывающие емкости, если они поставляются, не являются необходимыми для проведения параметрических испытаний.
9.3.9.2 Если указано, испытания на резонанс с насосом, отсоединенным от трубопровода, должны проводиться для конструкции насос-рама привода. Испытания должны проводиться следующим образом:
- Возбудить колебания в узле, ударяя по каркасу привода в направлении фланца на выходе.
- Определить собственную частоту (частоты) по отклику.
- Возбудить колебания в узле, ударяя по каркасу привода под углом 90° в направлении фланца на выходе.
Собственные частоты колебаний, определенные таким способом, должны быть, как минимум, на 10% ниже, чем минимальная постоянная рабочая частота вращения или, как минимум, на 10% выше, чем максимальная постоянная рабочая частота вращения.
9.3.10 Однокорпусные насосы с диффузором (VS1) и со спиральным отводом (VS2)
9.3.10.1 К деталям, составляющим корпус, работающим под давлением, относятся корпуса (чаши), колонна и нагнетательный патрубок.
Примечание - Стаканы насосов типа VS1 не обязательно изготавливать из стали марки S-6 с 12% хрома; они могут быть выполнены из углеродистой стали.
9.3.10.2 Валы должны быть открытыми или закрытыми. В случае закрытых валов тип смазки должен согласовываться с потребителем/заказчиком.
Открытый промежуточный вал должен смазываться перекачиваемой жидкостью. Если перекачиваемая жидкость не подходит как смазка, для обеспечения подачи чистой смазки для подшипников вала должен быть установлен закрытый трансмиссионный вал.
9.3.10.3 Монтажная поверхность напорной верхней части должна подходить как для цементирования, так и для установки на механически обработанной опорной плите.
9.3.10.4 Если на нагнетательном патрубке устанавливается компенсационный стык, необходимо ограничить усилие на насос. Поставщику/изготовителю рекомендуется провести проектный анализ места установки и конструкции трубопровода.
9.3.10.5 Если указано, промежуточный вал должен поставляться с закаленными участками муфт под каждой втулкой.
9.3.10.6 Если не указано иное, для всех типоразмеров колонн должны использоваться цельные крестообразные опоры втулок и посадки с прорезанными пазами.
9.3.10.7 Если не указано иное, стаканы должны быть фланцевыми и должны иметь посадку "металл-металл" с уплотнительными поясками.
9.3.11 Однокорпусные насосы с осевым потоком (VS3)
9.3.11.1 Деталями, составляющими корпус под давлением, являются корпус (чаша), колонна и напорная верхняя часть.
9.3.11.2 Если не указано иное, для колонн всех типоразмеров должны использоваться цельные крестообразные опоры втулок и посадки с прорезанными пазами.
9.3.11.3 Чаши должны иметь посадку "металл-металл" с пазами.
9.3.12 Однокорпусные насосы с промежуточным валом (VS4) и однокорпусные консольные насосы (VS5)
9.3.12.1 Для насосов VS4 должны быть предусмотрены втулки, обеспечивающие поддержку вала и рабочего колеса.
9.3.12.2 Насосы типа VS5 должны соответствовать нижеприведенным требованиям а)-г):
а) Ротор должен быть консольным и выступать из подшипникового узла. Погружные нижние подшипники не используются как направляющие детали для вала.
б) Жесткость вала должна ограничивать полный прогиб без использования корпусной втулки так, чтобы рабочее колесо не вступало в контакт с корпусом насоса в наиболее жестких динамических режимах в пределах всей кривой подача-напор в случае рабочего колеса максимального диаметра и при максимальной частоте вращения и плотности жидкости.
в) Роторы насосов консольного типа должны иметь первую "сухую" критическую частоту вращения, на 30% превышающую максимальную допустимую постоянную частоту вращения.
г) В случае насосов консольного типа VS5, полное номинальное биение вала не должно превышать 50 мкм (0,002 дюйма) и должно измеряться на валу непосредственно над торцевым уплотнением или корпусом сальника.
9.3.12.3 В случае использования насосов в открытых системах в качестве зумпфовых, деталями насосов типа VS4 и типа VS5, находящимися под давлением, являются корпус, крышка всасывания и нагнетательный трубопровод. В случае использования насосов в закрытых системах, находящихся под избыточным давлением, или работы с емкостями, находящимися под вакуумом, камера уплотнения, крышка насоса и крышка емкости также становятся компонентами, находящимися под давлением.
9.3.12.4 В случае насосов VS4 упорный подшипник должен быть сконструирован либо для работы с консистентной смазкой, либо со смазкой масляным туманом. Втулки должны смазываться водой, консистентной смазкой или продуктом реакции или являться самосмазывающимися. Подшипники насосов типа VS5 должны смазываться консистентной смазкой. Стабильная температура корпуса подшипника не должна превышать 82°С (180°F) при условии, что насос работает при рабочей температуре не выше 43°С (110°F). Рекомендуемые консистентные смазки должны подходить для работы при этих температурах.
9.3.12.5 Торцевые уплотнения обычно не поставляются для насосов VS4 и VS5, если только они не требуются для работы в условиях закрытой системы.
9.3.12.6 Для подъема насосного агрегата, включая привод, крышка должна оснащаться монтажными петлями.
9.3.12.7 Напорный патрубок и крышка должны проектироваться в соответствии с 6.3.3.
Если насос устанавливается в емкости, ее патрубок должен рассчитываться так, чтобы выдерживать допустимые нагрузки. Что касается допустимых нагрузок патрубка, по 6.5.
9.3.12.8 Для работы в условиях закрытых систем клапанные крышки насосов должны быть паронепроницаемыми. Конструкция и монтаж таких крышек должны согласовываться между потребителем/заказчиком и поставщиком/изготовителем.
9.3.12.9 Торцевые уплотнения, если они поставляются, должны размещаться на крышке для изоляции газов в питающем баке или емкости. Торцевые уплотнения обычно изолируют газы; однако они должны проектироваться для работы в жидкости в случае переполнения бака или емкости. Камера уплотнения должна быть снабжена выпускным устройством в верхней точке.
9.3.12.10 Допускается использовать лопатки динамического уплотнения рабочего колеса взамен уплотнительных колец с целью снижения протечек.
9.3.12.11 Обычно муфты с проставкой не используются в насосах типа VS4 и VS5. Полумуфта должны поставляться со скользящими посадками на валу. Полумуфты и шпонки должны крепиться к валу с использованием установочных винтов, что облегчает заключительную регулировку муфты.
9.3.13 Двухкорпусные насосы с диффузором (VS6) и спиральной камерой (VS7)
9.3.13.1 Детали, составляющие корпус под давлением насосов типа VS6, включают напорную верхнюю часть и стакан. Детали, составляющие корпус под давлением насосов типа VS7, включают наружный корпус (вместе с патрубком на выходе), верхнюю плиту и всасывающий трубопровод.
9.3.13.2 Если указано, стакан и труба колонны должны подвергаться гидравлическим испытаниям с использованием жидкости под давлением, как минимум, в 1,5 раза превышающим максимальный перепад давления в насосе. Гидравлические испытания должны проводиться в соответствии с требованиями 8.3.2.
9.3.13.3 Полная вентиляция наружного корпуса должна обеспечиваться посредством подсоединения вентиляции в верхней точке.
9.3.13.4 Должны быть приняты меры по обеспечению вентиляции внутреннего сборочного узла в камере уплотнения или соответствующего вспомогательного технологического трубопровода.
9.3.13.5 Если указано, емкость всасывания должна поставляться со сливной трубой, выходящей на поверхность.
9.3.13.6 Секции колонны всех типоразмеров должны включать цельные крестообразные опоры втулок с посадкой посредством прорезанных пазов.
10 Информация поставщика/изготовителя
10.1 Общие положения
10.1.1 Информация, которую должен предоставить поставщик/изготовитель, установлена в 10.2 и 10.3.
10.1.2 Информация поставщика/изготовителя должна быть представлена в пересылаемых (сопроводительных) письмах, на титульных листах и в титульных блоках или в других заметных местах на чертежах и должна включать следующие данные:
а) название компании потребителя/заказчика;
б) номер заказа/проекта;
в) номер технологической позиции и назначение оборудования;
г) номер запроса или заказа потребителя/заказчика;
д) другая идентификация, установленная в запросе или заказе потребителя/заказчика;
е) идентифицирующий номер предложения поставщика/изготовителя, заводской номер заказа, серийный номер или другая справочная информация, необходимая для полной идентификации соответствия данных.
10.1.3 Если указано, то в течение четырех-шести недель после размещения заказа должно быть проведено координационное совещание, предпочтительно на предприятии поставщика/изготовителя. Если не указано иное, поставщик/изготовитель должен подготовить и распространить повестку дня до проведения этого совещания, на котором должно быть рассмотрено:
а) заказ на поставку, объем поставки, личная ответственность и вопросы, связанные с субпоставщиками;
б) листы технических данных;
в) применимые технические требования и предварительно согласованные исключения;
г) графики передачи данных продукции и проведения испытаний;
д) программа и процедуры обеспечения качества;
е) контроль качества, доставка и проведение испытаний;
ж) схемы и спецификации для вспомогательных систем;
и) физическая ориентация оборудования, трубопровода и вспомогательных систем;
к) выбор муфт и их паспортные характеристики;
л) определение величины нагрузки на подшипники, выбор размеров и конфигурации подшипников;
м) динамический анализ роторов (анализ поперечной критической скорости, крутильных и переходных крутильных колебаний по требованию; по истечению 10-12 недель работы);
н) рабочие характеристики оборудования, альтернативные режимы работы, запуск, отключение и рабочие ограничения;
п) определение объема и описание анализа пульсаций или вибрации;
р) контрольно-измерительные приборы и устройства управления;
с) идентификация деталей для анализа напряжений и других аспектов анализа конструкции;
т) другая техническая информация.
10.2 Предложения
10.2.1 Общие положения
10.2.1.1 Поставщик/изготовитель должен направить оригинал предложения и установленное количество копий адресату, указанному в запросе. Предложение должно включать данные, установленные в 10.2.2-10.2.5, а также заявление, что система и все ее компоненты строго соответствуют настоящему стандарту. В противном случае поставщик/изготовитель должен представить список, в котором подробно описывается и разъясняется каждое отклонение от указанного стандарта. Поставщик/изготовитель должен представить подробное описание, позволяющее потребителю/заказчику оценить любые предложенные альтернативные конструкции. Все соответствия должны четко идентифицироваться согласно 10.1.2.
10.2.1.2 Зазоры, размеры которых меньше значений, установленных в таблице 6, должны рассматриваться в предложении как исключения в настоящем стандарте.
10.2.2 Чертежи
10.2.2.1 Чертежи, представленные в форме "Требования, предъявляемые к данным и чертежам поставщика/изготовителя (VDDR)", приведенные в примере в приложении Н должны быть включены в предложение. Должны быть предоставлены следующие данные:
а) общий вид или схематические чертежи каждого основного блока или системы, на которых показаны направление вращения, размеры и положение основных соединений покупателя, общие размеры, эксплуатационные размеры зазоров, общий вес, монтажный вес, максимальный эксплуатационный вес (указываемый для каждой детали), точки подъема и методы подъема собранного механизма, если применяются, а также номер стандартной опорной плиты в соответствии с приложением Г;
б) чертежи поперечного сечения, на которых показаны подробности конструкции предлагаемого оборудования;
в) схемы всех вспомогательных систем, включая систему промывки уплотнений, систему подачи. Также должен быть представлен список материалов.
10.2.2.2 Если используются типовые чертежи, схемы и спецификации, то данные, приводимые на них, должны быть завышены с тем, чтобы затем показать откорректированные данные по весу и размерам, соответствующие оборудованию, которое будет поставлено, и предложенному объему поставки.
10.2.3 Технические данные
В предложение должны быть включены следующие данные:
а) листы технических данных покупателя с полной информацией поставщика/изготовителя (вводимые после), и техническая документация, в которой полностью описываются элементы предложения;
б) прогнозируемые данные по уровню звукового давления по 6.1.16;
в) требования, предъявляемые к чертежам и данным изготовителя (пример, приведенный в приложении Н), включающая график, в соответствии с которым изготовитель передает все данные, установленные как часть заказа на покупку;
г) график отгрузки оборудования, понедельный, утверждаемый после получения заказа;
д) список основных изнашиваемых деталей, в котором указывается их возможная взаимозаменяемость с деталями других насосов, поставляемых в рамках этого проекта, или деталями механизмов, уже имеющихся у потребителя/заказчика;
е) перечень запасных деталей, рекомендуемых для запуска и нормального технического обслуживания, согласно таблице 20;
ж) перечень специальных инструментов, поставляемых для технического обслуживания по 7.6.1;
и) описание специальной защиты от атмосферных воздействий и подготовки к эксплуатации в зимних условиях, требуемой для запуска, работы и периодов простоя в местных условиях, установленных в листах технических данных. В этом описании должны быть четко указаны защитные устройства, используемые потребителем/заказчиком, а также, что должно быть включено в поставку.
к) заполненная таблица, содержащая требования к пару, воде, электроснабжению, воздуху, газу, смазочному маслу (включая количество и давление, необходимое для подачи масла, а также тепловую нагрузку, снимаемую маслом), а также требования к номинальной мощности (указываются на паспортной табличке), и рабочей мощности вспомогательных приводов должны быть четко указаны;
л) описание дополнительных испытаний и процедур проверки материалов описаны в 8.3.4 или 8.2.2;
м) описание специальных требований, либо установленных в запросе потребителя/заказчика, либо описанных в 6.1.12, 6.1.13, 6.1.14, 6.3.4, 6.4.3.10, 6.4.3.13, 6.9.3.1, 6.12.1.1, 6.12.1.2, 6.12.1.3, 7.1.4, 7.1.8, 9.2.1.1, 9.2.3.2, 9.2.7.4, 9.3.4.2, 9.3.9.1, 10.2.1.2, 10.2.2.1 и 10.3.4.2;
н) если указано, список похожих агрегатов, установленных и работающих в похожих условиях;
п) ограничения на запуск, выключение или работу, необходимые для защиты целостности оборудования;
р) рассчитанная быстроходность;
с) ограничения на испытательное оборудование, которые может ввести изготовитель, касающиеся сборки и приведения в действие одноступенчатых насосов с двухсторонним всасыванием с противоположного конца в случае проведения испытаний по 9.2.7.4;
т) список деталей, которые могут рассматриваться как альтернативные конструкции и поэтому требуют приемки потребителем/заказчиком по 6.2.
Таблица 20 - Рекомендуемые запасные детали
Деталь | Количество насосов с идентичными деталями n | ||||||
1-3 | 4-6 |
| 1-3 | 4-6 | 7-9 |
| |
Рекомендуемое количество запасных деталей | |||||||
Запуск | Обычное техническое обслуживание | ||||||
Картридж | - | - | - | 1 | 1 | 1 | 1 |
Блок | - | - | - | 1 | 1 | 1 | 1 |
Ротор | - | - | - | 1 | 1 | 1 | 1 |
Корпус | - | - | - | - | - | - | 1 |
Верхняя часть (крышка корпуса и камера уплотнения) | - | - | - | - | - | - | 1 |
Кронштейн для подшипника | - | - | - | - | - | - | 1 |
Вал (со шпонкой) | - | - | - | 1 | 1 | 2 | n/3 |
Рабочее колесо | - | - | - | 1 | 1 | 2 | n/3 |
Кольца компенсационные (комплект) | 1 | 1 | 1 | 1 | 1 | 2 | n/3 |
Только сегменты подшипников (гидродинамические, радиальные) | 1 | 1 | 2 | 1 | 2 | n/3 | n/3 |
Подшипники, комплект (гидродинамические, упорные) | 1 | 1 | 2 | 1 | 2 | n/3 | n/3 |
Только опоры подшипников (гидродинамические, упорные | 1 | 1 | 2 | 1 | 2 | n/3 | n/3 |
Торцевые уплотнения/набивка сальника | 1 | 2 | n/3 | 1 | 2 | n/3 | n/3 |
Втулка вала | 1 | 2 | n/3 | 1 | 2 | n/3 | n/3 |
Прокладки, подкладки, кольцевые уплотнения (набор) | 1 | 2 | n/3 | 1 | 2 | n/3 | n/3 |
Дополнительно для вертикальных насосов: | |||||||
Чаши | - | - | - | - | - | n/3 | - |
Крестовины или вкладыши спайдера (набор) | - | - | 1 | 1 | 1 | n/3 | n/3 |
Подшипники, втулки (набор) | 1 | 1 | 2 | 1 | 1 | n/3 | n/3 |
Дополнительно для высокоскоростных встроенных зубчатых передач: | |||||||
Редуктор | - | 1 | 1 | 1 | 1 | 1 | n/3 |
Направляющий аппарат и крышка | 1 | 1 | 1 | 1 | 1 | 1 | n/3 |
Шпоночный вал | 1 | 1 | 1 | 1 | 1 | 1 | n/3 |
Корпус редуктора | - | - | - | 1 | 1 | 1 | n/3 |
Масляный насос, внутренний | - | 1 | 1 | 1 | 1 | 1 | n/3 |
Масляный насос, наружный | - | 1 | 1 | 1 | 1 | 1 | n/3 |
Масляный фильтр | 1 | 2 | n/3 | 1 | 2 | 3 | n/3 |
а) Только горизонтальные насосы. б) Жизненно необходимые насосы обычно комплектуются запчастями, частично обходятся без них или являются многоступенчатыми. Если они выходят из строя, то это приводит к производственным потерям или загрязнению окружающей среды. в) Вспомогательные насосы необходимы для работы и оснащены установленными запасными деталями. Производственные потери происходят в случае, если основные и запасные детали выходят из строя одновременно. г) Торцевые уплотнители типа картриджа включают муфты и уплотнения. д) Картридж состоит из собранного блока с напорной верхней частью, уплотнением (уплотнениями) и корпусом (корпусами) подшипников. е) Элемент состоит из собранного ротора с постоянными гидравлическими частями. ж) Ротор состоит из всех вращающихся деталей, прикрепленных к валу за исключением полумуфты. и) Обычные истираемые детали по 5.1.1. к) В расчете на комплект насосов. | |||||||
10.2.4 Кривые рабочих характеристик
Поставщик/изготовитель должен предоставить полные рабочие характеристики, включая перепад давления, подачу, допускаемый кавитационный запас (NPSHR) для воды и мощность, выражаемые как функции подачи. За исключением конструкций с низкой быстроходностью, когда это нереально кривые рабочих характеристик должны включать значения, не менее 120% подачи для обеспечения максимальной эффективности; а также должны указываться номинальные рабочие точки. По требованию потребителя/заказчика необходимо также включить кривую напора для рабочих колес максимального и минимального диаметра. На кривых должны быть указаны идентификационный номер рабочего колеса, быстроходность и кавитационный коэффициент быстроходности. По возможности, на кривых должны указываться поправки, вносимые в связи с вязкостью среды. Кроме того, должны указываться минимальная подача (с учетом нагрева и стабильности подачи), предпочтительные и допустимые рабочие области, а также ограничения рабочего режима.
10.2.5 Варианты
Если указано, поставщик/изготовитель должен предоставить план процедур, используемых для каждого специального или дополнительного испытания, которое было установлено потребителем/заказчиком или предложено поставщиком/изготовителем.
10.3 Данные по контракту
10.3.1 Общие положения
10.3.1.1 Данные по контракту должны предоставляться поставщиком/изготовителем в соответствии с согласованной формой VDDR, приведенной в примере в приложении Н.
10.3.1.2 На каждом чертеже в нижнем правом углу должен ставиться штамп, включающий дату проверки и, данные поставщика/изготовителя, установленные в 10.1.2, номер документа, а также дату и название. Аналогичная информация должна быть представлена во всех других документах.
10.3.1.3 Потребитель/заказчик и поставщик/изготовитель должны согласовать график выполнения чертежей и проведения анализа данных. Результаты анализа, проведенного покупателем, не являются основанием для отклонения от требований, установленных в заказе, если только такое отклонение не согласовано в письменном виде.
10.3.1.4 Полный список данных изготовителя должен быть представлен вместе с первым выпуском основных чертежей. Этот список должен включать названия, номера чертежей и график передачи всех данных, которые поставщик/изготовитель должен предоставить, приведен в приложении Н.
10.3.2 Чертежи и технические данные
10.3.2.1 Чертежи и данные, предоставляемые поставщиком/изготовителем, должны содержать достаточно информации для того чтобы вместе с инструкциями, установленными в 10.3.5, потребитель/заказчик мог правильно установить, эксплуатировать и технически обслуживать оборудование, входящее в заказ на покупку. Краткое описание, подробные указания которые приведены в приложении Р, должны быть включены в заводские технические данные, прилагающиеся к насосу. Все контрактные чертежи и данные должны быть разборчивыми (минимальный размер шрифта равен 8 пунктам, даже если он уменьшается в случае чертежей с более крупным размером шрифта), должны помещаться в согласованной форме VDDR согласно примеру в приложении Н и должны удовлетворять применимым подробным описаниям.
На чертежах с габаритными размерами должны указываться допуски на торцы патрубков на входе и выходе насоса и положения осевой линии, соотнесенные с ближайшим отверстием под анкерный болт опорной плиты. На центральной линии отверстий под анкерный болт опорной плиты должен указываться допуск, определяемый относительно общей базовой точки на опорной плите.
10.3.2.2 Кривые, полученные в результате испытаний и данные приведенные в примере приложения П должны быть представлены в течение 15 дней после завершения испытаний и должны включать данные по напору и мощности, пересчитанные с учетом удельного веса, производительности и нанесены на график, как функции подачи. Необходимо указать поправки на вязкость, если они были внесены. Кривая необходимого кавитационного напора (NPSHR) для воды также должна быть включена, и получена из фактических испытательных данных для рабочего колеса, отлитого по одному и тому же шаблону. Лист с кривой должен включать значения максимального и минимального диаметра поставляемого рабочего колеса, его идентификационный номер (идентификационные номера, если рабочих колес несколько) и серийный номер насоса.
10.3.2.3 Должен быть представлен общий чертеж корпуса с указанием минимально допустимой толщины (толщин) корпуса (минимальной толщины, обеспечивающей требуемый запас прочности) в критической зоне (зонах). Указанные величины должны быть основаны на требовании о соответствии любому из критериев, приведенных в 6.3.3, 6.3.4.
10.3.3 Отчеты о ходе работ
Поставщик/изготовитель должен направлять потребителю/заказчику отчеты о ходе работ через промежутки времени, приведенные в форме VDDR в приложении Н.
10.3.4 Перечни деталей и рекомендуемые запасные части
10.3.4.1 Поставщик/изготовитель должен представить полные перечни деталей для всего поставляемого оборудования и вспомогательных устройств. Списки должны включать однозначные номера деталей, материалы конструкции и график поставки. Материалы должны идентифицироваться, как установлено в 6.12.1. Каждая деталь должна быть полностью идентифицирована и показана на чертежах поперечного сечения или на монтажных чертежах так, чтобы потребитель/заказчик мог определить возможность замены этих деталей другим оборудованием. Детали, в стандартные размеры которых были внесены изменения, и/или которые были обработаны в соответствии с требованиями, предъявляемыми к отдельным рабочим характеристикам, должны однозначно идентифицироваться по номеру детали для ее замены и в дальнейшем дублироваться. Стандартные покупные изделия, включая уплотнительные набивки и кольца, должны идентифицироваться по названию их изготовителя, номеру детали, номинальным параметрам материала и значениям рабочего давления.
10.3.4.2 Поставщик/изготовитель должен указать в каждом из этих перечней все детали, которые рекомендованы как запчасти для запуска и технического обслуживания, а также, в каком количестве эти детали должны иметься на складе. Указанные перечни должны включать рекомендации по запасным деталям субпоставщиков, данные от которых не были учтены в первоначальном предложении поставщика/изготовителя. Поставщик/изготовитель должен направить списки покупателю сразу после получения проанализированных чертежей и для возможности заблаговременного заказа деталей и их поставки до запуска оборудования в полевых условиях. Сопроводительное письмо должно включать данные, установленные в 10.1.2.
10.3.5 Информационные руководства
10.3.5.1 Общие положения
Поставщик/изготовитель должен предоставить исчерпывающие письменные инструкции (паспорта) и все необходимые чертежи, позволяющие покупателю осуществлять установку, эксплуатацию и техническое обслуживание всего оборудования, входящего в заказ на поставку. Эта информация должна быть отражена в руководстве (руководствах) вместе с титульным листом, содержащим данные, перечисленные в 10.1.2, указателем и полным списком прилагаемых чертежей с указанием названия и номера чертежа. Руководство (руководства) должны подготавливаться специально для оборудования, указанного в заказе на покупку. В руководство могут быть включены бланки, являющиеся образцами, но "типовые" руководства не применяются.
Поставщик/изготовитель должен предоставить указанные руководства также в согласованном электронном формате. Руководства должны содержать информацию о поставляемом оборудовании, а также меры безопасности, необходимые для правовой защиты всех заинтересованных сторон.
10.3.5.2 Руководство по монтажу
Вся информация, необходимая для установки оборудования должна собираться в руководстве, которое должно выпускаться до выпуска окончательно утвержденных и заверенных чертежей. По этой причине руководство может поставляться отдельно от инструкций по эксплуатации и техническому обслуживанию. Данное руководство должно содержать информацию по процедурам центровки и цементации, обычным и максимальным требованиям к подводимым коммуникациям (электричество, пар, вода), центрам масс, средствам и процедурам сборки, а также все другие данные по сборке. Все чертежи и данные, установленные в 10.2.2, 10.2.3, необходимые для осуществления монтажа, должны быть включены как часть данного руководства.
10.3.5.3 Руководство по эксплуатации и техническому обслуживанию, технические данные
Руководство, включающее эксплуатационные данные, данные по техническому обслуживанию, а также технические данные, должно быть предоставлено на момент отгрузки. В дополнение к эксплуатации во всех установленных технологических режимах данное руководство должно включать раздел со специальными инструкциями по работе в установленных экстремальных окружающих условиях. Руководство также должно включать эскизы, показывающие положение центра тяжести и средства сборки, позволяющие демонтировать верхнюю половину корпусов, роторы и сборочные единицы, масса которых составляет более 135 кг (300 фунтов). Требования по наработке до капитального ремонта и по среднему ресурсу работы в часах в зависимости от перекачиваемой среды должны быть определены изготовителем. Руководство по эксплуатации должно включать данные, приведенные в приложении Н, и которые неоднозначно связаны с установкой.
Приложение А
(справочное)
Коэффициент быстроходности и кавитационный коэффициент быстроходности
Быстроходность насоса, , является безразмерным количественным показателем производительности насоса в точке максимального КПД при максимальном диаметре колеса заданной частоте вращения. Быстроходность
, вычисляют по формуле (А.1):
![]() , (А.1)
, (А.1)
где - частота вращения, об/мин;
- общая подача насоса, м
/с; (гал/мин);
- напор в расчете на ступень, м (фут).
Примечание 1 - Быстроходность, определяемая в системе единиц измерения СИ, умноженная на коэффициент 51,64, равна быстроходности в системе единиц USC.
Примечание 2 - Для промышленной оценки можно опустить гравитационную постоянную в безразмерных уравнениях для определения быстроходности и кавитационного коэффициента быстроходности.
Иногда используется определение быстроходности как (скорость потока через отверстие рабочего колеса, а не общая скорость потока). Потребитель/заказчик должен быть предупрежден о том, что при сравнении данных следует различать эти два определения.
Быстроходность и кавитационный коэффициент быстроходности, , является безразмерной количественной характеристикой производительности насоса на приеме и вычисляется при подаче, соответствующем точке максимального КПД, максимальном диаметре рабочего колеса от заданной частоты вращения. Она позволяет оценить чувствительность насоса к внутренней рециркуляции. Кавитационный коэффициент быстроходности,
, вычисляют по формуле (А.2):
![]() , (А.2)
, (А.2)
где - частота вращения, об/мин;
- общая подача насоса, м
/с; (в США - гал/мин), равная:
- полной подаче для рабочих колес с односторонним всасыванием,
- половине полной подачи для рабочих колес с двухсторонним всасыванием;
![]() - допускаемый кавитационный запас насоса, м (фут).
- допускаемый кавитационный запас насоса, м (фут).
Примечание 3 - Быстроходность и кавитационный коэффициент быстроходности, определяемая в системе единиц измерения СИ, умноженная на коэффициент 51,64, равна быстроте всасывания в системе единиц USC. Иногда для обозначения кавитационного коэффициента быстроходности в системе единиц USC используется символ .
Приложение Б
(обязательное)
Схемы систем водяного охлаждения и смазки
Настоящее приложение содержит схематические чертежи систем водяного охлаждения и смазки. Символы, использованные на рисунках Б.2-Б.8, расшифрованы и снабжены пояснениями на рисунке Б.1. Указанные чертежи представляют обычно используемые системы. Существуют и другие конфигурации и системы, которые должны использоваться, если это определено или согласовано потребителем/заказчиком и поставщиком/изготовителем.
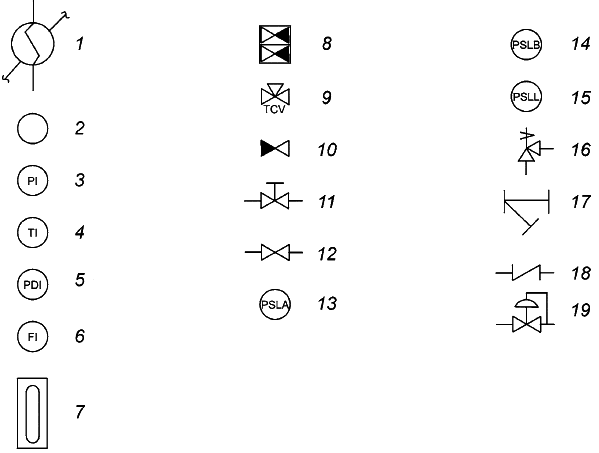
1 - теплообменник; 2 - прибор (буквы обозначают назначение прибора); 3 - индикатор давления; 4 - датчик температуры; 5 - индикатор перепада давления; 6 - индикатор подачи; 7 - индикатор уровня (отражательного типа); 8 - трехлинейный распределитель с ручным управлением (или отводной клапан); 9 - клапан регулировки температуры; 10 - запорная арматура с выпускным клапаном; 11 - клапан регулировки расхода; 12 - запорная арматура (запорный клапан); 13 - реле низкого давления (пуск вспомогательного насоса); 14 - реле низкого давления (аварийное); 15 - реле низкого давления (выключающее устройство); 16 - редукционный клапан; 17 - линейный фильтр; 18 - обратный клапан; 19 - клапан, регулирующий давление
Рисунок Б.1 - Обозначения, используемые на рисунках Б.2-Б.8
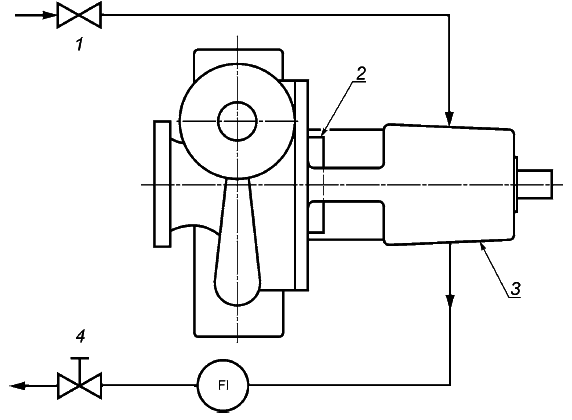
1 - впускной клапан; 2 - уплотнение; 3 - корпус подшипника; 4 - выпускной клапан
Рисунок Б.2 - Трубопровод для консольных насосов - Схема А, охлаждение корпуса подшипника
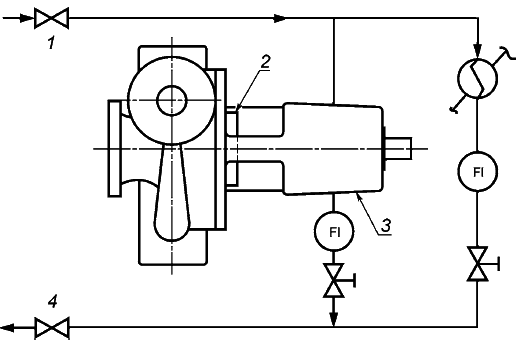
1 - впускной клапан; 2 - уплотнение; 3 - корпус подшипника; 4 - выпускной клапан
Рисунок Б.3 - Трубопровод для консольных насосов - Схема К, охлаждение корпуса подшипника параллельным потоком, идущим в теплообменник
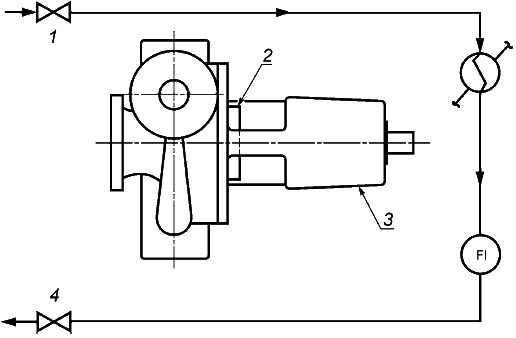
1 - впускной клапан; 2 - уплотнение; 3 - корпус подшипника; 4 - выпускной клапан
Рисунок Б.4 - Трубопровод для консольных насосов - Схема М, охлаждение теплообменника системы уплотнений
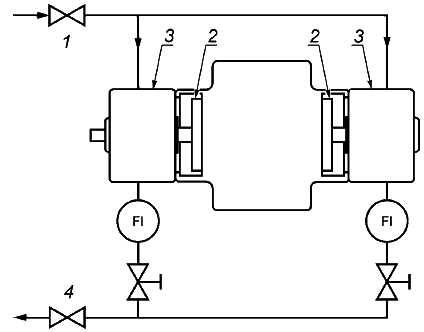
1 - впускной клапан; 2 - уплотнение; 3 - корпус подшипника; 4 - выпускной клапан
Рисунок Б.5 - Трубопровод для двухопорных насосов - Схема А, охлаждение корпусов подшипников
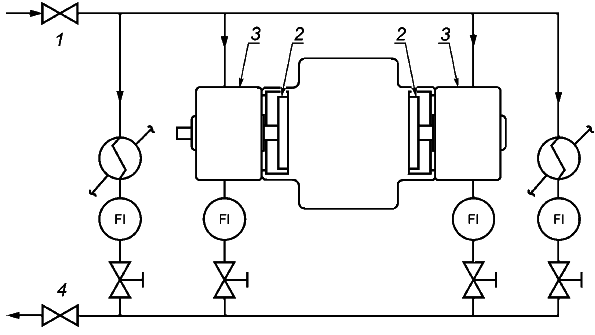
1 - впускной клапан; 2 - уплотнение; 3 - корпус подшипника; 4 - выпускной клапан
Рисунок Б.6 - Трубопровод для двухопорных насосов - Схема К, охлаждение подшипников параллельным потоком, идущим в теплообменник системы уплотнений
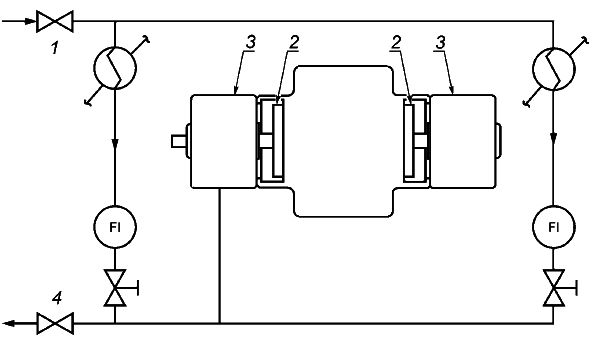
1 - впускной клапан; 2 - уплотнение; 3 - корпус подшипника; 4 - выпускной клапан
Рисунок Б.7 - Трубопровод для двухопорных насосов - Схема М, охлаждение теплообменников системы уплотнений
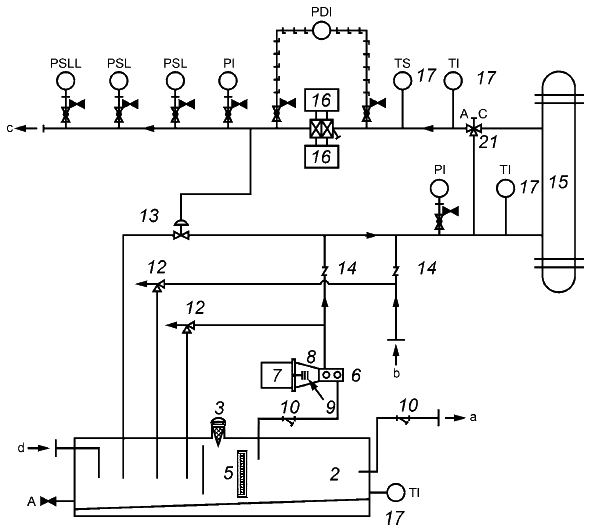
Рисунок Б.8 - Класс II-P0-R1-H0-BP0-C1F2-C0-PV1-TV1-BB0 или Класс II-P0-R1-H0-BP1-C1F2-C0-PV1-TV1-BB0
Примечание 1 - "ВР0" означает, что оборудование монтируется на опорной плите, "ВР1" - автономную консоль. Схемы обвязки и КИП аналогичны.
Примечание 2 - Рисунок взят из [67], рисунок Б.1. В рамках данного пункта [68] эквивалентен [67].
В таблице Б.1 приводятся обозначения ключевых позиций и данные о классе консоли.
Таблица Б.1 - Ключевые позиции рисунка Б.8 с дополнительными требованиями
Обозначение позиции | Идентификация/подпункт | Примечание/вариант | Комментарии |
Базовая конструкция, 4.1 | Задать | Класс и код консоли | |
1 | Базовая конструкция | ||
2 | Масляный резервуар, 4.4 | Задать | 4.4.2 Днище с дренажным уклоном |
3 | Фильтр/дыхательный клапан | ||
4 | Дренаж | Задать | 4.4.3 Сливной патрубок (с клапаном и фланцевой заглушкой) диаметр не менее 5 см |
5 | Индикатор уровня | Задать | 4.4.5 d) Масломерное стекло |
6 | Масляный насос | ||
7 | Двигатель масляного насоса | ||
8 | Насос | ||
9 | Муфта | ||
10 | Фильтр | ||
11 | Приемный клапан/фильтр | ||
12 | Клапан с ограничением давления | ||
13 | Клапан-регулятор давления | ||
14 | Обратный клапан | ||
15 | Охладитель, 4.6 | ||
16 | Фильтр | ||
17 | Канал для термопары | ||
18 | Винт | ||
19 | Дренаж | ||
20 | Нагреватель резервуара | Опция | 4.4.7а) Электрический иммерсионный нагреватель в качестве опции |
21 | Клапан-термостат | Опция | 4.6 Трехходовой клапан-термостат (TV1) - опционально |
Маслоотвод, 5.2 | |||
PSLL, PSL, | КИП, Пункт 6 |
| |
PI | Датчики/переключатели давления | [68], рисунок В.25 | |
PDI | Перепад давления | [68], рисунок В.32 | |
а | К насосу с приводом от вала | ||
б | К насосу с приводом от вала | ||
в | К корпусам оборудования | ||
г | От корпусов с оборудованием | Изменить | Маслоотводы должны иметь уклон не менее 1:50 (20 мм/м [0,25 дюйм/фут]) |
Добавить | 6.2, таблица 3: | ||
| а) PSLL для останова при аварийно низком давлении | ||
| б) TS для высокой темп масла на выходе из охладителя | ||
в) TI в сливном маслопроводе от каждого подшипника или смазываемой муфты |
Приложение В
(обязательное)
Турбины для отбора гидравлической мощности
В.1 Общие положения
Настоящее приложение распространяется на турбины для отбора гидравлической мощности (HPRT).
Отбор мощности обычно достигается путем уменьшения давления текучей среды, иногда совместно с процессами парообразования и газообразования во время снижения давления. Турбина для гидравлического отбора мощности может быть насосом, работающим с обратным потоком.
В.2 Термины
В настоящем стандарте используются термины, которые необходимо изменить, если стандарт применяется к турбинам для отбора гидравлической мощности. Направление потока через HPRT является обратным по отношению к потоку через насос. В этом случае слово "насос" означает HPRT, термин "всасывающий патрубок насоса" означает "выход HPRT", а термин "выходной патрубок насоса" - "вход HPRT".
В.3 Конструкция
В.3.1 Характеристики жидкости
В.3.1.1 Потребитель/заказчик должен сообщить поставщику/изготовителю HPRT, о возможности технологического потока, входящего в HPRT, мгновенно превращаться в пар, и возможности выделения абсорбированного газа в потоке при давлении меньшим давления на входе.
В.3.1.2 Потребитель/заказчик должен определить объем (в процентах) пара или газа (или того и другого) на выходе турбины, а также давление и температуру, при которых пар будет испаряться.
В.3.1.3 Если известен состав жидкой среды, то плотность жидкости и пара (или газа) как функция давления должна быть также определена. Может возникнуть необходимость в регулировании давления на выходе HPRT с целью ограничения количества жидкой среды, которое будет превращаться в пар, или количество газа, выделяющегося из раствора.
В.3.2 Система промывки уплотнений
Во избежание сокращения срока службы уплотнений необходимо рассмотреть выделение газа и парообразование в потоках промывки уплотнений. Если это возможно, то рекомендуется для промывки уплотнений использовать другие способы, а не вход HPRT.
В.3.3 Автоматическое выключение при превышении скорости
В.3.3.1 Если HPRT и другое оборудование не позволяют рассчитать скорость разгона (максимальную скорость, достигаемую HPRT без нагрузки и в наихудших установленных режимах на входе и выходе), необходимо рассмотреть возможность использования механизма автоматического выключения при повышенной скорости. Обычно такие механизмы устанавливаются в диапазоне от 115% до 120% номинальной скорости. Важно понимать, что скорость разгона при использовании жидкостей, обогащенных абсорбируемым газом, или жидкостей, которые частично испаряются при прохождении через HPRT, может в несколько раз превышать скорость разгона при использовании воды. В случае таких жидкостей невозможно точно определить скорость разгона.
В.3.3.2 Риск повышенных скоростей снижается, если приводное оборудование, например, насос или вентилятор, в реальности не могут терять нагрузку. Риск возрастает, если приводным оборудованием является генератор, поскольку внезапное отключение от электрических силовых цепей снимает нагрузку HPRT. В последнем случае необходимо предусмотреть автоматический контроль и переключение на искусственную нагрузку.
В.3.3.3 Системы роторов, обладающих малой инерцией и подвергающиеся случайному снятию нагрузки, должны оснащаться быстродействующим тормозом, что позволит предотвратить повреждения, связанные с повышенной скоростью.
В.3.4 Двойные приводы
Примечание - См. рисунки В.1а) и В.1б).
В.3.4.1 Если HPRT используется как дополнение другого привода, необходимо применять положения в соответствии с В.3.4.2-В.3.4.5.
В.3.4.2 Основной привод должен быть рассчитан так, чтобы приводить в действие зубчатую передачу без использования HPRT.
В.3.4.3 Обгонная муфта (т.е. муфта, передающая момент в одном направлении, а колеса свободного хода - в другом) должна располагаться между HPRT и зубчатой передачей для приведения в действие приводного оборудования во время технического обслуживания HPRT и запуска перед подачей технологического потока HPRT.
В.3.4.4 Подача в HPRT может меняться в значительной степени и часто. Если подача упадет до значения, приблизительно равного 40% от номинальной подачи, то HPRT прекращает выработку мощности и торможение может передаваться на основной привод. Обгонная муфта будет препятствовать такому торможению.
В.3.4.5 HPRT не должна размещаться между основным приводом и приводным оборудованием.
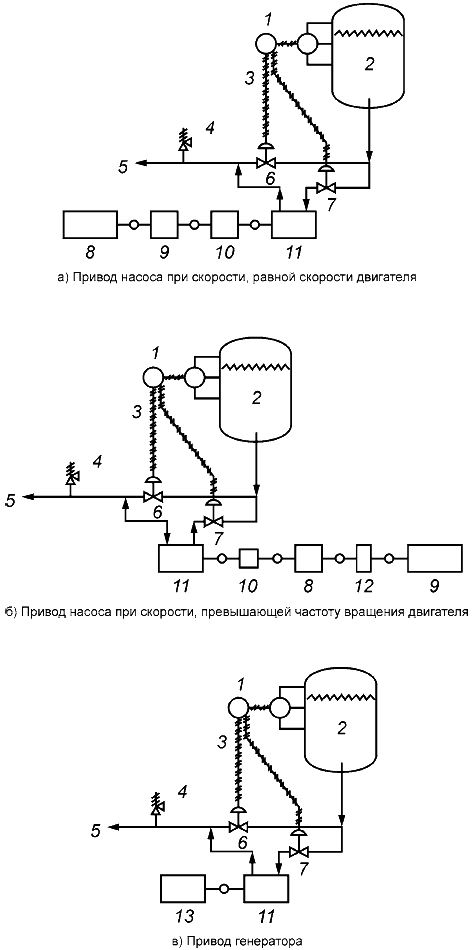
1 - индикатор уровня, контроллер; 2 - источник высокого давления; 3 - разделение диапазона; 4 - редукционный клапан; 5 - направление подачи низкого давления; 6 - байпас; 7 - входной дроссельный клапан; 8 - двигатель; 9 - насос; 10 - обгонная муфта; 11 - HPRT; 12 - зубчатая передача; 13 - генератор
Рисунок В.1 - Типичная схема HPRT
В.3.5 Генераторы
Примечание - См. рисунок В.1в).
Если генератор приводится в действие HPRT, работающей в газонасыщенном технологическом потоке, следует предварительно определить мощность генератора. Выходная мощность HPRT может на 20%-30% превышать прогнозируемое значение, полученное на основе испытаний с водой, что является результатом воздействия выделяемого газа или испаряемой жидкости.
В.3.6 Дросселирующие клапаны
В большинстве областей применения, клапаны, используемые для регулирования подачи в HPRT, должны размещаться выше по потоку и вблизи входа HPRT согласно рисунку В.1. Такое размещение позволяет торцевым уплотнениям работать при выходном давлении HPRT и, в случае потоков, обогащенных газом, позволяет газу выделяться, что приводит к увеличению выходной мощности.
В.3.7 Байпасные клапаны
Независимо от размещения зубчатой передачи HPRT должен быть установлен полнопоточный байпасный клапан с модуляционной способностью. Общее регулирование модулирующего байпасного клапана и регулирующего клапана на входе HPRT обычно достигается путем размещения на разных уровнях согласно рисунку В.1.
В.3.8 Предохранительные клапаны
Для защиты целостности корпуса на выходе HPRT и торцевых уплотнений от возможных переходных режимов с противодавлением необходимо предусмотреть установку предохранительного клапана в цепи выходного трубопровода HPRT согласно рисунку В.1.
В.4 Испытания
В.4.1 HPRT должна проходить параметрические испытания на испытательном оборудовании изготовителя. Гидравлические и механические рабочие характеристики должны основываться на результатах испытаний с водой.
В.4.2 На рисунке В.2 приведены рекомендуемые испытательные допуски на рабочие характеристики HPRT. Критерии для насосов, установленные в основной части настоящего международного стандарта не применяются.
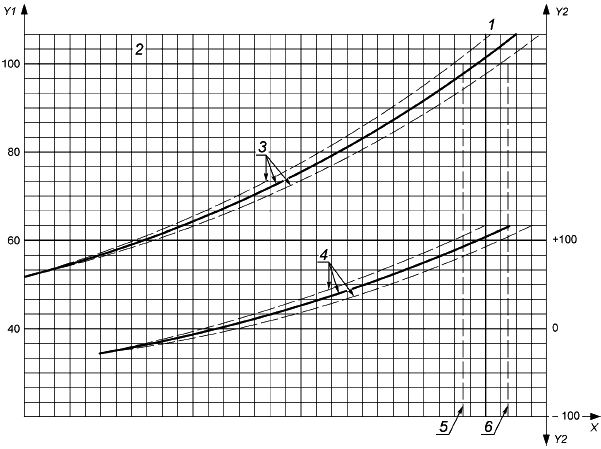
X - подача; Y1 - дифференциальный напор, %; Y2 - номинальная мощность, %; 1 - номинальная подача; 2 - номинальный напор; 3 - зависимость напора от подачи; 4 - зависимость мощности от подачи; 5 - сторона низкого давления, допуск (95%); 6 - сторона высокого давления, допуск (105%)
Рисунок В.2 - Испытательные допуски на параметры HPRT
В.4.3 Уровни вибрации для HPRT должны отвечать критериям для насосов, установленным в основной части настоящего стандарта.
В.4.4 Необходимо проверить механизм автоматического выключения при превышении скорости, устанавливаемый для HPRT, на испытательном оборудовании изготовителя. При проведении испытаний с использованием воды может быть определена скорость разгона, однако эту скорость можно точно вычислить, если известны рабочие характеристики при использовании воды. Скорость разгона для потоков, обогащенных газом, нельзя определить путем проведения испытаний с водой.
Приложение Г
(обязательное)
Стандартные опорные плиты
Таблица Г.1 - Размеры стандартных опорных плит
Размеры в миллиметрах (дюймах) | ||||||
Номер опорной плиты | Число отверстий на сторону |
|
|
|
|
|
0,5 | 3 | 760 (30,0) | 1230 (48,5) | 465 (18,25) | 465 (18,25) | 685 (27,0) |
1 | 3 | 760 (30,0) | 1535 (60,5) | 615 (24,25) | 615 (24,25) | 685 (27,0) |
1,5 | 3 | 760 (30,0) | 1840 (72,5) | 770 (30,25) | 770 (30,25) | 685 (27,0) |
2 | 4 | 760 (30,0) | 2145 (84,5) | 920 (36,25) | 615 (24,16) | 685 (27,0) |
2,5 | 3 | 915 (36,0) | 1535 (60,5) | 615 (24,25) | 615 (24,25) | 840 (33,0) |
3 | 3 | 915 (36,0) | 1840 (72,5) | 770 (30,25) | 770 (30,25) | 840 (33,0) |
3,5 | 4 | 915 (36,0) | 2145 (84,5) | 920 (36,25) | 615 (24,16) | 840 (33,0) |
4 | 4 | 915 (36,0) | 2450 (96,5) | 1075 (42,25) | 715 (28,16) | 840 (33,0) |
5 | 3 | 1065 (42,0) | 1840 (72,5) | 770 (30,25) | 770 (30,25) | 990 (39,0) |
5,5 | 4 | 1065 (42,0) | 2145 (84,5) | 920 (36,25) | 615 (24,16) | 990 (39,0) |
6 | 4 | 1065 (42,0) | 2450 (96,5) | 1075 (42,25) | 715 (28,16) | 990 (39,0) |
6,5 | 5 | 1065 (42,0) | 2755 (108,5) | 1225 (48,25) | 615 (24,12) | 990 (39,0) |
7 | 4 | 1245 (49,0) | 2145 (84,5) | 920 (36,25) | 615 (24,16) | 1170 (46,0) |
7,5 | 4 | 1245 (49,0) | 2450 (96,5) | 1075 (42,25) | 715 (28,16) | 1170 (46,0) |
8 | 5 | 1245 (49,0) | 2755 (108,5) | 1225 (48,25) | 615 (24,12) | 1170 (46,0) |
9 | 4 | 1395 (55,0) | 2145 (84,5) | 920 (36,25) | 615 (24,16) | 1320 (52,0) |
9,5 | 4 | 1395 (55,0) | 2450 (96,5) | 1075 (42,25) | 715 (28,16) | 1320 (52,0) |
10 | 5 | 1395 (55,0) | 2755 (108,5) | 1225 (48,25) | 615 (24,12) | 1320 (52,0) |
11 | 4 | 1550 (61,0) | 2145 (84,5) | 920 (36,25) | 615 (24,16) | 1475 (58,0) |
11,5 | 4 | 1550 (61,0) | 2450 (96,5) | 1075 (42,25) | 715 (28,16) | 1475 (58,0) |
12 | 5 | 1550 (61,0) | 2755 (108,5) | 1225 (48,25) | 615 (24,12) | 1475 (58,0) |
Примечание - Комментарии по размерам приведены на рисунке Г.1. | ||||||
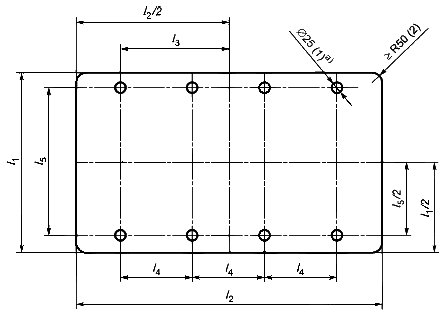
Для анкерных болтов размером 20 мм (3/4 дюйма)
Рисунок Г.1 - Стандартная опорная плита
Приложение Д
(справочное)
Контрольная ведомость инспектора
Характеристика уровней, указанных в таблице Д.1:
- уровень 1 используется для насосов общего назначения;
- уровень 2 устанавливает требования к рабочим характеристикам и материалам, которые являются более жесткими, чем требования уровня 1;
- позиции уровня 3 должны рассматриваться для насосов, работающих в критических режимах или на чрезвычайно важных позициях.
Необходимая проверка должна указываться в первой колонке:
- С: только сертификация;
- О: осмотр;
- W: проверка в присутствии заказчика.
Таблица Д.1 - Контрольная ведомость инспектора
Требуемая проверка С, О или W | Позиция | Номер подраздела | Дата проверки | Проверено (кем) | Текущее состояние | |
Уровень 1 - Основной | ||||||
Маркировка корпуса (серийный N) | 6.13.3 | |||||
Двигатели и электротехнические компоненты - классификация зоны | 6.1.22 | |||||
Винтовые домкраты для корпуса | 6.3.13 | |||||
Размер, номинал и чистовая обработка патрубков | Схематический чертеж, 6.4.1.1, 6.4.2 | |||||
Требования к опорным плитам | 7.3 | |||||
Утвержденное гидравлическое испытание | 8.3.2 | |||||
Рабочие характеристики в пределах допуска (сертифицированные) | 8.3.3.3 б) | |||||
Допускаемый кавитационный запас в пределах допуска | 8.3.4.3.4 | |||||
Вибрация в пределах допуска (сертифицированная) | 8.3.3.5 а) | |||||
Указатель направления вращения | 6.13.4 | |||||
Общие размеры и положения соединений | Схематический чертеж | |||||
Расположение и размеры анкерных болтов | Схематический чертеж | |||||
Схема вспомогательного насоса | Приложение Б | |||||
Изготовление и установка трубопровода | 7.5 | |||||
Данные на паспортных табличках оборудования | 6.13.2 | |||||
Температура масла и подшипников (сертифицировано) | 6.10.2.4 | |||||
Закрепленный ротор | 8.4.2.1 | |||||
Инструкции по хранению | 8.4.7 | |||||
Предупреждение коррозии | 8.4.2.2, 8.4.2.3, 8.4.2.5, 8.4.2.7, 8.4.2.9, 8.4.12 | |||||
Покраска | 8.4.2.4 | |||||
Подготовка к отгрузке | 8.4.1, 8.4.2.6, 8.4.2.8 | |||||
Грузовые документы и бирки | 8.4.5, 8.4.3, 8.4.6 | |||||
Уровень 2 - Промежуточный (в дополнение к уровню 1) | ||||||
Копии заказа на поставку у субпоставщика | ||||||
Сертификация материалов | 6.12.1.8 | |||||
Проверка методами неразрушающего контроля (компоненты) | 6.12.1.5, 8.2.2.1 | |||||
Гидравлические испытания (в присутствии заказчика) | 8.3.2 | |||||
Регистр записи при монтаже (биения, зазоры) | 6.6.7, 6.6.9, 6.6.10, 6.6.13, 6.7.4, 9.2.2.4 | |||||
Проверки рабочих характеристик и NPSH в присутствии заказчика | 8.3.3, 8.3.4.3 | |||||
Уровень 3 - Специальный (в дополнение к уровням 1 и 2) | ||||||
Согласованные методы сварки | 6.12.3.1 | |||||
Согласованные методы ремонта с помощью сварки | 6.12.3.2 | |||||
Карты ремонта с применением сварки | нет | |||||
Балансировка рабочего колеса/ротора | 6.9.4, 9.2.4.2 | |||||
Проверка подшипников после завершения испытаний | 9.2.7.5 | |||||
Испытание с приложением сил и моментов к патрубкам | 7.3.21 | |||||
Ходовые испытания | 8.3.4.2 | |||||
Испытание агрегата в сборе | 8.3.4.4 | |||||
Проверка уровня шума | 8.3.4.5 | |||||
Проверка вспомогательного оборудования | 8.3.4.6 | |||||
Испытание на резонанс (корпус подшипника) | 8.3.4.7, 9.3.9.2 | |||||
| ||||||
Приложение Е
(обязательное)
Критерии для проектирования трубопроводов
Е.1 Горизонтальные насосы
Е.1.1 Конфигурации трубной обвязки не должны вызывать недопустимой несоосности компонентов насоса и привода. Конфигурации трубопроводов, создающие нагрузки на компоненты патрубка, находящиеся в пределах диапазонов, указанных в таблице 5, ограничивают деформацию корпуса до 1/2 величины соответствующего проектного критерия, определенного поставщиком/изготовителем насоса (6.3.3) и обеспечивают смещение вала насоса на уровне 250 мкм (0,010 дюйма) и ниже.
Е.1.2 Конфигурации трубопроводов, создающие нагрузки, значения которых выходят за пределы диапазонов, указанных в таблице 5, также являются приемлемыми без консультаций с поставщиком/изготовителем насосов, если условия, установленные в перечислениях а)-в), выполняются. При выполнении этих условий деформация корпуса насоса будет отвечать расчетным критериям поставщика/изготовителя согласно 6.3.3, при этом смещение вала насоса будет составлять менее 380 мкм (0,015 дюйма).
а) Отдельные компонентные силы и моменты, действующие на каждый фланец патрубка насоса, не должны превышать значений диапазона, установленного в таблице 5 (Т4), более чем в два раза.
б) Результирующая прилагаемая сила (,
) и результирующий прилагаемый момент (
![]() ,
, ![]() ) действующие на каждый фланец патрубка, должны удовлетворять соответствующим уравнениям (Е.1) и (Е.2):
) действующие на каждый фланец патрубка, должны удовлетворять соответствующим уравнениям (Е.1) и (Е.2):
![]() , (Е.1)
, (Е.1)
![]() . (Е.2)
. (Е.2)
в) Прилагаемые составляющие сил и моментов, действующих на каждый патрубок насоса, должны переводиться в центр насоса. Величина результирующей прилагаемой силы результирующего прилагаемого момента
![]() и прилагаемого момента должна ограничиваться уравнениями (Е.3)-(Е.5) (при расчетах по этим формулам должно использоваться правило знаков, показанное на рисунках 21-25, и правило правой руки).
и прилагаемого момента должна ограничиваться уравнениями (Е.3)-(Е.5) (при расчетах по этим формулам должно использоваться правило знаков, показанное на рисунках 21-25, и правило правой руки).
![]() , (Е.3)
, (Е.3)
![]() , (E.4)
, (E.4)
![]() , (E.5)
, (E.5)
где
![]() ,
,
где
![]() ;
;![]() ;
;![]() ;
;
![]() ,
,
где
M = M
+ M
- [(F
) (zS) + (F
) (zD) - (F
) (yS) - (F
) (yD)]/1000;
M = M
+ M
- [(F
) (zS) + (F
) (zD) - (F
) (хS) - (F
) (хD)]/1000;
M = M
+ M
- [(F
) (уS) + (F
) (уD) - (F
) (хS) - (F
) (хD)]/1000;
В единицах измерения USC число 1000 должно быть заменено числом 12. Это число является переводным множителем для перевода миллиметров в метры или дюймов в футы.
Е.1.3 Конфигурации трубопроводов, создающие нагрузки, превышающие нагрузки, установленные в Е.1.2, должны одобряться потребителем/заказчиком и поставщиком/изготовителем.
Примечание - Для оценки фактической несоосности машин (при стандартных рабочих условиях), должны выполняться проверки центровки труб, в соответствии с требованиями Главы 6 [65]. Согласно [65], допустимой является лишь небольшая доля от того допустимого отклонения, величина которого может быть найдена на основе использования цифр, указанных в данном приложении.
E.2 Вертикальные линейные насосы
Вертикальные линейные насосы (ОН3 и ОН6) поддерживаемые только закрепленным трубопроводом, должны подвергаться составляющим нагрузкам, которые в два раза превышают значения, приведенные в таблице 5. Если такие нагрузки не создают основное напряжение в любом патрубке, превышающее 41 Н/мм (5950 psi). Для расчетов характеристики секции патрубков насоса должны основываться на трубе Schedule 40, номинальный размер которой соответствует аналогичным размерам патрубка насоса. Для вычисления главного напряжения, продольного напряжения и напряжения сдвига в патрубках можно использовать уравнения (Е.6), (Е.7) и (Е.8) соответственно.
Для получения значений в системе СИ используются уравнения (Е.6)-(Е.8):
![]() , (Е.6)
, (Е.6)
![]() , (Е.7)
, (Е.7)
![]() . (E.8)
. (E.8)
Для вычислений в системе единиц USC используются уравнения (Е.9)-(Е.11):
![]() , (Е.9)
, (Е.9)
![]() , (Е.10)
, (Е.10)
![]() . (E.11)
. (E.11)
где
- главное напряжение, выражаемое в МПа (фунт-сила/квадратный дюйм);
- продольное напряжение, выражаемое в МПа (фунт-сила/квадратный дюйм);
- сдвиговое напряжение, выражаемое в МПа (фунт-сила/квадратный дюйм);
- прилагаемая сила по оси X;
- прилагаемая сила по оси Y;
- прилагаемая сила по оси Z;
- прилагаемый момент по оси X;
- прилагаемый момент по оси Y;
- прилагаемый момент по оси Z;
,
- внутренний и наружный диаметры патрубков соответственно, мм (дюйм).
,
,
,
,
и
обозначают прилагаемые нагрузки, действующие на патрубки на входе и выходе, соответственно обозначения
и
были опущены для упрощения уравнений. Сила
берется со знаком плюс, если нагрузка приводит к растяжению патрубка, и со знаком минус, если нагрузка приводит к сжатию патрубка. Чтобы определить, растягивается или сжимается патрубок, необходимо по рисунку 21 определить приложенные нагрузки. В уравнениях (Е.8)-(Е.11) должно использоваться абсолютное значение
.
Е.3 Система обозначений
В примерных задачах, приведенных в Е.4, используются обозначения с определениями:
- центр насоса. Для насосов типов ОН2, ВВ2 и ВВ5 с двумя опорными основаниями центр определяется как точка пересечения оси вала насоса и вертикальной плоскости, проходящей через центр двух оснований согласно рисункам 24 и 25. Для насосов типов ВВ1, ВВ3 и ВВ5 с четырьмя опорными основаниями центр определяется как точка пересечения оси вала насоса и вертикальной плоскости, проходящей через середину между четырьмя основаниями согласно рисунку 23;
- нагнетательный патрубок;
- внутренний диаметр трубы Schedule 40, номинальный размер которой равен размеру рассматриваемого патрубка насоса, мм (дюйм);
- наружный диаметр трубы Schedule 40, номинальный размер которой равен размеру рассматриваемого патрубка насоса, мм (дюйм);
- сила, выражаемая в ньютонах (фунт-сила);
- результирующая сила;
и
вычисляются путем извлечения квадратного корня из суммы квадратов прилагаемых компонентных сил, действующих на фланец патрубка;
![]() и
и ![]() определяются из таблицы 5 с использованием соответствующих размеров патрубка;
определяются из таблицы 5 с использованием соответствующих размеров патрубка;
- момент, выражаемый в ньютонах на метр (футах на фунт-силы);
- результирующий момент;
![]() и
и ![]() вычисляются путем извлечения квадратного корня из суммы квадратов прилагаемых компонентных моментов, действующих на фланец;
вычисляются путем извлечения квадратного корня из суммы квадратов прилагаемых компонентных моментов, действующих на фланец; ![]() и
и ![]() определяются из таблицы 5 с использованием соответствующих размеров патрубка;
определяются из таблицы 5 с использованием соответствующих размеров патрубка;
- главное напряжение, МПа (фунт-сила на квадратный дюйм);
- продольное напряжение, Н/мм
(фунт на квадратный дюйм);
- напряжение сдвига, Н/мм
(фунт на квадратный дюйм);
- всасывающий патрубок:
,
,
- координаты положения фланцев патрубка относительно центра насоса, мм (дюйм);
,
,
- направления действия нагрузки на рисунках 21-25;
Нижний индекс - прилагаемая нагрузка;
Нижний индекс - нагрузка, взятая из таблицы 5.
Е.4 Примерные задачи
Е.4.1 Пример 1А - единицы СИ
Е.4.1.1 Задача
Для консольных насосов с торцевым всасыванием (ОН2), размеры и координаты положения патрубка аналогичны приведенным в таблице Е.1. Прилагаемые нагрузки на патрубок приведены в таблице Е.2. Задача состоит в определении, выполняются ли условия, установленные в перечислениях а)-в) Е.1.2.
Таблица Е.1 - Размеры и координаты расположения патрубков, пример 1А
Патрубок | Размер DN | X, мм | Y, мм | Z, мм |
Линия всасывания | 250 | +267 | 0 | 0 |
Линия нагнетания | 200 | 0 | -311 | +381 |
Таблица Е.2 - Прилагаемые нагрузки патрубков для примера 1А
Нагрузка | Значение, H | Момент | Значение, H·м |
- | - | Всасывание | - |
F | +12900 | M | -1356 |
F | 0 | M | -5017 |
F | -8852 | M | -7458 |
- | - | Нагнетание | - |
F | +7117 | M | +678 |
F | -445 | M | -3390 |
F | +8674 | M | -4882 |
| |||
E.4.1.2 Решение
E.4.1.2.1 Проверка соблюдения условия а) Е.1.2 выполняется следующим образом:
Для патрубка размером DN 250 обеспечивающего торцевое всасывание, имеем:
|F/F
| = |+12900/6670| = 1,93<2,00,
|FIF
| = |0/5340| = 0<2,00,
|FIF
| = |-8852/4450| = 1,99<2,00,
|M/M
| = |-1356/5020| = 0,27<2,00,
|M/M
| = |-5017/2440| = 2,06>2,00,
|M/M
| = |-7458/3800| = 1,96<2,00.
Поскольку величина M превышает значение, установленное в таблице 5 (в системе единиц СИ) более чем в два раза, данная величина является неприемлемой. Пусть M
может быть снижено до -4879. Тогда
|M/М
| = |-4879/2440| = 1,999<2,00.
Для верхнего нагнетательного патрубка размером DN 200 имеем:
|FIF
| = |+7117/3780| = 1,88<2,00,
|F/F
| = |-445/3110| = 0,14<2,00,
|F/F
| = |+8674/4890| = 1,77<2,00,
|M/M
| = |+678/3530| = 0,19<2,00,
|M/M
| = |-3390/1760| = 1,93<2,00,
|M/M
| = |-4882/2580| = 1,89<2,00.
При условии, что значение M может быть уменьшено до минус 4879, прилагаемые нагрузки, действующие на каждый патрубок трубопровода, удовлетворяют условию, указанному в перечислении а) Е.1.2.
Е.4.1.2.2 Проверка соблюдения условия б) Е.1.2 выполняется следующим образом.
Для всасывающего патрубка значения и
![]() определяются путем извлечения квадратного корня из:
определяются путем извлечения квадратного корня из:
F = [(F
)
+ (F
)
+(F
)
]
= [(+12900)
+ (0)
+ (-8852)
]
= 15645,
M = [(M
)
+ (M
)
+(M
)
]
= [(-1356)
+ (-4879)
+ (-7458)
]
= 9015.
С учетом уравнения (Е.1):
F/(1,5·F
) + M
/(1,5·M
)
2,
15645/(1,5·9630) + 9015/(1,5·6750)2,
1,96 <2.
Для нагнетательного патрубка F и M
определяются методом, используемым для нахождения F
и M
:
F = [(F
)
+ (F
)
+ (F
)
]
= [(+ 7117)
+ (-445)
+ (+8674)
]
= 11229,
M = [(M
)
+ (M
)
+ (M
)
]
= [(+678)
+ (-3390)
+ (-4882)
]
= 5982.
С учетом уравнения (F.2):
F/(1,5·F
) + M
/(1,5·M
)
2,
11229/(1,5 - 6920) + 5982/(1,5·4710)2,
1,93<2.
Нагрузки, действующие на каждый патрубок, удовлетворяют соответствующему уравнению взаимодействия, таким образом, условие б) Е.1.2 выполняется.
Е.4.1.2.3 Проверка соблюдения условия в) Е.1.2 выполняется следующим образом.
Для проверки данного условия векторы силы и момента переносятся в центр насоса и раскладываются на составляющие; F определяют в соответствии с условием в) Е.1.2:
F = F
+ F
,
F = F
+ F
,
F = F
+ F
,
F = [(F
)
+ (F
)
+ (F
)
]
,
F = (+12900) + (+7117) = +20017,
F = (0) + (-445) = -445,
F = (-8852) + (+8674) = -178,
F =[(+ 20017)
+ (-445)
+ (-178)
]
= 20023.
С учетом уравнения (Е.3):
F<1,5·(F
+ F
),
20023<1,5·(9630 + 6920),
20023<24825.
М определяется согласно перечислению в) Е.1.2:
M = M
+ M
+ [(F
) (zS) + (F
) (zD) - (F
) (xS) - (F
) (xD)]/1000 = (-4879) + (-3390) + [(+12900) (0,00) +... ...+ (+7117) (+381) - (-8852) (+267) - (+8674) (0,00)]/1000 = -3194.
С учетом уравнения (E.4) имеем:
|M|<2,0(M
+ M
),
|-3194|<2,0(2440 + 1760),
3194<8400.
M определяется, как показано ниже в перечислении в) Е.1.2:
М = M
+ M
- [(F
) (zS) + (F
) (zD) - (F
) (yS) - (F
) (yD)]/1000;
M = M
+ M
+ [(F
) (zS) + (F
) (zD) - (F
) (xS) - (F
) (xD)]/1000;
M = M
+ M
- [(F
) (yS) + (F
) (yD) - (F
) (xS) - (F
) (xD)]/1000;
M = [(M
)
+ (M
)
+ (M
)
]
;
M = (-1356) + (+678) - [(0) (0,00) + (-445) (+381) - (-8852) (0,00) - (+8674) (-311)]/1000 = -3206;
M = -3194 (см. предыдущие вычисления);
M = (-7458) + (-4882) - [(+12900) (0,00) + (+7117) (-311) - (0) (+267) - (-445) (0,00)]/1000 = -10127;
M = [(-3206)
+ (-3194)
+ (-10127)
]
= 11092.
С учетом уравнения (Е.5) имеем:
M<1,5·(M
+ M
),
11092<1,5(6750 + 4710),
11092<17190.
Таким образом, все условия перечисления в) Е.1.2 соблюдены.
Е.4.2 Пример 2А - единицы СИ
Е.4.2.1 Задача
Для вертикальных линейных насосов ОН3 или ОН6 с размерами DN 80 DN 100178 м прописанные в предложении нагрузки на патрубок приведены в таблице Е.3. Проверка показала, что F
, M
и M
более чем в два раза превышают значения, приведенные в таблице 5 (единицы СИ). По указаниям раздела Е.2 эти составляющие нагрузки приемлемы при условии что вычисленное главное напряжение составляет менее 41 МПа. Задача состоит в определении главного напряжения для всасывающего и нагнетательного патрубков.
Таблица Е.3 - Предложенные прилагаемые нагрузки патрубков для примера 2А
Нагрузка | Значение, H | Момент | Значение, H·м |
- | - | DN 100 линия всасывания | - |
F | -2224 | M | +136 |
F | -5338 | M | -2034 |
F | +1334 | M | +1356 |
- | - | DN 80 линия нагнетания | - |
F | +1334 | M | +2712 |
F | -2224 | M | +271 |
F | +445 | M | +136 |
E.4.2.2 Решение
E.4.2.2.1 Вычисления для всасывающего патрубка проводятся, как показано ниже:
Для трубы Schedule 40 с номинальным размером DN 100 D = 114 мм и D
= 102 мм. Поэтому
D - D
= (114)
- (102)
= 2592,
D - D
= (114)
- (102)
= 6,065·10
,
[(F)
+ (F
)
]
= [(-2224)
+ (+1334)
]
= 2593,
[(M)
+ (M
)
]
= [(+136)
+ (+1356)
]
= 1363.
Уравнение (E.7) используют для расчета продольной составляющей напряжения для всасывающего патрубка .
Прилагаемая нагрузка F, действующая на всасывающий патрубок, находится в отрицательной области оси Y и вызывает напряжение сжатия; поэтому используемое F
отрицательно.
= [1,27 F
I(D
- D
)] + [10200D
(M
+ M
)
/(D
- D
)] = [1,27(-5338)/2592] + [10200·114·1363/(6,065·10
)] = 23,52.
Уравнение (E.8) используется для расчета сдвигового напряжения патрубка линии всасывания .
= [1,27(F
)
+ (F
)
]
I(D
- D
) + [0,51·10
D
(|M
|)/(D
- D
)] = (1,27 - 2593/2592) + [5100·114 - (l-2034l)]/(6,065·10
)] = 20,77.
Главное напряжение всасывающего патрубка рассчитывается по уравнению (Е.6):
![]() 41,
41,
= (+23,52/2) + [(+23,52)/4+ (+20,77)
]
<41,
= +35,63<41.
Таким образом, величина нагрузок на всасывающий патрубок приемлема.
Е.4.2.2.2 Расчеты для нагнетательного патрубка проводятся следующим образом: для трубы Schedule 40 с номинальным размером 80 мм, D = 89 мм и D
= 78 мм. Следовательно,
D - D
= (89)
- (78)
= 1837,
D - D
= (89)
- (78)
= 2,573·10
,
[(F)
+ (F
)
]
= [(+1334)
+ (+445)
]
= 1406,
[(M)
+ (M
)
]
= [(+2712)
+ (+136)
]
= 2715.
Уравнение (E.7) используется для определения продольного напряжения нагнетательного патрубка .
Прилагаемая нагрузка F на нагнетательный патрубок находится в отрицательной области оси Y и вызывает растягивающее напряжение; следовательно, F
имеет положительный знак.
= [1,27F
l(D
- D
)] + [10200D
(M
+ M
)
]l(D
- D
) = [1,27(+2224)/1837] + [10200(89) (2715)]/2,573·10
= 97,33.
Уравнение (Е.8) служит для расчета сдвигового напряжения , действующего на нагнетательный патрубок:
![]() .
.
Главное напряжение для нагнетательного патрубка рассчитывается по уравнению (Е.6):
= (
/2) + (
/4 +
)
<41
(+97,33/2) + [(+97,33)/4 + (+5,75)
]
= +97,67>41.
Таким образом, нагрузка на нагнетательный патрубок слишком велика. По результатам проверки, если M снижается на 50% до 1356 Н·м, результирующее главное напряжение по-прежнему превышает 41 МПа. Следовательно, максимальное значение M
в Два раза превышает М
или 1900 Н·м.
Е.4.3 Пример 1В - система USC
Е.4.3.1 Задача
Для консольных насосов с торцевым всасыванием (ОН2), размеры и координаты расположения патрубков соответствуют данным таблицы Е.4. Нагрузки, действующие на патрубок, приведены в таблице Е.5. Задача состоит в том, чтобы определить, выполняются ли условия, прописанные в перечислениях а)-в) Е.1.2.
Таблица Е.4 - Размеры и координаты расположения патрубка для примера 1В
Размеры в дюймах | ||||
Патрубок | Размер | x | у | z |
Всасывающий | 10 | + 10,50 | 0 | 0 |
Нагнетательный | 8 | 0 | -12,25 | +15 |
Таблица Е.5 - Пример 1В. Нагрузки, действующие на патрубок
Нагрузка | Значение, | Момент | Значение, |
- | - | Всасывание | - |
F | +2900 | M | -1000 |
F | 0 | M | -3700 |
F | -1990 | M | -5500 |
- | - | Нагнетание | - |
F | +1600 | M | +500 |
F | -100 | M | -2500 |
F | +1950 | M | -3600 |
| |||
Е.4.3.2 Решение
Е.4.3.2.1 Проверка выполнения условия а) Е.1.2 осуществляется следующим образом.
Для патрубка диаметром 10 (торцевое всасывание) имеем:
|F/F
| = |+2900/1500| = 1,93<2,00,
|FIF
| = |0/1200| = 0<2,00,
|FIF
| = |-1990/1000| = 1,99<2,00,
|M/M
| = |-1000/3700| = 0,27<2,00,
|M/M
| = |-3700/1800| = 2,06 > 2,00,
|M/M
| = |-5500/2800| = 1,96<2,00.
Поскольку M превышает значение, указанное в таблице 5 (единицы USC) более чем в два раза, оно считается неприемлемым. Пусть M
можно снизить до -3599. Тогда
|M/M
| = |-3599/1800| = 1,999<2,00.
Для нагнетательного патрубка с верхним диаметром 8 дюймов имеем:
|FIF
| = |+1600/850| = 1,88<2,00,
|F/F
| = |-100/700| = 0,14<2,00,
|F/F
| = |+1950/1100| = 1,77<2,00,
|M/M
| = |+500/2600| = 0,19<2,00,
|M/М
| = |-2500/1300| = 1,93<2,00,
|M/M
| = |-3600/1900| = 1,89<2,00.
Если M можно снизить до -3599, нагрузки, действующие на каждый из патрубков трубопровода, удовлетворяют условию а) Е.1.2.
Е.4.3.2.2 Проверка условия б) Е.1.2 осуществляется следующим образом.
Для всасывающего патрубка значения и
![]() определяются путем извлечения квадратного корня из суммы, полученной методом квадратов:
определяются путем извлечения квадратного корня из суммы, полученной методом квадратов:
F = [(F
)
+ (F
)
+( F
)
]
= [(+2900)
+ (0)
+ (-1990)
]
= 3517,
M = [(M
)
+ (M
)
+ (M
)
]
= [(-1000)
+ (-3599)
+ (-5500)
]
= 6649.
С учетом уравнения (Е.1):
F/(1,5·F
) + M
/(1,5·M
)<2,
3517/(1,5·2200) + 6649/(1,5·5000)<2,
1,95<2.
Для нагнетательного патрубка F и M
определяются тем же методом, что F
и M
:
F = [(F
)
+ (F
)
+ (F
)
]
= [(+1600)
+ (-100)
+ (+1950)
]
= 2524,
M = [(M
)
+ (M
)
+ (M
)
]
= [(+500)
+ (-2500)
+ (-3600)
]
= 4411.
С учетом уравнения (F.2):
F/(1,5·F
) + M
/(1,5·M
)<2,
2524/(1,5 · 1560) + 4411/(1,5·3500)< 2,
1,92<2.
Нагрузки, действующие на каждый патрубок, удовлетворяют соответствующему уравнению взаимодействия, так что условие, установленное в б) Е.1.2 выполняется.
Е.4.3.2.3 Проверка выполнения условия в) Е.1.2 показана ниже.
Чтобы проверить это условие, приложенные силы и моменты перемещают к центру насоса и раскладывают на составляющие. F определяется в соответствии с перечислением в) Е.1.2:
F = F
+ F
,
F = F
+ F
,
F = F
+ F
,
F = [(F
)
+ (F
)
+ (F
)
]
,
F = (+2900) + (+1600) = +4500,
F = (0) + (-100) = -100,
F = (-1990) + (+1950) = -40,
F = [(+4500)
+ (-100)
+ (-40)
]
= 4501.
С учетом уравнения (Е.3):
F<1,5·(F
+ F
),
4501<1,5·(2200 + 1560),
4501<5640.
М рассчитывается в соответствии с перечислением в) Е.1.2:
M = M
+ M
+ [(F
) (zS) + (F
) (zD) - (F
) (xS) - (F
) (xD)]/12 = (-3599) + (-2500) + [(+2900) (0,00) + (+1600) (+15) - (-1990) (+10,5) - (+1950) (0,00)]/12 = -2358.
Учитывая уравнение (E.4),
|M|<2,0 · (M
+ M
),
|-2358|<2,0 · (1800 + 1300),
2358<6200.
M рассчитывается в соответствии с перечислением в) Е.1.2:
М = M
+ M
- [(F
) (zS) + (F
) (zD) - (F
) (yS) - (F
) (yD)]/12;
M = M
+ M
+ [(F
) (zS) + (F
) (zD) - (F
) (xS) - (F
) (xD)]/12;
M = M
+ M
- [(F
) (yS) + (F
) (yD) - (F
) (xS) - (F
) (xD)]/12;
M = [(M
)
+ (M
)
+ (M
)
]
;
M = (-1000) + (+500) - [(0) (0,00) + (-100) (+15,00) - (-1990) (0,00) - (+1950) (-12,25)]/12 = -2366;
M = -3194 (см. предыдущий расчет);
M = (-5500) + (-3600) - [(+2900) (0,00) + (+1600) (-12,25) - (0) (+10,50) - (-100) (0,00)]/12 = -7467;
M = [(-2366)
+ (-2358)
+ (-7467)
]
= 8180.
Учитывая уравнение (Е.5),
M<1,5 (M
+ M
),
8180<1,5·(5000 + 3500),
8180<12750.
Таким образом, требования перечисления в) Е.1.2 удовлетворены.
Е.4.4 Пример 2В - в единицах USC
Е.4.2.1 Задача
Для вертикальных линейных насосов (ОН3-ОН6) с размерами NPS 3·NPS 4·7 дюймов указанные в предложении нагрузки на патрубок соответствуют значениям, приведенным в таблице Е.6. Проверка показала, что значения F, M
и M
более чем в два раза превышают значения, приведенные в таблице 5 (в системе единиц USC). Как указано в Е.2, эти компонентные нагрузки являются приемлемыми при условии, что вычисленное главное напряжение составляет менее 5950 psi. Задача состоит в определении главного напряжения для всасывающего и нагнетательного патрубков.
Таблица Е.6 - Пример 2В. Предлагаемые нагрузки, воздействующие на патрубки
Нагрузка | Значение, | Момент | Значение, |
- | - | NPS 4 всасывания | - |
F | -500 | M | +100 |
F | -1200 | M | -1500 |
F | +300 | M | +1000 |
- | - | NPS 3 нагнетания | - |
F | +300 | M | +2000 |
F | -500 | M | +200 |
F | +100 | M | +100 |
Е.4.4.2 Решение
Е.4.4.2.1 Вычисления для всасывающего патрубка проводятся, как показано ниже.
Для трубы Schedule 40 с номинальным размером 4 дюйма D = 4,500 дюйма и D
= 4,026 дюйма. Имеем:
D - D
= (4,500)
- (4,026)
= 4,04,
D - D
= (4,500)
- (4,026)
= 147,34,
[(F)
+ (F
)
]
= [(-500)
+ (+300)
]
= 583,
[(M)
+ (M
)
]
= [(+100)
+ (+1000)
]
= 1005.
Уравнение (Е.10) используется для определения продольного напряжения для всасывающего патрубка .
Нагрузка на патрубок линии всасывания F действует в отрицательном направлении по оси Y и создает сжимающее напряжение; поэтому F
имеет отрицательный знак.
= [1,27F
I(D
- D
)] + [122D
(M
+ M
)
/(D
- D
) = [1,27·(-1200)/4,04] +
+ [122·4,500·1005)]/147,34 = 3367.
Уравнение (E.11) используется для определения напряжения сдвига для всасывающего патрубка .
= [1,27(F
+ F
)
]I(D
- D
) + [61 D
(|M
|)]/(D
- D
) =
=(1,27 - 583/4,04) + [61·4,500 (|-1500|)/147,34] = 2978.
Главное напряжение всасывающего патрубка , вычисляется по уравнению (Е.9):
![]() 5950=
5950=
= (+3367/2) + [(+3367)/4+ (+2978)
]
=
= +5105<5950.
Следовательно, нагрузки всасывающего патрубка являются приемлемыми.
Е.4.4.2 Расчеты для нагнетательного патрубка показаны ниже.
Для трубы Schedule 40 с номинальным размером 3 дюйма, D = 3,500 и D
= 3,068. Поэтому,
D - D
= (3,500)
- (3,068)
= 2,84,
D - D
= (3,500)
- (3,068)
= 61,47,
[(F)
+ (F
)
]
= [(+300)
+ (+100)
]
= 316,
[(M)
+ (M
)
]
= [(+2000)
+ (+100)
]
= 2002.
Уравнение (E.10) используется для определения продольного напряжения нагнетательного патрубка .
Прилагаемая нагрузка F, действующая на нагнетательный патрубок, лежит в отрицательной области оси Y и создает растягивающее напряжение; поэтому F
имеет положительный знак.
= [1,27F
l(D
- D
)] + [122D
(M
+ M
)
]l(D
- D
) =
=[1,27(+500)/2,84] + [122(3,5) (2002)]/61,47 = 14131.
Уравнение (Е.11) служит для расчета сдвигового напряжения нагнетательного патрубка .
= [1,27(F
)
+ (F
)
]
l(D
- D
) + [61 D
(|M
|)l(D
- D
) =
= [1,27·316/2,84] + [61·3,500·(|+200|)/(61,47)] = 836.
Главное напряжение для нагнетательного патрубка , вычисляют по уравнению (Е.9):
= (
/2) + (
/4 +
)
<5950
= (+14131/2) + [(+14131)/4 + (+836)
]
= +14181>5950.
Таким образом, нагрузки на нагнетательный патрубок неприемлемо высоки. Если значение M уменьшается на 50% до величины 1000 фут·фунт-сила, то, как показывают результаты проверки, результирующее главное напряжение все еще будет превышать 5950 psi. Поэтому максимальное значение M
равно удвоенному значению M
, или 1400 фут·фунт-сила.
Приложение Ж
(справочное)
Руководство по выбору класса материалов
В таблице Ж.1 представлено общее руководство для внутризаводских технологических установок и внешнезаводских транспортных и отгрузочных служб. Для использования данного руководства необходимо ознакомиться с информацией по отдельным службам.
Таблица Ж.1 - Руководство по выбору класса материалов
Среда рабочая | Диапазон температур | Диапазон давлений | Класс матери- | Ссылка | |
°С | °F | ||||
Пресная вода, конденсат, вода для охладительной башни | <100 | <212 | Все | I-1 или I-2 | - |
Вода для кипячения и технологическая вода | <120 | <250 | Все | I-1 или I-2 | |
120-175 | 250-350 | Все | S-5 | ||
>175 | >350 | Все | S-6, С-6 | ||
Вода для питания котла | |||||
С осевым разъемом | >95 | >200 | Все | С-6 | - |
Двухкорпусной (в баррелях) | >95 | >200 | Все | S-6 | - |
Циркулярный насос котла | >95 | >200 | Все | С-6 | - |
Сточная вода, вода для сборника орошающей фракции, извлекаемая вода и углеводороды, содержащие указанные воды, включая обратные потоки | <175 | <350 | Все | S-3 или S-6 | |
>175 | >350 | Все | С-6 | - | |
Пропан, бутан, сжиженный нефтяной газ, аммиак, этилен, низкотемпературная среда (минимальная температура металла) | 230 | <450 | Все | S-1 | - |
>-46 | >-50 | Все | S-1 (LCB) | ||
>-73 | >-100 | Все | S-1 (LC2) | ||
>-100 | >-150 | Все | S-1 (LC3) | ||
>-196 | >-320 | Все | А-7 или А-8 | ||
Дизельное топливо, тяжелый бензин, керосин, газойли, легкое, среднее и тяжелое смазочное масло, мазут, остаток, сырая нефть, нефтяной битум; остатки синтетического крекинг-сырья | <230 | <450 | Все | S-1 | - |
230-370 | 450-700 | Все | S-6 |
| |
>370 | >700 | Все | С-6 | ||
Некоррозионноактивные углеводороды, например, каталитический продукт реформинга, изомеризованный нефтепродукт, десульфурированные масла | 230-370 | 450-700 | Все | S-4 | |
Ксилол, толуол, ацетон, бензол, фулфурол, МЕК, кумол | <230 | <450 | Все | S-1 | - |
Углекислый натрий | <175 | <350 | Все | I-1 | - |
Каустическая сода (гидроксид натрия), концентрация <20% | <100 | <212 | Все | S-1 | |
>100 | >212 | Все | - | ||
Морская вода | <95 | <200 | Все | - | |
Кислые стоки | <260 | <470 | Все | D-1 | - |
Добываемая вода, пластовая вода и соляной раствор | Все | Все | Все | D-1 или D-2 | |
Сера (жидкое состояние) | Все | Все | Все | S-1 | - |
Взвесь твердых частиц от жидкостного каталитического крекинга | <370 | <700 | Все | С-6 | - |
Карбонат калия | <175 | <350 | Все | С-6 | - |
Основные растворы моноэтаноламина (МЕА), диэтаноламина (DEA), триэтаноламина (TEA) | <120 | <250 | Все | S-1 | - |
Слабые растворы DEA, TEA | <120 | <250 | Все | S-1 или S-8 | |
Слабый раствор МЕА (только СО | 80-150 | 175-300 | Все | S-9 | |
Слабый раствор МЕА (СО | 80-150 | 175-300 | Все | S-8 | |
Обогащенные растворы МЕА-, DEA-, ТЕА- | <80 | 175 | Все | S-1 или S-8 | |
Концентрация серной кислоты >85% от 85% до <1% | <38 | <100 | Все | S-1 | |
Концентрация плавиковой кислоты >96% | <38 | <100 | Все | S-9 | |
Материалы для деталей насоса с указанием их класса приведены в приложении И. Должны быть получены рекомендации по отдельным материалам, перечисленным в данной таблице, которые недостаточно четко идентифицированы путем их описания. Чугунные корпуса (п.6.12.1.6), если они рекомендованы для химически активных сред, должны использоваться только в безопасных зонах. Стальные корпуса для насосов должны использоваться в местах вблизи технологических установок, где пар, выделяющийся при повреждении, может создать опасную ситуацию, или в местах, где насосы могут подвергаться гидравлическому удару, например, при работе на загрузке сырья.
| |||||
Приложение И
(обязательное)
Материалы и технические требования к материалам деталей насосов
Таблицы И.1, И.2 содержат перечень материалов, предназначенный для выбора потребителем/заказчиком по 6.12.1.2. Допускаются иные материалы по согласованию с заказчиком.
Таблицы И.3, И.4, И.5 и И.6 могут быть использованы как руководство для определения технических требований, предъявляемых к материалам. Если эти таблицы используются, не следует предполагать, что технические требования к материалам являются приемлемыми без полного учета среды (условий), в которых они будут использоваться. В таблице И.3 перечисляются соответствующие международные материалы, которые могут рассматриваться как приемлемые. Для этих материалов указываются только серия/тип и класс. Необходимое конечное состояние или уровень твердости не устанавливаются. Эти материалы могут быть неравноценными для всех применений.
Таблица И.1 - Классы материалов для деталей насосов
Деталь | Классы материалов и сокращения | ||||||||||||||
Класс материала | I-1 | I-2 | S-1 | S-3 | S-4 | S-5 | S-6 | S-8 | S-9 | С-6 | А-7 | А-8 | D-1 | D-2 | |
Полностью соответ- | СI | CI | STL | STL | STL | STL | STL | STL | STL | 12% CR | AUS | 316 AUS | Дуплексный | Супердуплексный | |
Материалы для плакиро- | CI | BRZ | CI | Нирезист | STL | STL 12% CR | 12% CR | 316 AUS | Сплав Ni-Cu | 12% CR | AUS | 316 AUS | Дуплексный | Супердуплексный | |
Корпус, работающий под давлением | Да | Чугун | Чугун | Углеродистая сталь | Углеродистая сталь | Углеродистая сталь | Углеродистая сталь | Углеродистая сталь | Углеродистая сталь | Углеродистая сталь | 12% CR | AUS | 316 AUS | Дуплексный | Супердуплексный |
Внутренние детали корпуса (стакан, направляющие аппараты, диафрагмы) | Нет | Чугун | Бронза | Чугун | Нирезист | Чугун | Углеродистая сталь | 12% CR | 316 AUS | Сплав Ni-Cu | 12% CR | AUS | 316 AUS | Дуплексный | Супердуплексный |
Рабочее колесо | Да | Чугун | Бронза | Чугун | Нирезист | Углеродистая сталь | Углеро- | 12% CR | 316 AUS | Сплав Ni-Cu | 12% CR | AUS | 316 AUS | Дуплексный | Супердуплексный |
Кольца щелевого уплотнения, установленные в корпусе | Нет | Чугун | Бронза | Чугун | Нирезист | Чугун | 12% CR закаленный | 12% CR закаленный | Наплавленный 316 AUS | Сплав Ni-Cu | 12% CR закаленный | Наплавленная AUS | Наплавленный 316 AUS | Наплавленный дуплексный | Наплавленный |
Кольца щелевого уплотнения рабочего колеса | Нет | Чугун | Бронза | Чугун | Нирезист | Чугун | 12% CR | 12% CR | Наплав-енный 316 AUS | Сплав Ni-Cu | 12% CR зака- | Наплавленный AUS | Наплавленная 316 AUS | Наплавленный Дуплексный | Наплавленный |
Вал | Да | Углеро- | Углеро- | Углеро- | Углеро- | Углеро- | AISI 4140 | AISI 4140 | 316 AUS | Сплав Ni-Cu | 12% CR | AUS | 316 AUS | Дуплексный | Супердуплексный |
Дросселирующие втулки | Нет | Чугун | Бронза | Чугун | Нире- | Чугун | 12% CR зака- | 12% CR закаленный | 316 AUS | Сплав Ni-Cu | 12% CR закаленный | AUS | 316 AUS | Дуплексный | Супердуплексный |
Межступенчатые втулки, устанав- | Нет | Чугун | Бронза | Чугун | Нире- | Чугун | 12% CR | 12% CR зака- | Наплавленный 316 AUS | Сплав Ni-Cu | 12% CR закаленный | Наплавленный AUS | Наплавленный 316 AUS | Наплавленный дуплексный | Наплавленный супердуплексный |
Межступенчатые втулки, устанав- | Нет | Чугун | Бронза | Чугун | Нирезист | Чугун | 12% CR | 12% CR закаленный | Наплавленный 316 AUS | Сплав Ni-Cu | 12% CR закаленный | Наплавленный AUS | Наплавленный 316 AUS | Наплавленный дуплексный | Наплавленный супердуплексный |
Шпильки корпуса и крышки уплотнения | Да | AISI 4140 | AISI 4140 | AISI 4140 | AISI 4140 | AISI 4140 | AISI 4140 | AISI 4140 | AISI 4140 | Сплав Ni-Cu закаленный | AISI 4140 | AISI 4140 | AISI 4140 | Дуплексный | Супер- дуплексный |
Прокладка корпуса | Нет | AUS, спирально навитая | AUS, спирально навитая | AUS, спирально навитая | AUS, спирально навитая | AUS, спирально навитая | AUS, спирально навитая | AUS, спирально навитая | 316 AUS спирально навитая | Сплав Ni-Cu, спирально навитая | AUS, спирально навитая | AUS, спирально- | 316 AUS спирально навитая | Дуплексный SS спирально навитая | Супер дуплексный |
Напорный патрубок/емкость всасывания | Да | Углеродистая сталь | Углеродистая сталь | Углеродистая сталь | Углеродистая сталь | Углеродистая сталь | Углеродистая сталь | Углеродистая сталь | Углеродистая сталь | Углеродистая сталь | AUS | AUS | 316 AUS | Дуплексный | Супердуплексный |
Прокладки колонны/ | Нет | Нитрил- | Бронза | Наполненный углерод | Нитрил- | Наполненный углерод | Наполненный углерод | Наполненный углерод | Наполненный углерод | Наполненный углерод | Наполненный углерод | Наполненный углерод | Наполненный углерод | Наполненный углерод | Наполненный углерод |
Крепежные детали (болты), находящиеся в жидкости | Да | Углеродистая сталь | Углеродистая сталь | Углеродистая сталь | Углеродистая сталь | Углеродистая сталь | 316 AUS | 316 AUS | 316 AUS | Сплав Ni-Cu | 316 AUS | 316 AUS | 316 AUS | Дуплексный | Супердуплексный |
STL - сталь, ci-чугун, 4140 легированная сталь - высокопрочная сталь 0,40% углерода, 1% хрома и 0,2% молибдена. 12% CR - 12% хрома.
PRE PRE = w Могут быть рассмотрены некоторые альтернативные материалы, такие, как "супер-аустенитные".
| |||||||||||||||
Таблица И.2 - Материалы деталей насосов и их классы для СНГ
Детали. Требование полного соответствия | Классы материалов | ||||||||||||||
I-1 | I-2 | S-1 | S-3 | S-4 | S-5 | S-6 | S-8 | S-9 | С-6 | А-7 | А-8 | D-1 | D-2 | ||
Корпусные детали, работающие под давлением | Да | Чугун | Чугун | Углеро- | Углеро- | Углеро- | Углеро- | Углеро- | Углеро- | Углеро- | 12% Cr | AUS | 316 AUS | Двух- | Супердуп- |
Детали внутреннего корпуса | Нет | Чугун | Бронза | Чугун | Нире- | Чугун | Углеро- | 12% Cr | 316 AUS | Монель | 12% Cr | AUS | 316 AUS | Двух- | Супердуп- |
Рабочее колесо | Да | Чугун | Бронза | Чугун | Нире- | Углеро- | Углеро- | 12% Cr | 316 AUS | Монель | 12% Cr | AUS | 316 AUS | Двух- | Супердуп- |
Кольца щелевых уплотнений (в корпусе) | Нет | Чугун | Бронза | Чугун | Нире- | Чугун | 12% Cr упроч- | 12% Cr упроч- | 316 AUS | Монель | 12% Cr упроч- | AUS | 316 AUS | Двух- | Супердуп- |
Кольца бандажные рабочего колеса | Нет | Чугун | Бронза | Чугун | Нире- | Чугун | 12% Cr упроч- | 12% Cr упроч- | 316 | Монель | 12% Cr упрочненная | AUS | 316 AUS | Двух- | Супердуп- |
Вал | Да | Углеро- | Углеро- | Углеро- | Углеро- | Углеро- | Сталь AISI 4140 | Сталь AISI 4140 | 316 AUS | К-монель | 12% Cr | AUS | 316 AUS | Двух- | Супердуп- |
Втулка вала (под сальником) | Нет | 12% Cr упрочненная | Твердая бронза | 12% Cr упроч- | 12% Cr упроч- | 12% Cr упроч- | 12% Cr упроч- | 12% Cr упроч- | 316 | К-монель упроч- | 12% Cr упроч- | 316 AUS | 316 AUS | Двух- | Супердуп- |
Втулка вала (под торцовым уплотнение | Нет | 12% Cr AUS | 12% Cr AUS | 12% Cr AUS | 12% Cr AUS | 12% Cr AUS | 12% Cr AUS | 12% Cr AUS | 12% Cr AUS | К-монель упроч- | 12% Cr AUS | AUS | 316 AUS | Двух- | Супердуп- |
Межсту- | Нет | Чугун | Бронза | Чугун | Нире- | Чугун | 12% Cr упроч- | 12% Cr упроч- | 316 | К-монель упроч- | 12% Cr упроч- | AUS | 316 AUS | Двух- | Супердуп- |
Крышка уплотнения | Да | ||||||||||||||
Шпильки крепления корпуса (насоса) с крышкой | Да | Углеро- | Углеро- | AISI 4140 | AISI 4140 | AISI 4140 | AISI 4140 | AISI 4140 | AISI 4140 | К-монель упрочненная | AISI 4140 | AISI 4140 | AISI 4140 | Двух- | Супердуп- |
Крепежные детали, смачиваемые перекачиваемой средой | Да | Углеро- | Углеро- | Углеро- | Углеро- | Углеро- | 316 AUS | 316 AUS | 316 AUS | К-монель | 316 AUS | 316 AUS | 316 AUS | Двух- | Супердуп- |
Прокладка уплотнения разъема корпуса | Нет | AUS | AUS | AUS | AUS | AUS | AUS | AUS | AUS | Монель | AUS | AUS | 316 AUS | Дуплексная | Супердуп- |
Наружный корпус двух- корпусных насосов | Да | Углеро- | Углеро- | Углеро- | Углеро- | Углеро- | Углеро- | Углеро- | Углеро- | Углеро- | AUS | AUS | 316 AUS | Дуплексная | Супердуп- |
Примечания к таблице И.2
12% Cr - хромистая нержавеющая сталь типа AISI 403, 410 и 420; AUS - аустенитная хромоникелевая коррозионностойкая сталь (возможные типы по AISI 302, 302, 304, 326, 321 и 347); AISI 4140 - легированная конструкционная хромомолибденовая сталь.
н) Прокладка спирально навитая, для класса S9 с наполнителем фторопластом (PTFE). | |||||||||||||||
Таблица И.3 - Спецификации материалов для деталей насосов
Класс материала | Область применения | Международный стандарт (ISO) | USA | Европа | Япония JIS | СНГ | |||
ASTM | UNS | EN | Марка | N мате- | Марка стали по ГОСТ и [78] | ||||
Чугун | Отливки, работающие под давлением | [79]/Gr 250 | [90] | F12401 | [114] | EN-GJL-250 | JL 1040 | [131], FC 250 | СЧ 25 ГОСТ 1412 |
Стандартные отливки | [79]/Gr 300 | [91] | F11701/ | [114] | EN-GJL-250 | JL1040 | [131], FC | СЧ 25 по ГОСТ 1412 | |
Углеродистая сталь | Отливки, работающие под давлением | [80] | [92] | J03002 | [115] | GP 240 GH | 1.0619 | [132], | 25 Л по ГОСТ 977 |
ОДМ/ | [81] С25 | [93] | K03506 | [116] | P 280 GH | 1.0426 | [133], | 25 по ГОСТ 1050 | |
Пруток: под давлением | [81] С25 | [94] | G10200 | [117] | P 295 GH | 1.0481 | [134], | 25 по ГОСТ 1050 | |
Пруток: стандар- | [81] С45е | [95] | G10450 | [118] | С 45 | 1.0503 | [134], | 45 по ГОСТ 1050 | |
Болты и шпильки | [82] F31 | [70] | G41400 | [119] | 42 Cr Mo 4 | 1.7225 | [135], | 38ХМ по ГОСТ 4543 | |
Гайки | [83] С45 | [96] | K04002 | [119] | C 35 E | 1.1181 | [134], | 45 по ГОСТ 1050 | |
Лист | [84] ч. 4, Р 355 TN /PL355 TN | [97] Gr | K02403/ | [120] | P 355 N | 1.0562 1.0566 | [136], Gr | 17 ГС по ГОСТ 19281 | |
Труба | [85] РН26 | [98] Gr | K03006 | [121] | L 245 GA | 1.0459 | [137], Gr STPT | 20 по ГОСТ 1050 | |
Фитинги | - | [99] | K03504 | - | - | - | [134], CI S25C | 25 по ГОСТ 1050 | |
4140 Легированная сталь | Пруток | - | [100] | G41400c | [122] | 42 Cr Mo 4 | 1.7225 | [138], CI SCM 440 | 38ХМ по ГОСТ 4543 |
Болты и шпильки | [82] F31 | [70] | G41400 | [119] | 42 Cr Mo 4 | 1.7225 | [135], Class 2, SNB7 | 38ХМ по ГОСТ 4543 | |
Гайки | [83] С45 | [96] | K04002 | [119] | C 45 E | 1.1191 | [134], CI S45C | 45 по ГОСТ 1050 | |
Сталь с 12% хрома | Отливки, работающие под давлением | - | [101] Gr | J91540 | [115] | GX 4 Cr | 1.4317 | [139], | Типа 08Х15Н4ДМЛ |
Стандартные отливки | - | [102] | J91150 | [123] | GX 12 | 1.4011 | [139], CI SCS 1, | 15Х14НЛ по ГОСТ 977 | |
- | [102] | J91540 | [123] | GX 4 Cr Ni | 1.4317 | [139], | Типа 08Х15Н4ДМЛ | ||
ОДМ/поковки: под давлением | [86] 3 | [103] | S41000 | [124] | X12 Cr 13 | 1.4006 | [140], Gr SUS | 12X13 по ГОСТ 5632 | |
ОДМ/поковки: стандартные | [86] 2 | [104] | S41000 | [126] | X12 Cr 13 | 1.4006 | [140], Gr SUS 410-A | 12X13 по ГОСТ 5632 | |
Пруток: под давлением | [86] 3 | [105] | S41000 | [127] | X12 Cr 13 | 1.4006 | [141] | 12X13 по ГОСТ 5632 | |
Пруток: стандартный | [86] 3 | [106] | S41400 | [126] | X 12 Cr 13 | 1.4006 | [141] | 12X13 по ГОСТ 5632 | |
Сталь с 12% хрома | Пруток | [86] 4 | [106] | S42000 | [126] | X 20 | 1.4021 | [141], | 20X13 по ГОСТ 5632 |
Поковки | Тип 416 |
| Cr S 13 |
| |||||
Болты и шпильки | [87], | [70] | S41000 | [119] | X22CrMo | 1.4923 | [141] | 12X13 по ГОСТ 5632 | |
Гайки | [88], | [96] Gr 6 | S41000 | [119] | X22CrMo | 1.4923 | [141] Gr SUS | 12X13 по ГОСТ 5632 | |
Лист | [86]3 | [108] | S41000 | [128] | X 12 Cr | 1.4006 | [142]/4305 | 08X13 по ГОСТ 5632 | |
Аустеитная нержавеющая сталь | Отливки, работающие под давлением | [86]10 | [109] | J92500 | [129] | GX2 Cr | 1.4309 | [139], CI SCS | Типа 03Х18Н11М |
[86]19 | [109] | J92800 | [129] | GX2 Cr | 1.4409 | [139], | Типа 03Х17Н14М2 по ГОСТ 5632 | ||
Стандартные отливки | - | [102] | J92500 | [123] | GX2 Cr | 1.4309 | [139], | Типа 03Х18Н11М | |
- | [102] | J92800 | [123] | GX2 Cr | 1.4409 | [139], CI SCS | Типа 03Х17Н14М2 по ГОСТ 5632 | ||
ОДМ/поковки | [89], | [103] | S30403 | [125] | X2 Cr Ni | 1.4306 | [140], | 03Х18Н11 по ГОСТ 5632 | |
[89], | [103] | S31603 | [125] | X2 Cr Ni Mo | 1.4404 | [142], | 03Х17Н14МЗ по ГОСТ 5632 | ||
Пруток | [89] | [105] | S30403 | [126] | X2 Cr Ni | 1.4306 | [141] | 03Х18Н11 по ГОСТ 5632 | |
[89] | [105] | S20910 | - | - | - | - | Типа 06X21Н12Г5М2АФБ | ||
Аустеитная нержавеющая сталь | Лист | [84] ч. 5 | [108] | S30403 | [130] | X2 Cr Ni | 1.4306 | [142], | 03X18Н11 по ГОСТ 5632 |
Труба | [86] 10 | [110] | S30403 | - | - | - | [143] | 03X18Н11 по ГОСТ 5632 | |
Фитинги | [89], | [103] | S30403 | [125] | X2 Cr Ni | 1.4306 | [140] | 03X18Н11 по ГОСТ 5632 | |
Болты и шпильки | [87], | [70] | S31600 | [124] | X6 Cr Ni Mo | 1.4571 | [141], | 08Х17Н13М27 по ГОСТ 5632 | |
Гайки | [88], | [96] Gr B 8M | S31600 | [124] | X6 Cr Ni Mo | 1.4571 | [141], | 08Х17Н13М2Т по ГОСТ 5632 | |
Дуплексная двухфазная нержавеющая сталь | Отливки, работающие под давлением | - | [111] | J93372 | [129] | GX2 | 1.4517 | - | Типа 02Х25Н6МЗАДЗ |
- | [111] Gr 3 A | J93371 | - | - | - | [139], | Аналога нет | ||
- | [111] | J92205 | [129] | GX2 | 1.4517 | [139], | Типа 02Х25Н6МЗАДЗ | ||
ОДМ/по- | [89], X2CrNiMo N22-5-3 | [103] | S31803 | [124] | X2CrNiMo | 1.4462 | - | Типа 03Х22Н5АМ2 | |
- | [105] | S32550 | [126] | X2CrNiMoCu | 1.4507 | - | Аналога нет | ||
Пруток | [89], | [106] | S31803 | [126] | X2CrNiMo | 1.4462 | [142] | Типа 03Х22Н6АМ3 | |
Лист | - | [108] | S31803 | [130] | X2CrNiMo | 1.4462 | [143]/G 4305 | Аналога нет | |
Труба | - | [113] | S31803 | - | - | - | [144] Gr SUS | Аналога нет | |
Фитинги | [89], | [103] | S31803 | [124] | X2CrNiMo | 1.4462 | [142] | Типа 03Х22Н5АМ2 | |
Болты и шпильки | - | [106] | S31803 | [126] | X2CrNiMo | 1.4462 | [141] Gr SUS | Типа 03Х22Н5АМ2 | |
Гайки | - | [106] | S31803 | [126] | X2CrNiMo | 1.4462 | [141] Gr SUS | Типа 03Х22Н5АМ2Р8! Точного аналога нет | |
Супердуплексная нержавеющая сталь | Отливки, работающие под давлением | - | [111] | J93404 | [129] | GX2CrNiMo | 1.4469 | - | Аналога нет |
- | [111] | J93380 | - | - | - | - | Аналога нет | ||
ОДМ/поковки | - | [103] | S32750 | [124] | X2CrNiMoCu | 1.4501 | [141], Gr SUS | Типа 02Х25Н7М4АВД | |
Пруток | - | [106] | S32750 | [126] | X2CrNiMoCu | 1.4501 | [143]/G 4305 | Типа 02Х25Н7М4АВД | |
Лист | - | [108] | S32750 | [130] | X2CrNiMoCu WN 25-7-4 | 1.4501 | - | Типа 02Х25Н7М4АВД | |
Труба | - | [113] | S32750 | - | - | - | [144], Gr | Типа 02Х25Н7М4АВД | |
Фитинги | - | [103] | S32750 | [124] | X2CrNiMoCu | 1.4501 | [142] Gr SUS | Типа 02Х25Н7М4АВД | |
Нержавеющая сталь | Болты и шпильки | - | [106] | S32750 | [126] | X2CrNiMoCu | 1.4501 | [141] Gr SUS | Типа 02Х25Н7М4АВД |
Гайки | - | [106] | S32750 | [126] | X2CrNiMoCu | 1.4501 | [141] Gr SUS | Типа 02Х25Н7М4АВД | |
PRE = W | |||||||||
Таблица И.4 - Неметаллические материалы для изнашиваемых деталей
Материал | Температура, пределы | Предельный перепад давления в пересчете на линейный размер сменной детали 25 мм (1,0 дюйм) кПа (бар; psi) | Область применения | |
минимум | максимум | |||
Полиэфирэфиркетон (РЕЕК) с наполнителем из углеродного волокна | -30 (-20) | 135 (275) | 2000 (20; 300) | Неподвижные детали |
Полиэфирэфиркетон (РЕЕК) с навивкой из углеродного волокна | -30 (-20) | 230 (450) | 3500 (35; 500), или | Неподвижные детали |
Композит, армированный PFA/CF (полиэтиленуглеродным волокном) с 20% массовой долей плоскоориентированного углеродного волокна | -46 (-50) | 230 (450) | 2000 (20; 300) | Неподвижные детали |
Углеграфит | -50 (-55) | 285 (550) | 2000 (20; 300) | Неподвижные детали |
Неметаллические материалы для сменных деталей, совместимые с используемой технологической жидкостью, могут указываться в предложении в вышеупомянутых пределах перечисления в) 6.7.4. Такие материалы могут быть выбраны для пар трения в сочетании с определенными металлическими материалами, такими, как закаленная сталь с 12% Cr или нержавеющая сталь с упрочняющей наплавкой. Такие материалы могут использоваться вне указанных пределов, если их успешное применение доказано на практике, либо с одобрения потребителя/заказчика. | ||||
Таблица И.5 - Трубные материалы
Детали | Жидкость | |||||
Вспомогательная технологическая | Пар | Охлаждающая вода | ||||
Категория | Манометрическое давление кПа (бар; psi) | Номинальный размер | ||||
Материалы классов I-1 и I-2 | Все свариваемые материалы |
| > 500 (5; 75) | Стандартный | Поставляемый по выбору | |
Труба | Бесшовная | Бесшовная | Бесшовная | Бесшовная | - | Углеродистая сталь, (гальванизация, [144] или [70]) |
Трубопроводы | Нержавеющая сталь (для бесшовных трубопроводов, тип 316) | Нержавеющая сталь (для бесшовных трубопроводов, тип 316) | Нержавеющая сталь (для бесшовных трубопроводов, тип 316) | Нержавеющая сталь (для бесшовных трубопроводов, тип 316) | Нержавеющая сталь (для бесшовных трубопроводов, тип 316) | - |
Все клапаны | Класс 800 | Класс 800 | Класс 800 | Класс 800 | Класс 200 Бронза | Класс 200 |
Задвижки и шаровые клапаны | Крышки и манжеты на болтах | Крышки и манжеты на болтах | Крышки и манжеты на болтах | Крышки и манжеты на болтах | - | - |
Фасонная и муфтовая трубная арматура | Поковки, класс 3000 | Поковки, класс 3000 | Поковки, класс 3000 | Поковки, класс 3000 | Ковкий чугун (гальванизация по [144] или [70]) | Ковкий чугун (гальванизации по [144] или [70]) |
Трубопроводная арматура | Стандарт изготовителя | Стандарт изготовителя | Стандарт изготовителя | Стандарт изготовителя | Стандарт изготовителя | - |
Готовые соединения | Резьбовые | Сварные внахлест | Резьбовые | Сварные внахлест | Резьбовые | - |
Готовые соединения | - | - | - | - | - | Указывается потребителем/заказчиком |
Прокладки | - | Аустенитная нержавеющая сталь, спиральная навивка | - | Аустенитная нержавеющая сталь, спиральная навивка | - | - |
Болтовые соединения фланцев-4140 легированная сталь | - | - | - | 4140 легированная сталь | - | - |
12,7 мм в диаметре·1,66 мм толщины стенки (1/2 дюйма в диаметре·0,065 дюйма толщины стенки); 19 мм в диаметре·2,6 мм толщины стенки (3/4 дюйма в диаметре·0,095 дюйма толщины стенки); 25 мм в диаметре·2,9 мм толщины стенки (1 дюйм в диаметре·0,109 дюйма толщины стенки). | ||||||
Приложение К
(обязательное)
Анализ поперечных колебаний
К.1 Анализ поперечных колебаний
К.1.1 Общие положения
Если необходимо провести анализ поперечных колебаний согласно 9.2.4.1, используемый метод и способ оценки результатов должны соответствовать требованиям К.1.2-К.1.5. В таблице К.1 указан процесс такого анализа. Вышеуказанные методы анализа и оценки результатов применимы для жидкостных турбомашин с горизонтальной осью.
Таблица К.1 - Логическая блок-схема анализа поперечных колебаний ротора
Этап | Если... | то... |
1 | Насос и условия его работы идентичны либо аналогичны соответствующим параметрам установленных насосов с официально установленными эксплуатационными характеристиками | Анализ не требуется |
2 | Классически жесткий ротор (6.9.1.2) | Анализ не требуется |
3 | Условия 1 и 2 не выполнены | Анализ требуется |
К.1.2 Собственные частоты
Отчет должен содержать следующую информацию:
а) первая, вторая и третья "сухие" критические частоты собственных колебаний ротора 6.9.1.2.
Примечание 1 - Данные "сухие" собственные изгибающие скорости колебаний используются как репперные точки для последующего анализа собственных демпфированных частот.
Примечание 2 - Стандартной практикой является исследование различных вариантов сочетаний консолей, муфт и упорных колец, фиксации их первой критической собственной частоты при не менее 20% разделительном запасе над высшей потенциальной частотой возбуждения (полученной на основе максимальной непрерывной скорости) перед проведением анализа поперечных колебаний ротора;
б) все демпфированные собственные частоты ротора в диапазоне от нуля до частоты, в 2,2 раза превышающей максимальную постоянную частоту вращения, при номинальных частотах ротора должны вычисляться в диапазоне частот вращения от 25% до 125% номинальной с учетом следующих моментов:
1) жесткость и демпфирование в следующих внутренних зазорах при предполагаемой температуре:
- восстановленные зазоры с водой;
- восстановленные зазоры с перекачиваемой жидкостью;
- в два раза большие зазоры с перекачиваемой жидкостью;
2) жесткость и демпфирование уплотнений вала (лабиринтного типа);
3) жесткость и демпфирование подшипников при усредненном зазоре и температуре масла. Влияние жесткости и демпфирования подшипников в насосах обычно мало по сравнению с внутренними зазорами, поэтому достаточно провести анализ подшипников при среднем зазоре и температуре масла;
4) масса и жесткость опоры подшипников;
5) инерция ступицы полумуфты и 1/2 проставки муфты.
Примечание - Несмотря на то что демпфированные собственные частоты более высокого порядка могут быть близкими к скорости вращения лопастей рабочего колеса, на практике не имеется зарегистрированных нарушений динамических характеристик роторов жидкостных турбомашин, вызванных указанной близостью. Такое отсутствие проблем, по-видимому, связано со сложным режимом колебаний, сравнительно низкой энергией возбуждения и удовлетворительным демпфировании при высоких частотах;
с)* значения или основа для определения коэффициентов жесткости и демпфирования, используемых в вычислениях.
________________
* Нумерация соответствует оригиналу. - .
К.1.3 Разделение частот и демпфирование
Для обычного и двойного значений восстановленных зазоров зависимость коэффициента демпфирования от разности собственной частоты изгибных колебаний и синхронизированной рабочей частоты должен находиться в пределах "допустимого" диапазона, как показано на рисунке К.1. Если это условие не может быть выполнено, то должен быть определен демпфированный отклик на дисбаланс согласно К.1.4.
Примечание - В жидкостных турбомашинах первая оценка динамических характеристик ротора основывается на зависимости демпфирования от разности частот, а не на зависимости коэффициента усиления от указанной разности. Это обстоятельство объясняется двумя факторами. Во-первых, собственные частоты ротора возрастают с увеличением скорости вращения, вследствие того, что перепад давления в направлении, перпендикулярном внутреннему зазору, также растет с увеличением скорости вращения. На диаграмме Кэмпбелла, согласно рисунку К.2, это означает меньшее разделение рабочей скорости и собственных частот, а не рабочей скорости и критических скоростей. Поскольку коэффициент усиления при меньшем разделение частот не связан с синхронным (дисбалансным) возбуждением ротора вызванным дисбалансом, то он может быть определен только путем приближенных вычислений, основанных на демпфировании. Во-вторых, используемое демпфирование позволяет определить минимальное значение собственной частоты для отношений рабочих скоростей в диапазоне от 0,8 до 0,4, тем самым, предохраняя ротор от значимой субсинхронной вибрации.
Логарифмический декремент связан с коэффициентом демпфирования,
, формулой (К.1):
![]() . (К.1)
. (К.1)
При значениях не более 0,4 целесообразно использовать следующую формулу (К.2), устанавливающую зависимость между ,
, и коэффициентом усиления
, дает достаточную точность для практической оценки:
![]() . (К.2)
. (К.2)
В жидкостных турбомашинах критические условия демпфирования должны определяться следующими параметрами:
0,15,
0,95,
3,33.
Примечание 1 - Величины, соответствующие критическим условиям демпфирования в жидкостных турбомашинах, отличаются от величин, приведенных в стандартах API для газовых и паровых турбомашин. Эта разница объясняется успешным опытом эксплуатации жидкостных турбомашин, разработанных с использованием данных, приведенных в настоящем приложении.
Примечание 2 - Демпфирование более 0,08 за пределами диапазона ![]() от 0,8 до 0,4 обеспечивается конструкцией и подтверждается опытом эксплуатации жидкостных турбомашин, устанавливающим, что конструкции, отвечающие данному требованию, не подвержены субсинхронной вибрации ротора.
от 0,8 до 0,4 обеспечивается конструкцией и подтверждается опытом эксплуатации жидкостных турбомашин, устанавливающим, что конструкции, отвечающие данному требованию, не подвержены субсинхронной вибрации ротора.
К.1.4 Анализ демпфированного отклика на дисбаланс
Если коэффициент демпфирования как функция разности частот для метода или методов является неприемлемым в соответствии с критериями рисунка К.1, демпфированный отклик ротора на дисбаланс должен определяться для рассматриваемого метода/методов исходя из следующего:
а) перекачиваемая жидкость;
б) состояние зазоров (одинарные или двойные) приводящие к несоответствующему разделению частот как функции демпфирования;
в) общий дисбаланс, в четыре раза превышающей допустимое значение по 9.2.4.2.1, сосредоточенный в одной или нескольких точках и вызывающий возбуждение исследуемого метода/методов.
В течение одного цикла компьютерной обработки может быть исследован только один метод.
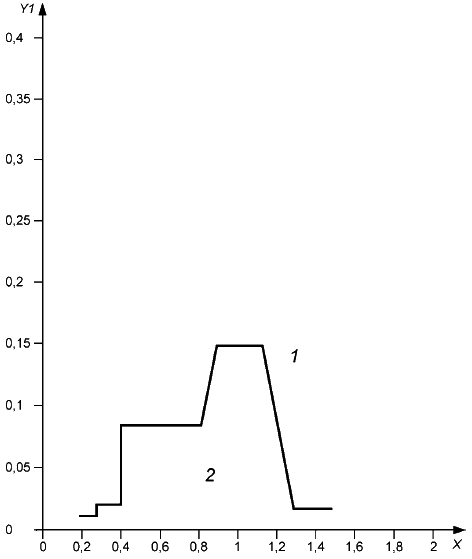
X - относительная частота; ![]() ; Y - декремент затухания; 1 - допустимый диапазон; 2 - недопустимый диапазон
; Y - декремент затухания; 1 - допустимый диапазон; 2 - недопустимый диапазон
Рисунок К.1 - Зависимость декремента затухания от относительной частоты
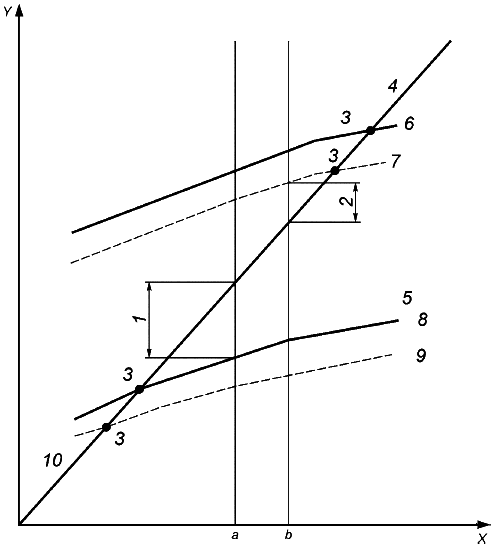
X - скорость перекачки, об/мин; Y - частота, ; 1 - минимальный разделительный запас первой
; 2 - максимальный разделительный запас второй
; 3 - критическая частота вращения; 4 - вторая изгибная мода; 5 - первая изгибная мода; 6 - восстановленный зазор; 7 - 2-й зазор; 8 - восстановленный зазор; 9 - 2-й зазор; 10 - рабочая линия; а - минимум; b - максимум
Рисунок К.2 - Типичная диаграмма Кэмпбелла
К.1.5 Допустимое смещение
Смещение колебаний несбалансированного ротора, соответствующее полному размаху колебаний в точке (точках) максимального смещения не должно превышать 35% величины диаметрального рабочего зазора в этой точке.
Примечание - Стандартный демпфированный отклик для центробежных насосов не дает достаточно большого пика в смещении при резонансе, для определения соответствующего коэффициента усиления. Учитывая данное ограничение, оценка демпфированного отклика на дисбаланс должна ограничиваться в данном случае сравнением смещения ротора с допустимой величиной зазора.
К.2 Заводская проверка динамических характеристик ротора
К.2.1 Если определено, динамические характеристики ротора должны проверяться в процессе заводских испытаний. Фактический отклик ротора на дисбаланс должен быть основой для подтверждения правильности результатов анализа демпфированной поперечной скорости. Этот отклик измеряется либо в процессе работы с переменной частотой вращения в диапазоне частот вращения от номинальной частоты вращения до 75% первой критической частоты вращения, либо в процессе движения по инерции. Если демпфированный отклик на дисбаланс не был определен при первоначальном анализе ротора по К.1.4, то этот отклик должен быть определен с новыми зазорами при работе с водой перед заводской проверкой. Дисбалансы, определенные при испытаниях должны векторно складываться в фазе с остаточным дисбалансом в местах, установленных изготовителем обычно в соединении и/или упорном кольце.
Примечание - Основной целью заводской проверки путем измерения отклика на дисбаланс является проверка нахождения критической скорости (пика вибрации) в пределах допуска для вычисленного значения или, если в результате анализа прогнозируется сильно демпфированная частота вращения, отсутствия пика вибрации в пределах допуска для вычисленного значения. Заводская проверка с использованием этого метода возможна только для насосов, которые имеют подшипники скольжения и поставляются с парами датчиков расстояния для каждого радиального подшипника.
К.2.2 Величина и положение испытательного дисбаланса (испытательных дисбалансов) должны определяться путем калибровки чувствительности ротора к дисбалансу. Калибровка должна выполняться путем определения "орбит" вибрации для каждого подшипника, отфильтрованных по скорости ротора (1·), в течение двух опытных прогонов следующим образом:
а) с ротором фактических размеров;
б) с опытными неуравновешенными грузами, добавленными под углом 90° к максимальному смещению при прогоне а).
Величина испытательных дисбалансов должна быть такой, чтобы вычисленное максимальное смещение вала, вызываемое результирующим общим дисбалансом (остаточный дисбаланс плюс испытательный дисбаланс), составляло от 150% до 200% допустимого смещения, установленного в таблицах 8 или 9, в местах расположения датчиков подшипников, но она не должна превышать более чем в восемь раз значения, равного максимальному допустимому дисбалансу ротора.
К.2.3 В процессе испытаний частота вращения ротора, вибрационное смещение и соответствующий фазовый угол, отфильтрованные по скорости ротора (1·), должны измеряться и записываться.
К.2.4 Характеристики ротора считаются проверенными, если выполняются следующие требования:
а) Наблюдаемая частота вращения (частота) (отчетливый пик вибрации и соответствующий фазовый сдвиг) находится (находятся) в пределах +10% расчетного значения (значений);
б) Измеренные амплитуды вибрации находятся в пределах 35% расчетных значений.
Сильно демпфированные критические скорости могут не наблюдаться; поэтому отсутствие отклика ротора в области рассчитанной сильно демпфированной критической скорости является проверкой результатов анализа.
К.2.5 Если критерии приемки, установленные в К.2.4, не выполнены, то коэффициент жесткости или коэффициент демпфирования или и тот и другой, используемые в вычислениях собственных частот должны корректироваться для согласования расчетных и измеренных результатов. Коэффициенты элементов одного типа, кольцевых зазоров с LID<0,15, кольцевых зазоров с LID>0,15, взаимодействия рабочих колес и подшипников должны корректироваться с использованием одного и того же поправочного коэффициента. После согласования такие же поправочные коэффициенты должны использоваться в вычислениях собственных частот и демпфирования для перекачиваемой жидкости, а разделение частот ротора в зависимости от коэффициентов демпфирования должно быть перепроверено на приемлемость.
В отличие от коэффициентов, используемых при проведении анализа поперечных критических частот ротора, коэффициенты демпфирования в кольцевых зазорах характеризуются наибольшей погрешностью и поэтому обычно корректируются в первую очередь. Коэффициенты жесткости кольцевых зазоров обычно характеризуются малой погрешностью и должны корректироваться только на основе соответствующих данных. Корректировка коэффициентов подшипников требует отдельного обоснования, поскольку типичные значения основываются на надежных эмпирических данных.
К.2.6 Существуют альтернативные методы проверки динамических характеристик роторов, например, для определения собственных частот ротора используется возбуждение с переменной частотой при работе насоса с его рабочей частотой вращения. Использование альтернативных методов и интерпретация результатов должны согласовываться потребителем/заказчиком и поставщиком/изготовителем.
К.3 Документация
Отчет по результатам анализа поперечных колебаний должен включать:
а) результаты начальной оценки по 9.2.4.1.1;
б) основные данные по ротору, используемые при проведении анализа, которые могут служить базовой моделью;
в) диаграмма Кэмбелла на рисунке К.2;
г) зависимость коэффициента демпфирования (декремента затухания) от разделения частот;
д) форма колебаний при критической скорости (скоростях), для которых определен демпфированный отклик на дисбаланс по К.1.4;
е) диаграмма (диаграммы) Боде, полученная на основе заводской проверки дисбаланса по К.2.3;
ж) краткое описание корректировок аналитических расчетов с целью соответствия результатам заводских испытаний по К.2.5.
Позиции д)-ж) должны заполняться только в случае, если документирование действий необходимо для анализа или определено потребителем/заказчиком.
Приложение Л
(обязательное)
Определение остаточного дисбаланса
Л.1 Общие положения
В настоящем приложении описывается процедура, которая используется для определения остаточного дисбаланса в роторах машин. Для точного определения дисбаланса в случае использования балансировочных станков калибровка может оказаться неправильной. Единственным надежным методом определения остаточного дисбаланса является проведение испытаний ротора, дисбаланс которого известен.
Л.2 Термины и определения
Л.2.1 остаточный дисбаланс: Величина дисбаланса ротора, остающаяся после балансировки.
Примечание - Если не указано иное, остаточный дисбаланс выражается в г/мм или унция/дюйм.
Л.3 Максимально допустимый остаточный дисбаланс
Л.3.1 Максимальный допустимый остаточный дисбаланс в плоскости должен определяться по данным таблицы 19.
Л.3.2 Если фактическая статическая нагрузка на каждую опорную шейку вала неизвестна, принимается условие, что общая масса ротора равномерно поддерживается подшипниками. Например, в случае двухопорного ротора массой 2700 кг (6000 фунтов) на каждую опорную шейку будет воздействовать масса 1350 кг (3000 фунтов).
Л.4 Проверка остаточного дисбаланса
Л.4.1 Общие положения
Л.4.1.1 Если показания балансировочного станка устанавливают, что ротор был сбалансирован в пределах установленного допуска, проверка остаточного дисбаланса должна проводиться перед удалением ротора из балансировочного станка.
Л.4.1.2 Для проверки остаточного дисбаланса известная пробная масса последовательно крепится к ротору в 6 (или в 12, если так определено потребителем/заказчиком) равномерно разнесенных положениях на одном и том же радиальном расстоянии. Проверка выполняется в каждой плоскости коррекции, и полученные показания наносятся на график с использованием процедуры, установленной в Л.4.2.
Л.4.2 Процедура
Л.4.2.1 Необходимо выбирать пробную массу и радиус таким образом, чтобы обеспечить нахождение значения остаточного дисбаланса в диапазоне между однократной и удвоенной величиной максимально допустимого остаточного дисбаланса [т.е., если составляет 1440 г·мм (2 унции·дюйм), пробная масса должна вызвать дисбаланс величиной от 1440 г·м до 2880 г·мм (2-4 унции·дюйм)].
Л.4.2.2 Начиная с последней "тяжелой точки" в каждой плоскости коррекции, следует разметить установленное количество радиальных положений (6 или 12) по периметру ротора, равноотстоящих друг от друга на 60° или 30°. Воздействовать первой пробной массой на последнюю установленную "тяжелую точку" в одной плоскости. Если ротор был сбалансирован очень точно и последнюю "тяжелую точку" невозможно определить, следует поставить пробную массу в одно из размеченных радиальных положений.
Л.4.2.3 Для проверки правильного выбора пробной массы следует включить балансировочный станок и снять показание измерительного прибора. Если это показание соответствует верхнему предельному значению диапазона измерительного прибора, необходимо использовать меньшую пробную массу. Незначительное показание измерительного прибора или его отсутствие указывает на то, что ротор был либо неправильно сбалансирован, либо балансировочный станок не обладает достаточной чувствительностью, либо он неисправен (например, вышел из строя датчик). В зависимости от ошибки корректировку следует производить перед началом проверки остаточного дисбаланса.
Л.4.2.4 Поочередно следует поместить массу на каждое равноотстоящее положение и записать величину дисбаланса, считываемую с измерительного прибора для каждого такого положения. Для проверки повторить измерения для начального положения. Все проверки должны выполняться на балансировочном станке только при одном диапазоне чувствительности.
Л.4.2.5 Следует внести показания в рабочий бланк для определения остаточного дисбаланса и вычислить величину остаточного дисбаланса на рисунках Л.1 и Л.2. Максимальное показание измерительного прибора имеет место, когда пробная масса помещается в "тяжелую точку" ротора; минимальное показание имеет место, когда пробная масса помещается в точку, противоположную "тяжелой точке". Таким образом, внесенные показания должны образовывать кривую, близкую к окружности на рисунках Л.3 и Л.4. Среднее арифметическое значение от максимального и минимального показаний измерительного прибора определяет воздействие пробной массы. Расстояние центра окружности от начала полярной диаграммы определяет остаточный дисбаланс в этой плоскости.
Оборудование (ротор), | N: | |||||||||||
Заказ на поставку, | N: | |||||||||||
Плоскость коррекции (вход, сторона привода и т.д. - используйте эскиз): | ||||||||||||
Скорость балансировки | об/мин | |||||||||||
n= максимально допустимая частота вращения ротора | об/мин | |||||||||||
m (или W) = масса шейки вала (ближайшая к данной плоскости коррекции: | кг (фунт) | |||||||||||
U | ||||||||||||
6350·_____кг/ _____ об/мин; (4·_____фунт/ об/мин | г·мм (унция·дюйм) | |||||||||||
Пробный дисбаланс (2· U | г·мм (унция·дюйм) | |||||||||||
R = радиус положения масс: | мм (дюйм) | |||||||||||
Пробная масса дисбаланса = Пробный дисбаланс/ R ___ г мм/___мм (___ унция дюйм/___ дюйм) _____ г (унция) | ||||||||||||
Примечание - Пересчет единиц: 1 унция = 28,350 г. | ||||||||||||
Данные испытаний | эскиз ротора | |||||||||||
Позиция | Угловое положение пробной массы | Величины амплитуд на балансировочном станке | ||||||||||
1 | ||||||||||||
2 | ||||||||||||
3 | ||||||||||||
4 | ||||||||||||
5 | ||||||||||||
6 | ||||||||||||
7 | ||||||||||||
Данные испытаний - Графический анализ | ||||||||||||
Шаг1: | Нанесите данные на полярную диаграмму согласно рисунку Л.2. Масштабируйте диаграмму так, чтобы наибольшая и наименьшая амплитуды умещались без труда. | |||||||||||
Шаг 2: | С помощью циркуля нарисуйте окружность, проходящую через шесть точек (как можно более точно), и отметьте центр этой окружности. | |||||||||||
Шаг 3: | Измерьте диаметр окружности в единицах масштаба, выбранного в Шаге 1, и запишите | |||||||||||
Рисунок Л.1 - Бланк для определения остаточного дисбаланса, лист 1
Шаг 4: Запишите полученный пробный дисбаланс. | |||||||
Шаг 5: Удвойте пробный дисбаланс, полученный в Шаге 4 (можете использовать удвоенный фактический остаточный дисбаланс). | |||||||
Шаг 6: Разделите результат Шага 5 на результат Шага 3: | |||||||
Теперь вы получили корреляцию между величинами на полярной диаграмме и фактическим балансом. | |||||||
Нарисованная окружность должна включать начало полярной диаграммы. В противном случае остаточный дисбаланс ротора превышает используемый испытательный дисбаланс. | |||||||
Примечание - Причинами, по которым нарисованная окружность не включает в себя начало полярной диаграммы, могут быть ошибка оператора в процессе балансировки, неисправный датчик или кабель балансировочного станка или недостаточная чувствительность балансировочного станка. | |||||||
Если окружность включает в себя начало полярной диаграммы, расстояние между началом диаграммы и центром полученной окружности определяет фактический остаточный дисбаланс в плоскости коррекции ротора. Измерьте расстояние в единицах масштаба, выбранного в Шаге 1, и умножьте это число на масштабный коэффициент, определенный в Шаге 6. Расстояние в единицах масштаба между началом и центром окружности, умноженное на масштабный коэффициент, равно фактическому остаточному дисбалансу. | |||||||
Запишите значение фактического остаточного дисбаланса ___ г·мм (унция·дюйм) | |||||||
Запишите значение допустимого остаточного дисбаланса ___ г·мм (унция·дюйм) | |||||||
Плоскость коррекции ___ для ротора N ___ прошедшего (непрошедшего) проверку. | |||||||
Подпись | Дата | ||||||
Рисунок Л.1, лист 2
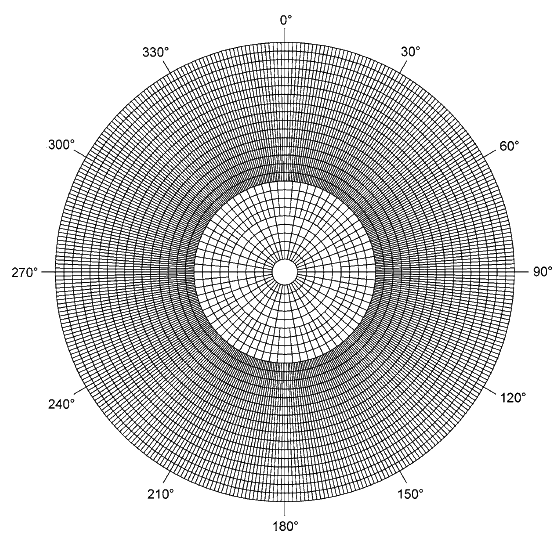
Рисунок Л.2 - Бланк для определения остаточного дисбаланса. Полярная диаграмма
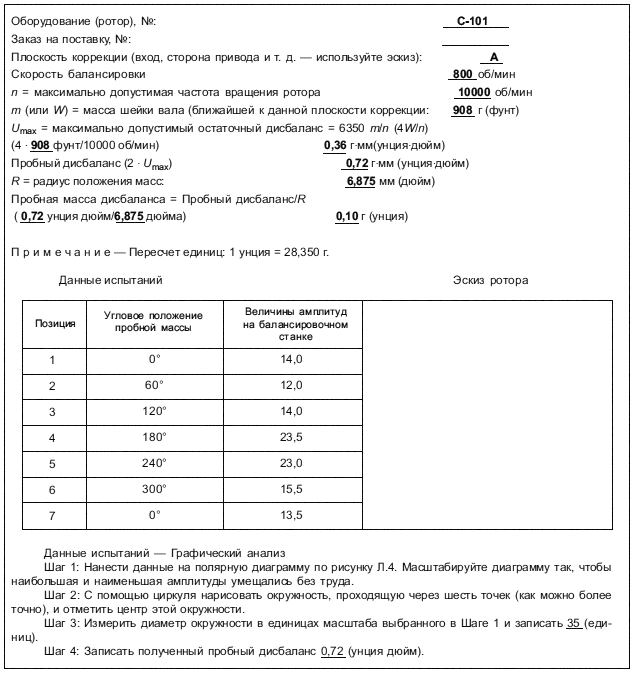
Рисунок Л.3 - Пример заполнения рабочего бланка для определения остаточного дисбаланса, лист 1
Шаг 5: Удвоить пробный дисбаланс, полученный в Шаге 4 (можно использовать удвоенный фактический остаточный дисбаланс) 1,44 г·мм (унция-дюйм). | |||||||
Шаг 6: Разделить результат Шага 5 на результат Шага 3: 0,041 масштабный коэффициент. | |||||||
Получить корреляцию между величинами на полярной диаграмме и фактическим балансом. | |||||||
Нарисованная окружность должна включать начало полярной диаграммы. В противном случае, остаточный дисбаланс ротора превышает используемый испытательный дисбаланс. | |||||||
Примечание - Причинами, по которым нарисованная окружность не включает начало полярной диаграммы, могут быть ошибка оператора в процессе балансировки, неисправный датчик или кабель балансировочного станка или недостаточная чувствительность балансировочного станка. | |||||||
Если окружность включает начало полярной диаграммы, расстояние между началом диаграммы и центром вашей окружности определяет фактический остаточный дисбаланс в плоскости коррекции ротора. Измерьте расстояние в единицах масштаба, выбранного в Шаге 1, и умножьте это число на масштабный коэффициент, определенный в Шаге 6. Расстояние в единицах масштаба между началом и центром окружности, умноженное на масштабный коэффициент, равно фактическому остаточному дисбалансу. | |||||||
Записать значение фактического остаточного дисбаланса 6,5 (0,041) = 0,27 (унция-дюйм) | |||||||
Записать значение допустимого остаточного дисбаланса 0,36 (унция-дюйм) | |||||||
Плоскость коррекции А для ротора N С-101 прошедшего (не прошедшего) проверку | |||||||
Подпись | Инспектор John | Дата 2002-04-30 | |||||
Рисунок Л.3, лист 2
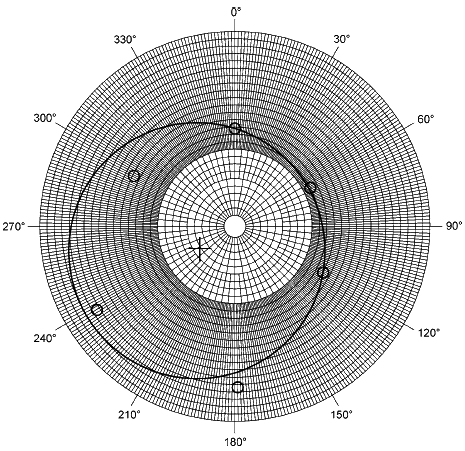
Рисунок Л.4 - Бланк для определения остаточного дисбаланса. Полярная диаграмма. Оптимально подобранная окружность для определения остаточного дисбаланса
Л.4.2.6 Следует повторить действия, описанные в Л.4.2.1-Л.4.2.5, для каждой плоскости балансировки. Если установленное значение максимального допустимого остаточного дисбаланса было превышено в любой плоскости балансировки, ротор необходимо сбалансировать более точно, а затем провести новую проверку. Если коррекция производилась в нескольких плоскостях балансировки, проверка остаточного дисбаланса должна быть повторно проведена во всех плоскостях.
Л.4.2.7 Для роторов, прошедших поэтапную балансировку, проверка остаточного дисбаланса должна проводиться после установки и балансировки первой детали ротора, а также, как минимум, по завершению балансировки всего ротора.
Примечание - Такая процедура позволяет сэкономить время и не производить необязательного удаления деталей ротора при попытке балансировки многокомпонентного ротора при помощи неисправного балансировочного станка.
Приложение М
(справочное)
Жесткость вала и ресурс системы подшипников
М.1 Руководство по определению жесткости вала консольных насосов типа ОН2 и ОН3
М.1 содержит описание стандартного метода расчета коэффициента упругости вала консольного насоса. Если указано в 9.1.1.3 коэффициент упругости вала насоса должен рассчитываться поставщиком/изготовителем в соответствии с указаниями данного подраздела и приводиться в листе технических данных.
Конструктивные и эксплуатационные требования к роторам консольных насосов установлены в нескольких разделах настоящего стандарта. Данный подраздел содержит перечень этих требований, а также стандартную методику расчета коэффициента упругости вала, которую можно использовать при оценке параметров жесткости, а также при сравнении жесткости валов различной конструкции.
Для вала с двумя диаметрами: - диаметром под уплотнительной втулкой и
- диаметром между подшипниками согласно рисунку М.1 жесткость вала обратно пропорциональна характеристике, "коэффициент упругости вала" SFI или
, расчет которой выполняется по формуле (М.1):
![]() , (М.1)
, (М.1)
где - вылет консоли (центральная ось рабочего колеса по отношению к рядному подшипнику),
- расстояние между подшипниками.
В конструкциях роторов, типичных для насосов, с >
и
<
, второй из вышеприведенных терминов обычно относится лишь к 20% общего значения
, поэтому стандартной практикой является определение жесткости вала консольного насоса при помощи упрощенной формулы (М.2):
![]() . (М.2)
. (М.2)
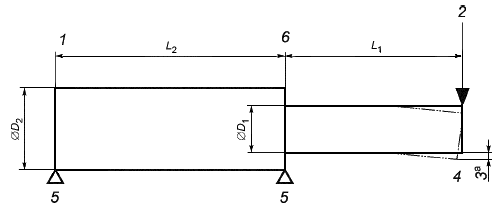
1 - упрощенный вал; 2 - радиальная нагрузка на крыльчатку; 3 - отклонение; 4 - сторона рабочего колеса; 5 - опора (подшипник); 6 - консольный насос;
а - отклонение, пропорциональное грузу:  .
.
Рисунок М.1 - Упрощенный ротор консольного насоса
Упрощенный расчет по формуле (М.2) широко использовался в практике нефтепереработки в 1970-х и 1980-х годах для сравнительного анализа жесткости роторов консольных насосов и выбора коэффициента эксплуатационных затрат при расчете стоимости насосов, для которых
составлял кратное число (обычно 1,2) от минимальной стоимости насосов, предназначенных для данного вида работ. Эта практика привела к разработке роторов с большей жесткостью, обеспечивающей большую межремонтную наработку насосов (MTBR), а в 1990-х позволила уменьшить протечки через уплотнения вала благодаря испарению летучих органических соединений (VOC). Поскольку данная оценка выполнялась для насосов узкого назначения, сравнение проводилось между насосами аналогичных размеров. Для разработки общего руководства по определению величины
необходимо установить зависимость между
и размером насоса.
Стойки для подшипников консольных насосов НПЗ разрабатываются по определенным типоразмерам. В связи с этим вал для каждой из них конструируется на основе определенного значения крутящего момента, массы рабочего колеса и радиальной нагрузки на крыльчатку (статической и динамической) со стороны максимального напора жидкости, на воздействие которого рассчитана стойка. Масса рабочего колеса является значимой величиной, поэтому необходимо, чтобы первая "сухая" частота вращения ротора составляла 120% от максимальной постоянной рабочей частоты вращения насоса по 6.9.1.2. В то же время отклонение торцевых поверхностей уплотнений по причине радиального давления не должно превышать 50 мкм (0,002 дюймов) согласно 6.9.1.3.
Действующие на вал нагрузки зависят от размера рабочего колеса и, следовательно, от напора, подачи и частоты вращения насоса. Это позволяет определить "размерный" коэффициент, по формуле (М.3):
![]() , (М.3)
, (М.3)
где - подача при ВЕР, соответствующем максимальному диаметру рабочего колеса;
- напор;
- частота вращения.
Размерный коэффициент зависит от крутящего момента. График двойной логарифмической зависимости от
для консольных насосов различных конструкций в диапазоне от 25 до 350000 кВт (35-500000 л.с), максимальное значение которого соответствует большим турбонасосам, показывает, что данные, относящиеся к насосам современных конструкций, укладываются в прямолинейную зависимость согласно рисункам М.2 и М.3. Линия наилучшего соответствия, начиная со стороны максимальных значений, также показана на графике.
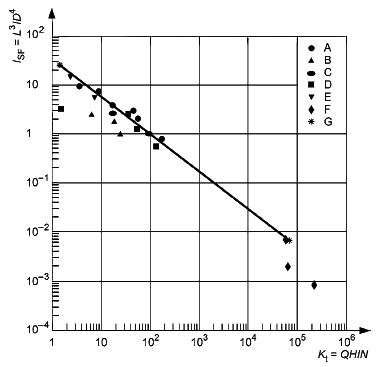
Рисунок М.2 - Зависимость коэффициента упругости консольных насосов от размерного фактора (в системе СИ)
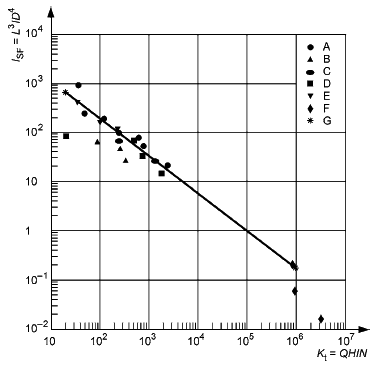
Рисунок М.3 - Зависимость коэффициента упругости консольных насосов от размерного фактора (в системе USC)
Линии наилучшего соответствия рассчитываются по формуле (М.4) для системы СИ и по формуле (М.5) для системы единиц USC:
![]() , (М.4)
, (М.4)
![]() . (М.5)
. (М.5)
Формулы (М.4) и (М.5) применимы относительно насосов для НПЗ, роторы которых, при предельных размерах каждой консоли, по имеющимся сведениям удовлетворяют требованиям по статическим отклонениям и динамическим параметрам роторов, установленным в настоящем стандарте при номинальной скорости до 3600 об/мин. Конструкции жидкостной стороны всех насосов с напорным патрубком диаметром 100 мм (4 дюйма) и более обычно имеют двойные спиральные камеры. В некоторых случаях указанные конструктивные параметры могут быть ограничены значением 3000 об/мин.
Рисунки М.2 и М.3 или формулы (М.4) и (М.5) могут использоваться для выполнения предварительной оценки жесткости ротора консольного насоса конкретной конструкции или ряда насосов аналогичной конструкции, предназначенных для конкретной области применения. Конструкция консольного насоса, у которого более чем в 1,2 раза превышает расчетное или полученное по диаграмме значение, нуждается в обосновании своей целесообразности. Такое обоснование должно быть предоставлено поставщиком/изготовителем данного насоса.
М.2 Срок службы систем подшипников насосов типов ОН2, ОН3, ВВ1, ВВ2 и ВВ3
В М.2 представлен метод расчета срока службы систем подшипников. Если указано, должен быть представлен расчет срока службы системы подшипников по 6.10.1.6.
Срок службы системы подшипников (расчетный срок службы комплексной системы подшипников насоса) должен быть, как минимум, равен 25000 ч непрерывной эксплуатации при расчетных условиях и не менее чем 16000 часов работы при максимальной радиальной, осевой нагрузке и номинальной скорости. Данный раздел устанавливает указанные требования.
По требованиям настоящего стандарта насос должен быть рассчитан на 20-летний срок службы и на 3 года непрерывной эксплуатации. Таким образом, необходимо, чтобы вся "система" подшипников, а не каждый из них по отдельности, имела расчетный минимальный срок эксплуатации 3 года. Это условие обычно выполняется, и данные большинства потребителей/заказчиков свидетельствуют о том, что срок службы подшипников не является "узким" местом, ограничивающим период эксплуатации насоса. Однако в случаях, когда ресурс подшипников представляет проблему, ее решения следует искать в системе смазки.
Срок службы системы подшипников (расчетный срок службы комбинированной системы подшипников в насосе) должен быть не менее 25000 ч при непрерывной эксплуатации в номинальных условиях и не менее 16000 ч при максимально допустимых радиальных и аксиальных нагрузках и номинальной скорости. Номинальный срок службы системы ![]() вычисляют по формуле (М.6):
вычисляют по формуле (М.6):
![]() , (М.6)
, (М.6)
где - базовый расчетный срок службы
подшипника А согласно ГОСТ 18855;
- базовый расчетный срок службы
подшипника В согласно ГОСТ 18855;
![]() - базовый расчетный срок службы
- базовый расчетный срок службы подшипника N согласно ГОСТ 18855.
Пример 1 - Если в насосе имеются 2 подшипника с равным (а не близким) и срок службы системы подшипников составляет 25000 ч, срок службы системы подшипников составит
примерно 37500 ч. Следует отметить, что поскольку роликовые подшипники изготавливаются по стандартным размерам, маловероятно, что какой-либо конкретный насос будет иметь расчетный срок службы
, точно равняющийся 37500 ч для обоих подшипников системы.
Пример 2 - Если один из подшипников имеет расчетный срок службы , равный 100000 ч (что часто встречается на практике), то для получения срока службы системы подшипников, равного 25000 ч, необходимо, чтобы срок службы
другого подшипника системы составлял лишь 25700 ч.
Насосы типов ОН2, ОН3 и в меньшей степени, ВВ1, ВВ2 и ВВ3, не являются в полной мере "нетиповыми насосами", в том смысле, что не каждая их деталь изготовлена в соответствии с индивидуальными требованиями потребителя. Они в большей степени относятся к категории "проектных линий насосов", то есть насосов, "собираемых" поставщиком/изготовителем из готовых блоков в соответствии с требованиями данного настоящего стандарта и в рамках определенного диапазона рабочих условий, характерных для конкретной области применения. Это особенно справедливо в отношении ВВ-конструкций, характеризующихся роторами и спиральными камерами различных конструкций, встроенными в единый корпусной модуль с использованием различных конструкций подшипниковых гнезд и уплотнительных камер. Такие "сборные" насосы могут в дальнейшем модифицироваться в соответствии с требованиями потребителя/заказчика или конкретными условиями работы. В процессе конструирования (разработки товарной линейки) для таких насосов поставщик/изготовитель должен определять ряд внешних условий, в рамках которых он намеревается реализовывать данные "стандартные" насосы. Такие условия могут меняться в зависимости от опыта поставщика/изготовителя или диапазона рабочих условий, задаваемого потребителем/заказчиком. Этот выбранный диапазон может включать до 98% всех процессов нефтепереработки, для обслуживания которых предназначены реализуемые насосы, причем прогноз можно составить на десятилетний период.
После определения диапазона условий эксплуатации поставщик/изготовитель выбирает стойки подшипников нескольких размеров. Большинство поставщиков/изготовителей ограничиваются выбором 3-4 типоразмеров для указанных типов насосов. Затем поставщик/изготовитель сопоставляет выбранные стойки подшипников с имеющимися у него гидравлическими системами, или с теми системами гидравлики, которые он хотел бы использовать. Каждой стойке подшипников соответствует определенный набор систем гидравлики, обеспечивающих максимальные нагрузки на подшипник и стойку. Для применения выбранной гидросистемы необходимо, чтобы минимальный срок службы системы подшипников отвечал требованиям настоящего стандарта. Вместе с тем, существует вероятность того, что при некоторых рабочих условиях или параметрах (например, высоком давлении на линии всасывания, низкой рабочей скорости, размещении насосов за пределами предпочтительных или допустимых рабочих зон), насос не будет отвечать всем требованиям настоящего стандарта. При таких условиях у поставщика/изготовителя есть несколько возможностей достичь соответствия требованиям, а именно: изменение конструкции насоса, ограничение рабочего диапазона насоса, согласование с потребителем/заказчиком вопроса о некотором снижении срока службы системы подшипников с целью снижения стоимости системы или улучшения ее рабочих характеристик. Такие меры могут быть эффективными в случае, если рабочие условия предполагают значительный разброс значений нагрузок на подшипники, однако это может привести к снижению нагрузки, не обеспечивающему оптимальной работы подшипников.
При всех прочих конфигурациях гидравлических систем нагрузки на подшипники снижаются. Расчет срока службы подшипника в зависимости от прикладываемой нагрузки, определяется по формуле (М.7), которая соответствует формуле (4), ГОСТ 18855:
![]() , (М.7)
, (М.7)
где - расчетная динамическая нагрузка на подшипник;
- эквивалентная динамическая нагрузка;
- коэффициент, равный 3 для шарикоподшипников и 10/3 для роликовых подшипников. Методы определения нагрузок на подшипники насосов приведены в стандартах Института гидравлики.
Анализируя формулу (М.6), можно заметить, что, для данного подшипника и при данной нагрузке десятипроцентное снижение приложенной нагрузки приводит к увеличению срока службы подшипника примерно на 37%. Это означает, что расчетный срок службы системы подшипников для всех насосов с данной подшипниковой консолью значительно превышает требования к сроку службы, устанавливаемые настоящим стандартом, который регламентирует данный параметр для конкретной консоли при условии использования гидравлической системы максимальной конфигурации. Далее, для консоли подшипников максимального размера срок службы системы также повышается, если диаметр рабочего колеса меньше максимального, если относительный вес мал или если давление на всасывании ниже того, которое наблюдается в граничном случае. Кроме того, поскольку выбраны подшипники минимальных размеров с номинальными значениями, превосходящими расчетные нагрузки, расчетный срок службы системы подшипников может значительно возрасти даже в случае использования больших гидравлических систем. Изложенные пояснения объясняют, почему соблюдение ранее установленному требованию к сроку службы отдельных подшипников (25000 часов наработки), не представляло проблемы.
Указано, что в насосах, соответствующих настоящему стандарту, используются роликовые подшипники большего размера и с гораздо более высоким номинальным значением динамической нагрузки. Использование роликовых подшипников ограничивается их размером и частотой вращения. В насосостроении установлено, что большие подшипники, работающие от двухполюсных приводов (при номиналах 3000 и 3600 об/мин) склонны к перегреву при работе, и их рабочая температура может превысить максимально допустимую температуру подшипников, установленную настоящим стандартом. В связи с этим все изготовители ограничивают размер радиально-упорных подшипников величинами 7315-7316 для двухполюсных двигателей. Это соответствует диаметрам валов 75 и 80 мм (2,95 и 3,15 дюймов), соответственно.
В то время как эксплуатационный перегрев отрицательно сказывается на сроке службы и состоянии смазки подшипников, наиболее проблемным моментом для легко нагруженных подшипников является проскальзывание шариков. Если поставщик/изготовитель насоса для каждого размера подшипниковой консоли (рамы) использует подшипники большего размера, необходимо, чтобы он выставил требование, состоящее в необходимости использования для каждой рамы такой гидравлической системы, которая обеспечила бы нагрузки, достаточные для минимизации проскальзывания шарика. Это обстоятельство приводит к необходимости введения дополнительных размеров подшипниковых консолей для обеспечения соответствия всем размерам насосов данной серии, что, в свою очередь, приведет к снижению объемов производства деталей, ухудшению их взаимозаменяемости и возможности обеспечить достаточные складские резервы.
Проблема обеспечения срока службы системы подшипников является эксплуатационным ограничением для насосов "типовой" конструкции.
Приложение Н
(справочное)
Требования, предъявляемые к данным и чертежам поставщика/изготовителя
Н.1 Общие положения
На рисунке Н.1 показан пример регистрации данных о поставках и распределении (план). Более подробное описание деталей оборудования, обозначенных в списке номерами [а), б), в) и т.д.], приведено в Н.2.1 (для насосов) и в Н.2.2 (для двигателей).
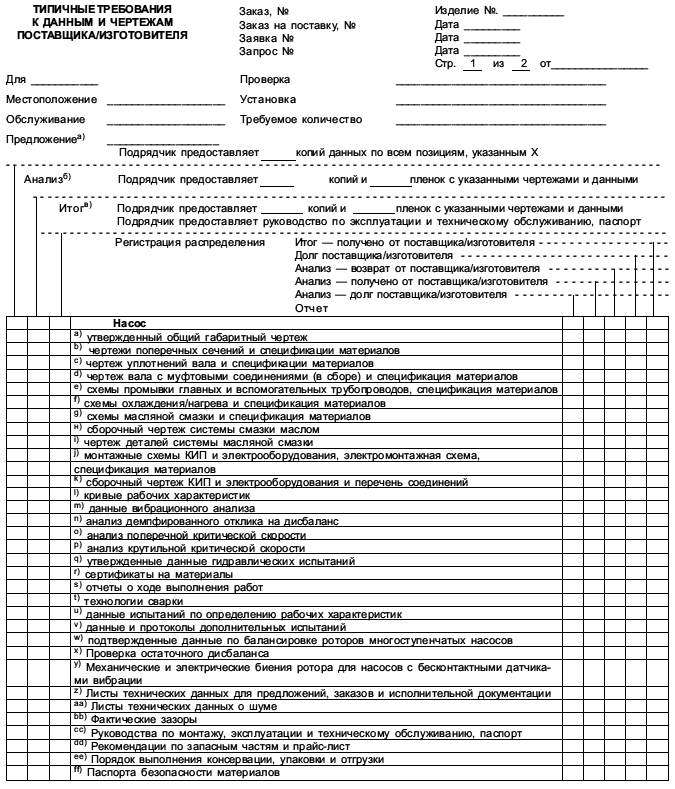
Рисунок Н.1 - Форма регистрации данных о поставке и распределении, лист 1
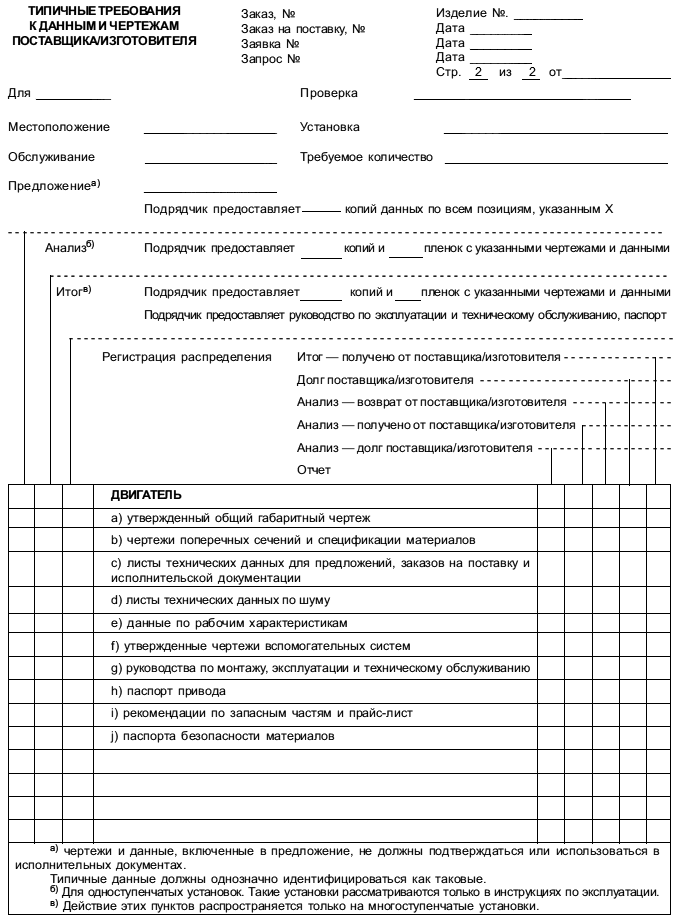
Рисунок Н.1, лист 2
Рисунок Н.1, лист 3
Н.2 Описание
Н.2.1 Насос
а) Согласованные габаритные чертежи общего вида, включают в себя:
1) размеры, номинальные значения и положения всех соединений с объектами покупателя;
2) приближенные значения общего и транспортировочного веса;
3) габаритные размеры, ремонтные и монтажные зазоры;
4) высота подъема осевой линии вала;
5) размеры опорных плит (если поставляются) с указанием диаметров, количества и положений, болтовых отверстий и толщины секций, через которые проходят болты;
6) схема заливки цементом опорной плиты;
7) силы и моменты, действующие на всасывающий и нагнетательный патрубки;
8) центр тяжести и точки крепления подъемных строп;
9) данные по разъему и центровке торцов вала;
10) направление вращения;
11) обеспечение стойкости в зимних условиях и условиях тропиков, и/или ослабление шумовых помех, создаваемых оборудованием;
б) чертежи поперечного сечения и спецификации материалов;
в) чертеж уплотнения вала и спецификации материалов;
г) чертеж вала с муфтами в сборе и спецификация материалов, включая допуски на несоосность и вид кожухов соединительных муфт;
д) схемы расположения главных и вспомогательных уплотнений, включая уплотнительную жидкость, среду, расходы жидкости, давление, размеры трубы и клапана, измерительные приборы и размеры расхода жидкости, давление, размеры трубы и клапана, измерительные приборы и размеры диафрагмы;
е) схема охлаждения или нагрева и список материалов, включая охлаждающую или нагревающую среду, расходы жидкости, давление, размеры трубы и клапана, измерительные приборы и размеры диафрагмы;
ж) схема подачи смазочного масла и перечень материалов, включая:
1) расходы масла, температуры и давления в каждой точке потребления,
2) настройки управления, аварийной сигнализации и переключения (давление и рекомендуемые температуры),
3) полные напорные нагрузки,
4) требования к коммуникациям, включая электроснабжение, воду и воздух,
5) размеры труб, клапанов,
6) диафрагмы, схемы КИП, защитных устройств и регуляторов, а также схемы проводки;
з) сборочный чертеж системы масляной смазки, включая размеры, номинальные значения и местоположение всех соединений с объектами покупателя;
и) чертежи компонентов системы смазочного масла, а также соответствующие данные, включающие:
1) насосы и приводы,
2) охладители, фильтры и резервуары,
3) КИП,
4) запчасти и рекомендации;
к) схемы электрооборудования и КИП, электромонтажные схемы и спецификации материалов, включая:
1) системы аварийной сигнализации и отключения насоса при превышении предельных значений вибрации,
2) системы аварийной сигнализации и отключения насоса при превышении предельных значений температуры подшипников,
3) системы аварийной сигнализации и отключения насоса при превышении предельных значений температуры смазочного масла,
4) привод;
л) сборочный чертеж КИП и электрооборудования, перечень соединений;
м) кривые рабочих характеристик;
н) данные анализа вибрации;
о) данные анализа демпфированного отклика на дисбаланс;
п) анализ поперечной критической скорости: требуемое количество отчетов по результатам анализа (не позднее 3 месяцев с даты получения заказа). Отчеты должны соответствовать требованиям Л.1.2 и Л.1.3 (приложение Л);
р) анализ крутильной критической скорости: требуемое количество отчетов по результатам анализа крутильной критической скорости (не позднее 3 месяцев, с даты заказа). Отчеты должны соответствовать 6.9.2.10;
с) данные проведенных гидравлических испытаний;
т) сертификаты материалов: физические и химические данные поставщика, входящие в заводские сертификаты материалов: физические и химические данные поставщика/изготовителя, входящие в заводские;
у) отчеты о ходе выполнения работ, с объяснением причин задержек: отчеты должны включать графики выполнения инженерных работ, закупки, изготовления и испытаний всех основных компонентов. Запланированные и фактические даты, а также процент выполнения работ должны указываться для каждого промежуточного этапа графика;
ф) последовательность выполнения сварки;
ц) данные параметрических испытаний: сертифицированные заводские записи результатов параметрических испытаний. Запись данных параметрических испытаний (которую поставщик/изготовитель должен хранить не менее 20 лет после даты отгрузки). Поставщик/изготовитель должен предоставить заверенные копии данных испытаний потребителю/заказчику перед отгрузкой;
ч) данные и протоколы дополнительных испытаний, которые включают определение необходимого кавитационного запаса (NPSHR), испытания собранной установки, определение уровня шума, испытания вспомогательного оборудования, испытания на резонанс корпуса подшипника, а также другие испытания, согласованные потребителем/заказчиком и поставщиком/изготовителем;
ш) сертифицированные данные по балансировке роторов многоступенчатых насосов;
э) проверка остаточного дисбаланса;
ю) механические и электрические биения ротора для насосов с бесконтактными датчиками вибрации;
я) листы технических данных для предложений, заказов на поставку и исполнительной документации;
аа) листы технических данных по шуму;
бб) фактические зазоры;
вв) руководства с описанием процедур монтажа эксплуатации и технического обслуживания, которые должны включать следующие разделы:
Раздел 1 - Монтаж:
1) хранение,
2) опорная плита,
3) цементация,
4) сборочное оборудование, такелажные процедуры, массы компонентов и схемы подъема,
5) центровка,
6) рекомендации по монтажу трубной обвязки,
7) совмещенный общий чертеж технологической цепи "привод-насос", включая положения анкерных болтов,
8) (де)монтажные зазоры;
Раздел 2 - Эксплуатация:
1) пуск, включая испытания и проверки перед пуском,
2) стандартные процессы эксплуатации,
3) рекомендации по смазочному маслу;
Раздел 3 - Разборка и сборка:
1) ротор в корпусе насоса,
2) опорные подшипники,
3) упорные подшипники, включая зазор и предварительную нагрузку на антифрикционные подшипники),
4) уплотнения,
5) упорные кольца, при наличии,
6) допустимый износ рабочих зазоров,
7) посадки и зазоры для ремонта,
8) стандартные процедуры и периодичность технического обслуживания;
Раздел 4 - Рабочие характеристики, включая перепад давления, подачу, допустимый кавитационный запас для воды (NPSHR) и тормозную мощность в лошадиных силах в зависимости от подачи для всех рабочих режимов, указанных в листах технических данных;
Раздел 5 - Данные по вибрации:
1) данные анализа вибрации,
2) данные анализа боковой критической частоты вращения,
3) анализ поперечной критической частоты вращения;
Раздел 6 - Исполнительные данные:
1) листы исполнительных данных,
2) натуральные зазоры,
3) данные по балансировке роторов для многоступенчатых насосов,
4) листы технических данных по шуму,
5) данные по рабочим характеристикам;
Раздел 7 - Требования к чертежам и данным:
1) согласованный габаритный чертеж общего вида и перечень соединений,
2) чертежи поперечных сечений и спецификации на материалы,
3) чертежи уплотнений вала и спецификация на материалы,
4) схема подачи смазочного масла и перечень соединений,
5) чертежи и данные по компонентам системы масляной смазки, спецификация материалов,
6) схемы электрооборудования, КИП и электропроводки, спецификации материалов,
7) сборочные схемы электрооборудования и КИП, перечень соединений,
8) сборочный чертеж муфтовых соединений, спецификация материалов,
9) схемы главных и дополнительных уплотнений, спецификация материалов,
10) главный и вспомогательный герметизированный трубопровод, КИП, схема размещения и перечень соединений,
11) схемы систем охлаждения и нагрева, спецификация материалов,
12) трубы систем охлаждения и нагрева, компоновка КИП и перечень соединений;
гг) прайс-лист и рекомендации по запасным частям;
дд) порядок консервации, упаковки и отгрузки;
ее) паспорта безопасности материалов.
Н.2.2 Двигатель
а) Согласованный габаритный чертеж общего вида двигателя и всего вспомогательного оборудования, включая:
1) размеры, расположение и назначение соединений с системами потребителя/заказчика, включая кабельные вводы КИП и любые другие системы труб,
2) номинальная характеристика и вид поверхности фланцевых соединений по ASME,
3) размеры и положение отверстий под анкерные болты и толщина секций, через которую должны проходить болты,
4) масса каждой детали оборудования (двигателя и вспомогательного оборудования) плюс схемы нагружения, максимальная масса и название детали,
5) габаритные размеры и все горизонтальные и вертикальные зазоры, необходимые для демонтажа, и приблизительные положения монтажных петель,
6) высота оси вала,
7) размеры торца вала с учетом допусков для муфты,
8) направление вращения;
б) чертеж поперечного сечения и спецификацию материалов, включая осевое смещение ротора;
в) листы технических данных для предложений, покупки и исполнительной документации;
г) листы технических данных по шуму;
д) данные по рабочим характеристикам, включая следующие позиции:
1) для асинхронных двигателей мощностью не более 150 кВт (200 лошадиных сил):
- КПД и коэффициент мощности при 50%, 75% и 100% нагрузке;
- кривая зависимости скорости вращения от момента;
2) для асинхронных двигателей мощностью более 150 кВт (200 лошадиных сил) утвержденные отчеты по всем проведенным испытаниям и рабочие характеристики:
I) времятоковая характеристика нагрева,
II) кривая зависимости скорости от момента при 70%, 80%, 90% и 100% номинального напряжения,
III) кривые КПД и коэффициента мощности в диапазоне от 0 до номинального эксплуатационного коэффициента,
IV) кривые зависимости тока от нагрузки в диапазоне от 0 до номинального эксплуатационного коэффициента,
V) кривые зависимости тока от скорости в диапазоне от 0 до 100% номинальной скорости;
е) утвержденные чертежи вспомогательных систем, включая монтажные схемы, для каждой поставляемой вспомогательной системы. На чертежах необходимо четко указать части систем, изготавливаемые изготовителем, и части систем, поставляемые другими поставщиками/изготовителями;
и) руководства по эксплуатации двигателя, включая процедуры установки, эксплуатации и технического обслуживания двигателей. Каждое руководство должно включать следующие разделы:
1) Раздел 1 - Установка:
I) хранение,
II) установка двигателя, порядок сборки, масса деталей и схема грузоподъемных операций,
III) рекомендации по трубопроводам и кабельным вводам,
IV) чертеж общего вида двигателя, включающий положения отверстий анкерных болтов,
V) разборные зазоры;
2) Раздел 2 - Эксплуатация:
I) пуск, включая проверку перед пуском,
II) нормальное отключение,
III) эксплуатационные ограничения, включая число последовательных пусков,
IV) рекомендации по смазочному маслу;
3) Раздел 3 - Инструкции по демонтажу и сборке:
I) ротор в двигателе,
II) опорные подшипники,
III) уплотнения,
IV) стандартные процедуры технического обслуживания и их периодичность;
4) Раздел 4 - Данные по рабочим характеристикам, требуемые М.2.2 д);
5) Раздел 5 - Листы технических данных:
I) заводские листы технических данных,
II) листы технических данных по шуму;
6) Раздел 6 - Требования к чертежам и данным:
I) утвержденный чертеж общего вида двигателя и всего вспомогательного оборудования с перечнем соединений,
II) чертеж поперечного сечения и перечень материалов,
III) рекомендации по запасным деталям и прайс-лист,
IV) листы технических данных по безопасности материалов.
Приложение П
(справочное)
Сводные результаты испытаний
На рисунке П.1 приведен пример формы представления сводных результатов испытаний. Рисунки П.2 и П.3 содержат примерные форматы регистрации испытательных кривых в системе единиц СИ и USC соответственно.
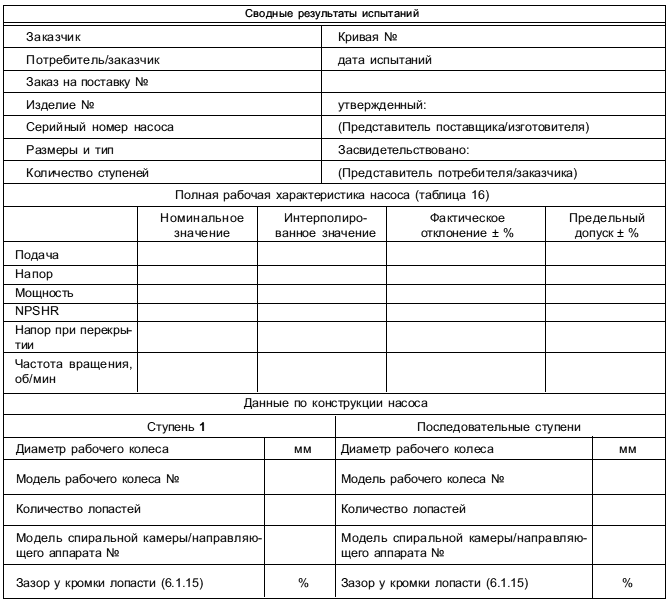
Рисунок П.1 - Форма для представления сводных результатов испытаний, лист 1
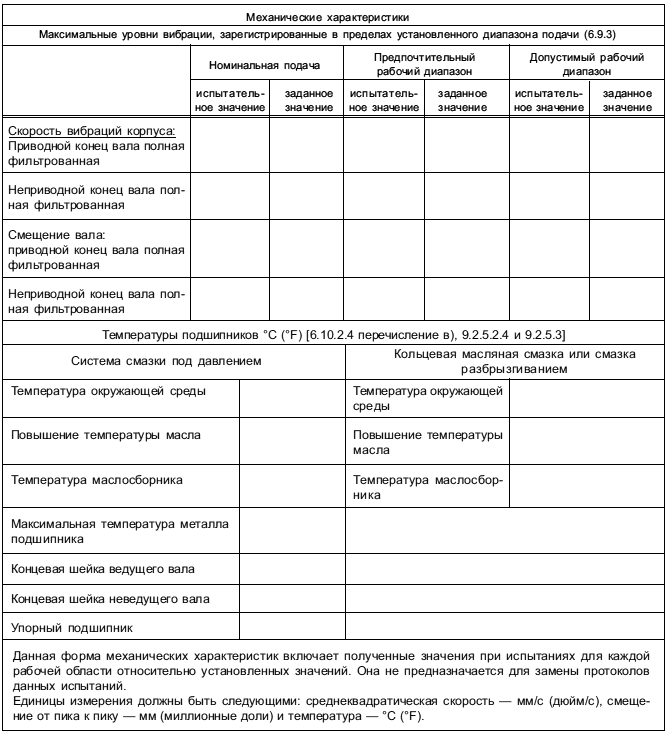
Рисунок П.1, лист 2
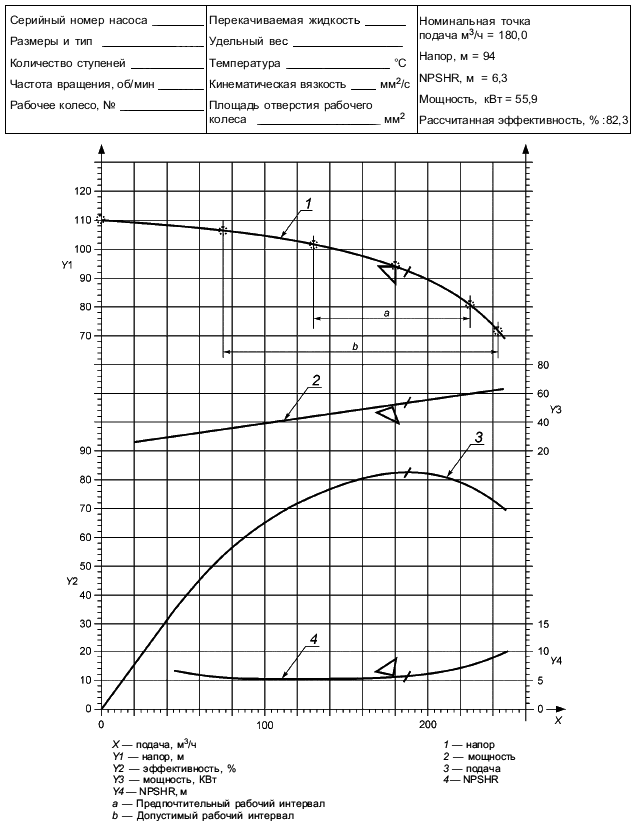
Примечание - Значения масштаба напора, NPSHR, мощности и подачи приведены только в иллюстративных целях.
Рисунок П.2 - Пример формата испытательной кривой (единицы СИ)
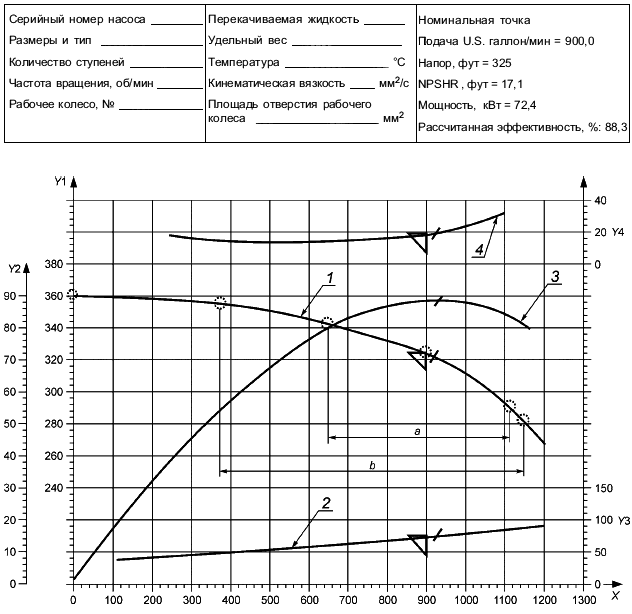
X - подача, (U.S.), гал/минуту; Y1 - напор, фут; Y2 - эффективность, %; Y3 - мощность, эффективная мощность, л.с/; Y4 - NPSHR, фут; а - предпочтительный рабочий диапазон; b - допустимый рабочий диапазон;
1 - напор; 2 - мощность; 3 - подача; 4 - NPSHR
Рисунок П.3 - Форма представления испытательной кривой (единицы USC)
Приложение Р
(справочное)
Листы технических данных по насосам и электронный обмен данными
Р.1 Листы технических данных по насосам
Листы технических данных насосов в электронном формате можно получить, перейдя по ссылке Р.3.1 (для системы СИ) и ссылке Р.3.2 (система USC). Порядок заполнения каждого из предоставленных данных, указанных в электронных листах данных, описан в Р.3.3, где перечислены все наименования полей и допустимые значения для каждого поля (при необходимости). Эту информацию можно получить, перейдя по ссылке Р.3.3. Обмен листами технических данных может осуществляться стандартным образом (на бумажных носителях) либо с помощью крупноформатной электронной таблицы (т.е. в формате Excel).
Р.2 Электронный обмен данными (EDE)
Информация, содержащаяся в листах технических данных по насосам, может также передаваться в цифровом формате, и данный способ является предпочтительным по сравнению со стандартным форматом передачи данных. Такая форма удобна, когда потребитель/заказчик и поставщик/изготовитель насоса имеют в распоряжении системы, более приспособленные к обработке цифровой информации, чем традиционных бумажных носителей. Прямой обмен электронными данными возможен, если в системах поставщика/изготовителя и потребителя/заказчика существует единая процедура обмена. Для того, чтобы такая процедура была утверждена обеими сторонами необходимо, чтобы она была коммерчески нейтральной. Указанный метод обмена повышает эффективность деятельности обеих сторон, если их внутренние системы сбора и обработки данных могут осуществлять операции получения/передачи последних через данную нейтральную процедуру. Ниже приведены примеры таких систем:
а) для потребителя/заказчика:
1) база данных по рабочим характеристикам насосов;
2) программы табулирования коммерческих предложений;
3) программы анализа систем;
4) программа управления активами.
б) для поставщика/изготовителя:
1) система выбора насоса;
2) конфигурация насоса и система ценообразования;
3) система управления заказами и определение удельных норм материалов.
Лица, заинтересованные во внедрении электронного обмена данными (EDE) могут ссылаться на стандарт внедрения и использования технологии EDE, [146] при осуществлении электронного обмена данными по центробежным насосам. Данный стандарт содержит описание процесса внедрения и примеры использования EDE, удобные для обмена данными по центробежным насосам согласно [147]/настоящему стандарту. Дополнительную информацию для анализа можно получить, перейдя по ссылке //www.pumps.org/ede, //www.tk245.ru
[146] разработан и поддерживается Институтом Гидравлики (Hydraulic Institute), а также проектом FIATECH Автоматизация обмена данными по оборудованию (АЕХ), совместного с API. Информация по технологии EDE и схематическое представление АЕХ XML приведены в www.fiatech.org/aex.html.
Полный перечень всех полей данных, содержащихся в электронных листах технических данных N.3.1-N.3.3 и их соответствующих структурах XML можно найти в BSR/HI 50.7 [146] www.pumps.org/ede или на сайте FIATECH по адресу www.fiatech.org/aex.html.
Р.3 Электронные листы технических данных
Р.3.1 Переход к листам технологических данных по центробежным насосам - система единиц СИ
Лист технологических данных по центробежным насосам - одноступенчатые консольные (тип ОН).
Лист технологических данных по центробежным насосам - двухопорные (тип ВВ).
Лист технологических данных по центробежным насосам - вертикально полупогружные (тип VS).
Центробежные насосы - Справочные данные.
Р.3.2 Переход к листам технологических данных по центробежным насосам - система единиц СИ
Лист технологических данных по центробежным насосам - одноступенчатые консольные (тип ОН).
Лист технологических данных по центробежным насосам - двухопорные (тип ВВ).
Лист технологических данных по центробежным насосам - вертикально подвешенные (тип VS).
Центробежные насосы - Справочные данные.
Р.3.3 Переход к описанию полей листа технических данных
Приложение ДА
(справочное)
Опросный лист
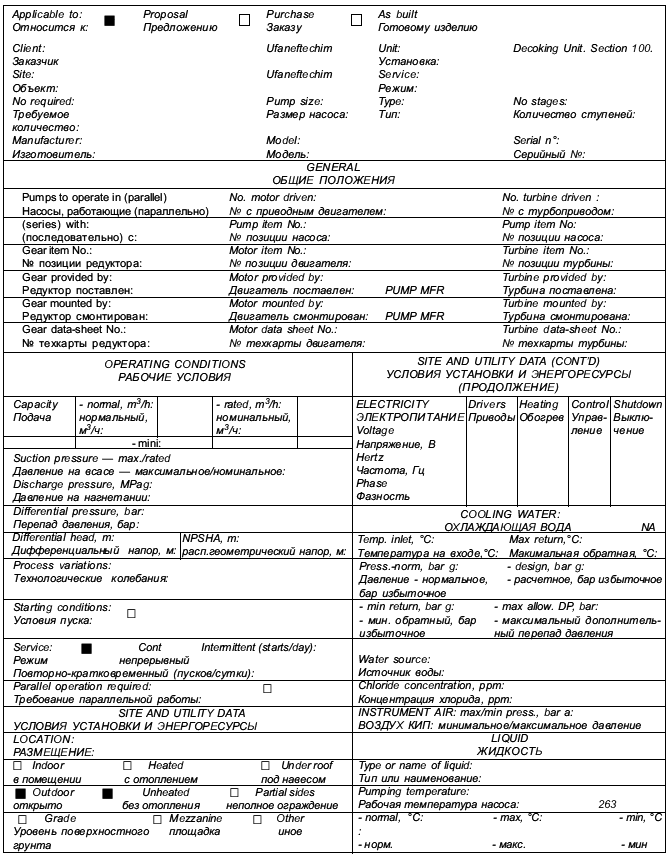
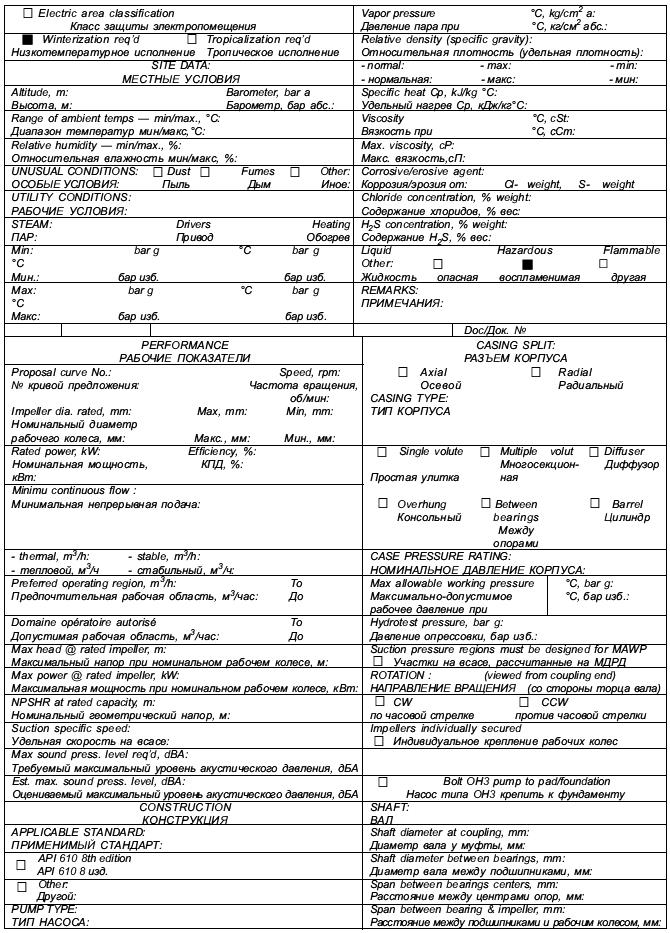
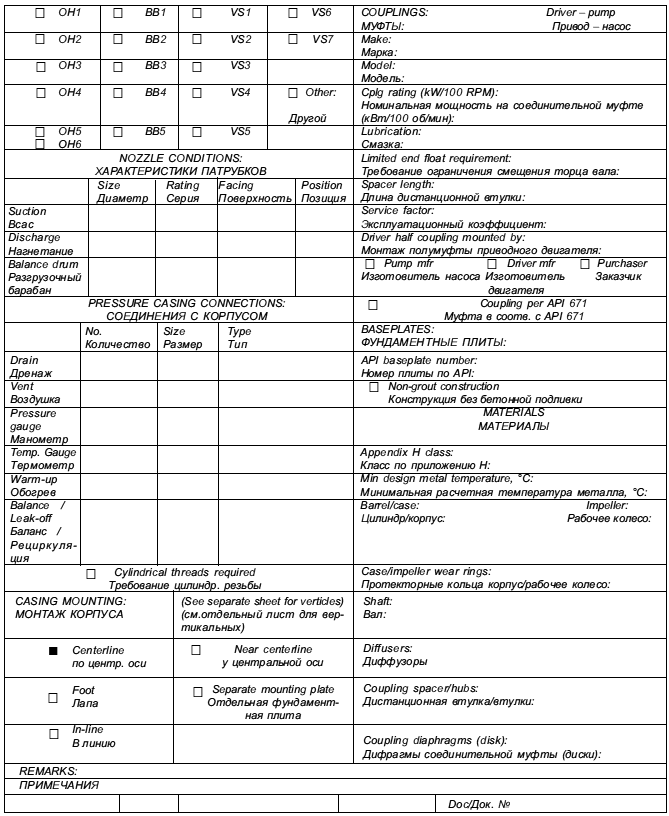
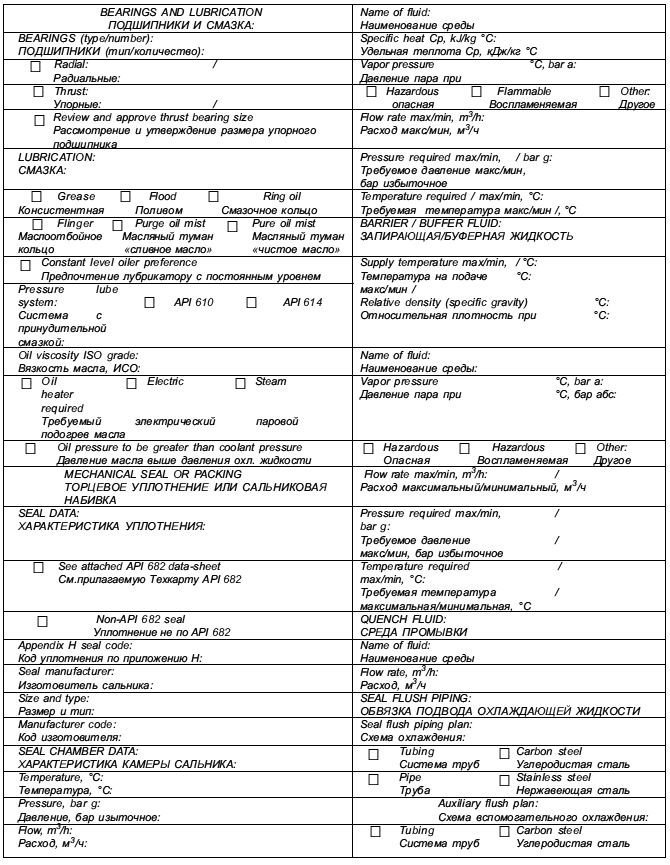
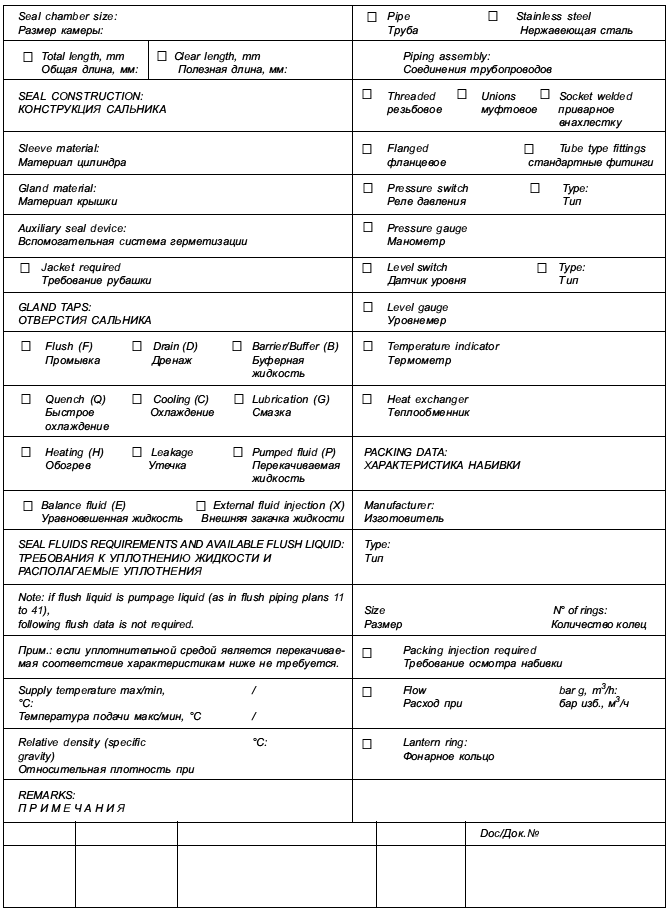
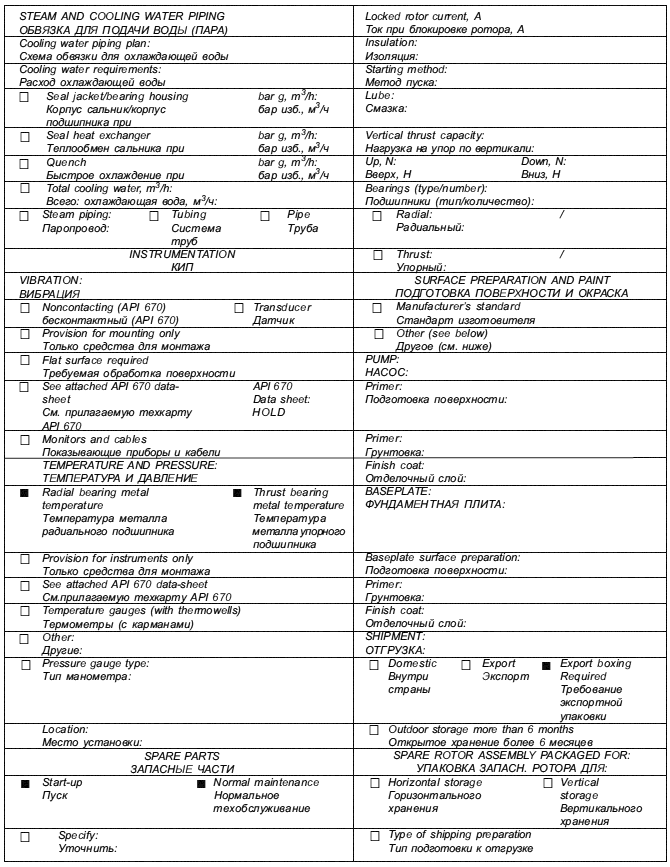
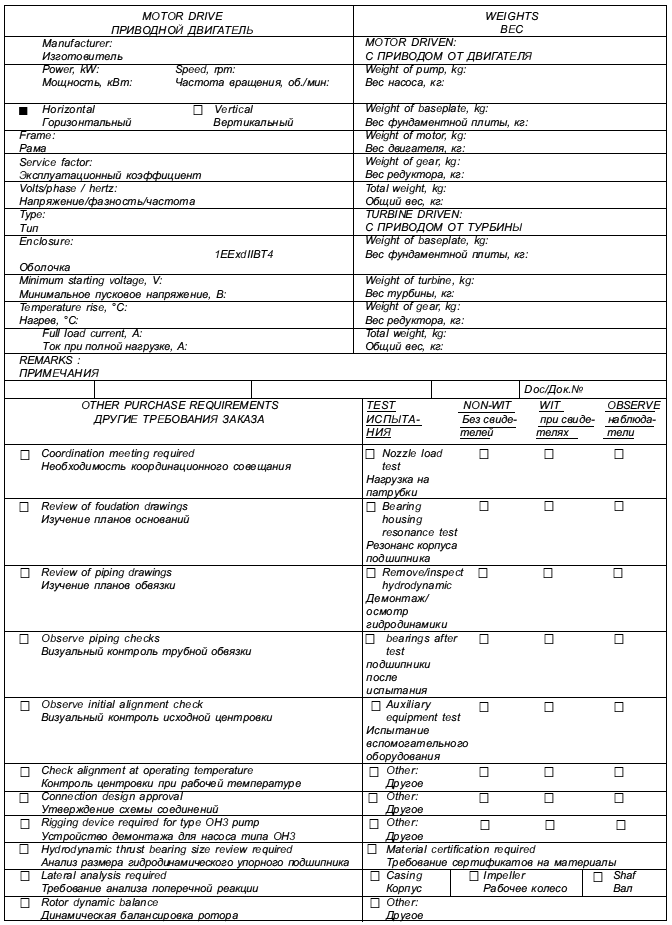
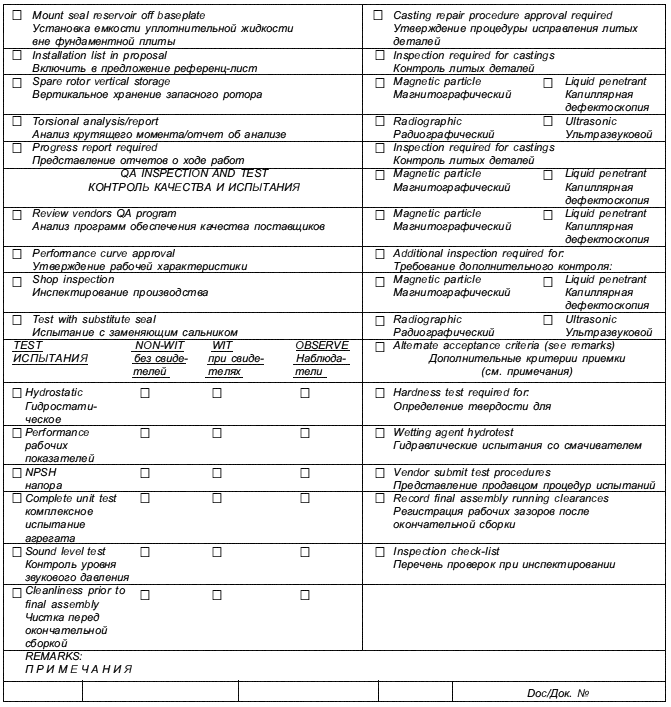
Приложение ДБ
(справочное)
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам (международным документам)
Таблица ДБ.1
Обозначение и наименование международного стандарта (международного документа) | Степень соответствия | Обозначение и наименование межгосударственного стандарта |
ISO 261-98 Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги | MOD | ГОСТ 8724-2002 (ИСО 261-98) Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги |
ISO 281-89 Подшипники качения. Динамическая расчетная грузоподъемность и расчетный ресурс (долговечность) | MOD | ГОСТ 18855-94 (ИСО 281-89) Подшипники качения. Динамическая расчетная грузоподъемность и расчетный ресурс (долговечность) |
ISO 724:1993 Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры | MOD | ГОСТ 24705-2004 (ИСО 724:1993) Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры |
ISO 965-1:1998, ISO 965-3:1998 Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором | MOD | ГОСТ 16093-2004 (ИСО 965-1:11998, ИСО 965-3:1998) Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором |
ISO 1940-1-2007 Вибрация. Требования к качеству балансировки жестких роторов. Часть 1. Определение допустимого дисбаланса | IDT | ГОСТ ИСО 1940-1-2007 Вибрация. Требования к качеству балансировки жестких роторов. Часть 1. Определение допустимого дисбаланса |
ISO 3117-77 Основные нормы взаимозаменяемости. Тангенциальные шпонки и шпоночные пазы | MOD | ГОСТ 24069-97 (ИСО 3117-77 ) Основные нормы взаимозаменяемости. Тангенциальные шпонки и шпоночные пазы |
ISO 9906:1999 Насосы динамические. Методы испытаний | MOD | ГОСТ 6134-2007 (ИСО 9906:1999) Насосы динамические. Методы испытаний |
ISO 11342:1998 Вибрация. Методы и критерии балансировки гибких роторов | MOD | ГОСТ 31320-2006 (ИСО 11342:1998) Вибрация. Методы и критерии балансировки гибких роторов |
ISO 21049:2004 Насосы. Уплотнительные системы вала для центробежных и роторных насосов | MOD | ГОСТ 32600-2013 (ISO 21049:2004) Насосы. Уплотнительные системы вала для центробежных и роторных насосов. Общие технические требования и методы контроля |
ISO 3740:2000 Шум машин. Руководство по выбору метода определения уровней звуковой мощности | MOD | ГОСТ 31252-2004 (ИСО 3740:2000) Шум машин. Руководство по выбору метода определения уровней звуковой мощности |
ISO 2858-75 Насосы центробежные консольные для воды. Основные параметры и размеры. Требования безопасности. Методы контроля | MOD | ГОСТ 22247-96 (ИСО 2858-75) Насосы центробежные консольные для воды. Основные параметры и размеры. Требования безопасности. Методы контроля |
В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты. | ||
Библиография
[1] | API Std 685 | Бессальниковые центробежные насосы для нефтяной, тяжелой химической и газовой промышленности | |||
[2] | ISO 9905 | Насосы центробежные. Технические условия. Класс 1 | |||
[3] | ANSI/API Std 682/ISO 21049 | Центробежные роторные насосы системы уплотнения вала | |||
[4] | ISO/TR 17766 | Центробежные насосы для перекачки вязкой жидкости. Корректировка рабочих характеристик. | |||
[5] | ANSI/HI 9.6.7 | Влияние вязкости жидкости на подачу динамических (центробежных и вертикальных) насосов | |||
[6] | ISO 3744 | Акустика. Определение уровней звуковой мощности источников шума с использованием звукового давления. Технические методы в условиях свободного звукового поля над отражающей поверхностью | |||
[7] | ISO 3746 | Акустика. Определение уровня звуковой мощности источников шума по звуковому давлению. Контрольный метод с использованием огибающей поверхности измерения над плоскостью отражения | |||
[8] | IEC 60079 (все части) | Электрическое оборудование для взрывоопасных газовых сред | |||
[9] | NFPA 70:2008 | Национальная ассоциация по противопожарной защите. Национальные правила устройства электроустановок США | |||
[10] | ISO 262 | Резьбы метрические ИСО общего назначения. Выбранные размеры для винтов, болтов и гаек | |||
[11] | ANSI/ASME B1.1 | Унифицированные дюймовые крепежные резьбы формы резьбы в UN и UNR | |||
[12] | ANSI/ASME B18.18.2M | Проверка и обеспечение качества крепежа для сборки станков для массового производства | |||
[13] | ISO 7005-2 | Фланцы металлические. Часть 2. Фланцы из литейного чугуна (Metallic flanges - Part 2: Cast iron flanges) | |||
[14] | ISO 7005-1 | Фланцы трубные. Часть 1. Стальные фланцы для трубных систем промышленного и общего назначения | |||
[15] | ANSI/ASME B16.1 | Трубные фланцы и фланцевые фитинги из серого чугуна: классы 25, 125 и 250 | |||
[16] | ANSI/ASME B16.5 | Трубные фланцы и фланцевые фитинги: NPS 1/2 до NPS 24 в метрическом/дюймовом стандарте | |||
[17] | EN 1759-1 | Фланцы и фланцевые соединения. Круглые фланцы для труб, клапанов, фиттингов и арматуры. Обозначения классов. Часть 1: Фланцы стальные. NPS 1/2 to 24 | |||
[18] | НПБ 23-2001 | Нормы пожарной безопасности. Пожарная опасность технологических сред. Номенклатура показателей | |||
[19] | ANSI/ASME B16.42 | Трубные фланцы и фланцевые фитинги из кованого железа, классы 150 и 300 | |||
[20] | ANSI/ASME B16.47 | Стальные фланцы большого диаметра: NPS 26 до NPS 60 | |||
[21] | ISO 7-1 | Резьбы трубные, обеспечивающие герметичность соединения. Часть 1. Размеры, допуски и обозначение | |||
[22] | ANSI/ASME B1.20.1 | Трубные резьбы общего назначения | |||
[23] | ISO 228-1 | Резьбы трубные, не обеспечивающие герметичность соединения. Часть 1. | |||
[24] | ANSI/ASME B16.11 | Фитинги из кованой стали, приварные и резьбовые | |||
[25] | DIN 910 | Резьбовые пробки с шестигранной головкой для тяжелых условий эксплуатации | |||
[26] | ANSI/ASME B17.1 | Шпонки и шпоночные пазы | |||
[27] | ISO 286 | Допуски и посадки по системе ISO | |||
[28] | ANSI/API Std 670 | Системы защиты машин и оборудования | |||
[29] | ANSI/API Std 541 | Асинхронные электродвигатели с фазным короткозамкнутым ротором мощностью 500 л.с. и более | |||
[30] | ISO 5753 | Подшипники качения. Радиальный внутренний зазор | |||
[31] | ANSI/ABMA 20 | Американская ассоциация производителей подшипников. Радиальные подшипники шарикового, цилиндрического роликового и сферического роликового типов. Метрические. | |||
[32] | ANSI/ABMA 9 | Американская ассоциация производителей подшипников. Номинальные нагрузки и усталостная долговечность шарикоподшипников | |||
[33] | ANSI/ABMA 7 | Американская ассоциация производителей подшипников. Допуски на вал и корпус метрических радиальных шарикоподшипников и роликоподшипников (исключая конические роликовые подшипники) Соответствие основной схеме линий раздела | |||
[34] | EN 13463-1 | Оборудование неэлектрическое для потенциально взрывоопасных атмосфер. Часть 1. Базовая методология и требования. | |||
[35] | NACE MR0103 | Национальная ассоциация инженеров-специалистов по коррозии. Материалы, устойчивые к коррозионному растрескиванию в сульфидосодержащих атмосферах нефтеперерабатывающих заводов. | |||
[36] | ISO 15156-1 | Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 1. Общие принципы выбора трещиностойких материалов | |||
[37] | ANSI/NACE MR0175 | Нефтяная и газовая промышленность. Материалы нефтегазовой промышленности, предназначенные для использования в сероводородсодержащих средах (ISO 15156, Части 1, 2, 3) | |||
[38] | ISO 15156-2 | Нефтяная и газовая промышленность. Материалы для применения в средах, содержащих сероводород, при добыче нефти и газа. Часть 2. Углеродистые и низколегированные стали, стойкие к растрескиванию, и применение чугуна (Petroleum and natural gas industries - Materials for use in H | |||
[39] | ISO 15156-3 | Нефтяная и газовая промышленность. Материалы для применения в средах, содержащих сероводород, при добыче нефти и газа. Часть 3. Сплавы, стойкие к растрескиванию (коррозионностойкие сплавы), и другие сплавы | |||
[40] | NACE | Национальная ассоциация инженеров-специалистов по коррозии. Справочник инженера-специалиста по коррозии (Corrosion Engineer's Reference Book) | |||
[41] | MSS SP-55 | Общество по стандартизации для производителей клапанов и фитингов. Стандарт качества для стальных отливок для клапанов, фланцев, фитингов и других элементов трубопроводов - Визуальный метод оценки поверхностных дефектов | |||
[42] | ASME Boiler and pressure vessel code BPVC Section IX | Правила и нормы для котлов и сосудов высокого давления, Раздел IX - Правила оценки качества сварки и твердой пайки | |||
[43] | ISO 9606 (все части) | Квалификационные испытания сварщиков. Сварка плавлением. | |||
[44] | ISO 15609 (все части) | Технические требования и оценка процедур сварки металлических материалов. Технические требования к процедуре сварки. | |||
[45] | ANSI/ASME B31.3 | Технологические трубопроводы системы | |||
[46] | ISO 10721-2 | Конструкции стальные - Часть 2: Изготовление и сборка | |||
[47] | ASME Boiler and pressure vessel code BPVC Section VIII | Правила и нормы для котлов и сосудов высокого давления. Раздел VIII - Правила изготовления сосудов высокого давления | |||
[48] | EN 13445 (все части) | Сосуды, работающие под давлением, без огневого подвода теплоты. | |||
[49] | ANSI/AWS D1.1/D1.1M | Нормы и правила сварки строительных конструкций. Сталь | |||
[50] | API RP 500 | ||||
[51] | IEC 60034-1 | Машины электрические вращающиеся - Часть 1: Номинальные и эксплуатационные характеристики | |||
[52] | IEC 60034-2-1 | Машины электрические вращающиеся/ Часть 2-1. Стандартные методы определения потерь и коэффициента полезного действия на основании испытаний (за исключением машин для тяговых транспортных средств) | |||
[53] | API Std 547 | Универсальные асинхронные электродвигатели с фазным короткозамкнутым ротором мощностью 250 лошадиных сил и более | |||
[54] | IEEE 841 | Институт инженеров по электротехнике и радиоэлектронике. Стандарт IEEE для нефтяной и химической промышленности - Асинхронные электродвигатели в герметичном корпусе с принудительным воздушным охлаждением (TEFC), предназначенные для тяжелых условий эксплуатации мощностью 500 и более л.с. | |||
[55] | ANSI/API Std 611 | Универсальные паровые турбины для применения в нефтяной, химической и газовой промышленности | |||
[56] | API Std 677 | Универсальные зубчатые механизмы для нефтяной, химической и газовой промышленности | |||
[57] | ANSI/AGMA 9000 | Американская ассоциация производителей зубчатых колес. Упругие муфты - Классификация потенциальных дисбалансов | |||
[58] | ISO 10441 | Нефтяная, нефтехимическая и газовая промышленность. Муфты упругие для передачи механической энергии. Применение по специальному назначению | |||
[59] | ANSI/API Std 671/ISO 10441 | Муфты специального назначения для нефтяной, химической и газовой промышленности | |||
[60] | ISO 14691 | Нефтяная, нефтехимическая и газовая промышленность. Муфты упругие для механических силовых трансмиссий. Применение по основному назначению | |||
[61] | ANSI/AGMA 9002 | Американская ассоциация производителей зубчатых колес. Отверстия и шпоночные пазы для упругих муфт (Дюймовая серия) | |||
[62] | ISO 14120 | Безопасность машин. Защитные ограждения. Общие требования к проектированию и конструированию стационарных и съемных защитных ограждений | |||
[63] | EN 953 | Безопасность машин. Защитные ограждения. Общие требования к конструированию и изготовлению неподвижных и подвижных защитных ограждений | |||
[64] | ANSI/AMT B15.1 | Стандарт безопасности оборудования для передачи механической энергии | |||
[65] | API RP 686 | Практическое руководство по установке оборудования. Рабочий проект | |||
[66] | ISO 8501 (все части) | Подготовка стальной поверхности перед нанесением красок и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. | |||
[67] | SSPC SP 6 | Общество по защитным покрытиям. Промышленная дробеструйная очистка | |||
[68] | ISO 10438 (все части) | Нефтяная, нефтехимическая и газовая промышленность. Системы смазки, уплотнения вала, контроля масла и вспомогательные устройства. | |||
[69] | API Std 614-08 | Стандартные технические требования к горячим цинковым покрытиям железных и стальных изделий | |||
[70] | ASTM A193/A193M | Стандартные технические требования к легированным и нержавеющим сталям для крепежа, предназначенного для работы при высоком давлении или температуре, а также для других специализированных областей применения | |||
[71] | ASTM A153/A153M | Стандартные технические требования к горячим цинковым покрытиям железных и стальных изделий | |||
[72] | ASME Boiler and pressure vessel code BPVC, Section V | Правила и нормы для котлов и сосудов высокого давления (BPVC), Раздел 5 - Неразрушающие испытания | |||
[73] | ANSI/HI 1.6 | Институт гидравлики. Испытания центробежных насосов (Centrifugal Tests) | |||
[74] | ANSI/HI 2.6 | Институт гидравлики. Американский стандарт на испытания вертикальных насосов | |||
[75] | ISO 15649 | Нефтяная и газовая промышленность. Система трубопроводов | |||
[76] | ANSI/ASME B31.3 | Трубопроводная обвязка | |||
[77] | ISO 3448 | Материалы смазочные жидкие индустриальные. Классификация вязкости по ISO | |||
[78] | Международный транслятор современных сталей и сплавов под ред. В.Я.Кершенбаума: [В. 4 т.] - М.: Наука и техника, 1992-1995 | ||||
[79] | ISO 185 | Чугун серый литейный. Классификация | |||
[80] | ISO 4991 | Отливки стальные для работы под давлением | |||
[81] | ISO 683-18 | Термообрабатываемые стали, легированные и автоматные. Часть 18: Изделия с чистовой обработкой из нелегированных и малолегированных сталей | |||
[82] | ISO 2604-2 | Изделия стальные для сосудов, работающих под давлением. Требования к качеству. Часть 2. Бесшовные кованые трубы | |||
[83] | ISO 683-1 | Стали термообработанные, легированные и автоматные. Часть 1. Нелегированные стали для закалки и отпуска | |||
[84] | ISO 9328-4 | Прокат плоский стальной для сосудов, работающих под давлением. Технические условия поставки. Часть 4. Легированная никелем сталь с заданными свойствами при низкой температуре | |||
[85] | ISO 9329-2 | Трубы стальные бесшовные напорные. Технические условия поставки. Часть 2. Нелегированные и легированные стали с заданными характеристиками при повышенной температуре | |||
[86] | ISO 683-13 | Стали термообработанные, легированные и автоматные. Часть 13. Деформируемая коррозионно-стойкая сталь | |||
[87] | ISO 3506-1 | Свойства механические крепежных изделий из коррозионно-стойкой нержавеющей стали. Часть 1. Болты, винты и шпильки | |||
[88] | ISO 3506-2 | Свойства механические крепежных изделий из коррозионно-стойкой нержавеющей стали. Часть 2. Гайки | |||
[89] | ISO 9327-5 | Поковки и катаные или кованые прутки стальные для работы под давлением. Технические условия поставки. Часть 5. Нержавеющие стали | |||
[90] | ASTM A278/A278M | Стандартные технические требования к отливкам из серого чугуна, предназначенного для деталей, работающих под высоким давлением и при температурах до 650°F (350°С) | |||
[91] | ASTM A48/A48M | Стандартные технические требования к отливкам из серого чугуна | |||
[92] | ASTM A216/A216M | Стандартные технические требования к отливкам из углеродистой стали, предназначенных для сварки плавлением и работы в условиях высоких температур | |||
[93] | ASTM A266/A266M | Стандартные технические требования к поковкам из углеродистой стали для компонентов сосудов высокого давления | |||
[94] | ASTM A696 | Стандартные технические требования к стальной полосе из углеродистой горячекатаной и холоднокатаной стали особого качества для компонентов оборудования, работающего при высоком давлении | |||
[95] | ASTM A576 | Стандартные технические требования к стальной полосе из горячекатаной углеродистой стали особого качества (Standard Specification for Steel Bars, Carbon, Hot-Wrought, Special Quality) | |||
[96] | ASTM A194/A194M | Стандартные технические требования к гайкам из углеродистых и нержавеющих сталей, предназначенных для работы в условиях высокой температуры, давления (либо того и другого) | |||
[97] | ASTM A516/A516M | Стандартные технические требования к листу для сосудов высокого давления из углеродистой стали для использования при средних и низких температурах | |||
[98] | ASTM A106/A106M | Стандартные технические требования к бесшовным трубам из углеродистой стали для эксплуатации при высоких температурах | |||
[99] | ASTM A105/A105M | Стандартные технические требования к поковкам из углеродистой трубной стали | |||
[100] | ASTM A434 | Стандартные технические требования к полосе из легированной, горячедеформируемой или холоднотянутой стали после закалки и отпуска | |||
[101] | ASTM A487/A487M | Стандартные технические требования к стальным отливкам, предназначенным для использования в условиях высокого давления | |||
[102] | ASTM A743/A743M | Стандартные технические требования к отливкам общего назначения из коррозионно-стойких железохромистых и железохромоникелевых сплавов | |||
[103] | ASTM A182/A182M | Стандартные технические требования к кованым или катанным трубным фланцам из легированных и нержавеющих сталей, кованым фитингам, клапанам и деталям, предназначенным для работы при высоких температурах | |||
[104] | ASTM A473 | Стандартные технические требования к поковкам из нержавеющей стали | |||
[105] | ASTM A479/A479M | Стандартные технические требования к полосе и профилю из нержавеющей стали, предназначенной для котлов и других сосудов высокого давления | |||
[106] | ASTM A276 | Стандартные технические требования к полосе и профилю из нержавеющей стали | |||
[107] | ASTM A582/A582M | Стандартные технические требования к легкообрабатываемой полосе из углеродистой стали | |||
[108] | ASTM A240/A240M | Стандартные технические требования к листу и ленте хромированной и хромоникелевой нержавеющей стали общего назначения и предназначенной для сосудов высокого давления. | |||
[109] | ASTM A351/A351M | Стандартные технические требования к отливкам из аустенитной стали, предназначенным для изготовления деталей, работающих под давлением | |||
[110] | ASTM A312/A312M | Стандартные технические требования к бесшовным, сварным и холоднодеформированным трубам из аустенитной нержавеющей стали | |||
[111] | ASTM A890/A890M | Стандартные технические требования к Fe-Cr-Ni-Mo коррозионно-стойким отливкам и отливкам из двухфазной (аустенито-ферритной стали) общего назначения | |||
[112] | ASTM A995/A995M | Стандартные технические требования к Fe-Cr-Ni-Mo коррозионно-стойким отливкам и отливкам из двухфазной (аустенито-ферритной стали) для деталей, работающих под давлением | |||
[113] | ASTM A790/A790M | Стандартные технические требования к бесшовным и сварным трубам из ферритоаустенитной нержавеющей стали | |||
[114] | EN 1561 | Отливки - Серые чугуны | |||
[115] | EN 10213 | Стальные отливки для изделий, работающих под давлением (Steel castings for pressure purposes) | |||
[116] | EN 10222-2 | Стальные поковки для изделий, работающих под давлением. Часть 2: Ферритные и мартенситные стали с особыми высокотемпературными свойствами | |||
[117] | EN 10273 | Арматура стальная горячекатаная свариваемая для работы под давлением с особыми высокотемпературными свойствам | |||
[118] | EN 10083-2 | Стали для закалки и отпуска. Часть 2: Технические условия поставки нелегированных сталей | |||
[119] | EN 10269 | Стали и сплавы на никелевой основе для крепежных изделий с особыми высоко/низкотемпературными свойствами | |||
[120] | EN 10028-3 | Прокат стальной листовой для работы под давлением. Часть 3: Свариваемые мелкозернистые стали, нормализованные | |||
[121] | EN 10208-1 | Трубные стали для транспортировки горючей жидкости. Технические условия поставки. Часть1: Категория труб класса А | |||
[122] | EN 10083-1 | Стали для закалки и отпуска. Часть 1: Общие технические условия поставки | |||
[123] | EN 10283 | Отливки из коррозионно-стойкой стали | |||
[124] | BS/EN 10250-4 | Поковки стальные, полученные методом свободной ковки, общетехнического назначения. Часть 4: Нержавеющие стали | |||
[125] | EN 10222-5 | Стальные поковки для изделий, работающих под давлением. Часть 5: Мартенситные, аустенитные и аустенитно-ферритные нержавеющие стали | |||
[126] | EN 10088-3 | Стали нержавеющие. Часть 3: Технические условия поставки полуфабрикатов, сортового проката, прутка, проволоки, профиля и заготовок с чистовой обработкой из коррозионно-стойких сталей общего назначения | |||
[127] | EN 10272 | Арматура из нержавеющей стали для работы под давлением | |||
[128] | EN 10088-2 | Стали нержавеющие. Часть 2: Технические условия поставки листа и ленты из коррозионно-стойкой стали общего назначения | |||
[129] | BSI/BS/EN 10213-4 | Технические условия поставки стальных отливок для изделий, работающих под давлением. Часть 4: Аустенитная и аустенитно-ферритная сталь марки (Q) | |||
[130] | EN 10028-7 | Прокат стальной листовой для работы под давлением. Часть 7: Нержавеющие стали | |||
[131] | JIS G 5501 | Отливки из серого чугуна | |||
[132] | JIS G 5151 | Стальные отливки для использования при высоких давлениях и температурах | |||
[133] | JIS G 3202 | Поковки из углеродистых сталей для сосудов высокого давления | |||
[134] | JIS G 4051 | Углеродистые стали используемые в станкостроении и строительстве | |||
[135] | JIS G 4107 | Крепеж из легированных сталей для использования при высоких температурах | |||
[136] | JIS G 3106 | Катаная сталь для сварных конструкций | |||
[137] | JIS G 3456 | Трубы из углеродистой стали для эксплуатации при высоких температурах | |||
[138] | JIS G 4105 | Стали, легированные хромом и молибденом | |||
[139] | JIS G 5121 | Коррозионно-стойкая литая сталь общего назначения | |||
[140] | JIS G 3214 | Поковки из нержавеющих сталей для сосудов высокого давления | |||
[141] | JIS G 4303 | Полоса из нержавеющей стали | |||
[142] | JIS B2312/B2316 | Трубы стальные сварные встык с фитингами | |||
[143] | JIS G 4304 | Горячекатаный лист и полоса из нержавеющей стали | |||
[144] | JIS G 3459 | Трубы из нержавеющей стали | |||
[145] | ISO 10684 | Детали крепежные. Покрытия, нанесенные методом горячего цинкования | |||
[146] | ISO 4200 | Трубы стальные с гладкими концами, сварные и бесшовные. Общие таблицы размеров и масс на единицу мерной длины | |||
[147] | BSR/HI 50.7 | Электронный обмен техническими данными по насосам | |||
[148] | ANSI/API Std 610 | Насосы центробежные для нефтяной, нефтехимической и газовой промышленности) | |||
УДК 621.65.001.4:006.354 | МКС | 71.120.99 | Г82 | MOD |
75.180.20 | ||||
Ключевые слова: насосы центробежные для нефтяной, нефтехимической и газовой промышленности, базовая конструкция, вспомогательное оснащение, проверка, испытания и подготовка к отгрузке, отдельные типы насосов | ||||
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}