ГОСТ ISO 11007-2013
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
НЕФТЕПРОДУКТЫ И СМАЗОЧНЫЕ МАТЕРИАЛЫ
Определение противокоррозионных свойств консистентных смазок
Petroleum products and lubricants. Determination of rust-prevention characteristics of lubricating greases
МКС 75.100
Дата введения 2015-01-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский центр стандартизации, информации и сертификации сырья, материалов и веществ" (ФГУП "ВНИЦСМВ") на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 18 октября 2013 г. N 60-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 ноября 2013 г. N 710-ст межгосударственный стандарт ГОСТ ISO 11007-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2015 г.
5 Настоящий стандарт идентичен международному стандарту ISO 11007:1997* "Нефтепродукты и смазочные материалы. Определение противокоррозионных характеристик консистентных смазок" ("Petroleum products and lubricants - Determination of rust-prevention characteristics of lubricating greases", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан Техническим комитетом ISO/TC 28 "Нефтепродукты и смазочные материалы" Международной организации по стандартизации (ISO).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
7 ПЕРЕИЗДАНИЕ. Август 2019 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Предупреждение - Применение настоящего стандарта может быть связано с использованием опасных материалов, операций и оборудования. В настоящем стандарте не предусмотрено рассмотрение всех проблем безопасности, связанных с его применением. Пользователь настоящего стандарта несет ответственность за установление соответствующих мер по технике безопасности и охране здоровья, а также определяет возможности применения законодательных ограничений перед его применением.
1 Область применения
Настоящий стандарт устанавливает метод определения противокоррозионных характеристик консистентных смазок в присутствии водной испытательной жидкости.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
ISO 15:1981, Rolling bearings - Radial bearings - Boundary dimensions - General plan (Подшипники качения. Радиальные подшипники. Габаритные размеры. Общий вид)
________________
Заменен на ISO 15:2017.
ISO 648:1977, Laboratory glassware - One-mark pipettes (Лабораторная стеклянная посуда. Пипетки с одной меткой)
________________
Заменен на ISO 648:2008.
ISO 3696:1987, Water for analytical laboratory use - Specification and test methods (Вода для лабораторного анализа. Спецификация и методы испытаний)
ISO 3838:1983, Crude petroleum and liquid or solid petroleum products - Determination of density or relative density - Capillary-stoppered pyknometer and graduated bicapillary pyknometer methods (Сырая нефть и жидкие или твердые нефтепродукты. Определение плотности или относительной плотности. Методы с использованием пикнометра с капилляром в пробке и градуированного бикапиллярного пикнометра)
________________
Заменен на ISO 3838:2004.
ISO 7120:1987, Petroleum products and lubricants - Petroleum oils and other fluids - Determination of rust-preventing characteristics in the presence of water (Нефтепродукты и смазки. Нефтяные масла и другие жидкости. Определение противокоррозионных характеристик в присутствии воды)
3 Сущность метода
Пробу смазки испытывают на специализированной. тщательно очищенной испытательной установке при определенных условиях в течение 24 ч (трех отдельных периодов по 8 ч) с использованием водной испытательной жидкости. После завершения испытания разбирают аппарат и осматривают состояние дорожки качения наружного кольца подшипника на наличие коррозии, оцениваемой по условной шкале.
4 Реактивы и материалы
Используют реактивы квалификации ч.д.а.
4.1 Моющий углеводородный низкокипящий растворитель с низким содержанием серы и ароматических соединений.
Примечание 1 - Можно использовать уайт-спирит по BS 245 или нефтяной растворитель по ASTM D 235 (все классы) (см. приложение В).
4.2 Вода класса 3 по ISO 3696.
Примечание 2 - В качестве моющего растворителя используют воду по 4.2, т.к. качество воды в испытательных жидкостях (4.3) имеет важное значение. и для этого указаны другие степени чистоты.
4.3 Испытательные жидкости
Используют один из следующих типов испытательных жидкостей:
a) воду класса 2 по ISO 3696;
b) искусственную морскую воду по ISO 7120;
c) раствор хлорида натрия концентрацией 0,5 моль/дм, приготовленный с использованием воды класса 2 по ISO 3696 рН 8,0-8,2. Значение рН определяют титрованием раствором гидроксида натрия.
Примечание 3 - Для испытания можно использовать воду другого класса, для такой воды прецизионность не определена. Перед использованием воды другого класса рекомендуется определять рН.
4.4 2-пропанол.
4.5 Раствор аммиака концентрацией 3,2 моль/дм.
Примечание 4 - Вышеуказанный раствор аммиака эквивалентен десятикратному разбавлению 35%-ного раствора аммиака (=880 кг/м
) водой класса 3 по ISO 3696. Результаты испытания зависят от концентрации аммиака.
4.6 Раствор для ополаскивания, состоящий из девяти объемов 2-пропанола (4.4) и одного объема раствора аммиака (4.5).
4.7 Раствор нитрата серебра концентрацией 0,1 моль/дм.
4.8 Абсорбирующая безворсовая ткань.
4.9 Чистые перчатки - поливинилхлоридные (ПВХ), полиэтиленовые, нитрильные или из натурального латекса, с гладкой поверхностью.
4.10 Фильтровальная бумага с подходящей фильтрующей способностью.
5 Аппаратура
5.1 Испытательная установка с механическим приводом, в которой испытательные подшипники установлены на отдельном стальном валу с покрытием из полиамида, который размещен на полиамидных подшипниковых опорах.
Примечание 5 - Можно использовать установку, приведенную в приложении A.
________________
Список поставщиков подходящих испытательных установок доступен в секретариате ISO/TC 28.
5.2 Испытательные подшипники
Используют двухрядный самоустанавливающийся шарикоподшипник (3072
19 мм), соответствующий подшипнику 1306K по ISO 15, со стальным сепаратором, проверенный и упакованный для предотвращения коррозии. Для арбитражных испытаний используют испытательные подшипники, указанные в примечании 6.
Примечание 6 - Прецизионность была определена с использованием подшипников SKF 1306K/236 725.
5.3 Стоматологическое зеркало без увеличения.
5.4 Пипетка вместимостью 10 см по ISO 648.
5.5 Термостат, обеспечивающий поддержание температуры (90±2)°С.
6 Подготовка аппаратуры
6.1 Протирают опоры подшипников тканью для удаления следов смазки от предыдущего испытания, моют раствором для ополаскивания (4.6), затем водой (4.2) и тщательно вытирают тканью (4.8).
Если предыдущие испытания были проведены с использованием искусственной морской или соленой воды, наливают в опоры подшипников несколько капель раствора нитрата серебра (4.7). Чистой пипеткой отбирают раствор нитрата серебра и проверяют его на помутнения или наличие белого осадка. При наличии белого осадка промывают опоры подшипников горячей водой (4.2) до получения прозрачного раствора.
6.2 При выполнении всех последующих процедур используют перчатки (5.4). Для каждого испытания используют два новых подшипника.
6.3 Маркируют наружную поверхность кольца подшипника. Не используют травление кислотой.
Примечание 7 - Для маркировки пригодна электрическая ручка, заземленная на наружную поверхность кольца.
6.4 Моют подшипники моющим растворителем (4.1) при температуре от 50°С до 65°С для удаления ингибиторов коррозии. Повторяют промывание свежими порциями горячего моющего растворителя до полного удаления ингибиторов коррозии. При разногласиях арбитражным растворителем является уайт-спирит (см. примечание 1).
Примечание 8 - Полное удаление ингибиторов коррозии имеет важное значение для прецизионности настоящего метода. При неполном удалении ингибиторов коррозии полученные результаты могут быть недостоверными.
6.5 Моют подшипники раствором для ополаскивания (4.6) для удаления оставшегося моющего растворителя. Погружают подшипники в свежеприготовленный раствор для ополаскивания, нагретый до температуры не ниже 65°С, моют, медленно поворачивая наружное кольцо относительно внутреннего.
Предупреждение - Вышеуказанная температура значительно превышает температуру вспышки растворителя в закрытом тигле, поэтому промывают в хорошо вентилируемом вытяжном шкафу при отсутствии источников огня или искр.
6.6 Вынимают подшипники из раствора для ополаскивания и помещают на фильтровальную бумагу (4.10) или ткань (4.8) для впитывания раствора. Затем помещают подшипники не менее чем на 15 мин в термостат (5.5) до полного высушивания.
6.7 Вынимают подшипники из термостата и охлаждают до комнатной температуры. Проверяют отсутствие следов коррозии и возможность свободного вращения подшипников.
Предупреждение - После очистки и сушки подшипники не вращают.
6.8 Осматривают дорожки качения наружных колец подшипников с помощью стоматологического зеркала (5.3). При обнаружении протравленных пятен или коррозии подшипник не используют.
6.9 Определяют массу смазки , г, эквивалентную объему (10,5±0,1) см
по формуле
![]() , (1)
, (1)
где - плотность смазки, кг/м
;
- объем смазки, равный 10,5 см
(0,0105 дм
).
Если плотность смазки неизвестна, ее определяют пикнометрическим методом по ISO 3838 или другим стандартным методом.
Взвешивают чистый подшипник, затем равномерно распределяют (10,5±0,1) см смазки по испытательному подшипнику. Взвешивают подшипник со смазкой. Наружные дорожки качения должны быть полностью покрыты смазкой.
6.10 Помещают переходные втулки, подшипники и кольцевые уплотнители V-образного сечения в соответствующие позиции на валу и затягивают гайки втулок. Данную операцию выполняют на валу, закрепленном на стенде.
6.11 Помещают вал со смазанными подшипниками в установку, следя за тем, чтобы подшипники были расположены по центру в опорах подшипников.
6.12 Помещают верхние половины опор подшипников в соответствующие положения и затягивают стопорные винты.
7 Проведение испытания
Проводят два определения при температуре окружающей среды от 15°С до 25°С.
Примечание 9 - Прецизионность была получена при вышеуказанных условиях окружающей среды.
7.1 Для равномерного распределения смазки сразу же после сборки включают установку на 30 мин при скорости вращения (8,7±0,5) рад/с [(83±5) об/мин].
Примечание 10 - Предпочтительна скорость вращения 80 об/мин (8,4 рад/с), однако имеются установки, работающие со скоростью 80 об/мин и 85 об/мин, при этом получают эквивалентные результаты. Можно использовать скорость (83±5) об/мин [(8,7±0,5) рад/с], как указано в приложении A.
7.2 Снимают верхние половины опор подшипников и с каждой стороны каждой опоры вводят пипеткой (5.4) по 10 см выбранной испытательной жидкости (4.3) (общий объем испытательной жидкости - 20 см
). Устанавливают верхние половины опор подшипников и затягивают винты.
7.3 Выполняют следующие операции.
a) Включают установку и проводят первый период испытания - 8 ч ± 10 мин. Выключают установку и выдерживают 16 ч ± 10 мин.
b) Включают установку и проводят второй период испытания - 8 ч ± 10 мин. Выключают установку и выдерживают 16 ч ± 10 мин.
c) Включают установку и проводят третий период испытания - 8 ч ± 10 мин. Выключают установку и выдерживают (108±2) ч.
7.4 Испытания по 7.2 и 7.3 проводят с минимальным интервалом. После начала вращения вала установки (7.3) нажимают на кольцевые уплотнители V-образного сечения (лицевые) в сторону к опоре подшипников с помощью специального инструмента, приведенного на рисунке А.1 (7).
8 Демонтаж аппаратуры
8.1 Снимают верхние половины опор подшипников. Снимают вал и подшипники и устанавливают на надежную опору на стенде.
8.2 Снимают подшипники и кольцевые уплотнители V-образного сечения с вала следующим образом:
a) отвинчивают гайки втулок на один или два оборота;
b) постукивают по торцу внутреннего кольца подшипника подходящим инструментом, таким как молоток и зубило, и извлекают подшипники из конического переходника;
c) снимают с вала подшипники, уплотнения и втулки.
8.3 Моют наружное кольцо подшипника и с помощью рычага вынимают достаточное количество шариков из выемок сепаратора с диаметрально противоположных сторон сепаратора, тем самым извлекая сепаратор из подшипника.
8.4 Промывают наружное кольцо подшипника в растворе для ополаскивания (4.6) и протирают тканью (4.8), затем сразу же осматривают подшипник.
9 Визуальный осмотр
9.1 Осматривают дорожки качения наружного кольца подшипника на наличие коррозии или протравленных пятен и оценивают площадь поверхности (3680 мм), как указано в таблице 1. Не учитывают любые окрашивания, через которые четко видна поверхность металла.
Таблица 1 - Оценка пятен ржавчины и протравленных пятен
Оценка | Степень коррозии |
0 | Коррозия отсутствует |
1 | Не более трех небольших пятен диаметром не более 1 мм, определяемых визуально |
2 | Небольшие участки коррозии покрывают до 1% поверхности |
3 | Участки коррозии покрывают от 1% до 5% поверхности |
4 | Участки коррозии покрывают от 5% до 10% поверхности |
5 | Участки коррозии покрывают свыше 10% поверхности |
При определенных условиях можно наблюдать пару параллельных полос, цвет которых меняется в зависимости от угла обзора; не следует путать эти полосы с ржавчиной, которая кажется черной при осмотре со всех сторон.
Примечание 11 - Для облегчения оценки участков, покрытых коррозией, можно использовать прозрачную пластинку, разделенную на подходящие квадраты.
Примечание 12 - На рисунке 1 приведены примеры оценки поверхности. Во всех случаях область представляет всю дорожку качения.
|

0, 1, 2, 3, 4, 5 - оценки степени коррозии (см. таблицу 1)
Рисунок 1 - Примеры оценки степени коррозии
9.2 Если две оценки не совпадают с данными прецизионности, приведенными для повторяемости, проводят два дополнительных определения. Если два дополнительных определения не совпадают с данными повторяемости, обе пары результатов регистрируют как получение худшей степени коррозии, то есть присваивают максимальную числовую оценку.
10 Оформление результатов
Для каждого испытания регистрируют индивидуальную оценку (с учетом требований 9.2) и тип использованной испытательной жидкости (4.3).
11 Прецизионность
Прецизионность метода, полученная при статистическом анализе результатов межлабораторных испытаний, приведена в 11.1 и 11.2.
11.1 Повторяемость
Расхождение между результатами последовательных испытаний, полученных одним и тем же оператором с использованием одной и той же аппаратуры при постоянных рабочих условиях на идентичном исследуемом материале в течение длительного времени при нормальной и правильной работе в соответствии с настоящим методом испытаний, может превысить значения, указанные в таблице 2, только в одном случае из двадцати.
11.2 Воспроизводимость
Расхождение между результатами двух единичных и независимых результатов испытаний, полученных разными операторами, работающими в разных лабораториях, на идентичном исследуемом материале в течение длительного времени при нормальной и правильной работе в соответствии с настоящим методом испытаний, может превысить значения, указанные в таблице 2, только в одном случае из двадцати.
Таблица 2 - Прецизионность метода
Испытательная жидкость | Повторяемость | Воспроизводимость |
Вода по 4.3a) | 1 | 1 |
Искусственная морская вода по 4.3b) | 1 | 2 |
Раствор хлорида натрия по 4.3c) | 1 | 2 |
12 Протокол испытания
Протокол испытания должен содержать:
a) обозначение настоящего стандарта;
b) тип и полную идентификацию испытуемого смазочного масла;
c) результат испытания (см. раздел 10);
d) любое отклонение от методики настоящего стандарта;
e) дату проведения испытания.
Приложение A
(справочное)
Испытательная установка
A.1 Установка для определения противокоррозионных характеристик
На рисунке A.1 приведена часть испытательной стандартной установки (чертеж N SKF 1516600), позволяющей проводить испытания восьми самоустанавливающихся шарикоподшипников. Установка должна быть оснащена переходными втулками и гайками полиамидных втулок (3). Подшипники (2) устанавливают в полиамидные подшипниковые опоры (1) (SKF SN 507) в соответствии с чертежом N SKF 720315. Установку монтируют на пластине из обработанной стали (6) размерами приблизительно 275985
10 мм. Вал (4) диаметром 25 мм должен иметь полиамидное покрытие. Для каждой опоры подшипников требуются два кольцевых уплотнителя V-образного сечения (лицевых) (5), а также инструмент (7) для их правильной установки
.
________________
Обозначения SKF являются примерами продукции, доступной в продаже. Информация приведена для удобства пользователей настоящего стандарта и не является поддержкой ISO этой продукции.
A.2 Электродвигатель
Используют любой электродвигатель подходящего типа, снабженный редуктором и гибкой муфтой, обеспечивающей вращения вала со скоростью 8,4 рад/с (80 об/мин) или 9,0 рад/с (85 об/мин). Эти две стандартные скорости обеспечивают скорость вращения вала (8,7±0,5) рад/с [(83±5) об/мин] (см. примечание 9).
A.3 Общие положения
Для удержания вала на стенде требуется стойка.
Рекомендуется использовать автоматический прибор для измерения времени.
|
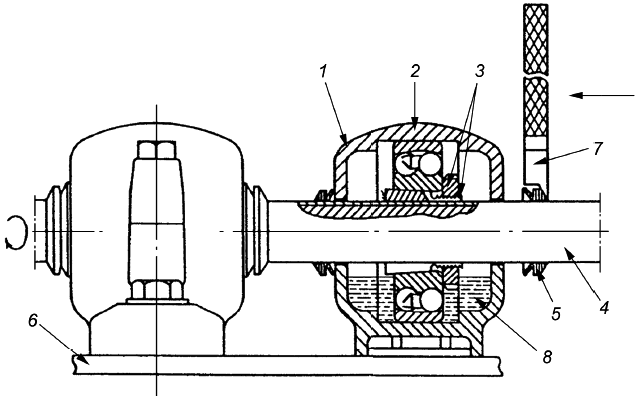
1 - опора подшипника; 2 - подшипник; 3 - переходная втулка и гайка; 4 - вал; 5 - кольцевые уплотнители V-образного сечения; 6 - пластина из обработанной стали; 7 - инструмент для правильной установки уплотнителей; 8 - вода
Рисунок А.1 - Подходящая испытательная установка
Приложение B
(справочное)
Альтернативные моющие растворители
B.1 Обозначения стандартов на альтернативные моющие растворители (4.1) приведены в B.1.1 и B.1.2.
B.1.1 Уайт-спирит
Уайт-спирит по BS 245:1976 "Specification for mineral solvents (white spirit and related hydrocarbon solvents) for paints and other purposes" ["Спецификация на минеральные растворители (уайт-спирит и родственные углеводородные растворители) для красок и других целей"].
Можно заказать в British Standards Institution, 389 Chiswick High Road, London, W4 4AL, Великобритания.
B.1.2 Нефтяной растворитель по ASTM D 235-1992 "Standard specification for mineral spirits (petroleum spirits) (hydrocarbon dry cleaning solvent)" ["Стандартная спецификация на минеральные растворители (нефтяные растворители) (углеводородные растворители для сухой чистки)"].
________________
Действует ASTM D 235-2007.
Можно заказать в American Society for Testing and Materials, 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959, США.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего международного стандарта |
ISO 15:1981 | - | * |
ISO 648:1977 | MOD | ГОСТ 29169-91 (ИСО 648-77) "Посуда лабораторная стеклянная. Пипетки с одной меткой" |
ISO 3696:1987 | - | * |
ISO 3838:1983 | NEQ | ГОСТ 3900-85 "Нефть и нефтепродукты. Методы определения плотности" |
ISO 7120:1987 | IDT | ГОСТ ISO 7120-2015 "Нефтепродукты и смазочные материалы. Масла нефтяные и другие жидкости. Определение противокоррозионных свойств в присутствии воды" |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичный стандарт; - MOD - модифицированный стандарт; - NEQ - неэквивалентный стандарт. | ||
УДК 665.765:620.193.47:006.354 | МКС 75.100 | |
Ключевые слова: нефтепродукты, смазочные материалы, консистентные смазки, противокоррозионные свойства | ||
Электронный текст документа
и сверен по:
, 2019
{kind=link}