ГОСТ 34057-2017
Группа В62
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЕДИНЕНИЯ РЕЗЬБОВЫЕ ОБСАДНЫХ, НАСОСНО-КОМПРЕССОРНЫХ ТРУБ, ТРУБ ДЛЯ ТРУБОПРОВОДОВ И РЕЗЬБОВЫЕ КАЛИБРЫ ДЛЯ НИХ
Общие технические требования
Thread connections for casing, tubing, line pipe and thread gauges for them. General technical requirements
МКС 75.180.99
ОКП 13 2100
13 2700
Дата введения 2018-08-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны", Открытым акционерным обществом "Российский научно-исследовательский институт трубной промышленности" (ОАО "РосНИТИ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 января 2017 г. N 95-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
(Поправка. ИУС N 3-2022).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 13 марта 2018 г. N 127-ст межгосударственный стандарт ГОСТ 34057-2017 введен в действие с 1 августа 2018 г.
5 Настоящий стандарт подготовлен на основе применения ГОСТ Р 51906-2015*
_______________
* Приказом Федерального агентства по техническому регулированию и метрологии от 13 марта 2018 г. N 127-ст ГОСТ Р 51906-2015 отменен с 1 августа 2018 г.
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
ВНЕСЕНА поправка, опубликованная в ИУС N 3, 2022 год, введенная в действие с 12.10.2021
Поправка внесена изготовителем базы данных
Введение
Настоящий стандарт подготовлен на основе применения ГОСТ Р 51906-2015, включающего основные положения API Spec 5В*, 15-е издание, кроме положений, касающихся резьбового соединения насосно-компрессорных труб "интеграл-джойнт".
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
По сравнению с API Spec 5В, 15-е издание, настоящий стандарт содержит геометрические параметры резьбовых соединений с закругленной треугольной резьбой и упорного резьбового соединения для обсадных труб наружными диаметрами 146,05; 323,85 и 425,45 мм.
В настоящем стандарте, по сравнению с API Spec 5В, 15-е издание, уточнен порядок применения калибров для контроля резьбовых соединений с дополнением возможности применения калиброванных калибров для контроля резьбы номинальными диаметрами 146,05; 323,85 и 425,45 мм.
Сопоставимость резьбовых соединений по настоящему стандарту с резьбовыми соединениями по ГОСТ 33758, ГОСТ 632 и ГОСТ 633 приведена в приложении Б.
1 Область применения
Настоящий стандарт распространяется на резьбовые соединения обсадных, насосно-компрессорных труб и труб для трубопроводов, применяемых в нефтяной и газовой промышленности.
Настоящий стандарт устанавливает требования к геометрическим параметрам профиля резьбы и резьбовых соединений, а также требования к резьбовым калибрам для контроля резьбы.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 632-80 Трубы обсадные и муфты к ним. Технические условия
ГОСТ 633-80 Трубы насосно-компрессорные и муфты к ним. Технические условия
ГОСТ 2475-88 Проволочки и ролики. Технические условия
ГОСТ 11708-82 Основные нормы взаимозаменяемости. Резьба. Термины и определения
ГОСТ 24672-81 Калибры для конической резьбы. Технические условия
ГОСТ 31446-2012 Стальные трубы, применяемые в качестве обсадных или насосно-компрессорных труб для скважин в нефтяной и газовой промышленности
ГОСТ 33758-2016 Трубы обсадные и насосно-компрессорные и муфты к ним. Основные параметры и контроль резьбовых соединений. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения, обозначения и сокращения
3.1 Термины и определения
В настоящем стандарте применены термины по ГОСТ 11708, ГОСТ 31446, а также следующие термины с соответствующими определениями:
_______________
В Российской Федерации необходимо использовать также ГОСТ Р 53442-2015 (ИСО 1101:2012) "Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Установление геометрических допусков. Допуски формы, ориентации, месторасположения и биения".
3.1.1 витки резьбы с черновинами (black crested threads): Витки резьбы с неполными вершинами, на которых сохранилась поверхность исходной заготовки.
3.1.2 выход резьбы (runout of thread): Пересечение внутреннего конуса резьбы и наружной поверхности трубы.
Примечание - Положение выхода резьбы определяется плоскостью, в которой впадина резьбы сходит на нет.
3.1.3 закругленная треугольная резьба (triangular round thread): Коническая резьба, профиль которой представляет собой треугольник с закругленными вершинами и впадинами.
3.1.4 конец сбега резьбы (vanish end of thread): Конец впадины непрерывно исчезающего витка резьбы, наиболее удаленный от торца трубы.
3.1.5 конусность резьбы (taper): Угол при вершине между образующими конуса в одной плоскости. Конусность резьбы характеризуется изменением диаметра резьбы в осевом направлении и определяется по отношению разности диаметров между двумя любыми перпендикулярными оси сечениями к расстоянию между этими сечениями.
3.1.6 минимальная толщина стенки трубы под резьбой (minimal thickness under pipe thread): Условная толщина стенки под впадиной резьбы трубы, характеризующая устойчивость резьбовой части конца трубы к разрушению при воздействии разнонаправленных напряжений.
3.1.7 натяг (standoff): Расстояние, характеризующее посадку одного изделия на другое, и припуск на механическое довинчивание.
3.1.8 натяг при контроле калибрами (standoff of gauging): Расстояние от измерительной плоскости калибра до плоскости торца трубы или муфты, выбранной на начало измерения натяга.
3.1.9 натяг при свинчивании трубы и муфты (make-up standoff of pipe and coupling): Расстояние от торца муфты до плоскости конца сбега резьбы на трубе или до основания треугольного клейма.
3.1.10 номинальный диаметр резьбы (nominal diameter of thread): Диаметр, условно характеризующий наружный диаметр резьбы и используемый при ее обозначении.
3.1.11 общая длина резьбы (total thread length): Длина участка изделия, на котором образована резьба, включая сбег и фаску.
3.1.12 плоскосрезанная треугольная резьба (triangular trincated thread): Коническая резьба, профиль которой представляет собой треугольник с усеченными вершинами и закругленными впадинами.
3.1.13 свинчивание вручную, ручное свинчивание (hand-tight make-up): Свинчивание резьбового соединения усилием одного человека без применения специального инструмента или муфтонаверточного станка или с их применением, но с усилием, соответствующим ручному свинчиванию.
3.1.14 свинчивание механическое (power-tightmake-up): Свинчивание резьбового соединения с определенным усилием и/или до определенного положения с применением специального инструмента или на муфтонаверточном станке.
3.1.15 средняя линия резьбы (pitch line): Воображаемая линия, проходящая через профиль плоскосрезанной треугольной резьбы или закругленной треугольной резьбы так, что ширина выступа на ней равна ширине впадины резьбы, или воображаемая линия, проходящая через середину высоты профиля упорной резьбы.
3.1.16 упорная трапецеидальная резьба (battress trapezoidal thread): Коническая резьба, профиль которой представляет собой трапецию, угол наклона одной из боковых сторон которой равен 3°, угол наклона другой стороны - 10°.
3.1.17 эффективная длина резьбы (effective thread length): Рабочая длина резьбы, являющаяся длиной возможного перекрытия наружной и внутренней резьбы в осевом направлении.
3.2 Обозначения
В настоящем стандарте применены следующие обозначения:
- натяг при ручном свинчивании трубы и муфты;
- расстояние от торца трубы до основания треугольного клейма;
- минимальная ширина торцевой плоскости муфты;
- ширина канавки или среза профиля резьбы;
- наружный диаметр трубы;
- наружный диаметр резьбы в плоскости торца калибра-пробки;
- наружный диаметр резьбы трубы или наружный диаметр фланца калибра-пробки;
- диаметр фланца;
- диаметр центров отверстий под болты;
- наружный диаметр резьбы калибра-пробки в основной плоскости;
- диаметр проточки калибра-пробки;
- внутренний диаметр резьбы калибра-кольца в основной плоскости;
- внутренний диаметр резьбы калибра-кольца в основной плоскости;
- средний диаметр резьбы в плоскости ручного свинчивания;
- средний диаметр резьбы в основной плоскости;
,
,
,
- срез по вершинам и впадинам профиля плоскосрезанной треугольной резьбы;
- расстояние от основной плоскости до плоскости конца сбега или выхода резьбы трубы или до измерительной плоскости калибра;
- высота исходного профиля резьбы;
,
- высота профиля резьбы;
- расстояние от торца трубы до середины муфты при механическом свинчивании;
- расстояние от торца трубы или малого торца калибра-пробки до плоскости ручного свинчивания;
- эффективная длина резьбы;
- общая длина резьбы от торца трубы до конца сбега резьбы или расстояние от малого торца калибра-пробки до измерительной плоскости;
- длина резьбы с полным профилем или расстояние от малого торца калибра-пробки до основной плоскости;
- минимальная длина резьбы с полным профилем;
- расстояние от торца муфты до плоскости ручного свинчивания;
- шаг резьбы;
- диаметр расточки или фаски в плоскости торца муфты или калибра-кольца;
- длина расточки муфты или калибра-кольца;
,
,
- радиусы скругления элементов профиля резьбы или резьбового соединения;
,
,
,
- натяги резьбы или элементов резьбового соединения по калибрам;
,
,
,
- срез по вершинам и впадинам профиля треугольной закругленной резьбы;
- толщина стенки трубы;
- минимальная толщина стенки трубы под впадиной резьбы;
- конусность;
- ширина проточки калибра-пробки.
3.3 Сокращения
В настоящем стандарте применены следующие сокращения:
АПИ - Американский нефтяной институт;
LP - тип резьбового соединения труб для трубопроводов с плоскосрезанной треугольной резьбой;
SC - тип резьбового соединения обсадных труб с короткой закругленной треугольной резьбой;
LC - тип резьбового соединения обсадных труб с удлиненной закругленной треугольной резьбой;
NU - тип резьбового соединения насосно-компрессорных труб с невысаженными концами с закругленной треугольной резьбой;
EU - тип резьбового соединения насосно-компрессорных труб с высаженными наружу концами с закругленной треугольной резьбой;
ВС - тип резьбового соединения обсадных труб с упорной трапецеидальной резьбой.
4 Резьбовые соединения
4.1 Резьбовое соединение труб для трубопроводов с плоскосрезанной треугольной резьбой LP
4.1.1 Форма и геометрические параметры профиля плоскосрезанной треугольной резьбы резьбового соединения LP приведены на рисунке 1 и в таблице 1.
|
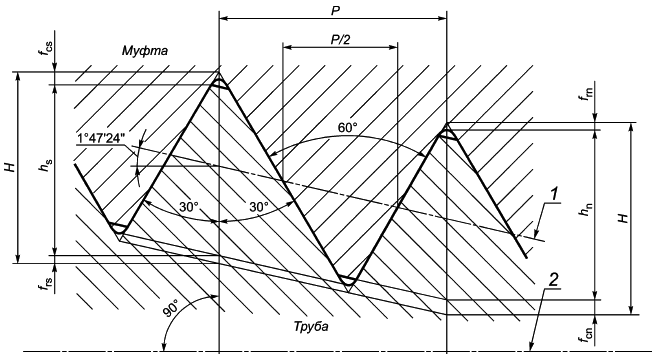
1 - средняя линия резьбы; 2 - ось резьбы
Примечание - Конусность резьбы на рисунке увеличена.
Рисунок 1 - Профиль резьбы резьбового соединения LP
Таблица 1 - Геометрические параметры профиля резьбы резьбового соединения LP
В миллиметрах
Геометрический параметр | Обозначение параметра и формула | Значение параметра при числе витков на длине 25,4 мм | ||||
27 | 18 | 14 | 11 1/2 | 8 | ||
Шаг резьбы | ||||||
0,941 | 1,411 | 1,814 | 2,209 | 3,175 | ||
Высота исходного треугольника |
| 0,815 | 1,222 | 1,571 | 1,913 | 2,750 |
Высота профиля |
| 0,715 | 1,072 | 1,379 | 1,679 | 2,413 |
Срез по впадинам |
| 0,031 | 0,047 | 0,060 | 0,073 | 0,105 |
Срез по вершинам |
| 0,069 | 0,103 | 0,132 | 0,161 | 0,232 |
Конусность по среднему диаметру резьбы на длине 100 мм | 6,25 (1:16) | |||||
Примечание - Расчет параметров | ||||||
4.1.2 Геометрические параметры резьбового соединения LP приведены на рисунке 2 и в таблице 2.
|
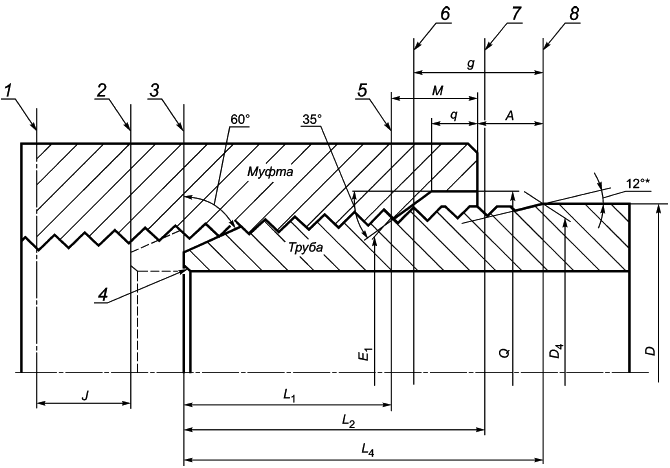
1 - плоскость середины муфты; 2 - торец трубы при механическом свинчивании; 3 - торец трубы при ручном свинчивании; 4 - притупление внутренней кромки торца трубы; 5 - плоскость ручного свинчивания; 6 - основная плоскость; 7 - плоскость начала сбега резьбы; 8 - плоскость конца сбега резьбы
Рисунок 2 - Резьбовое соединение LP
Таблица 2 - Геометрические параметры резьбового соединения LP
В миллиметрах
Обозначение номинального диаметра резьбы | Наруж- | Наруж- | Число витков резьбы на длине 25,4 мм | Шаг резьбы | Расс- | Эффек- | Общая длина резьбы трубы | Средний диаметр резьбы в плоско- | Средний диаметр резьбы в основ- | Расс- | Расс- | Расс- | Диаметр расто- | Длина расточ- | Мини- | Натяг при ручном свинчи- | Мини- | |
дюймы | мм | |||||||||||||||||
1/8 | 3,18 | 10,29 | 10,29 | 27 | 0,941 | 4,10 | 6,70 | 9,97 | 9,489 | 9,534 | 5,15 | 3,53 | 3,04 | 11,89 | 1,33 | 0,80 | 2,82 | - |
1/4 | 6,35 | 13,72 | 13,72 | 18 | 1,411 | 5,79 | 10,21 | 15,10 | 12,487 | 12,587 | 7,72 | 5,54 | 5,08 | 15,32 | 3,06 | 0,80 | 4,23 | - |
3/8 | 9,53 | 17,14 | 17,14 | 18 | 1,411 | 6,10 | 10,36 | 15,26 | 15,926 | 16,016 | 7,72 | 5,38 | 4,92 | 18,75 | 2,91 | 0,80 | 4,23 | - |
1/2 | 12,70 | 21,34 | 21,34 | 14 | 1,814 | 8,13 | 13,56 | 19,85 | 19,772 | 19,885 | 9,92 | 7,14 | 6,28 | 22,94 | 4,02 | 1,60 | 5,44 | - |
3/4 | 19,05 | 26,67 | 26,67 | 14 | 1,814 | 8,61 | 13,86 | 20,15 | 25,117 | 25,219 | 9,92 | 6,83 | 6,10 | 28,27 | 3,85 | 1,60 | 5,44 | - |
1 | 25,40 | 33,40 | 33,40 | 11 1/2 | 2,209 | 10,16 | 17,34 | 25,01 | 31,461 | 31,634 | 12,08 | 8,33 | 8,22 | 35,00 | 5,69 | 2,40 | 6,62 | 8,45 |
1 1/4 | 31,75 | 42,16 | 42,16 | 11 1/2 | 2,209 | 10,67 | 17,95 | 25,62 | 40,218 | 40,397 | 12,08 | 9,31 | 8,32 | 43,76 | 5,79 | 2,40 | 6,62 | 9,06 |
1 1/2 | 38,10 | 48,26 | 48,26 | 11 1/2 | 2,209 | 10,67 | 18,38 | 26,04 | 46,287 | 46,493 | 12,08 | 8,89 | 8,74 | 49,86 | 6,20 | 2,40 | 6,62 | 9,48 |
2 | 50,80 | 60,32 | 60,32 | 11 1/2 | 2,209 | 11,07 | 19,22 | 26,88 | 58,325 | 58,558 | 12,08 | 9,63 | 9,17 | 62,71 | 6,04 | 3,20 | 6,62 | 10,32 |
2 1/2 | 63,50 | 73,02 | 73,02 | 8 | 3,175 | 17,32 | 28,89 | 39,91 | 70,159 | 70,485 | 17,37 | 12,48 | 16,24 | 75,41 | 12,48 | 4,80 | 6,35 | 16,11 |
3 | 76,20 | 88,90 | 88,90 | 8 | 3,175 | 19,46 | 30,48 | 41,50 | 86,068 | 86,360 | 17,37 | 12,48 | 15,69 | 91,29 | 11,96 | 4,80 | 6,35 | 17,70 |
3 1/2 | 88,90 | 101,60 | 101,60 | 8 | 3,175 | 20,85 | 31,75 | 42,77 | 98,776 | 99,060 | 17,37 | 12,80 | 15,56 | 103,99 | 11,84 | 4,80 | 6,35 | 18,97 |
4 | 101,60 | 114,30 | 114,30 | 8 | 3,175 | 21,44 | 33,02 | 44,04 | 111,433 | 111,760 | 17,37 | 13,11 | 16,25 | 116,69 | 12,50 | 6,40 | 6,35 | 20,24 |
5 | 127,00 | 141,30 | 141,30 | 8 | 3,175 | 23,80 | 35,72 | 46,74 | 138,412 | 138,760 | 17,37 | 12,00 | 16,59 | 143,69 | 12,82 | 6,40 | 6,35 | 22,94 |
6 | 152,40 | 168,28 | 168,28 | 8 | 3,175 | 24,33 | 38,42 | 49,43 | 165,252 | 165,735 | 17,37 | 12,48 | 18,75 | 170,66 | 14,89 | 6,40 | 6,35 | 25,63 |
8 | 203,20 | 219,08 | 219,08 | 8 | 3,175 | 27,00 | 43,50 | 54,51 | 215,901 | 216,535 | 17,37 | 12,16 | 21,16 | 221,46 | 17,19 | 6,40 | 6,35 | 30,71 |
10 | 254,00 | 273,05 | 273,05 | 8 | 3,175 | 30,73 | 48,90 | 59,91 | 269,772 | 270,510 | 17,37 | 13,11 | 22,83 | 275,44 | 18,78 | 9,50 | 6,35 | 36,11 |
12 | 304,80 | 323,85 | 323,85 | 8 | 3,175 | 34,54 | 53,98 | 64,99 | 320,492 | 321,310 | 17,37 | 12,80 | 24,10 | 326,24 | 20,00 | 9,50 | 6,35 | 41,19 |
14 | 355,60 | 355,60 | 355,60 | 8 | 3,175 | 39,67 | 57,15 | 68,17 | 352,365 | 353,060 | 17,37 | 12,80 | 22,14 | 357,99 | 18,13 | 9,50 | 6,35 | 44,37 |
16 | 406,40 | 406,40 | 406,40 | 8 | 3,175 | 46,02 | 62,23 | 73,25 | 403,244 | 403,860 | 17,37 | 12,48 | 20,87 | 408,79 | 16,91 | 9,50 | 6,35 | 49,45 |
18 | 457,20 | 457,20 | 457,20 | 8 | 3,175 | 50,80 | 67,31 | 78,33 | 454,025 | 454,660 | 17,37 | 12,16 | 21,18 | 459,59 | 17,20 | 9,50 | 6,35 | 54,53 |
20 | 508,00 | 508,00 | 508,00 | 8 | 3,175 | 53,98 | 72,39 | 83,41 | 504,706 | 505,460 | 17,37 | 13,43 | 23,08 | 510,39 | 19,03 | 9,50 | 6,35 | 59,61 |
Примечания | ||||||||||||||||||
4.1.3 Предельные отклонения геометрических параметров профиля резьбы и резьбового соединения LP указаны в таблице 3.
Таблица 3 - Предельные отклонения геометрических параметров резьбы и резьбового соединения LP
В миллиметрах
Геометрический параметр | Предельные отклонения параметра |
Конусность по среднему диаметру резьбы на длине 100 мм | +0,52 |
Шаг резьбы | |
на длине 25,4 мм | ±0,076 |
суммарный | ±0,152 |
Высота профиля резьбы | +0,051 |
Угол профиля резьбы 60° | ±1°30' |
Общая длина резьбы трубы | ± |
Минимальная длина резьбы с полными вершинами | не менее |
Угол наружной фаски трубы 60° | ±5° |
Угол внутренней фаски муфты 35° | ±5° |
Диаметр расточки в плоскости торца муфты | +0,79 |
Длина расточки муфты | +0,79 |
Минимальная ширина торцевой плоскости муфты | не менее |
| |
4.2 Резьбовые соединения обсадных и насосно-компрессорных труб с закругленной треугольной резьбой SC, LC, NU и EU
4.2.1 Форма и геометрические параметры профиля закругленной треугольной резьбы резьбовых соединений SC, LC, NU и EU приведены на рисунке 3 и в таблице 4.
Примечание - В международных и американских стандартах к такому профилю резьбы применяется термин "round" ("круглая").
|
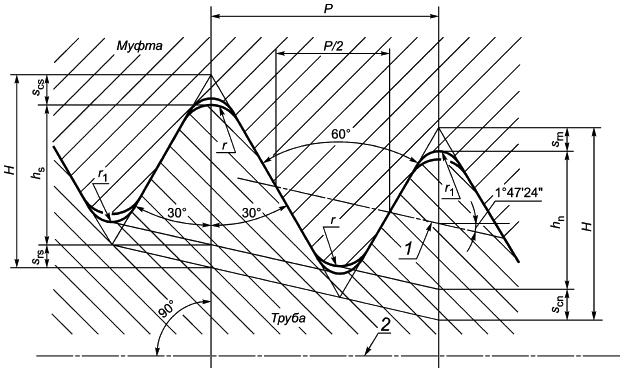
1 - средняя линия резьбы; 2 - ось резьбы
Примечание - Конусность резьбы на рисунке увеличена.
Рисунок 3 - Профиль резьбы резьбовых соединений SC , LC, NU и EU
Таблица 4 - Геометрические параметры профиля резьбы резьбовых соединений SC, LC, NU и EU
В миллиметрах
Геометрический параметр | Обозначение параметра и формула | Значение параметра при числе витков на длине 25,4 мм | |
10 | 8 | ||
Шаг резьбы | |||
2,540 | 3,175 | ||
Высота исходного треугольника |
| 2,200 | 2,750 |
Высота профиля |
| 1,412 | 1,810 |
Срез по впадинам |
| 0,356 | 0,432 |
Радиус закругления впадины | 0,356 | 0,432 | |
Срез по вершинам |
| 0,432 | 0,508 |
Радиус закругления вершины | 0,432 | 0,508 | |
Конусность по среднему диаметру резьбы на длине 100 мм | 6,25 (1:16) | ||
Примечание - Расчет параметров | |||
4.2.2 Геометрические параметры резьбовых соединений SC и LC приведены на рисунке 4 и в таблицах 5 и 6.
4.2.3 Геометрические параметры резьбового соединения NU и EU приведены на рисунке 4 и в таблицах 7 и 8.
|
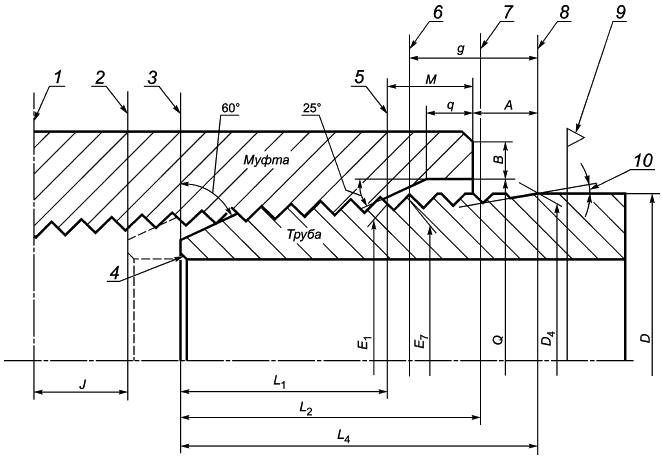
1 - плоскость середины муфты; 2 - торец трубы при механическом свинчивании; 3 - торец трубы при ручном свинчивании; 4 - притупление внутренней кромки торца трубы; 5 - плоскость ручного свинчивания; 6 - основная плоскость; 7 - плоскость начала сбега резьбы; 8 - плоскость конца сбега резьбы; 9 - треугольное клеймо для труб с резьбовым соединением SC, наружным диаметром 406,40; 473,08; 508,00 мм, с пределом прочности до 655 МПа включ. и труб с резьбовым соединением LC, наружным диаметром 508,00 мм; 10 - для труб с резьбовыми соединениями SC и LC - 12°, для труб с резьбовыми соединениями NU и EU - 15°
Рисунок 4 - Резьбовые соединения SC, LC и NU, EU
Таблица 5 - Геометрические параметры резьбового соединения SC
В миллиметрах
Обозначение номинального диаметра резьбы | Наруж- | Наруж- | Число витков резьбы на длине 25,4 мм | Шаг резьбы | Толщи- | Расс- | Эффек- | Общая длина резьбы трубы | Средний диаметр резьбы в плоско- | Средний диаметр резьбы в основ- | Расс- | Расс- | Диаметр расто- | Длина расточ- | Мини- | Натяг при ручном свинчи- | Мини- | |
дюймы | мм | |||||||||||||||||
4 1/2 | 114,30 | 114,30 | 114,30 | 8 | 3,175 | 5,2 | 23,39 | 43,56 | 50,80 | 111,846 | 112,566 | 28,58 | 17,88 | 116,68 | 12,70 | 3,97 | 9,52 | 22,22 |
4 1/2 | 114,30 | 114,30 | 114,30 | другие | 39,27 | 59,44 | 66,68 | 111,846 | 112,566 | 12,70 | 17,88 | 116,68 | 12,70 | 3,97 | 9,52 | 38,10 | ||
5 | 127,00 | 127,00 | 127,00 | 5,6 | 36,09 | 56,26 | 63,50 | 124,546 | 125,266 | 19,05 | 17,88 | 129,38 | 12,70 | 4,76 | 9,52 | 34,92 | ||
5 | 127,00 | 127,00 | 127,00 | другие | 42,44 | 62,61 | 69,85 | 124,546 | 125,266 | 12,70 | 17,88 | 129,38 | 12,70 | 4,76 | 9,52 | 41,28 | ||
5 1/2 | 139,70 | 139,70 | 139,70 | все | 45,62 | 65,79 | 73,02 | 137,246 | 137,966 | 12,70 | 17,88 | 142,08 | 12,70 | 3,18 | 9,52 | 44,45 | ||
5 3/4 | 146,05 | 146,05 | 146,10 | все | 48,80 | 68,96 | 76,20 | 143,596 | 144,316 | 12,70 | 17,88 | 148,40 | 12,70 | 6,00 | 9,52 | 47,62 | ||
6 5/8 | 168,28 | 168,28 | 168,28 | все | 51,97 | 72,14 | 79,38 | 165,821 | 166,541 | 12,70 | 17,88 | 170,66 | 12,70 | 6,35 | 9,52 | 50,80 | ||
7 | 177,80 | 177,80 | 177,80 | 5,9 | 32,92 | 53,09 | 60,32 | 175,346 | 176,066 | 31,75 | 17,88 | 180,18 | 12,70 | 4,76 | 9,52 | 31,75 | ||
7 | 177,80 | 177,80 | 177,80 | другие | 51,97 | 72,14 | 79,38 | 175,346 | 176,066 | 12,70 | 17,88 | 180,18 | 12,70 | 4,76 | 9,52 | 50,80 | ||
7 5/8 | 193,68 | 193,68 | 193,68 | все | 53,44 | 75,31 | 82,55 | 191,114 | 191,941 | 12,70 | 18,01 | 197,64 | 11,00 | 5,56 | 11,11 | 53,98 | ||
8 5/8 | 219,08 | 219,08 | 219,08 | 6,7 | 47,09 | 68,96 | 76,20 | 216,514 | 217,341 | 22,22 | 18,01 | 223,04 | 11,00 | 6,35 | 11,11 | 47,62 | ||
8 5/8 | 219,08 | 219,08 | 219,08 | другие | 56,62 | 78,49 | 85,72 | 216,514 | 217,341 | 12,70 | 18,01 | 223,04 | 11,00 | 6,35 | 11,11 | 57,15 | ||
9 5/8 | 244,48 | 244,48 | 244,48 | все | 56,62 | 78,49 | 85,72 | 241,914 | 242,741 | 12,70 | 18,01 | 248,44 | 11,00 | 6,35 | 11,11 | 57,15 | ||
9 5/8 | 244,48 | 244,48 | 244,48 | все | 54,91 | 78,49 | 85,72 | 241,808 | 242,741 | 12,70 | 18,11 | 248,44 | 11,00 | 6,35 | 12,70 | 57,15 | ||
10 3/4 | 273,05 | 273,05 | 273,05 | 7,1 | 40,74 | 62,61 | 69,85 | 270,489 | 271,316 | 31,75 | 18,01 | 277,02 | 11,00 | 6,35 | 11,11 | 41,28 | ||
10 3/4 | 273,05 | 273,05 | 273,05 | другие | 59,79 | 81,66 | 88,90 | 270,489 | 271,316 | 12,70 | 18,01 | 277,02 | 11,00 | 6,35 | 11,11 | 60,32 | ||
10 3/4 | 273,05 | 273,05 | 273,05 | другие | 58,09 | 81,66 | 88,90 | 270,383 | 271,316 | 12,70 | 18,11 | 277,02 | 11,00 | 6,35 | 12,70 | 60,32 | ||
11 3/4 | 298,45 | 298,45 | 298,45 | все | 59,79 | 81,66 | 88,90 | 295,889 | 296,716 | 12,70 | 18,01 | 302,42 | 11,00 | 6,35 | 11,11 | 60,32 | ||
11 3/4 | 298,45 | 298,45 | 298,45 | все | 58,09 | 81,66 | 88,90 | 295,783 | 296,716 | 12,70 | 18,11 | 302,42 | 11,00 | 6,35 | 12,70 | 60,32 | ||
12 3/4 | 323,85 | 323,85 | 323,90 | все | - | 81,66 | 88,90 | 321,289 | 322,116 | 12,70 | 18,01 | 326,30 | 11,00 | 9,00 | 11,11 | 60,32 | ||
13 3/8 | 339,72 | 339,72 | 339,72 | все | 59,79 | 81,66 | 88,90 | 337,164 | 337,991 | 12,70 | 18,01 | 343,69 | 11,00 | 5,56 | 11,11 | 60,32 | ||
13 3/8 | 339,72 | 339,72 | 339,72 | все | 58,09 | 81,66 | 88,90 | 337,058 | 337,991 | 12,70 | 18,11 | 343,69 | 11,00 | 5,56 | 12,70 | 60,32 | ||
16 | 406,40 | 406,40 | 406,40 | все | 72,49 | 94,36 | 101,60 | 403,839 | 404,666 | 12,70 | 18,01 | 411,96 | 9,30 | 5,56 | 11,11 | 73,02 | ||
18 5/8 | 473,08 | 473,08 | 473,08 | 11,1 | 72,49 | 94,36 | 101,60 | 470,514 | 471,341 | 12,70 | 18,01 | 478,63 | 9,30 | 5,56 | 11,11 | 73,02 | ||
20 | 508,00 | 508,00 | 508,00 | все | 72,49 | 94,36 | 101,60 | 505,439 | 506,266 | 12,70 | 18,01 | 513,56 | 9,30 | 5,56 | 11,11 | 73,02 | ||
20 | 508,00 | 508,00 | 508,00 | все | 70,79 | 94,36 | 101,60 | 505,333 | 506,266 | 12,70 | 18,11 | 513,56 | 9,30 | 5,56 | 12,70 | 73,02 | ||
| ||||||||||||||||||
Таблица 6 - Геометрические параметры резьбового соединения LC
В миллиметрах
Обозначение номинального диаметра резьбы | Наруж- | Наруж- | Число витков резьбы на длине 25,4 мм | Шаг резьбы | Расс- | Эффек- | Общая длина резьбы трубы | Средний диаметр резьбы в плоско- | Средний диаметр резьбы в основ- | Расс- | Расс- | Диаметр расточки в плоско- | Длина расточки муфты | Мини- | Натяг при ручном свинчи- | Мини- | |
дюймы | мм | ||||||||||||||||
4 1/2 | 114,30 | 114,30 | 114,30 | 8 | 3,175 | 48,79 | 68,96 | 76,20 | 111,846 | 112,566 | 17,88 | 12,70 | 116,68 | 12,70 | 3,97 | 9,52 | 47,62 |
5 | 127,00 | 127,00 | 127,00 | 58,32 | 78,49 | 85,72 | 124,546 | 125,266 | 17,88 | 129,38 | 12,70 | 4,76 | 9,52 | 57,15 | |||
5 1/2 | 139,70 | 139,70 | 139,70 | 61,49 | 81,66 | 88,90 | 137,246 | 137,966 | 17,88 | 142,08 | 12,70 | 3,18 | 9,52 | 60,32 | |||
5 3/4 | 146,05 | 146,05 | 146,10 | 64,67 | 84,84 | 92,08 | 143,596 | 144,316 | 17,88 | 148,50 | 12,70 | 6,00 | 9,52 | 63,50 | |||
6 5/8 | 168,28 | 168,28 | 168,28 | 71,02 | 91,19 | 98,42 | 165,821 | 166,541 | 17,88 | 170,66 | 12,70 | 6,35 | 9,52 | 69,85 | |||
7 | 177,80 | 177,80 | 177,80 | 74,19 | 94,36 | 101,60 | 175,346 | 176,066 | 17,88 | 180,18 | 12,70 | 4,76 | 9,52 | 73,02 | |||
7 5/8 | 193,68 | 193,68 | 193,68 | 75,67 | 97,54 | 104,78 | 191,114 | 191,941 | 18,01 | 197,64 | 11,00 | 5,56 | 11,11 | 76,20 | |||
8 5/8 | 219,08 | 219,08 | 219,08 | 85,19 | 107,06 | 114,30 | 216,514 | 217,341 | 18,01 | 223,04 | 11,00 | 6,35 | 11,11 | 85,72 | |||
9 5/8 | 244,48 | 244,48 | 244,48 | 91,54 | 113,41 | 120,65 | 241,914 | 242,741 | 18,01 | 248,44 | 11,00 | 6,35 | 11,11 | 92,08 | |||
9 5/8 | 244,48 | 244,48 | 244,48 | 89,84 | 113,41 | 120,65 | 241,808 | 242,741 | 18,11 | 248,44 | 11,00 | 6,35 | 12,70 | 92,08 | |||
20 | 508,00 | 508,00 | 508,00 | 104,24 | 126,11 | 133,35 | 505,439 | 506,266 | 18,01 | 513,56 | 9,30 | 5,56 | 11,11 | 104,78 | |||
20 | 508,00 | 508,00 | 508,00 | 102,54 | 126,11 | 133,35 | 505,333 | 506,266 | 18,11 | 513,56 | 9,30 | 5,56 | 12,70 | 104,78 | |||
| |||||||||||||||||
Таблица 7 - Геометрические параметры резьбового соединения NU
В миллиметрах
Обозначение номинального диаметра резьбы | Наруж- | Наруж- | Число витков резьбы на длине 25,4 мм | Шаг резьбы | Расс- | Эффек- | Общая длина резьбы трубы | Средний диаметр резьбы в плоско- | Средний диаметр резьбы в основ- | Расстояние от торца трубы до середи- | Расс- | Диаметр расточки в плоско- | Длина расточки муфты | Мини- | Натяг при ручном свинчи- | Мини- | |
дюймы | мм | ||||||||||||||||
1,050 | 26,67 | 26,67 | 26,67 | 10 | 2,540 | 11,38 | 23,50 | 27,79 | 25,102 | 25,334 | 12,70 | 11,33 | 28,27 | 7,94 | 1,59 | 5,08 | 7,62 |
1,315 | 33,40 | 33,40 | 33,40 | 10 | 2,540 | 12,17 | 24,28 | 28,58 | 31,833 | 32,065 | 11,33 | 35,00 | 7,94 | 2,38 | 5,08 | 7,62 | |
1,660 | 42,16 | 42,16 | 42,16 | 10 | 2,540 | 15,34 | 27,46 | 31,75 | 40,596 | 40,828 | 11,33 | 43,76 | 7,94 | 3,18 | 5,08 | 8,89 | |
1,900 | 48,26 | 48,26 | 48,26 | 10 | 2,540 | 18,52 | 30,63 | 34,92 | 46,692 | 46,924 | 11,33 | 49,86 | 7,94 | 1,59 | 5,08 | 12,06 | |
2 3/8 | 60,32 | 60,32 | 60,32 | 10 | 2,540 | 24,87 | 36,98 | 41,28 | 58,757 | 58,989 | 11,33 | 61,92 | 7,94 | 4,76 | 5,08 | 18,42 | |
2 7/8 | 73,02 | 73,02 | 73,02 | 10 | 2,540 | 35,99 | 48,11 | 52,40 | 71,457 | 71,689 | 11,33 | 74,62 | 7,94 | 4,76 | 5,08 | 29,54 | |
3 1/2 | 88,90 | 88,90 | 88,90 | 10 | 2,540 | 42,34 | 54,46 | 58,75 | 87,332 | 87,564 | 11,33 | 90,50 | 7,94 | 4,76 | 5,08 | 35,89 | |
4 | 101,60 | 101,60 | 101,60 | 8 | 3,175 | 40,41 | 54,36 | 60,32 | 99,414 | 99,866 | 13,56 | 103,20 | 9,52 | 4,76 | 6,35 | 34,92 | |
4 1/2 | 114,30 | 114,30 | 114,30 | 8 | 3,175 | 45,19 | 59,13 | 65,10 | 112,114 | 112,566 | 13,56 | 115,90 | 9,52 | 4,76 | 6,35 | 39,70 | |
Примечания | |||||||||||||||||
Таблица 8 - Геометрические параметры резьбового соединения EU
В миллиметрах
Обозначение номинального диаметра резьбы | Наруж- | Наруж- | Число витков резьбы на длине 25,4 мм | Шаг резьбы | Расс- | Эффек- | Общая длина резьбы трубы | Средний диаметр резьбы в плоско- | Средний диаметр резьбы в основ- | Расс- | Расс- | Диаметр расточки в плоско- | Длина расточки муфты | Мини- | Натяг при ручном свинчи- | Мини- | |
дюймы | мм | ||||||||||||||||
1,050 | 26,67 | 26,67 | 33,40 | 10 | 2,540 | 12,17 | 24,28 | 28,58 | 31,833 | 32,065 | 12,70 | 11,33 | 35,00 | 7,94 | 2,38 | 5,08 | 7,62 |
1,315 | 33,40 | 33,40 | 37,31 | 10 | 2,540 | 15,34 | 27,46 | 31,75 | 35,739 | 35,970 | 11,33 | 38,89 | 7,94 | 2,38 | 5,08 | 8,89 | |
1,660 | 42,16 | 42,16 | 46,02 | 10 | 2,540 | 18,52 | 30,63 | 34,92 | 44,470 | 44,701 | 11,33 | 47,62 | 7,94 | 3,18 | 5,08 | 12,06 | |
1,900 | 48,26 | 48,26 | 53,19 | 10 | 2,540 | 20,12 | 32,23 | 36,53 | 51,614 | 51,845 | 11,33 | 54,76 | 7,94 | 3,18 | 5,08 | 13,67 | |
2 3/8 | 60,32 | 60,32 | 65,89 | 8 | 3,175 | 29,31 | 43,26 | 49,23 | 63,697 | 64,148 | 13,56 | 67,46 | 9,52 | 3,50 | 6,35 | 23,83 | |
2 7/8 | 73,02 | 73,02 | 78,59 | 8 | 3,175 | 34,06 | 48,01 | 53,98 | 76,397 | 76,848 | 13,56 | 80,16 | 9,52 | 4,50 | 6,35 | 28,58 | |
3 1/2 | 88,90 | 88,90 | 95,25 | 8 | 3,175 | 40,41 | 54,36 | 60,32 | 93,064 | 93,516 | 13,56 | 96,85 | 9,52 | 6,35 | 6,35 | 34,92 | |
4 | 101,60 | 101,60 | 107,95 | 8 | 3,175 | 43,59 | 57,53 | 63,50 | 105,764 | 106,216 | 13,56 | 109,55 | 9,52 | 6,35 | 6,35 | 38,10 | |
4 1/2 | 114,30 | 114,30 | 120,65 | 8 | 3,175 | 46,76 | 60,71 | 66,68 | 118,464 | 118,916 | 13,56 | 122,25 | 9,52 | 6,35 | 6,35 | 41,28 | |
| |||||||||||||||||
4.2.4 Предельные отклонения геометрических параметров профиля резьбы и резьбовых соединений указаны в таблице 9 для резьбовых соединений SC и LC, в таблице 10 - для резьбовых соединений NU и EU.
Таблица 9 - Предельные отклонения геометрических параметров резьбы и резьбовых соединений SC и LC
В миллиметрах
Геометрический параметр | Предельные отклонения параметра |
Конусность по среднему диаметру резьбы на длине 100 мм | +0,52 |
Шаг резьбы | |
на длине 25,4 мм | ±0,076 |
суммарный | ±0,152 |
Высота профиля резьбы | +0,051 |
Угол профиля 60° | ±1°30' |
Общая длина резьбы трубы | ± |
Минимальная длина резьбы с полными вершинами | Не менее |
Угол наружной фаски трубы 60° | ±5° |
Диаметр расточки в плоскости торца муфты | +0,79 |
Длина расточки муфты | +0,79 |
Угол внутренней фаски муфты 25° | ±5° |
Минимальная ширина торцевой плоскости муфты | Не менее |
| |
Таблица 10 - Предельные отклонения геометрических параметров резьбы и резьбовых соединений NU и EU
В миллиметрах
Геометрический параметр | Предельные отклонения параметра |
Конусность по среднему диаметру резьбы на длине 100 мм | +0,52 |
Шаг резьбы | |
на длине 25,4 мм | ±0,076 |
суммарный | ±0,152 |
Высота профиля резьбы | +0,051 |
Угол профиля резьбы 60° | ±1°30' |
Общая длина резьбы трубы | |
для резьбы с шагом 3,175 мм | ± |
для резьбы с шагом 2,540 мм: | +1,5 |
для соединения EU | -0.75 |
для соединения NU | ±1,5 |
Минимальная длина резьбы с полными вершинами | Не менее |
Угол наружной фаски трубы 60° | ±5° |
Диаметр расточки в плоскости торца муфты | +0,79 |
Длина расточки муфты | +0,79 |
Угол внутренней фаски муфты 25° | ±5° |
Минимальная ширина торцевой плоскости муфты | Не менее |
| |
4.3 Резьбовое соединение обсадных труб с упорной трапецеидальной резьбой ВС
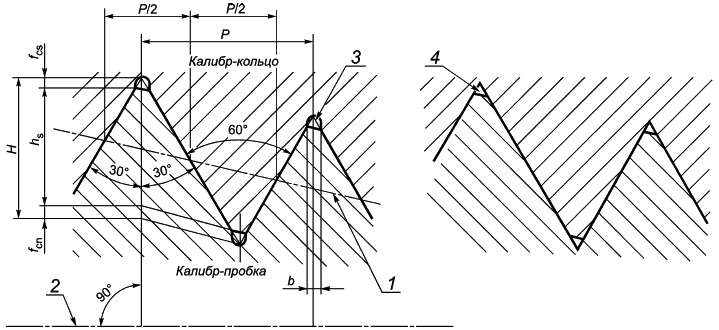
4.3.1 Форма и геометрические параметры профиля упорной трапецеидальной резьбы резьбового соединения ВС приведены на рисунке 5 для резьбы номинальным диаметром от 114,30 до 339,72 мм, на рисунке 6 - для резьбы номинальным диаметром 406,40 мм и более.
Примечание - В международных и американских стандартах к такому профилю резьбы применяется термин "buttress" ("упорная").
|
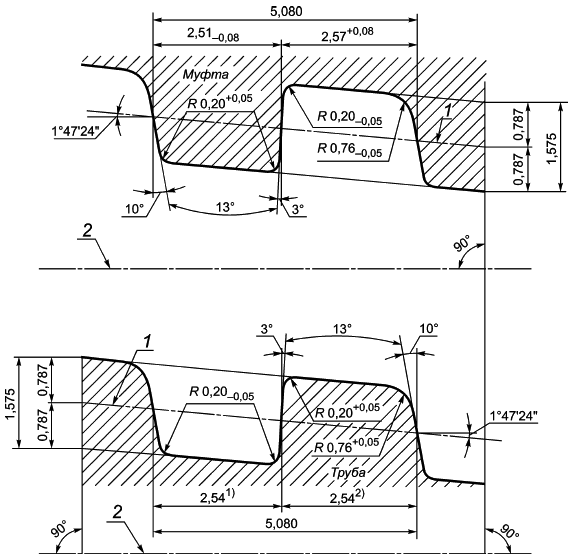
_______________
Предельные отклонения ширины впадины для резьбы номинальным диаметром 193,68 мм и менее - плюс 0,08 мм; для резьбы номинальным диаметром 219,08 мм и более - плюс 0,13 мм.
Предельные отклонения ширины выступа для резьбы номинальным диаметром 193,68 мм и менее - минус 0,08 мм; для резьбы номинальным диаметром 219,08 мм и более - минус 0,13 мм.
1 - средняя линия резьбы; 2 - ось резьбы
Примечания
1 Конусность резьбы на длине 100 мм - 6,25 мм (1:16).
2 Вершины и впадины резьбы параллельны средней линии резьбы.
3 Предельные отклонения радиусов закруглений, ширины выступа и ширины впадины резьбы указаны для проектирования резьбообразующего инструмента и не подлежат контролю.
Рисунок 5 - Профиль трапецеидальной резьбы резьбового соединения ВС для резьбы номинальным диаметром от 114,30 до 339,72 мм
|
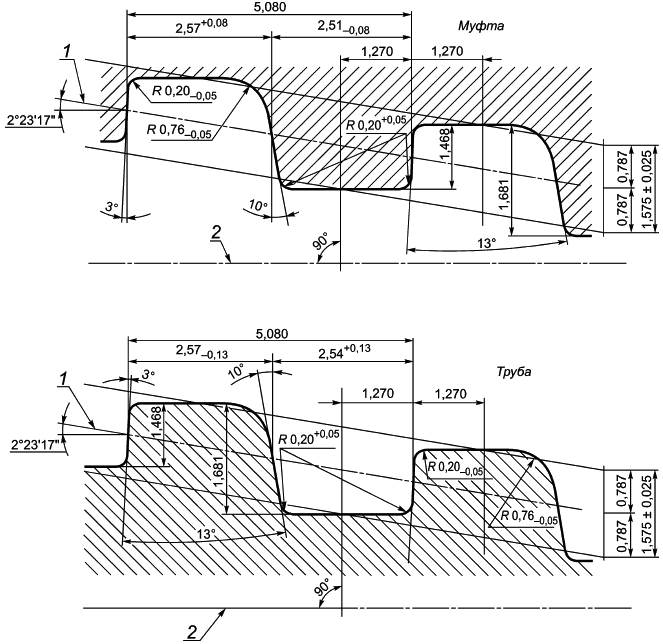
1 - средняя линия резьбы; 2 - ось резьбы
Примечания
1 Конусность резьбы на длине 100 мм - 8,33 мм (1:12).
2 Вершины и впадины резьбы параллельны оси резьбы.
3 Предельные отклонения радиусов закругления, ширины выступа и ширины впадины резьбы указаны для проектирования резьбообразующего инструмента и не подлежат контролю.
Рисунок 6 - Профиль трапецеидальной резьбы резьбового соединения ВС для резьбы номинальным диаметром 406,40 мм и более*
________________
* Письмом Росстандарта от 21.10.2021 г. N 16944-ИК/03 разъясняется, что "В рисунке 6 ГОСТ 34057-2017 допущена опечатка". Ширина впадиныы должна быть равна 2,51 мм. - .
4.3.2 Геометрические параметры резьбового соединения ВС приведены на рисунке 7 и в таблице 11.
4.3.3 Предельные отклонения геометрических параметров профиля резьбы и резьбового соединения ВС указаны в таблице 12.
|
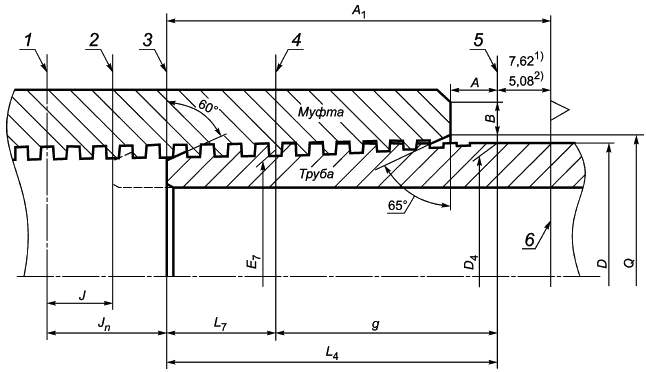
_______________
Для труб, наружным диаметром 339,72 мм и менее.
Для труб, наружным диаметром 406,40 мм и более.
1 - плоскость середины муфты; 2 - плоскость торца трубы при механическом свинчивании; 4* - плоскость торца трубы при ручном свинчивании; 4 - основная плоскость; 5 - плоскость конца выхода резьбы на трубе; 6 - плоскость основания треугольного клейма
________________
* Текст документа соответствует оригиналу. - .
Рисунок 7 - Резьбовое соединение ВС
Таблица 11 - Геометрические параметры резьбового соединения ВС
В миллиметрах
Обозначение номинального диаметра резьбы | Наруж- | Наруж- | Число витков резьбы на длине 25,4 мм | Шаг резьбы | Расс- | Длина резьбы с полным профи- | Общая длина резьбы трубы | Средний диаметр резьбы в основной плоскости | Расстоя- | Расс- | Расстоя- | Диаметр фаски в плоскости торца муфты | Мини- | Натяг при ручном свинчи- | Мини- | |
дюймы | мм | |||||||||||||||
4 1/2 | 114,30 | 114,30 | 114,71 | 5 | 5,080 | 50,394 | 42,00 | 92,39 | 113,132 | 12,70 | 22,86 | 100,01 | 117,86 | 3,18 | 2,54 | 31,84 |
5 | 127,00 | 127,00 | 127,41 | 45,17 | 95,57 | 125,832 | 25,40 | 103,19 | 130,56 | 3,97 | 5,08 | 35,01 | ||||
5 1/2 | 139,70 | 139,70 | 140,11 | 46,76 | 97,16 | 138,532 | 25,40 | 104,78 | 143,26 | 3,97 | 5,08 | 36,60 | ||||
5 3/4 | 146,05 | 146,05 | 146,51 | 48,35 | 98,74 | 144,881 | 25,40 | 106,36 | 149,61 | 6,40 | 5,08 | 38,19 | ||||
6 5/8 | 168,28 | 168,28 | 168,68 | 51,52 | 101,92 | 167,107 | 25,40 | 109,54 | 171,83 | 6,35 | 5,08 | 41,36 | ||||
7 | 177,80 | 177,80 | 178,21 | 56,29 | 106,68 | 176,632 | 25,40 | 114,30 | 181,36 | 5,56 | 5,08 | 46,13 | ||||
7 5/8 | 193,68 | 193,68 | 194,08 | 61,05 | 111,44 | 192,507 | 25,40 | 119,06 | 197,23 | 7,94 | 5,08 | 50,89 | ||||
8 5/8 | 219,08 | 219,08 | 219,48 | 64,22 | 114,62 | 217,907 | 25,40 | 122,24 | 222,63 | 9,52 | 5,08 | 54,06 | ||||
9 5/8 | 244,48 | 244,48 | 244,88 | 64,22 | 114,62 | 243,307 | 25,40 | 122,24 | 248,03 | 9,52 | 5,08 | 54,06 | ||||
10 3/4 | 273,05 | 273,05 | 273,46 | 64,22 | 114,62 | 271,882 | 25,40 | 122,24 | 276,61 | 9,52 | 5,08 | 54,06 | ||||
11 3/4 | 298,45 | 298,45 | 298,86 | 64,22 | 114,62 | 297,282 | 25,40 | 122,24 | 302,01 | 9,52 | 5,08 | 54,06 | ||||
12 3/4 | 323,85 | 323,85 | 324,31 | 64,22 | 114,62 | 322,681 | 25,40 | 122,24 | 327,41 | 9,52 | 5,08 | 54,06 | ||||
13 3/8 | 339,72 | 339,72 | 340,13 | 64,22 | 114,62 | 338,557 | 25,40 | 122,24 | 343,28 | 9,52 | 5,08 | 54,06 | ||||
16 | 406,40 | 406,40 | 406,40 | 37,795 | 79,36 | 117,16 | 404,825 | 22,22 | 122,24 | 410,31 | 9,52 | 4,44 | 69,20 | |||
16 3/4 | 425,45 | 425,45 | 426,00 | 79,36 | 117,16 | 424,425 | 22,22 | 122,24 | 429,60 | 9,52 | 4,44 | 69,20 | ||||
18 5/8 | 473,08 | 473,08 | 473,08 | 79,36 | 117,16 | 471,500 | 22,22 | 122,24 | 476,99 | 9,52 | 4,44 | 69,20 | ||||
20 | 508,00 | 508,00 | 508,00 | 79,36 | 117,16 | 506,425 | 22,22 | 122,24 | 511,91 | 9,52 | 4,44 | 69,20 | ||||
| ||||||||||||||||
Таблица 12 - Предельные отклонения геометрических параметров резьбового соединения ВС
В миллиметрах
Геометрический параметр | Предельные отклонения параметра |
Конусность резьбы на длине 100 мм: | |
по наружному диаметру внутренней резьбы | +0,45 |
по внутреннему диаметру наружной резьбы: | |
на длине резьбы с полным профилем | +0,35 |
на длине резьбы с неполным профилем | +0,45 |
Шаг резьбы | |
на длине 25,4 мм: | |
для труб наружным диаметром 339,72 мм и менее | ±0,051 |
для труб наружным диаметром 406,40 мм и более | ±0,076 |
суммарный | ±0,102 |
Высота профиля резьбы 1,575 | ±0,025 |
Угол профиля резьбы 13° | ±1° |
Угол наружной фаски трубы 60° | ±5° |
Угол внутренней фаски муфты 65° | +5° |
Минимальная длина резьбы с полными вершинами | Не менее |
Минимальная ширина торцевой плоскости муфты | Не менее |
Расстояние от торца трубы до основания треугольного клейма | ±0,79 |
| |
4.4 Общие требования к резьбовому соединению
4.4.1 Конструкция резьбового соединения
Резьба соединений должна быть правой, геометрические параметры резьбовых соединений с учетом допустимых отклонений должны соответствовать требованиям, установленным в настоящем стандарте.
Примечание - В конструкции резьбовых соединений SC и LC обсадных труб общая длина резьбы трубы определяется расчетом, основанным на обеспечении минимальной толщины стенки трубы под впадиной резьбы, определяемой по следующей формуле
![]() или 2,29, в зависимости от того, что больше,
или 2,29, в зависимости от того, что больше,
где - минимальная толщина стенки трубы под впадиной резьбы, мм;
- наружный диаметр трубы, мм.
Резьба трубы должна начинаться на наружной фаске (рисунки 2, 4, 7), при этом малый диаметр фаски должен быть меньше внутреннего диаметра резьбы.
Резьба муфты должна начинаться на внутренней фаске (рисунки 2, 4, 7) и продолжаться до середины муфты.
4.4.2 Качество поверхности резьбы
4.4.2.1 На поверхности наружной резьбы в пределах длины резьбы и поверхности внутренней резьбы в пределах длины от расточки муфты до плоскости, расположенной на расстоянии
![]() от середины муфты, не должно быть следов коррозии, видимых задиров, надрезов, вмятин и других несовершенств, которые нарушают непрерывность резьбы и могут привести к отслоению металла или защитного покрытия и образованию задиров при свинчивании.
от середины муфты, не должно быть следов коррозии, видимых задиров, надрезов, вмятин и других несовершенств, которые нарушают непрерывность резьбы и могут привести к отслоению металла или защитного покрытия и образованию задиров при свинчивании.
Допускаются неглубокие риски и царапины, неровности поверхности, не влияющие на непрерывность резьбы и не вызывающие отслоения защитного покрытия резьбы.
Допускается зачистка поверхности резьбы и других элементов резьбового соединения для уменьшения глубины несовершенств или для их удаления, при условии соблюдения требований к геометрическим параметрам резьбы и резьбовых соединений.
На поверхности наружной резьбы резьбового соединения ВС в пределах длины резьбы допускается не более двух витков резьбы с черновинами, общей протяженностью на каждом витке не более 25% длины витка резьбы.
4.4.2.2 На поверхности наружной резьбы в пределах длины резьбы с неполным профилем (от конца длины резьбы и до плоскости конца сбега или выхода резьбы) не допускаются риски, царапины, закаты, раковины, вмятины, следы от инструмента и грузозахватных приспособлений и другие несовершенства глубиной, выходящей за внутренний диаметр резьбы или превышающей 12,5% номинальной толщины стенки трубы, при измерении от наружной поверхности трубы.
На этой длине допускается зачистка поверхности резьбы для выявления или удаления несовершенств, при глубине зачистки, не превышающей допустимую глубину несовершенств.
4.4.2.3 Несовершенства поверхности резьбы в пределах, указанных в 4.4.3.2*, допускаются при следующих условиях:
________________
* Текст документа соответствует оригиналу. - .
а) если несовершенства были выявлены до или во время нарезания резьбы, но не удалены, то конец трубы с несовершенствами должен быть концом, поставляемым без навинченной муфты. Навинчивание муфты на конец трубы с несовершенствами, выявленными до или во время нарезания резьбы, допускается только при условии, указанном в 4.4.3.3, перечисление в);
б) если конец трубы с несовершенствами в пределах, указанных в 4.4.3.2, является концом трубы, поставляемым без навинченной муфты;
в) если несовершенства были выявлены до или во время нарезания резьбы и удалены, а зачистка плавно переходит в контур трубы, то на конец трубы допускается навинчивание муфты;
г) если несовершенства на конце трубы под муфтой, обнаруженные потребителем, находятся в пределах, указанных в 4.4.3.2. Если глубина несовершенства превышает допустимые пределы, то оно считается дефектом. Труба с дефектом может быть забракована или отремонтирована посредством отрезания конца трубы с дефектом и нарезания новой резьбы.
4.4.2.4 Высота микронеровностей (шероховатость), , поверхности резьбы не должна превышать 3,2 мкм.
4.4.3 Соосность резьбы муфты
Оси резьбы концов муфты должны совпадать.
Отклонение от соосности резьбы в плоскости торца муфты не должно превышать 0,8 мм.
Отклонение от соосности резьбы на расстоянии 1 м от середины муфты не должно превышать 3,1 мм:
- для муфт с резьбовым соединением LP, предназначенных для труб наружным диаметром 168,28 мм и более;
- для муфт с резьбовыми соединениями SC, LC, NU, EU и BC, предназначенных для труб любого наружного диаметра.
4.4.4 Покрытие внутренней резьбы
Резьба муфт с резьбовым соединением LP, предназначенных для труб наружным диаметром 60,32 мм и более, а также муфт с резьбовыми соединениями SC, LC, NU, EU и BC, предназначенных для труб любого наружного диаметра, должна иметь цинковое, оловянное, фосфатное или другое покрытие, для обеспечения свинчивания резьбовых соединений без задиров и заедания.
4.4.5 Треугольное клеймо
Треугольное клеймо в виде равностороннего треугольника с высотой 9,52 мм должно быть нанесено на каждый из концов следующих труб:
- с резьбовым соединением SC, наружным диаметром 406,40; 425,45; 473,08; 508,00 мм, с пределом прочности до 655 МПа вкл. - на расстоянии ![]() мм от торца трубы (рисунок 4, таблица 5);
мм от торца трубы (рисунок 4, таблица 5);
- с резьбовым соединением LC, наружным диаметром 508,00 мм - на расстоянии ![]() мм от торца трубы (рисунок 4, таблица 6);
мм от торца трубы (рисунок 4, таблица 6);
- с резьбовым соединением BC на расстоянии от торца трубы (рисунок 7, таблица 11).
Если в заказе на поставку не указано иное, то треугольное клеймо может быть заменено поперечной белой полосой размером 10х75 мм.
Дополнительно на конец труб с резьбовым соединением BC без навинченной муфты (ниппельный конец) должна быть нанесена светлой краской продольная полоса размером 25x610 мм, на конец труб с навинченной муфтой (муфтовый конец) - полоса размером 25x102 мм (рисунок 8).
|
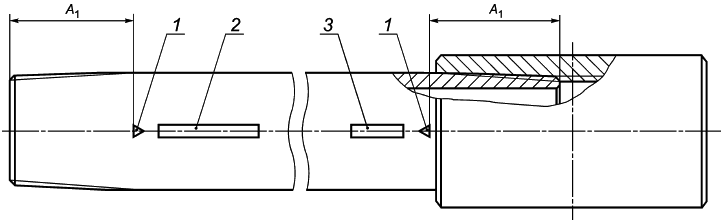
1 - треугольное клеймо; 2 - полоса размером 25x610 мм на ниппельном конце трубы; 3 - полоса размером 25x102 мм на муфтовом конце трубы; - расстояние от торца трубы до основания треугольного клейма
Рисунок 8 - Положение треугольного клейма на трубах с резьбовым соединением BC
4.4.6 Герметичность и свинчивание
Точность формы, геометрических параметров и качество поверхности резьбы должны обеспечивать герметичность резьбового соединения при правильно выполненном механическом свинчивании и использовании резьбовой смазки, соответствующей требованиям нормативно-технической документации.
_______________
В Российской Федерации необходимо использовать ГОСТ Р ИСО 13678-2015 "Трубы обсадные, насосно-компрессорные, трубопроводные и элементы бурильных колонн, для нефтяной и газовой промышленности. Оценка и испытание резьбовых смазок".
Примечание - Герметичным считается соединение, которое при правильном механическом свинчивании с использованием соответствующей резьбовой смазки не имеет утечек при температуре окружающей среды и расчетном давлении для гидростатического испытания.
При правильном механическом свинчивании резьбовых соединений LP, SC, LC, NU и EU разность между фактической длиной муфты и расстоянием от свободного торца муфты до торца трубы, измеренным внутри муфты, не должна отличаться от номинального значения общей длины резьбы трубы :
- для труб с резьбовым соединением LP - более чем на ±2Р;
- для труб с резьбовыми соединениями NU, EU, SC и LC - более чем на ±6,4 мм, за исключением труб, свинчиваемых по положению муфты относительно треугольного клейма.
При правильном механическом свинчивании резьбовые соединения NU и EU должны выдерживать четырехкратное свинчивание и развинчивание без повреждений витков резьбы.
Для следующих труб положение торца муфты по отношению к основанию треугольного клейма является критерием правильности свинчивания соединения:
- для труб с резьбовым соединением SC, наружным диаметром 406,40; 425,45; 473,08; 508,00 мм, с пределом прочности не более 655 МПа:
- для труб с резьбовым соединением LC, наружным диаметром 508,00 мм;
- для труб с резьбовым соединением BC.
При правильном механическом свинчивании таких труб с муфтами торец муфты должен находиться между вершиной треугольного клейма и плоскостью, расположенной на длине одного витка резьбы (шага резьбы) от основания треугольного клейма.
5 Контроль резьбовых соединений
5.1 Порядок контроля
5.1.1 Контроль резьбовых соединений проводит изготовитель изделий с резьбовыми соединениями или предприятие, нарезающее резьбу. Допускается проведение контроля резьбовых соединений представителем заказчика.
Изготовитель может применять для технологического контроля резьбовых соединений различные средства измерений или методы контроля, но приемку резьбовых соединений он должен осуществлять по результатам контроля, проводимого в соответствии с требованиями настоящего стандарта.
Контроль геометрических параметров резьбовых соединений на соответствие требованиям настоящего стандарта изготовитель или нарезчик резьбы осуществляют до свинчивания резьбовых соединений.
После механического свинчивания и развинчивания резьбовых соединений допускаются отклонения геометрических параметров соединений, превышающие предельные отклонения, установленные в настоящем стандарте.
5.1.2 Контролю подвергают:
а) качество поверхности резьбы;
б) геометрические параметры резьбового соединения, для которых установлены предельные отклонения в таблицах 3, 9, 10 и 12;
в) выход резьбы (только для резьбового соединения BC);
г) соосность резьбы муфты;
д) натяг резьбы.
5.1.3 Контроль качества поверхности резьбы проводят на каждой трубе и каждой муфте.
5.1.4 Геометрические параметры резьбового соединения, выход резьбы, соосность резьбы муфты и натяг резьбы контролируют в объемах и с периодичностью, установленными в технологической документации изготовителя.
Контроль геометрических параметров проводят на резьбовых соединениях всех типов, кроме резьбового соединения LP с шагом резьбы менее 2,209 мм, на котором проводят только контроль общей длины резьбы трубы.
5.2 Методы контроля
5.2.1 Контроль качества поверхности резьбы на соответствие требованиям, установленным в 4.4.1, проводят визуально без применения увеличительных приспособлений.
5.2.2 Контроль геометрических параметров резьбовых соединений осуществляют при помощи универсальных и специальных средств измерений, обеспечивающих необходимую точность измерений, в соответствии с нормативной и технической документацией, утвержденной в установленном порядке. При необходимости приборы должны быть снабжены установочными мерами.
Примечание - Применение средств измерений для контроля соответствующих геометрических параметров должно осуществляться в соответствии с технической документацией на эти средства измерений или документацией на методы контроля.
5.2.3 Контроль натяга резьбы проводят в соответствии с разделом 6 при помощи резьбовых калибров, требования к которым установлены в разделе 7.
5.2.4 При контроле геометрических параметров резьбового соединения должны соблюдаться следующие условия:
а) перед контролем поверхность резьбового соединения должна быть тщательно очищена;
б) контроль параметров должен проводиться перед нанесением покрытия или после удаления покрытия химическим способом;
в) контроль параметров должен проводиться до механического свинчивания резьбового соединения, т.к. деформации, возникающие при механическом свинчивании, могут привести к отклонениям параметров резьбы, превышающим установленные предельные отклонения;
г) перед контролем приборы, калибры и изделия, подлежащие контролю, должны выдерживаться при температуре, при которой проводится контроль, в течение времени, достаточного для выравнивания температуры.
5.3 Положение измерений
5.3.1 Измерение геометрических параметров резьбовых соединений проводят:
- длины резьбы - параллельно оси резьбы;
- высоты профиля - в плоскости перпендикулярной оси резьбы;
- шага резьбы - параллельно оси резьбы, вдоль средней линии резьбы;
- конусности резьбы - вдоль оси резьбы;
- выхода резьбы резьбового соединения BC - в плоскости перпендикулярной оси резьбы;
- соосности резьбы муфты - в плоскости торца муфты и плоскости измерений, расположенной перпендикулярно оси муфты на заданном расстоянии от середины муфты или в плоскости оси муфты по впадинам резьбы с противоположных сторон муфты.
5.3.2 Конусность резьбы определяют:
- для резьбовых соединений LP, SC, LC, NU, EU при измерении средних диаметров резьбы;
- для резьбового соединения BC - при измерении диаметров впадин резьбы (внутреннего диаметра резьбы для наружной резьбы и наружного диаметра резьбы для внутренней резьбы).
5.4 Интервалы измерений
5.4.1 Высоту профиля, шаг и конусность наружной и внутренней резьбы резьбовых соединений LP, SC, LC, NU, EU измеряют на витках резьбы с полным профилем.
Высоту профиля, шаг наружной и внутренней резьбы, конусность по наружному диаметру внутренней резьбы резьбового соединения ВС измеряют на витках резьбы с полным профилем, конусность по внутреннему диаметру наружной резьбы - на витках резьбы с полным и неполным профилем.
5.4.2 При определении высоты профиля, шага и конусности резьбы измерения проводят начиная от первого или последнего витка резьбы с полным профилем через интервал, равный:
- 25,4 мм для резьбы, имеющей расстояние между первым и последним витками с полным профилем, превышающее 25,4 мм;
- 12,7 мм для резьбы, имеющей расстояние между первым и последним витками с полным профилем от 12,7 до 25,4 мм;
- 4Р для резьбы с шагом 2,209 мм.
Допускается перекрытие интервалов измерений.
При определении суммарного шага резьбы измерения проводят между первым и последним витками резьбы с полным профилем на интервале, равном:
- наибольшему кратному 12,7 мм - при четном числе витков на длине 25,4 мм;
- наибольшему кратному 25,4 мм - при нечетном числе витков на длине 25,4 мм.
При определении конусности резьбы полученные значения конусности должны быть пересчитаны пропорционально отношению интервала измерений к длине 100 мм.
5.4.3 Первым витком резьбы с полным профилем является виток, ближайший к торцу трубы или муфты и имеющий по обе стороны вершины и впадины с полным профилем.
Последним витком с полным профилем наружной резьбы должен быть виток, расположенный на расстоянии:
- ![]() от последней впадины резьбы - для резьбовых соединений LP, NU и EU;
от последней впадины резьбы - для резьбовых соединений LP, NU и EU;
- 12,7 мм от последней впадины резьбы - для резьбовых соединений SC и LC;
- от торца трубы - для резьбового соединения ВС.
Последним витком с полным профилем внутренней резьбы должен быть виток, расположенный на расстоянии ![]() от середины муфты.
от середины муфты.
5.5 Измерительные наконечники
5.5.1 Измерительные наконечники индикаторных приборов для определения конусности и измерения шага резьбы должны иметь сферическую форму и диаметр, указанный в таблицах 13 и 14.
Таблица 13 - Диаметры измерительных наконечников приборов для определения конусности и шага резьбы соединений LP, SC, LC, NU, EU
Тип резьбового соединения | Шаг резьбы, мм | Число витков на длине 25,4 мм | Диаметр измерительного наконечника, мм ±0,05 |
SC, LC, NU, EU | 3,175 | 8 | 1,83 |
2,540 | 10 | 1,45 | |
LP | 3,175 | 8 | 1,83 |
2,209 | 11 1/2 | 1,27 | |
1,814 | 14 | 1,04 | |
1,411 | 18 | 0,81 | |
0,941 | 27 | 0,53 | |
Примечание - Допускается применять наконечники диаметром и предельными отклонениями диаметра по ГОСТ 2475. | |||
Таблица 14 - Диаметры измерительных наконечников приборов для определения конусности, шага и выхода резьбы соединения BC
Геометрический параметр | Диаметр измерительного наконечника, мм, ±0,05 |
Конусность | 2,29 |
Шаг | 1,57 |
Выход | 1,45 |
Примечание - Допускается применять наконечники диаметром и предельными отклонениями диаметра по ГОСТ 2475. | |
Измерительные наконечники приборов для определения конусности и измерения шага резьбы соединений LP, SC, LC, NU, EU должны контактировать с боковыми сторонами витков резьбы приблизительно по средней линии резьбы.
Измерительные наконечники приборов для определения конусности и измерении шага резьбы соединения BC должны контактировать одновременно с впадинами и боковыми сторонами витков резьбы, имеющими угол наклона 3°.
5.5.2 Измерительные наконечники индикаторных приборов для измерения высоты профиля резьбы соединений LP, SC, LC, NU, EU должны иметь коническую форму с углом конуса не более 50°, для измерения высоты профиля резьбы соединения BC - коническую форму с углом конуса не более 50° или сферическую форму и диаметр не более 2,34 мм.
Измерительные наконечники приборов для измерения высоты профиля резьбы не должны контактировать с боковыми сторонами профиля резьбы.
Приборы для измерения высоты профиля резьбы номинальным диаметром 406,40 мм и более должны иметь основание (опору) ступенчатого типа.
5.5.3 Для определения правильности выхода резьбы резьбового соединения BC применяют индикаторные приборы для измерения сбега резьбы. Измерительные наконечники таких приборов должны иметь сферическую форму и диаметр, указанный в таблице 14.
Измерительный наконечник прибора помещают во впадину резьбы под углом 90° к концу резьбы или вершине треугольного клейма, в зависимости от того, расстояние до какого из них от торца трубы меньше. Прибор поворачивают по часовой стрелке до выхода наконечника из впадины резьбы или до захода за вершину треугольного клейма. Если показания прибора не превышают 0,13 мм, выход резьбы считается правильным.
5.6 Установочные меры
5.6.1 Для настройки шагомеров применяют установочные меры, имеющие треугольные выемки-пазы - для треугольной резьбы и трапецеидальные выемки-пазы - для трапецеидальной резьбы. Расстояние между этими выемками должно быть скорректировано с учетом компенсации погрешности измерения шага параллельно образующей конуса резьбы, вместо измерения шага параллельно оси резьбы, в соответствии со значениями, приведенными в таблице 15. Отклонение расстояния между двумя смежными выемками установочной меры не должно превышать ±0,0025 мм, между двумя любыми несмежными выемками - ±0,0050 мм.
Таблица 15 - Компенсированная длина резьбы для измерения шага резьбы
В миллиметрах
Длина резьбы при измерении шага резьбы параллельно оси резьбы | Компенсированная длина резьбы для измерения шага резьбы параллельно образующей конуса резьбы, при конусности | |
1:16 | 1:12 | |
8,835 | 8,839 | - |
12,700 | 12,706 | - |
25,400 | 25,412 | 25,422 |
38,100 | 38,119 | 38,133 |
50,800 | 50,825 | 50,844 |
63,500 | 63,531 | 63,555 |
76,200 | 76,237 | 76,266 |
88,900 | 88,943 | 88,977 |
101,600 | 101,650 | 101,688 |
| ||
5.6.2 Для настройки глубиномеров - приборов, измеряющих высоту резьбы, применяют установочные меры с призматическими U- и V-образными канавками для треугольной резьбы и трапецеидальной резьбы номинальным диаметром 339,72 мм и менее или ступенчатые установочные меры с U-образными канавками для трапецеидальной резьбы номинальным диаметром 406,40 мм и более.
Глубина канавок должна быть равной:
- 2,413 мм - для резьбы с шагом 3,175 мм резьбового соединения LP;
- 1,679 мм - для резьбы с шагом 2,209 мм резьбового соединения LP;
- 1,808 мм - для резьбы с шагом 3,175 мм резьбовых соединений SC, LC, NU и EU;
- 1,412 мм - для резьбы с шагом 2,540 мм резьбовых соединений NU и EU;
- 1,575 мм - для резьбы номинальным диаметром 339,72 мм и менее резьбового соединения BC.
Предельные отклонения глубины канавок ±0,005 мм.
Угол призмы установочных мер с призматическими V-образными канавками должен быть не более 60°.
Ширина среза профиля канавки по впадине должна быть равной:
- 0,079 мм - для резьбы с шагом 3,175 мм резьбового соединения LP;
- 0,056 мм - для резьбы с шагом 2,209 мм резьбового соединения LP;
- 0,330 мм - для резьбы с шагом 3,175 мм резьбовых соединений SC, LC, NU и EU;
- 0,254 мм - для резьбы с шагом 2,540 мм резьбовых соединений NU и EU.
Контрольные меры для резьбы номинальным диаметром 406,40 мм и более резьбового соединения BC должны иметь U-образную канавку:
- глубиной до первой площадки, равной 1,468 мм;
- глубиной до второй площадки, равной 1,681 мм.
Предельные отклонения ширины среза профиля и глубины канавки ±0,005 мм.
Примечание - Настройку глубиномера проводят по мерам с U-образной канавкой, и для всех резьбовых соединений, кроме BC, дополнительно проверяют по мерам с V-образной канавкой. Показание прибора при настройке по мере с V-образной канавкой не должно отличаться от первоначального показания более чем на 0,013 мм. Превышение этого значения свидетельствует об износе или повреждении измерительного наконечника, который должен быть заменен.
Допускается проводить настройку глубиномера по гладкой поверхности.
5.6.3 Контроль правильности выхода резьбы резьбового соединения BC проводят прибором для измерения сбега резьбы с измерительным наконечником сферической формы диаметром, указанным в таблице 14.
Измерительный наконечник прибора помещают во впадину резьбы под углом 90° к концу резьбы или вершине треугольного клейма, в зависимости от того, какое расстояние меньше - от торца трубы до конца резьбы или от торца трубы до вершины треугольного клейма. Прибор поворачивают по часовой стрелке до выхода наконечника из впадины резьбы или до захода за вершину треугольного клейма. Если показания прибора не превышают 0,13 мм, выход резьбы считается правильным.
5.6.4 Контроль формы профиля резьбы и геометрических параметров профиля резьбы - углов наклона боковых сторон и угла профиля допускается проводить по слепкам с резьбы. Слепок с резьбы должен быть сделан из стабильного материала, не обладающего усадкой.
6 Контроль резьбы калибрами
6.1 Виды калибров и их взаимосвязь
6.1.1 Применяют следующие виды резьбовых калибров:
- контрольный калибр-пробка;
- контрольный калибр-кольцо;
- рабочий калибр-пробка;
- рабочий калибр-кольцо.
6.1.2 Нарезчик резьбы должен иметь контрольные калибры или иметь доступ к контрольным калибрам для припасовки к ним рабочих калибров для резьбы каждого номинального диаметра и типа резьбового соединения. Комплект контрольных резьбовых калибров состоит из контрольного калибра-пробки и сопряженного с ним контрольного калибра-кольца. Натяг в сопряжении комплекта контрольных калибров должен быть установлен при сертификации или калибровке контрольных калибров.
Изготовитель резьбы должен иметь рабочие калибры для контроля резьбы каждого номинального диаметра и типа резьбового соединения. Состояние рабочих калибров должно обеспечивать соответствие контролируемой резьбы требованиям настоящего стандарта.
Изготовитель должен разработать документированную процедуру измерения износа (изменения натяга рабочих калибров по контрольным калибрам) каждого рабочего калибра-кольца и калибра-пробки, которые используют для контроля резьбы. Эта процедура должна содержать подробное описание контроля, его периодичность и критерии отбраковки, по которым рабочий калибр-кольцо или калибр-пробка не допускаются для дальнейшего применения. Результаты измерений должны быть задокументированы. Записи по процедурам и измерениям должны сохраняться не менее трех лет после последнего применения каждого рабочего калибра. Изготовитель должен также установить и задокументировать периодичность контроля резьбы изделий рабочими калибрами.
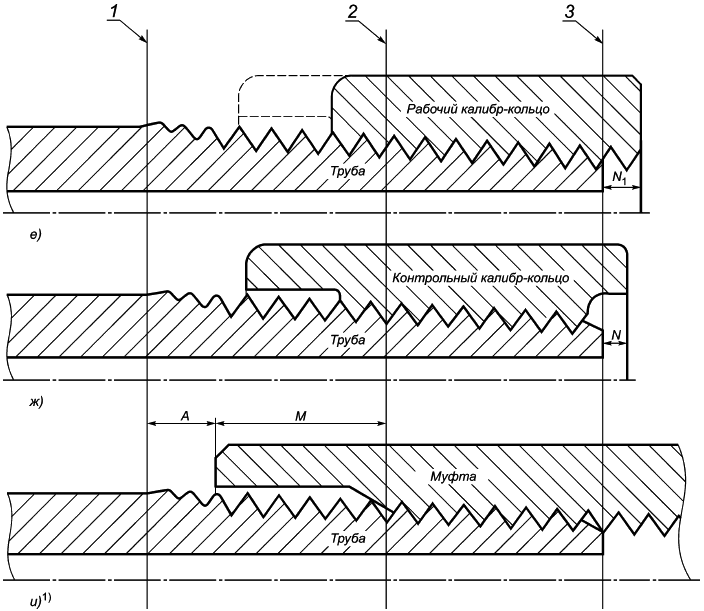
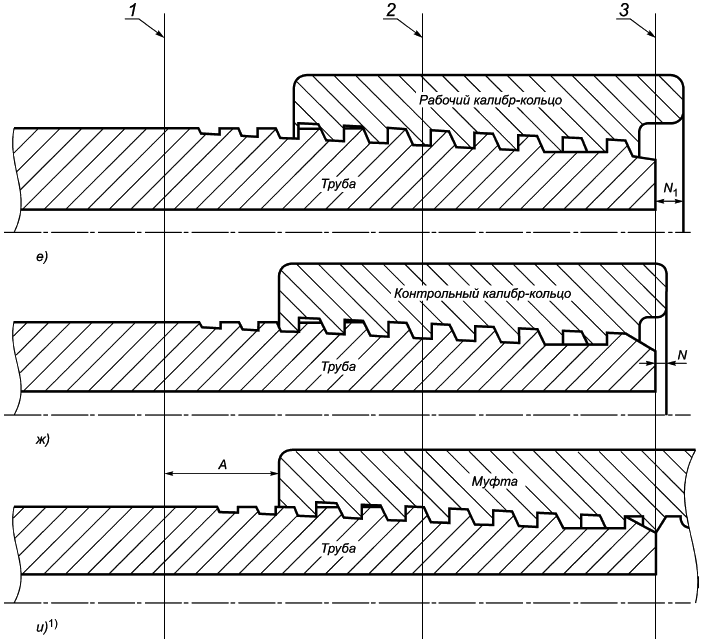
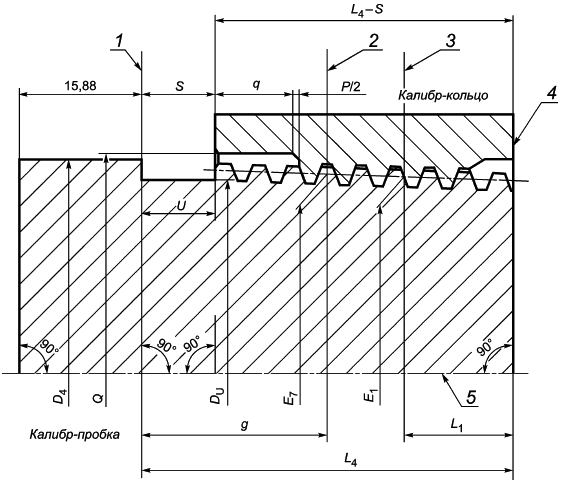
6.1.3 Взаимосвязь и взаимное положение контрольных калибров, рабочих калибров и резьбы изделий должны соответствовать схемам, показанным на рисунках 9 и 10.
6.2 Назначение калибров
Резьбовой контрольный калибр-пробка является эталоном в схеме передачи натяга от контрольного калибра-пробки к контрольному и рабочему калибрам-кольцам. Резьбовой контрольный калибр-пробка предназначен для определения:
- натягов и
контрольного калибра-кольца [рисунки 9 а) и 10 а)], при этом значение
должно быть указано в маркировке на контрольном калибре-кольце;
- натяга рабочего калибра-кольца [рисунки 9 в) и 10 в)], при этом значение
должно быть указано в маркировке на рабочем калибре-кольце или в документе на рабочий калибр-кольцо.
Примечание - Исходное значение натяга в сопряжении контрольного калибра-кольца и контрольного калибра-пробки является основой для определения износа или необратимых изменений калибров. Отклонение натяга
от исходного значения должно учитываться при определении значений натяга рабочего калибра-кольца.
Резьбовой контрольный калибр-кольцо является эталоном в схеме передачи натяга от контрольного калибра-кольца к рабочему калибру-пробке. Резьбовой контрольный калибр-кольцо предназначен для определения исходного натяга рабочего калибра-пробки [рисунки 9 б) и 10 б)]. Значение
должно быть указано в маркировке на рабочем калибре-пробке или в документе на рабочий калибр-пробку.
Резьбовой рабочий калибр-пробка предназначен для контроля натяга муфты, определяемого как ![]() [рисунки 9 г) и 10 г)].
[рисунки 9 г) и 10 г)].
Резьбовой рабочий калибр-кольцо предназначен для контроля натяга трубы [рисунки 9 е) и 10 е)].
В спорных случаях могут быть использованы контрольный калибр-пробка для контроля натяга муфты [рисунки 9 б) и 10 б)] и контрольный калибр-кольцо для контроля натяга
трубы [рисунки 9 ж) и 10 ж)].
Примечание - Применение контрольных калибров для контроля резьбы изделий должно быть сведено к минимуму. Оно должно ограничиваться случаями, вызванными разногласиями в оценке соответствия, которые не могут быть разрешены перепроверкой рабочего калибра по контрольному калибру. При свинчивании контрольных калибров с резьбой изделий должна соблюдаться особая осторожность.
|
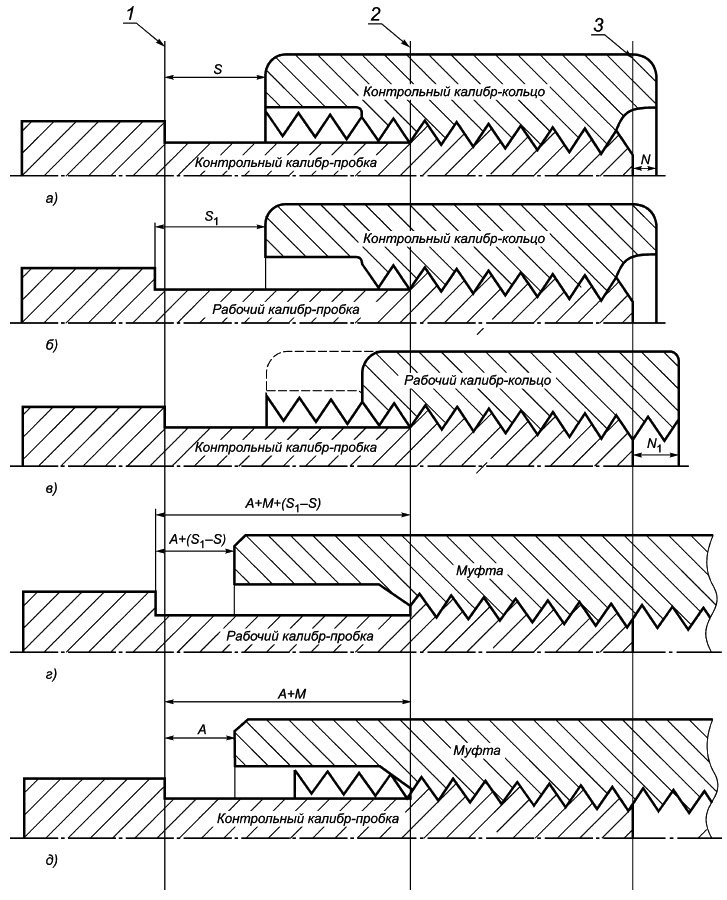
|
_______________
Соединение трубы и муфты с номинальными геометрическими параметрами резьбы, свинченное вручную.
1 - плоскость конца сбега резьбы; 2 - плоскость ручного свинчивания; 3 - плоскость торца трубы; - натяг при свинчивании контрольного калибра-пробки и муфты (расстояние от фланца калибра-пробки до торца муфты) или натяг при свинчивании вручную трубы и муфты;
![]() - расстояние от фланца контрольного калибра-пробки до плоскости ручного свинчивания;
- расстояние от фланца контрольного калибра-пробки до плоскости ручного свинчивания; ![]() - натяг при свинчивании муфты и рабочего калибра-пробки (расстояние от фланца рабочего калибра-пробки до торца муфты);
- натяг при свинчивании муфты и рабочего калибра-пробки (расстояние от фланца рабочего калибра-пробки до торца муфты); ![]() - расстояние от фланца рабочего калибра-пробки до плоскости ручного свинчивания;
- расстояние от фланца рабочего калибра-пробки до плоскости ручного свинчивания; - расстояние от торца муфты до плоскости ручного свинчивания;
- натяг в паре контрольных калибров (разность номинального значения
и расстояния от плоскости конца сбега резьбы на калибре-пробке до малого торца калибра-кольца) или натяг при свинчивании трубы и контрольного калибра-кольца (расстояние между малым торцом контрольного калибра-кольца и торцом трубы);
- натяг при свинчивании контрольного калибра-пробки и рабочего калибра-кольца (расстояние между малым торцом контрольного калибра-пробки и малым торцом рабочего калибра-кольца) или натяг при свинчивании трубы и рабочего калибра-кольца (расстояние между малым торцом рабочего калибра-кольца и торцом трубы);
- натяг в паре контрольных калибров (расстояние от плоскости конца сбега резьбы калибра-пробки до большего торца калибра-кольца);
- натяг при свинчивании рабочего калибра-пробки и контрольного калибра-кольца (расстояние от фланца рабочего калибра-пробки до большего торца контрольного калибра-кольца)
Примечания
1 При определении находят разность номинальных длин контрольного и рабочего калибров-колец, равную
![]() , влияющую на
, влияющую на .
2 При контроле резьбы соединения LC с помощью рабочих калибров-колец для контроля резьбы соединения SC конец трубы будет выступать за малый торец калибра-кольца (как показано на рисунке д) на расстояние, равное ![]() .
.
Рисунок 9 - Схема взаимосвязи между контрольными калибрами, рабочими калибрами и резьбой изделий с резьбовыми соединениями LP, SC, LC, NU и EU
|
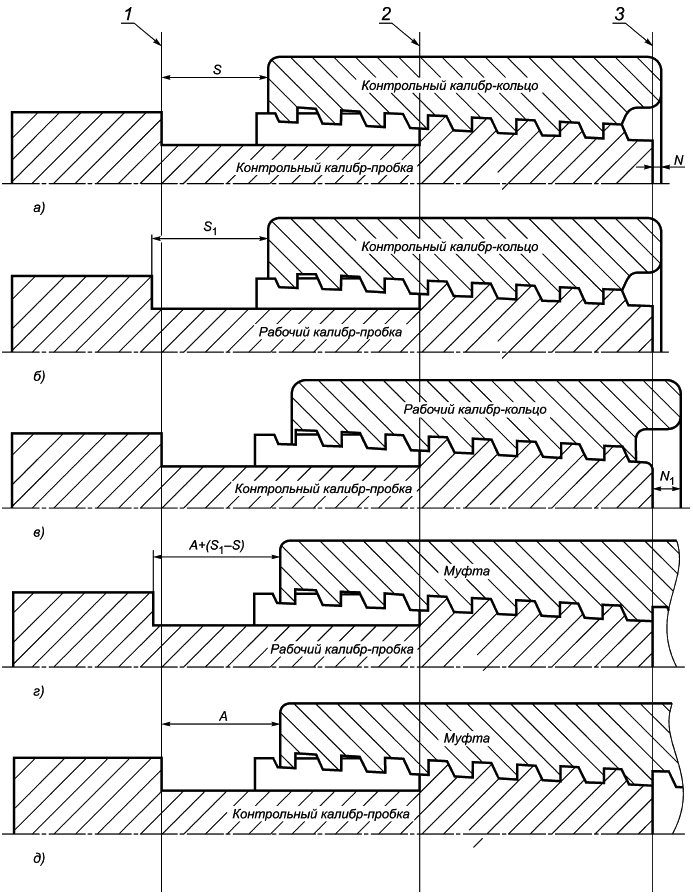
|
_______________
Соединение трубы и муфты с номинальными геометрическими параметрами резьбы, свинченное вручную.
1 - плоскость конца сбега резьбы; 2 - основная плоскость; 3 - плоскость торца трубы; - натяг при свинчивании контрольного калибра-пробки и муфты (расстояние от фланца калибра-пробки до торца муфты) или натяг при свинчивании вручную трубы и муфты;
![]() - натяг при свинчивании муфты и рабочего калибра-пробки (расстояние от фланца рабочего калибра-пробки до торца муфты);
- натяг при свинчивании муфты и рабочего калибра-пробки (расстояние от фланца рабочего калибра-пробки до торца муфты); - натяг в паре контрольных калибров (разность номинального значения
и расстояния от плоскости выхода резьбы калибра-пробки до малого торца калибра-кольца) или натяг при свинчивании трубы и контрольного калибра-кольца (расстояние между малым торцом контрольного калибра-кольца и торцом трубы);
, - натяг при свинчивании контрольного калибра-пробки и рабочего калибра-кольца (расстояние между малым торцом контрольного калибра-пробки и малым торцом рабочего калибра-кольца) или натяг при свинчивании трубы и рабочего калибра-кольца (расстояние между малым торцом рабочего калибра-кольца и торцом трубы);
- натяг в паре контрольных калибров (расстояние от плоскости конца выхода резьбы калибра-пробки до большего торца калибра-кольца);
- натяг при свинчивании рабочего калибра-пробки и контрольного калибра-кольца (расстояние от фланца рабочего калибра-пробки до большего торца контрольного калибра-кольца)
Примечание - При определении находят разность номинальных длин контрольного и рабочего калибров-колец, равную
![]() , влияющую на
, влияющую на .
Рисунок 10 - Схема взаимосвязи между контрольными калибрами, рабочими калибрами и резьбой изделий с резьбовым соединением BC
6.3 Предельные отклонения натягов в сопряжении калибров и калибров с изделиями
6.3.1 Пара контрольных калибров может применяться для дальнейшего использования при условии, что натяг в сопряжении между ними отличается от исходного значения натяга , определенного при сертификации или первичной калибровке калибров и маркированного на контрольном калибре-кольце, не более чем указано в таблице 16. Пара контрольных калибров, на которой обнаружено отклонение натяга
от исходного значения, выходящее за предельные отклонения, указанные в таблице 16, подлежит ремонту или замене.
Примечание - Увеличение натяга обычно указывает на наличие заусенцев, некоторых посторонних частиц или возможное необратимое изменение геометрических параметров резьбы калибров. Если наблюдается увеличение натяга, калибры должны быть очищены от заусенцев или посторонних частиц и перепроверены. Если увеличение натяга все еще превышает верхний предел, установленный в таблице 16, калибры должны быть отремонтированы или заменены.
Таблица 16 - Предельные отклонения натяга от исходного значения
Тип резьбового соединения | Число витков резьбы на длине 25,4 мм | Предельные отклонения натяга |
LP | 27 | +0,094 |
18 | +0,142 | |
14 | +0,180 | |
11 1/2 | +0,221 | |
8, при номинальном диаметре резьбы до 219,08 мм включ. | +0,318 | |
8, при номинальном диаметре резьбы от 273,05 мм | +0,318 | |
SC | 10 | +0,254 |
8, при номинальном диаметре резьбы до 219,08 мм включ. | +0,318 | |
8, при номинальном диаметре резьбы от 244,48 мм | +0,318 | |
ВС | 5, при номинальном диаметре резьбы до 219,08 мм включ. | +0,318 |
5, при номинальном диаметре резьбы от 244,48 мм | +0,318 |
6.3.2 За поддержание натяга контрольных калибров в пределах, установленных в таблице 16, несет ответственность пользователь калибров. Контрольные калибры должны подвергаться периодической проверке натяга в сопряжении пары калибров, при условиях указанных в 7.3.12. Интервал между проверками зависит от частоты использования калибров.
Отремонтированные контрольные калибры перед возобновлением использования должны быть повторно сертифицированы или калиброваны в установленном порядке.
6.3.3 Предельные отклонения натягов и
калибров-колец относительно плоскости торца трубы и натягов
и
![]() калибров-пробок относительно плоскости торца муфты указаны в таблице 17. Эти предельные отклонения не применимы для натяга в сопряжении трубы и муфты.
калибров-пробок относительно плоскости торца муфты указаны в таблице 17. Эти предельные отклонения не применимы для натяга в сопряжении трубы и муфты.
Таблица 17 - Предельные отклонения натягов
Тип резьбового соединения | Предельные отклонения натяга | |
|
| |
LP | ± | ± |
SC, LC, NU, EU: | ||
шаг резьбы 3,175 мм (8 витков на длине 25,4 мм) | ± | ± |
шаг резьбы 2,540 мм (10 витков на длине 25,4 мм) | ±1,5 | ±1,5 |
ВС | +0,5 | -0,5 |
Примечание - Указанные здесь предельные отклонения натягов для резьбовых соединений LP, SC, LC, NU и EU не учитывают требований к уступам калибров-пробок. Поэтому расстояние | ||
7 Требования к калибрам
7.1 Калибры для контроля резьбовых соединений LP, SC, LC, NU и EU
7.1.1 Форма и геометрические параметры профиля резьбы калибров для контроля резьбового соединения LP приведены на рисунке 11 и в таблице 18, резьбовых соединений SC, LC, NU, EU - на рисунке 11 и в таблице 19.
Впадины резьбы калибров могут быть выполнены заостренными или с канавками шириной, равной ширине вершины резьбы изделия. Канавка должна быть симметричной относительно смежных боковых сторон профиля и иметь глубину, соответствующую исходному треугольнику резьбы. Форму канавки устанавливает изготовитель калибров.
|
1 - средняя линия резьбы; 2 - ось резьбы; 3 - впадина с канавкой; 4 - заостренная впадина
Примечания
1 Конусность резьбы на рисунке увеличена.
2 Вершины и впадины резьбы параллельны средней линии резьбы.
Рисунок 11 - Профиль резьбы калибров для контроля резьбовых соединений LP, SC, LC, NU и EU
Таблица 18 - Геометрические параметры профиля резьбы калибров для контроля резьбового соединения LP
В миллиметрах
Геометрический параметр | Обозначение параметра и формула | Значение параметра при числе витков на длине 25,4 мм | ||||
27 | 18 | 14 | 11 1/2 | 8 | ||
Шаг резьбы | ||||||
0,941 | 1,411 | 1,814 | 2,209 | 3,175 | ||
Высота исходного треугольника |
| 0,814 | 1,223 | 1,571 | 1,914 | 2,750 |
Высота профиля |
| 0,626 | 0,940 | 1,208 | 1,472 | 2,115 |
Срез по вершинам |
| 0,094 | 0,141 | 0,181 | 0,221 | 0,317 |
Ширина канавки |
| 0,115 | 0,170 | 0,220 | 0,265 | 0,380 |
Конусность по среднему диаметру резьбы на длине 100 мм | 6,250 (1:16) | |||||
Таблица 19 - Геометрические параметры профиля резьбы калибров для контроля резьбовых соединений SC, LC, NU и EU
В миллиметрах
Геометрический параметр | Обозначение параметра и формула | Значение параметра при числе витков на длине 25,4 мм | |
10 | 8 | ||
Шаг резьбы | |||
2,540 | 3,175 | ||
Высота исходного треугольника |
| 2,200 | 2,750 |
Высота профиля резьбы |
| 0,904 | 1,225 |
Срез по вершинам |
| 0,648 | 0,762 |
Ширина канавки |
| 0,750 | 0,880 |
Конусность по среднему диаметру резьбы на длине 100 мм | 6,250 (1:16) | ||
7.1.2 Геометрические параметры калибров для контроля резьбовых соединений LP, SC, LC, NU и EU приведены на рисунке 12 и в таблицах 20, 21, 22 и 23.
Примечание - Соотношения, принятые за основу при расчете геометрических параметров калибров, приведены в приложении А.
|
1 - измерительная плоскость; 2 - основная плоскость; 3 - плоскость ручного свинчивания; 4 - плоскость торца трубы; 5 - ось резьбы
Рисунок 12 - Калибры для контроля резьбовых соединений LP, SC, LC, NU и EU
Таблица 20 - Геометрические параметры калибров для контроля резьбового соединения LP
В миллиметрах
Обозначение номинального диаметра резьбы | Наружный диаметр фланца калибра- | Диаметр проточки калибра- | Диаметр расточки в плоскости торца калибра- | Длина расточки калибра- | Число витков резьбы на длине 25,4 мм | Шаг резьбы | Средний диаметр резьбы в плоскости ручного свинчивания | Средний диаметр резьбы в основной плоскости | Расстояние от основной плоскости до измерительной плоскости | Расстояние от малого торца калибра- | Расстояние от малого торца калибра- | Ширина проточки калибра- | Натяг в сопряжении калибра- | |
дюйм | мм | |||||||||||||
1/8 | 3,18 | 10,29 | 7,3 | 11,89 | 2,34 | 27 | 0,941 | 9,489 | 9,534 | 5,146 | 4,102 | 9,967 | 2,819 | 2,819 |
1/4 | 6,35 | 13,72 | 9,9 | 15,32 | 3,48 | 18 | 1,411 | 12,487 | 12,587 | 7,719 | 5,786 | 15,103 | 4,242 | 4,242 |
3/8 | 9,53 | 17,14 | 13,4 | 18,75 | 3,48 | 18 | 1,411 | 15,926 | 16,016 | 7,719 | 6,096 | 15,255 | 4,242 | 4,242 |
1/2 | 12,70 | 21,34 | 16,9 | 22,94 | 4,50 | 14 | 1,814 | 19,772 | 19,885 | 9,921 | 8,128 | 19,850 | 5,436 | 5,436 |
3/4 | 19,05 | 26,67 | 22,3 | 28,27 | 4,50 | 14 | 1,814 | 25,117 | 25,219 | 9,921 | 8,611 | 20,155 | 5,436 | 5,436 |
1 | 25,40 | 33,40 | 28,3 | 35,00 | 5,46 | 11 1/2 | 2,209 | 31,461 | 31,634 | 12,080 | 10,160 | 25,006 | 6,629 | 6,629 |
1 1/4 | 31,75 | 42,16 | 37,1 | 43,76 | 5,46 | 11 1/2 | 2,209 | 40,218 | 40,397 | 12,080 | 10,668 | 25,616 | 6,629 | 6,629 |
1 1/2 | 38,10 | 48,26 | 43,2 | 49,86 | 5,46 | 11 1/2 | 2,209 | 46,287 | 46,493 | 12,080 | 10,668 | 26,040 | 6,629 | 6,629 |
2 | 50,80 | 60,32 | 55,3 | 62,71 | 5,46 | 11 1/2 | 2,209 | 58,325 | 58,558 | 12,080 | 11,074 | 26,878 | 6,629 | 6,629 |
2 1/2 | 63,50 | 73,02 | 66,4 | 75,41 | 7,85 | 8 | 3,175 | 70,159 | 70,485 | 17,366 | 17,323 | 39,908 | 9,525 | 9,525 |
3 | 76,20 | 88,90 | 82,3 | 91,29 | 7,85 | 8 | 3,175 | 86,068 | 86,360 | 17,366 | 19,456 | 41,496 | 9,525 | 9,525 |
3 1/2 | 88,90 | 101,60 | 95,0 | 103,99 | 7,85 | 8 | 3,175 | 98,776 | 99,060 | 17,366 | 20,853 | 42,766 | 9,525 | 9,525 |
4 | 101,60 | 114,30 | 107,7 | 116,69 | 7,85 | 8 | 3,175 | 111,433 | 111,760 | 17,366 | 21,438 | 44,036 | 9,525 | 9,525 |
5 | 127,00 | 141,30 | 134,7 | 143,69 | 7,85 | 8 | 3,175 | 138,412 | 138,760 | 17,366 | 23,800 | 46,736 | 9,525 | 9,525 |
6 | 152,40 | 168,28 | 161,7 | 170,66 | 7,85 | 8 | 3,175 | 165,252 | 165,735 | 17,366 | 24,330 | 49,433 | 9,525 | 9,525 |
8 | 203,20 | 219,08 | 212,5 | 221,46 | 7,85 | 8 | 3,175 | 215,901 | 216,535 | 17,366 | 27,000 | 54,513 | 9,525 | 9,525 |
10 | 254,00 | 273,05 | 266,4 | 275,44 | 7,85 | 8 | 3,175 | 269,772 | 270,510 | 17,366 | 30,734 | 59,911 | 9,525 | 9,525 |
12 | 304,80 | 323,85 | 317,2 | 326,24 | 7,85 | 8 | 3,175 | 320,492 | 321,310 | 17,366 | 34,544 | 64,991 | 9,525 | 9,525 |
14 | 355,60 | 355,60 | 349,0 | 357,99 | 7,85 | 8 | 3,175 | 352,365 | 353,060 | 17,366 | 39,675 | 68,166 | 9,525 | 9,525 |
16 | 406,40 | 406,40 | 399,8 | 408,79 | 7,85 | 8 | 3,175 | 403,244 | 403,860 | 17,366 | 46,025 | 73,246 | 9,525 | 9,525 |
18 | 457,20 | 457,20 | 450,6 | 459,59 | 7,85 | 8 | 3,175 | 454,025 | 454,660 | 17,366 | 50,800 | 78,326 | 9,525 | 9,525 |
20 | 508,00 | 508,00 | 501,4 | 510,39 | 7,85 | 8 | 3,175 | 504,706 | 505,460 | 17,366 | 53,975 | 83,406 | 9,525 | 9,525 |
Таблица 21 - Геометрические параметры калибров для контроля резьбовых соединений SC и LC
В миллиметрах
Обозначение номинального диаметра резьбы | Наруж- | Диаметр проточки калибра- | Диаметр расточки плоскости торца калибра- | Длина расточки калибра- | Число витков резьбы на длине 25,4 мм | Шаг резьбы | Средний диаметр резьбы в плоскости ручного свинчи- | Средний диаметр резьбы в основной плоскости | Расстоя- | Расстоя- | Расстоя- | Ширина проточки калибра- | Натяг в сопряже- | Наруж- | Внутрен- | |
дюйм | мм | |||||||||||||||
4 1/2 | 114,30 | 114,30 | 109,2 | 116,69 | 6,35 | 8 | 3,175 | 111,846 | 112,566 | 15,875 | 23,393 | 50,800 | 6,35 | 9,525 | 113,792 | 111,340 |
5 | 127,00 | 127,00 | 121,9 | 129,39 | 124,546 | 125,266 | 42,443 | 69,850 | 126,492 | 124,040 | ||||||
5 1/2 | 139,70 | 139,70 | 134,6 | 142,09 | 137,246 | 137,966 | 45,618 | 73,025 | 139,192 | 136,740 | ||||||
5 3/4 | 146,10 | 146,10 | 141,0 | 148,5 | 143,596 | 144,316 | 45,630 | 73,025 | 145,542 | 143,090 | ||||||
6 5/8 | 168,28 | 168,28 | 163,1 | 170,66 | 165,821 | 166,541 | 51,968 | 79,375 | 167,767 | 165,315 | ||||||
7 | 177,80 | 177,80 | 172,7 | 180,19 | 175,346 | 176,066 | 51,968 | 79,375 | 177,292 | 174,840 | ||||||
7 5/8 | 193,68 | 193,68 | 188,5 | 196,06 | 191,114 | 191,941 | 53,442 | 82,550 | 193,167 | 190,715 | ||||||
8 5/8 | 219,08 | 219,08 | 213,9 | 221,46 | 216,514 | 217,341 | 56,617 | 85,725 | 218,567 | 216,115 | ||||||
9 5/8 | 244,48 | 244,48 | 239,3 | 246,86 | 241,914 | 242,741 | 56,617 | 85,725 | 243,967 | 241,515 | ||||||
10 3/4 | 273,05 | 273,05 | 267,9 | 275,44 | 270,489 | 271,316 | 59,792 | 88,900 | 272,542 | 270,090 | ||||||
11 3/4 | 298,45 | 298,45 | 293,3 | 300,84 | 295,889 | 296,716 | 59,792 | 88,900 | 297,942 | 295,490 | ||||||
12 3/4 | 323,90 | 323,90 | 319,0 | 326,29 | 321,289 | 322,116 | 59,792 | 88,900 | 323,342 | 320,890 | ||||||
13 3/8 | 339,72 | 339,72 | 334,6 | 342,11 | 337,164 | 337,991 | 59,792 | 88,900 | 339,217 | 336,765 | ||||||
16 | 406,40 | 406,40 | 401,3 | 408,79 | 403,839 | 404,666 | 72,492 | 101,600 | 405,892 | 403,440 | ||||||
18 5/8 | 473,08 | 473,08 | 467,9 | 475,46 | 470,514 | 471,341 | 72,492 | 101,600 | 472,567 | 470,115 | ||||||
20 | 508,00 | 508,00 | 502,9 | 510,39 | 505,439 | 505,439 | 72,492 | 101,600 | 507,492 | 505,040 | ||||||
Таблица 22 - Геометрические параметры калибров для контроля резьбового соединения NU
В миллиметрах
Обозначение номинального диаметра резьбы | Наруж- | Диаметр проточки калибра- | Диаметр расточки в плоскости торца калибра- | Длина расточки калибра- | Число витков резьбы на длине 25,4 мм | Шаг резьбы | Средний диаметр резьбы в плоскости ручного свинчи- | Средний диаметр резьбы в основной плоскости | Расстоя- | Расстоя- | Расстоя- | Ширина проточки калибра- | Натяг в сопряже- | Наруж- | Внутрен- | |
дюйм | мм | |||||||||||||||
1,0 | 26,67 | 26,67 | 22,3 | 28,27 | 5,08 | 10 | 2,540 | 25,102 | 25,334 | 12,7 | 11,379 | 27,783 | 5,08 | 7,62 | 26,238 | 24,430 |
1,3 | 33,40 | 33,40 | 29,1 | 35,00 | 5,08 | 10 | 2,540 | 31,833 | 32,065 | 12,167 | 28,575 | 5,08 | 7,62 | 32,969 | 31,161 | |
1,6 | 42,16 | 42,16 | 37,8 | 43,76 | 5,08 | 10 | 2,540 | 40,596 | 40,828 | 15,342 | 31,750 | 5,08 | 7,62 | 41,730 | 39,922 | |
1,9 | 48,26 | 48,26 | 43,9 | 49,86 | 5,08 | 10 | 2,540 | 46,692 | 46,924 | 18,517 | 34,925 | 5,08 | 7,62 | 47,828 | 46,020 | |
2 | 60,32 | 60,32 | 56,0 | 61,93 | 5,08 | 10 | 2,540 | 58,757 | 58,989 | 24,867 | 41,275 | 5,08 | 7,62 | 59,893 | 58,085 | |
2 | 73,02 | 73,02 | 68,7 | 74,63 | 5,08 | 10 | 2,540 | 71,457 | 71,689 | 35,992 | 52,388 | 5,08 | 7,62 | 72,593 | 70,785 | |
3 | 88,90 | 88,90 | 84,6 | 90,50 | 5,08 | 10 | 2,540 | 87,332 | 87,564 | 42,342 | 58,738 | 5,08 | 7,62 | 88,468 | 86,660 | |
4 | 101,60 | 101,60 | 96,5 | 103,20 | 3,18 | 8 | 3,175 | 99,414 | 99,866 | 40,411 | 60,325 | 6,35 | 9,525 | 101,092 | 98,640 | |
4 | 114,30 | 114,30 | 109,2 | 115,90 | 3,18 | 8 | 3,175 | 112,114 | 112,566 | 45,187 | 65,088 | 6,35 | 9,525 | 113,792 | 111,340 | |
Таблица 23 - Геометрические параметры калибров для контроля резьбового соединения EU
В миллиметрах
Обозначение номинального диаметра резьбы | Наруж- | Диаметр проточки калибра- | Диаметр расточки в плоскости торца калибра- | Длина расточки калибра- | Число витков резьбы на длине 25,4 мм | Шаг резьбы | Средний диаметр резьбы в плоскости ручного свинчи- | Средний диаметр резьбы в основной плоскости | Расстоя- | Расстоя- | Расстоя- | Ширина проточки калибра- | Натяг в сопряже- | Наруж- | Внутрен- | |
дюйм | мм | |||||||||||||||
1,050 | 26,67 | 33,40 | 29,1 | 35,00 | 5,08 | 10 | 2,540 | 31,833 | 32,065 | 12,7 | 12,167 | 28,575 | 5,08 | 7,62 | 32,969 | 31,161 |
1,315 | 33,40 | 37,31 | 33,0 | 38,89 | 5,08 | 10 | 2,540 | 35,739 | 35,970 | 15,342 | 31,750 | 5,08 | 7,62 | 36,874 | 35,066 | |
1,660 | 42,16 | 46,02 | 41,7 | 47,62 | 5,08 | 10 | 2,540 | 44,470 | 44,701 | 18,517 | 34,925 | 5,08 | 7,62 | 45,605 | 43,797 | |
1,900 | 48,26 | 53,19 | 48,8 | 54,76 | 5,08 | 10 | 2,540 | 51,614 | 51,845 | 20,117 | 36,512 | 5,08 | 7,62 | 52,749 | 50,941 | |
2 3/8 | 60,32 | 65,89 | 60,7 | 67,46 | 3,18 | 8 | 3,175 | 63,697 | 64,148 | 29,312 | 49,212 | 6,35 | 9,525 | 65,374 | 62,922 | |
2 7/8 | 73,02 | 78,59 | 73,4 | 80,16 | 3,18 | 8 | 3,175 | 76,397 | 76,848 | 34,061 | 53,975 | 6,35 | 9,525 | 78,074 | 75,622 | |
3 1/2 | 88,90 | 95,25 | 90,1 | 96,85 | 3,18 | 8 | 3,175 | 93,064 | 93,516 | 40,411 | 60,325 | 6,35 | 9,525 | 94,742 | 92,290 | |
4 | 101,60 | 107,95 | 102,8 | 109,55 | 3,18 | 8 | 3,175 | 105,764 | 106,216 | 43,586 | 63,500 | 6,35 | 9,525 | 107,442 | 104,990 | |
4 1/2 | 114,30 | 120,65 | 115,5 | 122,25 | 3,18 | 8 | 3,175 | 118,464 | 118,916 | 46,761 | 66,675 | 6,35 | 9,525 | 120,142 | 117,690 | |
7.1.3 Предельные отклонения геометрических параметров калибров для контроля резьбового соединения LP указаны в таблице 24, резьбовых соединений SC, LC, NU и EU - в таблице 25.
Таблица 24 - Предельные отклонения геометрических параметров калибров для контроля резьбового соединения LP
В миллиметрах
Геометрический параметр | Предельные отклонения параметра при числе витков на длине 25,4 мм | ||||
27 | 18 | 14 | 11 1/2 | 8 | |
Шаг резьбы | |||||
0,941 | 1,411 | 1,814 | 2,209 | 3,175 | |
Калибр-пробка | |||||
Средний диаметр резьбы | ±0,005 | ±0,01 | ±0,015 | ±0,018 | ±0,025 |
Конусность по среднему диаметру резьбы на длине | +0,008 | +0,010 | +0,015 | +0,020 | +0,025 |
Шаг резьбы | ±0,005 | ±0,005 | ±0,008 | ±0,010 | ±0,013 |
Срез по вершинам профиля резьбы | +0,038 | +0,038 | +0,038 | +0,064 | +0,064 |
Угол наклона боковой стороны профиля резьбы 30° | ±15' | ±15' | ±10' | ±10' | ±10' |
Ширина проточки | ±0,94 | ±1,42 | ± 1,80 | ±2,21 | ±3,17 |
Диаметр проточки | ±0,51 | ±0,51 | ±0,51 | ±0,51 | ±0,51 |
Наружный диаметр фланца | ±0,25 | ±0,25 | ±0,25 | ±0,25 | ±0,25 |
Расстояние | ±0,025 | ±0,025 | ±0,025 | ±0,025 | ±0,025 |
Калибр-кольцо | |||||
Конусность по среднему диаметру резьбы на длине | -0,015 | -0,018 | -0,023 | -0,030 | -0,005 |
Шаг резьбы | ±0,01 | ±0,01 | ±0,015 | ±0,020 | ±0,025 |
Срез по вершинам профиля резьбы | +0,038 | +0,038 | +0,038 | +0,064 | +0,064 |
Угол наклона боковой стороны профиля резьбы 30° | ±20' | ±20' | ±15' | ±15' | ±15' |
Диаметр расточки | +1,59 | +1,59 | +1,59 | +1,59 | +1,59 |
Натяг | ±0,940 | ±1,422 | ±1,803 | ±2,210 | ±2,540 |
| |||||
Таблица 25 - Предельные отклонения геометрических параметров калибров для контроля резьбовых соединений SC, LC, NU и EU
В миллиметрах
Геометрический параметр | Предельные отклонения параметра |
Калибр-пробка | |
Средний диаметр резьбы | ±0,025 |
Конусность по среднему диаметру резьбы на длине | +0,025 |
Шаг резьбы | ±0,013 |
Срез по вершинам профиля резьбы | +0,064 |
Угол наклона боковой стороны профиля резьбы 30° | ±10' |
Ширина проточки | ±2 |
Диаметр проточки | ±0,51 |
Наружный диаметр фланца | ±0,25 |
Расстояние | ±0,025 |
Длина контрольного уступа 15,88 | +0,051 |
Калибр-кольцо | |
Конусность по среднему диаметру резьбы на длине | -0,005 |
Шаг резьбы | ±0,020 |
Срез по вершинам резьбы | +0,064 |
Угол наклона боковой стороны профиля резьбы 30° | ±15' |
Диаметр расточки | +1,57 |
Натяг | ±0,635 |
| |
7.2 Калибры для контроля резьбового соединения BC
7.2.1 Форма и геометрические параметры профиля резьбы калибров для контроля резьбового соединения ВС приведены на рисунке 13 для резьбы номинальным диаметром до 339,72 мм, на рисунке 14 - для резьбы номинальным диаметром от 406,40 мм.
Примечание - Соотношения, принятые за основу при расчете геометрических параметров калибров, приведены в приложении А.
7.2.2 Геометрические параметры калибров для контроля резьбового соединения ВС приведены на рисунке 15 и в таблице 26.
7.2.3 Предельные отклонения геометрических параметров профиля резьбы и калибров для контроля резьбового соединения ВС указаны на рисунках 13, 14 и в таблице 27.
|
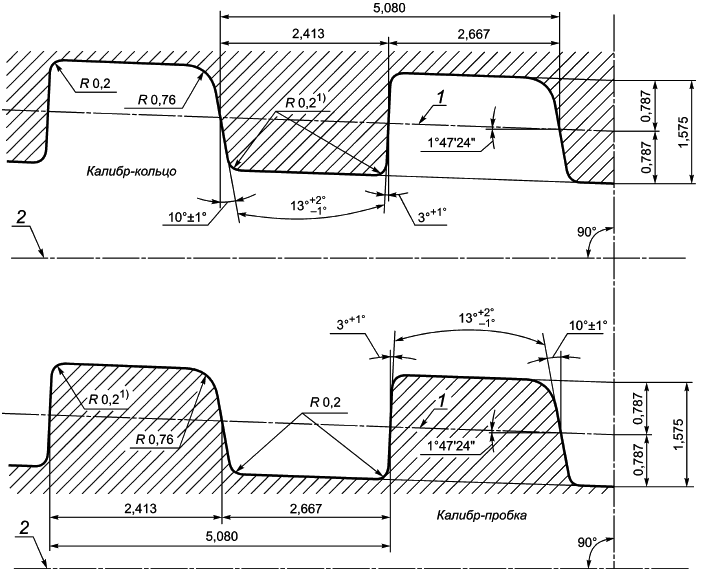
_______________
Допускается выполнение фаски с углом 60°±1° и шириной (0,20+0,05) мм.
1 - средняя линия резьбы; 2 - ось резьбы
Примечания
1 Конусность резьбы на длине 100 мм - 6,250 (1:16).
2 Вершины и впадины резьбы параллельны средней линии резьбы.
Рисунок 13 - Профиль резьбы калибров для контроля резьбового соединения BC номинальным диаметром резьбы до 339,72 мм
|
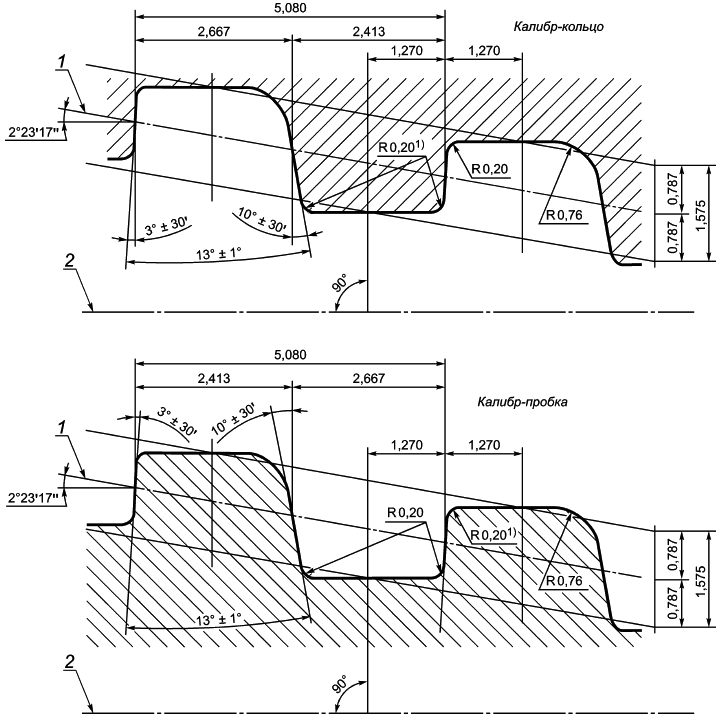
_______________
Допускается выполнение фаски с углом 60°±1° и шириной (0,20+0,05) мм.
1 - средняя линия резьбы; 2 - ось резьбы
Примечания
1 Конусность резьбы на длине 100 мм - 8,333 (1:12).
2 Вершины и впадины резьбы параллельны оси резьбы.
Рисунок 14 - Профиль резьбы калибров для контроля резьбового соединения BC номинальным диаметром резьбы от 406,40 мм
|
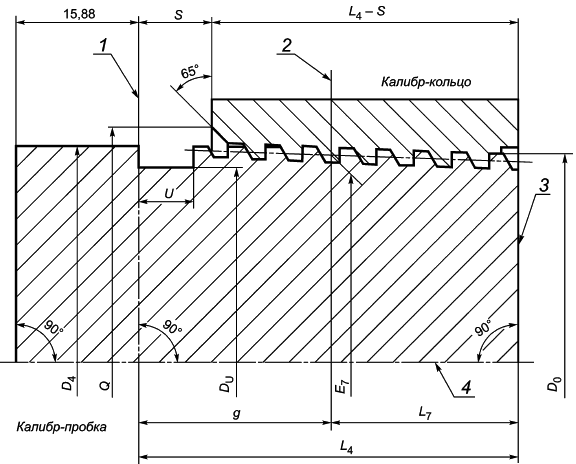
1 - измерительная плоскость; 2 - основная плоскость; 3 - плоскость торца трубы; 4 - ось резьбы
Рисунок 15 - Калибры для контроля резьбового соединения ВС
Таблица 26 - Геометрические параметры калибров для контроля резьбового соединения BC
В миллиметрах
Обозначение номинального диаметра резьбы | Наружный диаметр фланца калибра- | Диаметр проточки калибра- | Диаметр расточки в плоскости большего торца калибра- | Число витков резьбы на длине 25,4 мм | Шаг резьбы | Наружный диаметр резьбы в плоскости торца калибра- | Средний диаметр резьбы в основной плоскости | Расстояние от основной плоскости до измери- | Расстояние от малого торца калибра- | Расстояние от малого торца калибра- | Ширина проточки | Натяг в сопряжении калибра- | |
дюйм | мм | ||||||||||||
4 1/2 | 114,30 | 114,71 | 109 | 117,9 | 5 | 5,080 | 112,083 | 113,132 | 50,394 | 41,999 | 92,392 | 4,762 | 2,540 |
5 | 127,00 | 127,41 | 122 | 130,6 | 124,582 | 125,832 | 50,394 | 45,174 | 95,568 | 5,080 | |||
5 1/2 | 139,70 | 140,11 | 135 | 143,3 | 137,183 | 138,532 | 50,394 | 46,761 | 97,155 | 5,080 | |||
5 3/4 | 146,05 | 146,10 | 141 | 149,0 | 143,434 | 144,881 | 50,394 | 48,346 | 98,740 | 5,080 | |||
6 5/8 | 168,28 | 168,68 | 163 | 171,8 | 165,461 | 167,107 | 50,394 | 51,524 | 101,918 | 5,080 | |||
7 | 177,80 | 178,21 | 173 | 181,4 | 174,688 | 176,632 | 50,394 | 56,286 | 106,680 | 5,080 | |||
7 5/8 | 193,68 | 194,08 | 189 | 197,2 | 190,266 | 192,507 | 50,394 | 61,049 | 111,442 | 5,080 | |||
8 5/8 | 219,08 | 219,48 | 214 | 222,6 | 215,468 | 217,907 | 50,394 | 64,224 | 114,618 | 5,080 | |||
9 5/8 | 244,48 | 244,88 | 239 | 248,0 | 240,868 | 243,307 | 50,394 | 64,224 | 114,618 | 5,080 | |||
10 3/4 | 273,05 | 273,46 | 268 | 276,6 | 269,443 | 271,882 | 50,394 | 64,224 | 114,618 | 5,080 | |||
11 3/4 | 298,45 | 298,86 | 293 | 302,0 | 294,843 | 297,282 | 50,394 | 64,224 | 114,618 | 5,080 | |||
12 3/4 | 323,85 | 324,30 | 319 | 327,0 | 320,243 | 322,681 | 50,394 | 64,224 | 114,618 | 5,080 | |||
13 3/8 | 339,72 | 340,13 | 335 | 343,3 | 336,118 | 338,557 | 50,394 | 64,224 | 114,618 | 5,080 | |||
16 | 406,40 | 406,40 | 401 | 410,3 | 399,788 | 404,825 | 37,795 | 79,362 | 117,158 | 4,445 | |||
16 3/4 | 425,45 | 426,00 | 421 | 430,0 | 319,389 | 424,425 | 37,795 | 79,362 | 117,158 | 4,445 | |||
18 5/8 | 473,08 | 473,10 | 468 | 477,0 | 466,463 | 471,500 | 37,795 | 79,362 | 117,158 | 4,445 | |||
20 | 508,00 | 508,00 | 503 | 511,9 | 501,388 | 506,425 | 37,795 | 79,362 | 117,158 | 4,445 | |||
Таблица 27 - Предельные отклонения геометрических параметров профиля резьбы и калибров для резьбового соединения BC
В миллиметрах
Геометрический параметр | Предельные отклонения параметра |
Калибр-пробка | |
Шаг резьбы | ±0,013 |
Конусность резьбы на длине | |
до 339,72 мм вкл. | +0,025 |
от 406,40 мм | +0,038 |
Наружный диаметр резьбы | |
до 177,80 мм вкл. | ±0,013 |
от 193,68 до 339,72 мм вкл. | ±0,018 |
от 406,40 мм | ±0,025 |
Наружный диаметр фланца | |
до 339,72 мм вкл. | ±0,03 |
от 406,40 мм | ±0,05 |
Расстояние | ±0,025 |
Калибр-кольцо | |
Шаг резьбы | ±0,020 |
Конусность резьбы на длине | -0,005 |
до 339,72 мм вкл. | -0,030 |
от 406,40 мм | -0,005 |
Диаметр расточки | +0,4 |
Расстояние | ±0,050 |
Натяг в сопряжении калибра-кольца с калибром-пробкой | ±0,380 |
| |
7.3 Общие требования к калибрам
7.3.1 Предельные отклонения геометрических параметров калибров, подвергаемых контролю, приведены в таблицах 24, 25 и 27.
Длина резьбы контрольных калибров-пробок должна быть равной ![]() . Длина резьбы рабочих калибров-пробок для контроля резьбовых соединений LP, SC, LC, NU, EU должна быть равной
. Длина резьбы рабочих калибров-пробок для контроля резьбовых соединений LP, SC, LC, NU, EU должна быть равной , для контроля резьбового соединения ВС - равной
![]() .
.
Длина резьбы контрольных и рабочих калибров-колец для контроля резьбовых соединений LP, SC, LC, NU, EU должна быть не менее ![]() , для контроля резьбового соединения BC - не менее
, для контроля резьбового соединения BC - не менее ![]() .
.
По требованию или согласованию с потребителем на калибрах-пробках со стороны измерительной плоскости может быть выполнен поясок, на калибрах-пробках для контроля резьбовых соединений LP, SC, LC, NU и EU шириной приблизительно 1,5, на калибрах-пробках для контроля резьбового соединения BC - шириной приблизительно 4,8 мм. Диаметр пояска не должен препятствовать проведению контроля калибром-пробкой.
7.3.2 Твердость калибров-пробок, калибров-колец и присоединяемых пластин-накладок должна соответствовать твердости, указанной в ГОСТ 24672.
7.3.3 Параметр шероховатости рабочих поверхностей калибров не должен превышать:
- 0,4 мкм - для боковых сторон профиля резьбы;
- 0,8 мкм - для поверхностей вершин резьбы и измерительных плоскостей.
7.3.4 Витки резьбы с неполным профилем должны быть сняты до начала витков резьбы с полным профилем:
- на калибрах-пробках и калибрах-кольцах для контроля резьбовых соединений LP, SC, LC, NU, EU и калибрах-кольцах для контроля резьбового соединения ВС - на обоих концах калибров;
- на калибрах-пробках для контроля резьбового соединения ВС - со стороны малого торца калибра.
На калибрах допускается выполнять одну или несколько грязевых канавок, пересекающих витки резьбы по образующей конуса резьбы и расположенных равномерно по окружности. Одна из грязевых канавок должна располагаться перед началом первого витка полного профиля.
7.3.5 Рабочие калибры не должны браковаться из-за несоответствия второстепенных элементов ,
,
,
,
, длины фланца калибра-пробки и глубины зенковки в калибре-кольце, если это не препятствует надлежащему использованию калибра.
7.3.6 Шаг резьбы калибров для контроля резьбовых соединений LP, SC, LC, NU и EU измеряют параллельно оси резьбы, вдоль средней линии резьбы, на всей длине резьбы, исключая крайние витки резьбы.
Шаг резьбы калибров-колец и калибров-пробок для контроля резьбового соединения ВС измеряют параллельно оси резьбы, вдоль средней линии резьбы:
- на всей длине резьбы, исключая крайние витки резьбы на калибрах-кольцах;
- на длине резьбы с полным профилем, исключая крайний виток резьбы вблизи меньшего торца на калибрах-пробках.
7.3.7 Высоту профиля резьбы калибров для контроля резьбовых соединений LP, SC, LC, NU и EU, определяемую как расстояние от вершины резьбы калибра-пробки до вершины резьбы калибра-кольца в диаметральном сечении на длине резьбы с полным профилем, используют для расчета диаметра калибра-кольца и не подвергают измерению. Высоту профиля резьбы калибров для контроля резьбового соединения ВС подвергают непосредственному измерению.
7.3.8 Конусность резьбы калибров определяют:
- калибров для контроля резьбовых соединений LP, SC, LC, NU, EU - по среднему диаметру резьбы;
- калибров для контроля резьбового соединения ВС - по внутреннему диаметру резьбы для наружной резьбы и наружному диаметру резьбы для внутренней резьбы.
Конусность определяют на длине резьбы с полным профилем, исключая крайние витки резьбы, равной:
- ![]() - на калибрах для контроля резьбовых соединений LP, SC, LC, NU, EU;
- на калибрах для контроля резьбовых соединений LP, SC, LC, NU, EU;
- ![]() - на калибрах для контроля резьбового соединения ВС.
- на калибрах для контроля резьбового соединения ВС.
При определении конусности резьбы значения конусности, указанные на рисунках 13, 14 и в таблицах 18, 19, должны быть пересчитаны пропорционально отношению интервала измерений к длине 100 мм.
7.3.9 Контрольные калибры-пробки для контроля резьбы номинальным диаметром до 219,08 мм вкл. должны иметь центровочные отверстия, оси или ручки с центровочными отверстиями, позволяющими контролировать калибр в центрах. На калибрах для контроля резьбы номинальным диаметром более 219,08 мм должны быть предусмотрены поддерживающие фланцы с отверстиями под болты, показанные на рисунке 16, размерами, приведенными в таблице 28.
|
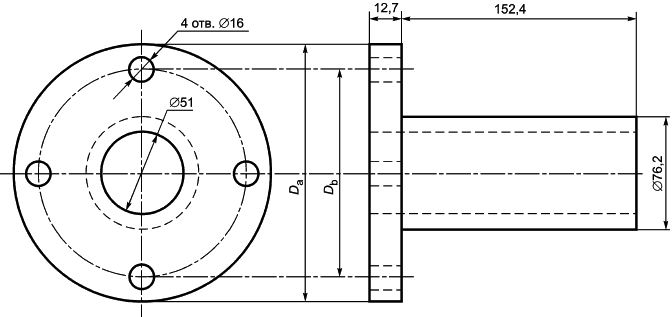
Рисунок 16 - Поддерживающий фланец для калибров
Таблица 28 - Диаметры поддерживающих фланцев и центров отверстий под болты
В миллиметрах
Обозначение номинального диаметра резьбы | Диаметр фланца | Диаметр центров отверстий под болты | |
дюйм | мм | ||
9 5/8 | 244,48 | 244,5 | 184,2 |
10 | 273,05 | ||
10 3/4 | 273,05 | 273,0 | 244,5 |
11 3/4 | 298,45 | ||
12 | 323,85 | ||
13 3/8 | 339,72 | 340,0 | 273,0 |
14D | 355,60 | ||
16 | 406,40 | 406,4 | 314,3 |
16 3/4 | 425,45 | 425,5 | 324,3 |
18D | 457,20 | 457,2 | 406,4 |
18 5/8 | 473,08 | ||
20 | 508,00 | 508,0 | 441,3 |
| |||
7.3.10 Для контроля резьбы, выполняемой в соответствии с требованиями настоящего стандарта, кроме резьбы номинальным диаметром 146,05, 323,85 и 425,45 мм, применяют сертифицированные в соответствии с положениями [1] контрольные калибры АПИ, в том числе мастер-калибры АПИ, изготовленные по лицензии АПИ.
Для контроля резьбы номинальными диаметрами 146,05, 323,85 и 425,45 мм, не предусмотренными [1], применяют контрольные калибры, калиброванные в соответствии с положениями настоящего стандарта.
Допускается применение контрольных калибров, калиброванных в соответствии с положениями настоящего стандарта, для контроля резьбы всех номинальных диаметров.
Рабочие калибры должны быть калиброваны в соответствии с положениями настоящего стандарта.
7.3.11 Калибровка контрольных калибров-пробок и калибров-колец должна быть проведена комплектами (парами), т.е. контрольный калибр-пробка с сопряженным контрольным калибром-кольцом. Контрольный калибр-пробка или контрольный калибр-кольцо в отдельности не могут подвергаться калибровке, кроме случаев, когда они сопровождаются калиброванными ранее парными контрольными калибрами. На каждый контрольный калибр, соответствующий установленным требованиям, должен быть оформлен документ, содержащий результаты измерения натяга в сопряжении контрольный калибр-пробка и контрольный калибр-кольцо и удостоверяющий, что контрольный калибр соответствует установленным требованиям.
7.3.12 Натяг контрольного калибра-кольца относительно сопрягаемого контрольного калибра-пробки должен быть определен при проведении калибровки с соблюдением следующих условий:
а) резьба калибров должна быть тщательно очищена и смазана легким высококачественным минеральным маслом;
б) температура калибров должна быть выровнена;
в) калибр-пробка должен быть закреплен, для предотвращения перемещения;
г) свинчивание калибров должно быть проведено с использованием соответствующего рычажного устройства, в котором предусмотрены две ручки, расположенные с диаметрально противоположных сторон калибров;
д) сопрягаемые калибр-пробка и калибр-кольцо должны быть несколько раз свинчены и развинчены для обеспечения равномерного распределения смазки;
е) в процессе свинчивания допускаются легкие удары резиновым молотком. Молоток может быть применен только после плотного соединения калибров по резьбе;
ж) окончательное свинчивание калибров должно быть проведено одним человеком плавно, с медленным равномерным надавливанием, без резких толчков. При этом не допускается применение резинового молотка. Калибры должны быть свинчены до полного плотного сопряжения с внезапной остановкой, при приложении существенного дополнительного усилия может наблюдаться небольшое смещение калибров.
Примечание - Действительное усилие, применяемое для плотного свинчивания при определенном значении , имеет вторичное значение по сравнению с применением одинакового усилия при свинчивании контрольного калибра-кольца с рабочим калибром-пробкой и при свинчивании рабочих калибров с изделиями.
7.3.13 Маркировка калибров, калиброванных в соответствии с положениями настоящего стандарта, должна включать, как минимум, следующее:
- тип калибра (К-Р для контрольных калибров, Р для рабочих калибров);
- обозначение настоящего стандарта;
- дата изготовления (месяц, год);
- размер калибра - по обозначению номинального диаметра резьбы в дюймах и/или мм (таблицы 20-23 и 26);
- условное обозначение типа резьбового соединения;
- идентификационный номер калибра;
- наименование или товарный знак изготовителя.
Примечание - Сертифицированные контрольные калибры-пробки и калибры-кольца имеют следующую маркировку, содержание и расположение которой соответствует [1]:
- тип калибра (MASTER для контрольных калибров, WORK для рабочих калибров);
- обозначение стандарта [1];
- дата изготовления (месяц, год);
- размер калибра - по обозначению номинального диаметра резьбы в дюймах;
- условное обозначение типа резьбового соединения;
- идентификационный номер калибра;
- наименование или товарный знак изготовителя.
Для маркировки калибров приняты следующие условные обозначения типов резьбовых соединений:
- LP на калибрах для контроля резьбового соединения типа LP;
- CSG на калибрах для контроля резьбового соединения типа SC;
- LCSG на калибрах для контроля резьбового соединения типа LC;
- TBG на калибрах для контроля резьбового соединения типа NU;
- UP TBG на калибрах для контроля резьбового соединении типа EU;
- BCSG на калибрах для контроля резьбового соединения типа ВС.
7.3.14 На контрольные калибры-пробки и калибры-кольца, калиброванные в соответствии с положениями настоящего стандарта, после первичной калибровки должна быть нанесена, как минимум, следующая дополнительная маркировка:
- дата калибровки (день, месяц, год);
- исходное значение натяга S на контрольном калибре-кольце.
Маркировка калибров может быть дополнена любыми данными, которые могут быть необходимыми для надлежащей идентификации калибров.
Примечание - Сертифицированные калибры, как минимум, имеют следующую дополнительную маркировку в соответствии с [1]:
- дата сертификации (день, месяц, год);
- наименование или товарный знак сертификационного органа;
- исходное значение натяга на контрольном калибре-кольце;
- монограмма АПИ.
Приложение А
(справочное)
Соотношения, принятые за основу при расчете геометрических параметров калибров
Расчет геометрических параметров калибров проведен исходя из следующих соотношений.
А.1 Калибры для контроля резьбового соединения LP:
а) средний диаметр резьбы в основной плоскости равен
![]() ;
;
б) внутренняя кромка фланца калибра-пробки является плоскостью конца сбега резьбы на трубе;
в) расстояние равно 5,47
;
г) длина сбега резьбы равна 3,47;
д) ширина проточки калибра-пробки равна 3
;
е) наружный диаметр фланца калибра-пробки равен наружному диаметру трубы
;
ж) диаметр расточки калибра-кольца равен диаметру расточки муфты
;
и) диаметр проточки на калибре-пробке равен
![]() мм.
мм.
А.2 Калибры для контроля резьбовых соединений SC, LC, NU и EU:
а) средний диаметр резьбы в основной плоскости равен
![]() мм;
мм;
б) внутренняя кромка фланца калибра-пробки является плоскостью конца сбега резьбы на трубе;
в) длина сбега резьбы равна:
- 2,28 для резьбовых соединений SC и LC;
- 1,69 для резьбовых соединений NU и EU с шагом резьбы 2,540 мм;
- 1,88 для резьбовых соединений NU и EU с шагом резьбы 3,175 мм;
г) ширина проточки калибра-пробки равна 2
;
д) наружный диаметр фланца калибра-пробки равен наружному диаметру резьбы трубы
;
е) диаметр расточки калибра-кольца равен диаметру расточки муфты
;
ж) диаметр проточки калибра-пробки равен
![]() мм.
мм.
А.3 Калибры для контроля резьбового соединения ВС:
а) наружный диаметр резьбы калибра-пробки равен:
- ![]() мм для резьбы номинальным диаметром 339,72 мм и менее;
мм для резьбы номинальным диаметром 339,72 мм и менее;
- ![]() мм для резьбы номинальным диаметром 406,40 мм и более;
мм для резьбы номинальным диаметром 406,40 мм и более;
б) наружный диаметр резьбы трубы в основной плоскости равен:
- ![]() мм для резьбы номинальным диаметром 339,72 мм и менее;
мм для резьбы номинальным диаметром 339,72 мм и менее;
- для резьбы номинальным диаметром 406,40 мм и более;
в) средний диаметр резьбы в основной плоскости равен
![]() мм;
мм;
г) внутренняя кромка фланца калибра-пробки является плоскостью выхода резьбы на трубе;
д) расстояние на калибре-пробке равно:
- 50,39 мм для труб наружным диаметром 339,72 мм и менее;
- 37,80 мм для труб наружным диаметром 406,40 мм и более;
е) ширина проточки калибра-пробки равна 4,762 мм;
ж) наружный диаметр фланца калибра-пробки равен:
- ![]() мм для резьбы номинальным диаметром 339,72 мм и менее;
мм для резьбы номинальным диаметром 339,72 мм и менее;
- для резьбы номинальным диаметром 406,40 мм и более;
и) диаметр расточки калибра-кольца равен диаметру расточки муфты
;
к) диаметр проточки калибра-пробки равен
![]() мм.
мм.
Приложение Б
(справочное)
Сопоставимость резьбовых соединений по настоящему стандарту с резьбовыми соединениями по ГОСТ 33758, ГОСТ 632 и ГОСТ 633
Вид труб | Тип резьбового соединения, с указанием вида резьбы, наличия узла уплотнения металл-металл и наружной высадки концов труб | |||
по настоящему стандарту | по ГОСТ 33758 | по ГОСТ 632 | по ГОСТ 633 | |
Трубы для трубопроводов | LP | - | - | - |
Обсадные трубы | SC | - | (без типа) с короткой закругленной треугольной резьбой | - |
LC | - | У | - | |
ВС | - | - | - | |
- | ОТТМ | ОТТМ с трапецеидальной резьбой | - | |
- | ОТТГ | ОТТГ | - | |
- | - | ТБО | - | |
Насосно- | NU | НКТ | - | (без типа) |
EU | НКТВ | - | В | |
- | НКМ | - | НКМ | |
- | - | - | НКБ | |
Библиография
[1] | API Spec 5B | Specification for threading, gauging and thread inspection of casing, tubing and line pipe threads, 15 edition |
(Требования к нарезанию, калиброванию и контролю резьбы обсадных, насосно-компрессорных и линейных труб) |
УДК 622.245.1: 006.354 | МКС 75.180.99 | В62 | ОКП 13 2100 |
Ключевые слова: насосно-компрессорные трубы, обсадные трубы, трубы для трубопроводов, муфты, резьбовые соединения, плоскосрезанная треугольная резьба, закругленная треугольная резьба, трапецеидальная резьба, геометрические параметры, контроль, калибры | |||
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}