ГОСТ ISO 17078-1-2014
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Нефтяная и газовая промышленность
ОБОРУДОВАНИЕ БУРОВОЕ И ЭКСПЛУАТАЦИОННОЕ
Часть 1
ОПРАВКИ ДЛЯ СЪЕМНОГО КЛАПАНА
Общие технические требования
Petroleum and natural gas industries. Drilling and production equipment. Part 1. Side-pocket mandrels. General technical requirements
МКС 75.180.10
Дата введения 2016-02-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ВНИИНМАШ) на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 523 "Нефтяная и газовая промышленность"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 сентября 2014 г. N 70-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 13 августа 2015 г. N 1145-ст межгосударственный стандарт ГОСТ ISO 17078-1-2014 введен в действие в качестве национального стандарта Российской Федерации с 1 февраля 2016 г.
5 Настоящий стандарт идентичен международному стандарту ISO 17078-1:2004/Amd.1:2010* "Нефтяная и газовая промышленность. Буровое и эксплуатационное оборудование. Часть 1. Оправки для съемного клапана" ("Petroleum and natural gas industries - Drilling and production equipment - Part 1: Side-pocket mandrels", IDT) включая изменение Amd.1:2010.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан техническим комитетом по стандартизации ТC 67 "Материалы, оборудование и морские сооружения для нефтяной, нефтехимической и газовой промышленности", подкомитетом SC 4 "Буровое и добывающее оборудование" Международной организации по стандартизации (ISO).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
7 ПЕРЕИЗДАНИЕ. Август 2019 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Введение
Настоящий стандарт разработан потребителями/заказчиками и поставщиками/изготовителями для оправок для съемного клапана, предназначенных для использования в нефтяной и газовой промышленности по всему миру. Настоящий стандарт предназначен для предоставления требований и информации всем лицам, связанным со спецификацией, отбором, изготовлением, испытанием и использованием оправок для съемного клапана. Кроме того, настоящий стандарт обращает внимание поставщика/изготовителя на требования, устанавливающие минимальные параметры, которым должен соответствовать каждый поставщик/изготовитель для того, чтобы претендовать на соответствие настоящему стандарту.
Настоящий стандарт структурирован таким образом, чтобы предоставить различные уровни контроля качества, проверки подтверждения правильности проекта, проверки соблюдения требований проекта и функциональные испытания продукции. Данные возможности позволяют потребителю/заказчику выбирать уровни, необходимые для специальных областей применения. Если потребитель/заказчик не указывает конкретный класс, то поставщик/изготовитель будет соответствовать требованиям класса 3.
Классы условий эксплуатации. Четыре класса условий эксплуатации оправок для съемного клапана предоставляют потребителю/заказчику выбор в отборе той продукции, которая бы соответствовала различным условиям эксплуатации.
Классы валидации проекта. Потребитель/заказчик должен определить один из трех классов валидации проекта для оправок для съемного клапана в части технических и функциональных требований. Пользователи настоящего стандарта должны иметь в виду, что могут потребоваться дополнительные требования к установленным в настоящем стандарте для выполнения конкретных задач. Настоящий стандарт не имеет цели запретить поставщику/изготовителю предлагать, а потребителю/заказчику заказывать альтернативное оборудование или применять инженерные решения для конкретных прикладных задач. В случае предложения альтернативного решения поставщик/изготовитель должен идентифицировать все отличия от настоящего стандарта и предоставляет детальную информацию.
Классы функционального испытания изделия. Три класса функционального испытания оправок для съемного клапана предоставляют потребителю/заказчику выбор в определении испытания для подтверждения соответствия отдельного изделия, изготовленного согласно настоящему стандарту, требованиям проектных технических условий.
Классы контроля качества. Три класса контроля качества предоставляют потребителю/заказчику выбор требований к контролю качества для определения соответствия специальных параметров или условий применения. Потребитель/заказчик может указать дополнительно требования к повышению качества.
Приложения А, В, С, D настоящего стандарта являются обязательными, приложения Е и F - справочными.
1 Область применения
Настоящий стандарт устанавливает требования к оправкам для съемного клапана, которые используются в нефтяной и газовой промышленности, а также к определению, выбору, проектированию, изготовлению, контролю качества, испытанию и подготовке к транспортировке оправок для съемного клапана.
Настоящий стандарт не устанавливает требования к концевым соединениям между оправками для съемных клапанов и колонны подъемных труб. В настоящем стандарте не устанавливаются требования к установке и извлечению оправок для съемного клапана. Настоящий стандарт также не устанавливает характеристики для центральных оправок или оправок, которые используют или удерживают извлекаемые устройства на НТК для регулирования дебита.
Настоящий стандарт не содержит информацию о газлифтных установках или устройствах для регулирования дебита, а также других устройствах.
Оправки для съемного клапана, приведенные в настоящем стандарте, являются независимыми устройствами, при наличии которых в скважине могут устанавливаться устройства для регулирования дебита или другие устройства.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание стандарта, для недатированных - последнее издание (включая любые изменения).
ISO 6506-1, Metallic materials - Brinell hardness test - Part 1: Test method (Материалы металлические. Определение твердости по Бринеллю. Часть 1. Метод испытания)
ISO 6508-1, Metallic materials - Rockwell hardness test - Part 1: Test method (Scales А, В, C, D, E, F, G, H, K, N, T) (Материалы металлические. Испытание на твердость по Роквеллу. Часть 1. Метод испытаний (шкалы А, В, С, D, Е, F, G, Н, K, N, Т))
ISO 6892-1, Metallic materials - Tensile testing at ambient temperature (Материалы металлические. Испытания на растяжение. Часть 1. Метод испытания при комнатной температуре)
________________
Заменен на ISO 6892-1:2016 и ISO 6892-2:2018.
ISO 9000:2000, Quality management systems - Fundamentals and vocabulary (Системы менеджмента качества. Общие положения и словарь)
________________
Заменен на ISO 9000:2015.
ISO 9712, Non-destructive testing - Qualification and certification of personnel (Неразрушающий контроль. Квалификация и аттестация персонала)
ISO 11960:2001, Petroleum and natural gas industries - Steel pipes for use as casing or tubing for wells (Промышленность нефтяная и газовая. Стальные трубы для применения в скважинах в качестве обсадных или насосно-компрессорных)
________________
Заменен на ISO 11960:2014.
ISO 15156-1, Petroleum and natural gas industries - Materials for use in -containing environments in oil and gas production - Part 1: General principles for selection of cracking-resistant materials (Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 1. Общие принципы выбора трещиностойких материалов)
ISO 15156-2, Petroleum and natural gas industries - Materials for use in -containing environments in oil and gas production - Part 2: Cracking-resistant carbon and low-alloy steels, and the use of cast irons (Нефтяная и газовая промышленность. Материалы для применения в средах, содержащих сероводород, при добыче нефти и газа. Часть 2. Углеродистые и низколегированные стали, стойкие к растрескиванию и применению чугуна)
ISO 15156-3, Petroleum and natural gas industries - Materials for use in -containing environments in oil and gas production - Part 3. Cracking-resistant CRAs (corrosion-resistant alloys) and other alloys (Нефтяная и газовая промышленность. Материалы для применения в средах, содержащих сероводород, при добыче нефти и газа. Часть 3. Сплавы, стойкие к растрескиванию (коррозионно-стойкие сплавы), и другие сплавы)
ANSI/NCSL Z540-1, Calibration Laboratories and Measuring and Test Equipment - General Requirements (Основные требования к проверочным лабораториям, измерительному и испытательному оборудованию. Общие технические требования)
_______________
Действует только для применения настоящего стандарта.
NCSL International, 2995 Wilderness Place, Suite 107, Boulder, Colorado 80301-5404, USA.
ASME Boiler and Pressure Vessel Code Section V, Nondestructive Examination (Стандарт по котлам и сосудам высокого давления. Раздел V. Неразрушающий контроль)
_______________
American Society of Mechanical Engineers, Three Park Avenue, New York, NY 10016-5990, USA.
ASME Boiler and Pressure Vessel Code, Section VIII, Pressure Vessels, Division 1, Rules for Construction of Pressure Vessels (Стандарт по котлам и сосудам высокого давления. Раздел VIII. Резервуары высокого давления. Часть 1. Правила сооружения сосудов под давлением)
ASME Boiler and Pressure Vessel Code, Section IX, Welding and Brazing Qualifications (Стандарт по котлам и сосудам высокого давления. Раздел IX. Квалификация сварки и пайки твердым припоем)
ASTM Е94, Standard Guide for Radiographic Examination (Стандартное руководство для рентгенологического исследования)
_______________
ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959, USA.
ASTM Е140, Standard Hardness Conversion Tables for Metals (Стандартные таблицы изменения прочности для металлов)
ASTM Е165, Standard Practice for Liquid Penetrant Examination (Стандартный метод для проверки проникающей жидкости)
ASTM Е709, Standard Guide for Magnetic Particle Testing (Стандартное руководство по магнитопорошковой дефектоскопии)
BS 2М 54:1991, Specification for temperature control in the heat treatment of metals (Температурный контроль при термической обработке металлов. Технические требования)
_______________
British Standards Institute, Customer Services, 389 Chiswick High Road, London W4 4AL, UK.
SAE AMS-H-6875:1998, Heat Treatment of Steel Raw Materials (Тепловая обработка стального сырья)
_______________
SAE International, 400 Commonwealth Drive, Warrendale, PA 15096-0001, USA.
3 Термины и определения
В настоящем стандарте применяются термины по ISO 9000:2000, а также следующие термины с соответствующими определениями:
3.1 валидация проекта (design validation): Подтверждение выполнения требований проекта на основе испытаний, демонстрирующих соответствие продукции требованиям проекта (см. [ISO/TS 29001:2003]).
3.2 верификация проекта (design verification): Проверка результатов проектирования и разработки для определения соответствия установленным требованиям (см. [ISO/TS 29001:2003]).
3.3 внешний проходной диаметр (drift outside diameter): ID трубы, через который могут проходить все элементы собранной оправки для съемного клапана.
3.4 давление при испытаниях (test pressure): Максимальное дифференциальное давление между приложенным давлением и атмосферным давлением. Соответствующая процедура испытаний предписывает ограничивать испытуемый объект от доступности в течение всего времени испытания, сделав его "закрытой системой".
3.5 дата изготовления (date of manufacture): Дата окончательной приемки изготовителем готовой продукции.
Примечание - Дата "число-месяц-год" заполняется в формате ДД-ММ-ГГГГ.
3.6 дефлектор (deflector): Внутреннее устройство, которое направляет или препятствует опусканию устройств съемного клапана внутрь его оправки (приемный резервуар для устройств оправки), но отклоняет устройства, не относящиеся к съемному клапану, таким образом, позволяя последним проходить сквозь оправку съемного клапана при опускании в скважину.
3.7 защелка (latch): Механизм крепления устройства регулирования дебита, которое устанавливается на оправке съемного клапана.
3.8 индикация линейных дефектов (linear indication): Несоответствие линейных размеров, при которых длина равна или превышает три высоты этого дефекта.
3.9 индикация округлых дефектов (rounded indication): Несоответствие круглой или эллиптической формы, при котором длина меньше трехкратного значения высоты.
3.10 искривление (dogleg): Изменение наклона ствола скважины.
Примечание - "Интенсивность" искривления пропорционально изменению угла наклона и обычно измеряется в градусах на единицу длины.
3.11 испытание на внешнее давление (external test pressure): Разница между приложенным внешним давлением и внутренним давлением, при котором оправка для съемного клапана проверяется на предел прочности.
3.12 испытание на внутреннее давление (internal test pressure): Разница между приложенным внутренним давлением и внешним давлением, при котором оправка для съемного клапана проверяется на прочность.
3.13 канал для отвода газов (gas passage undercut): Зазор между устройством регулирования дебита и карманом оправки для съемного клапана, через который происходит нагнетание несущего потока.
3.14 канатная техника (wireline): Тип оборудования и техники, которые применяются для проведения различных операций в скважине с использованием троса или многожильного кабеля, намоточного оборудования на поверхности и на колонне, а также специального устройства, присоединенного к концу каната.
3.15 класс условий эксплуатации (environmental service class): Категория внешних условий, для использования в которых предназначены оправки для съемного клапана.
Примечание - См. 5.6.
3.16 класс проверки качества (quality-control grade): Категория, основанная на определенном количестве процессов, методов и/или тестов, которые используются поставщиком/изготовителем, чтобы подтвердить качество материалов и производственных процессов, использованных при изготовлении определенной оправки для съемного клапана.
3.17 контроль наружной оправкой (external drifting): Испытание для проверки свободного прохождения оправки для съемного клапана с заданным наружным диаметром через испытательную оправку с заданным внутренним диаметром и длиной.
3.18 контроль внутренней оправкой (internal drifting): Испытание для проверки свободного прохождения оправки, имеющей определенный диаметр и длину, через оправку для съемного клапана, для определения полнопроходной способности.
3.19 концевое соединение (end connection): Резьба на конце оправки для съемного клапана, которая используется для присоединения оправки к колонне.
3.20 линейная масса (linear mass): Вес на единицу длины трубных изделий.
3.21 метод проектирования (design method): Метод, процедура или уравнения, используемые поставщиком/изготовителем при проектировании оправок для съемного клапана.
3.22 модель (model): Оправка для съемного клапана устройства регулирования дебита, которая содержит уникальные компоненты и имеет функциональные характеристики, которые отличаются от других изделий того же типа.
Примечание - Оправки для съемных клапанов могут иметь разнообразные концевые соединения.
3.23 нагрузка на растяжение (tensile load): Максимальная сила, создающая напряжения, которые могут использоваться в принципе работы оправки для съемного клапана, определенном поставщиком/изготовителем.
3.24 нагрузка на сжатие (compressive load): Сила, вызывающая сжатие, которая может воздействовать на оправку съемного клапана.
3.25 номинальное давление (rated pressure): Максимальное дифференциальное давление при номинальной температуре, в условиях которого спроектированная оправка для съемного клапана должна нормально функционировать.
3.26 номинальная температура (rated temperature): Максимальная температура при номинальном давлении, в условиях которого спроектированная оправка для съемного клапана должна нормально функционировать в скважине.
3.27 обнаруженная утечка (perceptible leak): Любая утечка, зафиксированная в ходе испытаний.
3.28 оправка для съемного клапана (side-pocket mandrel): Устройство, установленное на трубопроводе, которое подводит устройство регулирования дебита или иное устройство к отверстию, расположенному параллельно сквозному отверстию трубопровода.
Примечание - Данное параллельное отверстие включает в себя уплотняемые поверхности и профили защелок.
3.29 оправка для съемного клапана, предназначенная для определенных операций (special-service side-pocket mandrel): Оправка для съемного клапана, которая спроектирована для проведения особых операций, таких как впрыскивание химических реагентов, добавление , гидравлическое регулирование, электрическое регулирование и другие применения, в которых вспомогательный трубопровод заканчивается на оправке.
3.30 ориентирующий профиль (orienting profile): Элемент конструкции (т.е. направляющая гильза) оправки для съемного клапана, которая применяется совместно с инструментом, спускаемом на талевом канате, для радиального или вертикального выравнивания инструментов, которые используются при установке или перемещении оборудования для съемного клапана.
3.31 отверстие (pocket): Осевое отверстие, включая уплотняемые поверхности и профили защелок, которое смещено и расположено параллельно относительно сквозного отверстия оправки для съемного клапана.
3.32 партия компонентов (job lot): Группа или ряд деталей, вторичных и других устройств, которые группируются или обрабатываются вместе в процессе производства.
3.33 плавка (heat): Материал, получающийся из конечного расплава.
Примечание - Для переплавленных сплавов плавка определяется как сырье, получающееся из одного переплавленного слитка.
3.34 покрытие (coating): Внутреннее и/или наружное нанесение защитного покрытия на оправку съемного клапана для защиты от коррозии, борьбы с отложением парафина и т.д.
3.35 полный срок эксплуатации (full life cycle): Расчетный период времени, в течение которого изделие будет работать в соответствии со спецификациями изготовителя.
3.36 поставщик/изготовитель (supplier/manufacturer): Любое юридическое (организация, предприятие) или физическое лицо, которое занимается проектированием, изготовлением и (или) продажей оправок для съемных клапанов.
3.37 потребитель/заказчик (user/purchaser): Любое юридическое (организация, предприятие) или физическое лицо, которое приобретает, устанавливает и использует оправки для съемного клапана.
3.38 предел текучести (yield strength): Уровень напряжения, измеряемый при определенной испытательной температуре, после которого материал подвергается пластической деформации и не возвращается в исходное состояние.
Примечание - Предел текучести выражается в единицах силы разделенных на единицу площади.
3.39 приемка (acceptance): Согласие/признание того, что компонент(ы) оправки для съемного клапана, а также соответствующие устройства могут использоваться без ограничений.
3.40 производство (manufacturing): Процесс(ы) и действие(я), выполняемое(ые) поставщиком/изготовителем оборудования при производстве готовых компонентов, их комплектов и обеспечения документацией, удовлетворяющих требованиям потребителя/заказчика и стандартам поставщика/изготовителя.
Примечание - Производство начинается с получения заказа поставщиком/изготовителем и завершается, когда компонент(ы), их комплект(ы) и соответствующая документация передается компании-перевозчику.
3.41 прослеживаемость (traceability): Способность идентифицировать отдельные детали, прошедшие один и тот же процесс или ряд процессов, в том числе нагрев.
3.42 профиль защелки (latch profile): Деталь с углублением, подходящей для блокировочного механизма внутри оправки для съемного клапана.
3.43 семейство проектное (design family): Группа изделий, конфигурация, размеры, материалы, сфера применения которых сходны настолько, что для определения проектных параметров каждого из изделий семейства могут использоваться идентичные проектные методы.
3.44 сертификат соответствия (certificate of conformance): Документ, подтверждающий, что конкретная оправка для съемного клапана соответствует требованиям настоящего стандарта и функциональным требованиям.
3.45 температура испытания (test temperature): Температура, определенная соответствующей процедурой испытаний, при которой проводятся испытания.
3.46 технические спецификации (technical specification): Требования к оборудованию необходимые для соответствия функциональной характеристики.
3.47 тип (type): Оправки для съемного клапана или прочие компоненты (например, клапаны, устройство для регулирования дебита, защелка, талевый канат и т.д.), которые отличаются определенным способом эксплуатации.
3.48 условия эксплуатации (operating environment): Ряд внешних условий, воздействию которых подвергается изделие в течение срока службы.
Примечание - Внешние условия могут включать в себя температуру, давление, состав и свойства жидкостей, состав и свойства газа, твердые вещества и т.п.
3.49 функциональность (functionality): Набор возможностей (функций) рабочих характеристик с указанием свойств, параметров и ограничений в работе оправок для съемного клапана.
3.50 функциональные испытания продукции (product functional testing): Процесс, способы и (или) испытания, применяемые поставщиком/изготовителем для того, чтобы показать, что конкретные оправки для съемного клапана произведены с полным соблюдением функциональных и производственных требований к такой продукции.
3.51 эксплуатационный параметр (operational parameter): Требование и (или) ограничение, которые распространяются на продукцию в течение всего срока ее эксплуатации.
Пример - Условия эксплуатации, прохождение сквозь трубу, спуск и извлечение устройств для регулирования дебита, прохождение различных инструментов сквозь оправки для съемных клапанов, воздействие химических веществ/жидкостей и др.
4 Обозначения и сокращения
В настоящем стандарте применены следующие обозначения и сокращения:
AWS - Американское общество специалистов по сварке
ЕОЕС - за исключением концевых соединений
ID - внутренний диаметр
NDE - неразрушающий контроль
OD - внешний диаметр
- шероховатость, выраженная в микрометрах (микродюймах)
ПАИМС (PQR) - протокол аттестационных испытаний метода сварки
СПС (WPS) - спецификация процедуры сварки
СС (СОС) - сертификат соответствия
УПС (WPQ) - уровень подготовки сварщика
5 Функциональная спецификация
5.1 Общие положения
Потребитель/заказчик должен подготовить функциональную спецификацию для заказа изделий, которая должна соответствовать требованиям настоящего стандарта. В спецификации должны быть определены требования и условия эксплуатации, приведенные в 5.2-5.10, и/или должно быть идентифицировано конкретное изделие, изготовленное поставщиком/изготовителем. Эти требования могут быть представлены в виде чертежа в указанном масштабе, паспорте изделия, функциональной спецификации (см. приложение Е) или другой аналогичной документации.
5.2 Функциональные характеристики
Оправка для съемного клапана - устройство, установленное на трубопроводе, которое подводит устройство регулирования дебита или иное устройство к отверстию, расположенному параллельно сквозному отверстию трубопровода.
Данное параллельное отверстие включает в себя уплотняемые поверхности и профили защелок.
Потребитель/заказчик должен определить следующие функциональные характеристики:
- защелка: номинальный размер и/или тип и/или модель защелки, которая используется для крепления устройства для регулирования дебита или других устройств к оправке для съемного клапана;
- отверстие уплотнений: номинальный размер отверстия уплотнений и конфигурация для размещения устройства для регулирования дебита или других устройств. Модель(и) устройства для регулирования дебита или других устройств, которые должны быть установлены в оправке для съемного клапана;
- коммуникационные соединительные каналы: расположение и конфигурация впускных и выпускных коммуникационных каналов или выходных отверстий на оправке для съемного клапана, а также модель устройства для регулирования дебита или других устройств, которые должны быть установлены в оправке;
- каналы трубопроводов: присоединительный размер и конфигурация для выпускных каналов и выходных отверстий, к которым должны присоединяться колонна, контрольные или впрыскивающие трубы;
- соединения труб: верхние и нижние соединения труб, материалы и размеры оправки для съемного клапана, которая присоединена к трубе; или размер резьбы, вес жидкости, класс и материал трубы, к которой должна крепиться оправка;
- условия нагрузки: предполагаемые условия нагрузки, которая должна быть приложена к оправке для съемного клапана, включая, но, не ограничиваясь нагрузкой на растяжение, избыточным давлением, давлением смятия, напряжением при изгибе и т.д.
5.3 Параметры скважины
5.3.1 Общие положения
Потребитель/заказчик должен указать параметры скважины, определенные в 5.3.2-5.3.5
5.3.2 Параметры флюидов скважины
Флюиды скважины должны характеризоваться следующими параметрами: плотностью, химическим/физическим составом и наличием твердых примесей (песка, осадка, парафина и др.). Также параметры жидкости и/или газы, влиянию которых оправка будет подвергаться в течение всего срока ее эксплуатации, должны определяться с учетом минимального и максимального давления закачки, разницы давления, уровня температуры и потока.
5.3.3 Конструктивные параметры скважины
Должны быть определены следующие конструктивные параметры скважины:
- размер, материал, вес жидкости, класс корпуса и трубы;
- глубина и профиль скважины;
- отклонения и ограничения, которые должны учитываться при прохождении изделия;
- условия нагрузки, которая должна быть приложена к оправке съемного клапана.
5.3.4 Допустимые операции в скважине
В зависимости от применения, должны быть установлены следующие эксплуатационные характеристики:
- воздействие на скважину, в том числе такие параметры, как тип кислоты (например: состав кислоты), давление, температура, скорость потока кислоты и время воздействия, а также любые другие химические вещества, используемые во время воздействия;
- гидроразрыв пласта, включая описание расклинивающего наполнителя, скорость гидроразрыва пласта, скорость флюида;
- крепление призабойной зоны в песчаниках;
- кабельная электрическая линия, канатная техника, застопоривание и другие методы продвижения через трубу;
- устройства, которые могут использоваться при таких методах;
- размер, тип и конфигурация другого оборудования, которое должно использоваться совместно с оправкой для съемного клапана;
- отклонения скважины, включая кривизну. Необходимо указать величину отклонения и степень искривления.
5.3.5 Информация о коррозии
Если потребитель/заказчик располагает данными о коррозионных свойствах скважинной среды, основанных на данных за прошлый период или на исследовании, ему следует передать эти сведения поставщику/изготовителю. Либо потребитель/заказчик может известить поставщика/изготовителя о материалах, устойчивых при определенных условиях коррозии.
5.4 Эксплуатационные параметры
Потребитель/заказчик должен указать соответствующие параметры установки, испытаний и эксплуатации которые применимы к оправкам для съемного клапана. Данные параметры должны включать, но не ограничиваться следующим:
- расчетное максимальное дифференциальное давление в месте установки оправки для съемного клапана от внешней к внутренней части;
- расчетное максимальное дифференциальное давление в месте установки оправки для съемного клапана от внутренней к внешней части;
- расчетный максимальный вес жидкости в трубе, влияющий на оправку для съемного клапана;
- расчетную максимальную температуру, влияющую на оправку;
- расчетный максимальный уровень газа и/или жидкости или продукта в оправке;
- предполагаемый порядок установки, испытаний и эксплуатации.
Существуют условия эксплуатации (в виде исключения), при которых применяются детали оправки, на которые не распространяются требования настоящего стандарта. В этом случае, потребитель/заказчик и поставщик/изготовитель должны совместными усилиями определить приемлемые изделия, которые будут удовлетворять этим условиям и требованиям настоящего стандарта.
5.5 Совместимость с оборудованием для бурения
5.5.1 Общие положения
Потребитель/заказчик должен предоставить информацию о максимальной длине, максимальном ID и т.д. на любое другое оборудование для эксплуатации скважин (подземный клапан-отсекатель, талевый канат, электрические кабели, колонны, оборудование для двухпластовой скважины и др.), которое будет использоваться совместно с оправкой для съемного клапана. Эта информация может быть представлена в виде чертежа в указанном масштабе, паспорте изделия или другой аналогичной документации с целью обеспечения совместимости оборудования с оправкой для съемного клапана.
5.5.2 Размеры гладкого отверстия
Размеры гладкого отверстия, необходимые для оправки для съемного клапана, сконструированного в соответствии с настоящим стандартом, приведены в таблице 1. Необходимо заключить письменное соглашение между потребителем/заказчиком и поставщиком/изготовителем в случае, когда для оправки для съемного клапана требуются другие размеры гладкого отверстия по сравнению с приведенными в таблице 1.
5.6 Классы условий эксплуатации
Потребитель/заказчик должен указать один из четырех классов в соответствии с условиями эксплуатации, требования к которым приведены в приложении А (см. 6.3.2):
- Е1 - стандартная эксплуатация;
- Е2 - среда "" или кислостойкое исполнение;
- Е3 - среда "";
- Е4 - среда "особая", при которой потребитель/заказчик должен указать характеристики эксплуатации.
5.7 Валидация проекта
Потребитель/заказчик должен определить один из следующих трех классов валидации проекта, требования к которым представлены в приложении В (см. 6.6):
- V3 - базовый уровень валидации проекта;
- V2 - промежуточный уровень валидации проекта (испытание с разрушением образца или тензометрический метод анализа последствий отказов);
- V1 - высший уровень валидации проекта (тензометрический метод анализа последствий отказов и эксплуатационные испытания канатной техники).
5.8 Классы функционального испытания изделия
Потребитель/заказчик должен определить один из следующих трех классов проверки функциональности изделия, в соответствии с требованиями, установленными в приложении С (см. 6.7):
- F3 - базовый уровень проверки функциональности изделия;
- F2 - промежуточный уровень проверки функциональности изделия;
- F1 - высший уровень проверки функциональности изделия.
5.9 Классы контроля качества
Потребитель/заказчик должен определить один из следующих трех классов контроля качества, требования к которым установлены в приложении D (см. 7.4.4):
- Q3 - базовый уровень проверки качества;
- Q2 - промежуточный уровень проверки качества;
- Q1 - высший уровень проверки качества.
5.10 Дополнительные требования
Потребитель/заказчик может при необходимости оговорить дополнительную верификацию проекта, валидационные испытания проекта, и/или функциональное испытание, которые необходимы для конкретного применения. Такие требования являются дополнением перечисленным выше.
6 Техническая спецификация
6.1 Общие положения
Поставщик/изготовитель должен предоставить потребителю/заказчику техническую характеристику, соответствующую требованиям, указанным в функциональной спецификации. Поставщик/изготовитель также должен предоставить потребителю/покупателю паспорт изделия в соответствии с 7.2.2.
6.2 Технические характеристики
6.2.1 Критерии
Поставщик/изготовитель должен спроектировать и изготовить оправку для съемного клапана в соответствии с функциональными критериями, приведенными в 6.2.2-6.2.8.
6.2.2 Устройство для регулирования дебита
Оправка для съемного клапана должна обеспечивать герметичность устройства для регулирования или другого оборудования, установленного внутри оправки. Если не установлено иное, то устройство для регулирования дебита должно оставаться в закрытом состоянии до момента проведения работ.
6.2.3 Функциональные требования
Когда устройство для регулирования дебита или другое оборудование установлено, оправка для съемного клапана должна работать согласно с функциональными спецификациями.
6.2.4 Свободный проход инструментов
При необходимости оправка для съемного клапана должна обеспечивать свободный проход инструментов в соответствии с 5.3.4.
6.2.5 Требования к коррозии
Поставщик/изготовитель имеет право указать в функциональной характеристике (см. 5.3.5) материал для особых коррозийных условий. Потребитель/заказчик должен быть уведомлен о том, что характеристики выбранного материала отвечают всем параметрам, заданным для данной скважины и параметрам откачки/закачки (см. 5.4). Такое условие должно применяться к металлическим и неметаллическим деталям.
Необходимо заключить соглашение при изменении материалов, выбранных потребителем/заказчиком.
6.2.6 Эксплуатационные параметры
Оправка для съемного клапана должна работать в соответствии с эксплуатационными параметрами и характеристиками, указанными в функциональной спецификации.
6.2.7 Другие инструменты и кольцевые пространства
По требованию может быть установлено другое оборудование в кольцевом пространстве в соответствии с функциональной характеристикой. Так, например, может быть установлена другая труба, если скважина разработана как двойная или газлифтная.
6.2.8 Дополнительные соединения
Соединения, которые крепят дополнительные трубы/кабели, должны отвечать требованиям в отношении давления, температуры и условий среды, установленным для оправки для съемного клапана.
6.3 Критерии, предъявляемые к проекту
6.3.1 Общие положения
При проектировании оправки для съемного клапана поставщик/изготовитель должен пользоваться критериями, предъявляемыми к проекту, приведенными в 6.3.2-6.3.9. Оправки для съемного клапана, соответствующие настоящему стандарту, должны быть изготовлены по чертежам и спецификациям, которые применялись для изготовления оправки, прошедшей валидационные испытания. Допускаются отклонения размеров деталей, не влияющих на срок службы оправки для съемного клапана. Проект должен предусматривать устойчивость к воздействию давления и к нагрузкам, вызванным давлением.
6.3.2 Классификация материалов в зависимости от класса условий эксплуатации
Поставщик/изготовитель должен учитывать требования в зависимости от условий эксплуатации, установленных потребителем/заказчиком. Характеристики требований по материалам должны сочетаться с каждым классом условий эксплуатации, приведенных в приложении А.
6.3.3 Диаметры отверстия уплотнения
Клапан оправки для съемного клапана должен быть спроектирован и изготовлен таким образом, чтобы диаметры герметичного отверстия соответствовали настоящему подразделу.
Герметичные отверстия оправки для съемного клапана должны быть смещены относительно осевой линии оправки. Осевая линия всех герметичных отверстий внутри оправки должна быть концентричной в пределах 0,127 мм (0,005 дюймов) или суммарные показания индикатора должны быть равными 0,254 мм (0,010 дюймов).
Герметичные отверстия оправки для съемного клапана, предназначенные для размещения уплотнителя клапана должны иметь доводку максимум 1,6 мкм (63 мкдюйм). Секции или участки ID съемного клапана, через которые будет продвигаться уплотнитель, должны иметь доводку максимум
1,6 мкм (63 мкдюйм) или ID минимум на 1,27 мм (0,050 дюймов) больше, чем максимальный ID герметичного отверстия. Размеры, приведенные в таблице 1 должны использоваться как минимальное и максимальное значение диаметра герметичного отверстия, за исключением случаев, когда поставщик/изготовитель и потребитель/заказчик приходят к соглашению об использовании других размеров.
Примечание - Доводка, , измеряется в микрометрах (микродюймах). 63
(мкдюйм) = 1,6 Ra (мкм).
Таблица 1 - Номинальные значения диаметра для герметичных отверстий оправки для съемного клапана
Номинальный OD клапана | Верхнее уплотнение | Нижнее уплотнение | |||
мм | дюйм | мм | дюйм | мм | дюйм |
25,4 | 1,00 | 26,086±0,127 | 1,027±0,005 | 26,086±0,127 | 1,027±0,005 |
38,1 | 1,50 | 39,573±0,127 | 1,558±0,005 | 37,998±0,127 | 1,496±0,005 |
6.3.4 Максимальный OD
Для проведения испытания внешнего прохождения, поставщик/изготовитель должен определить максимальный проходной OD оправки для съемного клапана в паспорте оправки для съемного клапана.
6.3.5 Влияние температуры при нагрузке на растяжение, сжатие и нагрузку при изгибе
Поставщик/изготовитель обязан учесть влияние температуры при нагрузке на растяжение, сжатие и нагрузку при изгибе. Влиянию могут подвергнуться значения комбинированных нагрузок и давления на оправку для съемного клапана. В подобном случае поставщик/изготовитель должен известить потребителя/заказчика.
6.3.6 Эластомеры и неметаллические детали
Эластомеры и неметаллические детали должны производиться в соответствии с требованиями заказчика.
6.3.7 Нагрузка на растяжение и сжатие
Поставщик/изготовитель должен указать и документально оформить допустимую нагрузку на растяжение и сжатие для оправки для съемного клапана. Такие значения применяются только к оправке, не учитывая концевые соединения, и основываются на критическом значении поперечного сечения оправки.
6.3.8 Эксплуатационный показатель
Поставщик/изготовитель должен определить значение давления, температуры, минимальное значение прочности при осевом растяжении или условия нагрузки на сжатие, которые используются при определении эксплуатационных показателей, в зависимости от изделия. Такая информация должна быть предоставлена в пакете эксплуатационных характеристик (см. приложении Е).
Примечание - В режиме стандартной эксплуатации нагрузка на сжатие не играет важной роли при определении эксплуатационных параметров. Данная информация не доступна для изделий некруглой формы. Она может быть получена при проведении специальных испытаний.
6.3.9 Методы проектирования
Поставщик/изготовитель должен проектировать оправку для съемного клапана, используя один или более из следующих методов:
a) метод конечных элементов;
b) запатентованные формулы и/или методы;
c) стандартные формулы;
d) анализы экспериментальных нагрузок;
e) анализ контрольного испытания.
Настоящий стандарт не обязывает использовать определенный метод, формулу или процедуру при проектировании.
Все детали, работающие под давлением, должны быть спроектированы с учетом испытательных нагрузок поставщика/изготовителя и отвечать условиям, определенным в функциональной спецификации. Предположения, вычисления и/или другие критерии проекта должны быть детально описаны в проектном файле этого изделия.
Примечание - Если при проектировании будет предусмотрено округление всех внешних выступов, то это облегчит опускание и вытягивание оправки для съемного клапана из скважины. Также следует использовать метод обработки внутренней поверхности, чтобы не осталось острых выступов и зазоров. Их наличие может затруднить прохождение инструментов через оправку.
6.4 Верификация проекта
Верификация проекта должна проводиться с целью подтверждения соответствия каждого проекта техническим характеристикам поставщика/изготовителя. Верификация проекта должна включать такие действия, как: проектная экспертиза, проектные расчеты, физические испытания, сопоставление с аналогичными проектами и данными об определенных условиях эксплуатации.
6.5 Допустимые изменения в проекте
6.5.1 Общие положения
Для оправок для съемного клапана одного проектного семейства можно использовать одинаковые зафиксированные результаты по проверке правильности проекта. Проектное семейство должно состоять из оправок для съемного клапана, которые имеют одинаковую конфигурацию, материалы и область применения, позволяющие применять общую методологию для достижения их проектных показателей. Изменения в проекте, которые могут повлиять на допустимую нагрузку на сжатие, не позволительны. Документацию относительно изменений в проекте следует хранить в файле проекта.
6.5.2 Изменения в проекте
Изменения в проекте существующего изделия внутри одного проектного семейства, которое отвечает ниже приведенным требованиям, не должны изменять статус изделия как представителя семейства и его проверочный статус.
- Изменения в проекте не требуют изменения в общей методологии для установления проектных показателей внутри проектного семейства.
- Эксплуатационные параметры изделия, которые подвергаются проектным изменениям, должны соответствовать эксплуатационным параметрам проектного семейства.
Проект, который подвергается существенным изменениям, определенных поставщиком/изготовителем, становится новым проектом, который требует верификации проекта и испытаний функциональности изделия. Обоснование проектных изменений, которые не являются существенными, должны быть документально оформлены.
Уникальные или многочисленные функции, новые функции оправки для съемного клапана, которые не имеют существенных изменений проекта, должны пройти испытание в соответствии с задокументированными требованиями поставщика/изготовителя для верификации проекта по данной функции (функциями). Критерии принятия изменений и результатов должны быть зафиксированы.
6.6 Валидация проекта
6.6.1 Общие положения
Поставщик/изготовитель должен провести валидацию проекта и убедиться в том, что каждое проектное семейство оправок для съемного клапана отвечает функциональным требованиям.
6.6.2 Валидация проекта
Валидация проекта должна проводиться по каждому размеру, типу и модели. Валидация служит подтверждением того, что оправка для съемного клапана удовлетворяет технические характеристики поставщика/изготовителя. Валидация проекта определяет методики испытаний, процедуры и испытания, которые требуются для каждой валидации проекта. Детальное описание каждой методики, процедуры или испытания приведено в приложении В.
6.6.3 Дополнительное испытание при валидации
Некоторые виды эксплуатации требуют дополнительных испытаний при валидации. Данные требования должны быть определены потребителем/заказчиком в функциональной характеристике.
6.7 Требования к функциональным испытаниям изделия
6.7.1 Общие положения
Поставщик/изготовитель должен использовать испытание(я) и/или процесс(ы) для подтверждения того, что каждая произведенная оправка для съемного клапана соответствует спецификации проекта.
6.7.2 Проверка функциональности изделия
Процессы и процедуры, которые необходимо провести для каждого класса проверки функциональности изделия, установлены в приложении С.
6.7.3 Дополнительная проверка функциональности изделия
Некоторые функциональные характеристики требуют проведения дополнительных испытаний, которые определяются потребителем/заказчиком. Потребитель/заказчик и поставщик/изготовитель должны прийти к совместному согласию о дополнительных испытаниях.
7 Требования к поставщику/изготовителю
7.1 Общие положения
Данный раздел содержит детальные требования для подтверждения того, что каждая оправка для съемного клапана отвечает функциональным характеристикам, установленным в разделе 5 и техническим характеристикам, установленным в разделе 6. Каждая из задач, установленных в 7.2-7.9, должна быть изучена поставщиком/изготовителем.
7.2 Документация и контроль данных
7.2.1 Общие положения
Поставщик/изготовитель должен установить и выполнять документированные процедуры для контроля всех документов и данных, относящихся к требованиям настоящего стандарта. Все документы и данные должны вестись и храниться для подтверждения соответствия установленным требованиям. Все документы и данные должны четко оформляться, сортироваться и храниться таким образом, чтобы избежать повреждения и утраты. Документы и данные могут храниться на носителях любого типа, например, в бумажном виде или на электронных носителях. Все документы и данные должны быть доступны потребителю/покупателю. Все документы относительно валидации проекта, верификации проекта, проверки функциональности изделия должны храниться в течение пяти лет со дня их последнего выпуска:
- функциональные и технические спецификации;
- руководство по качеству поставщика/изготовителя;
- необходимый класс документации по контролю качества, как указано в 5.9;
- один полный комплект чертежей, письменных спецификаций и проектных расчетов и стандартов;
- инструкции с указанием методов безопасной установки и эксплуатации оправки для съемного клапана. В данном документе должны быть определены допустимые операции, и операции, которые могут привести к сбою в работе и/или несоблюдению функциональных и эксплуатационных требований;
- определение типа материала, предела текучести и типа концевых соединений, которые идут в комплекте с оправкой для съемного клапана (где применимо);
- СПС;
- ПАИМС;
- УПС.
7.2.2 Документация потребителя/заказчика
Паспорт изделия по каждой линейной единице каждого заказа должен поставляться потребителю/заказчику при поставке заказа.
В паспорте изделия должно быть указано:
- наименование и адрес поставщика/изготовителя;
- заводской номер сборочной детали изготовителя;
- наименование изготовленного изделия;
- тип изделия;
- эксплуатационные параметры изделия;
- металлические материалы;
- неметаллические материалы;
- проходной диаметр;
- общая длина;
- диапазон температур для номинального давления;
- верхние/нижние соединения;
- способ спуска (метод спуска);
- максимальный OD, включая оборудование для спуска;
- способ подъема;
- класс контроля качества;
- класс валидации;
- руководство по техническому обслуживанию/эксплуатации;
- класс проверки функциональности изделия;
- класс условий эксплуатации.
7.2.3 Техническое руководство/руководство по эксплуатации
Техническое руководство/руководство по эксплуатации должно предоставляться в соответствии с настоящим стандартом и должно содержать:
- номер и редакцию руководства;
- технический паспорт изделия;
- порядок эксплуатации;
- процедуры проверки перед установкой оборудования;
- рекомендации по хранению;
- чертеж с указанием основных размеров (OD, ID и длины).
7.2.4 Документация по проекту
Рекомендуется включить методы, предположения, расчеты и требования по проекту в проектную документацию. Проектные требования включают, но не ограничиваются критериями размера, испытательного давления, материалов, условий среды (температурные пределы, класс обслуживания, химические вещества), и другими требованиями по проекту, на которых основан проект. Проектная документация может быть пересмотрена и проверена квалифицированным лицом, отличным от создателя проекта.
7.3 Требования к идентификации изделия
7.3.1 Общие положения
Поставщик/изготовитель должен четко определить марку каждой оправки для съемного клапана согласно требованиям 7.3.2 и 7.3.3.
7.3.2 Идентификация изделия
Каждое изделие, изготовленное в соответствии с настоящим стандартом, должно быть идентифицировано при помощи маркировочных устройств низкого давления, которые наносят маркировку при помощи нанесения точек или закругленным резцом, высекательным штампом, вибрационным способом. Поставщик/изготовитель должен определить участок маркировки и методы. Минимальный объем информации, который нанесен на оправку, должен включать:
- наименование или знак поставщика/изготовителя;
- дата (месяц и год) изготовления;
- заводской номер детали поставщика/изготовителя и уникальный прослеживаемый серийный номер.
Согласно требованиям, маркировка должна включать "стрелку", указывающую вверх и слово "Верх", которое примыкает к стрелке в виде прописных букв на плоской части овальной оправки и на круге круглой оправки по направлению к верхней калибрующей оправке.
Номер партии изготовителя не должен включать тип резьбы, размер и вес жидкости, эта информация должна быть внесена как дополнительная.
7.3.3 Прослеживаемость
Все компоненты, сварные детали, сборочные узлы и вспомогательные узлы оборудования, поставляемые в соответствии с настоящим стандартом, должны быть скомпонованы в партию, в которой для компонентов и сварных деталей должны быть отдельные группы. Все компоненты и сварные детали в партии, прошедшей термическую обработку, не должны быть приняты, если тип термической обработки или серии не соответствует определенным требованиям. Необходимо обеспечить идентификацию отдельных компонентов для упрощения прослеживаемости до завершения поставщиком/изготовителем окончательной проверки.
Поставщик/изготовитель несет ответственность за прослеживаемость, документацию и состояние продукции на момент отгрузки потребителю/заказчику.
7.4 Требования к контролю качества
7.4.1 Общие положения
В настоящем стандарте устанавливается три класса контроля качества. Требования по каждому классу приведены в 7.4.4.
7.4.2 Квалификация персонала по контролю качества
Весь персонал, осуществляющий контроль качества непосредственно в отношении материалов и качества продукции, должен иметь квалификацию в соответствии с документированными требованиями поставщика/изготовителя.
7.4.3 Дефекты производства
Поставщик/изготовитель должен установить и применять документальные процедуры для обеспечения того, что узлы или компоненты, которые не соответствуют указанным требованиям, не могли допускаться к использованию или установке.
Такой контроль должен обеспечивать идентификацию, документирование, оценку, разделение (если применимо) и удаление несоответствующих требованиям узлов и компонентов.
Ответственность за проверку и полномочия на удаление несоответствующих требованиям узлов и компонентов определяются поставщиком/изготовителем. Несоответствующие узлы и компоненты могут быть:
- переделаны для достижения соответствия с указанными требованиями;
- детали, допущенные без ремонта по разрешению уполномоченного персонала поставщика/изготовителя при нарушении условий производства, не соответствующие критерию приемки продукции;
- приняты, после ремонта или без него, решением уполномоченного персонала поставщика/изготовителя, если узел или компонент не нарушают требований к проверке правильности проектного решения, либо
- отклонены или отправлены на переработку.
Отремонтированные и/или переделанные узлы или компоненты должны пройти проверку в соответствии с применимым классом контроля качества.
7.4.4 Выбор класса контроля качества
В настоящем стандарте устанавливаются три класса контроля качества для оправки для съемного клапана согласно таблице D.1. Потребитель/заказчик должен указать в функциональной спецификации класс контроля качества и/или дополнительные требования (при необходимости).
- Q3 документ, подтверждающий соответствие, по требованию потребителя/заказчика;
- Q2 документ, подтверждающий соответствие плюс дополнительно NDE и документ, подтверждающий соответствие критических компонентов (работающие под давлением, обеспечивающие герметичность), определенных заводом/изготовителем по требованию потребителя/заказчика;
- Q1 документ, подтверждающий соответствие, дополнительно NDE и документ, подтверждающий соответствие каждого компонента, за исключением металлоизделий общего применения, предоставляется по требованию потребителя/заказчика.
Изделия должны отвечать стандарту Q3, если только потребитель/заказчик не определяет стандарт Q2 или Q1.
Примечание - Потребитель/заказчик может также назначить дополнительную процедуру подтверждения соответствия и качества, применимую к оборудованию, на которое распространяется настоящий стандарт. См. приложение D для детального описания каждого процесса, процедуры или испытания.
7.4.5 Калибровка средств измерений и аттестация испытательного оборудования
7.4.5.1 Средства измерения и испытательное оборудование, которое используется для процедуры приемки, должно быть идентифицировано, проверено, откалибровано и отрегулировано с определенными интервалами в соответствии с ANSI/NCSL Z540-1 и настоящим стандартом.
7.4.5.2 Приборы для измерения давления должны быть:
- обеспечены возможностью снятия данных с точностью до ±0,5% от полной шкалы или менее, в зависимости от необходимых измерений;
- откалиброваны с точностью ±2% от полной шкалы, или менее, в зависимости от необходимых измерений.
7.4.5.3 Приборы для измерения давления должны использоваться только в откалиброванном диапазоне
7.4.5.4 Приборы для измерения давления должны быть откалиброваны при помощи устройства измерения эталонного давления или грузопоршневого манометра.
7.4.6 Подтверждение соответствия материалов
Сертификат поставщика/изготовителя о заводских испытаниях исходного материала или процедура сертификации на основании результатов испытаний являются приемлемыми при условии, что сертификат включает в себя результаты испытаний механических свойств и химического состава такой партии (плавки) материала. Если материал подвергается изменениям в ходе последующих процессов, которые изменяют его свойства, критерии приемки должны основываться на результатах испытаний твердости или механических свойств в соответствии с ISO 6892 из соответствующей плавки материалов. Данные испытания должны проводиться с использованием цикла термической обработки, для которой предназначен материал. Если первоначальные испытания образцов не дадут положительного результата, нужно провести дополнительные испытания для утверждения материала. Материал следует отбраковать, если результаты дополнительных проверок не будут соответствовать установленным требованиям. Если окончательная приемка осуществляется на основании прочности, соотношение "твердость-прочность" должно быть задокументировано поставщиком/изготовителем для данного типа материала.
Предел текучести в настоящем стандарте определен как 0,2% от предела текучести смещения в соответствии с ISO 6892.
Приемка всех материалов должна быть указана либо на материалах, либо в маршрутных записях прослеживаемости материалов.
Сырье, используемое при изготовлении компонентов, должно соответствовать следующим требованиям:
- наличие сертификата соответствия, подтверждающего, что сырье соответствует задокументированным спецификациям поставщика/изготовителя;
- наличие отчета об испытаниях материала для определения поставщиком/изготовителем того, что сырье соответствует документальным спецификациям поставщика/изготовителя;
- механические и физические свойства (при необходимости);
- металлические материалы: процедуры и практика проведения испытаний механических свойств металлических материалов, которые используются для прослеживаемости компонентов, должны соответствовать ISO 6892;
- эластомеры и неметаллы: процедуры и практика проведения испытаний механических свойств упругих и неметаллических составляющих должны соответствовать задокументированным требованиям поставщика/изготовителя.
7.5 Требования к термической обработке
Ниже приведены требования к термической обработке.
a) Термическая обработка промежуточных деталей должна осуществляться при помощи оборудования термической обработки, которое было откалибровано и проверено.
b) Каждая печь должна проверяться в течение года до проведения термической обработки. Если печь подвергалась ремонту или реконструкции, необходимо провести новую проверку до термической обработки.
c) Печи для термической обработки периодического и непрерывного действия должны быть откалиброваны в соответствии с одной из нижеуказанных процедур:
1) процедуры, приведенные в разделе 5 SAE AMS-H-6875;
2) процедуры, приведенные в разделе 7 BS 2М 54;
3) письменными спецификациями поставщика/изготовителя, в том числе с учетом критериев приемки и прочих промышленных стандартов, которые устанавливают требования не менее строгие, чем приведенные выше.
7.6 Требования к сварке
7.6.1 Общие положения
Система контроля сварки поставщика/изготовителя должна включать в себя требования по мониторингу, повышению и контролю квалификации сварщиков/операторов сварочных аппаратов и использование сварочных спецификаций. Инструменты, используемые для определения температуры, напряжения и силы тока, должны обслуживаться и калиброваться в соответствии с письменными процедурами работы с оправкой для съемного клапана поставщика/изготовителя.
Все сварочные процедуры, сварщики и операторы сварочных аппаратов должны быть утверждены в соответствии с нормами ASME для котлов и сосудов высокого давления, раздел IX. Базовые металлы, не классифицированные в группе Р ASME, должны классифицироваться как неопределенные металлы в соответствии с ASME раздел IX, QW-424.1.
7.6.2 Расходные сварочные материалы
Материалы для сварки должны удовлетворять требованиям AWS или спецификациям поставщика/изготовителя. Поставщик/изготовитель должен иметь письменную процедуру отбора, хранения и контроля расходных сварочных материалов.
Материалы с низким содержанием водорода должны храниться и использоваться в соответствии с рекомендациями изготовителя для сохранения их низководородных свойств.
7.6.3 Процедуры сварки и квалификационные протоколы
7.6.3.1 Общие положения
Сварка должна осуществляться в соответствии с особыми характеристиками Статьи II ASME по котлам и сосудам высокого давления, Раздел IX.
СПС должна содержать все основные параметры, определенные ASME, раздел IX, в отношении процедуры сварки, используемой для квалификационных испытаний.
7.6.3.2 Испытание на прочность
Образцы сварных изделий для испытания на прочность должны пройти такую же термическую обработку после сварки, что и окончательное изделие. Для оправки для съемного клапана с классом условий эксплуатации Е2 испытания на прочность сварного соединения, основного материала и зоны термического влияния поперечного сечения должны быть выполнены в соответствии с ISO 6508-1 и зарегистрированы, как часть требований к ПАИМС. Максимальные значения прочности для класса условий эксплуатации Е2 не должны превышать требований ISO 15156-1, ISO 15156-2 или ISO 15156-3.
Примечание - Для этого положения NACE MR-01-75 эквивалентно ISO 15156-1, ISO 15156-2 и/или ISO 15156-3.
7.6.4 Уровни подготовки сварщиков/операторов сварочных аппаратов
Сварщики и операторы сварочных аппаратов должны пройти квалификацию в соответствии со Статьей ASME по котлам и сосудам высокого давления, Раздел IX. Протоколы проверки уровня подготовки сварщиков (УПС) должны включать в себя все параметры сварки, установленные в Разделе IX ASME.
7.7 Требования к неразрушающему контролю (NDE)
7.7.1 Общие положения
Квалифицированный представитель поставщика/изготовителя должен провести осмотр всех доступных поверхностей на наличие трещин и повреждений, и убедиться, что все технические характеристики соблюдены.
NDE должен проводиться и приниматься по документально оформленным спецификациям производителя, которые включают критерии приемки и требования 7.7. Размер испытуемого образца детали должен удовлетворять уровню стандарта контроля качества, описанному в таблице D.1. Все сварные швы и прилегающие к ним участки, подверженные температурному влиянию, должны быть осмотрены с помощью NDE и одного или более из приведенных методов: радиографическое исследование, исследование с применением магнитных частиц, ультразвука или контроль проникающими жидкостями, определенных в спецификации поставщика/изготовителя.
Если при исследовании были получены неудовлетворительные результаты по 7.7.6-7.7.9, тогда 20% партии оправок для съемного клапана должны быть проверены. При обнаружении других несоответствующих показателей следует проверить 100% партии. Любое неприемлемое показание должно быть устранено, отремонтировано и пересмотрено с использованием оригиналов NDE. Для несоответствующих деталей должен быть подготовлен отчет о несоответствии. Распределение несоответствующих деталей должно быть документально зафиксировано.
7.7.2 Квалификация сотрудников, выполняющих NDE
Сотрудники, выполняющие NDE, должны быть квалифицированы в соответствии с требованиями ISO 9712 Уровень II, или требованиями поставщика/изготовителя.
Примечание - Для этого положения ASNT SNT-TC-1А эквивалентно ISO 9712.
7.7.3 Регистрация квалификации сотрудников, выполняющих NDE
Поставщик/изготовитель должен документально оформлять сведения о квалификации сотрудников, выполняющих NDE.
7.7.4 Офтальмологическое обследование сотрудников, выполняющих осмотр оборудования
Персонал, проводящий визуальные осмотры, должен ежегодно проверять зрение в соответствии с ISO 9712.
Квалификация персонала, выполняющего осмотр оборудования, должна соответствовать требованиям поставщика/изготовителя.
Примечание - Для этого положения ASNT SNT-TC-1А эквивалентно ISO 9712.
Весь персонал, занятый проверками с целью приемки, должен быть квалифицирован по документально оформленным требованиям поставщика/изготовителя.
7.7.5 Испытания твердости
Испытания твердости должны проводиться в соответствии с процедурами, установленными в ISO 6506-1 (измерение твердости по Бринеллю) или ISO 6508-1 (измерение твердости по Роквеллу). Критерии приемки твердости должны соответствовать спецификациям поставщика/изготовителя. Все стандартные переходные таблицы прочности должны соответствовать ASTM Е140 или зафиксированным результатам испытаний, проводимых по определенному материалу.
7.7.6 Радиографический контроль
Радиографический контроль должен отвечать требованиям ASTM Е94. Критерии приемки должны соответствовать ASME по котлам и сосудам высокого давления, Раздел VIII, Подразделение I, UW-5I.
7.7.7 Ультразвуковая дефектоскопия
Ультразвуковая дефектоскопия должна отвечать требованиям ASME по котлам и сосудам высокого давления, Раздел V, Статья 5. Критерии приемки должны соответствовать ASME по котлам и сосудам высокого давления, Раздел VIII, Подразделение I, Приложение 12.
7.7.8 Магнитопорошковая дефектоскопия
Магнитопорошковая дефектоскопия должна отвечать требованиям ASTM Е709. Критерии приемки следующие:
- отсутствие значимых признаков с основным размером равным или большим, чем 5 мм (3/16 дюйм);
- не более десяти значимых признаков на непрерывной площади 40 см (6 дюйм
);
- не более трех значимых признаков на линии, разделенной менее чем на 1,6 мм (1/16 дюйм) (от края к краю);
- отсутствие значимых линейных признаков;
- отсутствие округленных признаков более 3 мм (1/8 дюйм) для сварных швов на глубине 16 мм (5/8 дюйм) или меньше; или 5 мм (3/16 дюйм) сварных швов на глубине более 16 мм (5/8 дюйм).
7.7.9 Контроль методом проникающих жидкостей
Контроль методом проникающих жидкостей должен проводиться в соответствии с требованиями ASTM Е165. Критерии приемки следующие:
- отсутствие значимых индикаций линейных дефектов;
- отсутствие округленных признаков от основного размера более чем на 5 мм (3/16 дюйм);
- не более трех значимых округленных признаков на линии, разделенной менее чем на 1,6 мм (1/16 дюйм) (от края к краю);
- отсутствие округленных признаков более чем на 3 мм (1/8 дюйм) для сварных швов на глубину не более 16 мм (5/8 дюйм) или 5 мм (3/16 дюйм) для сварных швов на глубину более 16 мм (5/8 дюйм).
7.7.10 Исследование размеров компонента
Компоненты и узлы должны пройти проверку размеров, чтобы обеспечить правильное функционирование и соответствие критериям проекта и технической спецификации. Периодичность подобных проверок определяется требованиями характеристики поставщика/изготовителя.
7.7.11 Оценка методов неразрушающего контроля
Проверка NDE должна быть определена в функциональной и/или технической спецификации поставщика/изготовителя, и должна проводиться по требованиям, установленным в этих документах.
Проверка прочности каждой оправки для съемного клапана должна проводиться соответственно процедурам, установленным поставщиком/изготовителем. Результаты проверки должны удовлетворять критериям приемки, приведенным в 7.7.5, и быть документально оформленными.
7.8 Подготовка к хранению и транспортированию
7.8.1 Общие положения
Поставщик/изготовитель должен выполнять требования, указанные в 7.8.2-7.8.5 при хранении и транспортировании оправки для съемного клапана.
7.8.2 Дренирование, чистка и/или сушка
Порядок дренирования, очистки и/или осушки устройства для регулирования дебита после его испытания должен быть определен документально оформленными процедурами поставщика/изготовителя. Минимальным стандартом является отсутствие каких-либо посторонних жидкостей и материалов в изделии.
7.8.3 Резьбовые торцевые соединения и уплотнения
Все резьбовые соединения и уплотнения должны быть защищены в соответствии со специальными процедурами поставщика/изготовителя. Защита резьбовых соединений должна удовлетворять требованиям ISO 11960, а для резьбовых соединений, не определенных ISO, защита должна производиться в соответствии с требованиями поставщика/изготовителя. Минимальным стандартом защиты уплотнений является покрытие отверстий ингибитором коррозии в соответствии с процедурами поставщика/изготовителя.
7.8.4 Покраска оправок для съемного клапана
Покраска оправки для съемного клапана должна проводиться в соответствии с письменными процедурами поставщика/изготовителя, которые учитывают требования, предъявляемые к защите резьбы и уплотняемых поверхностей от краски. Минимальные требования - отсутствие краски на резьбе и уплотняемых поверхностях.
7.8.5 Нанесение несмываемой маркировки до покраски
До покраски необходимо нанести все виды несмываемой маркировки, установленной настоящим стандартом. Активная резьба должна подвергаться лишь поверхностной обработке, определенной поставщиком/изготовителем.
7.9 Ремонт
Ремонт должен привести оправки для съемного клапана в состояние, отвечающее требованиям настоящего стандарта или другого издания на момент изготовления.
Приложение А
(обязательное)
Требования к условиям среды
А.1 Цель
А.1.1 Общие положения
Целью настоящего приложения является установление определенных требований по каждому из четырех классов условий среды, приведенных в настоящем стандарте (см. 5.6). Поставщик/изготовитель должен определить критерии и выбор материалов, отвечающих требованиям по классам условий среды, или использовать материалы, одобренные потребителем/заказчиком.
Таблица А.1 - Классы условий среды
Классы условий среды | Характеристики |
Е1 - стандартная эксплуатация (см. А.1.2) | Некислая среда |
Е2 - эксплуатация в условиях растрескивания под действием напряжений в сульфидсодержащей среде (см. А.1.3) | Кислая среда |
Е3 - эксплуатация в условиях | Среда |
Е4 - специальная эксплуатация (см. А.1.5) | Специальные условия эксплуатации, определенные потребителем/заказчиком |
| |
А.1.2 Класс Е1 - Стандартная эксплуатация
Эксплуатация в растворах без и с присутствием
с меньшим содержанием по сравнению с установленным в разделе о "растрескивании под действием напряжений в сульфидсодержащей среде" в ISO 15156-1, ISO 15156-2 и ISO 15156-3. Стандартным материалом, используемым в такой среде, является низколегированная сталь 4130/4140 (HRC 26-36). Другие материалы могут использоваться в этой среде только по согласованию с потребителем/заказчиком.
Примечание - Для этого положения NACE MR-01-75 эквивалентно ISO 15156-1, ISO 15156-2 и/или ISO 15156-3.
А.1.3 Класс Е2 - Растрескивание под действием напряжений в сульфидсодержащей среде или эксплуатация в условиях
Эксплуатация в растворах без и с частичным присутствием
, которые имеют парциальное давление выше указанного для растрескивания под действием напряжений в сульфидсодержащей среде, указанных в ISO 15156-1, ISO 15156-2 и ISO 15156-3. Материалы, которые используются в этой среде, должны соответствовать стандартам NACE. Любые сварочные работы в этих условиях также должны соответствовать требованиям NACE.
Примечание - Для этого положения NACE MR-01-75 эквивалентно ISO 15156-1, ISO 15156-2 и/или ISO 15156-3.
А.1.4 Класс Е3 - Эксплуатация в условиях
Эксплуатация в растворах с частичным присутствием с меньшим содержанием по сравнению с установленным в разделе о "растрескивании под действием напряжений в сульфидсодержащей среде" в ISO 15156-1, ISO 15156-2 и ISO 15156-3, но с присутствием
. Примеры материалов, которые можно использовать в этих условиях, и которые менее подвержены коррозии, вызванной
: хром 9, нержавеющая сталь 410, нержавеющая сталь 420, хром 13, суперхром 13, хром 22 и обычная нержавеющая сталь 450. Другие материалы могут использоваться в этих условиях только по согласованию с потребителем/заказчиком.
Примечание - Для этого положения NACE MR-01-75 эквивалентно ISO 15156-1, ISO 15156-2 и/или ISO 15156-3.
А.1.5 Класс Е4 - Специальная эксплуатация (по заказу потребителя/заказчика)
Данный класс может использоваться потребителем/заказчиком для определения специальных эксплуатационных условий, которые не представлены в настоящем стандарте. Примером такого типа обслуживания могли быть комбинированные условия и
.
Приложение В
(обязательное)
Требования к валидации проекта
В.1 Цель
В.1.1 Общие положения
Каждый класс валидации проекта требует определенного числа валидационных процедур, процессов и испытаний. Все результаты должны быть занесены в файлы по валидации проекта, быть разборчивыми и доступными (легко находиться). В файле должны храниться результаты валидации проекта, рассмотренные и одобренные квалифицированным лицом, не являющимся автором проекта. Должно быть получено подтверждение о том, что требования настоящего стандарта по валидации проекта были соблюдены.
Поставщик/изготовитель должен фиксировать выполнение процедур валидации, процессов и испытаний. Все испытания под давлением, значения испытательного давления, температура должны постоянно фиксироваться во временном файле (системе) сбора данных, а значения испытательного давления и температурные показатели должны заноситься в файл. Погрешность показателя давления должна быть в пределах 1,0% от полной шкалы средства измерения. Изделие, которое прошло валидацию проекта самого высокого класса, может считаться подтвержденным по любому из более низких классов. В таблице В.1 представлены требования к трем классам валидации проекта.
Таблица В.1 - Классы валидации проекта
Критерий | Класс | ||
V3 | V2 | V1 | |
Документация | В.1.2.2 | В.1.3.2 | В.1.4.2 |
Обзор проекта (гидроразрыв, смятие, допуски) | В.1.2.3 | В.1.3.3 | В.1.4.3 |
Испытание давлением на гидроразрыв и смятие при температуре окружающей среды | Не требуется | В.1.3.4 или В.1.4.6 | Не требуется |
Испытание давлением при номинальной температуре | В.1.2.4 | В.1.3.5 | В.1.4.4 |
Циклы внутреннего давления | Не требуется | В.1.3.6 | В.1.4.5 |
Анализ конечных элементов/тензометрические испытания | Не требуется | Не требуется | В.1.4.6 |
Регулирование дебита - установка/извлечение при помощи инструмента для установки газлифтных клапанов | В.1.2.5 | В.1.3.7 | В.1.4.7 |
Эксплуатационные испытания троса для работ в скважине с помощью инструмента для установки газлифтных клапанов | Не требуется | Не требуется | В.1.4.8 |
Валидация испытания внутреннего проходного диаметра изделия | С.1.2.3 | С.1.2.3 | С.1.2.3 |
Валидация испытания внешнего проходного диаметра изделия | С.1.2.4 | С.1.2.4 | С.1.2.4 |
В.1.2 Класс V3 - Базовый уровень или класс проверки валидации проекта оправки для съемного клапана
В.1.2.1 Общие положения
Валидация проекта по классу V3 должна осуществляться по следующему принципу. Один или более из выбранных образцов оправок должен пройти испытания в полном объеме. Кроме того, любая из оправок должна пройти функциональное испытание изделия класса F3, приведенного в приложении С. Функциональное испытание должно проводиться в указанном порядке по завершению всех испытаний при валидации проекта.
В.1.2.2 Документация
При использовании архивных записей, поставщик/изготовитель должен подтвердить, что данное изделие оправки для съемного клапана находится на рынке в течение двух лет, не менее 200 оправок было продано конечному потребителю и не менее 100 было введено в эксплуатацию.
В.1.2.3 Обзор проекта (гидроразрыв, смятие, допуски)
Поставщик/изготовитель должен представить документ по рассмотрению проекта по данной оправке для съемного клапана. Документ по рассмотрению проекта должен включать обзор таких эксплуатационных характеристик, как гидроразрыв, смятие, нагрузка на растяжение и предел прочности с целью обеспечения соответствия проекта техническим спецификациям.
В.1.2.4 Испытание давлением при максимальной номинальной температуре
Данное гидростатическое (с использованием жидкости) испытание внутренним давлением должно проводиться при максимальной температуре и при расчетном (или более высоком) значении давления. Испытательное давление в оправке должно выдерживаться в течение не менее 5 мин. Испытательное давление должно оставаться постоянным в пределах ±2%.
В.1.2.5 Регулирование дебита - Установка/извлечение инструмента
Данное испытание проводится, когда оправка зафиксирована в горизонтальном положении, а клапан находится вверху либо в положении "на 12 ч". Макет устройства для регулирования дебита с подходящим блокировочным механизмом вводится в клапан, блокируется в нем и вынимается оттуда с соблюдением процедур и критериев приемки изготовителя. При данном испытании необходимо подтвердить совместимость с оправкой каждой из защелок, спускоподъемного инструмента, инструмента для установки газлифтных клапанов. Канатная установка должна состоять из шарнирного соединения, напрямую соединенного с инструментом для установки газлифтных клапанов с подходящими по весу противовесом и буровыми ножницами. Оправка для съемного клапана должна быть оборудована укороченной трубой минимальной длины 1,22 м (4 фута), присоединенной к верхнему соединению оправки.
Оправки для съемного клапана, не имеющие ориентировочного профиля, должны испытываться при минимальном значении угла в 15 градусов от вертикального наклона.
В.1.3 Класс V2 - Промежуточный уровень валидации оправки для съемного клапана
В.1.3.1 Общие положения
Валидация проекта по классу V2 должна осуществляться в следующем порядке. Один или более из отобранных образцов должны пройти каждое испытание. Допустимо лишь одно несоответствие при испытании избыточным давлением и одно несоответствие при испытании давлением смятия. Дополнительно, один или более из образцов (исключая несоответствующие) должны успешно пройти функциональное испытание по классу F3, приведенному в приложении С. Функциональное испытание проводится в установленном порядке по окончании всех испытаний, необходимых для валидации проекта.
В.1.3.2 Документация
Проектный файл должен содержать все предположения по верификации проекта, расчеты, оценки моделей, результаты испытаний и другую вспомогательную документацию, которая использовалась при верификации проекта.
В.1.3.3 Обзор проекта (гидроразрыв, смятие, допуски)
Совпадает с В.1.2.3.
В.1.3.4 Испытание давлением на гидроразрыв и смятие до разрушения при температуре окружающей среды
В.1.3.4.1 Гидроразрыв
Как минимум один из образцов данного проекта должен быть испытан на внутреннее давление до разрушения. Гидравлическое испытание необходимо провести при температуре окружающей среды. Во время проведения испытания следует зафиксировать участки постоянной деформации и разрушения.
В.1.3.4.2 Смятие
Как минимум один из образцов данного проекта должен быть испытан на внешнее давление до разрушения. Во время проведения испытания следует зафиксировать участки постоянной деформации и разрушения. Гидравлическое испытание необходимо провести при температуре среды.
В.1.3.5 Испытание при максимальной номинальной температуре
Совпадает с В.1.2.4
В.1.3.6 Циклы внутреннего давления
Данное испытание внутренним гидравлическим давлением. Внутреннее давление должно быть увеличено до номинального давления при температуре среды, выдержано в течение 2 мин с максимально допустимой потерей давления 2% и без ощутимых утечек, а затем выпущено в атмосферу. Такой цикл должен повториться минимум 10 раз. На последнем цикле давление должно быть выдержано в течение 5 мин после того, как испытуемая оправка была изолирована от источников давления.
В.1.3.7 Регулирование дебита - Установка/извлечение оборудования
Данное испытание проводится, когда оправка зафиксирована в горизонтальном положении, а клапан находится вверху, с боку внизу, либо в положении "на 12 ч", "на 3 ч" и "на 6 ч". При каждом расположении макет устройства для регулирования дебита с подходящим блокировочным механизмом вводится в клапан, блокируется в нем и вынимается оттуда с соблюдением процедур и критериев приемки поставщика/изготовителя.
При данном испытании необходимо подтвердить совместимость с оправкой каждой из защелок, спускоподъемного инструмента, инструмента для установки газлифтных клапанов.
Канатная установка должна состоять из шарнирного соединения, напрямую соединенного с инструментом для установки газлифтных клапанов с подходящими по весу противовесом и буровыми ножницами. Оправка для съемного клапана должна быть оборудована укороченной трубой минимальной длины 1,22 м (4 фута), присоединенной к верхнему соединению оправки.
Оправки для съемного клапана, не имеющие ориентировочного профиля, должны проверяться при минимальном значении угла в 15° от вертикального наклона.
В.1.4 Класс V1 - Высший уровень валидации проекта оправки для съемного клапана
В.1.4.1 Общие положения
Валидация проекта по классу V1 должна осуществляться в следующем порядке. Один или более из отобранных образцов должны пройти каждое испытание. Дополнительно, один или более из отобранных образцов должны успешно пройти функциональное испытание по классу F3, приведенному в приложении С. Функциональное испытание проводится в установленном порядке по окончании всех испытаний, необходимых для валидации проекта.
В.1.4.2 Документация
Соответствует В.1.3.2.
В.1.4.3 Обзор проекта (гидроразрыв, смятие, допуски)
Соответствует В.1.2.3.
В.1.4.4 Испытание давлением при максимальной номинальной температуре
Соответствует В.1.2.4.
В.1.4.5 Циклы внутреннего давления
Соответствует В.1.3.6.
В.1.4.6 Анализ конечных элементов и тензометрические испытания
В.1.4.6.1 Анализ конечного элемента (FEA)
Анализ конечных элементов проводится с целью определения расчетного давления оправки для съемного клапана при внутреннем/внешнем давлении, и условиях нагрузки на растяжение. Все предположения и заключения должны быть зафиксированы как часть анализа.
В.1.4.6.2 Тензометрические испытания
Тензометры, расположенные по всей окружности и длине оправки для съемного клапана, используются при проведении анализа конечных элементов, при полном исследовании до установленных пределов. Приемлемыми считаются деформации, находящиеся в пределах 10% от значений, рассчитанных при анализе последствий отказов.
В.1.4.7 Регулирование дебита - Установка/извлечение оборудования
Совпадает с В.1.3.7.
В.1.4.8 Испытание троса для работ в скважине и инструмента для установки газлифтных клапанов
Данное испытание проводится, когда оправка зафиксирована в наклонном положении на 45°, а клапан находится наверху, сбоку, внизу, либо в положении "на 12 ч", "на 3 ч" и "на 6 ч". На верхнем конце оправки должна быть закреплена короткая труба с минимальной длиной 3,05 м (10 футов), а на нижнем конце - короткая труба с минимальной длиной 1,83 м (6 футов). На верхнем конце верхней короткой трубы должно быть установлено приспособление для смазки. При каждом расположении макет устройства для регулирования дебита с подходящим блокировочным механизмом вводится в клапан, блокируется в нем и вынимается оттуда с соблюдением процедур и критериев приемки поставщика/изготовителя. Инструменты для установки газлифтных клапанов должны быть опущены и вытянуты из оправки при помощи каната. Далее требуется опустить инструмент для установки газлифтных клапанов на дно оправки, не применяя короткую трубу или других резьбовых устройств. Подобная процедура необходима для проверки свободного прохождения любого инструмента внутрь оправки, который не должен зацепляться за инструмент для установки газлифтных клапанов и повисать на самой оправке в любом месте ниже направляющей гильзы. Данное испытание должно проводиться, когда оправка закреплена в позиции "на 12 ч", а инструмент для установки газлифтных клапанов ориентирован и зафиксирован на 10° шаге от верхней позиции (12 ч) до нижней позиции (6 ч).
Приложение С
(обязательное)
Требования к проверке функциональности изделия
С.1 Цель
С.1.1 Общие положения
Каждый класс проверки функциональности изделия требует определенного числа проверочных процедур, процессов и испытаний. Все результаты должны быть занесены в файл по производству или контролю качества. Поставщик/изготовитель должен фиксировать выполнение процедур проверки, процессов и испытаний. Все испытания давлением, проверочные значения давления, температура должны постоянно фиксироваться в контролируемом по времени файле (системе), а значения проверочного давления и температурные показатели должны заноситься в файл проверки. Погрешность показателя давления должна быть в пределах 1,0% от полной шкалы средств измерения.
В таблице С.1 представлены три класса проверки функциональности изделия со ссылкой на требования.
Таблица С.1 - Классы проверки функциональности изделия
Критерий | Класс | ||
F3 | F2 | F1 | |
Испытание внутренним давлением | С.1.2.2 | С.1.3.2 | С.1.4.2 |
Испытание внешним давлением | Не требуется | С.1.3.3 | С.1.4.3 |
Испытание внутреннего проходного диаметра | С.1.2.3 | С.1.3.4 | С.1.4.4 |
Испытание внешнего проходного диаметра | С.1.2.4 | С.1.3.5 | С.1.4.5 |
Метод установки/извлечения - устройство для установки газлифтных клапанов | Не требуется | С.1.3.6 | С.1.4.6 |
С.1.2 Класс F3 - базовый уровень проверки функциональности оправки для съемного клапана
С.1.2.1 Общие положения
Проверка функциональности изделия для класса F3, приведенная в С.1.2.2-С.1.2.4, должна проводиться в следующем порядке.
С.1.2.2 Испытание внутренним давлением
Испытание внутренним давлением с применением жидкости должно проводиться для 100% оправок каждой партии при расчетном давлении (или выше) и температуре среды. Испытуемая оправка должна находиться под давлением в течение не менее 5 мин после стабилизации давления. Стабилизированное давление - это давление, достигшее постоянного значения с отклонением не более ±2% проверочного давления. При этом не должно быть значительных утечек из оправки.
С.1.2.3 Испытание внутреннего проходного диаметра
Проходная балка со стандартной длиной минимум 106,68 см (42 дюймов) (согласно ISO 11960) должна беспрепятственно проходить через оправку с устройством для регулирования дебита и защелкой. Внешний диаметр проходной балки должен равняться проходному внутреннему диаметру испытуемой оправки с допустимым отклонением в соответствии с ISO 11960. Данное испытание должно проводиться для 100% оправок из партии. Проходная балка должна эксплуатироваться и проверяться в соответствии со стандартной программой калибровки поставщика/изготовителя.
С.1.2.4 Испытание проходного внешнего диаметра
Оправка для съемного клапана должна свободно проходить через крепление скважины, другую трубу или приспособления, ID которых должен превышать проходной OD оправки. Данное испытание должно проводиться для 100% оправок из партии. Минимальная длина креплений, труб или приспособлений не должна быть меньше длины оправки. Внутренний диаметр проверочных креплений, труб и приспособлений должен сохраняться и проверяться в соответствии со стандартной программой калибровки поставщика/изготовителя.
С.1.3 Класс F2 - Промежуточный уровень проверки функциональности изделия
С.1.3.1 Общие положения
Проверка функциональности изделия для класса F2, приведенного в С.1.3.2-С.1.3.6 должна проводиться по следующему принципу.
С.1.3.2 Испытание внутренним давлением
Соответствует с С.1.2.2.
С.1.3.3 Испытание внешним давлением
Испытание внешним давлением с применением жидкости должно проводиться для 5% оправок каждой партии при расчетном давлении (или выше) и температуре среды. Испытуемая оправка должна находиться под давлением в течение не менее 5 мин после стабилизации давления. Стабилизированное давление - это давление, достигшее постоянного значения с отклонением не более ±2% проверочного давления. При этом не должно быть значительных утечек из оправки.
С.1.3.4 Испытание проходного внутреннего диаметра
Соответствует С.1.2.3.
С.1.3.5 Испытание проходного внешнего диаметра
Соответствует С.1.2.4.
С.1.3.6 Метод установки/извлечения - Устройство для установки газлифтного клапана
Данное испытание проводится для 5% оправок из каждой партии, когда оправка зафиксирована в горизонтальном положении, а клапан установлен наверху или в положении "на 12 ч". Устройство для регулирования дебита с подходящим блокировочным механизмом вводится в клапан, блокируется в нем и вынимается оттуда при помощи устройства для установки газлифтного клапана, которое определяется потребителем/заказчиком с соблюдением процедур и критериев приемки поставщика/изготовителя. Если инструмент не выбран, поставщик/изготовитель должен определить его и занести соответствующую запись в документацию по проверке.
С.1.4 Класс F1 - Высший уровень проверки функциональности оправки для съемного клапана
С.1.4.1 Общие положения
Проверка функциональности изделия для класса F1, приведенного в С.1.4.2-С.1.4.6 должна проводиться по следующему принципу.
С.1.4.2 Испытание внутренним давлением
Соответствует С.1.2.2.
С.1.4.3 Испытание внешним давлением
Испытание внешним давлением с применением жидкости должно проводиться для 100% оправок каждой партии при расчетном давлении (или выше) и температуре среды. Испытуемая оправка должна находиться под давлением в течение не менее 5 мин после стабилизации давления. Стабилизированное давление - это давление, достигшее постоянного значения с отклонением не более ±2% проверочного давления. При этом не должно быть значительных утечек из оправки.
С.1.4.4 Испытание проходного внутреннего диаметра
Соответствует С.1.2.3.
С.1.4.5 Испытание проходного внешнего диаметра
Соответствует С.1.2.4.
С.1.4.6 Метод установки/извлечения - Устройство для установки газлифтного клапана
Данное испытание проводится для 100% оправок из каждой партии, когда оправка зафиксирована в горизонтальном положении, а клапан установлен наверху в положении "на 12 ч". Устройство для регулирования дебита с подходящим блокировочным механизмом вводится в клапан, блокируется в нем и вынимается оттуда при помощи устройства для установки газлифтного клапана, которое определяется потребителем/заказчиком с соблюдением процедур и критериев приемки поставщика/изготовителя. Если инструмент не выбран, поставщик/изготовитель должен определить его и занести соответствующую запись в документацию по проверке.
Приложение D
(обязательное)
Требования к контролю качества
D.1 Цель
D.1.1 Общие положения
Каждый класс контроля качества требует определенного числа проверочных процедур, процессов и испытаний. Все результаты должны быть занесены в файл по производству или контролю качества. В таблице D.1 представлены три класса проверки контроля качества со ссылкой на требования.
Таблица D.1 - Класс контроля качества
Критерий | Класс | ||
Q3 | Q2 | Q1 | |
Испытание на прочность | D.1.2.1 | D.1.3.1 | D.1.4.1 |
Неразрушающий контроль | Не требуется | D.1.3.2 | D.1.4.2 |
Документация | D.1.2.2 | D.1.3.3 | D.1.4.3 |
D.1.2 Класс Q3 - Базовый уровень контроля качества оправки для съемного клапана
D.1.2.1 Испытание на прочность
Прочность оправки для съемного клапана должна определяться как минимум на двух участках: возле верхнего конца и возле нижнего конца оправки. Это испытание должно проводиться на 100% оправок каждой партии. Все испытания на прочность должны осуществляться в соответствии с 7.7.5.
D.1.2.2 Документация
По требованию потребителя/заказчика документация должна включать СС для партии оправок для съемного клапана.
D.1.3 Класс Q2 - Промежуточный уровень контроля качества
D.1.3.1 Испытание на прочность
Прочность оправки для съемного клапана должна определяться как минимум на трех участках: возле верхнего конца, возле нижнего конца оправки и на одном участке сварного шва. Это испытание должно проводиться на 100% оправок каждой партии. Все испытания прочности должны осуществляться в соответствии с 7.7.5.
D.1.3.2 Неразрушающий контроль
Для контроля качества уровня Q2, один из следующих тестов должен быть проведен по требованию поставщика/изготовителя. Данная проверка должна охватить 5% каждой партии изделия. Процесс отбора образцов должен проводиться в соответствии с 7.7.1.
- Магнитопорошковая дефектоскопия в соответствии с 7.7.8.
- Контроль методом проникающих жидкостей в соответствии с 7.7.9.
- Радиографический контроль в соответствии с 7.7.6.
- Ультразвуковая дефектоскопия в соответствии с 7.7.7.
D.1.3.3 Документация
По требованию потребителя/заказчика документация должна включать СС для партии оправок для съемного клапана, а также дополнительный NDE и подтверждение качества для компонентов поставщика/изготовителя в соответствии с 7.4.6.
D.1.4 Класс Q1 - Высший уровень контроля качества оправки для съемного клапана
D.1.4.1 Испытание твердости
Твердость оправки для съемного клапана должна устанавливаться, по меньшей мере, на четырех участках: возле верхнего конца, возле нижнего конца, посередине оправки и на одном участке сварного шва. Это испытание должно проводиться на 100% оправок каждой партии. Все испытания твердости должны осуществляться в соответствии с 7.7.5.
D.1.4.2 Методы неразрушающего контроля
Сто процентов (100%) партии должно подвергнуться радиографическому испытанию в соответствии с 7.7.6.
D.1.4.3 Документация
По требованию потребителя/заказчика документация должна включать СС для партии оправок для съемного клапана, а также дополнительный NDE и подтверждение качества завода для всех компонентов, как это установлено в 7.4.6.
Приложение Е
(справочное)
Эксплуатационная характеристика
Е.1 Цель
Эксплуатационная характеристика оправки для съемного клапана, представленная на рисунке Е.1 (в единицах СИ) и рисунке Е.2 (в стандартных единицах США), основывается на графике давления на оси и осевой нагрузке на
оси. В центре графика, давление и осевая нагрузка равны 0, 0. Повышение давления (повышение от 0, 0 вдоль оси
) означает повышение давления на гидроразрыв; понижение - это повышение давления смятия. Повышение осевой нагрузки (повышение от 0, 0 вдоль оси
) означает повышение нагрузки на растяжение; понижение - это повышение нагрузки на сжатие. Максимальная эксплуатационная температура определяется совместным воздействием давления и нагрузки, и ее график должен находиться в пределах внутренних границ.
|
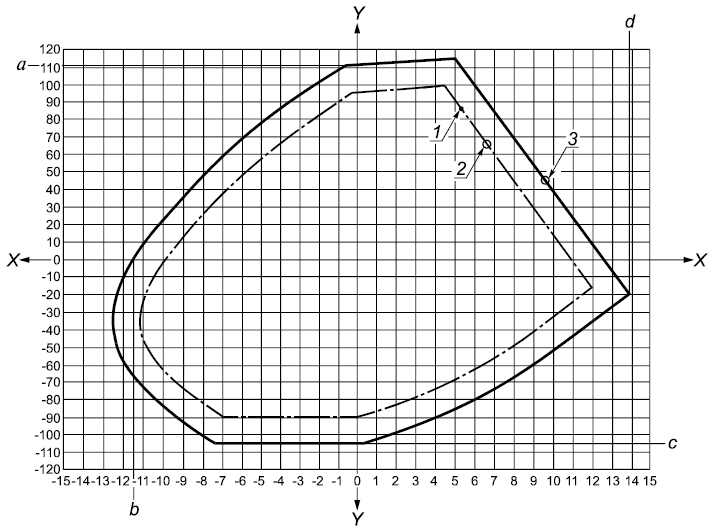
- осевая нагрузка, МН (
, диапазон растяжения;
, диапазон сжатия);
- давление, МПа (
, диапазон давления гидроразрыва;
, диапазон давления смятия); 1 - внутренняя граница; 2 - максимальная температура; 3 - комнатная температура;
112,7 МПа;
-1156 кН;
-106,6 МПа;
1387 кН.
Примечание 1 - Давление - это дифференциальное давление.
Примечание 2 - В отношении нагрузки на сжатие, диаграммы, подобно этой невозможно выполнить для некруглых поперечных сечений (т.е. овальных конфигураций) без определенных испытаний.
Рисунок Е.1 - Пример 1 типичной работы компонента под давлением (единицы СИ)
|
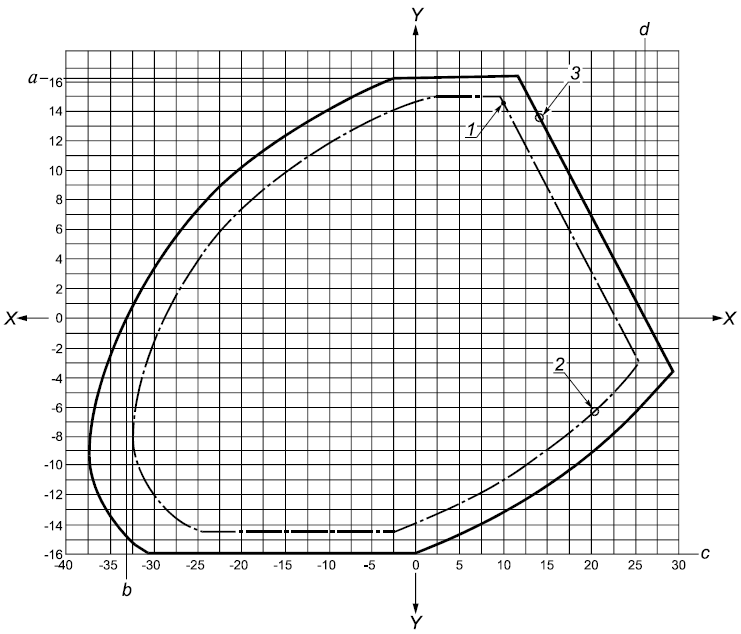
- осевая нагрузка, выражается в фунтах-силах
10
(
, диапазон растяжения;
, диапазон сжатия);
- давление, выражается в фунтах-на-кв. дюйм
10
(
, диапазон давления гидроразрыва;
, диапазон давления смятия); 1 - внутренние границы; 2 - максимальная температура; 3 - комнатная температура;
16350 фунтов на кв. дюйм;
-332581 фунт-сила;
-15902 фунтов на кв. дюйм;
203305 фунт-сила.
Примечание 1 - Давление - это дифференциальное давление.
Примечание 2 - В отношении нагрузки сжатие, диаграммы, подобно этой невозможно выполнить для некруглых поперечных сечений (т.е. овальных конфигураций) без определенных испытаний.
Рисунок Е.2 - Пример 2 типичной работы компонента под давлением (стандартные единицы США)
Приложение F
(справочное)
Схемы оправок для съемного клапана
F.1 Общие положения
На рисунке F.1 представлены типичные оправки для съемного клапана.
|
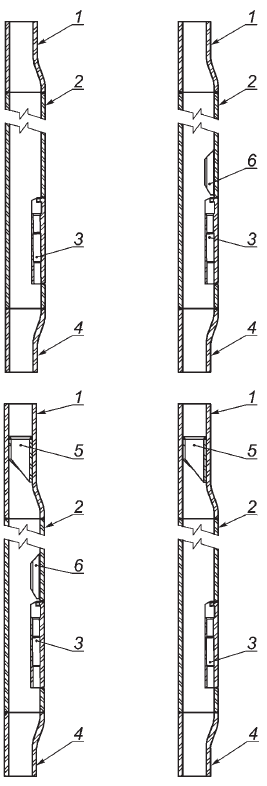
1 - верхняя калибрующая оправка; 2 - корпус трубы; 3 - клапан; 4 - нижняя калибрующая оправка; 5 - направляющая гильза; 6 - защита или дефлектор
Рисунок F.1 - Схемы типичных оправок для съемного клапана
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 6506-1 | MOD | ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) "Металлы. Метод измерения твердости по Бринеллю" |
ISO 6508-1 | MOD | ГОСТ 9013-59 (ИСО 6508-86) "Металлы. Метод измерения твердости по Роквеллу" |
ISO 6892 | MOD | ГОСТ 10006-80 (ИСО 6892-84) "Трубы металлические. Метод испытания на растяжение", ГОСТ 10446-80 (ИСО 6892-84) "Проволока. Метод испытания на растяжение", ГОСТ 1497-84 (ИСО 6892-84) "Металлы. Методы испытаний на растяжение" |
ISO 9000:2000 | - | |
________________
| ||
ISO 9712 | - | * |
ISO 11960:2001 | - | * |
ISO 15156-1 | IDT | ГОСТ ISO 15156-1-2012 "Нефтяная и газовая промышленность. Материалы для применения в средах, содержащих сероводород, при добыче нефти и газа. Часть 1. Общие принципы выбора материалов, стойких к растрескиванию" |
ISO 15156-2 | IDT | ГОСТ ISO 15156-2-2012 "Нефтяная и газовая промышленность. Материалы для применения в средах, содержащих сероводород, при добыче нефти и газа. Часть 2. Углеродистые и низколегированные стали, стойкие к растрескиванию, и применение чугуна" |
ISO 15156-3 | IDT | ГОСТ ISO 15156-3-2012 "Нефтяная и газовая промышленность. Материалы для использования в средах, содержащих |
ANSI/NCSL Z540-1 | - | * |
ASTM E94 | - | * |
ASTM E140 | - | * |
ASTM E165 | - | * |
ASTM E709 | - | * |
BS 2M 54:1991 | - | * |
SAE AMS-H-6875:1998 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта (документа). Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты. | ||
Библиография
[1] | ISO/IЕС Guide 22:1996 | General criteria for supplier's declaration of conformity (Руководство. Общие критерии для заявления поставщика о соответствии) |
________________
| ||
[2] | ISO 31-0:1992 | Quantities and units - Part 0: General principles (Величины и единицы измерения. Часть 0. Общие принципы) |
________________
| ||
[3] | ISO 31-3:1992 | Quantities and units - Part 3: Mechanics (Величины и единицы. Часть 3. Механика) |
________________
| ||
[4] | ASNT SNT-TC-1A | Nondestructive Testing (Неразрушающий контроль) |
[5] | API RP 11V5:1999 | Recommended Practice for Operation, Maintenance, and Trouble-Shooting of Gas-Lift Installations (Рекомендуемая практика по эксплуатации, обслуживанию и устранению неполадок на газлифтных установках) |
[6] | BSR/API RP 11V6:1998 | Design of Continuous Flow Gas Lift Installations Using Injection Pressure Operated Valves (Проектирование газлифтных установок непрерывного потока с использованием клапанов под инжекционным давлением) |
[7] | API RP 11V8:2004 | Recommended Practice for Gas Lift System Design and Performance Prediction (Рекомендуемая практика по проектированию газлифтных установок и прогнозированию рабочих характеристик) |
[8] | NACE MR-01-75:2003 | Sulfide Stress Cracking Resistant Metallic Material for Oil Field Equipment (Металлические материалы устойчивые к растрескиванию в сульфидсодержащей среде, для нефтепромыслового оборудования) |
[9] | ISO/TS 29001:2003 | Petroleum, petrochemical and natural gas industries - Sector-specific quality management systems - Requirements for product and service supply organizations (Нефтяная, нефтехимическая и газовая промышленность. Отраслевые системы менеджмента качества. Требования к организациям - поставщикам продукции и услуг) |
________________
| ||
УДК 668.14-452.2:006.354 | МКС 75.180.10 |
Ключевые слова: оправки для съемного клапана, контроль качества, нагрузка на сжатие, классификация условий среды, проверка на внешнее давление, условия эксплуатации, валидация проекта, классы проверки функциональности изделия, классы контроля качества | |
Электронный текст документа
и сверен по:
, 2019
{kind=link}