ГОСТ Р ИСО 17078-3-2013
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Нефтяная и газовая промышленность
ОБОРУДОВАНИЕ БУРОВОЕ И ЭКСПЛУАТАЦИОННОЕ
Часть 3
УСТРОЙСТВА ДЛЯ СПУСКА И ПОДЪЕМА, ИНСТРУМЕНТ ДЛЯ УСТАНОВКИ ГАЗЛИФТНЫХ КЛАПАНОВ И ЗАЩЕЛКИ ОПРАВОК С БОКОВЫМ КАРМАНОМ
Общие технические требования
Petroleum and natural gas industries. Drilling and production equipment. Part 3. Running tools, pulling tools and kick-over tools and latches for side-pocket mandrels. General technical requirements
ОКС 75.180.10
ОКП 36 6840
Дата введения 2014-03-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ВНИИНМАШ) на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 023 "Техника и технологии добычи и переработки нефти и газа"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 6 сентября 2013 г. N 888-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 17078-3:2009* "Промышленность нефтяная и газовая. Буровое и эксплуатационное оборудование. Часть 3. Устройства для спуска и подъема, инструмент для установки газлифтных клапанов и защелки оправок с боковым карманом" (ISO 17078-3:2009 "Petroleum and natural gas industries - Drilling and production equipment - Part 3: Running tools, pulling tools and kick-over tools and latches for side-pocket mandrels").
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования идентичного ему международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении ДА.
При применении настоящего стандарта рекомендуется использовать вместо зарубежных марок сталей соответствующие им российские аналоги сталей, сведения о которых приведены в дополнительном приложении ДБ
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет (gost.ru)
Введение
Настоящий стандарт идентичен международному стандарту ИСО 17078-3, который был подготовлен подкомитетом ПК 4 "Буровое и добывающее оборудование" технического комитета ИСО/ТК 67 "Материалы, оборудование и морские объекты нефтяной, нефтехимической и газовой промышленности".
Международный стандарт ИСО 17078 содержит следующие части под общим заголовком "Нефтяная и газовая промышленность. Оборудование буровое и эксплуатационное":
- Часть 1: Оправки для съемных клапанов;
- Часть 2: Устройства для регулирования дебита для съемных клапанов;
- Часть 3: Спускной инструмент, подъемные приспособления, выбросовый инструмент и защелки оправок для съемного клапана;
- Часть 4: Порядок работы со съемными клапанами и относящимся к ним оборудованием.
Настоящий стандарт распространяется на спускные инструменты, подъемные приспособления, выбросовые инструменты и защелки, используемые для установки и снятия устройств для регулирования дебита и прочих устройств на оправках съемных клапанов, предназначенных для использования в нефтяной и газовой промышленности. В настоящем стандарте приведены требования и информация для всех, кто участвует в определении требований, выборе, производстве, испытаниях и использовании таких защелок и соответствующих инструментов. Кроме того, настоящий стандарт содержит требования к поставщикам/производителям, которые определяют минимальные параметры, которые должны соблюдаться поставщиками/производителями для заявки о соответствии настоящему стандарту.
Структура настоящего стандарта позволяет учесть различные требования к классам условий эксплуатации, проверки правильности испытаний образцов, функциональным испытаниям продукции и классам контроля качества. Такие различия позволяют потребителю/заказчику выбрать необходимый класс для конкретных целей.
Классы условий эксплуатации скважин. Один класс условий эксплуатации определен для спускных инструментов, подъемных приспособлений, выбросовых инструментов, и четыре класса условий эксплуатации определены для защелок. Данные вариации предоставляют потребителю/заказчику возможность выбора продукции для соблюдения различных условий эксплуатации.
Классы проверки правильности испытаний образцов. Существует два класса проверки правильности испытаний образцов для спускных инструментов, подъемных приспособлений, инструментов выбросовых и защелок, которые предусматривают ряд технических и рабочих требований для потребителя/заказчика. Это позволяет обеспечить соответствие требованиям продукции, поставляемой в соответствии с настоящим стандартом, а также то, что потребитель/заказчик может сравнивать данные требования со своими предпочтениями или целями и определять, установлены ли дополнительные требования для поставщика/изготовителя.
Примечание - Для отдельных целей необходимы дополнительные требования, не рассматриваемые в настоящем стандарте.
Классы функциональных испытаний продукции. Существует два класса функциональных испытаний продукции для спускных инструментов, подъемных приспособлений, выбросовых инструментов и защелок, которые дают возможность выбора потребителю/заказчику требований для подтверждения того, что продукция, выпущенная в соответствии с настоящим стандартом, соответствует проектным требованиям.
Классы контроля качества. Существует два класса контроля качества для спускных инструментов, подъемных приспособлений, выбросовых инструментов и защелок, которые дают потребителю/заказчику возможность выбора требований для соответствия особым требованиям или целям. Дополнительные качественные улучшения могут быть указаны потребителем/заказчиком как дополнительные требования.
В дополнение к настоящему стандарту ИСО 17078-1 определяет требования для оправок съемных клапанов, используемых в нефтяной и газовой промышленности. ИСО 17078-2 содержит требования к устройствам регулирования дебита для оправок съемных клапанов. ИСО 17078-4 содержит дополнительную информацию и руководство по использованию таких инструментов.
1 Область применения
Настоящий стандарт устанавливает требования и содержит рекомендации к спускным инструментам, подъемным приспособлениям, выбросовым инструментам и защелкам, используемым для установки и снятия устройств регулирования дебита и прочих устройств, устанавливаемых на оправках съемных клапанов, предназначенных для применения в нефтяной и газовой промышленности.
Стандарт включает требования по определению спецификаций, выбору, проектированию, производству, контролю качества, испытаниям и подготовке к отгрузке инструментов и защелок. Кроме того, стандарт содержит информацию по проверке эксплуатационных характеристик и калибровке.
Требования стандарта не распространяются на порядок установки, снятия, обслуживания и восстановления использованных спускных инструментов, подъемных приспособлений, выбросовых инструментов и защелок, а также не указан порядок применения центральных и съемных оправок для клапана.
2 Нормативные ссылки
Следующие нормативные ссылки являются обязательными при применении требований настоящего стандарта. Для датированных ссылок применяются только указанные редакции документов. Для недатированных ссылок применяется последняя редакция (с учетом изменений и дополнений) указанных документов.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты*:
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ИСО 2859-1 Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля с указанием приемлемого уровня качества (AQL) для последовательного контроля партий (ISO 2859-1, Sampling procedures for inspection by attributes; part 1: sampling plans indexed by acceptance quality level (AQL) for lot-by-lot inspection)
ИСО 3601-1 Системы гидравлические и пневматические. Уплотнительные кольца. Часть 1. Внутренние диаметры, поперечные сечения, допуски и коды обозначений (ISO 3601-1, Fluid power systems - O-rings - Part 1: Inside diameters, cross-sections, tolerances and size identification code)
ИСО 3601-3 Системы гидравлические и пневматические. Уплотнительные кольца. Часть 3. Критерии приемки по качеству (ISO 3601-3, Fluid power systems - O-rings - Part 3: Quality acceptance criteria)
ИСО 6506-1 Материалы металлические. Определение твердости по Бринеллю. Часть 1. Метод испытания (ISO 6506-1, Metallic materials - Brinell hardness test - Part 1: Test method)
ИСО 6507-1 Материалы металлические. Определение твердости по Виккерсу. Часть 1. Метод испытания (ISO 6507-1, Metallic materials - Vickers hardness test - Part 1: Test method)
ИСО 6508-1 Материалы металлические. Испытание на твердость по Роквеллу. Часть 1. Метод испытаний (шкалы А, В, С, D, Е, F, G, Н, K, N, Т) (ISO 6508-1, Metallic materials - Rockwell hardness test - Part 1: Test method (scales A, B, C, D, E, F, G, H, K, N, T)
ИСО 6892-1 Материалы металлические. Испытания на растяжение при температуре окружающей среды (ISO 6892-1, Metallic materials. Tensile testing. Method of test at ambient temperature)
ИСО 9000 Системы менеджмента качества. Основные положения и словарь (ISO 9000, Quality management systems. Fundamentals and vocabulary)
ИСО 15156 (все части) Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче (ISO 15156, Petroleum, petrochemical and natural gas industries - Materials for use in HS-containing environments in oil and gas production)
ИСО 17078-1:2004 Промышленность нефтяная и газовая. Буровое и эксплуатационное оборудование. Часть 1. Оправки для съемного клапана (ISO 17078-1:2004, Petroleum and natural gas industries - Drilling and production equipment - Part 1: Side-pocket mandrels)
ИСО 17078-2:2007 Промышленность нефтяная и газовая. Буровое и эксплуатационное оборудование. Часть 2. Устройства для регулирования дебита в оправках для съемного клапана (ISO 17078-2:2007, Petroleum and natural gas industries - Drilling and production equipment - Part 2: Flow-control devices for side-pocket mandrels)
ИСО/МЭК 17025 Общие требования к компетентности испытательных и калибровочных лабораторий (ISO 17025, General requirements for the competence of testing and calibration laboratories)
ASME BPVC-VIII:2007, Раздел VIII - Правила проектирования сосудов, работающих под давлением (ASME BPVC-VIII:2007, Section VIII - Rules for Construction of Pressure Vessels Division*)
________________
* Американский институт инженеров-механиков (American Society of Mechanical Engineers, Three Park Avenue, New York, NY 10016-5990, USA).
ASME BPVC-IX:2007, Раздел IX - Квалификационный стандарт для процедур сварки и пайки твердым припоем (ASME BPVC-IX:2007, Section IX - Welding and Brazing Qualifications)
ASTM A 370 Стандартные методы испытаний и определения механических характеристик стальных изделий (ASTM А 370 Standard Test Methods and Definitions for Mechanical Testing of Steel Products*)
________________
* Американское общество по испытаниям и материалам (American Society for Testing and Materials, 100 Barr Harbor Drive, West Conshohocken, PA 19428, USA).
ASTM D 1415 Стандартный метод определения свойств резины. Твердость в международных единицах (ASTM D 1415 Standard Test Method for Rubber Property - International Hardness)
ASTM D 2240 Стандартный метод определения свойств резины - измерение твердости дюрометром (ASTM D 2240 Standard Test Method for Rubber Property - Durometer Hardness)
ASTM E 18 Стандартные методы испытания металлических материалов на твердость по Роквеллу (ASTM Е 18 Standard Test Methods for Rockwell Hardness of Metallic Materials)
SAE AMSH 6875:1998 Термическая обработка стального сырья (SAE AMSH 6875:1998 Heat Treatment of Steel Raw Materials*)
________________
* Сообщество автомобильных инженеров (SAE International, 400 Commonwealth Drive, Warrendale, PA 15096-0001, USA).
3 Термины и определения
В настоящем стандарте применены термины по ИСО 9000, а также следующие термины с соответствующими определениями:
3.1 давление номинальное (rated pressure): Максимальное дифференциальное давление при номинальной температуре, в условиях которого защелки и прочие инструменты рассчитаны на нормальную эксплуатацию.
3.2 давление при испытаниях (test pressure): Максимальное давление при испытательной температуре, определенное соответствующей процедурой испытаний.
Примечание - Данное определение отличается от приведенных в ИСО 17078-1 и ИСО 17078-2.
3.3
дата изготовления (date of manufacture): Дата окончательной приемки изготовителем завершенной производством продукции. Примечание - Дата указывается в формате ДД-ММ-ГГГГ. [ISO 17078-1] |
3.4 длина критическая (critical length): Линейное расстояние в оправке для съемного клапана между верхней частью паза направляющей гильзы и передней частью клапана, измеряемое перпендикулярно к передней части клапана.
3.5 доставка (conveyance): Система подачи или возврата для устройства регулирования дебита и связанного с ним оборудования.
3.6 защелка (latch): Механизм крепления устройства регулирования дебита, которое устанавливается на оправке съемного клапана.
Примечание - Рисунок Е.5.
3.7 инструмент выбросовый (kick-over tool): Устройство, используемое для ориентировки или настройки подъемных или спускных приспособлений для установки или снятия устройства регулирования дебита на оправку или с оправки съемного клапана.
Примечание - Рисунки Е.3 и Е.4.
3.8 инструмент спускной (running tool): Устройство, используемое для соединения и установки устройства регулирования дебита или иного устройства на оправку съемного клапана.
Примечание - Рисунок Е.1.
3.9 класс условий эксплуатации (environmental service grade, environmental service class): Категория внешних условий, для использования в которых предназначены защелки и прочие инструменты.
3.10
контроль качества (quality control): Процедуры и (или) методы, используемые поставщиком/изготовителем для обеспечения качества материалов и процесса производства. [ИСО 17078-2] |
3.11 масса трубная (tubing mass): Масса на единицу длины трубных изделий.
Примечание - В соответствии с международной системой мер СИ "масса" является корректным значением для количества, выраженного в килограммах или фунтах массы, а "вес" является корректным термином для силы, выраженной в ньютонах или фунтах силы.
3.12 метод проектный (design method): Метод, процедура или уравнения, используемые поставщиком/изготовителем при проектировании спускных, подъемных, выбросовых инструментов или защелок.
3.13 модель (model): Спускной, подъемный или выбросовый инструмент либо защелка, которые содержат уникальные компоненты и имеют функциональные характеристики, которые отличают их от другой продукции того же типа.
3.14 оправка съемного клапана (side-pocket mandrel): Устройство, установленное на трубопроводе, которое подводит устройство регулирования дебита или иное устройство к отверстию, расположенному параллельно сквозному отверстию трубопровода.
Примечание - Данное параллельное отверстие включает в себя уплотнительные поверхности и профили защелок.
3.15 оправка съемная для клапана (tubing-retrievable mandrel): Устройство, используемое для удержания устройства регулирования дебита там, где трубопровод должен быть поднят для установки или снятия устройства регулирования дебита.
3.16 оправка центральная US (center-set mandrel US), оправка центральная GB (center-set mandrel GB), оправка (mandrel): Устройство, используемое для установки устройства для регулирования дебита в центре подъемной колонны.
3.17 осинение (bluing): Применение синей индикаторной жидкости для определения взаимодействия разных частей.
3.18 отклонение (deviation): Отклонение ствола скважины от истинной вертикали в градусах.
3.19
параметр эксплуатационный (operational parameter): Требование и (или) ограничение, эффект которого распространяется на продукцию в течение всего срока эксплуатации. Пример: Условия эксплуатации, способ(ы) или условия установки или снятия защелок и прочих инструментов, воздействие химических веществ/жидкостей для работы со скважиной и т.п. [ИСО 17078-1] |
3.20
партия компонентов (job lot): Группа или ряд деталей, вторичных и других устройств, которые группируются или обрабатываются вместе в процессе производства. [ИСО 17078-1] |
3.21
плавка (heat): (партия плавки). Материал, получающийся из конечного расплава. Примечание - Для переплавленных сплавов садка определяется как сырье, получающееся из одного переплавленного слитка. [ИСО 17078-2] |
3.22
полный срок эксплуатации (full life cycle): Расчетный период времени, в течение которого продукция работает в соответствии со спецификациями поставщика/изготовителя. [ИСО 17078-1:2004, определение 3.17] |
3.23 поставщик/изготовитель (supplier/manufactured): Любое юридическое (организация, предприятие) или физическое лицо, которое занимается проектированием, производством и (или) продажей защелок и прочих инструментов.
3.24 потребитель/заказчик (user/purchaser): Любое юридическое (организация, предприятие) или физическое лицо, которое приобретает, устанавливает и использует защелки и прочие инструменты.
3.25 предел текучести (yield strength): Уровень напряжения, измеряемый при определенной испытательной температуре, после которого материал подвергается пластической деформации и не возвращается в исходное состояние.
Примечание - Предел текучести выражается в единицах силы на единицу площади.
3.26
приемка (acceptence): Согласие/признание того, что инструмент спускной, подъемные приспособления, выбросовый инструмент и защелки, а также соответствующие компоненты инструментов и (или) устройства могут использоваться без ограничений. [ISO 17078-1:2004, определение 3.1] |
3.27 приспособление подъемное (pooling tool): Устройство, используемое для соединения и удаления устройства регулирования дебита или иного устройства с оправки съемного клапана.
Примечание - Рисунок Е.2.
3.28 проверка правильности испытания образца (design validation): Процесс утверждения проекта путем испытаний для подтверждения соответствия продукции проектным требованиям.
3.29 проверка правильности проектирования (design verification): Процесс проверки результатов определенного проекта или работ по разработке для определения соответствия установленным требованиям.
3.30
покрытие (coating): Применение тонкой пленки из одного материала на поверхности другого материала для различных целей. [ISO 17078-2] |
3.31
семейство проектное (design family): Группа продуктов, конфигурация, размеры, материалы, сфера применения которых сходны настолько, что для определения проектных параметров каждого из продуктов семейства могут использоваться идентичные проектные методы. [ИСО 17078-1] |
3.32 сертификат соответствия (certificate of conformance): Документ, подтверждающий, что конкретные спускные инструменты, подъемные приспособления, выбросовые инструменты и защелки соответствуют требованиям настоящего стандарта и функциональным требованиям.
3.33 сварка (welding): Технологический процесс соединения металла(ов) при нагреве и (или) давлении, в результате которого получается непрерывность структуры соединяемого(ых) металла(ов).
Примечание - Термин "сварка" обозначает сварку, пайку твердым припоем и запайку.
3.34 снаряд буровой (tool string): Комплекс компонентов, необходимых для установки или снятия устройства регулирования дебита.
3.35 совместимость поверхностей (interface compatibility): Возможность соединения компонента с другими связанными с ним компонентами и выполнения определенных функций в сочетании с ними.
3.36 соединения торцевые (end connections): Соединения спускных инструментов, подъемных приспособлений, выбросовых инструментов штепсельного и охватывающего типов, используемые для присоединения данных инструментов к буровому снаряду и для соединения защелок с устройством регулирования дебита.
3.37 средства работы в скважинах (wireline): Оборудование и соответствующие технологии, используемые для установки и снятия защелок и прочих инструментов в скважине и связанные с использованием непрерывных тросов (канатов) или многожильных проволок, соответствующего намоточного оборудования на поверхности и грузил и специализированных инструментов, закрепленных на нижнем (погружном) конце троса.
3.38 существенное изменение проекта (significant design change): Изменения, вносимые в проект, указанные поставщиком/изготовителем, которые могут затронуть рабочие характеристики продукта в определенных условиях эксплуатации.
3.39 температура номинальная (rated temperature): Максимальная или минимальная температура при установленном давлении, в условиях которой защелки и прочие инструменты рассчитаны на нормальную эксплуатацию.
3.40
температура при испытаниях (test temperature): Температура, определенная соответствующей процедурой испытаний, при которой проводятся испытания. [ИСО 17078-2] |
3.41
технические спецификации (technical specification): Параметры, описывающие эксплуатационные ограничения в отношении проектирования, сборки и испытаний компонентов или устройств. [ИСО 17078-1:2004, определение 3.43] Примечание - Данное определение также отличается от приведенного в ИСО 17078-2. |
3.42 тип (type): Защелка или иные связанные инструменты, или прочие компоненты, которые отличаются определенным способом эксплуатации.
3.43
трассируемость (traceability): (партия компонентов). Возможность определения происхождения отдельных компонентов из партии компонентов, которая определяет включенные садки. Примечание - Данное определение также отличается от приведенного в ИСО 17078-1. [ИСО 17078-2:2007, определение 3.49] |
3.44
условия эксплуатации (operating environment): Ряд внешних условий, воздействию которых подвергается продукция в течение срока службы. Примечание - Внешние условия могут включать в себя температуру, давление, состав и свойства жидкостей, состав и свойства газа, твердые вещества и т.п. [ИСО 17078-1] |
3.45 устройство регулирования дебита (flow-control device): Устройство, устанавливаемое на съемном клапане для регулировки потока жидкостей между заколонным пространством скважины и трубопроводом.
3.46 утвержденное проектное семейство (validated design family): Проектное семейство, которое считается принятым ассоциацией при утверждении одного или более представительских проектов или продуктов, см. 6.4.
3.47
функциональность (functionality): Набор возможностей (функций) рабочих характеристик с указанием свойств, параметров и ограничений в работе спускных инструментов, подъемных приспособлений, выбросовых инструментов и защелок. [ИСО 17078-2:2007, определение 3.21] Примечание - Данное определение отличается от приведенного в ИСО 17078-3.19. |
3.48 функциональные испытания продукции (product functional testing): Процесс, способы и (или) испытания, применяемые поставщиком/изготовителем для того, чтобы показать, что конкретные спускные, подъемные или выбросовые инструменты и (или) защелки произведены с полным соблюдением функциональных и производственных требований к такой продукции.
4 Обозначения и аббревиатуры
ANSI - Американский национальный институт стандартов;
ASME - Американское общество инженеров-механиков;
ASTM - Американское общество по испытанию материалов;
AQL - приемлемый уровень качества;
AWS - Американское общество сварщиков;
HAZ (ЗТВ) - зона термического влияния;
NDE (НМИ) - неразрушающие методы испытаний;
PQR (ПАИМС) - протокол аттестационных испытаний метода сварки;
WPQ (УПС) - уровень подготовки сварщика;
WPS (СПС) - спецификация процедуры сварки.
5 Функциональные спецификации
5.1 Общие требования
Целью функциональных спецификаций является предоставление потребителю/заказчику рекомендаций по определению функциональных требований к спускным инструментам, подъемным приспособлениям, выбросовым инструментам и защелкам.
Потребитель/заказчик должен подготовить функциональные спецификации для заказа продукции, которая соответствует положениям настоящего стандарта, и указать дополнительные требования и условия эксплуатации, если необходимо, и (или) указать выбор конкретного продукта поставщика/изготовителя. Данные требования и условия эксплуатации должны быть указаны на чертежах, листах данных или в иной соответствующей документации.
В исключительных условиях могут потребоваться спускные инструменты, подъемные приспособления, выбросовые инструменты и защелки, которые не описываются в настоящем стандарте. В таких случаях потребитель/заказчик и поставщик/изготовитель должны разработать взаимоприемлемый проект и программу оценки, которые соответствуют требованиям и положениям настоящего стандарта.
5.2 Функциональные характеристики
Настоящий стандарт устанавливает функциональные характеристики спускных инструментов, подъемных приспособлений, выбросовых инструментов и защелок. Потребитель/заказчик должны указать следующую информацию:
a) спускные инструменты, подъемные приспособления, выбросовые инструменты и защелки:
1) тип, размер и поставщик/изготовитель оправок для съемных клапанов;
2) проходной диаметр оправки для съемного клапана;
3) глубина оправки для съемного клапана;
4) тип защелки;
5) размер и масса трубы (масса на единицу длины);
_________________
В соответствии с международной системой мер СИ "масса" является корректным значением для количества, выраженного в килограммах или фунтах массы, а "вес" является корректным термином для силы, выраженной в ньютонах или фунтах силы.
6) концевики трубы (например, ниппели);
7) отклонение скважины на глубине оправки для съемного клапана;
b) устройство регулирования дебита:
1) размер и (или) тип и (или) модель устройства регулирования дебита, которое закрепляется на оправке съемного клапана;
2) особые требования по креплению (например, защелка с бороздками, пропускающая защелка);
3) особая ориентация приспособления (например, нижняя защелка, интегрированная верхняя защелка);
c) способ доставки:
1) трос;
2) колонна гибких труб;
3) протаскиватели;
4) прочие способы доставки;
d) критические факторы:
1) особые требования по созданию нагрузок;
2) сигнал о нестандартных условиях от скважинного блока или другого сенсора;
3) прочие факторы, определенные потребителем/заказчиком;
e) совместимость:
1) определение типов и (или) спецификаций оборудования, при использовании которого обеспечивается совместимость защелок и прочих инструментов;
2) критическая длина оправок для съемных клапанов;
3) ширина и геометрия паза направляющей гильзы;
4) совместимость соединения устройства регулирования дебита с защелкой;
5) размеры кожуха инструмента/отклонителя/калибра;
6) совместимость клапана оправки с профилем защелки;
7) прочая необходимая информация.
Примечание - Рисунки образцов приведены в приложении Е.
5.3 Параметры скважины
5.3.1 Параметры флюидов скважины
Параметры флюидов скважины, воздействию которых будут подвержены спускные инструменты, подъемные приспособления, выбросовые инструменты и защелки в течение всего срока их эксплуатации, должны быть указаны следующим образом:
a) Тип флюидов, химический состав, удельная гравитация и прочие параметры:
- добываемые флюиды (жидкость, углеводородный газ, СО, H
S и т.п.);
- газ подъемника (углеводородный газ, СО и т.п.);
- закачиваемые флюиды (вода, пар, СО, химикаты и т.п.);
- растворы для вскрытия пласта;
- цементировочные флюиды;
- жидкости/химические вещества для воздействия/обработки пласта.
b) Присутствие внешних компонентов и подробности их содержания (песок, неочищенный парафин, парафин, продукты коррозии и т.п.).
5.3.2 Допустимые виды работ в скважине
Должны быть указаны ожидаемые работы в скважине, включая их характеристики, как указано ниже:
a) кислотная обработка, включая состав кислоты, давление, температуру и скорость обработки, а также время воздействия и другие химические вещества, используемые для обработки скважины;
b) гидравлический разрыв пласта, включая описание расклинивающего наполнителя, скорость потока расклинивающей жидкости, соотношение расклинивающего наполнителя/жидкости;
c) меры по закреплению песчаных пластов;
d) работы с использованием тросов, например определение давления, скважинные печати, устройства очистки от парафина, перфорационные инструменты, манжеты свабов;
e) работы с использованием колонн гибких труб;
f) работы по цементированию.
5.3.3 Информация о коррозии
Если потребитель/заказчик имеет данные о коррозийных свойствах условий эксплуатации, основанные на исторических фактах и (или) исследованиях, данная информация должна быть предоставлена поставщику/изготовителю. Потребитель/заказчик может указать поставщику/изготовителю, какие материалы могут быть использованы для наилучшей работы в коррозийных условиях скважины.
5.4 Эксплуатационные параметры
Потребитель/заказчик должен указать соответствующие параметры установки, испытаний и эксплуатации, которые применимы к спускным инструментам, подъемным приспособлениям, выбросовым инструментам и защелкам. Они могут включать в себя следующее:
a) минимальная и максимальная температура при эксплуатации;
b) максимальный расход при нагнетании газа или жидкости;
c) максимальное дифференциальное давление на устройстве регулирования дебита от внутренней к внешней части;
d) порядок установки, испытаний и эксплуатации;
e) способы развертывания и удаления.
5.5 Классы условий эксплуатации (определение классов)
Потребитель/заказчик должен указать один из следующих классов условий эксплуатации защелок:
- Е4: стандартная эксплуатация;
- Е3: эксплуатация в условиях трещинообразования под напряжением;
- Е2: эксплуатация в условиях потери веса;
- Е1: особые условия эксплуатации.
Если класс не указан, используется класс Е4. Потребитель/заказчик должен указать характеристики "особых" условий эксплуатации. Требования к классу условий эксплуатации в отношении каждого вида продукции подробно указаны в соответствующих приложениях. Спускные инструменты, подъемные приспособления, выбросовые инструменты и защелки поставляются с классом Е4, если не указано иное. См. таблицу С.1 для получения информации об особых требованиях.
5.6 Классы проверки правильности испытаний образцов
Потребитель/заказчик должен указать один из следующих классов проверки правильности испытаний образцов. Настоящий стандарт предусматривает два класса проверки правильности испытания образцов, как указано в пункте 6.5 и в Приложениях А-D. Данные классы проверки правильности испытания образцов - это V2 (базовый уровень) и V1 (высший уровень). Если класс проверки правильности испытания образцов не указан, применяется класс V2. Класс проверки правильности испытания образцов V1 может быть недоступен для всех видов продукции.
5.7 Класс функциональных испытаний продукции
Потребитель/заказчик должен указать один из следующих классов функциональных испытаний продукции для защелок:
- F2: базовый уровень функциональных испытаний продукции;
- F1: высший уровень функциональных испытаний продукции.
Если класс функциональных испытаний продукции для защелок не указан, класс F2 считается приемлемым. Спускные инструменты, подъемные приспособления, выбросовые инструменты ограничиваются классом F1. Требования к классу функциональных испытаний подробно приведены в приложениях А и С.
5.8 Классы качества
Потребитель/заказчик должен указать один из следующих классов качества:
- Q2: базовый уровень контроля качества;
- Q1: высший уровень контроля качества.
Если класс качества не указан, класс Q2 считается приемлемым. Настоящий стандарт предусматривает два класса качества, требования которых определены в 7.4.
5.9 Дополнительные испытания
Потребитель/заказчик должен указать на необходимость дополнительных испытаний по проверке образцов и (или) функциональных испытаний продукции для особых условий ее применения. Данные требования добавляются к требованиям настоящего стандарта.
6 Технические спецификации
6.1 Общие требования
Целью технических спецификаций является предоставление потребителю/заказчику рекомендаций по определению технических требований к спускным инструментам, подъемным приспособлениям, выбросовым инструментам и защелкам, которые должны быть спроектированы и произведены в соответствии с функциональными спецификациями, определенными потребителем/заказчиком.
Поставщик/изготовитель должен подготовить технические спецификации с соблюдением требований, указанных в функциональных спецификациях потребителя/заказчика, приведенных в разделе 5. Поставщик/изготовитель также должны предоставить таблицу технических данных, как указано в 7.2.4.
6.2 Технические требования
Ниже приведены технические требования к спускным инструментам, подъемным приспособлениям, выбросовым инструментам и защелкам:
a) спускные инструменты, подъемные приспособления, выбросовые инструменты должны обеспечивать возможность установки и снятия защелок, когда они соединены с соответствующим устройством регулирования дебита. Защелка и устройство регулирования дебита должны устанавливаться на оправку или сниматься с оправки съемного клапана;
b) спускной инструмент должен соединить защелку с выбросовым инструментом и удерживать ее до тех пор, пока защелка и соответствующее устройство регулирования дебита не будут закреплены на оправке съемного клапана. Подъемное приспособление должно разомкнуть запирающий механизм защелки и закрепить ее на выбросовом инструменте для удаления. Выбросовый инструмент должен обеспечить ориентирование и (или) позиционирование спускного и подъемного приспособлений в оправке съемного клапана;
c) защелка должна закрепить устройство регулирования дебита на оправке съемного клапана, где она должна оставаться до тех пор, пока не потребуется вмешательство человека. Пока защелка установлена в оправке съемного клапана, она должна выполнять функции в соответствии с техническими спецификациями.
6.3 Критерии проектирования
6.3.1 Общие требования
Поставщик/изготовитель должен применять следующие критерии при проектировании спускных инструментов, подъемных приспособлений, выбросовых инструментов и защелок. Допущения, расчеты и (или) прочие критерии проектирования должны быть указаны в проектном документе соответствующей продукции.
6.3.2 Материалы
Материалы и (или) условия эксплуатации должны быть указаны поставщиком/изготовителем и должны соответствовать классу эксплуатации и условиям, указанным в функциональных спецификациях. Все используемые материалы должны соответствовать документально оформленным спецификациям поставщика/изготовителя. Это относится к металлическим и неметаллическим компонентам.
Замена материалов в утвержденном оборудовании допускается без проведения испытаний на соответствие при условии, что критерии выбора материала поставщика/изготовителя задокументированы. Свойства материалов на замену должны соответствовать или всесторонне превышать свойства материалов, которые использовались при утверждении проекта. Заменяющие материалы должны соответствовать всем требованиям настоящего стандарта.
Если поставщик/изготовитель решит, что другой материал равным или лучшим образом соответствует требованиям потребителя/заказчика к предотвращению коррозии при применении, необходимо заключить соглашение до внесения изменений в материалы, указанные потребителем/заказчиком.
6.3.3 Металлы
Спецификации поставщика/изготовителя должны содержать:
a) ограничения по химическому составу;
b) условия термической обработки;
c) ограничения по механическим свойствам:
- предел прочности на разрыв;
- предел текучести;
- растяжение;
- прочность.
Механические свойства трассируемых металлических компонентов должны быть проверены в ходе испытаний, проводимых на образцах материала, изготовленных из той же садки материала. Образец материала должен быть подвергнут тому же процессу термической обработки, что и компонент, изготовленный из него. Материал, последовательно подвергнутый термической обработке из той же садки материала, должен быть подвергнут испытанию на прочность после обработки для определения соответствия требованиям к прочности, приведенным в спецификациях поставщика/изготовителя. Результаты испытаний на прочность должны документально подтверждать, что механические свойства испытанного материала соответствуют указанным свойствам. Параметры процесса термической обработки должны быть заданы в течение всего процесса термической обработки. Испытание на прочность - это испытание механических свойств после снятия напряжения.
Отчеты об испытании материала, предоставляемые поставщиком материала или поставщиком/изготовителем, являются приемлемой документацией, если испытательные образцы соответствуют химическому составу, условиям термической обработки и механическим свойствам, заявленным в спецификации.
С каждого сварного шва необходимо снять остаточные сварочные напряжения в соответствии со спецификациями поставщика/изготовителя, ASME BPVC VIII и [6].
6.3.4 Неметаллы
Документально оформленные спецификации поставщика/изготовителя по неметаллическим составам должны включать в себя требования по разгрузке-погрузке, хранению и маркировке, в том числе срок отвердевания, номер партии, определение состава и срок хранения для каждого из составов, а также характеристики, критические для функционирования материала, а именно:
а) тип состава;
b) минимально необходимые механические свойства:
- предел прочности на разрыв;
- растяжение на разрыв;
- модуль упругости на растяжение (при 50 или 100% в зависимости от требований);
c) остаточная деформация при сжатии;
d) прочность по дюрометру.
Поставщик/изготовитель должен иметь документально оформленные процедуры и порядок оценки, которые обеспечивают проверку того, что используемый материал утвержден (или испытан) как пригодный к использованию при конкретных условиях и способах применения. Данная оценка должна включать в себя сочетание давления, температуры, конструкции геометрического уплотнения и его применение, а также флюиды, совместимые с запланированным использованием.
6.3.5 Класс условий эксплуатации
Поставщик/изготовитель должен обеспечить соответствие условий эксплуатации классу, указанному потребителем/заказчиком. Подробности проектных требований к каждому классу условий эксплуатации приведены в приложениях А-С.
6.3.6 Функциональные требования
6.3.6.1 Общие требования
Проектные критерии в отношении спускных инструментов, подъемных приспособлений, выбросовых инструментов и защелок должны соответствовать следующим функциональным требованиям.
6.3.6.2 Требования к проведению инструмента
Защелка, установленная на оправке съемного клапана, должна функционировать в соответствии с функциональными спецификациями и не должна ставить под угрозу работы в скважине, как определено в 5.3 и 5.4.
6.3.6.3 Требования к эксплуатационным параметрам
Спускные инструменты, подъемные приспособления, выбросовые инструменты и защелки должны функционировать в соответствии с эксплуатационными параметрами и характеристиками, указанными в функциональных спецификациях.
6.3.6.4 Предотвращение повреждения оправки съемного клапана
При работе спускных и подъемных инструментов защелки и связанные с ними инструменты не должны повреждать оправку съемного клапана и ограничивать ее функционирование. Если защелка должна быть проведена через отполированное отверстие уплотнителя оправки съемного клапана, она не должна повреждать отполированного отверстия. Непроходной интерфейс защелки с непроходным гнездом оправки съемного клапана должен быть спроектирован таким образом, чтобы предотвратить повреждение, которое может затруднить прохождение устройства регулирования дебита в клапан или из него и (или) повредить уплотнение устройства регулирования дебита при его установке или удалении из клапана. Повреждение непроходной поверхности, которое вызывает повреждение уплотнения, является причиной для доработки проекта.
6.3.6.5 Взаимозаменяемость
Компоненты и узлы каждого типа, модели и размера спускных инструментов, подъемных приспособлений, выбросовых инструментов и защелок должны быть спроектированы, произведены с учетом обеспечения взаимозаменяемости в рамках линии продукции изготовителя.
6.3.6.6 Совместимость
Поставщик/изготовитель должен предоставить документацию к особым оправкам для съемных клапанов и устройств регулирования дебита, которые совместимы со спускными инструментами, подъемными приспособлениями, выбросовыми инструментами и защелками. Уровень документации зависит от класса проверки испытания образцов и (или) класса функциональных испытаний продукции, выбранных потребителем/заказчиком, как указано в соответствующем приложении.
6.3.7 Размеры
Допустимые отклонения размеров компонентов и узлов должны быть такими, чтобы суммарные допускаемые отклонения не помешали надлежащей эксплуатации в соответствии с требованиями по проверке испытуемого образца.
6.3.8 Уплотнения, уплотнительные кольца и сальниковые уплотнения
6.3.8.1 Отверстия уплотнений для защелок
Конструкция уплотнений, уплотнительных колец и сальниковых уплотнений для защелок, которые предназначены для использования в отверстиях уплотнений оправок съемных клапанов, должна соответствовать требованиям к размерам отверстий уплотнений, приведенным в ИСО 17078-1. Данное требование не относится к эластомерным компонентам, используемым в качестве барьеров от мусора.
6.3.8.2 Допустимые эластомерные материалы
Поставщик/изготовитель должен предоставить эластомерные материалы, которые соответствуют классу условий эксплуатации, указанному потребителем/заказчиком. Поставщик/изготовитель должен задокументировать порядок выбора совместимых эластомерных материалов.
6.3.8.3 Испытания образцов
Испытания образцов по уплотнениям, уплотнительным кольцам и сальниковым уплотнениям для защелок и связанных с ними инструментов должны соответствовать требованиям к проверке правильности испытания образцов в соответствии с ИСО 17078-2. Данное требование не относится к эластомерным компонентам, используемым в качестве барьеров от мусора.
6.3.9 Общепринятые нормы проектирования
При проектировании должны применяться общепринятые нормы проектирования, за исключением случаев, когда заявленные требования к проекту не позволяют их применения для соблюдения функциональности. Примеры общепринятых норм проектирования:
a) округление или срез всех внешних выступов во избежание проблем в работе при опускании и удалении спускных инструментов, подъемных приспособлений, выбросовых инструментов и защелок в скважину и из нее;
b) конструкция, предотвращающая возможные проблемы с размещением устройства регулирования дебита при проведении других устройств через оправку съемного клапана;
c) разработка захватов для шеек всех устройств и компонентов, которые могут потребовать отдельного вывода из скважины;
d) разработка съемных компонентов для соблюдения всех функциональных требований и для сведения к минимуму любых повреждений несъемных компонентов;
e) разработка механизмов экстренного сброса, если необходимо;
f) разработка продукции таким образом, чтобы процесс установки не нанес повреждений устройству регулирования дебита.
6.3.10 Способы проектирования
Спускные инструменты, подъемные приспособления, выбросовые инструменты и защелки могут проектироваться с использованием:
a) метода конечных элементов прочности материала;
b) расчетной гидродинамики для определения характеристик потока;
c) собственных уравнений;
d) стандартных уравнений;
e) экспериментального анализа напряжений;
f) экспериментального анализа потока;
g) анализа результатов контрольных испытаний.
Настоящий стандарт не определяет особые методы, уравнения или процедуры для целей проектирования. Используемые методы проектирования должны быть документально оформлены процедурами поставщика/изготовителя.
Все компоненты под давлением должны быть спроектированы таким образом, чтобы выдержать давление при испытании поставщиком/изготовителем и соответствовать требованиям, определенным в функциональной спецификации. Допущения, расчеты и (или) прочие критерии проектирования должны быть указаны в проектном документе соответствующей продукции.
Все характеристики потока и соответствующего разрушения, относящиеся к проекту, которые рассчитываются при помощи расчетной гидродинамики, должны быть оценены посредством испытаний, использования соответствующих уравнений, анализа потока, моделирования или иными способами в соответствии с настоящим стандартом и действующими нормативными документами в отношении оценки потоков.
6.4 Допустимые изменения проекта
6.4.1 Общие требования
Все изменения в проекте должны быть задокументированы и проверены поставщиком/изготовителем относительно результатов проверки образцов и документации по функциональным испытаниям продукции для определения того, является ли изменение существенным. Существенное изменение проекта - это изменение проекта, указанное поставщиком/изготовителем, которое затрагивает функциональность продукта в установленных условиях эксплуатации. Проект, который подвергается существенным изменениям, становится новым проектом, в отношении которого требуется проверка образца, как указано в 6.5, и функциональное испытание, как указано в 6.6.
Все изменения и модификации в проекте должны быть указаны, задокументированы, проверены и утверждены до их внесения, а также должны соответствовать установленным требованиям к испытаниям, определенным в настоящем стандарте. Обоснование изменений в проекте, которые признаются несущественными, должны быть задокументированы. Поставщик/изготовитель должен принимать во внимание, как минимум, следующие параметры при внесении изменений в проект:
a) уровни напряженности модифицированных или измененных компонентов;
b) изменения в материалах;
c) функциональные изменения.
Любые изменения к проектам спускных инструментов, подъемных приспособлений, выбросовых инструментов и защелок должны вноситься с учетом процедур, приведенных в 6.4.
6.4.2 Оценка приемки проекта
6.4.2.1 Утвержденное проектное семейство
Спускные инструменты, подъемные приспособления, выбросовые инструменты и защелки одного проектного семейства, как указано в 3.9, должны иметь единые задокументированные результаты оценки образца. Проектные изменения, которые затрагивают нагрузочные характеристики продукции, предполагают испытание образца. Документация по изменениям в проекте должна содержаться в пакете проектных документов продукции.
6.4.2.2 Ограничения по проектным изменениям
Поставщик/изготовитель должен оформить документацию на продукцию, которая прошла проверку в рамках проектного семейства:
a) свод всех записей по проверенным проектам и (или) продукции проектного семейства;
b) анализ трендов или диаграммы разброса, демонстрирующие, что эффективность методов проектирования и анализа достаточна для их использования для проверки других проектов;
c) ограничения по проектным параметрам в рамках утвержденного проектного семейства. Они определяются таким образом, что за рамками ограничений исходные проекты не считаются утвержденными организацией и, следовательно, не являются частью утвержденного проектного семейства.
Для спускных инструментов, подъемных приспособлений, выбросовых инструментов и защелок с уникальными или множественными свойствами, которые не представляют собой существенных изменений в проекте, новые свойства должны испытываться в соответствии с документированными требованиями поставщика/изготовителя по проектной оценке такого свойства. Критерии приемки и результаты оценки должны быть задокументированы.
6.4.3 Испытания дополнительных свойств
Спускные инструменты, подъемные приспособления, выбросовые инструменты и защелки со свойствами, которые не испытываются при проверке образца, должны испытываться в соответствии с документированными требованиями поставщика/изготовителя для проверки надлежащей функциональности таких свойств. Процедура испытаний, критерии приемки и результаты должны быть задокументированы.
6.5 Требования к проверке правильности проектирования и испытанию образцов
6.5.1 Общие требования
Поставщик/изготовитель должен использовать процедуры проверки правильности проектирования и испытаний образцов для того, чтобы проектное семейство спускных инструментов, подъемных приспособлений, выбросовых инструментов и защелок соответствовало функциональным требованиям.
6.5.2 Проверка правильности проектирования
Проверка правильности проектирования должна осуществляться в соответствии с утвержденными процедурами поставщика/изготовителя.
6.5.3 Проверка правильности испытаний образцов
Проверка правильности испытаний образцов должна осуществляться в отношении каждого проектного семейства спускных инструментов, подъемных приспособлений, выбросовых инструментов и защелок для подтверждения того, что устройство соответствует техническим спецификациям поставщика/изготовителя.
Если в отношении спускных инструментов, подъемных приспособлений, выбросовых инструментов и защелок применяется класс проверки правильности испытаний образцов V1, поставщик/изготовитель должен подготовить чертеж общего вида конкретного устройства и компонентов, с которыми оно взаимодействует, использовать все требуемые допуски в отношении инструмента и подготовить, как минимум, размерные чертежи совместимых компонентов. На рисунках Е.1-Е.5 приведены примеры чертежей данных инструментов.
6.6 Требования к функциональным испытаниям продукции
Поставщик/изготовитель должен соблюдать требования к функциональным испытаниям продукции и (или) порядок, определенный в приложениях, для подтверждения того, что все спускные инструменты, подъемные приспособления, выбросовые инструменты и защелки полностью соответствуют проектным спецификациям.
Некоторые способы применения могут потребовать дополнительных функциональных испытаний. Это указывается потребителем/заказчиком в функциональной спецификации.
7 Требования к поставщику/изготовителю
7.1 Общие требования
Поставщик/изготовитель обязан соблюдать требования при проектировании, производстве, испытании и поставке спускных инструментов, подъемных приспособлений, выбросовых инструментов и защелок, которые попадают под действие настоящего стандарта.
Данный раздел содержит подробное описание требований для подтверждения того, что каждый вид продукции соответствует требованиям функциональной спецификации, указанной в разделе 5 настоящего стандарта, и технической спецификации, указанной в разделе 6 настоящего стандарта. Необходимо принять во внимание, как минимум, следующие положения.
7.2 Документация и контроль данных
7.2.1 Общие требования
Поставщик/изготовитель должен устанавливать и выполнять документированные процедуры для контроля всех документов и данных, относящихся к требованиям настоящего стандарта. Такие документы и данные должны вестись и храниться для подтверждения соответствия установленным требованиям. Все документы и данные должны быть точными и четкими и должны храниться таким образом, чтобы быть постоянно доступными. Они должны храниться в помещениях, которые обеспечивают подходящие условия для предотвращения повреждения или ухудшения состояния и утраты. Документы и данные могут храниться в любой форме на любом носителе, как на бумаге, так и на электронных носителях. Все документы и данные должны быть доступны для просмотра и проверки потребителем/заказчиком.
7.2.2 Проектная документация
Все проектные документы, данные, результаты проверки испытаний образцов и результаты первоначальных функциональных испытаний продукции должны храниться в течение 5 лет с даты изготовления.
Результаты проверки испытаний образцов должны быть четко определены для класса V2 или V1. Результаты функциональных испытаний продукции должны быть четко определены для класса F2 или F1. Проектные документы должны включать следующую информацию:
a) функциональные и технические спецификации;
b) руководство поставщика/изготовителя по обеспечению качества;
c) необходимый класс документации по контролю качества, как указано в 5.8;
d) один полный комплект чертежей, документально оформленных спецификаций и проектных расчетов и стандартов;
e) инструкции с указанием методов безопасной установки и использования спускных инструментов, подъемных приспособлений, выбросовых инструментов и защелок. Данный документ должен содержать описание разрешенных действий и запрещать действия, которые могут привести к сбою в работе и (или) несоблюдению функциональных и эксплуатационных требований;
f) тип материала, предел текучести и идентификации соединений для фактических торцевых соединений, поставляемых со спускными инструментами, подъемными приспособлениями, выбросовыми инструментами и защелками (если применимо);
g) спецификация процедуры сварки (СПС);
h) протокол аттестационного испытания метода сварки (ПАИМС);
i) уровень подготовки сварщика/оператора сварочного аппарата (УПС).
7.2.3 Документация по функциональным испытаниям продукции
7.2.3.1 Общие требования
Поставщик/изготовитель должен иметь полный комплект документов по испытаниям, содержащий все требуемые процедуры по функциональным испытаниям поставщика/изготовителя и протоколы класса функциональных испытаний с утвержденной приемкой каждого из них. Комплект документов также должен содержать результаты испытаний и (или) расчеты, которые подтверждают функциональность продукции, прошедшей испытания.
7.2.3.2 Особые требования к функциональным испытаниям продукции
Существует два набора требований к документации по функциональным испытаниям продукции, один для каждого класса функциональных испытаний: F1 и F2. Наборы приведены в Приложениях А-С.
7.2.4 Технический паспорт изделия
Каждый заказ должен поставляться потребителю/заказчику с паспортом изделия для каждого изделия линии по каждому заказу, как определяется классом качества.
Примечание - Целью этого является предоставление отдельного технического паспорта для каждого уникального изделия или изделий, которые являются частью особого проектного семейства.
Технический паспорт должен содержать следующую минимальную информацию:
- наименование и адрес поставщика/изготовителя;
- заводской номер поставщика/изготовителя;
- наименование изделия поставщика/изготовителя;
- тип изделия;
- эксплуатационные параметры согласно 5.4;
- описание металлических материалов;
- описание неметаллических материалов;
- общая длина;
- диапазон температур для номинального давления;
- номинальное давление;
- верхние фитинги фонтанной арматуры;
- способ доставки;
- максимальный внешний диаметр при доставке, включая спускное/подъемное оборудование;
- способ удаления;
- класс качества;
- класс проверки правильности испытаний образцов;
- класс функциональных испытаний продукции;
- номер технического руководства/руководства по эксплуатации.
7.2.5 Техническое руководство/руководство по эксплуатации
Для продукции, поставляемой в соответствии с настоящим стандартом, должно поставляться техническое руководство/руководство по эксплуатации, которое должно содержать, как минимум, следующую информацию:
- номер и редакция руководства;
- технический паспорт изделия;
- порядок эксплуатации;
- порядок инспекции до установки изделия;
- рекомендации по хранению;
- основные чертежи (чертежи с технической информацией) с указанием основных размеров (внешних, внутренних, длин, масс (веса) и прочих необходимых параметров);
- особые предупреждения и инструкции по работе;
- перечень устройств, с которыми заявлена совместимость.
7.3 Требования к идентификации продукции
7.3.1 Общие требования
Поставщик/изготовитель должен четко идентифицировать и промаркировать каждый из спускных инструментов, подъемных приспособлений, выбросовых инструментов и защелок в соответствии с требованиями, предусмотренными 7.3.2.
7.3.2 Идентификация продукции
Каждое изделие, поставляемое в соответствии с настоящим стандартом, должно быть идентифицировано при помощи маркировочных устройств низкого давления, с помощью которых наносят маркировку точками или закругленным резцом, высекательным штампом, вибрационным способом или лазерной маркировкой. На каждом спускном инструменте, подъемном приспособлении, выбросовом инструменте и защелке должна быть нанесена, как минимум, следующая информация:
- наименование или знак поставщика/изготовителя;
- дата (месяц и год) изготовления;
- заводской номер детали поставщика/изготовителя и уникальный трассируемый серийный номер;
- класс условий эксплуатации только для защелок.
7.4 Требования к контролю качества
7.4.1 Общие требования
Требования к классам качества приведены в 7.4.2-7.4.9.
7.4.2 Квалификация персонала по контролю качества
Весь персонал, осуществляющий контроль качества непосредственно в отношении материалов и качества продукции, должен иметь квалификацию в соответствии с документированными требованиями поставщика/изготовителя.
7.4.3 Дефекты производства
Поставщик/изготовитель должен установить и применять документальные процедуры для того, чтобы узлы или компоненты, которые не соответствуют указанным требованиям, не допускались к использованию или установке. Такой контроль должен обеспечивать идентификацию, документирование, оценку, разделение (если применимо) и удаление узлов и компонентов, не соответствующих требованиям.
Ответственность за проверку и полномочия на удаление узлов и компонентов, не соответствующих требованиям, определяются поставщиком/изготовителем. Несоответствующие узлы и компоненты могут быть:
a) переделаны для достижения соответствия с указанными требованиями;
b) приняты после ремонта или без него решением уполномоченного персонала поставщика/изготовителя, если узел или компонент не нарушают требований к проверке правильности испытаний образцов, либо
c) отклонены или отправлены на переработку.
Отремонтированные и (или) переделанные узлы или компоненты подлежат проверке в соответствии с применимым классом качества.
7.4.4 Проверка размеров компонентов
Компоненты и узлы должны пройти проверку размеров для обеспечения надлежащей работы и соответствия проектным критериям или техническим спецификациям. Частота таких проверок должна соответствовать требованиям к функциональным испытаниям и документально оформленным требованиям поставщика/изготовителя.
7.4.5 Трассируемость (отслеживание)
Поставщик/изготовитель должен нести ответственность за трассируемость, документацию и состояние продукции на момент отгрузки потребителю/заказчику.
Все компоненты, сварные изделия, узлы и вспомогательные узлы оборудования, поставляемые в соответствии с настоящим стандартом, должны иметь возможность отслеживания до партии компонентов, в отношении компонентов и сварных изделий которого должны быть определены садки или партии. Все компоненты и сварные изделия из партии, садки или партии компонентов должны быть отклонены от приемки, если какая-либо партия не соответствует указанным требованиям. Необходимо обеспечить идентификацию отдельных компонентов для упрощения трассируемости до завершения поставщиком/изготовителем окончательной проверки.
7.4.6 Выбор класса качества
7.4.6.1 Общие требования
Настоящий стандарт предусматривает два класса контроля качества для спускных инструментов, подъемных приспособлений, выбросовых инструментов и защелок. Потребитель/заказчик должен указать в функциональной спецификации класс контроля качества и (или) дополнительные требования, если необходимо.
Продукция должна поставляться с классом контроля качества Q2, если потребитель/заказчик не указал класс Q1. Потребитель/заказчик может также установить дополнительные требования по качеству/сертификации, которые будут применяться к оборудованию, поставляемому согласно настоящему стандарту.
7.4.6.2 Класс Q2 - Базовый уровень или класс контроля качества
Ниже приведены требования к классу Q2, базовому уровню контроля качества:
а) Документация
Для класса Q2 документация не требуется. Потребитель/заказчик может потребовать сертификат соответствия поставляемых спускных инструментов, подъемных приспособлений, выбросовых инструментов и защелок.
b) Проверка
Проверка соответствия размеров должна проводиться на компонентах, узлах и элементах узлов при выборке не менее 5% от каждой партии компонентов или, как минимум, на одном устройстве.
7.4.6.3 Класс Q1 - Наивысший уровень или класс контроля качества
Ниже приведены требования к классу Q1, наивысшему уровню контроля качества:
a) Документация
Документация включает в себя сертификат соответствия на спускные инструменты, подъемные приспособления, выбросовые инструменты и защелки в партии компонентов. Она также должна включать в себя отчет о заводских испытаниях всех компонентов, за исключением стандартных изделий, как указано в настоящем стандарте. Кроме того, она должна включать в себя результаты всех функциональных испытаний продукции в рамках данной партии спускных инструментов, подъемных приспособлений, выбросовых инструментов и защелок.
Примеры стандартных изделий, которые могут быть исключены:
- цилиндрические штифты;
- медные прокладки;
- пружинные запорные кольца;
- материал покрытия;
- стержни вентиля;
- установочные винты;
- прочие указанные изделия.
b) Проверка
Проверка соответствия размеров должна проводиться на 100% всех компонентов, узлов и элементов узлов из каждой партии.
7.4.7 Калибровка измерительного/испытательного оборудования
7.4.7.1 Общие требования
Измерительное и испытательное оборудование должно соответствовать или превышать точность измерений, установленную критериями приемки для оценки или испытаний.
7.4.7.2 Измерительное и испытательное оборудование
Измерительное и испытательное оборудование, используемое для приемки, определяется, проверяется, калибруется и настраивается в определенные сроки в соответствии с документированными процедурами, ИСО/МЭК 17025 и настоящим стандартом и должно быть отслежено соответствующими национальными или международными агентствами по стандартизации, устанавливающими требования, не менее строгие, чем приведены выше. Технология проверки с контролируемой точностью, равной или превышающей указанную в настоящем стандарте, может применяться при условии наличия надлежащей документации и после утверждения квалифицированным персоналом. Сроки калибровки измерительного и испытательного оборудования устанавливаются на основе частоты и интенсивности использования. Сроки калибровки не должны превышать трех месяцев до того, как может быть составлена история калибровки. Сроки могут быть продлены или сокращены на основании документально подтвержденной частоты и интенсивности использования и истории калибровки. Сроки калибровки не могут быть увеличены на период, в два раза превышающий предыдущий период, и не должны превышать одного года.
Стандарты, применяемые для калибровки измерительного оборудования, должны проверяться и утверждаться не реже одного раза в год независимой сторонней организацией, образованной соответствующими национальными или международными агентствами по стандартизации.
Устройства измерения давления также должны быть:
a) обеспечены возможностью снятия данных до ±0,5% от полной шкалы или менее в зависимости от необходимых измерений;
b) откалиброваны с точностью ±2% точности от полной шкалы или менее в зависимости от необходимых измерений;
c) использованы только в откалиброванном диапазоне;
d) откалиброваны при помощи устройства измерения эталонного давления или грузопоршневого манометра.
7.4.8 Эластомерные материалы и конструкция уплотнений
7.4.8.1 Общие требования
Все уплотнения, уплотнительные кольца и сальниковые уплотнения для спускных инструментов, подъемных приспособлений, выбросовых инструментов и защелок должны проверяться в соответствии с пп.7.4.8.2-7.4.8.5.
7.4.8.2 Эластомерные материалы
Все компоненты из эластомерных материалов должны соответствовать документально оформленным спецификациям поставщика/изготовителя. Поставщики/изготовители, поставляющие оборудование в соответствии с такими спецификациями, несут следующую ответственность.
a) Допуски
Допуски по уплотнительным кольцам должны соответствовать ИСО 3601-1. Прочие элементы уплотнения должны соответствовать допускам по размерам, определенным документально оформленными спецификациями поставщика/изготовителя. Процедура отбора изделий для проверки и основание приемки или отказа от приемки партии изделий должны соответствовать ИСО 2859-1. Требуется применение общего уровня проверки II, который должен быть на уровне 2,5 AQL (уровень отбора образцов) для уплотнительных колец и 1,5 AQL для О-образных колец и прочих уплотнительных элементов.
b) Прочность
Прочность уплотнительных колец по дюрометру измеряется в соответствии с ASTM D2240 и ASTM D1415. Предпочтительным способом является проведение испытаний на прочность на образце из каждой партии и цикла отверждения, чем испытание отдельных уплотнений. Если данные испытания должны проводиться на отдельных уплотнениях, порядок отбора образцов для проверки и основание для приемки или отказа от приемки партии должны соответствовать требованиям, указанным в 7.4 для уплотнительных колец и прочих уплотнительных элементов соответственно.
c) Визуальный осмотр
Визуальный осмотр уплотнительных колец должен проводиться в соответствии с ИСО 3601-3. Прочие уплотнительные элементы должны быть подвергнуты осмотру в соответствии с документально оформленными поставщиком/изготовителем процедурами осмотра. Осмотр должен включать в себя проверку на предмет повреждения краев, изоляции, разрывов, трещин и прочих видимых повреждений. Порядок отбора образцов для осмотра и основание для приемки или отказа от приемки партии должны соответствовать требованиям, указанным в 7.4.8.2 для уплотнительных колец и прочих уплотнительных элементов соответственно.
d) Разгрузка, погрузка и хранение
Материалы, используемые в уплотнительных устройствах, таких как уплотнительные кольца и прочие уплотнительные элементы, требуют применения особых процедур разгрузки-погрузки и хранения. Поставщик/изготовитель должен иметь документально оформленные спецификации, которые определяют требования к разгрузке-погрузке и хранению, включая срок хранения для каждого из материалов.
7.4.8.3 Прочие материалы
Неметаллические материалы, не являющиеся эластомерами, должны соответствовать спецификациям, документально оформленным поставщиком/изготовителем.
7.4.8.4 Трассируемость
Требования по трассируемости должны быть документально оформлены поставщиком/изготовителем и подтверждать, что все детали изготавливаются из материалов, удовлетворяющих спецификациям, документально оформленным поставщиком/изготовителем. Трассируемость деталей требуется только до использования их в элементах узлов или узлах. Трассируемость узлов или их элементов не предусматривается указанными спецификациями.
7.4.8.5 Проверка проектных решений уплотнительных устройств
Проверка проектных решений должна проводиться в соответствии с требованиями ИСО 17078-2.
7.4.9 Сертификация материалов
7.4.9.1 Общие требования
Сертификат поставщика/изготовителя о заводских испытаниях исходного материала или сертификация результатов испытаний являются приемлемыми при условии, что сертификат включает в себя результаты испытаний механических свойств и химического состава такой садки материала.
Сырье, используемое при производстве компонентов, должно удовлетворять следующим требованиям:
а) сертификат соответствия с указанием на то, что сырье соответствует документальным спецификациям поставщика/изготовителя;
б) отчет об испытаниях материала для определения поставщиком/изготовителем того, что сырье соответствует документальным спецификациям поставщика/изготовителя.
Если материал подвергается изменениям в ходе последующих процессов, которые изменяют его свойства, критерии приемки будут основаны на его прочности в соответствии с ИСО 6506-1, ИСО 6507-1 или ИСО 6508-1 либо на механических свойствах в соответствии с ИСО 6892 или ASTM А370 из соответствующей садки материала. Данные испытания должны проводиться с использованием цикла термической обработки, для которой предназначен материал. Если первоначальные испытания образцов не дадут положительного результата, для утверждения материала требуются два дополнительных испытания. Материал должен быть отклонен, если результаты любого из двух дополнительных испытаний не будут соответствовать установленным требованиям. Если окончательная приемка осуществляется на основании прочности, соотношение "твердость-прочность" должно быть оформлено поставщиком/изготовителем документально в отношении такого типа материала.
Приемка всех материалов должна быть либо указана на материалах, либо документально оформлена с трассировкой до материалов.
7.4.9.2 Механические и физические свойства
7.4.9.2.1 Металлические материалы
Практика и порядок испытаний механических свойств должны соответствовать ИСО 6892 или ASTM А370 для металлических материалов, используемых в трассируемых компонентах.
7.4.9.2.2 Эластомерные и неметаллические материалы
Порядок испытаний механических свойств эластомерных и неметаллических материалов должен соответствовать всем требованиям, приведенным в 7.4.
7.5 Требования к термической обработке
Термическая обработка промежуточных деталей должна осуществляться при помощи оборудования термической обработки, которое было откалибровано и проверено.
Каждая печь должна проверяться в течение года до проведения термической обработки. Если печь подвергалась ремонту или реконструкции, необходимо провести новую проверку до термической обработки.
Термические печи периодического и постоянного действия должны калиброваться в соответствии с одной из нижеуказанных процедур:
1) Процедурами, предусмотренными SAE AMSH 6875, раздел 5.
2) Документально оформленными спецификациями поставщика/изготовителя, в том числе с учетом критериев приемки и других действующих нормативных документов, которые устанавливают требования не менее строгие, чем приведенные выше.
7.6 Требования к сварке
7.6.1 Общие требования
Система контроля сварки поставщика/изготовителя должна включать в себя требования инструкции по визуальному и измерительному контролю в соответствии с [3], [4]. Инструменты, используемые для определения температуры, напряжения и силы тока, должны обслуживаться и калиброваться в соответствии с документально оформленными процедурами поставщика/изготовителя.
Все сварочные процедуры, сварщики и операторы сварочных аппаратов должны быть утверждены в соответствии c ASME BPVC-IX, [3], [4]. Базовые металлы, не классифицированные в группе Р ASME, должны классифицироваться как неопределенные металлы в соответствии c ASME BPVC-IX, [2].
7.6.2 Расходные сварочные материалы
Расходные сварочные материалы должны соответствовать спецификациям AWS или поставщика/изготовителя. Поставщик/изготовитель должен иметь документально оформленную процедуру отбора, хранения и контроля расходных сварочных материалов. Материалы с низким содержанием водорода должны храниться и использоваться в соответствии с рекомендациями производителя для сохранения их низководородных свойств.
7.6.3 Сварочные процедуры/квалификационные протоколы
Сварка должна осуществляться в соответствии со спецификациями по процедуре сварки, составленными и утвержденными в соответствии с ASME BPVC-IX, статья II, [3], [4]. СПС должны содержать все основные и второстепенные параметры, определенные в ASME BPVC-IX, [3], [4]. Протокол аттестационного испытания метода сварки должен содержать все основные параметры, определенные ASME BPVC-IX, [3], [4] в отношении процедуры сварки, используемой для квалификационных испытаний.
7.6.4 Испытания на прочность
Образцы сварных изделий для испытания на прочность должны пройти такую же термическую обработку после сварки, что и окончательное изделие. Для спускных инструментов, подъемных приспособлений, выбросовых инструментов и защелок класса условий эксплуатации Е2 испытания на прочность по сварному шву, основному материалу и разрезу зоны термического влияния (ЗТВ) должны проводиться в соответствии c ASTM Е 18 и регистрироваться в качестве составляющей ПАИМС. Максимальные значения прочности для класса условий эксплуатации Е2 не должны превышать требований ИСО 15156 или [1].
7.6.5 Уровни подготовки сварщиков/операторов сварочных аппаратов
Сварщики и операторы сварочных аппаратов должны иметь квалификацию в соответствии c ASME BPVC-IX, статья III или с [4]. Протоколы проверки УПС должны включать в себя все параметры сварки, как предусмотрено ASME BPVC-IX и [4].
7.7 Требования к неразрушающим методам испытаний (НМИ)
Неразрушающие испытания не требуются в соответствии с настоящим стандартом, за исключением указанных в настоящем параграфе. Если НМИ должны проводиться для целей внутренних процедур поставщика/изготовителя либо в связи с документально оформленным требованием потребителя/заказчика, должны применяться процедуры НМИ, определенные в ИСО 17078-1.
Если НМИ проводятся на спускных инструментах, подъемных приспособлениях, выбросовых инструментах и защелках, поставщик/изготовитель должен подготовить документально оформленные спецификации соответствующих допустимых показаний.
7.8 Подготовка к хранению и отгрузке
7.8.1 Общие требования
Поставщик/изготовитель должен соблюдать следующие требования к хранению и отгрузке спускных инструментов, подъемных приспособлений, выбросовых инструментов и защелок.
7.8.2 Дренирование, очистка и (или) осушение
Порядок дренирования, очистки и (или) осушения спускных инструментов, подъемных приспособлений, выбросовых инструментов и защелок после их испытания должен быть определен документально оформленными процедурами поставщика/изготовителя. Минимальным стандартом является отсутствие каких-либо посторонних жидкостей и материалов в продукции.
7.8.3 Резьбовые торцевые соединения и уплотнения
Все резьбовые соединения и уплотнения должны быть защищены в соответствии с документально оформленными процедурами поставщика/изготовителя.
7.8.4 Нанесение несмываемой маркировки до покраски
До покраски необходимо нанести все виды несмываемой маркировки, определенные настоящим стандартом. Маркировка не должна затрагивать работу каких-либо компонентов спускных инструментов, подъемных приспособлений, выбросовых инструментов и защелок. Все виды маркировки должны быть выполнены и расположены в соответствии с документально оформленными процедурами поставщика/изготовителя. Нанесение краски на используемую резьбу или на уплотняемую поверхность не допускается, за исключением покрытия, грунтовки или прочих материалов для обработки поверхностей, определенных поставщиком/изготовителем для таких поверхностей.
7.9 Допустимые изменения после завершения производства
Любые изменения в ранее утвержденном и испытанном изделии, помимо настройки, регулировки и корректировки и т.п., как определено в техническом руководстве/руководстве по эксплуатации, являются изменениями конструкции и требуют полной проверки испытаний образцов и функциональных испытаний продукции для утверждения соответствия изделия настоящему стандарту.
7.10 Восстановление и ремонт использованных спускных инструментов, подъемных приспособлений, выбросовых инструментов и (или) защелок
Восстановление и ремонт использованных спускных инструментов, подъемных приспособлений, выбросовых инструментов и (или) защелок не входит в область применения настоящего стандарта. Однако данный процесс используется в промышленности в соответствии с ИСО 17078-4.
Приложение А
(обязательное)
Требования к спускным инструментам и подъемным приспособлениям
А.1 Общие требования
Настоящее приложение содержит перечень требований к проверке испытаний образцов и функциональным испытаниям продукции для каждого класса проверки правильности испытаний образцов и каждого класса функциональных испытаний продукции, а также классу условий эксплуатации для спускных инструментов и подъемных приспособлений.
А.2 Класс условий эксплуатации
Поставщик/изготовитель должен выбрать материалы для соблюдения требований к классу условий эксплуатации. Для спускных инструментов и подъемных приспособлений в настоящей части рассматривается только класс условий Е4. Если предусмотрена эксплуатация в кислой или другой средах, требования определяются соглашением между потребителем/заказчиком и поставщиком/изготовителем. Класс Е4 применяется в отношении эксплуатации во флюидах, которые имеют парциальное давление HS ниже указанного для растрескивания под напряжением в ИСО 15156 или [1] и не содержат СО
согласно стандартному промышленному анализу. Материал, используемый для такой эксплуатации, представляет собой, как правило, низколегированную сталь классов 4130, 4135 и 4140, и, при одобрении их потребителем/заказчиком, могут также использоваться другие материалы.
А.3 Испытания для проверки правильности испытаний образцов
А.3.1 Общие требования
Спускные или подъемные приспособления каждой конструкции, типа и размера должны соответствовать критериям приемки всех применимых требований проверки испытаний образцов для данного класса до передачи потребителю/заказчику и должны соответствовать настоящему стандарту. Все испытания по проверке правильности испытаний образцов должны соответствовать требованиям раздела 7 и А.3.2.
А.3.2 Требования к проверке испытаний образцов
А.3.2.1 Требования к проверке испытаний образцов - класс V2
Требования к проверке испытаний образцов для класса V2 для спускных и подъемных инструментов определены в D.2.2.
А.3.2.2 Требования к проверке испытаний образцов - класс V1
А.3.2.2.1 Общие требования
Поставщик/изготовитель должен провести проверку испытаний образцов в отношении каждого размера, типа и модели инструментов в соответствии с D.2.3.
А.3.2.2.2 Дополнительные требования к проверке испытаний образцов в отношении спускных инструментов
Один спускной инструмент и соответствующая защелка должны использоваться для каждой отдельной комбинации спускных инструментов и защелок, для которых заявлен совместимый интерфейс.
Добавить индикаторную жидкость в защелку. Соединить по оси спускной инструмент с защелкой без предохранительного штифта и повернуть. Снять спускной инструмент и определить точки сопряжения. Положение точек сопряжения должно соответствовать проектным требованиям, утвержденным поставщиком/изготовителем. Зарегистрировать в проектной документации процедуру испытания с осинением и его результаты.
А.3.2.2.3 Дополнительные требования к проверке испытаний образцов в отношении подъемных приспособлений
Одно подъемное приспособление и соответствующая защелка должны использоваться для каждой отдельной комбинации подъемных приспособлений и защелок, для которых заявлено надлежащее функционирование.
Закрепить подъемное приспособление на защелки и активировать средство экстренного сброса в соответствии с документально оформленными спецификациями поставщика/изготовителя. Для прохождения проверки подъемное приспособление должно свободно отсоединиться от защелки. Зарегистрировать в проектной документации результаты испытаний экстренного сброса.
А.3.3 Функциональные испытания продукции
А.3.3.1 Общие требования
Настоящий стандарт определяет один класс (F1) функциональных испытаний спускных инструментов и подъемных приспособлений.
А.3.3.2 Функциональные испытания для спускных инструментов
Функциональные испытания класса F1 должны проводиться на каждом произведенном спускном инструменте:
а) Провести проверку размеров для подтверждения того, что инструмент соответствует проектным требованиям к размерным допускам, определенным поставщиком/изготовителем.
b) Зарегистрировать результаты проверки размеров в соответствии с документально оформленными требованиями поставщика/изготовителя.
А.3.3.3 Функциональные испытания для подъемных приспособлений
Функциональные испытания класса F1 должны проводиться на каждом произведенном подъемном приспособлении:
a) Продемонстрировать возможность соединения и отсоединения подъемного приспособления от защелки в соответствии с документально оформленными процедурами поставщика/изготовителя.
b) Продемонстрировать возможность перевода захватов защелки из полностью закрытого в полностью открытое состояние и самостоятельного и свободного возврата в закрытое состояние после освобождения захватов защелки в соответствии с документально оформленным процедурами поставщика/изготовителя.
c) Провести проверку размеров всех деталей компонентов до сборки для подтверждения того, что инструмент соответствует проектным требованиям к размерным допускам, определенным поставщиком/изготовителем.
d) Зарегистрировать результаты проверки размеров в соответствии с документально оформленными требованиями поставщика/изготовителя.
Приложение В
(обязательное)
Требования к выбросовым инструментам
В.1 Общие требования
Настоящее приложение содержит перечень требований к проверке испытаний образцов и функциональным испытаниям продукции для каждого класса проверки правильности проектного решения и каждого класса функциональных испытаний продукции, а также классу условий эксплуатации для выбросовых инструментов.
В.2 Класс условий эксплуатации
Поставщик/изготовитель должен выбрать материалы для соблюдения требований к классу условий эксплуатации. Для выбросовых инструментов в настоящем стандарте рассматривается только класс условий Е4. Если предусмотрена эксплуатация в кислой или другой среде, требования определяются соглашением между потребителем/заказчиком и поставщиком/изготовителем. Класс Е4 применяется в отношении эксплуатации во флюидах, которые имеют парциальное давление HS ниже указанного для растрескивания под напряжением в ИСО 15156 или [1] и не содержат СО
согласно стандартному промышленному анализу. Материал, используемый для такой эксплуатации, представляет собой, как правило, низколегированную сталь классов 4130, 4135 и 4140, и, при одобрении их потребителем/заказчиком, могут также использоваться другие материалы.
В.3 Испытания для проверки правильности испытаний образцов
В.3.1 Общие требования
Выбросовые инструменты каждой конструкции, типа и размера должны соответствовать критериям приемки всех применимых требований проверки испытаний образцов для данного класса до передачи потребителю/заказчику и должны соответствовать настоящему стандарту. Все испытания по проверке правильности испытаний образцов должны соответствовать требованиям раздела 7 и В.3.2, а результаты испытаний должны храниться на предприятии-изготовителе в соответствии с [5].
В.3.2 Требования к проверке испытаний образцов
В.3.2.1 Требования к проверке испытаний образцов - класс V2
Поставщик/изготовитель должен провести проверку испытаний образцов в отношении каждого размера, типа и модели инструментов в соответствии с D.2.2.
В.3.2.2 Требования к проверке испытаний образцов - класс V1
В.3.2.2.1 Общие требования
Поставщик/изготовитель должен провести проверку испытаний образцов в отношении каждого размера, типа и модели инструментов в соответствии с D.2.3.
В.3.2.2.2 Дополнительные требования к проверке испытаний образцов в отношении выбросовых инструментов
В.3.2.2.2.1 Общие требования
Далее определены дополнительные требования к испытаниям для класса V1.
В.3.2.2.2.2 Испытание выбросового инструмента с использованием троса
Данное испытание проводится с оправкой съемного клапана, установленной под наклоном 45° с гнездом, расположенным в верхней, боковой и нижней частях оправки или в положении 12 часов, 3 часа и 6 часов. К верхней части оправки должен быть присоединен короткий отрезок трубы длиной не менее 3,05 м (10 футов), а к нижней части - отрезок длиной не менее 1,83 м (6 футов). В верхней части верхнего отрезка трубы должно быть установлено смазочное устройство. Оправки для съемного клапана, не снабженные ориентировочным профилем, должны испытываться под углом не менее 15° от вертикального наклона.
В каждом направлении в гнездо оправки должен быть установлен макет устройства регулирования дебита с соответствующим защелкивающим механизмом и извлечен из него при помощи выбросового инструмента, который заявлен поставщиком/изготовителем как совместимый с оправкой для съемного клапана. Должны применяться документально оформленные процедуры поставщика/изготовителя. Выбросовые инструменты должны устанавливаться и удаляться из оправок при помощи тросового оборудования и способов. Устройство регулирования дебита должно быть успешно установлено и извлечено из оправки для съемного клапана.
В.3.2.2.2.3 Испытание преждевременной активацией
Установить каждый из выбросовых инструментов в нижнюю часть корпуса оправки без коротких отрезков труб и прочих резьбовых приспособлений для подтверждения того, что инструмент, помещенный в оправку, не активирует выбросовый палец и не зависает в корпусе оправки ни на каком уровне ниже направляющей гильзы. Данное испытание должно проводиться несколько раз с закрепленной оправкой (в положении 12 часов) и выбросового инструмента в положении со смещением на 10° от положения в верхней части (12 часов) до положения в нижней части (6 часов). Для успешного прохождения этого испытания устройство выбросового инструмента не должно зависать или преждевременно активироваться.
В.3.2.2.2.4 Испытание силы активации для выбросовых инструментов
Один выбросовый инструмент, подъемное приспособление и защелка используются для каждой отдельной комбинации подъемных приспособлений и защелок, для которых заявлена соответствующая активация выбросового инструмента. Определить силу, необходимую для активации выбросового инструмента. Выполнить данное действие не менее семи раз.
Критерии приемки: средняя сила (средняя величина за семь испытаний), необходимая для активации выбросового инструмента, не превышает или равна силе, указанной поставщиком/изготовителем.
В.3.2.2.2.5 Испытания уловителя для выбросовых инструментов
Один выбросовый инструмент, подъемное приспособление и защелка используются для каждой отдельной комбинации подъемных приспособлений и защелок, для которых заявлена соответствующая работа уловителя. Данное испытание должно быть проведено в тех же условиях, которые указаны в В.3.2.2.2.2. Оправка должна быть расположена с максимальным отклонением от заявленного поставщиком/изготовителем положения. Разместить защелку, закрепленную на устройстве регулирования дебита, в уловителе выбросового инструмента и полностью пропустить узел через оправку и затем удалить его.
Критерии приемки: защелка и устройство регулирования дебита в уловителе не стопорятся в оправке.
В.3.2.2.2.6 Дополнительные требования к проверке испытаний образцов
Необходимо предоставить следующую специальную проектную документацию:
a) протокол конфигурации бурового снаряда и количество подходов, необходимое для проведения каждого испытания по установке и удалению, как указано в В.3.2.2.2.2;
b) протокол о массах и длинах устройств регулирования дебита, используемых в каждом из вышеуказанных дополнительных испытаний;
c) протокол о максимальном угле отклонения при использовании и результаты испытаний, как указано в В.3.2.2.2.5;
d) протокол результатов испытания силы активации, как указано в В.3.2.2.2.4;
e) зарегистрировать в проектной документации среднюю силу, необходимую для активации выбросового инструмента.
В.4 Функциональные испытания выбросовых инструментов
В.4.1 Общие требования
Настоящий стандарт определяет один класс функциональных испытаний для выбросовых инструментов.
В.4.2 Функциональные испытания выбросовых инструментов
Функциональные испытания должны проводиться на каждом произведенном выбросовом инструменте:
a) убедиться, что выбросовый инструмент активируется в соответствии с документально оформленными процедурами и спецификациями поставщика/изготовителя;
b) измерить высоту активации выбросового инструмента и продемонстрировать, что он срабатывает на проектной высоте, указанной поставщиком/изготовителем;
c) провести проверку размеров всех деталей компонентов до сборки для подтверждения того, что инструмент соответствует проектным требованиям к размерным допускам, определенным поставщиком/изготовителем;
d) зарегистрировать результаты проверки размеров в соответствии с документально оформленными требованиями поставщика/изготовителя.
Приложение С
(обязательное)
Требования к защелкам
С.1 Общие требования
Настоящее приложение содержит информацию по требованиям к проверке испытаний образцов и функциональным испытаниям продукции для каждого класса проверки правильности испытаний образцов и каждого класса функциональных испытаний продукции, а также классу условий эксплуатации для защелок.
С.2 Классы условий эксплуатации
С.2.1 Общие требования
Поставщик/изготовитель должен выбрать материалы, соответствующие данным требованиям классов условий эксплуатации.
Углеродная и низколегированная сталь, такая как углеродная сталь серии 10ХХ и низколегированная сталь серии 41ХХ, а также нержавеющая сталь серии 200 не могут использоваться в производстве защелок.
Классы условий эксплуатации приведены в таблице С.1.
Таблица С.1 - Классы условий эксплуатации (Е)
Классы условий эксплуатации (Е) | Характеристики |
Класс Е4: Стандартные условия | Бескислотные условия |
Класс Е3: эксплуатация в условиях трещинообразования под напряжением | Условия с содержанием H |
Класс Е2: эксплуатация в условиях потери веса | Условия с содержанием СО |
Класс Е1: особые условия эксплуатации | Особые требования к условиям эксплуатации, определенные потребителем/заказчиком |
| |
С.2.2 Класс Е4 - Стандартные условия эксплуатации
Данный класс применяется к условиям эксплуатации во флюидах, которые имеют парциальное давление HS ниже указанного для растрескивания под напряжением в ИСО 15156 или [1] и не содержат СО
согласно стандартному промышленному анализу. Стандартные материалы, используемые для такой эксплуатации, представляют собой нержавеющую сталь классов 303, 304, 316 и 17-4 ph. Также могут применяться другие материалы, если их использование в данных условиях не окажет ухудшающего воздействия.
С.2.3 Класс Е3 - эксплуатация в условиях трещинообразования под напряжением [либо в условиях с содержанием HS (кислотных)]
Данный класс применяется к условиям эксплуатации во флюидах, которые имеют парциальное давление HS выше указанного для растрескивания под напряжением, указанным в ИСО 15156 или [1], и не содержат СО
согласно стандартному промышленному анализу. Материалы, используемые для такой эксплуатации, должны соответствовать ИСО 15156 или [1]. Нержавеющая сталь класса 303 к использованию не допускается. Процесс сварки, используемый для таких условий, должен соответствовать требованиям ИСО 15156 или [1].
С.2.4 Класс Е2 - эксплуатация в условиях потери веса
Данный класс применяется к условиям эксплуатации во флюидах, которые имеют парциальное давление HS ниже указанного для растрескивания под напряжением в ИСО 15156 или [1] и содержат СO
. Примеры допустимых материалов для использования в данных условиях - нержавеющая сталь и никелевые сплавы. В данных условиях могут применяться и другие материалы, если они соответствуют требованиям по классу Е2.
С.2.5 Класс Е1 - Особые условия (определяются потребителем/заказчиком)
Данный класс может использоваться потребителем/заказчиком для определения особых эксплуатационных требований, которые не попадают под действие настоящего стандарта. Потребитель/заказчик и поставщик/изготовитель определяют требования для условий эксплуатации, в которых допускается содержание и HS, и СО
, а также прочие особые требования.
С.3 Испытания для проверки правильности испытаний образцов
С.3.1 Общие требования
Защелки каждой конструкции, типа и размера должны соответствовать критериям приемки всех применимых требований проверки испытаний образцов для данного класса до передачи потребителю/заказчику и должны соответствовать требованиям настоящего стандарта. Все испытания по проверке правильности испытаний образцов должны соответствовать требованиям раздела 7 и С.3.2, С.3.3.
С.3.2 Требования к проверке испытаний образцов - класс V2
Поставщик/изготовитель должен провести проверку испытаний образцов в отношении каждого размера, типа и модели защелок в соответствии с D.2.2.
С.3.3 Требования к проверке испытаний образцов - класс V1
С.3.3.1 Общие требования
Поставщик/изготовитель должен провести проверку испытаний образцов в отношении каждого размера, типа и модели защелок в соответствии с D.2.3.
С.3.3.2 Дополнительные эксплуатационные испытания для проверки испытаний образцов
Провести эксплуатационные испытания с одним или более комплектов защелок и соответствующих компонентов. Все испытания под давлением должны проводиться при температуре окружающей среды.
Порядок испытаний:
a) Установить защелку в испытательное устройство, которое поддерживает запирающий механизм, сходный с установленным на оправке для съемного клапана. Применить разницу давления, которая создаст нагрузку на запирающий механизм. Данное испытание продемонстрирует возможность запирающего механизма выдержать нагрузку, заявленную поставщиком/изготовителем.
b) После стабилизации время поддержки давления должно составить не менее 15 мин. Колебания давления не должны превышать 1% изначально заданного. По истечении времени поддержки давления оно должно быть сброшено.
c) Удалить защелку из оправки для съемного клапана или испытательного устройства с применением процедур, указанных поставщиком/изготовителем.
d) Зарегистрировать количество подходов и силы нагрузки для каждой установки и удаления.
Критерии приемки должны включать следующее:
- запирающий механизм защелки должен функционировать в соответствии с проектом и как заявлено поставщиком/изготовителем;
- для успешного прохождения проверки накопления допусков в проходном и непроходном положениях в худших случаях должно быть продемонстрировано, что полная длина обоих комплектов уплотнений составляет не менее 0,16 см (1/16 дюйма) до края отверстий уплотнения оправки для съемного клапана;
- действия по установке и удалению не превышают определенных поставщиком/изготовителем.
Требования к документации:
- указать поставщика/изготовителя, номер детали и серийный номер оправки для съемного клапана, использованной для подготовки размерного чертежа или проверки накопления допусков;
- указать поставщика/изготовителя, номер детали и серийный номер каждого испытуемого компонента.
С.4 Функциональные испытания защелок
С.4.1 Общие требования
Настоящий стандарт определяет два класса функциональных испытаний. Потребитель/заказчик должен указать класс требуемых функциональных испытаний. Если он не указал класс, продукция поставляется по классу F2.
Описание классов функциональных испытаний:
a) Класс F2 применяется к оборудованию, которое удовлетворяет требованиям настоящего стандарта, включая испытания, определенные для класса F2.
b) Класс F1 применяется к оборудованию, которое удовлетворяет требованиям настоящего стандарта, включая испытания, определенные для класса F1.
С.4.2 Функциональные испытания - класс F2
Требования к функциональным испытаниям класса F2 для защелок:
a) провести испытания на 5% изделий из любой партии, не менее одного изделия в партии;
b) для кольцевых защелок отвести кольцо защелки до крайнего заднего положения и отпустить. Оно должно самостоятельно вернуться в исходное положение;
c) для эксцентриковых защелок установить кулачок в отведенное положение и отпустить. Он должен самостоятельно вернуться в исходное положение;
d) для прочих типов защелок использовать процедуры испытаний, документально оформленные поставщиком/изготовителем.
С.4.3 Функциональные испытания - класс F1
Требования к функциональным испытаниям класса F1 для защелок:
a) провести испытания на 100% изделий из всех партий;
b) провести испытания, предусмотренные для класса F2;
c) провести проверку размеров всех деталей компонентов до сборки для подтверждения того, что инструмент соответствует проектным требованиям к размерным допускам, определенным поставщиком/изготовителем. Зарегистрировать результаты проверки размеров в соответствии с документально оформленными требованиями поставщика/изготовителя.
Приложение D
(обязательное)
Оценка интерфейса инструмента оправки для съемного клапана
D.1 Область применения
Поставщик/изготовитель должен провести испытания инструментов каждого размера, типа и модели. Все инструменты, необходимые для установки, снятия и крепления устройства регулирования дебита на оправке для съемного клапана (спускные инструменты, подъемные приспособления, выбросовые инструменты и защелки) должны быть установлены и сняты с испытательной оправки для съемного клапана или испытательного устройства с применением инструментов и процедур, указанных поставщиком/изготовителем.
Данные испытания должны проводиться с использованием каждой совместимой защелки, спускного инструмента, подъемного приспособления, выбросового инструмента и оправки для съемного клапана.
D.2 Требования к проверке
D.2.1 Общие требования
Следующие подпункты содержат требования к интерфейсу для классов проверки испытаний образцов V1 и V2. Требования к проверке интерфейса для класса V1 также приведены ниже.
D.2.2 Требования к проверке испытаний образцов - класс V2
D.2.2.1 Общие требования
Следующие требования должны быть соблюдены для всех изделий, поставляемых в соответствии с требованиями потребителя/заказчика в отношении проверки испытаний образцов класса V2.
D.2.2.2 Требования к проверке испытаний образцов - способ 1
Требования к проверке испытаний образцов для класса V2:
a) Для оценки совместимости всех заявленных компонентов должны быть проведены испытания, установленные документально оформленными процедурами поставщика/изготовителя;
b) Критерии приемки и требования к документации определяются поставщиком/изготовителем.
D.2.2.3 Требования к проверке испытаний образцов - способ 2
В качестве альтернативы конкретное изделие может классифицироваться как класс V2, если оно удовлетворяет всем нижеперечисленным критериям:
a) Изделие должно иметь историю эксплуатации не менее 2 лет, которая может быть проверена с не менее чем 20 устройствами;
b) Такая эксплуатация должна быть задокументирована в соответствии с требованиями поставщика/изготовителя, и такие документы должны содержать описание всех мер по устранению неполадок и эксплуатационные несоответствия, а также изменения к проекту изделия, зарегистрированные и утвержденные ответственным лицом.
D.2.3 Требования к проверке испытаний образцов - класс V1
D.2.3.1 Общие требования
Следующие требования должны быть соблюдены для всех изделий, поставляемых в соответствии с требованиями потребителя/заказчика в отношении проверки испытаний образцов класса V1. Каждая комбинация инструментов, защелок и оправок должна пройти проверку накопления допусков, испытание на прохождение и испытание на установку/удаление в соответствии с установленными критериями приемки.
D.2.3.2 Проверка накопления допусков
Провести проверку накопления допусков с использованием размеров и их допусков с чертежей для всех взаимодействующих компонентов для подтверждения надлежащего взаимодействия в соответствии с документально оформленными спецификациями поставщика/изготовителя.
D.2.3.3 Испытание на прохождение
Создать буровой снаряд, включая шарнирное соединение, связанное с выбросовым инструментом, если необходимо - с распорным стержнем, спускным инструментом, защелкой и устройством регулирования дебита. Протолкнуть выбросовый инструмент полностью через оправку для съемного клапана и вытащить с другого конца в нижний короткий отрезок трубы.
D.2.3.4 Испытание на установку/удаление
Испытания на установку/удаление должны проводиться с оправкой съемного клапана, установленной в горизонтальное положение в тисках, с гнездом, расположенным в верхней, боковой и нижней частях оправки или в положении 12, 3 и 6 ч. В каждом из положений в гнездо оправки должен быть установлен макет устройства регулирования дебита с соответствующим защелкивающим механизмом и извлечен из него с применением процедур и критериев приемки, установленных поставщиком/изготовителем. Буровой снаряд должен состоять из шарнирного соединения, непосредственно соединенного с выбросовым инструментом при помощи стержней и ясов соответствующей массы. На оправку съемного клапана должен быть установлен короткий отрезок трубы длиной не менее 1,2 м (4 фута) в верхней и нижней частях оправки. Провести данное испытание с более тяжелым макетом или устройством регулирования дебита. Оправки для съемного клапана, не снабженные ориентировочным профилем, должны испытываться под углом не менее 15° от вертикального наклона.
D.2.3.5 Критерии приемки
Критерии приемки проверки накопления допусков, испытания на прохождение и испытания на установку/удаление для каждой позиции:
a) Проверка накопления допусков
Продемонстрировать, что при худшем сценарии допуски обеспечивают надлежащую установку и удаление устройств регулирования дебита в оправку съемного клапана.
b) Испытание на прохождение
В ходе испытания на прохождение выбросовый инструмент должен свободно полностью пройти через оправку для съемного клапана.
c) Испытание на установку/удаление
В ходе испытания устройство для установки и удаления должно функционировать и направляться надлежащим образом при установке/удалении устройства регулирования дебита:
- устройство регулирования дебита должно очистить переднюю часть гнезда при установке;
- сила воздействия при установке не должна приводить к повреждению компонентов бурового снаряда и мешать их надлежащей работе;
- устройство регулирования дебита должно быть вытянуто из гнезда оправки;
- устройство регулирования дебита должно очистить уловитель при удалении, если таковой используется;
- сила воздействия при удалении не должна приводить к повреждению компонентов бурового снаряда и мешать их надлежащей работе.
D.2.3.6 Требования к документации
В дополнение к 7.2.1 и 7.2.2 необходима следующая документация:
а) указать поставщика/изготовителя, номер детали и серийный номер каждого испытуемого компонента и зарегистрировать конфигурацию бурового снаряда;
b) зарегистрировать подробные результаты проверки накопления допусков, испытания на прохождение и испытания на установку/удаление в проектной документации;
c) зарегистрировать массы и длины устройств регулирования дебита, использованных в испытаниях.
Приложение Е
(справочное)
Рисунки
На рисунках Е.1-Е.5 представлены типы изделий. Они не являются точными проектными чертежами.
Рисунок Е.1 - Спускной инструмент

Рисунок Е.2 - Подъемное приспособление
Рисунок Е.3 - Выбросовый инструмент без уловителя
Рисунок Е.4 - Выбросовый инструмент с уловителем
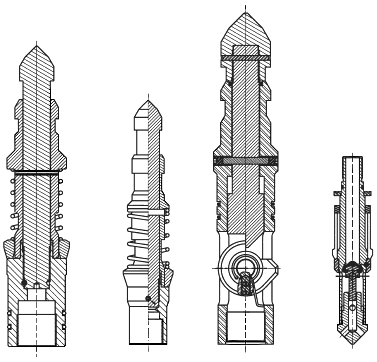
Рисунок Е.5 - Защелки
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам Российской Федерации и действующим в этом качестве межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ИСО 2859-1 | IDТ | ГОСТ Р ИСО 2859-1-2007 "Статистические методы. Процедуры выборочного контроля по альтернативному признаку" |
ИСО 3601-1 | IDТ | ГОСТ Р 50073-92 "Соединения трубопроводов разъемные фланцевые. Технические условия" |
ИСО 3601-3 | NEQ | ГОСТ 15763-91 "Соединения трубопроводов резьбовые на Ру до 63 МПа (до около 630 кгс/см |
ИСО 6506-1 | MOD | ГОСТ 9012-59 "Металлы. Метод измерения твердости по Бринеллю" |
ИСО 6507-1 | IDТ | ГОСТ Р ИСО 6507-1-2007 "Металлы и сплавы. Измерение твердости по Виккерсу Часть 1. Метод измерения" |
ИСО 6508-1 | NEQ | ГОСТ 9013-59 "Металлы. Метод измерения твердости по Роквеллу" |
ИСО 6892-1 | MOD | ГОСТ 1497-84 "Металлы. Методы испытаний на растяжение" |
ИСО 9000 | IDТ | ГОСТ Р ИСО 9000-2008 "Системы менеджмента качества. Основные положения и словарь" |
ИСО 15156-1 | MOD | ГОСТ Р 53679-2009 (ИСО 15156-1:2001). "Нефтяная и газовая промышленность. Материалы для применения в средах, содержащих сероводород, при добыче нефти и газа" |
ИСО 15156-2 | MOD | ГОСТ Р 53678-2009 (ИСО 15156-2:2003) "Нефтяная и газовая промышленность. Материалы для применения в средах, содержащих сероводород, при добыче нефти и газа. Часть 2. Углеродистые и низколегированные стали, стойкие к растрескиванию, и применение чугунов" |
ИСО 17078-1:2004 | - | * |
ИСО 17078-2:2007 | - | * |
ИСО/МЭК 17025 | IDТ | ГОСТ Р ИСО/МЭК 17025-2006 "Общие требования к компетентности испытательных и калибровочных лабораторий" |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDТ - идентичныe стандарты; - MOD - модифицированные стандарты; - NEQ - неэквивалентные стандарты. | ||
Приложение ДБ
(рекомендуемое)
Сведения о соответствии марок сталей по стандартам Американского института чугуна и сталей маркам сталей межгосударственных стандартов
Таблица ДБ.1
Марка стали | Обозначение стандарта по AISI | Марка стали | Обозначение стандарта | Технические требования |
4130 | 4130 | 25ХМ | по ГОСТ 4543, по ГОСТ 8479 | по ГОСТ 5520, по ГОСТ 7350, по специальным техническим условиям |
4135 | 4135 | 35ХМ | ||
4140 | 4140 | 42ХМ | ||
303 | 303S | 12Х18Н10Е | по ГОСТ 5632, по ГОСТ 5949 | |
304 | 304 | 08X18Н10 | ||
316 | 316 | 03Х16Н15М3 | ||
17-4 ph | 304L | 03X18Н11 | ||
Примечания 1 Химический состав сталей, режимы термообработки и требуемые значения механических свойств сталей приведены в соответствующих межгосударственных стандартах, указанных в таблице ДБ.1, а также зависят от требований поставки. 2 Необходимость соблюдения обязательных требований стандарта к продукции не означает, что данная продукция обязательно должна быть изготовлена по этому стандарту. Данная продукция может быть выпущена и идентифицирована по техническим условиям, конструкторской и иной документации, но при этом должна соответствовать требованиям стандарта, что должно быть отражено в этой документации, а при необходимости подтверждено cepтификатом соответствия на материалы. | ||||
Библиография
[1] | NACE MR0175 | Petroleum and natural gas industries - Materials for use in H |
[2] | QW-424.1 | Base metals are assigned P or S Numbers in QW/QB-422 (QW-424.1 Основные компоненты сплава P или S в соответствии с QW/QB-422) |
[3] | РД 03-606-03 | Инструкция по визуальному и измерительному контролю |
[4] | ПБ 03-273-99 | Правила аттестации сварщиков и специалистов сварочного производства |
[5] | ГОСТ 2.501-88 | Единая система конструкторской документации. Правила учета и хранения |
[6] | Корольков П.М. Термическая обработка сварных соединений. 3-е изд., перераб. и доп. - Киев: Экотехнология, 2006. - 176 с. | |
________________________________________________________________________________________
УДК 622.24.05:006.354 ОКС 75.180.10 ОКП 36 6840
Ключевые слова: инструмент спусковой, приспособления подъемные, инструмент выбросовый, защелки, устройства регулирования дебита, оправка съемного клапана, эксплуатационные характеристики, калибровка, материалы, испытания, сварка, контроль
________________________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
{kind=link}