ГОСТ Р 54300-2011
Группа И22
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ИЗДЕЛИЯ ОГНЕУПОРНЫЕ ДЛЯ КЛАДКИ ВОЗДУХОНАГРЕВАТЕЛЕЙ И ВОЗДУХОПРОВОДОВ ГОРЯЧЕГО ДУТЬЯ ДОМЕННЫХ ПЕЧЕЙ
Технические условия
Refractory products for laying of stoves and hot blast mains of blast furnaces. Specifications
ОКС 81.080
ОКП 15 3400
15 6400
Дата введения 2011-07-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 РАЗРАБОТАН Обществом с ограниченной ответственностью "Научно-технический центр "Огнеупоры" (ООО "НТЦ "Огнеупоры")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 9 "Огнеупоры"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 21 января 2011 г. N 1-ст
4 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт распространяется на огнеупорные изделия для кладки воздухонагревателей, воздухопроводов горячего дутья и фурменных зон доменных печей (далее - изделия).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 51262.2-99 Изделия огнеупорные клиновые общего назначения. Форма и размеры
ГОСТ Р 53065.2-2008 Изделия огнеупорные с общей пористостью менее 45%. Метод определения предела прочности при сжатии при комнатной температуре. Часть 2. Испытание с прокладками
ГОСТ Р 53788-2010 Огнеупоры и огнеупорное сырье. Методы определения огнеупорности
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.3.009-76 Система стандартов безопасности труда. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 17.0.0.01-76 Система стандартов в области охраны природы и улучшения использования природных ресурсов. Основные положения
ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями
ГОСТ 162-90 Штангенглубиномеры. Технические условия
ГОСТ 164-90 Штангенрейсмасы. Технические условия
ГОСТ 2211-65 (ИСО 5018-83) Огнеупоры и огнеупорное сырье. Метод определения плотности
ГОСТ 2409-95 (ИСО 5017-88) Огнеупоры. Метод определения кажущейся плотности, открытой и общей пористости, водопоглощения
ГОСТ 2642.0-86 Огнеупоры и огнеупорное сырье. Общие требования к методам анализа
ГОСТ 2642.3-97 Огнеупоры и огнеупорное сырье. Методы определения оксида кремния (IV)
ГОСТ 2642.4-97 Огнеупоры и огнеупорное сырье. Методы определения оксида алюминия
ГОСТ 2642.5-97 Огнеупоры и огнеупорное сырье. Метод определения оксида железа (III)
ГОСТ 2642.10-86 Огнеупоры и огнеупорное сырье. Метод определения пятиокиси фосфора
ГОСТ 4070-2000 (ИСО 1893-89) Огнеупоры. Метод определения температуры деформации под нагрузкой
ГОСТ 5402.1-2000 (ИСО 2478-87) Изделия огнеупорные с общей пористостью менее 45%. Метод определения остаточных изменений размеров при нагреве
ГОСТ 7875.0-94 Изделия огнеупорные. Общие требования к методам определения термической стойкости
ГОСТ 7875.1-94 Изделия огнеупорные. Метод определения термической стойкости на кирпичах
ГОСТ 8179-98 (ИСО 5022-79) Изделия огнеупорные. Отбор образцов и приемочные испытания
ГОСТ 24717-2004 Огнеупоры и огнеупорное сырье. Маркировка, упаковка, транспортирование и хранение
ГОСТ 28833-90 Дефекты огнеупорных изделий. Термины и определения
ГОСТ 28874-2004 Огнеупоры. Классификация
ГОСТ 30762-2001 Изделия огнеупорные. Методы измерений геометрических размеров, дефектов формы и поверхностей
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р 51262.2, ГОСТ 28833, ГОСТ 28874.
4 Марки
4.1 Изделия подразделяют на марки, указанные в таблице 1.
Таблица 1 - Характеристика марок изделий
Марка | Характеристика | Применение |
ДВ | Динасовые изделия для воздухонагревателей (воздухопроводов) | В кладке насадки, стен, купола, верха камеры горения, штуцеров и воздухопроводов горячего дутья при температуре не выше: 1100 °С и нагрузке не более 2 Н/мм 1500 °С и нагрузке не более 0,5 Н/мм 1550 °С и нагрузке не более 0,2 Н/мм |
ШВ-28 | Шамотные изделия для воздухонагревателей с массовой долей AI | В кладке насадки и стен при температуре не выше 700 °С и нагрузке не более 2 Н/мм |
ШВУ-28 | Шамотные изделия для воздухонагревателей упрочненные с массовой долей AI | |
ШВ-37 | Шамотные изделия для воздухонагревателей (воздухопроводов) с массовой долей AI | В кладке насадки и стен, штуцеров и воздухопроводов при температуре не выше: 700 °С и нагрузке не более 3 Н/мм 900 °С и нагрузке не более 1 Н/мм |
ШВ-42 | Шамотные изделия для воздухонагревателей (воздухопроводов) с массовой долей Al | В кладке насадки при температуре не выше: 900 °С и нагрузке не более 1,5 Н/мм 1200 °С и нагрузке не более 0,5 Н/мм В кладке стен, штуцеров и воздухопроводов горячего дутья при температуре не выше 1300 °С и нагрузке не более 0,2 Н/мм |
ШВУ-42 | Шамотные изделия для воздухонагревателей (воздухопроводов) упрочненные с массовой долей Al | |
МКРВ-50 | Муллитокремнеземистые изделия для воздухонагревателей (воздухопроводов) с массовой долей Al | В кладке насадки и камеры горения при температуре не выше: 1200 °С и нагрузке не более 0,5 Н/мм 1350 °С и нагрузке не более 0,1 Н/мм В кладке стен, штуцеров и воздухопроводов горячего дутья при температуре не выше 1350 °С и нагрузке не более 0,2 Н/мм |
МКРФВ-52 | Муллитокремнеземистые изделия на фосфатной связке для воздухонагревателей с массовой долей Аl | Для кладки форкамер бесшахтных воздухонагревателей при температуре не выше 1450 °С |
МКВ-72 | Муллитокорундовые изделия для воздухонагревателей (воздухопроводов) с массовой долей Al | В кладке насадки при температуре от 1100 °С до 1200 °С и нагрузке не более 0,6 Н/мм В кладке стен, купола, камеры горения и тракта горячего дутья при 1450 °С и нагрузке не более 0,3 Н/мм |
МКВУ-72 | Муллитокорундовые изделия для воздухонагревателей (воздухопроводов) упрочненные с массовой долей Аl | |
МКФВ-80 | Муллитокорундовые изделия на фосфатной связке для воздухонагревателей с массовой долей Аl | Для кладки воздухонагревателей горячего дутья доменных печей при температуре не выше 1650 °С |
Примечание - Нагрузка определяется массой вышележащего изделия. | ||
5 Форма и размеры изделий
5.1 Форма и размеры изделий для воздухонагревателей доменных печей должны соответствовать указанным на рисунках 1-11 и в таблицах 2-6, для воздухопроводов горячего дутья, штуцеров воздухонагревателей и фурменной зоны доменных печей - на рисунках 12, 13 и в таблицах 7, 8.
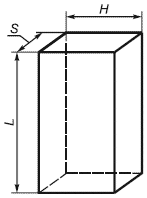
Рисунок 1 - Прямоугольное изделие (стеновое и насадочное)
Таблица 2
В миллиметрах
Номер изделия | |||
1 | 230 | 150 | 75 |
2 | 345 | 150 | 75 |
3 | 450 | 150 | 75 |
4 | 230 | 150 | 100 |
5 | 345 | 150 | 100 |
6 | 450 | 100 | 100 |
75 | 230 | 130 | 40 |
76 | 170 | 150 | 50 |
77 | 230 | 170 | 50 |
78 | 230 | 150 | 50 |
Примечание - Изделия номеров 75-78 - насадочные. | |||
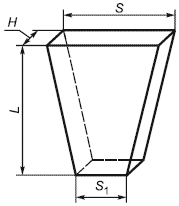
Рисунок 2 - Трапецеидальный двусторонний клин (стеновое изделие)
Таблица 3
В миллиметрах
Номер изделия | ||||
7 | 230 | 150 | 135 | 75 |
8 | 230 | 150 | 120 | 75 |
9 | 345 | 150 | 125 | 75 |
10 | 345 | 150 | 110 | 75 |
11 | 450 | 150 | 115 | 75 |
12 | 230 | 150 | 135 | 100 |
13 | 230 | 150 | 125 | 100 |
14 | 345 | 150 | 120 | 100 |
15 | 345 | 150 | 110 | 100 |
16 | 450 | 150 | 115 | 100 |
Примечание - Допускается по соглашению сторон изготовлять алюмосиликатные изделия номеров 7-11 размером | ||||
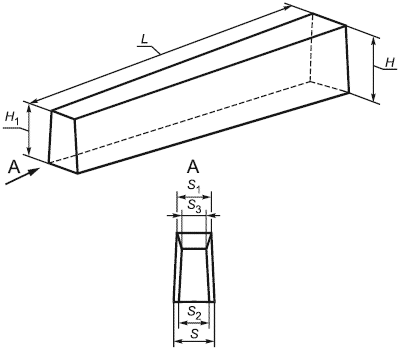
Рисунок 3 - Клиновое изделие (купольное)
Таблица 4
В миллиметрах
Номер изделия | |||||||
17 | 450 | 150 | 117 | 84 | 84 | 65 | 65 |
18 | 450 | 150 | 117 | 84 | 74 | 65 | 57 |
19 | 450 | 150 | 117 | 84 | 64 | 65 | 49 |
20 | 450 | 150 | 125 | 84 | 84 | 70 | 70 |
21 | 450 | 150 | 125 | 84 | 79 | 70 | 66 |
22 | 450 | 150 | 125 | 84 | 74 | 70 | 62 |
23 | 450 | 150 | 125 | 84 | 69 | 70 | 58 |
24 | 450 | 150 | 125 | 84 | 64 | 70 | 53 |
25 | 450 | 150 | 129 | 84 | 84 | 73 | 73 |
26 | 450 | 150 | 129 | 84 | 79 | 73 | 69 |
27 | 450 | 150 | 129 | 84 | 74 | 73 | 64 |
28 | 450 | 150 | 129 | 84 | 69 | 73 | 60 |
29 | 450 | 150 | 129 | 84 | 64 | 73 | 56 |
30 | 450 | 150 | 133 | 84 | 84 | 75 | 75 |
31 | 450 | 150 | 133 | 84 | 80 | 75 | 71 |
32 | 450 | 150 | 133 | 84 | 74 | 75 | 66 |
33 | 450 | 150 | 133 | 84 | 70 | 75 | 63 |
34 | 450 | 150 | 133 | 84 | 64 | 75 | 57 |
35 | 450 | 150 | 136 | 84 | 84 | 76 | 76 |
36 | 450 | 150 | 136 | 84 | 80 | 76 | 72 |
37 | 450 | 150 | 136 | 84 | 74 | 76 | 67 |
38 | 450 | 150 | 136 | 84 | 70 | 76 | 63 |
39 | 450 | 150 | 136 | 84 | 64 | 76 | 58 |
40 | 450 | 150 | 140 | 84 | 84 | 76 | 76 |
41 | 450 | 150 | 140 | 84 | 84 | 79 | 79 |
42 | 450 | 150 | 140 | 84 | 74 | 79 | 70 |
43 | 450 | 150 | 140 | 84 | 64 | 79 | 60 |
44 | 450 | 150 | 150 | 84 | 84 | 68 | 68 |
45 | 450 | 150 | 150 | 84 | 74 | 68 | 58 |
46 | 450 | 150 | 150 | 84 | 84 | 70 | 70 |
47 | 450 | 150 | 150 | 84 | 74 | 70 | 60 |
48 | 450 | 150 | 150 | 84 | 84 | 79 | 79 |
49 | 450 | 150 | 150 | 84 | 74 | 79 | 69 |
50 | 450 | 150 | 150 | 84 | 84 | 77 | 77 |
51 | 450 | 150 | 150 | 84 | 74 | 77 | 67 |
52 | 450 | 150 | 150 | 84 | 84 | 75 | 75 |
53 | 450 | 150 | 150 | 84 | 74 | 75 | 65 |
54 | 450 | 150 | 150 | 84 | 84 | 73 | 73 |
55 | 450 | 150 | 150 | 84 | 74 | 73 | 63 |
56 | 450 | 150 | 150 | 110 | 110 | 103 | 103 |
57 | 450 | 150 | 150 | 110 | 100 | 103 | 93 |
58 | 450 | 150 | 140 | 110 | 110 | 103 | 103 |
59 | 450 | 150 | 140 | 110 | 100 | 103 | 94 |
60 | 450 | 150 | 140 | 110 | 90 | 103 | 84 |
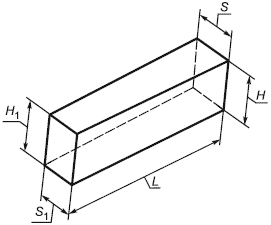
Рисунок 4 - Клиновое изделие (опорное)
Таблица 5
В миллиметрах
Номер изделия | |||||
61 | 450 | 100 | 90 | 129 | 136 |
62 | 450 | 100 | 90 | 147 | 150 |
63 | 450 | 84 | 76 | 143 | 136 |
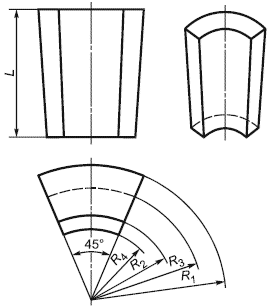
Рисунок 5 - Фасонное изделие (для лаза купола)
Таблица 6
В миллиметрах
Номер изделия | |||||
64 | 450 | 480 | 300 | 400 | 252 |
65 | 450 | 480 | 300 | 412 | 252 |
66 | 450 | 480 | 300 | 425 | 252 |
67 | 450 | 480 | 300 | 429 | 252 |
68 | 450 | 480 | 300 | 433 | 253 |
69 | 450 | 450 | 300 | 420 | 280 |
70 | 450 | 450 | 300 | 390 | 260 |
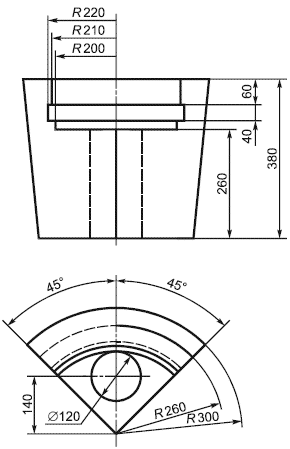
Рисунок 6 - Фасонное изделие номер 71 (для пробки купола)
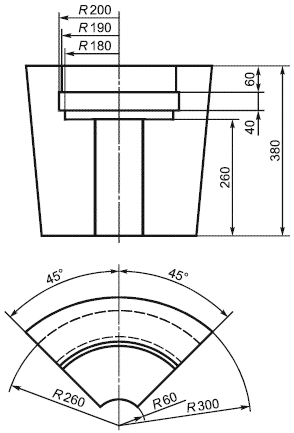
Рисунок 7 - Фасонное изделие номер 72 (для пробки купола)
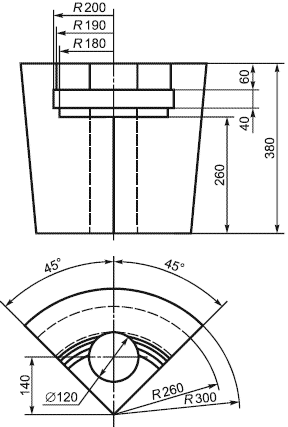
Рисунок 8 - Фасонное изделие номер 73 (для пробки купола)
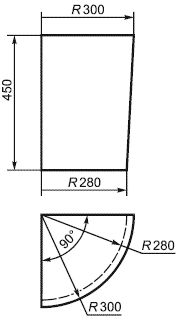
Рисунок 9 - Фасонное изделие номер 74 (для пробки купола)
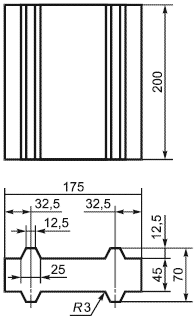
Рисунок 10 - Фасонное изделие номер 79 (насадочное)
Примечание - Допускается по соглашению сторон изготовлять изделия толщиной 120, 160 мм и более.
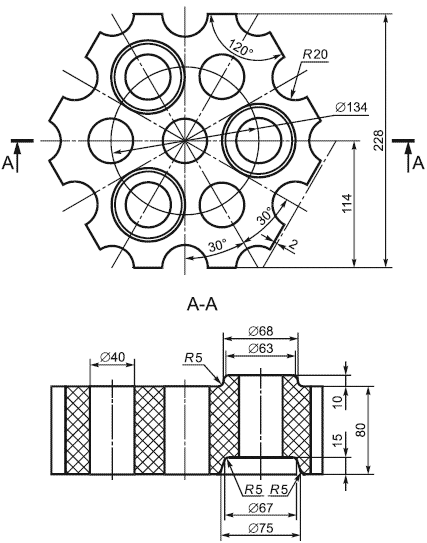
Рисунок 11 - Фасонное изделие номер 80 (насадочное шестигранное)
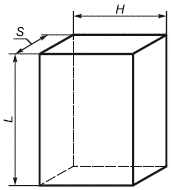
Рисунок 12 - Прямоугольное изделие
Таблица 7
В миллиметрах
Номер изделия | |||
81 | 230 | 65 | 65 |
82 | 230 | 85 | 65 |
83 | 230 | 113 | 65 |
84 | 250 | 123 | 65 |
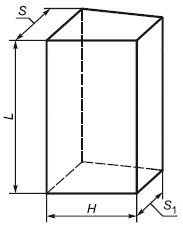
Рисунок 13 - Ребровый двусторонний клин
Таблица 8
В миллиметрах
Номер изделия | ||||
85 | 230 | 65 | 65 | 45 |
86 | 230 | 85 | 65 | 45 |
87 | 230 | 113 | 65 | 55 |
88 | 230 | 113 | 65 | 45 |
89 | 250 | 123 | 65 | 55 |
90 | 250 | 120 | 75 | 70 |
91 | 250 | 120 | 75 | 65 |
92 | 250 | 120 | 75 | 60 |
93 | 250 | 140 | 75 | 70 |
94 | 250 | 140 | 75 | 65 |
95 | 250 | 140 | 75 | 60 |
96 | 250 | 160 | 75 | 70 |
97 | 250 | 160 | 75 | 65 |
98 | 250 | 160 | 75 | 60 |
99 | 250 | 180 | 75 | 55 |
100 | 250 | 180 | 75 | 60 |
101 | 250 | 180 | 75 | 65 |
102 | 250 | 180 | 75 | 70 |
103 | 250 | 200 | 75 | 55 |
104 | 250 | 200 | 75 | 60 |
105 | 250 | 200 | 75 | 65 |
106 | 250 | 200 | 75 | 70 |
5.1.1 Изделия для воздухонагревателей доменных печей
Изделия, применяемые для кладки воздухонагревателей доменных печей, в зависимости от мест кладки и формы подразделяют на:
- стеновые (прямоугольные и клиновые);
- купольные (фасонные, в т.ч. клиновые);
- опорные (клиновые);
- насадочные (прямоугольные и фасонные).
5.1.2 Изделия для воздухопроводов горячего дутья, штуцеров воздухонагревателей и фурменных зон доменных печей
Изделия, применяемые для кладки воздухопроводов горячего дутья, штуцеров воздухонагревателей и фурменных зон доменных печей, в зависимости от формы подразделяют на прямоугольные и клиновые.
5.2 Допускается по соглашению сторон изготовлять изделия других форм и размеров по чертежам заказчика с указанием предельных отклонений размеров и мест кладки в доменной печи.
5.3 Расчетные объем и масса изделий приведены в приложении А.
Расчетная масса изделий не является браковочным признаком.
5.4 Предельные отклонения размеров изделий должны соответствовать указанным в таблицах 9 и 10.
Таблица 9
В миллиметрах
Размеры | Предельное отклонение размеров изделия номеров | ||||||
1-74, 81-106 | 75-79 | ||||||
Длина: | |||||||
до | 230 | включ. | ±2 | -2 | |||
св. | 230 | " | 350 | " | ±3 | - | |
" | 350 | " | 450 | " | ±4 | - | |
Ширина | ±2 | -2 | |||||
Толщина | ±1 | ±1 | |||||
Примечание - По соглашению сторон устанавливают одностороннее предельное отклонение по толщине изделий номеров 7-16, 81-106 в партии (со знаком плюс или минус). | |||||||
Таблица 10
В миллиметрах
Размеры | Предельное отклонение размеров насадочного шестигранного изделия номер 80 |
Расстояние между параллельными гранями | -2 |
Толщина | ±2 |
Диаметр отверстий | ±2 |
Примечания 1 Расстояние между параллельными гранями соответствует размеру по верхней плоскости прессования изделия. 2 Предельное отклонение по толщине изделий в партии должно быть односторонним (со знаком плюс или минус). | |
6 Технические требования
6.1 Изделия по физико-химическим показателям должны соответствовать требованиям, указанным в таблицах 11 и 12.
Таблица 11 - Физико-химические показатели динасовых и шамотных изделий
Наименование показателя | Значение показателя для марки | |||||
ДВ | ШВ-28 | ШВУ-28 | ШВ-37 | ШВ-42 | ШВУ-42 | |
1 Массовая доля, %: | ||||||
SiO | 93 | - | - | - | - | - |
Al | - | 28 | 28 | 37 | 42 | 42 |
Fe | 2,0 | - | - | - | 1,7 | 1,7 |
2 Огнеупорность, °С, не ниже | 1690 | 1670 | 1670 | 1730 | 1750 | 1750 |
3 Открытая пористость, %, не более, для изделий: | ||||||
- насадочных | 22 | 25 | 24 | 23 | 14-20 | 14-20 |
- стеновых, купольных, для воздухопроводов, штуцеров, фурменных зон | 24 | 27 | 25 | 25 | 14-20 | 14-20 |
4 Плотность, г/см | 2,37 | - | - | - | - | - |
5 Предел прочности при сжатии, Н/мм | ||||||
- насадочных | 30 | 15 | 20 | 20 | 40 | 40 |
- стеновых, купольных, для воздухопроводов, штуцеров, фурменных зон | 27,5 | 15 | 20 | 20 | 30 | 40 |
6 Остаточные изменения размеров, %, не более, при температуре, °С: | ||||||
1350 | - | -0,5 | -0,5 | -0,2 | - | - |
1450 | +0,4 | - | - | - | -0,4 | -0,4 |
7 Температура начала размягчения, °С, не ниже | 1620 | 1270 | 1270 | 1330 | 1500 | 1500 |
Таблица 12 - Физико-химические показатели муллитокремнеземистых и муллитокорундовых изделий
Наименование показателя | Значение показателя для марки | ||||
МКРВ-50 | МКРФВ-52 | МКВ-72 | МКВУ-72 | МКФВ-80 | |
1 Массовая доля, %: | |||||
Аl | Не менее 50 | Не менее 52 | Св. 72 | Св. 72 | Не менее 80 |
Fe | 1,4 | - | 1,2 | 1,2 | 1,0 |
Р | - | Не менее 1,5 | - | - | Не более 2,5 |
2 Открытая пористость, %, не более, для изделий: | |||||
- насадочных | 21 | - | 21 | 21 | - |
- стеновых, купольных, для воздухопроводов, штуцеров, фурменных зон | 23 | 22 (25) | 24 | 24 | 23 (25) |
3 Предел прочности при сжатии, Н/мм | |||||
- насадочных | 40 | - | 50 | 50 | - |
- стеновых, купольных, для воздухопроводов, штуцеров, фурменных зон | 30 | 40 (30) | 30 | 40 | 40 (30) |
4 Остаточные изменения размеров, %, не более, при температуре, °С: | |||||
1350 | - | - | - | - | - |
1450 | - | -0,4 | - | - | - |
1500 | -0,4 | - | - | - | -0,8 |
1600 | - | - | -0,8 | -0,8 | - |
5 Температура начала размягчения, °С, не ниже | 1540 | 1400 | 1550 | 1550 | 1620 |
6 Термическая стойкость, число теплосмен, не менее | - | 35 | - | - | 20 |
Примечание - Значения показателей, заключенные в круглые скобки, соответствуют изделиям, изготовленным способом виброформования. | |||||
6.2 Изделия по показателям внешнего вида должны соответствовать требованиям, указанным в таблице 13.
Таблица 13 - Показатели внешнего вида изделий
В миллиметрах
Наименование показателя | Значение показателя | |||||
1 Кривизна изделий, не более: | ||||||
- для воздухопровода, штуцера, фурменной зоны | 1 | |||||
- для воздухонагревателя: купольные, насадочные | 2 | |||||
стеновые, опорные размером: | ||||||
до | 250 | включ. | 1 | |||
св. | 250 | " | 350 | " | 2 | |
" | 350 | " | 450 | " | 3 | |
2 Отбитость углов и ребер глубиной, не более, для изделий: | ||||||
- воздухопровода, штуцера, фурменной зоны и воздухонагревателя (насадочные) | 5 | |||||
- воздухонагревателя (стеновые, опорные, купольные) | 8 | |||||
3 Выплавки диаметром, не более | 5 | |||||
4 Посечки шириной св. 0,3 до 0,5 включ. длиной, не более | 50 | |||||
5 Трещины | Не допускаются | |||||
Примечание - По соглашению сторон устанавливают кривизну купольных изделий в партии менее 1 мм или от 1 до 2 мм включ. | ||||||
6.3 Изделия в изломе (разрезе) должны иметь однородное строение. Не допускается наличие трещин, пустот, выкрошенности зерен.
6.3.1 Цвет изделия не является браковочным признаком.
6.4 Маркировка изделий - по ГОСТ 24717 с дополнением по 6.4.1-6.4.3.
6.4.1 При маркировке шестигранных насадочных изделий на одну из боковых граней наносят полосу водостойкой краской:
- красного цвета (при предельном отклонении по толщине изделия со знаком минус);
- синего цвета (при предельном отклонении по толщине изделия со знаком плюс).
6.4.2 Стеновые изделия для воздухонагревателей, изделия для воздухопровода, сформированные в партии в соответствии с примечанием к таблице 9, маркируют по 6.4.1.
6.4.3 Допускается маркировать изделия наклеиванием на поверхность изделия этикетки с маркировочными знаками.
6.5 Упаковка изделий - по ГОСТ 24717 с дополнением по 6.5.1.
6.5.1 По соглашению сторон допускаются другие материалы и способы упаковывания, обеспечивающие сохранность изделий при транспортировании и хранении.
7 Требования безопасности и охраны окружающей среды
7.1 Изделия являются пожаро- и взрывобезопасными.
7.2 Изделия не являются радиоактивными. Максимальное значение эффективной удельной активности природных радионуклидов в изделиях не превышает 740 Бк/кг по санитарным правилам [1].
7.3 При транспортировании, хранении и применении изделия не выделяют вредных и токсичных веществ. По степени воздействия на организм человека пыль алюмосиликатных изделий относится к четвертому классу опасности (ПДК - 6 мг/м), а динасовые - к третьему классу опасности (ПДК - 1 мг/м
) по ГОСТ 12.1.005 и гигиеническим нормативам [2].
7.4 При погрузочно-разгрузочных работах следует соблюдать общие требования безопасности по ГОСТ 12.3.009.
7.5 При применении изделий должны соблюдаться требования стандартов по охране окружающей среды - ГОСТ 17.0.0.01, ГОСТ 17.2.3.02.
8 Правила приемки
8.1 Правила приемки изделий - по ГОСТ 8179 с дополнениями по 8.2-8.6.
8.2 Изделия поставляют партиями. Каждая партия должна состоять из изделий одной марки и одного назначения.
Масса партии изделий не должна превышать 225 т, а для изделий марок МКРФВ-52 и МКФВ-80 - 70 т.
8.3 При приемке изделий применяют план контроля номер 2, а для изделий марок МКРФВ-52 и МКФВ-80 - план контроля номер 3.
8.4 При проверке соответствия качества изделий требованиям настоящего стандарта категория и периодичность проведения испытаний должны соответствовать требованиям таблицы 14.
Таблица 14
Наименование показателя | Периодичность проведения испытаний | Категория испытаний |
1 Показатели внешнего вида, размеры изделий | От каждой партии | Приемосдаточные |
2 Строение в изломе (разрезе) | От каждой партии | |
3 Массовая доля (SiO | ||
- марок МКРФВ-52 и МКФВ-80 | От каждой партии | |
- остальных марок | От каждой третьей партии | |
4 Открытая пористость | От каждой партии | |
5 Плотность | От каждой партии | |
6 Предел прочности при сжатии изделий: | ||
- фасонных номер 80 | От каждой третьей партии | |
- остальных номеров | От каждой партии | |
7 Остаточные изменения размеров при нагреве | От каждой третьей партии | |
8 Температура начала размягчения | От каждой третьей партии | |
9 Термическая стойкость | От каждой партии | |
10 Огнеупорность | В соответствии с примечанием 1 | Периодические |
Примечания 1 Периодические испытания проводят при изменении технологии и применяемого сырья, но не реже одного раза в полугодие. 2 Очередным периодическим испытаниям подвергают партию, прошедшую приемосдаточные испытания. При этом образцы для проведения периодических и приемосдаточных испытаний берут из одной выборки. 3 При несоответствии партии по результатам периодических испытаний последующие партии подвергают контролю по всем показателям качества, установленным в нормативном документе. После получения положительных результатов на трех последовательно принятых партиях периодические испытания проводят в установленном порядке. | ||
8.5 При проверке размеров изделия радиусы закругления (рисунок 10),
и
(рисунок 11), углы (рисунки 5-9, 11) и радиусы (рисунки 5-9) контролю не подлежат, их точность обеспечивается пресс-оснасткой и технологией производства.
8.6 Для купольных изделий номеров 17-60 в документе о качестве дополнительно указывают значение кривизны, установленной по соглашению сторон.
9 Методы контроля
9.1 Массовую долю SiO, Al
O
, Fe
O
, Р
O
определяют по ГОСТ 2642.0, ГОСТ 2642.3, ГОСТ 2642.4, ГОСТ 2642.5, ГОСТ 2642.10.
Допускается применение других аттестованных методов анализа, обеспечивающих требуемую точность определения.
При возникновении разногласий арбитражными являются методы по ГОСТ 2642.0, ГОСТ 2642.3-ГОСТ 2642.5, ГОСТ 2642.10.
9.2 Огнеупорность изделий определяют по ГОСТ Р 53788.
9.3 Открытую пористость изделий определяют по ГОСТ 2409.
Примечание - Для клиновых изделий образцы для проведения испытаний по 9.3-9.8 вырезают (отсекают) со стороны наименьшей грани изделия.
9.4 Плотность изделий определяют по ГОСТ 2211.
9.5 Предел прочности при сжатии изделий определяют по ГОСТ Р 53065.2 с дополнением по 9.5.1.
9.5.1 Для насадочных шестигранных изделий предел прочности при сжатии определяют на образцах:
- в форме цилиндра диаметром 80 мм и высотой 65 мм со сквозным отверстием из изделий толщиной 80 мм;
- в форме цилиндра диаметром 80 мм и высотой 80 мм со сквозным отверстием из изделий толщиной 120, 160 мм и более.
Допускается изготовлять образцы в форме куба с длиной ребра 60 мм со сквозным отверстием.
Допускаемое отклонение всех размеров образцов - ±2 мм.
9.5.2 Образец для испытания вырезают или высверливают из центра изделия с одним отверстием по центру.
9.5.3 Площадь поперечного сечения образца в форме цилиндра , мм
, вычисляют по следующей формуле
![]() , (1)
, (1)
где - наружный диаметр образца, мм;
- диаметр отверстия образца, мм.
9.5.3.1 Площадь поперечного сечения образца в форме куба , мм
, вычисляют по следующей формуле
![]() , (2)
, (2)
где - длина ребра нагружаемого основания образца, мм;
- диаметр отверстия образца, мм.
9.6 Остаточное изменение размеров изделий при нагреве определяют по ГОСТ 5402.1.
9.7 Температуру начала размягчения изделий определяют по ГОСТ 4070 с дополнениями по 9.7.1-9.7.2.
9.7.1 Для насадочных шестигранных изделий температуру начала размягчения определяют на образцах в форме цилиндра высотой (42±1) мм и диаметром (30±1) мм. Образцы для испытания вырезают из периферийной части шестигранного насадочного изделия. Из насадочных изделий толщиной 40 мм вырезают образцы со стороны ребра (по ширине) высотой (50±1) мм и диаметром (36±1) мм.
9.7.2 Температуру начала размягчения изделий по чертежам заказчика, из которых невозможно изготовить образцы в соответствии с ГОСТ 4070 и 9.7.1, не определяют.
9.8 Термическую стойкость изделий определяют по ГОСТ 7875.0, ГОСТ 7875.1 с дополнением по 9.8.1.
9.8.1 Термическую стойкость клиновых изделий размером менее 230 мм и изделий по чертежам заказчика, из которых невозможно изготовить образцы в соответствии с ГОСТ 7875.1, не определяют.
9.9 Размеры изделий, кривизну, длину и ширину посечки (трещины), глубину отбитости углов и ребер измеряют по ГОСТ 30762 с дополнениями по 9.9.1-9.9.7.
9.9.1 Измерение геометрических размеров изделий выполняют с использованием средств измерений и вспомогательных устройств по ГОСТ 30762 (раздел 4), а также штангенглубиномером по ГОСТ 162, штангенрейсмасом по ГОСТ 164.
Выбор средств измерений зависит от требуемой точности результатов измерений.
9.9.2 Геометрические размеры прямоугольных и клиновых изделий измеряют два раза: по одному измерению на двух параллельных поверхностях ориентировочно посередине каждой поверхности с отклонением ±10 мм от продольной или поперечной осевой линии или ориентировочно на расстоянии около 10 мм от соответствующих ребер.
Измерение геометрического размера, совпадающего с направлением прессования, рекомендуется выполнять более двух раз.
9.9.3 Внутренние или наружные диаметры изделий измеряют на торцовых поверхностях или в местах, указанных на чертеже, в двух взаимно перпендикулярных направлениях по двум точкам на окружности (внешней кромке контролируемой торцовой поверхности), максимально удаленным друг от друга.
9.9.4 Диаметр выплавки и углубления от выкрошенных зерен измеряют металлической линейкой или приспособлением для контроля глубины и диаметров поверхностных дефектов по ГОСТ 30762 в месте его максимального размера.
9.9.5 Высоту изделий измеряют один раз одним из следующих способов:
- измерительную металлическую линейку вводят в канал изделия и проводят отсчет высоты по шкале с использованием вспомогательных устройств, например нижней грани поверочной стальной линейки, которую устанавливают на верхнюю торцовую поверхность изделия с противоположной стороны измерительной металлической линейки;
- штангенглубиномер вводят в канал изделия, прижимают рамку к верхней торцовой поверхности, опускают измерительную штангу до соприкосновения с плитой и проводят отсчет;
- изделие устанавливают на основание штангенрейсмаса, опускают рамку до соприкосновения измерительной ножки с верхней торцовой поверхностью изделия и проводят отсчет.
9.9.5.1 Высоту шестигранных насадочных изделий измеряют по центральному отверстию.
9.9.6 Высоту буртика и глубину паза изделия измеряют два раза по обе стороны от оси симметрии измерительной металлической линейкой и вспомогательными устройствами по ГОСТ 30762, раздел 4.
Допускается проводить измерения по ГОСТ 30762, используя приспособления для контроля глубины и диаметров поверхностных дефектов.
9.9.7 Кривизну измеряют с использованием клина (при норме по кривизне 1,0 мм и более), щупа (при норме по кривизне менее 1,0 мм).
Допускается использовать калиброванный щуп-шаблон шириной 10 мм и толщиной, превышающей норму на 0,10 мм.
Изделие посередине слегка прижимают к поверочной плите и клин или щуп (щуп-шаблон) вводят без усилия в зазор между плитой и изделием путем скольжения по плите вдоль всей длины изделия. Выполняют одно измерение на контролируемой поверхности.
При использовании поверочной стальной линейки ее устанавливают на измеряемую поверхность изделия ребром по диагонали измеряемой поверхности, слегка прижимают посередине и клин или щуп (щуп-шаблон) вводят без усилия в зазор между изделием и линейкой путем скольжения по изделию вдоль всей длины линейки. Длина поверочной стальной линейки должна превышать длину диагонали изделия. Выполняют не менее двух измерений при различных положениях линейки на поверхности изделия, в том числе по диагоналям изделия.
Размер максимального зазора между изделием и плитой или поверочной стальной линейкой измеряют по показанию клина относительно грани изделия, перпендикулярной к плите или вертикальной грани линейки, если используют щуп (щуп-шаблон), то он не должен входить в зазор.
9.10 Строение в изломе (разрезе), маркировку и упаковку изделий оценивают визуально. Поверхность излома (разреза) получают приложением ударной нагрузки или резкой.
10 Транспортирование и хранение
10.1 Транспортирование и хранение - по ГОСТ 24717.
10.2 Срок хранения изделий не ограничен.
11 Гарантии изготовителя
11.1 Готовые изделия должны быть приняты отделом технического контроля предприятия-изготовителя.
11.2 Изготовитель гарантирует соответствие выпускаемых изделий требованиям настоящего стандарта при соблюдении правил транспортирования и хранения.
Приложение А
(справочное)
Расчетные объем, масса и средняя кажущаяся плотность изделий
А.1 Расчетные объем, масса и средняя кажущаяся плотность изделий приведены в таблице А.1.
Таблица А.1
Номер изделия | Объем, см | Масса, кг, для марки | ||||||||||
ДВ | ШВ-28, | ШВ-37 | ШВ-42, | МКРВ-50 | МКРФВ-52 | МКВ-72, | МКФВ-80 | |||||
Средняя кажущаяся плотность, г/см | ||||||||||||
1,90 | 2,00 | 2,10 | 2,30 | 2,40 | 2,30 | 2,70 | 2,70 | |||||
1 | 2590 | 4,9 | 5,2 | 5,4 | 5,9 | 6,2 | - | 7,0 | - | |||
2 | 3880 | 7,4 | 7,7 | 8,1 | 8,9 | 9,3 | 8,9 | 10,5 | 10,5 | |||
3 | 5060 | 9,6 | 10,1 | 10,6 | 11,6 | 12,1 | 11,6 | 13,7 | 13,7 | |||
4 | 3450 | 6,6 | - | - | - | - | - | - | - | |||
5 | 5175 | 9,8 | - | - | - | - | - | - | - | |||
6 | 6750 | 12,8 | - | - | - | - | - | - | - | |||
7 | 2460 | 4,7 | 4,9 | 5,2 | 5,7 | 5,9 | - | 6,6 | - | |||
8 | 2330 | 4,4 | 4,7 | 4,9 | 5,4 | 5,6 | - | 6,3 | - | |||
9 | 3560 | 6,8 | 7,1 | 7,5 | 8,2 | 8,5 | - | 9,6 | - | |||
10 | 3360 | 6,4 | 6,7 | 7,1 | 7,7 | 8,1 | 7,7 | 9,1 | 9,1 | |||
11 | 4470 | 8,5 | 8,9 | 9,4 | 10,3 | 10,7 | 10,3 | 12,1 | 12,1 | |||
12 | 3280 | 6,2 | - | - | - | - | - | - | - | |||
13 | 3160 | 6,0 | - | - | - | - | - | - | - | |||
14 | 4660 | 8,9 | - | - | - | - | - | - | - | |||
15 | 4480 | 8,5 | - | - | - | - | - | - | - | |||
16 | 5960 | 11,3 | - | - | - | - | - | - | - | |||
17 | 4480 | 8,5 | - | - | - | - | - | 12,1 | - | |||
18 | 4190 | 8,0 | - | - | - | - | - | 11,3 | - | |||
19 | 3900 | 7,4 | - | - | - | - | - | 10,5 | - | |||
20 | 4760 | 9,1 | - | - | - | - | - | 12,9 | - | |||
21 | 4630 | 8,8 | - | - | - | - | - | 12,5 | - | |||
22 | 4490 | 8,5 | - | - | - | - | - | 12,1 | - | |||
23 | 4330 | 8,2 | - | - | - | - | - | 11,7 | - | |||
24 | 4190 | 8,0 | - | - | - | - | - | 11,3 | - | |||
25 | 4930 | 9,4 | - | - | - | - | 11,3 | 13,3 | 13,3 | |||
26 | 4770 | 9,1 | - | - | - | - | - | 12,9 | - | |||
27 | 4630 | 8,8 | - | - | - | - | 10,6 | 12,5 | 12,5 | |||
28 | 4470 | 8,5 | - | - | - | - | - | 12,1 | - | |||
29 | 4330 | 8,2 | - | - | - | - | 10,0 | 11,7 | 11,7 | |||
30 | 5060 | 9,6 | - | - | - | - | - | 13,7 | - | |||
31 | 4960 | 9,4 | - | - | - | - | - | 13,4 | - | |||
32 | 4760 | 9,0 | - | - | - | - | - | 12,9 | - | |||
33 | 4660 | 8,9 | - | - | - | - | - | 12,6 | - | |||
34 | 4460 | 8,5 | - | - | - | - | - | 12,0 | - | |||
35 | 5150 | 9,8 | - | - | - | - | - | 13,9 | - | |||
36 | 5020 | 9,5 | - | - | - | - | - | 13,6 | - | |||
37 | 4840 | 9,2 | - | - | - | - | - | 13,1 | - | |||
38 | 4710 | 8,9 | - | - | - | - | - | 12,7 | - | |||
39 | 4540 | 8,6 | - | - | - | - | - | 12,3 | - | |||
40 | 5260 | 10,0 | - | - | - | - | - | 14,2 | - | |||
41 | 5320 | 10,1 | - | - | - | - | - | 14,4 | - | |||
42 | 5000 | 9,5 | - | - | - | - | - | 13,5 | - | |||
43 | 4700 | 8,9 | - | - | - | - | - | 12,7 | - | |||
44 | 5130 | 9,7 | - | - | - | - | - | 13,9 | - | |||
45 | 4800 | 9,1 | - | - | - | - | - | 13,0 | - | |||
46 | 5200 | 9,9 | - | - | - | - | - | 14,0 | - | |||
47 | 4890 | 9,3 | - | - | - | - | - | 13,2 | - | |||
48 | 5500 | 10,5 | - | - | - | - | - | 14,9 | - | |||
49 | 5180 | 9,8 | - | - | - | - | - | 14,0 | - | |||
50 | 5430 | 10,3 | - | - | - | - | - | 14,7 | - | |||
51 | 5110 | 9,7 | - | - | - | - | - | 13,8 | - | |||
52 | 5370 | 10,2 | - | - | - | - | - | 14,5 | - | |||
53 | 5050 | 9,6 | - | - | - | - | - | 13,6 | - | |||
54 | 5300 | 10,1 | - | - | - | - | - | 14,3 | - | |||
55 | 4980 | 9,5 | - | - | - | - | - | 13,4 | - | |||
56 | 7190 | 13,7 | - | - | - | - | - | 19,4 | - | |||
57 | 6850 | 13,0 | - | - | - | - | - | 18,5 | - | |||
58 | 6950 | 13,2 | - | - | - | - | - | 18,8 | - | |||
59 | 6630 | 12,6 | - | - | - | - | - | 17,6 | - | |||
60 | 6320 | 12,0 | - | - | - | - | - | 17,1 | - | |||
61 | 5660 | 10,8 | - | - | - | - | - | 15,3 | - | |||
62 | 6350 | 12,1 | - | - | - | - | - | 17,1 | - | |||
63 | 5025 | 9,5 | - | - | - | - | - | 13,6 | - | |||
64 | 20700 | 39,3 | - | - | - | - | 47,6 | 55,8 | 55,9 | |||
65 | 21710 | 41,2 | - | - | - | - | - | 58,6 | - | |||
66 | 22720 | 43,2 | - | - | - | - | - | 61,3 | - | |||
67 | 23030 | 43,8 | - | - | - | - | - | 62,2 | - | |||
68 | 23300 | 44,3 | - | - | - | - | - | 63,0 | - | |||
69 | 18700 | 35,5 | - | - | - | - | - | 50,5 | - | |||
70 | 17300 | 32,9 | - | - | - | - | - | 46,7 | - | |||
71 | 19370 | 36,8 | - | - | - | - | - | 52,3 | - | |||
72 | 20040 | 38,1 | - | - | - | - | - | 54,1 | - | |||
73 | 17050 | 32,4 | - | - | - | - | - | 46,0 | - | |||
74 | 29700 | 56,4 | - | - | - | - | - | 80,2 | - | |||
75 | 1200 | 2,3 | 2,4 | 2,5 | 2,8 | 2,9 | - | 3,2 | - | |||
76 | 1275 | 2,4 | 2,5 | 2,7 | 2,9 | 3,1 | - | 3,4 | - | |||
77 | 1950 | 3,7 | 3,9 | 4,1 | 4,5 | 4,7 | - | 5,3 | - | |||
78 | 1725 | 3,3 | 3,5 | 3,6 | 4,0 | 4,1 | - | 4,7 | - | |||
79 | 1775 | 3,4 | 3,6 | 3,7 | 4,1 | 4,3 | - | 4,8 | - | |||
80 | 2450 | 4,7 | 4,9 | 5,1 | 5,6 | 5,9 | - | 6,6 | - | |||
81 | 970 | 1,8 | - | 2,0 | 2,2 | 2,3 | - | 2,6 | - | |||
82 | 1270 | 2,4 | - | 2,7 | 2,9 | 3,0 | 2,9 | 3,4 | 3,4 | |||
83 | 1680 | 3,2 | - | 3,5 | 3,9 | 4,0 | - | 4,5 | - | |||
84 | 1990 | 3,8 | - | 4,2 | 4,6 | 4,8 | - | 5,4 | - | |||
85 | 820 | 1,6 | - | 1,7 | 1,9 | 2,0 | - | 2,2 | - | |||
86 | 1070 | 2,0 | - | 2,2 | 2,5 | 2,6 | 2,5 | 2,9 | 2,9 | |||
87 | 1560 | 3,0 | - | 3,3 | 3,6 | 3,7 | 3,6 | 4,2 | 4,2 | |||
88 | 1430 | 2,7 | - | 3,0 | 3,3 | 3,4 | - | 3,9 | - | |||
89 | 1845 | 3,5 | - | 3,9 | 4,2 | 4,4 | - | 5,0 | - | |||
90 | 2175 | 4,1 | - | - | - | - | - | 5,9 | - | |||
91 | 2100 | 4,0 | - | - | - | - | - | 5,7 | - | |||
92 | 2025 | 3,8 | - | - | - | - | - | 5,5 | - | |||
93 | 2540 | 4,8 | - | - | - | - | - | 6,9 | - | |||
94 | 2450 | 4,7 | - | - | - | - | - | 6,6 | - | |||
95 | 2365 | 4,5 | - | - | - | - | - | 6,4 | - | |||
96 | 2900 | 5,5 | - | - | - | - | - | 7,8 | - | |||
97 | 2800 | 5,3 | - | - | - | - | - | 7,6 | - | |||
98 | 2700 | 5,1 | - | - | - | - | - | 7,3 | - | |||
99 | 2925 | 5,6 | - | - | - | - | - | 7,9 | - | |||
100 | 3035 | 5,8 | - | - | - | - | - | 8,2 | - | |||
101 | 3150 | 6,0 | - | - | - | - | - | 8,5 | - | |||
102 | 3260 | 6,2 | - | - | - | - | - | 8,8 | - | |||
103 | 3250 | 6,2 | - | - | - | - | - | 8,8 | - | |||
104 | 3375 | 6,4 | - | - | - | - | - | 9,1 | - | |||
105 | 3500 | 6,7 | - | - | - | - | - | 9,5 | - | |||
106 | 3625 | 6,9 | - | - | - | - | - | 9,8 | - | |||
Библиография
[1] | Санитарные правила | Обращение с минеральным сырьем и материалами с повышенным содержанием природных радионуклидов |
[2] | Гигиенические нормативы | Гигиенические нормативы. ПДК вредных веществ в воздухе рабочей зоны |
Электронный текст документа
и сверен по:
, 2011
{kind=link}