ГОСТ 24788-2018
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОСУДА ХОЗЯЙСТВЕННАЯ СТАЛЬНАЯ ЭМАЛИРОВАННАЯ
Общие технические условия
Enamelled steel kitchen utensils. General specifications
МКС 97.040.60
ОКПД 2 25.99.12.110
Дата введения 2019-03-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "Уральский институт металлов" (ОАО "УИМ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 367 "Чугун, прокат и металлоизделия"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 июня 2018 г. N 53)
За принятие проголосовали:
Краткое наименование страны | Код страны | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
(Поправка. ИУС N 10-2021).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 21 сентября 2018 г. N 631-ст межгосударственный стандарт ГОСТ 24788-2018 введен в действие в качестве национального стандарта Российской Федерации с 1 марта 2019 г.
5 ВЗАМЕН ГОСТ 24788-2001
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
ВНЕСЕНЫ: поправка, опубликованная в ИУС N 9, 2020 год; поправка, опубликованная в ИУС N 10, 2021 год
Поправки внесены изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на группу однородной продукции - стальную хозяйственную эмалированную посуду (далее - посудa), используемую для приготовления пищи, хранения и переноски пищевых продуктов, сервировки стола, санитарно-гигиенических и других хозяйственных нужд.
Требования к качеству продукции, направленные на обеспечение ее безопасности для жизни и здоровья населения, изложены в 4.3.1.2, 4.3.1.3, 4.3.1.7, 4.3.1.8.1, 4.3.2.8 и подлежат обязательному включению во все виды документации, согласно которой изготовляют стальную эмалированную посуду.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9.302-88 (ИСО 1463-82, ИСО 2064-80, ИСО 2106-82, ИСО 2128-76, ИСО 2177-85, ИСО 2178-82, ИСО 2360-82, ИСО 2361-82, ИСО 2819-80, ИСО 3497-76, ИСО 3543-81, ИСО 3613-80, ИСО 3882-86, ИСО 3892-80, ИСО 4516-80, ИСО 4518-80, ИСО 4522-1-85, ИСО 4522-2-85, ИСО 4524-1-85, ИСО 4524-3-85, ИСО 4524-5-85, ИСО 8401-86) Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 860-75 Олово. Технические условия
ГОСТ 1770-74 (ИСО 1042-83, ИСО 4788-80) Посуда мерная лабораторная стеклянная. Цилиндры, мензурки, колбы, пробирки. Общие технические условия
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 3032-76 Гайки-барашки. Конструкция и размеры
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 4976-83 Лаки марок НЦ-218, НЦ-222, НЦ-243 мебельные и НЦ-223. Технические условия
ГОСТ 4986-79 Лента холоднокатаная из коррозионно-стойкой и жаростойкой стали. Технические условия
ГОСТ 5244-79 Стружка древесная. Технические условия
ГОСТ 5470-75 Лаки марок ПФ-283 и ГФ-166. Технические условия
ГОСТ 5632-2014 Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 5959-80 Ящики из листовых древесных материалов неразборные для грузов массой до 200 кг. Общие технические условия
ГОСТ 7338-90 Пластины резиновые и резинотканевые. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 8273-75 Бумага оберточная. Технические условия
ГОСТ 9142-2014 Ящики из гофрированного картона. Общие технические условия
ГОСТ 9347-74 Картон прокладочный и уплотнительные прокладки из него. Технические условия
ГОСТ 9396-88 Ящики деревянные многооборотные. Общие технические условия
ГОСТ 9421-80 Картон тарный плоский склеенный. Технические условия
ГОСТ 10350-81 Ящики деревянные для продукции легкой промышленности. Технические условия
ГОСТ 10905-86 Плиты поверочные и разметочные. Технические условия
ГОСТ 11964-81 Дробь чугунная и стальная техническая. Общие технические условия
ГОСТ 12082-82 Обрешетки дощатые для грузов массой до 500 кг. Общие технические условия
ГОСТ 12302-2013 Пакеты из полимерных пленок и комбинированных материалов. Общие технические условия
ГОСТ 13236-83 Порошки периклазовые электротехнические. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14919-83 Электроплиты, электроплитки и жарочные электрошкафы бытовые. Общие технические условия
ГОСТ 15102-75 Контейнер универсальный металлический закрытый номинальной массой брутто 5,0 т. Технические условия
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15846-2002 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 20435-75 Контейнер универсальный металлический закрытый номинальной массой брутто 3,0 т. Технические условия
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 22225-76 Контейнеры универсальные массой брутто 0,625 и 1,25 т. Технические условия
ГОСТ 24244-80 Прокат тонколистовой холоднокатаный из низкоуглеродистой стали для эмалированной посуды. Технические условия
ГОСТ 24297-2013 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ 25336-82 Посуда и оборудование лабораторные стеклянные. Типы, основные параметры и размеры
ГОСТ 25951-83 Пленка полиэтиленовая термоусадочная. Технические условия
ГОСТ 26663-85 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
ГОСТ 29020-91 (ИСО 2742-83) Эмали стекловидные и фарфоровые. Определение стойкости к кипящей лимонной кислоте
ГОСТ 29021-91 (ИСО 2722-73) Эмали стекловидные и фарфоровые. Определение стойкости к лимонной кислоте при комнатной температуре
ГОСТ 29022-91 (ИСО 2744-83) Эмали стекловидные и фарфоровые. Определение стойкости к воде и водяному пару
ГОСТ 33757-2016 Поддоны плоские деревянные. Технические условия
ГОСТ 33781-2016 Упаковка потребительская из картона, бумаги и комбинированных материалов. Общие технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Классификация посуды
3.1 Посуду подразделяют:
3.1.1 По назначению:
- для тепловой обработки пищевых продуктов: кастрюли, кофеварки, кофейники, мантоварки, молоковары, сковороды, жаровни, сотейники, чайники (чайники со свистком);
- приготовления холодных блюд и сервировки стола: блюда, бокалы, кружки, кувшины, масленки, миски, салатники, тарелки;
- хранения и переноски пищевых продуктов: баки, банки, бидоны, ведра, лотки;
- вспомогательных и санитарно-гигиенических целей: ночные горшки, дуршлаги, ковши, тазы.
3.1.2 По форме:
- цилиндрическая;
- коническая;
- сферическая;
- грушевидная;
- с элементом "тор";
- с элементом "зиг";
- прямоугольная (квадратная).
3.2 Ассортимент, вместимость, комплектацию крышками, толщину исходного металла, декорирование посуды устанавливает изготовитель по технической документации.
4 Технические требования
4.1 Посуду изготовляют в соответствии с требованиями настоящего стандарта по рабочим чертежам, образцам-эталонам и технологическому регламенту, утвержденным в установленном порядке.
4.2 Требования к материалам
4.2.1 Корпуса, крышки и ручки посуды изготовляют из тонколистового холоднокатаного проката по ГОСТ 24244 и проката по другой нормативной документации (НД), не склонного к появлению дефекта эмалевого покрытия "рыбья чешуя".
Допускается использовать для комплектации посуды крышки из коррозионно-стойкой стали, стекла, пластмасс и других материалов по НД, предназначенных для контакта с пищевыми продуктами.
4.2.2 Свистки для чайников, ободки, защищающие кромки бортов посуды, изготовляют из коррозионно-стойкой стали марок 12Х18Н9, 08Х18Н10Т, 12Х18Н10Т, 12Х15Г9НД, 17Х18Н9, 08Х22Н6Т, 10Х14АГ15, 03Х17Н14МЗ по ГОСТ 5632, марок 201, 304, 304L, 316, 316L, X2CrNiMo по другой НД. Качество поверхности ленты должно быть не ниже класса Г по ГОСТ 4986.
4.2.3 Для изготовления ручек и их деталей допускается применять проволоку обыкновенного качества по ГОСТ 3282 или другой НД, тонколистовой прокат из коррозионно-стойкой стали, древесину лиственных пород первого сорта, алюминий, пластмассу и керамику по НД.
4.2.4 На поверхность посуды наносят и закрепляют обжигом эмалевое покрытие на основе силикатных эмалей (фритт) по нормативной документации государств, проголосовавших за принятие настоящего стандарта*.
________________
* В Российской Федерации действует ГОСТ Р 52569-2006 "Фритты. Технические условия".
4.3 Характеристики посуды
4.3.1 Эмалевое покрытие
4.3.1.1 Общая толщина эмалевого покрытия внутренней поверхности посуды должна быть не менее 0,20 мм.
4.3.1.2 Эмалевое покрытие посуды должно выдерживать испытание на ударную прочность. Работа удара в зависимости от толщины исходного металла должна соответствовать установленной в таблице 1.
После испытания на покрытии не должно быть отколов эмали. Допускается образование вмятины от ударника на испытуемой поверхности и трещин на эмалевом покрытии с противоположной стороны изделия.
4.3.1.3 Эмалевое покрытие посуды должно выдерживать испытание на термическую стойкость. После двух циклов испытания (20°С-100°С-20°С-232°С-20°С) эмалевое покрытие не должно иметь трещин и отколов.
Таблица 1
Толщина исходного металла, мм | Работа удара, Дж (кгс·м), не менее |
До 0,4 включ. | 0,29 (0,03) |
Св. 0,4 до 0,5 включ. | 0,39 (0,04) |
" 0,5 " 0,6 " | 0,49 (0,05) |
" 0,6 " 0,8 " | 0,59 (0,06) |
" 0,8 " 1,0 " | 0,67 (0,07) |
" 1,0 " 1,5 " | 0,78 (0,08) |
" 1,5 " 2,0 " | 0,98 (0,10) |
" 2,0 " 2,5 " | 1,18 (0,12) |
4.3.1.4 Эмалевое покрытие на внутренней поверхности посуды должно выдерживать испытание на пористость. После испытания на поверхности покрытия не должны появляться следы коррозии металла.
4.3.1.5 Эмалевое покрытие светлых тонов на внутренней поверхности посуды должно выдерживать испытание на стойкость против адсорбции красящих веществ пищевых сред. После испытания эмалевое покрытие не должно иметь видимого изменения цвета.
4.3.1.6 Декорированию подвергают наружную поверхность посуды.
Допускается декорирование внутренней поверхности посуды, не предназначенной для тепловой обработки, - блюд, мисок, тазов, тарелок и лотков.
На декорированной посуде допускаются дефекты рисунка (нечеткость контура, мелкие волосные линии и разрывы, незначительное выгорание), не ухудшающие внешний вид посуды.
4.3.1.7 Допустимые количества миграции вредных веществ (ДКМ) в водную вытяжку из эмалевого покрытия внутренней поверхности посуды, контактирующей с пищевыми продуктами, а также органолептические свойства покрытия должны соответствовать требованиям национальных органов здравоохранения*.
_________________
* В Российской Федерации действуют ГН 2.3.3.972-00 "Предельно допустимые количества химических веществ, выделяющихся из материалов, контактирующих с пищевыми продуктами".
4.3.1.8 Эмалевое покрытие посуды должно выдерживать испытание на коррозионную стойкость.
4.3.1.8.1 Потеря массы покрытия внутренней поверхности посуды после кипячения в растворе уксусной кислоты массовой доли 4,0% в течение 1 ч не должна превышать 0,25 мг/см испытуемой поверхности.
4.3.1.8.2 После воздействия раствора уксусной кислоты массовой доли 4,0% при температуре (20±2)°С в течение (60±5) с на наружной поверхности посуды не должны появляться матовые пятна.
4.3.1.8.3 Потеря массы покрытия после кипячения в растворе лимонной кислоты массовой доли 6% в течение 2,5 ч не должна превышать 10 г/м.
4.3.1.8.4 Эмалевое наружное покрытие посуды после воздействия раствора лимонной кислоты 100 г/дм при температуре (20±2)°С в течение (15±0,5) мин должно быть не ниже класса А по ГОСТ 29021.
4.3.1.8.5 Скорость коррозии покрытия после кипячения в воде в течение 48 ч не должна превышать 0,50 г/м·сут.
4.3.1.8.6 Скорость коррозии покрытия после воздействия водяного пара в течение 48 ч не должна превышать 1,30 г/мсут.
4.3.1.8.7 Показатели коррозионной стойкости эмалевого покрытия по 4.3.1.8.3-4.3.1.8.6 определяют по требованию потребителя.
4.3.1.9 На кромках бортов корпусов и крышек посуды, а также на кромках носиков чайников и кофейников допускаются обнажение и прогары грунтового покрытия. В местах контакта посуды и обжигового инструмента (на дне и под бортом) допускаются незначительные сколы эмалевого покрытия без обнажения грунтового покрытия, следы от инструмента и желтизна. В местах приварки арматуры на эмалевом покрытии наружной и внутренней поверхности посуды допускаются оплавленные волосные линии.
Допускаются нарушение сплошности эмалевого покрытия покровной эмали на швах наружной поверхности и незначительные нарушения сплошности на швах внутренней поверхности посуды, а также просветы на ручках и радиусах закругления наружной поверхности посуды.
На остальной поверхности посуды качество эмалевого покрытия должно соответствовать указанному в таблице 2.
4.3.2 Конструкция посуды
4.3.2.1 Крышки должны свободно устанавливаться, легко поворачиваться и прилегать к бортам посуды без перекосов и смещений.
4.3.2.2 Сливные устройства должны исключать подтекание жидкости на корпус посуды при ее выливании.
Крышки бидонов должны удерживаться на корпусе при наклоне не менее 45°, крышки чайников и кофейников - не менее 75°.
Таблица 2
Вид дефекта | Поверхность посуды | Норма |
Отколы покровной эмали, "рыбья чешуя" | Наружная, внутренняя | Не допускаются |
Нарушения сплошности покровной эмали (обнажения грунтовой эмали, кратер, прогар) | Внутренняя | Не допускаются Допускаются незначительные
|
Посторонние включения и включения другого цвета (пятна эмали и пятна от окалины) | Наружная, внутренняя | Допускаются незначительные |
Непродавливаемые пузыри и бугорки, локальные утолщения эмали | Наружная, внутренняя | То же |
Неровность нанесения бортовой эмали, вскип и желтизна в месте соединения бортовой и покровной эмали | Бортовая, внутренняя | " |
Разрывы покровной эмали под бортом | Наружная | " |
Примечания 1 Под незначительными дефектами эмалевого покрытия понимаются дефекты, размеры и количество которых не оказывают существенного влияния на товарный вид посуды и не препятствуют ее использованию по назначению. 2 Посуду, на наружной поверхности которой имеются дефекты, ухудшающие ее товарный вид, по согласованию с потребителем относят к посуде II сорта. | ||
(Поправка. ИУС N 9-2020).
4.3.2.3 Посуда должна быть устойчивой на плоскости, выпуклость дна не допускается. Допускается рельефная формовка дна посуды.
4.3.2.4 Ободки из коррозионно-стойкой стали, защищающие борта корпусов и крышек посуды, должны плотно прилегать к ним без сколов эмалевого покрытия.
4.3.2.5 Металлические фиксированные ручки корпусов и крышек посуды изготовляют из тонколистового проката полыми.
Для корпусов баков допускается другая конструкция ручек, обеспечивающая прочное крепление.
Подвижные ручки (дужки) изготовляют с металлическим защитным покрытием или покрывают силикатной эмалью по нормативной документации государств, проголосовавших за принятие настоящего стандарта*.
________________
* В Российской Федерации действует ГОСТ Р 52569-2006 "Фритты. Технические условия"
Подвижные ручки чайников не должны касаться эмалированной поверхности корпусов.
Ручки из коррозионно-стойкой стали и пластмассы должны равномерно прилегать к стенке корпуса посуды. Допускается незначительный зазор между корпусом и ручками посуды.
4.3.2.6 На пластмассовых деталях ручек не допускаются трещины, вздутия, усадочные раковины и инородные включения. Заусенцы должны быть зачищены.
Теплостойкость ручек из аминопластов и пластмасс, а также пластмассовых деталей ручек посуды для тепловой обработки пищевых продуктов должна быть не менее 145°С.
4.3.2.7 Поверхность деревянных деталей ручек покрывают мебельным лаком по ГОСТ 4976, ГОСТ 5470 или другой НД.
Допускается парафинирование деревянных деталей.
4.3.2.8 Арматура (ручки) должна выдерживать статическую нагрузку, равную удвоенной, а для баков - полуторной массе воды, вмещаемой в посуду, без остаточной деформации, ослабления крепления ручек к арматуре, повреждений эмалевого покрытия в месте соединения арматуры (ручек) и корпуса.
4.3.3 Комплектность
4.3.3.1 Комплектацию посуды дополнительными устройствами (для заварки кофе, варки на пару и т.п.) проводят в соответствии с техническим описанием образца.
4.4 Маркировка
4.4.1 На поверхность каждого изделия наносят маркировку с указанием:
- наименования и/или товарного знака предприятия-изготовителя;
- наименования посуды;
- артикула посуды;
- вместимости посуды;
- обозначения настоящего стандарта;
- изображения национального знака соответствия по НД* (при подтверждении соответствия);
________________
* В Российской Федерации действует ГОСТ Р 50460-92 "Знак соответствия при обязательной сертификации. Форма, размеры и технические требования".
- клейма технического контроля.
Способ нанесения маркировки устанавливает изготовитель.
4.4.2 На потребительской и/или транспортной упаковке указывают:
- наименование и/или товарный знак предприятия-изготовителя;
- наименование изделия или набора посуды;
- количество изделий или состав набора посуды;
- размер или вместимость посуды;
- обозначение настоящего стандарта;
- дату упаковки.
4.4.3 Транспортную тару с грузом маркируют по ГОСТ 14192 с нанесением манипуляционных знаков "Хрупкое. Осторожно", "Беречь от влаги", "Верх" непосредственно на транспортную упаковку или на ярлыки, прикрепляемые к транспортной упаковке.
4.5 Упаковка
4.5.1 Посуду и наборы посуды упаковывают в следующую тару:
- потребительскую упаковку из картона, бумаги и комбинированных материалов по ГОСТ 33781;
- пакеты из полимерных материалов по ГОСТ 12302 и другой НД;
- полиэтиленовую термоусадочную пленку по ГОСТ 25951 или другую пленку, обеспечивающую сохранность продукции;
- ящики из гофрированного картона по ГОСТ 9142 и другой НД.
4.5.2 При упаковывании посуды применяют вспомогательные материалы: оберточную бумагу по ГОСТ 8273, прокладочную бумагу и гофрированный картон по НД, тарный плоский склеенный картон по ГОСТ 9421, прокладочный картон по ГОСТ 9347, древесную стружку по ГОСТ 5244 и другие материалы.
4.5.3 Посуду, упакованную в потребительскую тару, за исключением упакованной в ящики из гофрированного картона, укладывают в ящики из гофрированного картона по НД, дощатые ящики по ГОСТ 2991, ГОСТ 10350, ящики из листовых древесных материалов по ГОСТ 5959, деревянные ящики по ГОСТ 9396, дощатые обрешетки по ГОСТ 12082, контейнеры по ГОСТ 15102, ГОСТ 20435, ГОСТ 22225 или формируют в транспортные пакеты по ГОСТ 26663.
4.5.4 Упаковку посуды, отгружаемой в районы Крайнего Севера и приравненные к ним местности, проводят по ГОСТ 15846.
4.5.5 По согласованию с потребителем допускается применять тару других размеров, другие виды и способы упаковки при условии обеспечения сохранности посуды при транспортировании и хранении.
4.5.6 К каждому изделию или набору посуды для тепловой обработки пищевых продуктов или для хранения и переноски пищевых продуктов прилагают инструкцию по применению и уходу, содержащую:
- назначение посуды;
- рекомендации по подготовке посуды перед первым использованием;
- рекомендацию по очистке после использования;
- рекомендацию по обращению с ручками, при наличии;
- специальные указания по безопасности, при наличии;
- гарантию предприятия-изготовителя с указанием негарантийных случаев;
- наименование и контактный адрес предприятия-изготовителя или импортера;
- информацию о том, что эмалевое покрытие наружной поверхности посуды является стойким к прямому контакту с пламенем газовой горелки бытовых газовых плит.
При упаковке посуды, предназначенной для приготовления холодных блюд и сервировки стола или для вспомогательных и санитарно-гигиенических целей, допускается вложение одной инструкции по применению и уходу в одно упаковочное место.
5 Правила приемки
5.1 Для проверки соответствия посуды требованиям настоящего стандарта изготовитель производит приемо-сдаточные, периодические и типовые испытания. Отбор образцов для испытаний посуды проводят методом случайной выборки.
5.2 Приемо-сдаточные испытания проводят в следующем порядке:
- контроль дефектов эмалевого покрытия и декоративной отделки, внешнего вида деталей посуды из коррозионно-стойкой стали, пластмассы, древесины и других материалов, комплектности изготовления, легкости вращения ручек - на каждом предмете посуды;
- контроль толщины эмалевого покрытия, прочности крепления арматуры (ручек), качества установки ободков на борта корпусов и крышек - не реже одного раза в смену на трех предметах посуды;
- испытание ударной прочности, термической стойкости эмалевого покрытия - не реже одного раза в сутки на трех предметах посуды;
- испытание эмалевого покрытия на коррозионную стойкость в уксусной кислоте - не реже одного раза в неделю на трех предметах посуды.
5.3 Периодические испытания посуды на соответствие требованиям настоящего стандарта проводят не реже одного раза в год в объеме приемо-сдаточных испытаний с дополнительным контролем вместимости, теплостойкости пластмассовых деталей посуды для тепловой обработки пищевых продуктов, подтекания жидкости на корпус при ее выливании из сливных устройств, удержания крышек при наклоне посуды, пористости и стойкости к адсорбции эмалевого покрытия.
Испытание посуды по гигиеническим показателям и органолептическим свойствам - не реже одного раза в полгода на трех предметах посуды.
5.4 Типовые испытания проводят на соответствие всем требованиям настоящего стандарта при постановке продукции на производство. После внесения изменений в рецептуру или технологию изготовления посуды испытания проводят по определению параметров, зависимых от внесенных изменений, на партии предметов посуды не менее 5 шт. для каждого параметра.
5.5 Посуду поставляют партиями. Партией считают количество посуды, одновременно отгружаемое потребителю и сопровождаемое документом о качестве.
5.6 Потребитель проводит верификацию закупленной продукции по ГОСТ 24297 на 2% от партии посуды, но не менее чем на трех предметах посуды.
5.7 При получении неудовлетворительных результатов проверки как минимум по одному из показателей по нему проводят повторную проверку на удвоенной выборке, отобранной из той же партии.
Результаты повторной проверки распространяют на всю партию посуды.
6 Методы контроля
6.1 Внешний вид, качество сборки, дефекты эмалевого покрытия и декоративной отделки проверяют визуально при естественном или комбинированном освещении. Осмотр проводят на расстоянии от 300 до 400 мм.
6.2 Размеры посуды проверяют универсальным измерительным инструментом по ГОСТ 166, ГОСТ 427 или шаблонами.
6.3 Вместимость посуды проверяют, наливая воду из мерной посуды по ГОСТ 1770, до переливания через сливное устройство или через борт.
6.4 Легкость вращения подвижных ручек, легкость поворота и прилегания крышек к борту корпусов, плотность прилегания ободков к бортам посуды проверяют опробованием, при этом не допускается смещение ободка с места установки.
6.5 Толщину эмалевого покрытия измеряют на плоских участках изделий магнитными или электромагнитными толщиномерами, обладающими погрешностью не более 10%.
6.6 Контроль ДКМ вредных веществ и органолептических свойств на соответствие требованиям национальных органов здравоохранения проводят по методикам, утвержденным этими органами*. Для контроля ДКМ в качестве модельной среды используют дистиллированную воду. Объем дистиллированной воды должен составлять 2/3 вместимости испытуемого изделия. Воду в посуде, предназначенной для тепловой обработки, кипятят в течение 30 мин, а для приготовления холодных блюд - выдерживают в течение 3 сут при комнатной температуре.
________________
* В Российской Федерации действует Инструкция от 2 февраля 1971 г. N 880-71 "Инструкция по санитарно-химическому исследованию изделий, изготовленных из полимерных и других синтетических материалов, предназначенных для контакта с пищевыми продуктами".
6.7 Коррозионную стойкость эмалевого покрытия на внутренней поверхности посуды определяют кипячением в растворе уксусной кислоты массовой доли 4,0% одним из двух методов.
6.7.1 Метод 1
Стальную пластину толщиной 0,5 мм размером 100х100 мм или круглую диаметром 90 мм покрывают грунтовой и испытуемой покровной эмалью по той же технологии, что и посуду. Затем испытуемую пластину, обезжиренную органическим растворителем или теплой водой с мылом, промытую дистиллированной водой, высушенную при температуре (110±10)°С в течение 2 ч в сушильном шкафу и охлажденную в эксикаторе в течение 2 ч, взвешивают на аналитических весах с погрешностью, не превышающей 0,2 мг, и закрепляют в установке для определения коррозионной стойкости (рисунок 1).
Крышка и основание установки должны быть изготовлены из стали марки Х18Н9Т по ГОСТ 5632, все уплотнения - из резины марки ТМКЩ по ГОСТ 7338.
Установку с пластиной нагревают в сушильном шкафу при температуре (110±10)°С в течение 30 мин, затем в нее наливают на 2/3 высоты стакана из кварцевого стекла кипящий раствор уксусной кислоты массовой доли 4,0%, после чего устанавливают на предварительно нагретую электрическую плитку, мощность которой должна быть такой, чтобы закипание раствора в установке начиналось через 8-10 мин. Раствор должен нагреваться и кипеть в установке в течение 1 ч с момента вливания раствора.
Далее раствор из установки сливают, пластину с испытуемым эмалевым покрытием извлекают, промывают дистиллированной водой, высушивают при температуре (110±10)°С в течение 2 ч и после охлаждения в эксикаторе в течение 2 ч взвешивают.
|
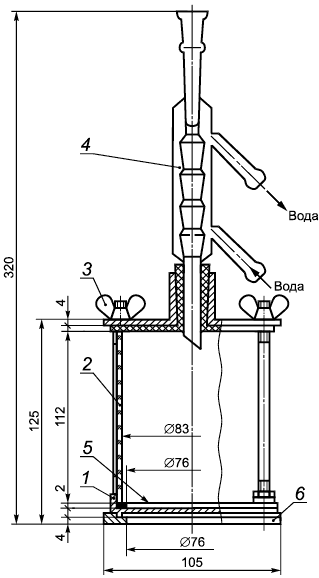
1 - испытуемый образец; 2 - кварцевый патрубок; 3 - гайка-барашек М6 по ГОСТ 3032; 4 -холодильник типа ХШ по ГОСТ 25336; 5 - уплотнение; 6 - основание
Рисунок 1 - Установка для определения коррозионной стойкости
Коррозионную стойкость X, мг/см·ч, вычисляют по формуле
![]() ,
,
где ![]() - потеря массы образца, мг;
- потеря массы образца, мг;
S - площадь испытуемой поверхности образца, см;
- продолжительность испытания, ч.
6.7.2 Метод 2
Внутреннюю поверхность испытуемых изделий промывают органическим растворителем или теплой водой с мылом, ополаскивают дистиллированной водой и высушивают.
В изделие вливают нагретый до кипения раствор уксусной кислоты массовой доли 4,0% из расчета 1,6 см на 1 см
испытуемой поверхности. Уровень раствора фиксируют.
Изделие без крышки устанавливают на предварительно нагретую (время нагрева не менее 30 мин) электрическую плитку с закрытыми нагревателями номинальной мощностью 800 Вт, доводят раствор до кипения и регулируют мощность конфорок таким образом, чтобы слабое кипение продолжалось в течение 1 ч с момента вливания раствора в изделие. По мере выкипания раствора его уровень поддерживают постоянным, доливая нагретый до кипения раствор уксусной кислоты.
После кипячения раствор переливают из изделия в лабораторный стакан для охлаждения, внутреннюю поверхность изделия ополаскивают небольшим количеством дистиллированной воды, которую переливают в тот же стакан. Охлажденный до комнатной температуры раствор переливают в мерный сосуд, доводят его объем до определенного округленного значения, доливая дистиллированную воду.
Из мерного сосуда отбирают аликвотную часть находящегося в нем раствора объемом 200 см и выпаривают в фарфоровой чашке, не допуская разбрызгивания раствора. Полученный остаток высушивают до постоянной массы m при температуре (110±10)°С.
Коррозионную стойкость ![]() , мг/см
, мг/см·ч, вычисляют по формуле
![]() ,
,
где m - масса высушенного остатка, мг;
V - объем раствора уксусной кислоты и промывной воды, доведенный до округленного значения, см;
200 - объем выпариваемой части раствора, см.
6.8 Коррозионную стойкость наружного эмалевого покрытия определяют нанесением на плоские участки поверхности посуды нескольких капель раствора уксусной кислоты массовой доли 4,0% при температуре (20±2)°С.
Испытуемая поверхность посуды должна быть без дефектов.
Испытания проводят на трех различных участках.
Испытуемые участки протирают ватным тампоном, смоченным этиловым спиртом по нормативным документам государств, проголосовавших за принятие настоящего стандарта* после испарения спирта эти участки обводят восковым карандашом и смачивают (0,4±0,1) см раствора уксусной кислоты массовой доли 4,0%. После воздействия кислоты в течение (60±5) с посуду тщательно промывают водой и просушивают салфеткой.
________________
* В Российской Федерации действует ГОСТ Р 51723-2001 "Спирт этиловый питьевой 95%-ный. Технические условия".
Результаты оценивают немедленно после испытания.
Эмалированную поверхность осматривают на расстоянии от 250 до 300 мм без применения увеличительных приборов.
6.9 Испытание коррозионной стойкости эмалевого покрытия кипячением в растворе лимонной кислоты массовой доли 6,0% проводят по ГОСТ 29020.
6.10 Испытания коррозионной стойкости наружного эмалевого покрытия при комнатной температуре в лимонной кислоте концентрации 100 г/дм проводят по ГОСТ 29021.
6.11 Испытание коррозионной стойкости эмалевого покрытия в кипящей воде и водяном паре - по ГОСТ 29022.
6.12 Испытание ударной прочности эмалевого покрытия проводят на плоских участках внутренней или наружной поверхности посуды воздействием свободно падающего с определенной высоты ударника массой 0,2 кг со сферической рабочей поверхностью диаметром 25,4 мм на установке (рисунок 2).
Перед испытанием изделие устанавливают на сменное кольцо, соответствующее высоте предмета посуды.
В зависимости от заданной работы удара ударник устанавливают фиксатором на определенную высоту. Ударник сбрасывают на испытуемую поверхность поворотом рукоятки фиксатора.
Испытание проводят не менее чем в трех различных точках поверхности посуды, расстояния между которыми должны быть не менее 40 мм. На посуде с диаметром дна до 100 мм включительно или с рельефной формовкой дна допускается проводить испытания в одной точке поверхности. Во время испытаний изделие следует придерживать на кольце.
После испытаний проводят визуальный осмотр поверхности изделий без применения увеличительных приборов.
Допускается проводить испытания на установках другого типа, обеспечивающих необходимую точность испытаний.
|
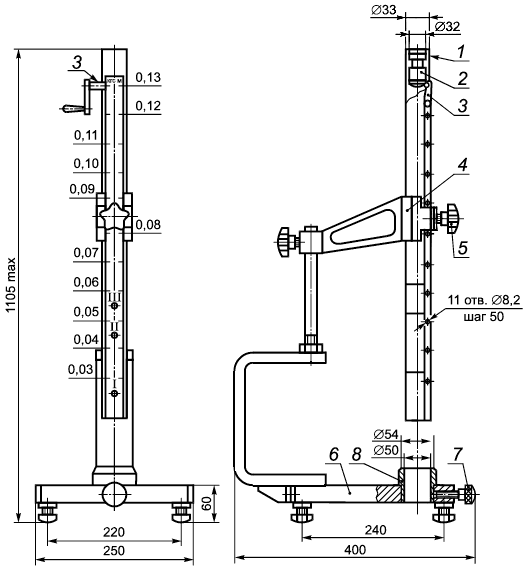
1 - направляющая труба; 2 - ударник; 3 - фиксатор; 4 - кронштейн; 5 - стопор трубы; 6 - основание; 7 - стопор кольца; 8 - кольцо (комплект)
Рисунок 2 - Установка для определения ударной прочности
6.13 Термическую стойкость эмалевого покрытия посуды, предназначенной для тепловой обработки пищи, определяют ее попеременным нагревом и охлаждением.
Для нагрева посуды используют электрическую плитку по ГОСТ 14919 с закрытыми нагревателями номинальной мощностью 800 Вт. На конфорку плитки плотно насаживают дополнительное кольцо из нержавеющей стали, диаметр которого определяется диаметром используемой конфорки.
Высота кольца должна быть выше поверхности конфорки плитки на 8-10 мм. На конфорку с кольцом насыпают металлическую дробь по ГОСТ 11964, или медную дробь, или порошок электротехнического периклаза по ГОСТ 13236, или песок. Размер частиц должен быть не более 0,3 мм. Посуду заполняют водой до половины вместимости, устанавливают на предварительно нагретую плитку и доводят воду до кипения.
Через 15-30 с интенсивного кипения воды посуду снимают с плитки, быстро выливают из нее кипящую воду и вливают равное количество воды температурой (20±1)°С.
Спустя 5-10 с посуду полностью заполняют холодной водой температурой (20±1)°С. После охлаждения посуды из нее удаляют воду и насухо вытирают.
Затем на дно посуды помещают кусочки фольги из олова марок 01пч или 01 по ГОСТ 860 (температура плавления 232°С) в соответствии со схемой, приведенной на рисунке 3 (d - диаметр дна изделия).
|
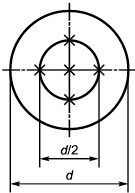
Рисунок 3
Толщина оловянных частиц должна быть не более 0,5 мм, длина наибольшей стороны - не более 5 мм.
Для посуды с диаметром дна до 100 мм включительно допускается применять одну оловянную частицу. Изделие с частицами оловянной фольги вновь устанавливают на нагретую электрическую плитку и нагревают до расплавления первой частицы.
После этого в посуду за один прием вливают холодную воду в количестве, равном половине вместимости испытуемого предмета посуды, и снимают ее с плитки. Спустя 5-10 с посуду полностью заполняют водой. После охлаждения посуды из нее удаляют воду и кусочки фольги, насухо вытирают, затем на внутреннюю поверхность ватным тампоном наносят тонкий слой чернил для авторучек синего или фиолетового цвета.
После выдержки испытуемой поверхности посуды в течение 3 мин под слоем чернил ее промывают проточной водой в течение 30 с и осматривают без применения увеличительных приборов для выявления трещин и отколов.
6.14 Удержание крышек на посуде проверяют, наклоняя предмет посуды на требуемый угол.
6.15 Слив жидкости без подтеков проверяют при выливании воды из посуды, наполненной не менее чем на 1/2 вместимости. Посуду наклоняют таким образом, чтобы вода сливалась непрерывной струей.
6.16 Прочность крепления арматуры (ручек) проверяют следующим образом: посуду закрепляют или подвешивают за дужку или ручки, затем к посуде прикладывают в течение 5 мин статическую нагрузку, в два (полтора) раза превышающую массу воды, соответствующей номинальной вместимости.
6.17 Устойчивость посуды на плоскости определяют с помощью поверочной плиты по ГОСТ 10905, поверочной линейки по ГОСТ 8026, щупа по НД. Допускается использование других средств измерений.
6.18 Теплостойкость пластмассовых деталей ручек проверяют, устанавливая посуду в предварительно нагретый до температуры (150±5)°С сушильный шкаф и выдерживая ее там в течение 1 ч. Поверхность ручек после испытания посуды не должна иметь трещин, вздутий, сколов, деформации и других видимых изменений.
6.19 Пористость эмалевого покрытия проверяют, наполняя посуду водой и выдерживая ее в течение 72 ч при температуре (20±5)°С. После испытания на эмалевом покрытии не должны появляться следы коррозии.
6.20 Стойкость против адсорбции красящих веществ проверяют 10-минутным кипячением воды с добавлением чая (15 г на 1 дм воды), налитой до половины вместимости посуды, устанавливая ее на предварительно нагретую электрическую плитку. После ополаскивания посуды теплой водой и обтирания ее салфеткой или бумажным фильтром эмалевое покрытие не должно иметь видимого изменения цвета.
6.21 Качество защитных покрытий ручек проверяют по ГОСТ 9.302.
7 Транспортирование и хранение
7.1 Посуду транспортируют всеми видами транспорта в крытых транспортных средствах и универсальных контейнерах по правилам перевозки грузов, действующим на данном виде транспорта.
7.1.1 При внутригородских перевозках посуду, упакованную в контейнеры, транспортируют в открытых автомашинах, а посуду, упакованную в потребительскую тару, - в крытых.
Допускается транспортировать посуду в тарооборудовании по НД.
7.1.2 Транспортирование посуды речным и морским транспортом следует производить в контейнерах.
7.2 Транспортирование посуды пакетами производят в соответствии с правилами перевозки грузов.
Пакет формируют на плоских универсальных поддонах размером 800х1200 мм по ГОСТ 33757 грузоподъемностью не более 1 т или других поддонах по НД. Высота поддона и высота пакета не должны превышать 1000 мм. По согласованию с потребителем допускается увеличение высоты пакета.
Для скрепления грузов в транспортных пакетах применяют стальную упаковочную ленту по ГОСТ 3560, синтетическую ленту по НД, полиэтиленовую термоусадочную пленку марки П по ГОСТ 25951 и другие материалы, обеспечивающие требования ГОСТ 21650 .
7.3 Хранение посуды - по группе 3 ГОСТ 15150.
8 Гарантии изготовителя
8.1 Предприятие-изготовитель гарантирует соответствие выпускаемой посуды требованиям настоящего стандарта при соблюдении потребителем условий хранения, транспортирования и эксплуатации, установленных настоящим стандартом.
8.2 Гарантийный срок эксплуатации - 24 мес, для чайников - 12 мес со дня реализации посуды через розничную торговлю.
УДК 641.542:669.136.93:006.354 | МКС 97.040.60 | ОКПД 2 25.99.12.110 |
Ключевые слова: посуда хозяйственная стальная эмалированная, классификация, технические требования, маркировка, упаковка, правила приемки, методы контроля, транспортирование | ||
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}